Professional Documents
Culture Documents
Valve Timing For Max Output
Uploaded by
Jeff DrollOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Valve Timing For Max Output
Uploaded by
Jeff DrollCopyright:
Available Formats
0
0 .
.
I
I
I
C
>
-
.
.
:
:
a
>
-
.
.
.
0
0
a
.
.
.
C - I
I
1
I
I
:
1
M
I
I
I
:
I
I
I
:
.
"
- a
1
M
Foreword
III placing Valve Timin g for Maximum Output in the hands of Top
TlIll ers, Ed l skenderiall is passing on a digest of hi s 25 \cars hard
WOll experiellc.c in the Hop Up and Engine Modifications hcld.
l\lany of the tips in thi s hook arc not generall y knowll and
;ne oftell m'Cl'looked or not corrcctly Ilmlcrstood. \Vhcn properl y
applied these tips will sa ve many hours of \\'ork and money.
Years ago Ed bccalllc convinced that the camshaft \-v,.I s the back-
bonc of tllc racing cngine and t-lwt: greater power wOllld conic frolll
better ca mshaft design and rcfinement. v\:' ith thi s Olle thought ill
mind he clccidcd to concentrate his knowledge in the manufact l1l' e
of finer CllllShafts, cach ans\\'ering the spccihc Il eells of the en and
t ype of raee entered. For 15 years speciali 7a tion in the design :1llc1
refi nernent of the world's fincst racing cams has been hi sonc tlloll ght.
Toda y, the Iskenderian organi 7ati on pmsesses the world's largest
fac iliti cs for the designing, tcsting and prodllctioll of racing Gllns,1Ilt l
valve gear componcnts. A new modern building providing a 400 0
incrcase in working space will help continue this leadership in the
ca mshaft field.
Ed works closely with America' s Top TUllers-Racing Drivers alld
Mechallics. From associated tests and the interchange of expcriences
v,:ith tllesc mcn eOIlle the practical d<l ta which are incorporated ill
hi s lates t desigll s.
Bv thi s method of speciali z.ation, Ed Iskenderian has dcveloped an
illlp;'essi\'e list of "firsts"- Thc Track Grind- The Mushroom Track
Grilld-The Radius Tappet Constant Acceleration "404" Grillcl-
Thc OI-IV BiglolV Grillcl-The CrossRolV Grind as well as the
Exclusive lIardface Overlay Process, the Parabolic OHV, 5 Cycle,
Polydyne Profile Roller and Flat Tappet Grinds, and most recently
- the RPM Series, and High Lift 505 Magnum Grinds.
III preparing Valve Timing for Maximum Output for publication,
Eel lskenderiall wishes to thank ll ank Elfrink, aut omoti ve wTiter, for
hi s lIlanuscr ipt ass istance, and Ian Ca meron, publica ti ons consultant.
for theoverall design and productionofthefinished book.
Copyrig ht1962 by Ed Iskenderian
Allrights reserved,including the right t o reproduce this book or portions thereof
in any form.
Printed in U.S.A.
CONTENTS
Page
VALVE TIMING FOR MAXIMUM OUTPUT.. ._. ... ....... ....... ...... ... ... . 3
Stock car camshaft, Basic ca m design, Overlap, Valve Opening
Diagram
THE CAMSHAFT 5
Types of Cams, Type of Valve Trains, Cam Contours, Purpose of
Reground Cams
TYPES OF CAM FOLLOWERS....... ... .. ..... ............ .. .. ... ...... ......... .. . 8
Types of Followers, The 'Isky' 404 Cam, The 'Isky' Roller Cam
RACING VALVE SPRINGS... ... 11
Valve Float , Types of Vallve Springs, Valve Spring Surge, Com
pound Valve Springs, Damper Coils, Installing and Measuring
Spring Tension, Measuring Valve Lift, Checking for Fatigue,
Measuring Push Rods, Checking for Interferences, Correct
Method for Accurately Measuring Valve Spring Length, Avoid
Surge and Excessive Compression, Adjusting Tension with Washers
CYLINDER HEAD DESiGN. .... .. . .... ... ... .. .... .. ...... ..... :... ........ .. . ... ..... 20
Hemispheri cal, LHead , FHead, Overhead Valves, Overhead Cam
shafts, Wedge Shape Combustion Chamber, Improving Engine
Breathing
BETTER VOLUMETRIC EFFiCiENCy. .. ..... .. .... ..... ......... .. . .. .. .. .. ... ...... 25
HOW TO DETERMINE PORT SI ZES (Chart) .... .... ........ ... ... ... ... .. . .. .... 26
PORTING ...... ... ..... ... .... ... ... .... ...... .......... ....... ... .. .. .. ...... ....... ........ . 26
Porting and Carburetion, Porting and Relieving, (Drawing), Isken
derian Cross Flow Camshaft
FORCED INDUCTION DRiVES... . .. ...... .. ... .. ...... ........ ... ........ .... . ...... 30
THE POPPET VALVE....... ...... .. .... ... .. ......... ..... .. ..... ....... ......... .... . .. ... 31
Valve Operating Conditions, Valve Materials, Austentic Steels,
Valve Seating for Racing, Seat Grinding, Valve Stem Clearance in
Guide, The Fuel Mixtures, Effect on Valve Life, Maximum Valve
Efficiency
TORQUE, HORSEPOWER AND DYNAMOMETER TESTING.. .... .... .. 34
Torque and Horsepower, Torque and Horsepower Formula, Dyna
mometer Testing Torque and RPM, Torque Curve, GM Test 20,
1956 Torque Curve (Standard and EI Dorado)
....
Pa ge
THE FIELD OF CAM DESIGN -
WORKING UP TO THE POLYDYNL.. ... .. ...... ... .._........ ..... ...... .. . 38
TOP TUNERS TIPS
HOW TO DETERMINE TOP DEAD CENTER ACCURATELY.. ... ._ .... ... 45
Posi.tive Stop Method
PROCEDURE FOR CHECKING VALVE OVERLAP
WITHOUT DIAL INDICATOR OR DEGREE PLATE....... ... .. ......... ... 47
POSITIVE METHOD FOR FINDING TOP DEAD CENTER... ..... .. .._..... 48
KNOW YOUR SPARK LEAD.... .. .....
49
CHECKING A CAM IN THE ENGINE.
50
Eliminat ing Slac k in Camshaft Drive, Check Opening and Closi ng
of Valves, Drawing the Va lve Lift Curve and Graph, Valve Lash
and Val've Timing, Maximum Performance Requires a Hi gh Speed
Camshaft , Select the Correct Rear End Ratio
JUGGLI NG TAPPET CLEARANCE.............. .... .. .... ....
53
Effect s of Altering Valve Lash, Increasing Tappet Clearance Short
ens The Timing
Working Procedure
FEATURE ARTICLES
VALVE TIMING FOR TOP PERFORMANCE by Don Francisco... .. . SS
CORRECT SPARK LEAD by Ted Frye.....
63
ENGINEERED SPRING ASSEMBLIES ...
71
Chrysler, Mopar, Chevrolet, V8, Ford V8, Oldsmobile V8
NEW PRODUCT DEVELOPMENT......
76
Chevrolet Forged Aluminum Offset Connecting Rod, Chevrolet Dual
Spring (New Intereference Desi gn) , Ford Special Alloy Va lve
Springs, New Anti Pump Up Hydrauli c Racing Tappets, Hi gh
Quality Oversize Exhaust Valve (for Chevrolet V8) , Screwin Rocker
Arm Studs (Exclusive Jam Nut Design), Li ghtweight Aluminum
Spring Retainers, Heavy Duty Split Valve Locks
ValveTimingfor Maximum Output
THE STOCK CAR CAMSHAFT
The camshaft dcsign of the American Passenger Car Engine stresses
low speed performance and smooth idling. To bring out thesc char
acteri sti cs I:; to 20 '!o of the horsepower issacrifi ced. This Olltpllt can
be increased from 20 toas high as 100 %with the usc ofour reground
raci ng camshafts tcamed with higher compressIon ratios and multi
earburetion.
TOP CENTER
TOP CENTER
INTAKE CLOSES EXHAUST OPENS
BOTT OM CENTER
BOTTOM CENTER
BASIC CAM DESIGN
The ideal calli w01lkl open the intake valve instantl y to full lift at
approxilllately top dead center, dwell in the full open position until
approximately 40 degrees after bottom center and then close instantly.
Naturall y, such abrupt action would crea te terrifi c mechanical stress
and manyothercomplications. Consequen tl ycams mustbecontoured
to open and close the valves in a moregentle manner.
OVERlAP
It is now understood that in actuating the valves we are- limited to
certain rates ofvalve acccleration and deceleration.SinceitisneceSS<Iry
that we maintain a reasonable alilOunt of valve lift over the greater
portion of the intake and exhaust strokes we havc 110 alternative but
to lead and lag the valve opening periods to such an extent that thc
intakeand exhaust eycles act uall yoverlap. From first glance thisvalve
o\'erlap would seem rather detrimental, which it is at slow speeds.
Howcver, at higher engine speeds this deficiency diminishes and
becomes a slight asset, as explai ned later on under "Exhaust Closes:'
Page 3
INTAKE OPENS
In the timing di agram one notes that the intake valve begins opening
20 degrees before top dead center or hefore the piston starts on the
sucti on strokc. This is done to givc the \"alve a head start on the piston
a11d we find that at top center the valve will he wcll off its seat, so as
to offer little resistance to the incoming cknge.
INTAKE CLOSES
Now 110te that thc intake va lve remains opened some 64 degrees aft cr
bottom cellter which is long after the piston has changed direction
and is coming up on the compression stroke. This is bes t explained
by the fact that the intake chargc having been in motion builds up
kill eti e e11 ergy and tends to c011tinue to fl ow long after thc piston
changes directi on, should the intake valve have hecn closed at bottom
center here would be a considerable throttling effect on the intake
charge.
EXHAUST OPENS
Looking at the exhaust valve, it is seell that the valve begins opening
some 64 degrees before bottom centcr or beforc the power stroke has
actuall y becn completed, This slight loss of useful power is offset by
fact that the hot exhaust gasses leave the cylinder parti all y und er
their own pressure, thereby rcducing the cffort on the enginc's part to
cxpel the burnt gasses on the upward stroke of the piston,
eXH AUST CLOSES
Notiec that thc exhallSt valve remains open for some time aft er top
ccntcr, here again kineti c energy comes into play in that thc hurnt
gases continue to fl ow out and seave11ge thc eylillder. It might he
added that on some inclined overhcad valve cngill es when definit c
diameter and length of exhaust stacks arc uscd a mild super charge is
eff ected by the exhaust gasses. Actuall y drawing the intake charge in
during the shor t overlap period,
THE VALVE OPENING DIAGRAM
From the forcgoing it is obvious that it is of no LI se to compare the
cam dcsigns with respect onl y to actual points of valve opening and
closing, The important fa ctors are lift and rate of lift and onl y when
a graph is drawn by pl otting valve lift with respect to crankshaft rota-
tion can a good study be made. The necessary tools arc a .)00"
minimum range di al test indica tor to read val ve lift in thousandths
of an inch and a timing disk to be attached to the crankshaft. Valve
Lift is then checked every 5 degrees of crank rotation and recorded
on graph paper giving the valve opening diagram.
Page 4
The Camshaft
TYPES OF CAMS
There arc 111 a11\' types of cams, such as face cams, cylinder cams, the
famili ar autoIll otive tvpe of C IIl1 and manv others which we will not
go II1t o nov,. It is sa fe to say that during thc devel opment period of
the <l utoII H)ti ve engII1 e evcry ki nd of cam in onc shape or
anoth er has becn uscd to operate the valvcs or cvcn to convert the
reciprocaliIlg IIl oti oII of the pi ston in to a rotati oIl at the cr:l!l k, which
is jlI st the oppos ite arraIlgclll ent of thc valve ca m which com'er ts a
rotat ion IIlto a reCI proca tmg movcmcnt.
rIowcvcr, our 1l];lII1 husiness is concc rn ed with making modifi ed
speciali zed vcrSIons of the cOII ve nti onal cam to he found on the
everyc!a\'
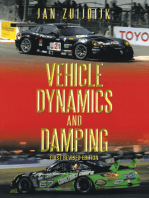
CamJi nris(JIl of 1'1111-'1'
Irain for I)usllrl)fi 1)1.'1'1'
h,'arlz',,"'" (Jilt!
an [ , !l eorl ,'n;::illl',T Il!'
aIm 1'lIg;IiI' IIli S 1,,'II,' r
bu'n lhi17>; onrl I'oml)us,
I ion (' 11!1/171)(' r ( l/Or(J I' -
l{'ri sl;I's /;/1 1 ils l'all,'l'
{'. I'11I' is fl!ore j7'''. ribl, '
I han II/{, L -I/ ,'arl -
PUSHROD
OVERHEAD
{' !I FLA71-1EAD
VALVE 71?4 tlt./
VA LVE TRAIN
;;lnr.
DIFFERE NT TYPES OF VALVE TRAIN
There are of C() lIf Se typcs of engincs but fr om thc valve angle,
cngiIlc (,Ill lJc roughl y cll\,iclc:d iIlto two hpes: the side valve
or L-head engine, and the overhead valve engine, T hc L-heacl
engill c is fa st bCCOII1iIlg CXtiIl ct OIl thc American automotive procluc-
tion scene but in competiti on it is still used in special classes and
cert ain associations where engine specinentions are limited to older
engines,
Page 5
Although most top tuners and racing enthusiasts now turn to the
more efficient overhead valve engines it cannot be denied that
flatheads still account for amazing performances.
The Hathcacl engine may be obsolete and suffering trom porting
and combustion-chamber deficiencies, but it has one tremendous
advantage over a push-rod overhead valve system, and that is an
extremely cOll1pact and sturdy valvc gear. In fact it is similar to an
overhead camshaft design but tllrned upside down. There are no
flexing pllsh-rods, rockers and roekershafts. Via the cam follower the
movement of the cam is transferred directly and in the same measure
to the valvc.
Another advantage of the flatheau valve design as compared to the
push rod OHV motor is that the strain and consequently the wear
on the camshaft is very mlleh less, due to the fact that the valve
springs exert their tension directly on to the cam instead of working
through a rockcr arm ratio (1.4 to 1.8 ) on the OHV cngines. Last,
but not least, inaccmacies or wear in cam contour have less effect
than with OHV engines where inaccuracies are magnified on ac-
count of the rocker ann ratio just rderred to.
CAM CONTOURS AND VALVE TIMING
Although autol1loti\e ealllS arc made III lllan\" differcllt shapes , they
are all derivatives of the silllple cam ShOWll ill thc accompanYll1g
illustratioll. Basicallv all callis lIsed in thc car cnglllc for operating
the valves cOllSist of a base circle, two fI ;lllk circles <llld a nosc circle.
The cam illustratcd is a so-called harmonic cam and IS used
extensively m the automotive field clue to the fact that it procluccs
a Ii ftcr motion t ha t IS easy 011 the \ ~ l l v c tra in and becamc it is easy
to design and to manllfacture. \Vithout going into complicatecl details
of the spccific properties of the harmonic tvpe of ealll it sufficcs to
say that its most e1emcntary form is a simple ececlItric. The harmonic
cam usually operates in conjllnction with a flat follower.
These cams were used extensively as racing cams until Isky intro-
duced the Parabolic designs to the racing field. These grinds so
outperformed the simpl e harmonic grinds that they soon hecame
obsolete. lsky has now gone one step further in introducing the
nevvest jet-age concept in cam design to the racing field. This is
the electronica}ly computed Polydyne Profile Cams, which outdate
anything else availahle. These advance designs eliminate many. of
the old problems, such as Harmonics, premature valve float, ex-
cessive wear, etc. A full technical treatise on the Polydyne Fonnula
is included in our 1962 catalog.
Page 6
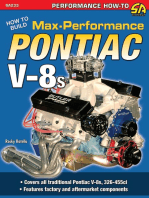
.292
- l 292
.404
At one time most cams u;ere regruuTld irom stock contour. The black portion
sho(('; 11 is ground off. The cam Oil the left has the sal/1 e Iiit (IS the stock cam I)/It
{/ diffe'rent con/ our. The "1(J4' cam Oil the right has heen ground t o give II
higher lift as well as II fa st er mle of lift t hll/1 the stock Cllm.
Currently most cams arc ' mack from cast billets which arc far
superior to the older reground cams, as they allow ]]lore radical
grinds, I11l1ch better wear characteristics and have metalurgical and
mechani cal properti es designed for racing lise. Steel hill et cams
are used for Roll er callls as this is the onlv material abl e to with-
stand the prcsslll'<! generated by a roller- tappet, for any length
of ti me.
PURPOSE OF REGROUND CAMS
The main purpose of rcgrillding a ealll is to obtain valve timing
characteri stics that will make the engine perform better for our
purpose. Although a reground racing camshaft does not necessarily
have to have a higher lift, ill the maJoritv of cases it has, since this
is olle of the rnost effcctive methods of ohtaining ;] higher perform-
ance from our eonvcrted engme. Most of our cams are hi gh-lift cams
and we arc ill fact piolleers of the high lift racllIg call1shaft.
Page 7
Types of C am Followers
CAM FOLLOWERS (ALSO CALLED LIFTERS OR TAPPETS)
The timing characteristics of anv particular cam cannot be asscsscd
just by studying the cam contour itself. To accurately dctermine the
exact naturc of the valve action resulting from the use of any par-
ticular cam we'll have to know what kind of lifter is used with the
ca m. 'f he accompan ying illustra tions show two cams wI! icll differ
wielclv in contour; one is a convex,Ranked cam with a small nose circle
opera'ting with a Rat mushroom follower, alld the othcr is a concavc-
Ranked cam with a large radius nose circle \\.hich is used in com-
ROLLeR
. .., FLAT POll OwER
j
? FOLLOwER..
__ --* ;:;:r
W1T
#
. ' - -t FOuOW&R.
I
,<" /
J / CONvEX.
" FL4NK.
'-, I CAM
/
A {lat follower compared with a roller follower. LEFT AND CENTER:
Despite thl' uast diff erences in cam contollr these two combirations give
the same harmonic mution at the cam folluwer. RIG liT: A flat base fol-
ZUlI,'!?/' always ridl'S thl' highest point of the cam in any positiul1.
binatloll with a roller follower. Yet, the resulting valve action of
both these combinations is exactly the some. T hc Rat follo\\'er is
not workable \-vitll thc eOllcave Rank ellll sincc thc Rat smfacc would
be imablc to follow the concave Rallk contour. T he roller follower
all thc COll vex Rank call! would give a "short" or "Hat" timing (the
valves would open too late amI cl osc too earl y). T hus we sec that the
correct design of a ellll followcr is jll S! ,1$ important as the design
of the cam itself,
Page 8
The fundamental difference between a flat follower and a
roller tappet is that the former always contacts the highest point
of the com in any position. This accounts for the difference in
follower movement if both types are used with the some com,
and the smaller the diameter of the roller the more marked is this
difference. Certain cam Call tours and rollcr combll1ations are imprac-
tical on account of high prcssure angles which make the side thrust
on the roller follower excessive.
