You might also like
- 3 05 A Welding Specification of Carbon Steel Alloy SteelDocument40 pages3 05 A Welding Specification of Carbon Steel Alloy SteelvancongthanhNo ratings yet
- Welding Chart The Complete Reference Guide To WeldingDocument2 pagesWelding Chart The Complete Reference Guide To WeldingJitu JenaNo ratings yet
- Stainless Steel Welding by Weld RealityDocument50 pagesStainless Steel Welding by Weld RealitylightwinterdayNo ratings yet
- Filler Rods and Wires For Stainless Steel: Gas Tungsten Arc WeldingDocument1 pageFiller Rods and Wires For Stainless Steel: Gas Tungsten Arc WeldingKarthikeyan ShanmugavelNo ratings yet
- Sac, Çubuk & Kütükler Shapes, Plates &bars Sac, Çubuk & Kütükler Astm/Asme DIN StasDocument4 pagesSac, Çubuk & Kütükler Shapes, Plates &bars Sac, Çubuk & Kütükler Astm/Asme DIN StaseragornNo ratings yet
- Materials Vs ConsumablesDocument1 pageMaterials Vs ConsumablesElizabeth SpenceNo ratings yet
- Welding GuideDocument48 pagesWelding Guideedu_canete100% (2)
- AES-W-016 welding filler metalsDocument2 pagesAES-W-016 welding filler metalsmalika_00No ratings yet
- Cross Reference of Astm Material Specifications Covering Cast and Equivalent Forged ValvesDocument1 pageCross Reference of Astm Material Specifications Covering Cast and Equivalent Forged ValvesmuhammedemraanNo ratings yet
- Welding Electrode ChartDocument2 pagesWelding Electrode ChartZaheed Manoo50% (2)
- Valve Material EquivalentsDocument3 pagesValve Material EquivalentsAndre Villegas Romero100% (1)
- Metrode Cryogenic ER316 B-38Document5 pagesMetrode Cryogenic ER316 B-38Claudia MmsNo ratings yet
- International Standard ReferenceDocument14 pagesInternational Standard ReferenceKARTHIGEYAN.RNo ratings yet
- Pipes General - Materials Equivalent Used ASTM Grades Bolts NutsDocument4 pagesPipes General - Materials Equivalent Used ASTM Grades Bolts Nutsskilach100% (1)
- 7 classes of dissimilar steel filler metalsDocument1 page7 classes of dissimilar steel filler metals911targa100% (1)
- Material WeldingDocument1 pageMaterial WeldingDebashish ChatterjeeNo ratings yet
- Pamela Anderson's SMAW and GTAW filler metal selection guideDocument10 pagesPamela Anderson's SMAW and GTAW filler metal selection guideJames RodriguezNo ratings yet
- Valve DetailDocument5 pagesValve DetailRakesh RanjanNo ratings yet
- Gestra Check ValveDocument4 pagesGestra Check Valvetilakthakar1No ratings yet
- ASTM Standards 1Document4 pagesASTM Standards 1balajiNo ratings yet
- ASTM Grades ExplainedDocument4 pagesASTM Grades ExplainedAnonymous 6ZWS6IG2J9No ratings yet
- W.-Nr. DIN UNI Afnor B.S. UNE Aisi/Sae/Astm JIS SS Gost EN: Italy France England Spain U.S.A. Japan Sweden RussiaDocument1 pageW.-Nr. DIN UNI Afnor B.S. UNE Aisi/Sae/Astm JIS SS Gost EN: Italy France England Spain U.S.A. Japan Sweden RussiaDouglas CortezziNo ratings yet
- Steel Info 02Document28 pagesSteel Info 02yw_oulalaNo ratings yet
- Piping ComponentDocument19 pagesPiping Componentreach_arindomNo ratings yet
- Cevi UniDocument6 pagesCevi UniGoran PatekNo ratings yet
- Alloy Steels Nickel Cobalt AlloysDocument1 pageAlloy Steels Nickel Cobalt AlloysMichaelben MichaelbenNo ratings yet
- Carbon steel impact test materialsDocument4 pagesCarbon steel impact test materialsnike_y2kNo ratings yet
- ASTM Grades Explained for Pipes, Fittings, Flanges & MoreDocument4 pagesASTM Grades Explained for Pipes, Fittings, Flanges & Moremohan babuNo ratings yet
- FCAW - Flux Coredpowder Cored WiredDocument40 pagesFCAW - Flux Coredpowder Cored WiredGabor VatoNo ratings yet
- MaterialsDocument1 pageMaterialsakv030011No ratings yet
- Recom. de Soldadura XARDocument4 pagesRecom. de Soldadura XARelias667No ratings yet
- PIPING MATERIALS COMPARISON TABLEDocument12 pagesPIPING MATERIALS COMPARISON TABLEJay Vinoth100% (2)
- Trim Number Chart API ValveDocument2 pagesTrim Number Chart API ValveJuliusMaximus12No ratings yet
- Metrode Dissimilar Consumable SelectorDocument7 pagesMetrode Dissimilar Consumable SelectorClaudia MmsNo ratings yet
