You might also like
- Cost Sheet AnalysisDocument72 pagesCost Sheet Analysisaashu01275% (32)
- Cost Sheet Analysis of Dabur India LtdDocument11 pagesCost Sheet Analysis of Dabur India LtdAjay Abraham Anathanam100% (3)
- A Project On Cost AnalysisDocument80 pagesA Project On Cost Analysisnet635193% (15)
- Cost Sheet Analysis: A Project ReportDocument10 pagesCost Sheet Analysis: A Project ReportVarun SalianNo ratings yet
- Process Costing Project RepotDocument53 pagesProcess Costing Project RepotArjan Parmar100% (1)
- Project Report OnDocument64 pagesProject Report Onburde_ashish60% (5)
- Cost Analysis and Control Hyundai Motors India Limited (HMIL) 2014Document94 pagesCost Analysis and Control Hyundai Motors India Limited (HMIL) 2014ravikumarreddyt100% (2)
- Cost Analysis of Britania BreadDocument20 pagesCost Analysis of Britania Breadatulkmk77% (26)
- Costing ProjectDocument37 pagesCosting ProjectPrem Sharma100% (1)
- Cost Sheet Project Tata and HPCLDocument15 pagesCost Sheet Project Tata and HPCLmonish14785267% (3)
- Inter Process ProfitsDocument10 pagesInter Process ProfitsKella Pradeep100% (1)
- Cost Sheet of Laxmi Soap FactoryDocument12 pagesCost Sheet of Laxmi Soap FactorySanket Aiya60% (5)
- Wipro BuisnessDocument29 pagesWipro Buisnessshahenshahussain100% (1)
- Cost Accounting Project TopicsDocument2 pagesCost Accounting Project Topicsshankarinadar78% (18)
- Cost Analysis of Asian Paints LTD PDFDocument16 pagesCost Analysis of Asian Paints LTD PDFAnonymous mZAs5lfwy33% (3)
- Project Report On Cost Reduction and ControlDocument12 pagesProject Report On Cost Reduction and ControlAnonymous QjMFZIK5f67% (6)
- Cost Analysis Sheet DaburDocument11 pagesCost Analysis Sheet DaburrohitNo ratings yet
- DoveDocument11 pagesDovekattyperrysherryNo ratings yet
- Cost Sheet AnalysisDocument16 pagesCost Sheet Analysisaaaa88% (17)
- Cost Sheet of ParleDocument3 pagesCost Sheet of Parlesucheta menon20% (5)
- Parachute Costing ProjectDocument41 pagesParachute Costing ProjectRajVishwakarma0% (1)
- Final Project Process-CostingDocument43 pagesFinal Project Process-CostingLaxman Zagge50% (6)
- Amul Cost SheetDocument28 pagesAmul Cost SheetKishori KediaNo ratings yet
- Cost Analysis On Cadbury India LTDDocument21 pagesCost Analysis On Cadbury India LTDSurya Deepak Goud80% (20)
- Amul Cost AnalysisDocument2 pagesAmul Cost AnalysisKaran ChauhanNo ratings yet
- Accounts Project - Financial Statement Analysis of Steel Authority of India Limited - by Irfan Ahmad & Manisha YadavDocument18 pagesAccounts Project - Financial Statement Analysis of Steel Authority of India Limited - by Irfan Ahmad & Manisha YadavRavi Jaiswal0% (1)
- Cost Sheet Analysis of Britannia BreadDocument27 pagesCost Sheet Analysis of Britannia BreadSagar Yadav88% (8)
- Final Cost Accounting ProjectDocument31 pagesFinal Cost Accounting ProjectTuba Ali75% (8)
- Marginal CostingDocument10 pagesMarginal Costinganon_672065362No ratings yet
- Ratio Analysis of Bharat Heavy Electricals Limited: Final DraftDocument34 pagesRatio Analysis of Bharat Heavy Electricals Limited: Final DraftVidushi Verma50% (2)
- Project Report On Costing and Cost ReductionDocument54 pagesProject Report On Costing and Cost ReductionRoyal Projects85% (20)
- Cost Reduction Study at Ultra Tech CementsDocument76 pagesCost Reduction Study at Ultra Tech CementsChethan.sNo ratings yet
- Process Costing of Sugar IndustryDocument30 pagesProcess Costing of Sugar Industrymeera bhanushali67% (24)
- Shalini Project Marginal CostingDocument48 pagesShalini Project Marginal Costingningegowda50% (6)
- Cost Analysis and Control - HyundaiDocument7 pagesCost Analysis and Control - HyundaiSuresh100% (1)
- Final Project - FA Assignment Financial Analysis of VoltasDocument26 pagesFinal Project - FA Assignment Financial Analysis of VoltasHarvey100% (2)