The {:hief advantage of a roller tappet cam over a flat tappet cam
is its better wear characteristics. A well designed roller tappet used
with a properly designed and accurately ground steel billet roller
camshaft will last many times longer than a flat tappet cam of
equal performance potential. The roller cam will also produce more
power due to less friction betwcen the camshaft and tappet. The
roller call) and kit allows you to use a highly modified engine for
street use.
ISKENDERIAN 404 CAM
An interesting and efficient cali1 and lifter combination is our 404
design, onc of our most succcssful efforts of which we are very proud.
This 404 calli is known as a "constant acceleration" cam. The Rank
of this cam is slightly concave and it must operate in combination
with our special 404 radiuscd lifter.
.I) .I)
'} '1
I;
'i
I) /)
.!;:::Jj 'X ;
.' / (./ (./ I
u u
,'!r
"
... ..
'"
u _
_.....l
lskenderian "404" constant acceleration cam and 16 radius tappets with
lsky drill jir;, bucking tool and "404" wire keys. (Write for free detailed
lskcnr/cria'n installation shl'et.)
The 404 has becn released by us after man\! years of cxhaustive
testing both 111 the laboratory and in actual competition and we can
truthfull: sav that it is onc of our most satisfactory dcsigns. Despite
(Continued on Page 11)
Page 9
.SKENDERIAN
rul1l1aru
and ENGINEERED KITS
The Hardface Overlay Cam is intended only for competition use and is not recommended
for slow speed driving. Now, it is possible to install a high speed competition cam
with the famous Isky flat tappet Polydyne Profile performance.........and still
be used equally well for either slow speed road use of drag racing. This has proven
to be the long awaited answer for those who felt the economic pressure of owning two
car s and the inconvenience of hauling their competitive cars to and from the strips.
Roller Cam and Tappet Assembly, developed in the Research lab at Iskenderian' s took
many long months of testing and developing before all the obstacles were successfully
solved and perfected. They have proven to be atremendous boon to racing.
Installation of these Roller Tappets is quick and simple since they can be dropped
into place in only seconds. Special patented self-locking keys eliminate the need of
broaching tools, welding, drilling, tapping, et c.These are high quality roller tappets with
100% bearing area.
ISKY PATENTED AUTOMATIC SelF-LOCKING
NON-ROTATING ROLLER TAPPETS
Iskenderian roller tappet bodies are lengthened to bring them above their bosses. This
permit s a successful bridging, or keying of each pair of intake and exhaust tappets.
This patented design allows full freedom for reciprocation whil e at the same restricting
rotation. Thi s design al so provides a secondary advantage of using a shorter and more
rigid pushrod. Isky Roll er s are made to unusually close tolerances ar.d incorporate the
traditional fine Isky workmanship.
ISKY ROllER TAPPET FEATURES
CARBONITRIDEO ALLOY STEEL BODY. For desirable
6062 Rockwell hardness,combined with atough inner
core. Highly polished surface for minimum frictional
losses.
Exclusive full length, full bearing struts support roller
body against thrust loads.
Precision roller bearing has greater wall thickness,
rides on precision needle bearings. All parts of the
highest quality 5200 chrome ball race steel.
PRECISION 'TRU'ARC' SNAP RINGS - Retains beefy shaft. Obsoletes inferior peening
and 'riveting methods. Bearing assembly can be replaced in t he field.
EXCLUSIVE BIG .350 JOURNAL. - Rides direcllyon needle bearings, eliminating for mer
vulnerable thinwall inner races. Has over 5 times the sheer strength of any-
thing else on the market.
rTHE ISKENDERIAN ULTRA REV KIT
With the installation of the Ultra-Rev
Kit it is now possible to obtain power
gains and effi ciency never before ob
tained. Enginerange is extended beyond
10,000 rpm without valve float.
Page 10
the fact that this cam gi\'cs cxtrcIlI cl ) rapi d opcning ,11)(1 clos ing of
tlie \'alves combined with ,111 extra high 1',lI ve lift, Icwlll1gs ,mel we,ll"
rcmain within pcnlllssible lilllits.
The 404 cam and lifter combina tion has a n im pressive competi-
tion record and it is mainl y respoll sihlc for thc b et that so lll;lll\'
Aatheacl s still give sll ch an exccll ent aecollnt of thcmselvcs both III
dr,lg and spccc1 evcnt s.
Racing Valve Springs
\\
Compound racing' " al ve springs, H ,D. !rlainers, u/ash N s,
li f /('(' /Jll llollS and ho/,' saws f iJ r ins/a! ling same .
VALVE SPRINGS
Onc of thc lll () \ 1 \ it;ll part s ill thc \', llIc i.;l'; l1 of ;1 modUli Ili gh spccd
Cll gIII C is thc I ,!l le spn ll g, \\ 'l' lllli sr he ll III 111 11 ICI th,lt the C3m,
opcr;llL'cl 1;II1'c lll otioll is ,I spccl;il Olle of \\ 'Ilich ollh th c OpClll11 g
piJel sC IS J positil 'c mOl CIllCll t , rclllli g 0 11 th e tClI S]OI I of it s vall e
for t he clo<; lll g opcr;lti oll . 'Tll c rcciprOGltill g 1';1 I1'c Ill ol1 011
hecoill es \c n rap id at hi gh rpm \I'iJ ic ll produccs ; 1 proll ou ll ced ill crtl ;l
dIed Oll tiJ e rC'C lpro(,; ltill !,; p;l rh, Under the se conditions the s p rin g
tens ion mig ht not be suff ici ent fo r the va lve li ft er to follow the
cam contour and if it is left be hind, in " mid-ai r," w e have a
condit ion whi ch is commonly ca ll ed "valve float " or valve
" bounce." TI llS sllOuld he ;11 ()J dcd ;It ;111 cosh Slll CC it is Icn harlllflll
t o the \';Ih'c ge;lr ;llId othcr of thc C'll i.; ill C Thc rcsulti il
g
;Jbrnpt
SC;ltll1g of tIl e \', llI l'S callScs hi gh lo,l( ll ll gs Oil , Clt S ;Illd \';lh c Il cads
;Illd thc CJ;ls1l ciuII ll (If th e f011 01\'lT Ollto the Cllli lol le is II ;Hlllflll
;lll cl clctcrl(JJ;ltill g,
Page 11
-
VALVE FLOAT
It1(1 ,IS these cOllclitions arc in til e c lse uf ,I stock enginc, thel can be
liIs,lstWIIS Il'ith ,I hi gh spccd eOJl1petiti on cnglll c, At I'cn Ili gh COIll-
pression IAios (12: 1 ,lIld hi gll cr) th c clear,lII ec volullIc (combustion
Sp,ICC ) ,Illme the pi s tOil lenel s to bee(HJl c I cn sndl, le,ll'ill g little
leell,1\ for 1,lke IIl00 elll ellts, cs peC' i<11II' II' hell thc CIIlI h,lppells to hc
,I ud;c:!1 olle glling cOI1 ,'ilflerablc I'a ll'e olc rLrp, In bet, so crolldcd
clo cOl1 clitJ()ll s get lip III the cOlllbusti oll CILIIIJbcr tlut ill Jl!,IJII' Clses
SI1I ;lll lIot eiI es halc t-r) he Ill illccl iu the pisto ll C' [()\ln to proliCle a safe
I\"(Hkill g clC<lr,IIICe fo r the 1<1l1 es. Serious valve float may cause the
valves to get "crossed up" or the piston may hit a floating valve
that did not return to its seat quick enough.
SOllietil11eS ol1 e gets <lll al II' ith it hilt there is <1111 <115 the possibility
of thc \"<I k e stelll gctting hent . rc) ultill g III a stuck 1',llI e unable to
return to it s SClt . Valve and / or pi ston hrc,lbgcs ,lbo <Irc likely to
OCClI I. Needless to 5<11' tiI ;lt lIT siI olllcl tr l' to <Iloid thcse happenings
;It ;111 cost since thel CIII he cli s, IStroll S ;111c! e:-; pclISi l'e,
It is ullfor tun;lte thM tiI ese eOJlditi oJl s of ,",Ji vc fl oat ;HC cs pec-iall v
noti ceahle l\'Ith push-rod ol crhcl cl vall,c cngincs ancl this is the kind
of Jl!<ltcn;Ji top tuncrs II'ill he Cle<lllll g 'vv ith in thc JIlaj ority of cascs.
\\c ,llre;lch JII cllti ol1 ccl t he b ct that tlrc ",rl vc ge H ill thc I . ll cad
enginc is IIlll ch less sClISitivc to 1';ll l'c Aoa t trouhles cluc to the lightcr
recllHoclting 111 ,lsses the Inore whust (less flc :-; ihlc ) construction
of the I'aive tr;lin <I S II 'hole. ,\i>o till' Lid th;lt the ;He II-ell
out of the piston' s way makes the problem of valve float less serious
even if it did occur.
In the following pages we will discu ss as to what should be done
to minimize the likelihood of valve float occurring in our converted
engine.
VALVE GEAR MUST BE RIGID
The two pre-requisites of an effi cient valve gear are rigidity and light
weight, in other words : it must have a high stiffness-to-mass ratio.
These are two contradictory conditions and that is why we must
make doubly sure that if we replace the original reciprocating parts
with lighter ones (say light alloy push-rods or rocker arms) that we
do not end up with a valve gear that is sadly lacking in rigidity. The
push-rod valve gear is by its very nature fl exible and we have proved
with our special stroboscopic equipment that at high speeds the
flexibility of its various members is causing the actual valve timing
to deviatc appreciably from the original design . We are well aware
of this condition and in fact our racing cams are designed to
compensate for this as much as possible. Our Iskie tubular chrome-
moly push rods combine light weight with extreme rigidity and have
been thoroughly proved in competition.
Page 12
CHOICE OF VALVE SPRINGS
The choice of the correct type of valve spring to be used on a certain
engine and with a certain camshaft is one essentiall y governed by
experience and research. Our special compound racing val ve spring
kits are the resul t of many years of testing.
It is obvious that stock valve springs will not be suitable for our
purpose since our reworked engine operates in a higher speed range
and in the maj ority of cases will be equipped with a special camshaft
having accelerati on and deceleration characteristics totally different
from those for which the stock springs were designed. The importance
of avoiding valve float has already been stressed and in a push-rod
engine the valve spring not only has to return the valve to its
seat but it also has to push back the rocker arm, push rod and
lifter, and with a racing camshaft this becomes quite a task at
high rpm .
The maj or difficulty with valve springs and the valve train as a
whole li es in the fact that the problem cannot be solved by looking at
it solely from the static angle, because it is in the high speed range
that the most unexpected symptoms rear their ugly head. Thi s is the
reason why we ca nnot cure an
ailing valve train simpl y by in-
st:llling stiffer valve springs .
VALVE SPRING SURGE CHART
Illustrat es the dampenin{[
effect of dual spring combi-
nations. T his test was run
with standard size val ve
equipment aided by 15K EN-
OE I\ IAN SPI\I NG5.
VALVE SPRING SURGE
...
Onc of thc major fact ors causing unpreclictable valve spring behavior
at hi gh reciprocating frequencies is the phenomenon of valve spring
vibr;lti on or "spring surge:' This surge is caused by the inertia effect
of the individual coils of the valve spring. At certain criti cal enginc
speeds thc vibrati ons caused by the cam movement cxcite the natural
frequcl1 cy ch;lr<lcteristics of the valve spring ancl thcse surge effects
matcriall y rcduce the availJble static spring load. In other words,
these inertia forces oppose the valve spring tension at the critical
speeds . Anothcr undesirahle offshoot under these conditions is that
thc stresscs in the spring itself arc greatly increased.
COMPOUND VALVE SPRINGS
Experi ence has tall ght LIS that in order to kcep valvc spring surge to a
minimulll , a spring with a relati vely high natural frequency llIlI st be
used. :\ lllorc positive IIlcthod to combat surge for competiti on work
Page 13
is bv two vah'e spr ings for eac h \"al\ "e, an inuer and ,111 outer
spring. These spri ngs each have differell t nat ural freyneneies, and
although they do suffer from surge iuc1 iviclual1 y (all sp ri ngs do) it
doesn' t happen Si11l111taneoll sk T his is clead) shown in the Iski e
illustration . An additional a dvantage of uling dual springs is that
it provides a safety fa ctor in the event of spring breakage which
otherwise cou ld cause seve re engine d a mage. Some manufacturers
<llso us c c1u,11 sprill gs to pronlOtc valve rotati on (Ch rysler uses dual
valve spriugs ('oiled in the same directi on on the dual roekershaft
engin es with hemi "pheriC<ll combusti on eh<l llll lers ) . Counter-wound
dual sprill gs al so t enc1 to neutrali ze sllrge temlcneies (counter-wound
ciual springs arc sprtng" coiled In oppos it e cli recti uns) .
Sometimes valvc springs \\lith \',uiable pitch cla mping coil s arc usecl
to cme sllrge. These spri ngs arc close-coiled at onc end and they
should ,11 \\,;]vs be install ed in such n way th,l t t hc close-coilecl encl is
stati onary (; n other \\'()f(l s, thc ' cvlinderhend in nitv engmes
and ;.] gallls t t he cvl lllclerhlock in t ile case of L heacl cngines )
ISK EN DERIAN RACING SPRINGS WITH DAMPER COIL
A more effecti vc methocl aga inst vah 'e spring s]1 rge is by int roducing
a damping effect by fitti ng a closc fitliug "d,llllpcr coil " imide the
outer spring. These dalllpcrs <.I re ('oiled st of fl at sp ring st eel whi ch
became of thcir rubhlllg contact OJl t he inncr of thc coils
execute J fricti on dampi ng effect . They actually serve a dual pur-
pose in that they also preve nt e xcessive distort ion of the valve
spring at high frequencies in the top rpm range .
Our racing vah'e springs arc very reliahle ,l11d will operat e effi cielltl y
and safely for long pcri ods of time 'vv ith \'ery little l();Jcl -set pwviding
that t he correct type spring is II sed alld rplll lilll its have not been
exceeded.
SPRING MATERIAL
All Tsky racing va lve springs arc mad e of special sili con chrome
val ve spring wire. Altholl gh t his wire is mil ch more expens ive than
normal automoti ve valve spring wire Or music wire, wc use it ex-
clusively since it is much 1110re resis tant to fa ti gue and <.:an stand
a great d eal more heat a nd abuse than the wire used in stock
;]Iltornoti ve springs.
SHOT PEENING OF SPRINGS
Iskcncl eri an valve springs arc trcated with a form of shot-pecning.
Shot-peenill g is a process whereby the inner and outer su'rfaees of the
springs arc sub jected to a blas t of stcel pell ets. T hi s peening techn ique
prod uces a eOJll pressive st ress OJl the spri ng surfaccs which 1l1ereases
its strength anc! also great ly red uces the risk of coil fracture due t o
fati gue.
Page 14
"
INSTALLING AND CHECKING VALVE SPRINGS
A word about the installation of val ve springs may not be out of place.
For sati sfact ory performance it is most important that they be
install ed correctl y. This is especiall y important in ohv engines . Illus-
trated is one of our spring combinations, consisting of an outer spring
Nith a fri cti on damper, an inner spring and a stepped spring retainer.
An accurate spring tes ting fi xture is necessary for our tes t and if we
do not possess one ourselves, have the springs tested at the local
garage or parts house.
T o check the spring tension of the outer spring with the valve
seal:ed ( closed ) we'll have to accurately measure the length of the
spflng wIl en it is installed from tht: spring base to where it contact s
the spring retainer. Remember to measure the length of the spring
only and do not include the thickness of the retainer. Say the length
is 1 l }i r. in . Now place the outer spring in the tes t fi xtme (aga in
wi thou t the retainer ) and compress to 1 11;6 in. Make a note of the
recorded spring tension. Say it inc! icates 100 pounds.
To check the tension of the inner spring with the valve seated
we'll have to remember that it sits on the stepped portion of the
spring retainer and we'll have to all ow for this. Ifthe stcp is in .
hi gh the inner spring must be compressed %in . more than the out cr
spring to gct <1 comparati ve spring tension reading on thc scale. In
ot her words, the inner spring must he compressed to 1 11!J. () in. If
t he tens ion of the inn er spri ng at thi s lengt h is 25 pounds, then thc
combincd tcns ion of inn er and outer spring with the valve el osed is
125 pounds.
CHECKING SPRING TENSION WHEN THE VALVE IS FULLY OPEN
Checking the spri ng tension with thc valve open is a most importal\t
part in our valve gcar t cs t ,lJld one whi ch should be cxecut ed with
the utmos t ca rc, es peciall y if we arc rebuil d ing a new engine wc have
LEFT: Checking val ve spring tension . It is im portant to check the val ve
spring tension u'ith the val vc scated and at full lil t . RIG H T: Spri ng beinr;
checked for " stack-sol id;' dimension.
Page 15
-
not run before. The most important thing to watch for is to make
sure that the spring (s) do not stack solid (i.e. wi th the individual
coil s actuall y touching each other, sometimcs called coil-bound ) when
the valve is full y open ( t8ppet rid ing on nose of the cam) .
MEASURING VALVE LlFl
The v;) lve lift is easily ealcubted. On flat head engines or overhead
eamsh<lft engines whcre the valves are directly actuated l,y the cam-
shaft (without the interpositi on of fi ngers or rockers) the ;letlla 1 valve
lift is the di ffe rence between the total heigh t of thc c;)l1l lobe minus
the diameter of the base circle (and of course mll1US t ilC t;IPPct e!c8r-
ancc) . With a push rod-overhead-valve engine the gross C<1l1l lift must
be multiplied by the rocker arm rat io (usually between 1.4 and 1. 8)
minus the valve ele8rance.
LEFT : Outer Valve Spring with damper coil . CENTER: Inner Spring.
RIGHT : Heavy duty retainer.
If we prefer to make the test on the actual engine, be sure to pro-
ceed with extreme caution. Finding it out the hard W8Y may be
expensive as the result may be bent rods, broken rocker ar ms,
damaged ca mshaft and lifters etc. Use a long bar to turn the engi ne
over so that it can be turned slowly and very gradually, and if possible
have someone else watching to see what is happening to the valve
spring (s).
After calculating (or measuring) the total valve lift, the spring
tension with .the valve fully open can be tested on the testing fixture.
Page 16
With 8 tot81 lift of sa\', Gin. (aHO\\ing for vahe clea rance 1 we'll
h;) vc to comprcss thc outer spring to 1 :.(t". 111 . and the inner spring
to I in. T hc total of these two tensions at the gi\'en di st8nees will
give lIS th c eOlllbined spring pressure \\' ith the \,;Ihe ;I t full lift . Thus
if the ollter checks out at 190 pouuds al1d thc il1ner ,It
45 poullds, the COl11bil1 ed spring pressure is 235 pounds \\ith the
call1 foll ower rid ll1 g the 11 0se of the cam (flill lift ).
