You might also like
- Topic 14 Papermaking Pressing TextDocument21 pagesTopic 14 Papermaking Pressing Textronaldsacs100% (1)
- PressingDocument36 pagesPressingSanjeev Gautam100% (1)
- Retention ChemistryDocument86 pagesRetention Chemistryvivekbhuchem100% (1)
- Surface Sizing BasicsDocument4 pagesSurface Sizing BasicsPeter de ClerckNo ratings yet
- Advanced Training Course On Deinking - Dispersion and KneadingDocument38 pagesAdvanced Training Course On Deinking - Dispersion and KneadingGuido PeraltaNo ratings yet
- Topic 14 Papermaking Pressing LectureDocument20 pagesTopic 14 Papermaking Pressing LecturenotengofffNo ratings yet
- 2 DKSinghalDocument48 pages2 DKSinghalMostafizur Rahman100% (1)
- Cleaning and Conditioning Forming and Press Section 3000 USDocument12 pagesCleaning and Conditioning Forming and Press Section 3000 USF Cikal AntariksaNo ratings yet
- Pulp PropertiesDocument14 pagesPulp PropertiesJuan Carlos Cárdenas100% (4)
- Latest Head Box TechnologyDocument12 pagesLatest Head Box TechnologySukallan DharNo ratings yet
- Effect of Surface Size With StarchDocument4 pagesEffect of Surface Size With Starchcahya indhartaNo ratings yet
- A to Z guide to practical paper chemistryDocument437 pagesA to Z guide to practical paper chemistryArnoldo Sánchez D100% (1)
- Book Chapter Refining of Chemical PulpDocument59 pagesBook Chapter Refining of Chemical Pulpjoatanmelo6775100% (1)
- Pulp and Paper IndustriesDocument14 pagesPulp and Paper Industriesdaabgchi0% (1)
- Board and Packaging Headbox TechnologyDocument15 pagesBoard and Packaging Headbox Technologysakariso100% (2)
- Technology, Energy Efficiency and Environmental Externalities in The Pulp and Paper Industry - AIT, ThailandDocument140 pagesTechnology, Energy Efficiency and Environmental Externalities in The Pulp and Paper Industry - AIT, ThailandVishal Duggal100% (1)
- CALCULATE PRESSURE ANYWHERE IN A PUMP SYSTEMDocument7 pagesCALCULATE PRESSURE ANYWHERE IN A PUMP SYSTEMmirza_adil99100% (1)
- Size Press 1Document14 pagesSize Press 1Andreas Kurniawan100% (2)
- 0502-14 Forming Section MonitoringDocument13 pages0502-14 Forming Section Monitoringbgpinu100% (1)
- Paper Machine Water System Audits OptimizedDocument17 pagesPaper Machine Water System Audits OptimizedJeremy Lobo VillalobosNo ratings yet
- CompletPresentationA AnDocument288 pagesCompletPresentationA AnDinhnamsgpNo ratings yet
- Sizing With Alkyl Ketene DimerDocument10 pagesSizing With Alkyl Ketene DimerPaperManNo ratings yet
- Topic 13 Papermaking Forming Text PDFDocument34 pagesTopic 13 Papermaking Forming Text PDFThashna DusoruthNo ratings yet
- Science in the Pulp & Paper Mill ... A Personal PerspectiveFrom EverandScience in the Pulp & Paper Mill ... A Personal PerspectiveRating: 1 out of 5 stars1/5 (1)
- The Fabric of Paper Machine PerformanceDocument4 pagesThe Fabric of Paper Machine Performancest7167No ratings yet
- Paper Machine System Diagram: TM GE Automation SystemsDocument2 pagesPaper Machine System Diagram: TM GE Automation SystemsWudassie AyeleNo ratings yet
- Continuous cleaning and conditioning of paper machine fabrics and rolls using high pressure showersDocument20 pagesContinuous cleaning and conditioning of paper machine fabrics and rolls using high pressure showersSoma NathanNo ratings yet
- New Developments in Paper and Board DryingDocument10 pagesNew Developments in Paper and Board DryingSahil DesaiNo ratings yet