- Cost Sheet AnalysisDocument23 pagesCost Sheet AnalysisBalkrushna Shingare33% (3)
- Cost Analysis of PepsiDocument13 pagesCost Analysis of PepsiMuhammad Furqan Zeb75% (20)
- Cost Accounting Finance ProjectDocument74 pagesCost Accounting Finance ProjectRahul Ghosale50% (4)
- Cost Sheet Analysis:: Dabur India LimitedDocument10 pagesCost Sheet Analysis:: Dabur India LimitedDishari Poddar100% (1)
- Cost Accounting Process Costing in Sugar IndustryDocument30 pagesCost Accounting Process Costing in Sugar Industryshreya bhattacharyaNo ratings yet
- Cost Sheet of AmulDocument18 pagesCost Sheet of AmulJemish Je75% (4)
- Ratio Analysis Reveals Dabur's Strong Financial PositionDocument100 pagesRatio Analysis Reveals Dabur's Strong Financial PositionManish Gupta75% (4)
- Project Report On Costing and Cost ReductionDocument51 pagesProject Report On Costing and Cost ReductionNiraj TulaskarNo ratings yet
- Project On Dabur.Document70 pagesProject On Dabur.Khalid H Saiyad100% (1)
- Reliance Industries Cost Sheet Ver. 1.0Document2 pagesReliance Industries Cost Sheet Ver. 1.0Samiksha BhargavNo ratings yet
- Final Project of Standard CostingDocument16 pagesFinal Project of Standard CostingKishan Kudia60% (5)
- Munjal Kiriu IndustriesDocument15 pagesMunjal Kiriu IndustriesSubhash BajajNo ratings yet
- Project ReportDocument29 pagesProject ReportManjeet SinghNo ratings yet
- Apollo Tyres Ltd Introduction Chapter SummaryDocument84 pagesApollo Tyres Ltd Introduction Chapter SummaryMayank Jain NeerNo ratings yet
- Harshi HardDocument60 pagesHarshi HardNandeep Hêãrtrøbbér100% (1)
- Ambuja CementDocument67 pagesAmbuja CementShubham KhuranaNo ratings yet
- ACMA represents Indian auto component industryDocument36 pagesACMA represents Indian auto component industryvenkatesh_1829No ratings yet
- Edited Black Book-1Document62 pagesEdited Black Book-1ashiayan xeroxNo ratings yet
- Devi Sri Chapter 1Document8 pagesDevi Sri Chapter 1DeviSri R B com cs shift-2No ratings yet
- ACC - Case StudyDocument11 pagesACC - Case StudyAbhinav AroraNo ratings yet
- Yallappa SysnaposysDocument16 pagesYallappa SysnaposysYallappa To Harish YallappaNo ratings yet
- ResearchDocument32 pagesResearchRitika0% (1)
- Jerrin Project Banco NayaDocument61 pagesJerrin Project Banco NayakattyperrysherryNo ratings yet
- CEAT Limited: Navigation SearchDocument5 pagesCEAT Limited: Navigation SearchImran MohammedNo ratings yet
- Sanjay Final Soft Copy CDDocument111 pagesSanjay Final Soft Copy CDAnkit RajNo ratings yet
- Cadbury CommiteeDocument5 pagesCadbury CommiteeAnkit Raj100% (2)
- Cadbury CommiteeDocument5 pagesCadbury CommiteeAnkit Raj100% (2)
- Treasury ManagementDocument6 pagesTreasury ManagementAnkit RajNo ratings yet
- Balance Scorecard TechniqueDocument8 pagesBalance Scorecard TechniqueAnkit RajNo ratings yet
- Treasury ManagementDocument6 pagesTreasury ManagementAnkit RajNo ratings yet
- Tax System in CroatiaDocument2 pagesTax System in CroatiaAnkit RajNo ratings yet
- Technical AnalysisDocument12 pagesTechnical AnalysisAnkit RajNo ratings yet
- Guide to Major Taxes in SingaporeDocument20 pagesGuide to Major Taxes in SingaporeAnkit RajNo ratings yet
- Technical AnalysisDocument12 pagesTechnical AnalysisAnkit RajNo ratings yet
- Interactive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Document35 pagesInteractive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Sergio PizarroNo ratings yet
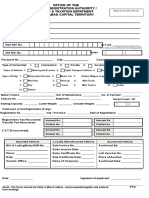
- Form "F" Office of The Motor Registration Authority / Excise & Taxation Depatment Islamabad Capital TerritoryDocument2 pagesForm "F" Office of The Motor Registration Authority / Excise & Taxation Depatment Islamabad Capital Territoryshozeb qureshi100% (1)