CHECKING LOAD SET (SPRING FATIGUE)
We ah\";!\'s <Jdvi se top tuners to keep these \'alve spring records as a
b8sis for eOll1parison when the eng ine has 10 be di sl11 antled at a later
(,/icekill':: "val vc-scalcd" dimrnsion. un ('.\"1 ifll/cr/icut!. JI is also impor-
lallt II) ("1/(,,1.' "full-lijl" ilimcllsion 10 insure a;:ainsl i;uid,. inlcrjl'rCllcr.
el ate ;Iftcr strCl1110l1> c()l1lpctitioll rU l1 s. A comparison of spring
tension will give us an indication of the amount of "load-set"
that has occurred . lh IO;lci -sct \\C IIl CII1 thc sli ght eleerclsein tension
(:It'l t;i\cll Sp lillg 1c1l,c;th) til ,l! OCClIIS ill evclI spring ;Ifter it has been
In operati()11 f(lI ,I (CIt;lil1 IIUl1lhcr of hours. Our r;lCing spri ngs how-
ever kl\l' hccil trcll"ccl ill ,I \\ ';1\' so ,IS to keep tlli s lo;]el-sett ing
to a ll ahsolu te l1linilllUI1J. Om ,Ill' ,lccur;ltcly ,11Ot-bbstcel and
pre-set ;lIIel prm'ic1 il1g th:li' tilc\' ,IrC 1I0t oper;lt l11 g under too llnfa\'or-
<J hk CCll dilioll S \\ ill gi\e reli ;lbk scn'icc e'cl1 ;Ifter III ;llW hours of
strelluous rtll1l1il1 g.
AVOID SURGE AND EXCESSIVE COMPRESSION
However , it is important to stress the fact that surge and e xcessive
compression (to a condition where the springs almost stack solid)
are most harmful. Thc speci,Il friction Chilli per, ;mel thc clal11pll1g
effect of the eOl11bined frequel1 c\" chaf<1ctcristics of in li er and out er
spring wi ll lil11it surge effects and strcss to ;1 pr;]ctic;11 miniml1m.
Iskcnckri an's pi ol1 ccred the li se of \'ahT spring chlll1 pers for the
(Continued on Page 20)
Page 17
til
ADJUSTABLE CHROME MOLY TUBULAR PUSH ROD
q):{]liH 1
Male End I Male End
I
NON-ADJUSTABLE CHROME MOLY TUBULAR PUSH ROD
CI I )
I Female End Male End I
NON-ADJUSTABlE CHROME MOLY TUBULAR PUSH ROD
n- 1)1
Male End Male End
*
The proper method of measuring push rod length in the auto
ISKENDERIAN
indust ry is to include a theoretical overall length. Thi s, however,
is difficult for the average individual s'ince spe cial fixtures are
METHOD
required. In the interests of accuracy, and avoidance of confusion
we have adapted the above method of measurement. This
eliminates the difficulties that arise when making measure-
OF MEASURING
ments in the field or when installing special length push rods
specifically ordered by our customers. The above illustrations
PUSH RODS should be self-expl anatory.
CHECKING FOR
I 'F to 1/ 8"
Q(L:>i ()
Allow 1/ 16"
INTERFERENCE
Safe ty Margin
BETWEEN
SPRING RETAINER
AND
I
VALVE GUIDE
n
8e sure to check the clearance between the valve guide ends and the spring retainer
with valve in open position (see illustration). WARNING: So me engine builders, when
porting cylinder heads, will knock the replaceable guides slightly up from their stock
position, so as to have free access with the grind stone . Naturally th is will cause them
to interfere with bottom of the spring ret ai ner when the valve is fully opened. Also
when installing a high lift cam this may cause retainer to interfere with guide, as most
cylinder heads only allow sufficient clearance tor stock low lift cam. To correct thi s
poss ibl e interference, va lve guide must be machined down to all ow at least i / 16" to
1/ 8" safety margin at full valve lift.
Page 18
"
.,
E
Q
CORRECT METHOD FOR ACCURATELY
MEASURING VALVE SPRING LENGTH
Check for 'fitted dimension'. This means when valve is seat ed. For satisfactory perform-
ance it is important that they be installed precisely. This is especially important
in over head valve engines. Illustrated is one of our spr ing combinat ions, consisting of
an Outer Spring, and an Inner Spring, and a step Spring Retainer. An accurate spr ing
testing fi xture is necessary for these tests. If none is available have the springs tested
at a local garage or parts house. To confirm the spring tension of the Outer Valve Spr ing,
with the valve seated (c losed), measure the overall length of the spring when it is
installed from the spring base 'A' to where it contact s the spring retainer ' 8' . Remember
measure the spring porper only, and do not include the thickness of the retainer or
sp ring shims.
To check the tension of the Inner Spr ing with valve seated you will have to take into
account that ,it sits on the step portion of the retainer, and you will have to allow for
this. Most Iskenderi an cams produce a li f t of .440" to .520" at the valve. The most
important thing to watch f or is that the springs do not stack solid or coi l-bind when
the valve is fully open. Know your total valve lift ... Then starting at the fitted dimen-
sion, with both the Inner and Outer Spring and Retainer assembled in a checking Spring
Tester, simulate the va lve opening and compress assembly to full lift. Make sure springs
have at least a .060" safety travel margin beyond the full valve lift , .440" or .520"
plus .060".
Page 19
Chrysler hemi spheri cal eylinderheads. Our special Chrysler valve
spring kit has heen instrumental in obtaining an extra 1000 rpm, and
Chrysler engines thus converted run satisfactoril y at over 7500 rpm.
Wc can suppl y the special hole saws necessary for installing these
valve springs (either on 8 loall basis or solcl outrigh t ).
ADJUSTING SPRING TENSION WITH WASHER S
I n some instances thc spring tension e8n be conveni ently increased
by plaClll g washers Oil the spring base. This is especiall y important in
those cases where the valves have bcen sunk into the eylinderhead
to prevcnt in terference bet ween the v8lve hea d ;md piston crown
(especiall y 0 11 Chcvrolet \,R and Buick V8).
\\' e can suppl y a vJri etl of these shim washers for pr,letieally cvery
engi nc. But here again II'C to proceed with ca uti on. Too much
shimming should be avoided at all cost . Cheek the spring tcnsion
aecorcling to the met hods di ,ell ssecl ,lJlel avoicl conditi ons of the spr ing
coils st;]cking solid (coil lli nel ) .
Cylinderhead Design
THE CYLINDER HEAD
It has been sa id th8t the cylillC1crhcad is the 111 0s t illl jlortzlllt p8rt of
a competiti on engin e. While t hi s is a very hrwel ota tclll cnt, it cl oes
eontlin a geml of truth . O nl y by using an effi eicnt el linclcrllead wi th
effieicnt porting C<lll II'C draw in ,lIIel burn the bigges t ell<lrgc of COlll-
bus tihle lIIi xture for a givcn cllhie c lpacitl \-I 'C II ill tll en h;1\'c ;I n
efficient power unit jllOvicl ing tlut the rCot of the ell i; inc 11 :1\ hCCIl
hu ilt according to soulld 'leecptcd cngineeri ng pri nciple,.
III the past thirty yC<H S or so an Cll orlll Oll\ :11l1011l1 t of rc\c;nch klS
gonc int o thc stuch' of cli<lIlll lcr shapes. ,lllcl por tin g
layout s, the exact n:lturc of combustIOn, clcton<ltion. pre- igniti on etc.
HEMISPHERICAL CYLINDERHEAD
As f,l r as the of thc ma ximulll amount of pOllocr from <l
givcn engin e si7.e is eOlleerned there can be little doubt that the
hemispherical cylinderhead with valve operation by two overhead
camshafts still represents the pinnacle in design and efficiency_
The illustrated Offcnl wuser engi ne is typical of tbi s speciali zed ki nd
of power unit and for competitive purposes it is unassailable.
Page 20
Offy
Construction uf dual
ol'erh('({(/ camshafts on
Offenhallscr raring en-
{! ir{(' This is /li e mas/
efficient means nf oper-
a/ ill r; inclined f)/! ('r lll'ad
U({/r., CS.
Ferrari
Operati ng incli n ed
overhead valn's with a
single overhead cam-
shaft and rucker arm
of the Ferrari 166 V - 12.
One camshaft is used
fo r each bank. Note hairpin valve springs. Performance and operating
range could be increased with doubl e overhead cams operating directly
OUCT the val ves.
Page 21
....I.
\Vhcn we go back through fi le '.. cars ,1l1tl studythe clesign feat ures
of thc most rac ing (' ;lrs \\ 'c' ll di scO\'er that the majority of
these \\ere pO\\crcd 1\ itl! engines designed ;)long simibr lilles.
III thc stock (', l[ fielcl ()\'erhead c<llllsll ;lftS<mel hemi sphcrieal COll! -
busti on cklmbers ha\'e hecn on expensi\ 'e allt(ll11ohilcs
hut the cost Lletor pro\'cd to be the insunnoulltablc barri er tOI-\'ard
flllther popularity.
L- HEAD COMBUSTI ON CHAMBER
Up to elatc morc L-he;lcl stock car engincs havc hcen built tlwll ;my
othcr hpe engine. It \\i ll howcver he l1nable to hold tl.ll) distinction
for much longer becclll sc this engine dcfinitel yison the way ont.
The main reason that I. -head engi ncs have been llscd for so long
lies in the fact that they were simple to manufaeturc Furthermore
they v,'cre silent, smooth running <md vcry reliable in operation . \Yc
alrcady pointed out th;lt L-h ead engi nes h8\c a very efficient valve
gear, but no amount of va lve gea r effici ency ca n make up fo r
basic defici encies in porting and combustion chamber design. T he
i.-head principle does not re;)d il y lend itself to 8ehiel'e t he hi gh
compress ion r8tios which arc now possible hCC.IlI Se of better fu els
])cing ava i];]ble. At high compression ratioswe collle up ag;linstsevere
g;r s flow restri ctions around the valves.
J' lathcad ellgllles however still give a good ;recount of themsel ves.
especiall y in drags when running on brutal nitro-methane lllixtmes
to whicll tlley seem to take fairlykindly. hut it iss;lfe to say that they
;He grachwll y disappear ing from the US eompetitioll scene.
F-HEAD ENGINES
An F head engine is<1 cross between an overhead and an L-head
engine. Some excell ent power units have been bui lt according to this
principle. l\ILmy yearsago the Hudson eompam'used to bui ld F-head
Rover
i nteresting F-head and
: . : valve layoul on the
Rover enfine. The in-
take valve is si tuated
in the cylindf'r head
and the exhaust valve
is in the block .
Page 22
engines and also \Vi ll ys unti l very recent ly. Prominent makes as
Roll s- Royce and Rover also are strong proponentsof the F-head prin-
ciple. But despite the fa ct that F-head engines possess manyexcell ent
features, it wouldn' t be our first choice for competition purposes,
although in the past some successfu l F-head raci ng engines have been
bui lt (notably the Riley Four-Port).
OVERHEAD VALVES
The push-rod ohvengine alw;]ys hasbeen very popul ar both here and
abroad and <I t present it is the mos t popular engine type.
Typical of today' s U.S. engines is the wedge type combustion
chamber which has been adopted by the majority of manufac-
turers . At the present time Chrysler is the only U.S. production car
manubcturer to use a hemi spheri cJ l eyli nderheJd 011 some of their
Illore expensive models (someChrysler,Dodge <lncl DeSoto models) .
Chrysler
Push rods and two
rocker ann shafts are
used by Chrysl er to
operate the inclined
valves on some of
their engine types. At
present, Chrysler is
the only U. S. manu-
facturer making stock
engines with hem-
ispherical combustion
chambers.
-
OVERHEAD CAMSHAFTS
J3ut if the alleged superiority of the hemispherical eylinderhead with
over head C<1 1l15haft(s ) 'is so evident, why is it not ullIversall y used?
The c;)se the lise of the hell lI spherIea l cylinderhe<l d, at
least far as stock alltoIllobiles arc concern ed scems to he complica-
tion, high cost of manufacture, noise from the cam drive, especially
if a construction of one or two overhead camshafts is used.
SOlll e designers als() contend that the Aamc travel in a hem-
ispheri ca l combustion chamber is not as e;rsilv controlled and that
its snperiority over other deSIgns is not eonvincmg el1Ol.lgh for it to
be nniversall v Jdopted ill the stock car field.
Thus it appe;lrsthat there is still a lotof controversy on thissubject
as is cl earh' evidellced by tIl e diversity of designs used by the various
antomobi le m,lnufaet urers' th roughout the world.
Page 23
V\'e must keep in mind hov\ever that the forcgoing o n l ~ applies to
passengcr car engines. Thcre can be no doubt whatcver that a cylinder-
hcad with hcmisphcri cal combusti on-chamber is the ultimate for
racing purposcs.
WEDGE SHAPE COMBUSTION CHAMBER
The wedge shape combustion chamber is t ypical of contemporary
U.S. design. The combustion chamber shown in the accompanying
illustration is completely machined for accurate control of the com-
Completely machined wedge-shape combustion chamber which is
typical of contemporary u.s. design practice.
pression ratios in the various cylinders, an additional advantage being
that carbon deposits are less likelv to accumulate than on rO\1gh cast
surfaces . Also typical of these combustion chambers is the narrow
"quench" area which covers part of the piston head area, the
main ohjecti ve being t o promote turbulencc and to shorten the
effective Aamc travel. Note that thc grca tcr part of thc combustible
mixture is concen trated close to thc spark plug. TIns part of the
combll stion chamber has a small ratio of sur facc to voll1llle and this
restriction to rapid heat dissipation makes it the hottcst arca of thc
combustion chamber. This insures quick initial burning as soon as
the plug fires, but detonation is prevented by the spreading of
the combustion flame into the flat quench area which is a relatively
cool part of the combustion-chamber on account of its high
surface to volume ratio.
\Vhether or not the happeni ngs in this typc cylinderhead go
accorcling to theory, the fact remains that engines wi th correctl y
dcsigned wedge shape combustion chambers are noted for smooth
Page 24
rullnillg and remarkable fuel economy. And although their efficiellcy
at ultra high speeds does not quite approach that of their comins
equipped with hemispherical cylindcrheads, it cannot be dcni ed that
members of the former t ype have acquitted thcmselves very wel l in
competiti on, especiall y in drags. The reasOli that engines with wedge
shape combustion chambers are so popular in racing is thdt they are
in many ways more practical than their more complicated counter-
parts with in cli ned valves which onl y show a power-surplus of some
significance near the top of the power curve.
IMPROVING ENGINE BREATHING
Of vital importance to the performance of any competi ti on engine is
its ability to "brea the:' By thi s we mea n the ability of the engine to
fill its cylinders with fresh combustible mixture and the effective
exhaustion of the burned gases. An oft en used and more scientific term
is "volumetric efficiency:' We all know that fresh mi xture is ad mitted
into the cylinder when the mtake valve is open and the piston on its
way down thus creating a depression in the cylinder. Although we are
used to saying that the mixture is "sucked" into the cylinder it is more
accurate to say that the gas is " pushed" into the cylinder by the atmos-
pheric pressure. The volumetric effi ciency of an engine depends on the
effectiveness of its breathing apparatus, i.e., layout of intake mani-
folding and passages, the carburetor set-up and last but not least
the camshaft and valve gear in general.
Better Volumetric Efficiency
VOLUMETRIC EFFICIENCY
It should bc clear that if the intake passages are long, narrow and
tOltUOllS it would he impossible to achi eve effecti ve filling of thc
cylinder, espcciall v at hi gh specds when t he intake va lve is open for
only a split second. Should we succeed to fill the cylinder :):j full at
a given engine speed we say that the volumetri c efficiency of that
engine at that speed is 75 %. This 75'/( denotes the rat io of the volume
of the gas drawn into the cylinder (corrected to atmospheric pressure)
to the swept volume of the piston (i.e. piston di spl acement ). No
engine with normal aspiration attains a volumetric effi ciency of a
full 100% at an y engine speed, (although cylinder filling generally
is fairly complete when the engine is pulling at low speeds with widc
open throttl e), but some engi nes are better in this respect than others.
Page 25
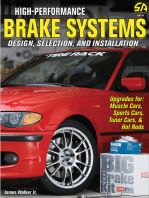
A valuable index as to whether the performance
of an engine is in keeping with the potentialities of-
fered
.00j
600
'00
4 00
lOO
20
100
<,!
m
=>
<.)
0-
Z
"'
"
"'
10
<.)
-l
e;
.J
4 0 -i
a
<r
.0
z
a"'
2
<.)
z "'
a 20
,.
10
PORTING IS
by the valve sizes is shown in
FOR ENGINES A COMWON
VALVE SERVING TWO SIWUlT-
ANEOUS INTAK[ OR E )(HAUST
STROKES "UlY,IPlV CYLINDER
OrSF'l..ACEMENT BY TwO.
FOR EHGJNES HAYING WORE
THAN ONE VALVE PER CYLIN-
Ei:HAU5T INUKE
DER OIVIO( THE DISPLACE -
K . 018 K .02!1
..EllfT BY HtE HUMBER OF
VALVES.
6.0 - 7 .0
1'J O' eo
. _ 6 .0
4.'
- 5 .0
40-
o _ 4 .!!-
- 6000
1- 4 .0
5000
" ,.of
.lc
4000
2:k
2 .
3000
,
1.5 ;
<II
I .
W
J:
<.) 09 -,
z
-
<r 0.1
W
0-
W
0.0
"
a
0.'
0-
a
ex 0.'
J:
...
.
0.'
0.2
.
I.S 2000
<II
"' J:
1500
:li
n:
;- 1 . 0
ex
, 0 .9
- 0 . a
..
0-
w
1000
"'
"'
- 01
- 900 e;
"
0 .6 (; - 800
0-
0-
100
J:
0 .. <II
z " J: 600 C
:i
<.)
0 .'
'00
O.l '00
.00
THROAT DIAMETERS FOR INTAKE a EXHAUST PORTS
HOW TO DETERMINE PORT SIZES
UNNECESSARY FOR MILD CONVERSION JOBS
On the other hand, if modi ficati ons arc only slight, the difficult job
of porting (or rel ieving in the case of an L-head engine) migh t be
evaded. As 3 rul e drastic porting is unnecessary for a mild conversion
Page 26
Stock engines especially are prone to run "out of breath" at
high engine speeds. The manufacturer cannot be blamed for this
because he h as designed hi s engine to a compromise; fl exibility and
smooth running in the medium speed range are far more important
to the average motor ist than 5Uper effi ciency at the top end.