- Boiler Tube 01 PDFDocument2 pagesBoiler Tube 01 PDFseaqu3stNo ratings yet
- Cat 4160-SC A00 ParkerDocument8 pagesCat 4160-SC A00 ParkerFabian Antonio RoldanNo ratings yet
- Zetkama Globe Valves 215Document16 pagesZetkama Globe Valves 215qazi12No ratings yet
- Equivalent Valve Forged CastDocument1 pageEquivalent Valve Forged CastdicintraNo ratings yet
- FSH TigDocument105 pagesFSH TigChee WeiNo ratings yet
- Astm GradesDocument3 pagesAstm GradeszackjipangNo ratings yet
- Consumable ProcedureDocument4 pagesConsumable ProcedureshifaniNo ratings yet
- Electrode SelectionDocument1 pageElectrode SelectionAbhishek Nag100% (1)
- SS - Filler Wire SelectionDocument26 pagesSS - Filler Wire SelectionBaraa AzebNo ratings yet
- Steel - Equivalent GradesDocument17 pagesSteel - Equivalent Gradessmsett100% (5)
- Materials Data for Cyclic Loading: Low-Alloy SteelsFrom EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsRating: 5 out of 5 stars5/5 (2)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20From EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20No ratings yet
- Linotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeFrom EverandLinotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39From EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Rating: 5 out of 5 stars5/5 (1)
- Pulley Information and Centre Distance Allowances: Table 3. Dimensions of Standard V-Grooved PulleysDocument1 pagePulley Information and Centre Distance Allowances: Table 3. Dimensions of Standard V-Grooved PulleysyokelomeNo ratings yet
- Pulley Dimensions and Belt Specifications TableDocument1 pagePulley Dimensions and Belt Specifications TableyokelomeNo ratings yet
- GK ChartDocument1 pageGK ChartyokelomeNo ratings yet
- 2 Rupees India Complete Signature Set (B-1 To B-36)Document1 page2 Rupees India Complete Signature Set (B-1 To B-36)yokelomeNo ratings yet
- Home About Us Contact Us Product Info Links Customer Login View BasketDocument2 pagesHome About Us Contact Us Product Info Links Customer Login View BasketyokelomeNo ratings yet
- 2 Rupees India Complete Signature Set (B-1 To B-36)Document1 page2 Rupees India Complete Signature Set (B-1 To B-36)yokelomeNo ratings yet
- APISeal CodingDocument1 pageAPISeal CodingyokelomeNo ratings yet
- V Belt LengthDocument2 pagesV Belt LengthtabuliniNo ratings yet
- Scan App Review - CamScanner PDF ScannerDocument2 pagesScan App Review - CamScanner PDF ScanneryokelomeNo ratings yet
- Stationary Sealing Rings for Rotating EquipmentDocument6 pagesStationary Sealing Rings for Rotating EquipmentyokelomeNo ratings yet
- Restructuring of Spares Planning Group As Per Category Codes Wef 03/10/17Document1 pageRestructuring of Spares Planning Group As Per Category Codes Wef 03/10/17yokelomeNo ratings yet
- Scan Doc by CamScannerDocument1 pageScan Doc by CamScanneryokelomeNo ratings yet
- Electrical Safety 0001Document4 pagesElectrical Safety 0001yokelomeNo ratings yet
- FSMDocument4 pagesFSMyokelomeNo ratings yet
- Square Keyway TolerancesDocument4 pagesSquare Keyway TolerancesyokelomeNo ratings yet
- Home About Us Contact Us Product Info Links Customer Login View BasketDocument2 pagesHome About Us Contact Us Product Info Links Customer Login View BasketyokelomeNo ratings yet
- Metric Key Keyway DimensionsDocument1 pageMetric Key Keyway DimensionsyokelomeNo ratings yet
- ASGP MECHANICAL PARTS LISTDocument1 pageASGP MECHANICAL PARTS LISTyokelomeNo ratings yet
- Synchronous BeltsDocument6 pagesSynchronous BeltsyokelomeNo ratings yet
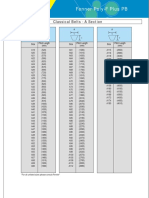
- Classical BeltDocument3 pagesClassical BeltyokelomeNo ratings yet
- Code SeriesDocument1 pageCode SeriesyokelomeNo ratings yet
- Metric FastenersDocument5 pagesMetric Fastenerskh_thakor1983No ratings yet
- Material Specification ChartDocument1 pageMaterial Specification ChartIdu Baz AzharNo ratings yet
- All The Information at - One - PlaceDocument134 pagesAll The Information at - One - PlaceDeepthy VasavanNo ratings yet