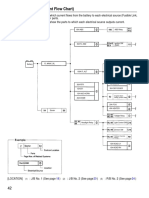
- Power Source (Current Flow Chart)Document9 pagesPower Source (Current Flow Chart)Jonn Sim-OneNo ratings yet
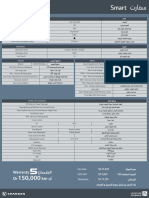
- CS35 Plus Spec Sheet 2024 UpdatedDocument1 pageCS35 Plus Spec Sheet 2024 Updatedpathan_riyazkhanNo ratings yet
- Trinx Product Catalog 2019 ENDocument64 pagesTrinx Product Catalog 2019 ENFernando BlancoNo ratings yet
- Final Documentation Sungdong SY Hull S3109, S3109 Air Compressor SSM 41010956Document23 pagesFinal Documentation Sungdong SY Hull S3109, S3109 Air Compressor SSM 41010956Raúl Oscar LedesmaNo ratings yet
- Catalog PDFDocument82 pagesCatalog PDFВалерий ГерасимовNo ratings yet
- The Picayune Item Matthew Givens Child MolestationDocument2 pagesThe Picayune Item Matthew Givens Child MolestationTruthSeeker3100% (2)
- Hyundai Elantra 1.6L Brake System1Document34 pagesHyundai Elantra 1.6L Brake System1MANUALES2000CLNo ratings yet
- Frame and Engine Components of 544D Wheel LoaderDocument744 pagesFrame and Engine Components of 544D Wheel LoaderAndreyna Brea67% (3)
- Metalworking: Reporters: Casselle Madel Pable Ronie DagaleaDocument15 pagesMetalworking: Reporters: Casselle Madel Pable Ronie DagaleaRonie DagaleaNo ratings yet
- Arquus HIGUARDDocument2 pagesArquus HIGUARDbastien.postel100% (1)
- Operation and Maintenance Guide for PowerKit 6M21Document42 pagesOperation and Maintenance Guide for PowerKit 6M21Tau Omicron Sixty D90100% (1)
- Formula Pre Delivery InspectionDocument2 pagesFormula Pre Delivery InspectionClay WalkerNo ratings yet
- Magnetic Contactor: How It Works and Protects MotorsDocument2 pagesMagnetic Contactor: How It Works and Protects Motorsgan100% (1)
- Capacitance Measuring With A Digital MultimeterDocument2 pagesCapacitance Measuring With A Digital MultimeterAndre nicholsNo ratings yet
- VBP Catalog Solenoids Vers4 2 PDFDocument137 pagesVBP Catalog Solenoids Vers4 2 PDFDennis Baumann100% (1)
- View of Fixed Axle Brake AssemblyDocument6 pagesView of Fixed Axle Brake AssemblyEdgardo Roldan H-E PartsNo ratings yet
- CLC 12 - Capstone Project Draft ProposalDocument4 pagesCLC 12 - Capstone Project Draft Proposalapi-573373577No ratings yet
- Design, Development and Manufacturing of Braking System For ATVDocument5 pagesDesign, Development and Manufacturing of Braking System For ATVRodrigo bolaNo ratings yet
- Compact Track Loader: Operating Weight 3513 KG Engine Power 49.2 KW Rated Operating Capacity 992 KGDocument2 pagesCompact Track Loader: Operating Weight 3513 KG Engine Power 49.2 KW Rated Operating Capacity 992 KGFelipe Pisklevits LaubeNo ratings yet
- VE Pressure Regulator RepairDocument3 pagesVE Pressure Regulator RepairKiss Martin100% (1)
- LiterDocument5 pagesLiterAbdul RaqeebNo ratings yet
- Hangar DoorsasdfsdfasdfDocument40 pagesHangar Doorsasdfsdfasdfali_eddinNo ratings yet
- Repoart On Automatic Braking Sysytem 1Document29 pagesRepoart On Automatic Braking Sysytem 1VISHAL SEHRANo ratings yet
- TC200 - Om 2Document192 pagesTC200 - Om 2DmitryNo ratings yet
- Steel Fuel Supply Tube Installation InstructionsDocument8 pagesSteel Fuel Supply Tube Installation InstructionsSean DuncanNo ratings yet
- MOTORTECH Technical Data Sheet Ignition Coil 06.50.100 01.13.005 en 2014 11Document2 pagesMOTORTECH Technical Data Sheet Ignition Coil 06.50.100 01.13.005 en 2014 11chao wangNo ratings yet
- DIAGRAMA ELECTRICO 2018 Kia Forte LX 2.0L, L4, VIN 7, USACanadaDocument7 pagesDIAGRAMA ELECTRICO 2018 Kia Forte LX 2.0L, L4, VIN 7, USACanadaErnesto MenjivarNo ratings yet
- Technology, The Application of Scientific Knowledge To The PracticalDocument6 pagesTechnology, The Application of Scientific Knowledge To The PracticalTOP4UNo ratings yet