A COMPETITI ON ENGINE MUST BREATHE FREElY
For a competiti on engine however the ability to breathe freel y when
it is spinning rapidly is of vital importance. The top tuner in thi s
country is extremely fortunate in that he can buy for practically all
U.S. makes a va ri ety of special bolt-on equipment that has been
expressly designed to improve the volumetric effici ency of hi s
converted engine.
Actually the majority of engine modifications for competition
are dire cted at improving the volumetric efficiency. It is the aim
of every racing engine tuner to pack as much gas in his cylinders
as is practically possible. However, for good results it is important
that all these modifications are ca rried out intelligently and that
the correct combination of special equipment is used.
COR RECTING CAM, PORTING & CARBURETION
Call1timing, manifolding, porting, poli shing, etc.. must go hand in
hand for best res ult s. The most significant modification is a specially
ground camshaft with suitably modified valve gear. To get the
most out of our" ca m thc induction system has to blend in wi th it
and in lIlost CJ SCS J special intake lllanifold has to be fitted with two
or morc carburctors or with a fuel injection set-up. In thc majority
of cascs thc intake and exhaust passagcs in the head (or block) will
have to be cnbrgcd to fully utili ze the full possibiliti es of the modi-
fi ed ca m and valve gea r assembly. It is very important that porting
modifications are carried out consistently so that a uniform cross-
sectional area is obtained throughout the length of the passages_
In some types cylinderhead the valves are badly masked in
pockets in the combustion chamber and in many cases flow
characteristics can be materially improved by judicious removal
of excess stock.
Porting (and relieving) is a job that reCJuires skill, exper ience and
knowledge of thc make and typc of engi ne being worked on.
It is our contcntion that-cspeciall y if dras ti c modifi ca tions are
contcmplated-thcsc opcrations arc best left to specialists in this
particular ficld. Incxperience may ruin a completel y sound cylinder-
heCid or block. T'he amount of metal that can be ground away depends
on the WJII thickness of that partielllar area . Excess removal of stock
weakens the structurc and there is also the possibility of cotting
through the water jacket. Also
around thc valves or inside
compress ion rati o is lowcrcd.
remember that if mat eri al is removed
the combustion chamber, that the
Page 27
..
, ;l
! t
. - ;
.0; ..
: J :
-
::
Ii II
"
g
j
.-
7
n
?,
f';
Ii
11
; .
:!
i I
H
joh. In fact, large passages and small valves are a bad combina-
tion which my render the engine inflexible at low speeds. Con-
vcrsch ', the combination of very large valves and an unmatched
(too porting layout is equally as bad, IVhi ch coul ci result
ill pcrform;mcc in ferior to wh;) t wou ld h;)vc becn obtained with the
stock sctup.
'00
,,'\
...,
'"
c..,
",.
...,
'"
I
....
t:i
-'<
"" '-<
";j
"'-l
"0
<:l
....
<:;
S
.;:
0
0
Z
......
>
w
......
.....l
"-l
p::
0
:L:
-<
0
-
z
...... r
If
f-;
-, -
p::
0
p..
Page 28
-
'PORTIN
For STANDARD OR OVERSIZE VALVES
The Old and the New Methods
OLD METHOD:
The large valve pocket shown bored nearly straight down, or at a slight taper, appears seemingly
impressive for increasing fuel flow. Formerl y this was the method employed for this purpose. This is
represented by the black area. While it did increase volumetric efficiency it has proven not nearly
as effective as the new method as shown. In addition many mort hours of machining were required, and
many heads were actually sr. rapped because of the strai ght thru boring leaving thin wall between valve ,
pocket and water jacket .
NEW METHOD:
The new method utilizes the venturi type valve pocket s. In addition the sharp edge of the valve seat
i s blended to fillet radius: This is also shown by ill ustration, represented by black area. In practice this
has proven more e'fficient , and flows more fuel into the combustion chamber. Al so requires less machining
and greatly precludes the possibility of breaking through into the water jacket and sc rapping the heads.
THE SECRET OF ENGINE BUILDING
The secret to building a successful racing engine is clearance f or the cam and valve gear assemb ly.
a good knowledge of stock car engine rebuildi ng, com-
bined wi th the appl ication of just plain common sense.
In addition to the normal rout ine verifications of main
For instan ce when install i ng a racing cam with higher and rod throws for diamet er out -of roundness and taper,
lift and longe( duration it i s imperati ve to increase the
substantiate big end bore of rods for size' and truth;
area in whi ch the valve works, in the form of notched pi ston clearances and pin fi t rod alignment, et c. Fina ll y
pi stons. A careful check must also be made for possible
check actual assembled bear ing clearances with Plasti-
interference of Push Rods, Rocker Arms, Valve Springs,
Guage. These are all common shop practi ces usually
etc., since the stock engine allows on ly a minimum of covered in factory shop engine manual s.
Page 29
.....
THE ISKENDERIAN CROSS-flOW CAMSHAFT
Our new "Cross-Flow" camshafts have been especially designed for
engines with hemispherical combustion chambers (Chrysler products
and Ardun-Ford cylinderheads). We already stressed the fact that this
type cylinderhead is very efficient, allowing the use of very high
compression ratios without res tricting the gasflow around the valves.
Our Cross-Flow grinds have a special contour which utili zes to the
full es t extent the excellent flow characteristi cs inherent in the lateral
valve set-up, in other words permitting the flow area of both valves
to be as effective as is practically possible.
Volumetric efficiency is particularly high in the top rpm range
due to the special scavenging action given by these cams at the
valve overlap period (when the valves are open si multaneously!.
BLOWERS and FORCED INDUCTION DRIVES
EDITOR'S NOTE: A complete discussion on all the ramifications of blower installation would
consume many pages. Since technical details would concern only a comparative few of the
allout competition minded enthusiasts we will confine our information only to the barest
highlights. For those who desire it complete informative literature is available by writing
direct 10 the Iskenderian factory.
SUPERCHARGERS: - A Supercharger, to describe its most basic function, is a
'iron lung' that compresses the air-fuel mixture from the carburetor, compresses it, and
forces it into the intake manifold. Under such pressure it is forced into the cylinder
with each opening of the valve. Although there are several types available, by far the
most popular to dragsters is the Roots type. This is due mainly to availability and
economy. GMC manufacturers this type (6.71) for large deisel engines. They have proven
ideal for dragster installation.
BLOWER DRIVES:-The success of
a supercharger installation, of
course, depends on the assembly
that drives it. Like most new
equipment innovations there have
been a lot of hastily contrived
assemblies made available that
are lacking in anything close to
maximum efficiency, durability and
rigidity. Extreme care should be
exerci sed before selecting any as-
sembly that the unit in mind has
a proven history of satisfactory
service and long life.
Right: An Isky Forced Induction Drive
Assembly for the Chevy 283 type
engine.
Water
Page 30
:r
1Il1ll
.,
( .
Pump PLlUe..
The Poppet Valve
VALVE OPERATING CONDITIONS
The poppet valve is one of the key links in the breathing system of
our engine and it must be treated correctly in order to get top per-
fonnance . Through the years an enormous amount of research has
gone into valve design and valve material s with the res ult that the
modern valve has become extremely tough. And this is just as well
because the valves operate under very unfavorable conditions. The
exhaust valve especially leads a very rugged life. Operating under
extreme heat conditions it usuall y is cherry red and it is truly amazing
that it stands up to the punishment for so long without breaking
down.
VALVE MATERIALS
Exhallst valves arc usually made out of special high alloy and aus-
tcniti c stcel s which retain thcir strength at high tempcraturcs much
bcttcr than normal ca rbon steel s. Extreme heat reduces the tensile
strength which may lead to valve stretch and valve breakage,
especially in our reworked engine where seating loads will be
higher. It is safe to say that the majority of valve failures are
caused by insufficient cooling of the valve. Cooling of thc valvc
always has been a dIfficult problem cspcci all y of the cxhaust va lve.
The intake valve at least rcccivcs <I cool blast cvery timc fr csh mixture
is admitted into the combustion chambcr but the exhaust valvc cloes
not operate under similar conditi ons. It is therefore not surprising
that most valve failurcs occur at thc exhaust end. There are only
two ways through which the valve can dispose of its heat: during
the time that it is seated and through the valve guide.
VALVE CLEARANCE'S EFFECT ON EXHAUST VALVE LIFT
As is well known, exhaust valve head temperature will exceed
1200 F during extended full throttle running. Most of the heat ac-
cumulated by the exhaust valve is transferred to the cylinder head
through the valve seat by convection - a small part is
t o the valve guide by the valve stem - and a small part by radiation
to the atmosphere.
When the engine is run hard enough to create this much heat in
the valve a great deal of expansion takes place in the valve head
and the stem. If the valve should grow more in length than the
clearance allowed it will no longer seat. Once this happens the valve
no longer has any way to get rid of the heat it picks up from the
combustion and exhaust. The valve will burn away completely in a
very short time after it leaves the seat.
Page 31
-'
A well designed racing cam will have sufficiently long clearance
ramps to allow valve settings adequate to prevent the exhaust valves
from losing all their clearance. On engines using superchargers or
nitrated fuels this situation is much worse.
If you regularly have trouble burning exhaust valves it would be
worth while to experiment with wider than nonnal valve clearances.
AUSTENITIC STEELS
All oy steels with a chrome, nickel and manganese content of more
than 30% are usually referred to as austenitic steels. These alloys
offer a high res istence t.() oxidati on at high temperatures and their
tensil e strength also remains high at these temperatures. Disad-
vantages of these alloys are the non-hardenability and the lower
heat conductivity.
The hott est area of the exhaust valve is the fill et or radius where
the stem curves into the val ve head . With stock engines this area
not infrequcntl y attains a tempera ture of 1200 degrees F, but these
tempcratures are far exceeded in hot competiti on engines. The valve
head and valve stem run cooler due to the heat transfer to valve
seat and guide. To promote th is heat transfer it is important to
keep the areas around the valve sea t and the valve guide as cool as
possible. Some Illanufacturcrs fit their cool ing sys tems with water
di st ributing tubes or nozzles to di rect a stream of cooling wa ter to
the criti cal hea t areas. Thcse dcvices should not be tampered with
and if they have been rCllloved for somc reason, makc sure that they
arc re- installed correctl y.
We already menti oned the bct that the intake val ves run much
cool er ;md the normal hardenable carbon stecls arc sa ti sfactoril y used
for th c iMake val ves.
VALVE SEATING FOR RACING
To prevent overheating of the valve, proper seating and the
correct guide fit is important. T hc valvc seat must be wide cnough
to providc sufficient arca for hcat Aow, yet it should not be so wiele
as to offer excess ive resistall ce to the incoming gascs . Therc arc no
hard and fast rul es for racing but the sea t wid th is usuall y held
between .060 and .075 in. for the intakcs and .080-. 100 in. for the
exhausts depending on the 'type of engi nc and the work it is intcnded
to do. Do not go too narrow on the exhaust valve seats with an
engine that has to deliver full power for long periods at a time.
Some engines are fitt ed with hard seat inserts. T hese inserts are
usuall y made of chill ed cast iron or t ool stcel and ca n take a terrifi c
puni shment. However, be sure that they are fitt ed correctl y, beca use
when they come adrift at high speed thcy can create Ill uch havoc,
especiall y in an overhead va Ive engine.
Page 32
SEAT GRINDING
Valve seats and Ydlve heads should be reground with good equip-
ment. Important is the condition of the valve guide since it
positions the pilot of the grinding wheel or cutter. Most L-head
competiti on have their illtake valvc SC<l ts grol1nd at 30 degrees
and the nll ,lll,t \ ,Ji ve scats ,It -+ 5 degrees. Thirty dcgree sea ts arc
l1 suall v cOll sidered to proIl1 otc J bettcr gas Aow ill Lhe<1d cngines.
Some shops prefcr to grind thc \',11 ve head and sca t sli ghtl y diffcrent
angles (so,clllccl interfercnce gri nd) as S11 0\l"Il in thc Jccomp<1 m ing
- r
(; 1i nrii ll t!- nt/res (fllri scats Il t ill t cr-
fererlc(' ({1I!f. / "S is ur/uorli/nl I))' some
enginr } ehlli/ders. Tltl ' illtcrfcrrnrc
ang l e is small (shoilld not (,Icerd 111:
degrees) and srot con tart should
al ways occur at the largest d iamet er.
illustrati on. The angle difference is very small ancI should not exceed
I-I degrees . Contact should always occur at the largest diameter
as shown. Contrary to expectati on, the hea t transfer docs not seem
to be affected and sealing is' considered better because of line-contact.
After the grinding process check the concentricity of the valve
seat relative to its guide, either with a valve seat dial indicator
or with the usual "bluing" method,
VALVE STEM CLEARANCE IN GUIDE
The correct stem to guide clearance is a matter of experi ence. The
manufacturer's specifi cati ons are something to go by but bear in
mind that if an engine has been reworked extensivel y, that it will be
operating under conditions totally di ss imilar to those for whi ch the
st ock valve gear was designed . T oo small a guide clearance will cause
fretting of the valve stem in the guide whi ch may lead to sei zure;
too libera l a cl earance prevents correct sea ting and also impedes heat
transfer. ( Usuall y exhaust valves have guide cl earances of .002- .005 in,
and intake valves somewhat less) , Stem to guide clearances can be
checked with special ball or plug gauges or with a dial indi ca tor as
shown.
THE FUEL MIXTURE-EFFECT ON VALVE LIFE
The fu el mi xture al so is very important for valve life. We all know
that lean mi xtures burn sl ow and that they tend to make the engine
run hot. When hi gh outputs are demanded it is always better to run
Page 33
......
the mi xture a little on the ri ch side. An alcohol burning engine runs
cool which is easy on the val ves. Always remember that fuel is
cheaper than engine parts.
Summarizing: valve reliability can be improved by keeping the
valves and seats as cool as is practi call y possibie. Excessive ru st
formation in the water jackets and steam pockets caused by
stagnant water impede the flow of heat from the metal to the
cooling water, causing local hot spots and di stortio n . Another
important point is using the correct type of head gasket, and always
make sure that the cooling water holes match those of the block
and head . If cooling water nozzles or distributing tubes are used
make sure that they are install ed correctl y and last but not least : the
radiator must be effi cient and of the correct type.
MAXIMUM VALVE EFFICIENCY
The foll owing suggesti ons Ill JY prove helpful in attli ning maximum
gas Aow past the valve. As we already the valve seats should
be as narrow as possible commensurate with reasonable reliability.
Further more, the valve heael should be just ,1 Iittlc larger than the
outer diamctcr of its sca t . III S(lIll C instances it is adva ntageo ll s to
undercut the valve heads. ll owcver this cxpedi ent lllust bc Zl pproached
carefull y to prevent wCl kening the valve undul y. If oversizc valves
arc fitt ed it sometimes pays to open out thc combusti on chambcr
(011 ohv engines) around the vJlve heJd to prevcnt masking or
shrouding of the valve. Relieving of the block is important on Aat-
head engines. Finall y, a 30 degree valve sca t is considered to have
slightl y better gas-Aow characteri stics than a 45 dcgree sea t (especiall y
with L-head engines).
Torque, Horsepower and
Dynamometer Testing
TORQUE AND HORSEPOWER
It may not be out of placc to ha ve a little discussion on the mea ning
of the term "torque" a\ld its true relati onship to the powcr output
of an engine. It has been our experience that there is a lot of con-
fu sion on this score.
Engine output as we all know is expressed in brake horse power
(bhp ) . It is ca ll ed "brake" horse power because it is meJsured by
"braking" the power output shaft ( the crankshaft usuall y) oil a
device called the dynamometer.
Page 34
Without gOll1 g into confusing detail s, let' s state here and now
that torque simply is a force, but always connected with a rotation.
Everything that rotates is produced by torque. Techni call y, torque
is expressed in pound-feet (Ib-ft ) which denotes the turning or
twisting effort exerted about a center of rotati on. If we apply a force
of 30 pounds on the end of a wrench two feet long (say to tighten
a nut ) then we are exerting a torque of 30 x 2 = 60 lb-ft. Thi s is the
way torque wrenches are calibrated.
In the case of an internal combustion engine, the two fac-
tors that determine the horsepower output are torque and rpm.
Mathematicall y this relationship is expressed in the simple for mula:
T x rpm r
HP (r stands for torque) .
Thi s formula indicates that the horsepower output of an engine
is proporti onal to both torque and rpm, whi ch aft er all is onl y logical.
DYNAMOMETER TESTING
All we do when testing an engine for output on a dynamometer is
measure its torque by putting a load on thc output shaft . In doing
this test, the engine is run at full throttle and the dynamometer load
ad justed in such a way to hold the eng inc rpm at the desired fi gure.
(It is important to keep in mind that the engine rpm is governed
purely by the dynamometer load and not by the engine throttlel.
By measuring this full throttl e torque at different speeds, with incre-
ments of, say 500 rpm, an cngine torque curve can be drawn up, and
with the help of our horsepower for mula it is easy to calcul ate and
draw the horsepower curve.
TORQUE AND RPM
The foregoi ng illustrates that torque or rpm as a singl e factor do not
mea n a thing; it is onl y the combinati on of these two factors that
enabl es us to properly evaluate the per formance characteri sti cs of a
given engine. An engine that procl uces a lot of torque at very low
speeds (by gea ring cl own ) may be just as useless for our purpose as an
engine that spins at ast ronomical speeds without having any torque
to spare for propul sion.
If we study the accompanying power output and torque curves
we' ll noti ce that the peak of the torque curve does not coincide with
the peak of the horsepower curve. It should not be too diffi cult to
understand why this is so. We know that the power output is pro
porti onal to both engllle speed and torque. Now if the rate of
increase in rpm overrules the rate of decrease in torque, we
are still gaining and power is still going up. The horsepower peak
is reached whcn the r<lt c of increase in rplll just cancels out thc rate
of decrea se in torq ue.
Page 35
I
I'
! II
WHAT KIND OF TORQUE CURVE
One of the main factors determi ning the n,ltme of the torqlle cune
is the camshaft. A 1l1ild camsh8ft wi ll givc plcnh of pulling pO\I"Cf
(torque ) low dO\vn; a radical call1s1uft wili only perform lIear the
top end .
it al1 depends on the purpose that our engine wi l1 be 115('(1 for as
to lI'il,lt the torquc curve should look like. General1y spelli ng thollgh,
al1 re,111l potent eO!11 petitl on engines should be set up so that the),
develop their 11l8ximum pO\ler nC,Ir the top end , not beGluse we
especial1\' like it that 11,11 but becdllse it is inevitable.
.It is of course ven n icc to set 1I p om engi li e in sll ch ;1 IV<l I so <lS
to have tory lie al1 the W<1; ' dO\Vl1 hut tJIC penal tv we' ll have to con tend
vvith as far <lS the m<lXim1l111 potenti<J1 pOlNCf output is eoncerIled is
so severe that we simplv C<llInot do it. T he sitllation is somewllZlt
different if our goal is just to have ,\ mild street job. An engine that
has to be reasonably tractable in traffic cannot use the out and
out competition cams.