- Principles of Wet-End ChemistryDocument14 pagesPrinciples of Wet-End Chemistrydinotim60% (5)
- Paper Making ProcessDocument11 pagesPaper Making ProcessEka Yulianto Subyanto100% (1)
- Water Removal TIPs ReviewDocument12 pagesWater Removal TIPs Reviewvemanreddy29No ratings yet
- Paper Machine Vacuum Selection FactorsDocument8 pagesPaper Machine Vacuum Selection FactorsKeerthi0% (1)
- TIP 0404-26 Clothing PerformanceDocument3 pagesTIP 0404-26 Clothing PerformanceSumangala Shenai50% (2)
- Presentation India Short Head BoxDocument63 pagesPresentation India Short Head BoxmjohnmartinNo ratings yet
- Computational modelling of paper drying efficiencyDocument22 pagesComputational modelling of paper drying efficiencyrum43100% (1)
- Showering in The Wire and Press Section - in Which Direction PDFDocument20 pagesShowering in The Wire and Press Section - in Which Direction PDFF Cikal AntariksaNo ratings yet
- FRIM Centrifugal CleanersDocument12 pagesFRIM Centrifugal CleanersKristin WeberNo ratings yet
- Air Cushion Double Rectifier HeadboxDocument21 pagesAir Cushion Double Rectifier HeadboxDarmawan Muhaimin100% (1)
- Tappi TIP 0404-63 PDFDocument25 pagesTappi TIP 0404-63 PDFmd ibrahim100% (1)
- WORLD'S LARGEST RETRIEVABLE FINE BUBBLE AERATION SYSTEMDocument15 pagesWORLD'S LARGEST RETRIEVABLE FINE BUBBLE AERATION SYSTEMLye YpNo ratings yet
- 1 Refining Training - Manual PDFDocument63 pages1 Refining Training - Manual PDFmiguelamenoza100% (2)
- TIP 0404-20 (Physical Characterization of Press FabricsDocument10 pagesTIP 0404-20 (Physical Characterization of Press FabricsHuy Nguyen100% (1)
- Alkaline PulpingDocument77 pagesAlkaline Pulpingvivekbhuchem100% (1)
- PressingDocument24 pagesPressingDiwakar Singh TanwarNo ratings yet
- Paper DefectsDocument4 pagesPaper DefectsJagathNo ratings yet
- EnricoGalliDocument77 pagesEnricoGallimmylito100% (1)
- DIP PROCESS Khanna PaperDocument265 pagesDIP PROCESS Khanna Paperruhi672767% (3)
- Fundamentals of Paper DryingDocument49 pagesFundamentals of Paper DryingSushil MeshramNo ratings yet
- Deculator Article 5 03Document4 pagesDeculator Article 5 03tsvmpm1765100% (3)
- Pulp and Paper Industry: Energy ConservationFrom EverandPulp and Paper Industry: Energy ConservationRating: 4.5 out of 5 stars4.5/5 (2)
- Suction Boxes in Forming PaperDocument82 pagesSuction Boxes in Forming PaperLuis Castillo100% (1)
- Metering Size PressDocument22 pagesMetering Size PressDaud ZamanNo ratings yet
- Pulp and Paper Industry.Document15 pagesPulp and Paper Industry.Aman TandonNo ratings yet
- Oji Fuji PM N 2 (New Machine (Twogether Report) )Document8 pagesOji Fuji PM N 2 (New Machine (Twogether Report) )duducastroNo ratings yet
- The Principles of Pulp Washing - PdfaDocument9 pagesThe Principles of Pulp Washing - Pdfashabi049No ratings yet
- Study On Process Layout of Paper MachineDocument32 pagesStudy On Process Layout of Paper MachineAtreyapurapu KrishnaNo ratings yet
- Introduction To X Ray Diffraction PDFDocument21 pagesIntroduction To X Ray Diffraction PDFShahbaz AhmedNo ratings yet
- Stock Preparation PresentationDocument83 pagesStock Preparation PresentationvivekbhuchemNo ratings yet
- Harnandi Kahin - Jun 15Document12 pagesHarnandi Kahin - Jun 15vivekbhuchemNo ratings yet
- General Standards Industry Effluents Emissions Pollution - CPCB IndiaDocument16 pagesGeneral Standards Industry Effluents Emissions Pollution - CPCB IndiaVaishnavi JayakumarNo ratings yet