- Pipe Schedule AllDocument1 pagePipe Schedule AllyokelomeNo ratings yet
- 1st InstructionDocument1 page1st InstructionyokelomeNo ratings yet
- INDIAN Steel TableDocument6 pagesINDIAN Steel TableKingshuk SarkarNo ratings yet
- Material Specification ChartDocument1 pageMaterial Specification ChartIdu Baz AzharNo ratings yet
- New Microsoft Office Excel 2007 WorkbookDocument1 pageNew Microsoft Office Excel 2007 WorkbookRahul BagraitNo ratings yet
- Wet Scrubbers 022002 PDFDocument8 pagesWet Scrubbers 022002 PDFbaharuonlyhumanNo ratings yet
- Dust Collector ValvesDocument8 pagesDust Collector ValvesAnonymous lswzqloNo ratings yet
- Induced Roll Magnetic Separator: Data Sheet - IRMDocument5 pagesInduced Roll Magnetic Separator: Data Sheet - IRMMIzan NursiadiNo ratings yet
- 159 0000 R66 Wa PDFDocument1,700 pages159 0000 R66 Wa PDFConrado Pinho JuniorNo ratings yet
- Refurbishing A Clansman Battery: Colin Guy G4DDIDocument2 pagesRefurbishing A Clansman Battery: Colin Guy G4DDIScott WyattNo ratings yet
- SITE BOOK Good Practice Guide PDFDocument66 pagesSITE BOOK Good Practice Guide PDFFernando VázquezNo ratings yet
- SVA Aximax 2HL 3698SF Made in USADocument3 pagesSVA Aximax 2HL 3698SF Made in USADhanus KodiNo ratings yet
- Slender Column Moment MagnifierDocument8 pagesSlender Column Moment Magnifiermotiur basumNo ratings yet
- Fan Drive System: Systems OperationDocument5 pagesFan Drive System: Systems Operationallan lariosaNo ratings yet
- 04 09 16 - en Iso 14119.en UsDocument24 pages04 09 16 - en Iso 14119.en UsStefano SquadraniNo ratings yet
- Sunny Boy InstallationDocument204 pagesSunny Boy InstallationSivaprasad KcNo ratings yet
- TRIPATRA'S TANGGUH LNG PROJECT Indonesian EPC company Tripatra recruiting for Tangguh LNG Project rolesDocument28 pagesTRIPATRA'S TANGGUH LNG PROJECT Indonesian EPC company Tripatra recruiting for Tangguh LNG Project rolesKholil JavaNo ratings yet
- DLNSS BL2PDF 9 24 13 PDFDocument65 pagesDLNSS BL2PDF 9 24 13 PDFaswardiNo ratings yet
- Manufacturer Profile for Universal Earthing SystemsDocument3 pagesManufacturer Profile for Universal Earthing Systemskkjha31No ratings yet
- Exp SrilankaDocument10 pagesExp SrilankaAnthony Kabuga100% (1)
- Production Process Management of Packaging in KDS Accessories LimmitedDocument12 pagesProduction Process Management of Packaging in KDS Accessories LimmitedshisantoNo ratings yet
- Inorganic Organic CoatingsDocument9 pagesInorganic Organic Coatingstocamdinhvu100% (1)
- 1 D 713224192Document1 page1 D 713224192Jaganathan KrishnanNo ratings yet
- Electrical Engineer Job Jebel AliDocument1 pageElectrical Engineer Job Jebel AliPrakash SelvarajNo ratings yet
- Jibon Kumar GhoshDocument2 pagesJibon Kumar GhoshArshad SadatNo ratings yet
- 2013 Young Researchers Conference Proceedings PDFDocument142 pages2013 Young Researchers Conference Proceedings PDFErnie Ernie100% (1)
- SOLAR2013 0091 Final-PaperDocument7 pagesSOLAR2013 0091 Final-PaperCrazy VideosNo ratings yet
- Argosy Trucks Maintenance ManualDocument149 pagesArgosy Trucks Maintenance ManualRolf-Ingo Strackerjan100% (1)
- Select the Right Industrial Gearbox in 15 StepsDocument4 pagesSelect the Right Industrial Gearbox in 15 StepssanjushaNo ratings yet
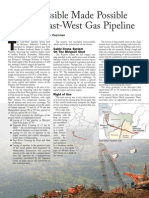
- Reliance East West Pipeline Punj LoydDocument3 pagesReliance East West Pipeline Punj LoydPuneet Zaidu100% (1)
- Mumbai DP 2014-34Document513 pagesMumbai DP 2014-34vikasbapat100% (2)
- Tulasi Rao - MECHANICAL ENGINEER 9 Yeras Experience CswipDocument3 pagesTulasi Rao - MECHANICAL ENGINEER 9 Yeras Experience Cswiptulasirao.nammiNo ratings yet
- Major Project: Pinch Analysis & Process IntegrationDocument8 pagesMajor Project: Pinch Analysis & Process IntegrationShreyJainNo ratings yet
- Cross Purge ProcedureDocument2 pagesCross Purge Procedureankitrao31No ratings yet
- Pbadupws - Nrc.gov Docs ML0731 ML073190432Document57 pagesPbadupws - Nrc.gov Docs ML0731 ML073190432Ashish MahtoNo ratings yet