Sun11l1<lri zing, our <ldviee is to go a1l Ollt as far as maxim U111 output
is concerned, such as with ckl gs where ,I hi gh output is required for
onl y a short time. Tn these cases keep the engine spinning ne<lr the
top end where we have power and depend on dexterous gear shifti ng
for fast times. Vic will gbclly advise our customers as to what is the
right ealll shaft for their partie-lIbr neecl.
GENERAL MOTORS TEST 20
;\lthough pl1bli shed hr8ke horsepower and toryue curves of stock
engi nes provide us with a reasonably sound basis for ,lSSessillg the
potenti,Iliti es of <In ellgi ne, or for purposes of c011lp,nisoll. it shoulcl
he borne in 111ind that the test proced ures of the vari ous engi !1e lIlanu-
facturer s arc not eX<letIy a Iike EuropC<1!1 lila nu faetllfers for eX<llllple
arc kn own to be very eonserv<ltive in their publishecl performallee
figures. Some ot her manufacturcrs just test the "bare" engi ne. i.e.
wit hout the LJn. air dClJl er, waterpU111[), generator, 111 II fAer, etc., <l!1cl
their released performance c13t<1 should be judged in that light.
A description of General Motors Test 20 will give an idea <IS to
ho\\ power outpu ts ,Ire l11 easlIfed hI' the worlel's largest lIwnuf,]eturer
of autom ob iles l'hi, tes t 20 is usee! hv Gene ral Motors Division
for their aclvertisecl figures of rnaxinlul;1 horsepower ;mel torqllc.
In tlli s Lcst ' the w,lter Pll 1l1P, distriblltor, cod, generator Z1I1cl fuel
pUlllp ;I re mccl. The dynamo1l1eter test is om at fll l1 throttle \l'ith
the Ci llhllfclm ,ldjllStccl for 111,IXi11lU111 pO\l'er <l1JC1 igu itiol1 <Icljustecl
for hest torqlle. The lll ,llIifolci bClt is off, stock exhaust m,mi -
folc\<; ;Ire used ;md the generator <1 ltbough tUf1ling is not ch<lrging. No
fan or carburetor Jir cleallers ;Ire used.
Page 36
I- j ::;
-I \ I I I 1 1 1
l..l
II
I l/f _ __ _
I I
I: I Vi I I i I
1 1 1 II ::
:":"::':'::':-:::..o.. ..... .. '"
l l .... Of>I
I "' .... IIUI ... _ , .... ...tI on ".
..... "....,....
1 ........ ...... '()f"I .".
_1 c: ..
I-r-r--r--
L
- 1--+ t--t---' ,.
-t---t-i -t I I I H
1---
\--+-1- \- +--1 ,.
r---+----t- -I I I I I I I I
" t-:---+--- 1-.1
.L.'.... '-'
Power and torque cur ves of 1956 CadillacStandard andCadillac Eldo-
rado engines. Test data obtainedaccordingto me/hodsdescribed inlex.'.
'T'1Ic SoelCty of Engineers (SAE) correcti on factor is used so that
bhp and torque readings Jrc eorreetecl to a dry air pressure of 29.92 in.
I11crCLHV and a temperat ure of 600.
In tl;e future, <lli advertised horsepower v,Il ues of General 1\10tors
passenger C<Ir engill es wi ll be the result of Test 20 (gross engine 110rse
power) alld these figures represent a basis of eOlllp,nison of power
u!1i ts ll1anufacturecl hv the Gell eral Corporation.
SKENDER.AN
DYNAMOMETER ANNEX
At Iskenderian Cams
dynamometer testing is a full
time, every day operation.
This constant dedication to
product improvement and
build-up of accumUlative
knowledge is what maintains
our leadership in the field_
NOTE: Out-of-state visitors are
invited to make arrangements
to tour our plant and observe
first hand our mammoth
research program in action.
Page 37
THE FIELD OF CAM DESION
... working up to the POLYDYNE
Basically, the principle of the camshaft is to open and close the valves
in the correct sequence. In the Otto four-cycle this sequence is timed in
relation to the crankshaft and thus the piston. What is being done by the
camshaft is to "trap" the greatest possible weight of airgas mixture in
the cylinder, or to try and approach 100 per cent volumetric efficiency.
Now as everyone knows, nothing starts to move instantaneously, nor stop
instantaneously. This propery of matter is known as inertia. If it were
not for the inertia of the gasair mixture, all engines would be timed to
open intake valves and close exhaust valves at T. D.C., and open exhaust
and close intakes at B.D.C. ; "nd no matter what R.P.M. the engine turned,
100 per cent volumetric efficiency would be attained. Now the average
"hot-rodder" knows that this just does not work. He is well aware of
"supercharging," ramming and is becoming more acquainted with the
camshaft through the educational information furnished him by cam manu-
facturers interested in progress, and not just making money off the "hot-
rodder." He has become aware that the exhaust opens before B.D.C. and
closes after T.D.C. to take advantage of the inertia of the gas-air mixture,
to give greater volumetric efficiency as the R.P.M.'s of the engine increase.
Therefore, he has bought camshafts which gave him the timing he wanted,
or if he did not know, he had faith in the integrity of the cam manu-
facturer, told him his problem, and bought the shaft recommended. Thus,
the application determined the names for some camshafts; i.e., 3/4 race,
full race, and track grinds. The average "hot-rodder" soon learned that
one manufacturer's 3/4 race cam was better than another's, that there
was more to a camshaft than a name. Consequently, the most common
question asked by a "hot-rodder" about a camshaft is, "Is it as good as
an 'Iskenderian' "? This can be answered only o ~ e way- "No"- because
a camshaft cannot be copied from a model cam with a machine that
traces. In order to make a camshaft correctly, the cam is started as a
mathematical expression to which must be added the tolerances allowed
for manufacturing. Thus, with such mathematical expressions as a cycloidal
cam when used for high spet;d camshafts the mathematical contour must
not vary more than .0003" from the true value at the start and at the
top. Therefore, if the cam manufacturer makes a shaft within the tolerance
on the high side, and the "bootlegger" copies this cam, chances are he
wilt add to this tolerance and his final product will have no resemblance
to what he tried to copy. Also, he may remove more stock and the results
would be the same - an inferior camshaft.
What we have discussed will now be brought more into focus in relation
to camshafts. Inertia, which applies to gas flow through the induction sys-
tem, also applies to the camshaft. One instant the valve is seated, the next
instant the valve has started to move. As it moves off the seats it increases
its velocity until it reaches its peak; then it slows down to a stop when it
is fully open. From here it goes through the reverse process of opening
or the process of closing. If in opening, the valve is accelerated too fast
it does not follow the command of 1he cam, but leaves the cam and at a
Page 38
Xli
later period rams back into the cam; this is what we call "float." To
overcome this the accepted practice has been to increase the valve spring
pressure to hold the tappet in contact with the cam at all times. This
worked fairly well, but as spring pressures increased it was soon found
that camshafts and tappets wore out.
The above describes the two conditions that the cam designer must work
to satisfy. The thermodynamic problem of getting the greatest possible
charge of the gas-air mixture into the cylinder to do work on the piston,
and the equally important kinematic condition of holding the valve train
together at the desired R.P.M. range at which the engine is to operate.
The early camshafts used contours which were of two families; the Simple
polynomial and the trigonometric. It was soon found that the trigohometric
curves were superior to the polynomial curves. They gave smoother action
to the valves, were easier to manufacture, gave less vibration, wear,
stresses, nOiss, and tool( less torque to turn. The basic equation for this
family of curves is L = Can
When L= Lift n = any number
C =A constant 6 = the angle in radions
In this family we have the following curves,
1. a straight line n = 1
2. a parabolic or constant acceleration n =2
3. a cubic or constant jerk n = 3
For your information, if you shOUld desire to try any of the above curves
the formulas are given below,
The curves of the trigonometric family are the simple harmonic, which has
a cosine acceleration curve, the cycloidal, which has a sine acceleration
curve, the double harmoni c curve which is composed of the difference
between two simple harmoniC curves, one being onequarter of the amplitude
and twice the frequency of the other, and the elliptical curve. The contour
of the elliptical curve depends on the relationship of the major and minor
axes. As the horizontal axis becomes larger the velocity at the start and
stop become slower. If the horizontal axis is zero the contour is the same
as a straight line. At a ratio of 11,8 the elliptical curve approaches a
parabolic curve.
L. Straight line = h6 = L
B
2. Circula( Arc = H - [H2 -- (Rp e
2
)r
12
L
3. Simple Harmonic =';' (1 - cos n6 = L
B
2n6,1
4. Double Harmonic ~ [(I-COS nBej - 1/4(1 -
cos S)J
L
5. Cycloidal =.!!.(n6- 1/2 sin 2n6) = L
n B B
h maximum lift desired
B cam angle of rotation to give maximum lift, radions
w cam angular velocity, radions/sec.
B- cam angle rotation for tappet lift
H radius of circular arc in inches
R radius of pitch circle in inches
LP Iitt
Page 39
h external load acting on follower, Ibs.
All of these curves, both the polynomial and the trigonometric were used
with the addition of cams composed of circular arcs. Also, combinations of SI initial compression spring force with mass m at zer.o position, lb.
curves were used to overcome the inherent bad characteristics of each. N cam speed, RPM
Some success was obtained, but no completely satisfactory cam design was
yt; I ift of cam, inches. This is not the same as y because of the
accomplished linkage deflection.
I
y lift of valve, inches.
With the advent of the overhead valve engines, more troubles were en-
countered and it was finally realized that besides being a thermodynamic ~ cam angle of rotation for valve lift, y, degrees
and kinematic problem of designing a satisfactory cam, it was also a
Now, when a mass m is subjected to an acceleration such that at any
dynamic problem, which required investigations into the masses, accelera- !
instant
tions, and elasticities of tappets, push-rods, rocker arms, and springs.
d
2
y
Forces =m -2 (1)
Finally, the "Polydyne" cam arrived which combines the polynomial equa
dt
tion with the dynamics of the valve train. This cam recognizes that much
The forces acting are
faulty operation of high speed, highly flexible systems can be attributed to
Main spring force = ksY External load =- L
the difference between what the cam commands the valve to do and what
Linkage force = -kf(Y- Yc) Init ial spring force = -SI
the valve actually does. The difference in action between the cam and
the valve is basically due to elasticity in the valve train; i.e., the com- Substituting in equation (1) gives
ponents act as springs of various stiffnesses. Thus, it cannot be assumed d
2
y
-ksy- L-Sl-kf(y-yc) = m -
that the valve of an automotive valve train has the same movement as the
dt
2
cam profile.
Solving forcam lift,
POLYDYNE CAM
yc = Lf SI kf r kis md
2
.y
In the "Polydyne" cam for the first time we design the cam shape to give
-.- f ~ y,L
(2)
k
f dt2
the desired valve action. This cam system of cam design recognizes that
flexibillity cannot be reduced or eliminated. In equation (2) it is convenient to change the independent variable from
time t to the cam angle B; degrees. Usually the cam profile is given as a
Basic Advantages:
function of angle ~ in the form:
l. By direct means it can el i minate "float". y = f ~ ) inches
2. By direct calculation it provides the only means of controlling the
Or the cam lift i s a function of the angle. Therefore, to find the velocity
exact position of the valve. and acceleration with respect to time,
3. It limits vibrations to minimum amplitudes if run at the design
v - dy/dt =dG/ dt X dy/dG =w(dy/dG) inches/sec.
speed.
and
Primary Detriments:
a =d
2
Y/dt
2
=d
2
G/dt
2
X d
2
Y/c'()2 - w
2
(d
2
Y/do
2
)inches/sec.
2
1. It requires a high accuracy in manufacturing to realize the advan-
tage of the mathematically computed curve. w = cam angular velocity, radians/sec.
2. The mathematical work is momentous and laborious unless a high Substituting w
L
d
L
y/dS
2
for d
2
Y/dt
2
gives
I
speed computer is available to do the mathematical calculat i ons.
d
2
Y/dt
2
=(360)2 ~ ) 2 X (....L)2 x (ID2 x d
2
y/dG2
rev 61:) sec.
In the following, a typi cal example indicating the method of attack estab-
lishing the basic equations for a high-speed cam valve system will be
=360 N2 d
2
y/W
followed through. First, let us determine the flexibility relationship of the =36 N2 y"
tinkage. Any valve train may be divided into the usual dynamic equivalent
Substituting in equation (2) yields the cam lift
system of four parts.
Yc =I. ,L S1 l' kf / ks y';' !ll x 36N
2
y"
l. Compression Spring - to hold the tappet on the cam.
-kf- kf kt
2. An Equivalent Mass at the end of the valve train.
Rewriting,
3_ A Spring representing the combined elasticity of the I'inkage.
Yc = ra -I kry / cy" (3)
4. A Cam.
This you will recognize as the equation used in an ad in "Hot Rod"
The notations used in the calculations are:
magazine. In equation (3) r. = rs / rk == the ramp height, in inches. This
ks spring rate of compression spring, Ibs. /in. is the initial deflection of the valve train to eliminate (1) pteload, and
(2) clearance, so that motion of the valve is impending.
kf =spring rate of follower linkage Ibs./in.
m 12g = equivalent mass at the follower end, Ibs.-sec. ji,n.
rs = L tfSI =initial static deflection of train, inches
w equivalent weight at tappet end, Ibs.
Page41
Page40
\llll
rk =clearance in valve train, inches
kr =Kf ~ f ks =equivalent spring rate ratio of the valve train.
m x 36N2 .
c = k = dynamic constant, degrees
f
Equation (3) may be applied in either of two ways:
1. Having an arbitrary cam profile Yc, the actual motion of the valve
end may be found. This method may be used to investigate exist.
ing cam mechanisms.
2. A suitable valve motion versus cam angle may be assumed, and
the cam profile may be developed to fulfill that motion at the
desired soeed.
Now we \'VIII try to explain some of the terms used in equation (3) in less
mathematical terms : ra = ramp height: The ramp is a small "pre.cam"
and is of critical importance. Its function in height is to compensate for
the deflection of the valve train due to the clearance rk and the static
deflection rs' It is the amount that the cam will deflect the linkage be.
fore the valve moves, opposing the preload in the compression spring
holding the tappet on the cam. In highspeed overhead valve engines with
highly flexible pushrods, the clearance rk is small as compared with the
static deflection rs' The ramp height may be found by measurement on
the actual engine; if a micrometer indicator is put on the valve and an.
other on the tappet and both are set at zero when all mechanical clEar.
ances are taken up by a screw or small hydraulic jack; if you continue
to jack the tappet up until the indicator on the valve indicates motion
you have determined the ramp height due to deflection of the system on
the indicator on the tappet: This is rs' Since the external load is often
constant and the rigidity of the system is made as large as is permis.
sible, the ramp size is primarily a function of the initial spring load.
The second term of equation (3) is the cunstant kr' or the equivalent
spring rate ratio, which is related to the stiffnesses of the valve train
linkage kf' and the load spring k
s
' Every part in the system acts as a
spring of different stiffness. Therefore, the follower linkage spring rate
kf in an engine consists of the sum of many individual springs such as:
the bending of pushrods and rocker arm shafts, the deflection and twisting
of rocker arms, the deflection of bearings, and the deflection of cam and
tappet surfaces.
The most convenient and accurate method for determining the overall
value of k
f
is by measurement on the actual engine. This can be done
by loading the system and accurately observing the deflection with a
micrometer indicator. These values when plotted approximate a straight
line. The spring rate kf equals the slope of the plotted line. The compres.
sion spring rigidity ks' may easily be found from the spring manufacturer
or from engine manufacturers' service manuals.
The last part of equation (3) contains the dynamic constant- c:
c = 36 kf
m
- N
2
which can be rewritten as
\'V 2
c = .093 ifN
where w = equivalent weight at follower end, Ibs.
Page42
In this respect we must consider the effect of the rocker arm ratio on
the equivalent weight. This weight w mayor may not be the total weight
of the members. The following are suggestions for finding the equivalent
weight W: For long thin pushrods that act as springs and actual com
pression springs, we do not use their weights directly. Theory has shown
that about onethird of their actual weight is effective. This is because
flexibility prevents all the mass from being accelerated at the same rate.
Thus, the acceleration wave does not affect the other twothirds of the
weight.
Almost all v, our present engines use rocker-arms to multiply tne action
ofthe cani. This influences the cam design. A lever with unequal arms
has its effective weight inversely related to the square of its lever arm
ratio. If we have a rocker arm wittt arms d'l and d2, the follower veloci
ties VI and V
2
, and a weight w, to be referred to the valve end. The
kinetic energy of weight WI is:
V
2
KE =-1.. ~
. ? g 1
This must equal tne kinetic energy of the equivalent weight on the valve
end.
v
2
KE
-.l.. w
. - 2 g 2
Equating gives: w WI ( : ~ ) 2 WI V
2
the equivalent weight
where V = rocker arm ratio
Now that we have explained how the "Polydyne" t:4tJatlon IS arrived at,
what the terms in the equation mean, and how to obtain them, we will
try and explai n how to use it. Equation (3) is the equation for cam lift:
Yc = ra / kry / cy" (3)
Differentiating with respect to 0, yields for the cam,
Velocity yc' = kry' / cy'" (4)
Acceleration = yc" ="krY / cyIV (5)
The first four derivatives of the follower motion equation. y =f (0) must
be continuous functions. This is required. since we desire to maintain con
tinuity of the cam profile Yc . velocity Yc. and acr.eleration Yc" . Equation
(5) shows that the cam acceleration y", is a function of the fourth deriva
tive of the follower motion. ylV. Thus, combinations of basic curves can
not be used, since they are discontinuous in these higher derivatives.
However, polynomial equations are feasible. These equations may be used
to fulfill continuity in any derivative Simply by adding power parts to the
fundamental equation.
Cn9
fl
y = Co / C1sZ / C3e3 /
Thus. the procedure for design of a "Polydyne" cam is as follows:
1. I,;hoose a poiynomial equation, y = f ~ ) with proper control at
the end points.
2. Establisn the valve system flexibility relationship. using equation
(3).
3. Combine (1) and (2). plot displacement. velocity, and acceleration
curves of both the cam and the valve end to check the reasonable
ness of the choice of the polynomial in (1).
Page43
Theoretically, if we run the " Polydyne" cam system at the designed speed,
the action will have no vibrations. Thus, a cam could be designed for
engine speeds of 10, 20, or 30 thousand R.P.M.'s and thf valves woulCl
not "float." Actually, small amplitude vibrations (at the natural fre-
quency of the system) are evident in operation. These may be due to
the surface i naccuracies, and the application of the external load.