- Chemistry of Wood Constituents 2Document26 pagesChemistry of Wood Constituents 2vivekbhuchemNo ratings yet
- WaterAid - Drinking Water Quality Rural IndiaDocument31 pagesWaterAid - Drinking Water Quality Rural Indianishant morNo ratings yet
- Calibration Curve AnalysisDocument7 pagesCalibration Curve AnalysisKim Swee LimNo ratings yet
- BOTANY SyllabusDocument5 pagesBOTANY SyllabusvivekbhuchemNo ratings yet
- Oxygen 1Document25 pagesOxygen 1vivekbhuchemNo ratings yet
- Fundamentals and Interdep of PropsDocument29 pagesFundamentals and Interdep of PropsvivekbhuchemNo ratings yet
- Wood DefectsDocument23 pagesWood Defectsvivekbhuchem100% (1)
- Multivariate Analysis Techniques in Environmental StudiesDocument27 pagesMultivariate Analysis Techniques in Environmental StudiesvivekbhuchemNo ratings yet
- Effect of Surrounding Conditions On Paper PropertiesDocument31 pagesEffect of Surrounding Conditions On Paper PropertiesvivekbhuchemNo ratings yet
- Ecf Hydrogen Peroxide BleachingDocument74 pagesEcf Hydrogen Peroxide Bleachingvivekbhuchem100% (1)
- Alkaline PulpingDocument77 pagesAlkaline Pulpingvivekbhuchem100% (1)
- Headspace Solid Phase Microextraction (HSSPME) For The Determination of Volatile and Semi-Volatile Pollutants in SoilDocument9 pagesHeadspace Solid Phase Microextraction (HSSPME) For The Determination of Volatile and Semi-Volatile Pollutants in SoilvivekbhuchemNo ratings yet
- Fibrous Raw Materials For Paper - MakingDocument21 pagesFibrous Raw Materials For Paper - MakingvivekbhuchemNo ratings yet
- Final Yojana MayDocument56 pagesFinal Yojana MayvivekbhuchemNo ratings yet
- Yojana June 2013Document64 pagesYojana June 2013vivekbhuchemNo ratings yet
- Papermaking Raw Materia & Their Characteristics IIDocument115 pagesPapermaking Raw Materia & Their Characteristics IIvivekbhuchemNo ratings yet
- Chipping, Screening and Cleaning-FDocument39 pagesChipping, Screening and Cleaning-Fvivekbhuchem100% (1)
- Environmental Regulations, Air and Water PollutionDocument48 pagesEnvironmental Regulations, Air and Water PollutionvivekbhuchemNo ratings yet
- Reorienting Environment Policy in India - T ChatterjeeDocument16 pagesReorienting Environment Policy in India - T ChatterjeevivekbhuchemNo ratings yet
- Inda and The Path To Environmental SustainabilityDocument19 pagesInda and The Path To Environmental SustainabilityuttuttimailNo ratings yet
- Judicial Handbook in Environmental LawDocument146 pagesJudicial Handbook in Environmental LawEsteria Kajuna100% (1)
- Environmental Law and Policy-An IntroductionDocument26 pagesEnvironmental Law and Policy-An IntroductionvivekbhuchemNo ratings yet
- Spe SupelcoDocument12 pagesSpe SupelcovivekbhuchemNo ratings yet
- Occurrence and Removal of Pharmaceuticals and Endocrine DisrupterDocument9 pagesOccurrence and Removal of Pharmaceuticals and Endocrine DisruptervivekbhuchemNo ratings yet
- Chemical Reactions of AlkynesDocument20 pagesChemical Reactions of AlkynesElizabeth AngaritaNo ratings yet
- Lecture 20-27 WATER POLLUTION & CONTROLDocument20 pagesLecture 20-27 WATER POLLUTION & CONTROLDewashish KarmiyalNo ratings yet
- Solvent Miscibility TableDocument1 pageSolvent Miscibility Tablewdsbarros100% (2)
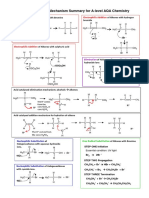
- Mechanism Summary For A-Level AQA Chemistry: BR BRDocument5 pagesMechanism Summary For A-Level AQA Chemistry: BR BRamrhkmhNo ratings yet