'II
If t he 4-5-6-7 po lynomi al were used in it s simplest form for a cam design
the equation would be:
LI FT = 1-35&4 -f 84&5 - 70ai t- 20(17
VELOCITY = 140tP + 4200
4
- + 140&6
ACCELERATION = 420&,2 -f Ibl:SOeJ - 210e
5
+ 8400
5
JERKS = 840&+ 50409'2 - 8400e3 --f 42000
4
Each of these eq uat ions would have to be solved for each degree that the
cam profile moves the valve train . Assuming a cam of 280
0
duration with a
ram p of of crank travel. each of the se equations would have to be 30
0
solved 85 times. Therefore, you can see why it i s next to impossible to
design these cam s without the aid of a computer. Al so, in internal com.
bustion engines t he expone nt s are much hi ghe r t han t hose of the equations
we have in the 45-67 polynomial listed above . Th ey are more likely to be
2738-29-30. Now anyone knows how l aborious it i s to multiply the same
number by itself 30 time s even when it i s le ss t han 10. Just think
how laborious it would be if the number were such as 126.
In conclusion it is obvious from the preceding explanation that a great
deal of hard detailed work is necessa ry to design the proper cam for some
specific need of an engine. It is also self evi dent that it is impossible
to copy these profiles accurately unl ess the original mathematical opera-
tions are known. Furthermore the camshaft grinding equipment must be
the very finest and most accurate in order to produce the close tolerances
required to make a polydyne camshaft,
The mat hemati cal solutions required in optimiZed cam desi gn are so
laborious that an elect roni c computor is necessary to achieve an accurate
soluti on. It has been conservatively esti mated that an optimized cam
design solution requires about 150,000 to 200,000 arithmetic ca l culations.
With a desk ca l culat or these would take about 75 man month s.
THE POLYDYNE PROFILES ARE BEING INCORPORATED INTO ALL
ISK ENDERIAN CAMS.
I"
Page 44
HOW TO DETERMINE TDC ACCURATELY
(See following page for working procedure)
The correct determination of top dead center (TDC) of t h e engine
is the starting point of all timing procedures and it is therefore
very important tha t w e locate this point with the utmost accuracy.
Due to the fact that pi ston movement is very slight with respect t o
crank rohl ti on at TDC, it is very casy to miss this point hy a few
degrees if speelal care is not taken.
T wo important itcms that have to be uscd in thi s proceclure arc J
dial indi cat or and ,1Il accurate degree pbte (al so c lllcd timing di sc) .
The degrec pla te should be accurat ely b stelled to the front of the
crank in such a way that it is concentric with the centerlill c of the
crank . \\ 'c al so have to have a stationary pointer (a sturdy metal strip
or hCl v\ wire ) v.:hi ch must be securely bolted t o a conve ni ent pbce
on the c\'ll1l clcrbl ock.
Now l'nOUJ1t th e dial indicator to a evlindcrhead stud in sll eh a
wa y that the indicator stelll point res t ve;ti ealh' on the center of tile
piston crown. The dial indicat or should bc Ijositioned \() th;lt the
indi cator hand moves through approxim<ltely .025 in . when the pis ton
rocks through top clead center.
To turn the crankshaft over with an even steady movement use
a long wrench . Al w:1VS turn thc crank III the llOrtlJal directi on of
rotation (cl ockwise se'en frOIll thc front ). Now we let the PistOl]
COlll C up slowly at the S;] lll e t ime 10<]cl1ng the with our thumb
to eliminate the effect of the journal to hearing cle;] ],'lncc. Let the
pi ston come up all the way until we reach what wc gucss to be accu-
rate TDC }\t this point with the er:lllk st;ltion<1ry 11lOlC pointer or
degree pl ate so that the pointer indi cates TDC on the degree plate.
Now we rotat e the crank one 111 0re complet e revoluti on (<J t the
same tllne keeping the pi ston loaclecl) hut stop the rotation when
the indi ca tor reael s .020 ill . below wklt we es tilll ;ltcd to he correct
TDC. Let' s aSSU11l e th:lt at thi s point the degree pl:J te reacls 10
degrees before TOe. Continll c on slowly OIer the "cres t" at the
SClIlle time keeping the piston IO:lded ;l11d stop " hen the dial incli-
cator aga in reads .020 in . below TOe. If our es ti lllate of TDC ll as
been correct the degree plat c should read 10 degrees aft er TDC. If
it docs not , we iwve lll ade an error and ".:e' ll ha\e to try <lg3i n.
SPlIT DIFFERENCE OF READINGS
The hest correcti on met hod is to , plit the difference ill degree reael-
ings bv either bending thc pointer or mOVI ng the degree plate. Aft er
a few tri es foll owing the ,lhove procedure we should :mi vc at id enti cal
readings on the degree pbfe with .020 in. dial indi ca tor re<ldings
before and aft er TDC. This means that we have now determined
absolute TDC winch is when the pointer eOlll cicles with th e a mark
on the degree pbte.
Page 45
How To Find
...
ABSOLUTE TOP DEAD CENTER
It is a common error to miss top dead center (T.D.C,) by a few degrees due to the piston
dwell at this point. Inasmuch as this inacc uracy will substant ially affect subsequent timing,
the following procedure is suggested to correct this error.
1. Mount degree wheel or degree plate on the front of the rrankshaft. Now bolt a station-
ary pointer on the cylinder block. (See illustration.)
Pointer can be made of metal strip or heavy wire.
Dial Indicator
,.
"
/
Degree Plate
2. Mount adial indicator securely to the cylinder block. Now adjust dial so that at maximum
piston rise the indicator sweep hand travels through approx. ,025" of movement. The
dial indicator contact point should rest on the center of the piston.
3. Now to turn crankshaft over use a long handle wrench or lever so as to get an
steady movement- and not a jerky motion. Sometimes a round steel bar can be inserted
into the crankshaf t balancing holes to rotate the crankshaft. The crankshaft should
always be rotated in the normal running direction.
4. Holding your thumb down on No. 1 piston (to eliminate all lash) come up slowly to
T.D.C, until you reach what you guess to be the middle of T.D.C. dwell. Set your sta-
tionary pointer at T.D.C. on the degree plate.
5. Now rotate one more revolution and thi s time on the way up to T,D.C. stop
exactly .020" (d ial indicator reading) below the maximum piston travel which is T.D.C.
For example, say it reads 10 degrees before T,D,C, Continue slowly on up to T.D.C.
over the hump and down the other si de, keeping thumb firmly on piston. Watch dial
indi cator closely, and when it reads exactly .020" down from T,D,C., stop and note
reading on degree plate. If you have a perfectly split overlap it should read 10 degrees
after T.D.C. If it doesn't you have not hit T.D.C. exactly and must try again.
Making Corrections:
Split the difference (your error in degrees) by either bending the pointer sl ightly or moving
the degree plat e radially on the crankshaft. After you have made the adjustment come
around with the crankshaft as before, stoppi ng .020" below each side of T.D.C. When you get
exactly the same degree readings .020" below each side of T.D.C, you have found absolute
top dead center.
Page46
....
Procedure For
CheckingValve Overlap
Without Dial Indicator
or Degree Plate
Sometimes an occasion arises where it is necessary to make a spot check valve timing and
no appropriate equipment is available. The following is a good procedure to follow in
such case's,
Note: Although the following procedure pertains to Chevrolet engines it can also be applied
in checking nearly any flat-head or OHV engine.
PROCEDURE:
1. Insert the camshaft and mesh the timing gears on the stock marks. Bolt the bronze
thrust flange to the cy linder block. Do not, as yet, install the gear cover.
2. Using a long wrench or lever turn the over in the normal running direction. Use
enough leverage so that you get an even, steady movement instead of a jerky motion.
Rotate until the intake and exhaust valves on No. 1 cylinder are in the overlap position
(bot h valves opened slightly). Stop exactly on top dead center (T,D,C.) which is marked UC
on the flywheel. You are now exactly on T.D C" with the intake and exhaust valves opened
slightl y.
3. Take screwdriver and box wrench and loosen the rocker arm adjusting screws until the
intake and exhaust valves are just barely closed. Lock the tappet adjustment sc rew so
that the intake and exhaust valves are at exactly zero clearance.
4. Now turn the engine over again exactly one turn at the crankshaft to UC on the flywheel.
You are now at T.D.C, on the compression or firing stroke,
5. Deter mine the amount of gap between valve stems and rocker arms on intake and
ex haust valves as this will give you the actual amount of valve opening at T.D.C. at overlap
time (less, of course, tappet setting). To accurately measure thi s gap use regular feeler
gauges of various thicknesses added together. Compute total amount of gap and record on a
piece of paper. If the amount of gap on intake and exhaust is exactly the same you have
an exactly split overlap. However, if they are within about .005" of being identical this
could be considered close enough for asplit overlap.
EXAMPLE % CAM
Advanced Cam Position:
If your intake happens to come out with .050" gap and the exhaust with say .020" gap,
your cam is in an advance position. In this position the cam will produce more low speed
power or torque. However, there will be a subsequent loss of power at high RPM.
Retarded Cam Position:
If, on the other hand, the intake came out with .020" gap and the exhaust at .050" your
cam is in a retarded position. In this position there will be some loss in low speed torque
and power and some subsequent gain in high speed power.
Split Overlap:
If intake and exhaust gap comes out exactly even or within .005" of each other you have
a split overlap, Generally speaking all racing cams run best in the split overlap position.
While there are exceptions to this rule it is usually best of all around performance.
Page47
POSITIVE STOP METHOD OF FINDING Tee
Another convcni ent method of finding TOC can be performed as
foll ows : as in the previous method affix the degree plate onto the
crankshaft but not necessaril y to what we est imated to be T OC.
The ncxt thing we' ll take is <l rigid strip of steel (about seven
inches long) in wh ich thrce holes are drill ed. This strip is pl aced
Positive Stop method
of findin g lop dead center.
across the center of one of thc cylindcr bores and bolted to a head
stud on each end of the cylinder bore. The accompanying illustration
shows the simple sct-up of this method. It is important to use a ri gid
piece of stcel (or angle iron ) that wi ll not bend when it is struck by
the piston.
Rotatc the cr<l nkshaft slowl y in a cl ockwise direction until the
piston crown lightl y strikes the centcr bolt head. Notc the reading
on the degrce plate. Now rotate thc crankshaft in a counter-clockwise
directi on until the piston again st rikes the bolthead. Again ca refull y
note the reading on thc degrce plate. TDC should be exactly half-
way between our two readings: in other words, if the angle
between the two stops as indicated on the degree plate is 70
degrees , exact TDC is at 35 degrees from either stop. Now re-loeate
thc poi nter or the degrec platc to the halfway mark, whiehevcr is
more convenient. After this re-adjustment, double-check T OC by
again going through the routine outlined above.
Page 48
Top Tuners Tips
You Must Know Your Spark Lead
KNOW YOUR SPARK LEAD
We have just di scusscd the procedurc of finding absolute TOC of
our engine which as we poi ntcd out is the star ting point of all our
timing proced ures. Equall y impor tant is correct ignition ti mi ng. The
only way to accurately determine the exact spark timing is on the
engine itself. In th is way we can compensa tc for slack in the di s-
tributor drivc trai n, errors in keyway loca ti on and discrcpa ncies in
the distributor itself.
Spark adva nec should be checked on the enginc undcr actual
operating conditions and a very wor thwhile instrument is a Neon
Timing Light of which scveral exccllent typcs arc markctcd.
Our starting point is the timing Ill ark on fl ywhcel or pull ey for
ahsolute TOC and thc poin ter boltcd to the bl ock. The next t hing
to do is to calibrate thc pulley. Although ca librated pulle\ s can bc
bought, a stock pull cy is vcry easily calibratcd by t hc si mple procedu re
we are about to dcscribe and it probabl y wil) be more \Vith
a stccl tapc thc cireumferencc of our pulley is carefull y mcasurcd. Say
it meas urcs 18 inches . For the igniti on tillling marks wc di vide the
circle in 36 cqllal parts. Since a complete ci rcle contains 360 degrees
caeh 1/36 scgment represents an angle of 10 degrecs eorr('sponding
wit h in. on the pulley circumfcrcnee. This mcans that when the
pu li e)' is tu rned Yz in . wi th rcspect to thc sta ti ona ry poin ter, tli e
crankshaft has been rotated th rough an angle of 10 degrees.
Thc ignition timing ma rks arc now lightl y scratched in on the pulley
rim Y:; ill . apar t star ting fr 0 1l1 the mark that represents TOe. Make
sure to make the ignition marks on the "advanced" side of the
TDC mark or to the right of TDC looking at the nose of the crank-
shaft . l\/fakc certain that the marks arc accurate ancl if thc), have been
double-checked, permanent indentati ons ca n bc lll ade with a three
eorncrcd fi le.
It is of coursc not necessa ry to mark thc whole eircumferencc of
thc pull ey; 50 degrees before TOC is suffi cient as fa r as ign iti on
timing marks arc conccrn ecl . Paint in the grooves with whi te pa int
and m,nk piston T DC v.ith rcel paillt for casy iclcnt ifi cc1 ti on.
When the engine is rullning thc spark ,1cll'anee em be eheekcd by
mca ns of the Ncon T imi ng Light. The whi te 10 degree sp<nk cali-
br,l t ion n];lrks will st.ll1d out vcry vi\'idly when the neon light flas hcs
(Timing li ght should bc connccted to No. 1 plug wire).
Page 49
....
Top Tuners T i p ~
Thc 8clv;l11 tage of fol1 owing the procedurc outl incd above is t hat
our 110lllC-1l1<Jde pullcv IS act uall y " t8ilorecl " to thc cngine It li 8S to
work wi th and thc cffects of slack in thc distributor drive and other
possible in8cclH;]cics h;] vc all bccn clilllinatccJ .
Another acl v8ntagc is tlwt in thc C\'Cllt of <l di str ibutor or magneto
failmc at thc racctrack YOll could changc tll C d istr ibutor or lllagil cto
;]ncl rctime to the correct tilll ing in J fcw 1l1 inutes.
Checking a Cam in the Engine
CHECKING A CAM
All our cams are supplied with an attached cam timing diagram. W e
earnestly advise to carefully check the timing aft er installation to
make sure that the camshaft has been correctly install ed. It is of vital
importance that the camshaft is checked with the recommended
val ve clearances. The timing is very much bound up with the valve
clearance and the timing will deviate fr om the timing diagram if
valve lash is not adjusted to our specifi ca tions.
To check the timing we need our degree pl ate (or timing di sc) and
a dial indi cat or. With our mark for absolute TDC as a starting
point we can make accurate valve timing checks.
Put the degree plate in positi on so that its 0 mark coincides with
TDC mark. T o establi sh correctly the exact instan t the valve is
lifted from its sea t we' ll have to fi x a dial indi cator either to the
cylinder biock or to the cylinder head. In the case of a fl at-head
engine the gauge is affixed to the block and the indicator stem con-
tacts the valve head directl y. With an overhead valve engine the
indicator stem should contact the valve spring retainer (in the
latter case the valve is moving away from the dial indicator stem,
so adjustments have to be made accordingly).
For accurate readings it is important that the indica tor stem runs
paral1el to the valve stem. With the valves adjusted to the recom-
mended cl earances we can now check the valve timing by slowl y
turning the crankshaft while observing the degree plate and the dial
indi cator.
ELIMINATE SLACK IN CAMSHAFT DRIVE
It is important to bear in mind that the valve timing is checked
against degrees of crankshaft rotati on, and to nullify the effect of
lash in the camshaft drive (timing gears or chain and sprockets'
Page 50
Top Tuners Tips
on the readings, always turn the crankshaft steadily in the normal
direction of rotation. In case a reading is missed, turn the crankshaft
back far enough so tha t all slack has been taken up by the time a
subsequent reading can be taken.
ALWAYS CHECK OPENING AND CLOSING OF THE VALVE
If thc ca mshaft has been correctl y install ed and valves are set to our
recommcndcd clea ra nces the camshaft should check out as per our
timing di agr'lm. It is important to check both the opening and clos-
ing of thc valves. So, do not as yet move the camshaft with respect
to the crankshaft if the timing does not seem to check out on the
opening of the valve, but check the closing of the valve also.
And if thcrc secms t o be a d iscrepancy carefull y check the valve
clearanccs ( with thc ca m foll owers on the base circle ) before readjust-
ing the ca mshaft in relati on to the crankshaft .
NOT E: Clearances are often quoted as either Checking Clearance or Rttnning
Clearance. To avoid confusion and error [sky Timing Tags list only Checking
Cleamnces.
DRAWING THE VALVE LIFT CURVE
With thc sa mc sct-up we ca n draw a va lve lift cllFe on graph paper.
Degrees of crankshaft rotati on are shown Oil the horizontal axi s, and
the valvc lift in t housandths of an inch on the verti cal axis. A graph
can bc drawn by pl otting a suffi cient number of points, so we check
thc valve lift for every 5 degrees of crankshaft rotation, putting dots
on t he paper in the appropri ate pl aces. After the cycle has been com-
pletcd a continuous curve can be drawn freely through all the dots.
. ! : ! ~ : ;! ; t:. ! : ; : : ! .
Page 51
VALVE LASH AN D VALVE TIMING
If the behavior of the engine indicates that th e valve timing is too
long (for a parti cula r competition event ) it is entirel y possible to
calm the timing cl own a little bit by increasing the vdlve lash. T hi s
has a twofold effect: in the first place it "shortcns" thc timing
(less duration) and secondly, it slightl y speeds up the valvc action
(quicker lift ).
HYPOTHETICAL OHV ENGINE
WRONG CORRECT
I }-==-
Ij?
100
1
.. ,l...
j/ 1
.,4.-
I
L: 0000
3-
..
izsol l 4'"
<I::
200)\-1- -t--t-:
i
l50
Maximum area under the horsepower curve operating range graphs,
MAXIMUM PERFORMANCE REQUIRES A HIGH SPEED CAMSHAFT
We already pointed out that for ser ious competition our engine must
be set up in such a way that ma ximum power dnd torque is developed
at the top end , and that the correct ge;1f shifting techniquc mllst be
acquired to utili ze to the full the power that our cnginc is capable of
supplying, For exa mple, if a certain distance has to be covered in
the possible time from a standing star t (a % mi le drag for
instance), not onl y qui ek gearshifting is imperati ve, but more impor-
tant still , these shifts shoul d be made at the corrcet rplll points.
The only way to finel out the correct shifting points is by makill g
the actual runs and to time them wi th an aceuratc stop wa tch to finel
the shortest eldpsed time. A common mistake made by many com-
petition drivers is that they do not give the engine a chance to spin
and develop its maximum horsepower. l'vlany drivers rcv thcir enginc
onl y to the peak of the power curve, and although it is truc that the
rpm corresponding with thi s peak rcpresents tll c maximum power out-
put of the engine, the subsequent shift into the higher gear drops the
Page 52
rpm so low that nowhere ncar the maximum power output is devel-
opcd ill this gea r and consequently deceleration sllffers.
We recommend to let the engine run up sli ghtl y over the peak of
th e power curve (15 % to 20 %, depending on the spacing of the
gear ratios in the transmi ssi on) before upshifting into the next gear.
Of course. power docs b ll off a hit whcn we go ovcr the peJk, but at
1e,Ist we will be pbcecl right in the curve for 1I1 JxilllUlll perforll)Jnee
in the next gea r whicll \vill then give ll1dXilll1l11l accelerati on.
Generally speaking, when shifting gears for maximum perform-
a nce we should always endeavor to keep the a rea under the horse-
power curve . Dupli cating the dho\e procedure 011 the JetuJI track
\\ 'i1l thell en;lh1c us to ll se the 1l1:IXillllllll ava ilable horsepower for
;lCeclera tion.
SELECT THE CORRECT REAR END RATIO
i\lI otIJ er very illlportmt fJ ctor ill allv compctition event, whether it
is ,I dr,lg or A;lt -ou t speed evellt, is the eorrcct re n end wtio. In mile
drags f( ir ill st:lll cc, the axle ratio must be sclected so tll;]t the car
screams over the filli sh line-prcferabl\' ill cJireet dri ve- with a top
rpm I S':;:-;, to 20'1( over the peak speed for 11 l<I xi III lllll blip,
Juggling Tappet Clearance
THE EFFECTS OF ALTERING VALVE LASH
The possibility of alteri ng the va lve timing by varying the tappet
clearance is a great help for those competi tors who ore engaged
in a heavy racing schedule. It would be highl y impraetic<J1 when
r;lcing ,cveral ni ghts a wcek on wi el ely di ff ering tracks to have to
Ch:lllgC e;J l1I slwfts to suit all )' p<Jrticll lar cour,c,
The foll owing eXJ Illple will illust rate the cff ect of tJppe t clearJ ncc
on the til1ling. Suppose we have <J cnnshaft giving a timing of
3S, 3::; ,mel 75,75 with J tappet cleJr;lnee of ,018 in., as shown in the
accolllp;Jll yinf; di agram, T his eJIll would opcn the intake valve at 35
degrees before 'fOC ;mel close it 75 degrees <lfter BDC, givi ng a vJ lve
dllr:1ti Oll of 290 degrees.
Page 53
....
TopTunersTips
The exhaust valve would open 75 degrees before BOC and close
35 degreesafter TOC, also having a duration of 290 degrees.Thisset-
ting then would give a "long" timing with a 70degree valve overlap.
Thecharacteri sti cs of thi s cam with the above setting would be: high
torque and bhp in the top range; less torque in the lower speeds, and
quiet tappets. This camshaft would be suitable for long, fast and sli ck
tracks where high speed is most important. I t could also be used for
drags if we remember to keep the engine high up in the speed range.
INCREASING TAPPET CLEARANCE SHORTENS THE TIMING
Should we desire to "shorten" the timing a little, we could open up
thevalve lash to say .025 in.,which would give thecam in ourexample
a timing of 30, 30 and 70, 70 as shown in the illustration. Thisad;ust-
T/!C
',,""IKE E){HAi/ST
, TDe
INTAkE EXHAusr
OPENS
CLOSES
OPENS CLOSES
EXIUWST
"XHAUST
OPENS
opeNS
.018,-" r "lPPET
. i" TAJ>PFr
soc CLEARANCE
CLE"" "NCE
BDC
ment has shortened the duration of the cam to 280degrees and the
overlap to 60 degrees. Theoretically there issomeloss ofvalve lift (on
account of increased valve lash) but the inAuence of this is so slight
that it can be neglected for practical purposes, and it is partly offset
by the qui cker valve action . The characteristics of this setting would
be: less torque and bhp in the top range, but more torque in the
lower speeds, resulting in a more fle xible engine.
Using wider clearance than specified will also cause the point
of the valve float to occur at a lower rpm. Care must be taken that
the engineis not run to the pointof valve float. There will be some
tappet noise. This setting is recommended on a heavy dirt track
and on short tracks where good lugging power is required out of
tightcorners. Theincreasedclearances are harderon the valve gear
but will not be harmful providing that it is not overdone.
Summarizing: altering the tappet clearance in the main has a
twofold effect: firstly a variation of duration of valve opening and
secondly,a variation ofthe rateofvalve lift. ( Wealreadymentioned
that the very small variation in actual valve lift can be neglected.)
Page54
VALVE TIMING
for TOP
PERFORMANCE
Sig Erson, shop foreman at Iskenderian
Racing Cams in Inglewood, Calif., denio
onstrating the correct way to chec k the
valve timing of Chevrolet va engine.
Valve timing checks aren't too difficult
to do but they must be made right if
they are to be of any value.
NOTE: Prior to wr iti ng t his article Don Francisco spen t considerable time in our plant , working in close co-
operat ion with members of our staff. Art icle
H
ot rodders who know enough about
engines to be ahle to take them apart
and them correctl y know
that valve timing is important to the way
an engine will run, Ho\\"ever, anyone who
would het tha t ninety-nine perc ent of the
fellows in this group don't know how to
accura t ely check the va ll'e timing of thcir
engines would have an excellent chance
of taking horne t he lool.
The purpose of checking \'a lve ti ming
is to dctermine whether the camshaft is
install ed in its co rrect relationship with
the crankshaft. When this relationshi p is
co rrecl. the a rea unde r the lift cUn'e, of
the vaIves will be timed correctl y with
lhe displacement curves of the cylinders.
/'.. lift curvc for a valve is ma de by pl ot-
ting on graph paper the position of its
hcad in thousa ndths of an in ch liit off
its sea l per deg ree of cranksh:lfl rO(;1lion ,
A di splacement cune ior a cylinder is
plotted in the sa me manne r but it in voh"es
movement of the piston in thousa ndths
of an inch pe r degrce of crankshaft rota-
lion, \Vhen the vahes are limed correct ly,
the lines of the t\\'o curves will coincide
at the correct point s when onc- cun'e is
s upe rimposed on the ot her.
Valve timing vari es for diffe rent cam
grinds but a large percentage of grinds
are design ed to pro\ide "splil ovcrl ap.
O\"erlap is the number of crankshaft de
grees of rot ati on the intake a nd exhaust
vahes for a specifi c cylinder a re open at
the same time a t the cnd of exhaust
st rokes, O"erlap is split when the intake
\' alve opens thc samc number of degrees
before topdead center piston position tha t
the exhaus l val ve closes aftc r top dead
cenler. When the numher of degrees t he
intake "ah"e opens before top center is
was reproduced in full in HOT ROD MAGAZINE.
grealer t han the number of degrees al
whi ch the exhaust ,ahe closes. t he timing
is said to be advanced. When the number
of degrees at which the intake valve opens
is less than the number of degrees at
whi ch the exh8ust valve closes, t he tim-
ing of the ellgine is sa id to be retarded,
An cxception to the split timing condi-
tion described would be when the "dura-
tion' o f the intake a nd exhaust va lves
differ. Duration is the number of deg rees
of crankshaft rotat ion a valve is open
for each of its cycles. Camsha fts ground
to provide uncqual durati on a re call ed
" twopat t e rn " shafts . Methods of COI11 -
paring Ihe dural ion of the intake and
exha ust va lves in a n engine for val ve
timing purposes and det ermining the splil
overbp position for a t,,o-pattern cam-
sha ft are described later.
One reasonvalve timing ha s an inl1uence
on an enJ;incs performance is its effect
on thc ' reve rse pUl11ping action" in the
engi ne's cylinders at the beginning of
comprcssion st rokes. Because an inta ke
valve closes after its piston has st a rt ed
its compress ion st roke. some .o f the ires h
iue l an d a ir mixtu re that was ind ucted
into the cylinder on the preceding intake
stroke is forced out of the cylinder past
the open v al ve. The closing time of lhe
intake va lve becomes. therefo re. one of
the factors that determines thequantity of
fresh mixture in a cylindcr when the va lve
closes. Increasing the q ua ntity of mixt ure
raises and combust ion pres-
sures and decreasing it lo\\'ers the p res
sures. An engine's torque a nd horsepower
outputs a re dependenl on these pressures;
they ri se an d fall as the press ures ri se
and fall.
Page 55
.....
Above lett: Dial .i ndicator can be used instead of positive StOP for finding
top cent er piston pOSi ti on. Care must be ex erci sed. Not recommended for
amateur mechanics.
Above Right : Tool made from a spark plug and screwed Into one of the
plug holes can be used as piston stop when a head is on the engine.
From the explanation ot the effects of
reverse pumping act ion one might con-
clude that an engine would deli ver its
maximum torque and horsepower out-
puts when it had a ca mshaft that closed
its intake valves preci sely at the end of
in take strokes. This is not true. Although
such a camshaft would provide good low-
speed performance, performance at high
cranksha ft speeds would be limited by the
inabi l it y of the cylinders to take advan-
tage of the inerti a bui lt up in their in-
take passages during intake st rokes. If
the intake valve cl osing time is delayed,
t his iner tia will cont inue to force fresh
mixture into the cyl inders after the
pi stons have started their C-<Jmpression
strokes. Wha t this amounts to is tha t a
cam grind ideal for best low-speed per-
formance isn't ideal for best high-speed
performa nce. A compromise must be ac-
cepted so that performance will be sati s-
fact ory at a ll engine speeds.
Split overla p is a good place to start
wit h a ny regroun d camsha ft. unless the
man who ground the shaft specifi call y
stotes t hat the should be other wise.
For some cond it ions it may be possible
to improve engi ne performance by ad-
vancing or retarding the camshaft gor 10
crankshaft degrees from it s split timing
posit ion.
Advanci ng a ca mshaft reduces the re-
verse pumping action in the cy lin ders by
closing the intake valves earl ier. The re-
sult is hi ghe r engine torque a t low crank-
sha ft speeds but lower torque at hi gh
crankshaft speeds. However, it isn't un-
usual for adva nced timing to benefi t low-
speed performa nce so much in comparison
to the loss at high speed that the overall
The foundation of accurat e timing checks is the correct instal Finding top dead center position of
lat ion of degree wheelan the engine's crankShaft. Wheel shown piston with aid of simpl e tool that
here is designed to attach to shaft's pulley damper assembl y. can be made in few minutes from
Poi nt er is a temporary one that Is secured by a convenient bolt. odds and ends of metal.
......
Page 56
performance becomes better.
Advanced valve timing wilt often enable
a hotter, or cam grind to be used
than could be used with normal t imi ng.
The effect here is for the advancing to
close the intake valves earlier than they
would wit h split overlap, thereby bringing
low-speed performance within satisfactory
li mits, whil e a t the same time a ll owi ng
t hem to close late enough for the engine
to perform better at high speeds than it
would with a milder cam.
Retarded valve timing is often of bene-
fit in a n engi ne that has too much low
speed torque for track racing or a similar
appli (ati on. Its effect is to increase the
reverse pumping action in t he cyl in ders
by closing the intake valves later than
they would nonnal ly. This lowers com-
pression and combustion pressures, with a
resu ltant drop in torq ue output and det-
onat ion tendencies. Retarded va lve tim ing
is of t en of 8dvantage in ;; supe rch;Jrgcd
engine t hat has more intake manifold
boost that i t ca n use. The result is lower
compression press ures and reduced' deL-
onat ion tendenries.
Timing figu res supplied wit h reground
camshafts don't ha\'e any prac ti cal use
ot her tha n poss ibl y to identify the sha fts.
They can't be used for accurate timing
checks nOr are they of any value for com-
pa ring one grind with another. They
be used for timing checks be-
cause the tappet for a valve that is just
openi ng or closing is on one of the c1ear-
"nce ramps of it, cam. A tappet on a
clearance ramp moves so little for each
degree of cra nks haft rot ation that it is
difJicuit to obtain accu rate cra nkshaft and
tappet movement readings.
Another type of tool that is used Tn con
junct ion with a degree wheel in finding top
dead ce nt er pi ston position. Anything that
will act as a positive stop for t he piston
can be used for this.
\'al\'e opening duration figures deri ved
f rom timing specifications don't tell any-
thing about how a camshaft will make a n
engine run . What counts as far as engine
performance is concerned is the area
under the "alve lift curve provided by
t he cam. This is de termined not so much
by when the valve opens a nd closes as by
the rate at which it opens and closes a nd
the distance it is lif ted off it s seat. Worth-
while theoretical comparisons of t he pe r-
formance characteri stics of the very many
different cam"haft grinds req uire t hat
companson, be made 01 their lift curves.
While l11ateri:li on the lat est
met hoos of checking "ake timing, we
wenl 10 !skenderi"n Rar ing Cams. in
Inglewood. Ca lif.. \I'here Isky and Sig
Erson . hi s s hop loreman. ran through the
rOl11plele I prOt edure on a Chevy V8
fng inc 10" us .
Special tools and eq uipmen t one must
ha ve to accur;: l ely check "ah'e timing are
a deg ree wheel or equiva lent.. " dial indi-
cator th:ll has a range of a\ leas t .500-
inch. a \001 for easily ilnoing top dead
cen t er piston pos itio" . and a device fo r
rotating the engine ' s crankshaft.
A degree wheel i, a meta l or plastic
di sc. usual ly six to tweh-e inches in diam-
eter. that can be temporarily attached to
an engi ne' s crankshaft. The outer circum-
fe rence of the disc is div ided into degrees .
Al though the purpose of adjusti ng va lve
timing is to coordi nate "alve move ment
with piston mo\'ement. the checking pro-
cedure is simplified by determining pis ton
posit ion by the position of the crankshaft.
is possible because t he pistons are
linked to the c rankshaft "ith connecting
rods and must. t herefore, occupy certain
positions in the cylinde rs when the crank-
shaft is in certain posi ti ons. The degree
ma rks pn the degree wheel enable crank-
s ha ft position to be readily determined
for any amoun t of "aIve opening.
A sati sfact ory subst itute for a degree
wheel would be a degreed crankshaft pul-
ley or ha rmonic balancer, or a degreed
flywheel. Most mac hine shops a re equipped
to di vide the circumference of a pull ey
or tlywheel intu degrees but the charge
for this service would undoubtedly be
hi gher than t hat for a degree wheel. How-
ever, a degreed pulley or harmonic ba l-
ancer might have other uses. such as for
making ignition timing checks. that would
make it wort h its higher cost.
A dia l indicator mus t be used to measure
movement of t he tappets as t hey are lifted
by the camshaft. Some sort of s upport
must be avail able for the indicator to hold
it rigidl y in its correct pos ition in relali,)"".
to the mO"ing pa rt. An inoi cator can a lso
be used for determining top center pis ton
pos ition but this job is done eas ier and
quicker '''ith a tool l hat can be easi lv
made.
Actua ll y. there are several types of
toois that can be made to help de termine
top center piston posi tion . One of t hese
consists of a Aat steel strap that has a
hole at each of its ends so that it can be
secured to the top of t he cylinder block
by bol ts screwed into two of t he block's
cylinder head capscrew holes. The strap
mu!J; be bolted to the block in such a posi-
tion tha t it spans t he cyJinder for which
the timing is to be checked. A small bolt
is then inserted in a hole . drilled in the
strap so that it is approximately midway
between the sides of the cylinder. and
then locked to the strap ,)"ith nuts so that
it protrudes a quarter of a n inch or so
into the cylinder. Another tool for the
same purpose can be made from a s ho rt
lengt h of angle iron. A hole is drilled in
one of the'angle's flanges so that the piece
(an be bolted to the top of the cylinder
)Iock, with a bolt i nser ted in one of the
block's cylinder head capscrew holes, in
such a position that the ot her flan!!:e ex-
Page 57
lends inlo the cylinder. The flange that
extends inlo the cylinder is shortened so
that its lower end will be approximately
quarter of an inch below the top surface
of the cylinder block when the tool is in
place .
A device for rotati ng the cranksha ft
can be made so t hat it will attach to
ei ther the front or rea r end of t he shaft
but it must be long enough to provide
sul"li(ient leve rage so that the shafl can
be turned slowly a nd evenl y, as littl e as a
degree at a time when necess,'t ry. Com-
plete control of 'c rankshaft rotation is
nelessary for accurate va lve liming chelks
hec luse of the s ma ll amo unlS of crank-
,ha fl and movement involved.
Things that can ca use. valve timing to
di ffe r frolll whal it shoul d be are numer-
nu, hu l those t hal should be checked
(Orrected before a camshaft i, insta ll ed
in an engine are the st raigh lness of the
sha ft itself. the condition of the camshaft
bearings in the cylinder block. and the
conditions of the sprockets and cha in . or
gears. that wi ll dr ive the shaft.
A benl camshaf t can throw va lve t im -
ing off badly. Reground camsha fts are
checked for slraightness and straightened
as necessary between the machining and
grinding operations they must go through
but it is ent irely poss ible for one that left
the grinder' s in a st ra ight condition to be
bent or sagged by the time it reaches the
customer. A sagged sha ft is one in wh ich
the journal runout becomes progressively
g-re,lter from the end journals to the
middl e journal. The most common causes
of bent or conditi ons are rough
handling during shi pment and s tresses re-
ma ining in the shafts from the many
machining and grinding operations that
lIere done on them.
A sha ft can be checked fo r straight ness
by supporting it between centers in a
lathe or on V- blocks so that it can be
rota ted. If V-blocks are used, they should
be placed under the s haft's end bea ring
journal>. Runout of the sha ft 's inter-
mediate journals. which is the indication
of a sagged or bent condition. is then
lI1easured with a dial indicalor support ed
sO tha t its plunger rests on the journals
as the sha ft is rotated.
A sagged s haft is st raightened by exert -
ing a li ght press ure on the correc t side of
the shaft's middl e bearing journal with a
press or some other de"ice while the shaft
is s upported by its end journals. H owever,
thi s job shouldn't be attempted by any-
Page 58
Graph shows the pi ston di splacement for one cyli nder,
lift diagrams for both valve s. Points where the CUNes
overlap indicate the valve timing condition for cylinder.
one who isn't famil ia r with the r isk in-
volved. A camshaft. of the type used
in mos t modern automohile engines. wil l
break like a piece of glass if too much
pressure is exerted on it duri ng a st raight-
ening process. Men who regrind camshafts
know the limitations of the materi'a! used
in them and how to straighten them sa fe-
ly. Un less you want to take a chance on
coming oUl on the short end wit h a two-
piece ca mshaft you can' t use, return a
bent cast shaft to the reg rinder for
straigh tening.
Camsha ft s mac hined from steel bill e ts
can be straightened without fear of their
breaking but experience is required to do
the job s uccessfull y. It wou ld be safer ,
and probably cheaper in th e long run , to
a lso return a steel s ha ft to the man who
ground it for whatever strai ght ening it
needed.
Camshaft bearings in the cylinder block
a re important to valve timing beca use it
is their duty to hold t.he camsha ft in its
co rrect relationship with the valve lifters.