- Index: Study of Common Food Adulterants in Fat, Oil, Butter, Sugar, Turmeric Power, Chilli Powder and PepperDocument10 pagesIndex: Study of Common Food Adulterants in Fat, Oil, Butter, Sugar, Turmeric Power, Chilli Powder and PepperNm alihussain88% (57)
- Can Coating Formulations (Sheet 1 To 4)Document3 pagesCan Coating Formulations (Sheet 1 To 4)No NameNo ratings yet
- N347 PDFDocument6 pagesN347 PDFEnrique EscobarNo ratings yet
- 659b8bc41f48ba0018fd2a55 - ## - PRACTICE TEST - 10 Yakeen NEET 2.0 Alpha Question PaperDocument19 pages659b8bc41f48ba0018fd2a55 - ## - PRACTICE TEST - 10 Yakeen NEET 2.0 Alpha Question Paperpradeep.gov99No ratings yet
- The Components and Persistent Free Radicals in The Volatiles During Pyrolysis of Lignocellulose BiomassDocument29 pagesThe Components and Persistent Free Radicals in The Volatiles During Pyrolysis of Lignocellulose BiomassGABRIELLA SANTANDER MCCAUSLAND ESTUDIANTE ACTIVONo ratings yet
- Biomass As An Alternative For Gas Production: Liliana Pampillón-González and José Ramón Laines CanepaDocument18 pagesBiomass As An Alternative For Gas Production: Liliana Pampillón-González and José Ramón Laines CanepaKhangDươngNo ratings yet
- XXXVI/2. Paper and Paperboard For Baking Purposes: As of 01.04.2022Document9 pagesXXXVI/2. Paper and Paperboard For Baking Purposes: As of 01.04.2022刘佳奇No ratings yet
- Life Sciences Grade 12 Term 1 Week 2 - 2021Document5 pagesLife Sciences Grade 12 Term 1 Week 2 - 2021paballorandomaccNo ratings yet
- Luna Omega C18: Application EbookDocument16 pagesLuna Omega C18: Application EbookFederico Andrés Valenzuela SalgadoNo ratings yet
- Code RCH 2003Document23 pagesCode RCH 2003Rhenso Victor Albites CondoriNo ratings yet
- Class 11 Organic Basics + IUPAC Notes PDFDocument37 pagesClass 11 Organic Basics + IUPAC Notes PDFproud vedan laxmiNo ratings yet
- SDS - Soudal Priming Fluid RedDocument9 pagesSDS - Soudal Priming Fluid RedShelly DelavaleNo ratings yet
- Semisolid Dosage Forms: Prepared By, Lalith Mukesh.A Ap, SnscphsDocument36 pagesSemisolid Dosage Forms: Prepared By, Lalith Mukesh.A Ap, SnscphsShweta Singh ChauhanNo ratings yet
- Making A Plastic From StarchDocument14 pagesMaking A Plastic From StarchMonalisha Gujar100% (1)
- Cotton Seed Meal MSDS 4708-97Document11 pagesCotton Seed Meal MSDS 4708-97RUBEN FERNANDESNo ratings yet
- Protein Structure TutorialDocument17 pagesProtein Structure TutorialShivaani EswaranNo ratings yet
- DNA Replication and Transcription Virtual LabDocument6 pagesDNA Replication and Transcription Virtual LabJuan Luis Nevarez MartinezNo ratings yet
- Thermal Cracking of Fischer-Tropsch WaxesDocument6 pagesThermal Cracking of Fischer-Tropsch WaxesSyed Mustafa Hussain Zaidi100% (1)
- Clean water filter reduces contaminantsDocument6 pagesClean water filter reduces contaminantsDani Puji UtomoNo ratings yet
- Konsul Dokter Bonero 02 September 2021Document80 pagesKonsul Dokter Bonero 02 September 2021SiwidNo ratings yet
- Dental Materials (Review Center)Document11 pagesDental Materials (Review Center)yellow rangerNo ratings yet
- TDS 12-95aDocument1 pageTDS 12-95aMarcos VieraNo ratings yet
- Thesis Sewage Water TreatmentDocument31 pagesThesis Sewage Water Treatmentbalaji xeroxNo ratings yet
- Repuestos Zoomlion HBT40Document1 pageRepuestos Zoomlion HBT40Cristian Javier SierraNo ratings yet
- Acetylene Production-2023 4Document31 pagesAcetylene Production-2023 4Divyansh NagarNo ratings yet
- CustomersDocument572 pagesCustomersrajeev_snehaNo ratings yet