Al so, they hold t he shaft in its correct
pos iti on i" relation to the cra nkshaft,
whi ch is im porbnt to maintaining the
co r rect tension in the timi ng chain. Actual
clearances between t he bearings and the
shaft 's journals can be determined by
miking the inn er diameters of the bear-
ings and the diameters of the bea ring
journa ls on the s ha ft an d then comparing
the diameter of eac h bearing- with its
respective journal. Clearances greater
than that allowed by the specifi cations in
t he shop manual for the engine must be
reduced by installing new bea ring inse rt s
in the block.
Worn s prockets and chains, or gears
allow valve timing to become retarded
because t hey let the camshaft lag behind
L.eft: While the degree wheel is on the crankshaft, check relationship of the stock
timing mark on the crankshaft pulley or damper with the pointer on the cylinder block
front cover to determine whether the two indicate top dead cent er position when the
piston in cylinder number one is actually at top center. Correcting any misalignment
at this time will ensure a more accurate ignition timing se tting.
Center: Method of measuring valve lift when tool that replaces the tappet isn' t avail
able. Indicator is rested on a clamp attached 10 the pu shrod rather than on rocker arm.
Right: Simple setup tor measuring tappet lift with dial indicator. These are' /skenderian
roller tappet s. A special tool is installed in place of the tappet to eliminate inslalla.
tion of the cylinder head, rocker arm, etc.
the cra nksha ft. This condition is cor- lion of the tappets for t he cylinder's
rected by installing a new sprocket and va lves becl use both o f them will be un th e
chain assembly, or new gears. as the case heels of their ca ms a nd. therefo re. in their
may be. Available for some Chevy. Pon- lowest positi on in the cylinder hlock.
ti ac. and Oldsmobi le engines are double-
With the piston at approximate: top
row roller chain and sprocket assembli es
dead center, ins tall the degree wheel. or
than can be used in plJce of standard
t he degreed crank pullcy or tl ywhecl , and
"silent link" c'hains and sprockets. R oller its pointer. :\ djust the pointer and the
chai ns are made for truck engines and they wheel so that the pointer is in lin e with
are supposed to be stronge r a nd have a the mark on t he wheel that wi ll be used
longcr useful life than silent li nk chains; for top dead ce nter piston position. 1<0-
however, t hey a re also sai d to be noi sier tate t he cranksha ft in i ts nor mal direct ion
in operation. It would be advi sable to in- of rotation to move the piston apprnx-
vestigate t he possibility of installing such imately one-hal f inch down the cylinder.
a chain and sprocket assembly in an en- Bolt the top center finding tool you made
gine tha t has a reground camsha ft. or prev io usly to the cylinder block a nd then
stiffe r than standard valve springs, or a rotate t he crankshaft in the direction op-
camshaft-dri ven magneto or co mbina tion posite no rmal rotation unt il the pi ston
magneto and fuel injector pump dr ive, or head sca ts solidly against the t ool. Nole
an oil pump th at deli vers an exceptionally the positi on of the pointer in rel a tion to
hi gh pressure. These things, individually the marks on the degree wheel and write
or in combinations. accelerate camshaft the number of degrees the pointer indi-
sprocket and chain wear. ca t es after top dead center on a pie ce of
Another th ing about sprockets and paper. Rotate the crankshaft in it.s nor-
gea rs is that the relationship of keyways mal di rection to move the pi st on ' to t. he
or capscrew holes in thei r hubs to their bo tt om of t he cylinde r a nd then back up
teeth affects va lve timing. This is a not her again unti l it is s topped by the too l. Write
reason that the sprockets or gears that the numbe r of degrees before top center
are to be used in the engine must be used indicated by the pointer and degree wheel
when valve t iming is being checked. under the numbe r wri tten previously and
After the camshaft and its dri ve parts add the t wo numbers toget her. Divide the
have been insta lled in the engine, the tot al by two .
crankshaft is rotated unti l the piston in The purpose of accuratelv positioning
cylinder number one is in top dead cen- the piston before and a.fter top center in
ter position at the end of its compres- its cyli nder with the top center finding
sion stroke. This position need be only tool and adding the number of deg rees
approxima te an d it ca n be determined indi ca t ed by the degree wheel for eac h
,; is uall y. It's possible tha t a pi st on at top position is to determine the total numher
dead center co uld be at the en d of its of crankshaft degrees of rotation bet \\ten
exhaust s troke rather than at the end of t he two positions. Dividing the tuta l by
it s compression stroke. The compression two gives the number of degrees he fo re
stroke can be easily "erified by the posi- Or a fler top center the degree wheel
Page 59
......
-
III
, hould indiclt e when the pi st on is aga inst
the tool. .\djustinR th e wheel <1nd it s
pointer to indi ca te thi s number wh il e the
piston is against the tool \\' ill usc Ihe
piston to be at exactly top cent er \\' hen
t he cran kshaft has been rol<1t ed to ali gn
the point er ,.- ith the top center ",ark on
Ihe \\' heel. The wheel must be adj usted on
the correct side of its top center mark. as
determined by the riston's po, ition before
Or aft er top center. and the top center
1001 must. of course, be remo"ed he for e
the piston can he moved to its top center
positi on.
A dial indi cator is used in place of a
top ce nter tool by mounting it so
that its plunger ex tends inl o t he c, linde r.
The crankshaft is Ihen rotaled in its
nor mal directi on to a po int where th c
pi .'lon mons Ih e plullRer 10 a certain in -
die:! tor reading ,1 ft er top center pos it ion
and then this sa me reading is used when
t he cran kshaft is rotated to 1110,'e the pis-
Ion to its before top center reading. Dc
gree wheel rea dings are taken for both
positions. as explained pre, iousl)'. Don't
Iry to use the indicator to "ctua l top
center position the sl11all amounl
of pi slon mo"ement per degree of cr:lI1k-
shaft rotation when the I)i.< ton is at top
centN Illakes il pract ica Il l' imposs ihl e to
ohl[lin fill accurate in Ihi s manner.
Assumi ng that Ih e engine hei ng worked
on has overh ea d valves . il mayor may
nol be neces,a ry to insta ll thc cylinder
head for t he cy linder that is being checked.
The deciding fa ctor will he whet her a
special tool that ca n be in<la ll ed in the
cylinder block in place of Ihe tappeh is
availabl e. Such a tool must have a lo"er
end of the same diameter as Ihe t"ppets
so t hat it wi ll tit the tappet bores co r-
rectl y and its C'nd that rests on the ra m
shou ld be square with it s sides . Its ove r-
all lengt h should be such that its upper
end will extend above Ihe cylinder block's
surface. Thi s is neressary so that the
plunge, of the dial indi ca tor. whirh will
he suppo rted in some manner on the top
of the cylinder block, ca n rest on it s end.
Such a tool could easily be made on a
lathe from a pi ece of round steel stock. or
fr om a stock lifter by attaching an ex ten
sion to it . It would be imporlant that the
extension be conce nt ric wit h the tappel.
If it becomes necessa ry 10 use regula r
parts instead of a speci al tool Ihat repbces
the tappel. in stall the cylinder head tem-
pora ril y with a used gasket and clamp it
to the block wil h three Or four Cil psc re\\'s.
Valves for Ihe cylin der to be checked must
he in the head. Install a tappet. push rod.
Page 60
and rocker arm assembl ,' for the cy'linder's
intakl' ,aIH. usin g flart; that will be used
,,'ith the camshaft. Don t install tappet
and pushrod assemb li es for bot h the in-
take and exhaust ya h'es at Ihi s time be-
cause Ihe pressure (rom onl y one valve
spring shuuld be on the camsha ft while
the timing for a vah-e is heing checked.
Thi s elimi nates the possibilit y of cam-
shaft deAec ti on and its resultant effect
on t he liming.
With t he tappet on the hee l o( its cam,
tighten the bsh adjust ment in the as-
semhl y 10 cii minate all cleara nce between
the rocke r arm and Ihe end of the va lve
stem and then tighten the adjus t ment a
lilli e mo re to for ce the head of the ,'alve
a fc,, thousa ndths of "n inch off its seat.
Taking all th e clea rance out of the valve
actu"ting linkage in this mann er will
cause Ihe parts in t he linkage to be held
in their co rrect posilions in relati on to
each at her whi le the timing is being
checked .
Supporl the dial indi c" tor in some man-
ner so that it s plunger will indi ca te tappel
nnd push rod movemenl rather than val ve
movement. There arc se"er.ll reasons for
using t'lppet movement instea d of valve
movement. One of these is that the rocker
arms in a set sometimes differ slightly in
Lheir rat ios. This would ha,'e an effect on
the amounl of "alve mo"ement for a given
numher of of cr"nkshaft rotation.
Another is that the rat io of any "rm is ac-
curate onl y when Iht' "rm is in one posi-
t ion in relation to it s ,':dn'. Fe ll ows who
insi st they mu,t know what is happening
at the "ah'cs instead of at the tappets
don ' t lake into consideration that move-
menl in the "alve acl ion of any engine
begins. at the tappets. If the tappets a re
lifted the amount they should be when
the crankshaft is in its spec ified positions,
the , 'ahes will open and close when t hey
shoul d if the lash clea rances and the ratio
of the rocker arms are correct. The ac-
curacy of valve lash cl earances a nd rock-
er a rm ratios a re beyond the control 0 f
the cam grinde r.
Seating the indi cator 's plunger on the
pushrod end of the rocker arm isn't recom-
mended because of the mot ion of
the end of the arm as it is li flcd by the
push rod. The best thing to do is make a
clamp that nts the pushrod and will pro-
vide a ,ea t for the indicat or s plunger.
When the indi c" tor is in positi on, its
plunge r mu,t he p"ra ll el to the pushrod
when f rom any angle.
Star t the act ual chec king procedure
with the pi,ton in top center position on
il s compre>sion stroke, The intake va lve's
tapret will ntow be on the heel of its cam,
where it must be when the dial indicator
is adjusted to nlign its pointer with its
l.ern ma rk. After adjust ing the indi ca tor,
rota te the cra nkshaft in its normal direc-
tion to move the piston to the bottom
of the cylinder and then approx imately
three-quart ers of the way back up the
cylinder. Always rota te the cra nksha ft
in its normal direction when va lve timing
heing checked. Thi s causes the condi-
tions in the camshaft dri ving mecha ni sm
10 be the same as they arc when the en -
gine is running. If the t iming were checked
hy the cra nkshafl in the direct ion
opposi te normal rotation. the sJack in the
chain. or clea rance between gears. would
all ow the relationshi p of the ca mshaft to
change fr om what it wou ld he when the
engine was run ning.
Continue t urning the crankshaft slowly
until the lappet is liit ed enouj:!h to register
a re"ding of .050-in ch. T hi s amount of
t<1ppet lift is used for ,dl checks-thi , is
important. Note the number of degrees
before top cent er indi r:l ted by the degree
wheel and pointe r wri te thi s numher
on a piece of paper as the , ,d' I'" open-
ing timing for future refe rence.
Check the closing tim ing for the inl " ke
valve hy cont inuing to rot"te the cr,,"k-
sha ft to completely open Ihe v,1 1vc :J!ld
all ow it to close to the point where the
dial indi calor aga in shows that the tappet
lift is .050-inch. Notc t he jJ()sit ion of the
deg ree wheel in rel" ti on to its poin ter
and write this numher next to the number
recorded for v;ll ve opening limin g. To
find the valve's dur"ti on hetwecn the two
check points. "dd t he t wo numbers and
180 As an eX<1mple, if the va lve
opening time I,ere 5 dc,: rees hefore top
ce uLer and its cl o!' ing time were 4S degrees
after hot tom cent er. th e duration would
be 5 plus 45 plus l XO. ,.-hich would total
2.10 degrees. This tigure will be used to
determine whether the ca m is a single
or two-patte rn type.
Rotate t he crankshaft to return the
piston to top center positi on on its com-
pression stroke. "S it was when the intake
val"e check ,,'as started. Switch the tappet
tool, or the tappet. push rod. and rocker
arm assembly. to the exhaust va lve. Re-
posit ion the dial indicator and adjust it
to read zero. Rotate the crankshaft in its
normal direction of rotat ion approximately
three-eight hs of a turn and then continue
slowly unt il the indicator shows a tappet
lift of ,oso-inch, Write the number of
degrees before bottom center shown by
the degree wheel on a piece of paper. This
is the val ve's opening timing. Continue
rotating the cra nkshaft to move the pi, ton
to the bottom of the cylinder and then to
the top again. While thi s is bei ng done.
the exhaust va lve wi ll open a nd start
to close. From top center, turn the shaft
slowly to Ihe point where the indicator
again shows the tappet lift to he .oso- in ch.
Thi s is the valve's closing timing. Add the
opening timing. closing timing, "!ld 180
together to find the valve's duration.
If the duration li gures for the int ake
and ex haust valves are equa l, a co mpari-
son of the open ing timing of the intake
val,e with the clos ing timing of the ex-
haust valve is a ll that is necess" ry to fini sh
t he timing check. If t he fIgures fo r t hese
two t imings are the same. the timing is
split. If the fI gure for the intake va lve is
large r t han tha t for the ex haust va lve,
the timing is advanced . If the figure for
the intake va lve is small er than th:: t for
the exhaust valve, the timing is reta rded.
If the durat ion for the intake and ex-
haust valves a re unequal, " different pro-
cedure must be used to determine the
timing conditi on. The difference between
the du ration, is computed by subtracting
the shorter from the longe r. Half of the
difference is then suhl racted from the
openi ng and closing timing of the valve
thai ha, the longer duration . Compar ison>
of the timing a re then made in the same
manner as for a singl e-pa tt ern camsha ft.
For an example of ho w to check the t im-
ing prov ided by a t wo-pattern camsha ft.
assume that the dumtion of the intake
va lve \\'as 230 degrees and t hat of the ex-
hau, l was 210 degrees , and that the timing
of the intake val ve was r5 degrees before
top cent er and 55 degrees a ft er bottom
center. Subtract ing the longer duration
from the shorter Rives a difference of 20
degree,. half of whi ch is 10 degrees, Sub-
tracting 10 degrees from the intake va lve's
opening and clos ing timing new
fi gures for timing purposes of 5 degrees
before top cent er and 45 degrees after
bot tom cen ter.
Correct ing an advanced Or retarded
timing conditi on, or advancing or retard-
ing timing for a special condition, in-
vohes rot ating the camsha ft in rel ation
to the cranksha ft. or vice ver sa. This ca n
be a confusing thing. Care must be taken
to advance or retard the sha ft s. not lhe
sprockets or gea rs. One must remember
that the sprockets or gears rema in
in the same relationship. regardless of
the positions of t heir shafts. An exception
to thi s would be when a camsha ft was ad-
Page 61
1
aq
vanced or retarded one full tooth; how
ever, the amount of advance or retard
effected by one full tooth is so much that
it is out of the question unless there is
drasLically wrong with the
camsha ft or its dr iving members . To de-
termine how many degrees one tooth
(either camshaft or crankshaft- the result
i, the same) changes the timing in a
specific divide the number of
teeth in the cranksha ft sprocket or gear
into 360
The nlethod of moving a shaft in its
sprocket , or gear. depends on how the
driving member i, secured to the shaft
lrankshaft sprockels and are nearly
always keyed to their shaft but a cam-
sha ft sprocket or gear can be either keyed
or bolted. or both keyed and bolted. A
keyed sha ft can be rotated in its driving
memher by installing an offset key in it or
by cutting a new key way in the driving
member. At I skenderian's. offset keys for
this purpose arc available for so me makes
of engines. A camsha ft that is bolted to
its sprocket III gear be rotated by
I'j ling the ori ginal holes in the sprocket or
I(("r obion/( or by drilling a new set of
hOles. II a ne w keyway is to be machined
vr new capscrew holes are to be drilled, it.
will be necessary to mo ve the new keyway
or holes a few teeth from the ori ginal
ones to eliminate interference between the
two. This requires accurate laying-out of
the new keyway or holes to compensate
for the number of teet h tbey are moved,
plus or minus the amount the liming is
to be changed.
Something that must be remembered
when any method is to cha nge
timing is that one degree of elmshaft ro-
tation is equal to twO de/(rees of cr:lnk-
shaft rOlation. for every 360 degrees the
cranksho ft roto tes , the camsha It rotates
onl y I So decrees. The reason for this is
that the el msh"ft rotates at ani v one-
half crankshaft speed ; it makes onl y one-
hd f as many revolut ions as the crank-
Sh:lft. Therefore. to advance or retard the
camshaft 8 degrees. for instance, the cam-
shaft must be rotated in its sprocket onl y
4 degrees. Another thing that must be re-
membered i:, that chain-dri ven camsha ft s
rotatc the SClme direc tion as the crank-
sha ft, and those dri ve n by gears rotate
in the direction opposite that of the crank-
shaft .
It is imperalive t"a/. lite timing be re-
checked after a correction ilels been made
to guaranlee I"at lite desired results were
obtained.
If. for some reason or other. it be-
Page 62
...............
comes desirable to check the timing of
morc than one cylinder. use the same de-
gree wheel selling used for the fITst
cylinder. Changil'/.( the wheel to COrre-
spond wit h the top center position for the
piston in each cylinder wi ll cause any
difference in the. relationship between the
crankpins un the crankshaft to each othe r
to affect the valve timing. Such a condi -
tion Can be corrected only by regrinding
the crankpi ns to place them in thei r cor-
rect relationship. Actually, a shaft should
be checked for this condition before it is
installed in an engine. The cams on a pre-
cis ion-ground camsha ft are the specii"led
number of degrees apart around the sha (t.
Checking different cams with the same
degree wheel setting. using different points
on tht: wheel fo r top dead center marks tor
the respective cylinders. checks thi s COII -
diti on.
Any method of checking valve timing
that requires lash clearances isn't recom-
mended because of the rocker arm factor
mentioned previously and also because
lash clea rances a re difficul t to adjust cor-
rectly and evenly. Clearances that were
too wide Or too close. or that were un-
even, would cause the results of the check
to be inaccu rate.
Anothe r practice that isn " recom-
mended is that of changing valve lash
clearances from those specified by the
cam\ grinder to compensate for uneven
va lve timing. Correct clearances are neces-
sary if the valves and the rest of the
valve actuating parts are to have normal
life expectanci es. Valves with too lilli e
clearance may be burned because they
cannot remain on their seats as long as
they should, Or because they are held open
wh en they shoul d be closed. between
opening cycle,. The tappets of valves that
have too much clea ran ce may be off their
ramps before they are lifter! enough to
take all the las h 'lut of the valve linkage
and open their valves. Also, the Hal ves
may close before the tat.>pets contact their
closing ramps. Results of these conditi ons
J re noisy valve action and the possibility
of valve an d broken valve actuating
parts.
After an engine has been run , it is
necessary to check the timing of its valves
from t ime to time to cietermine whether
wear in the camshaft's driving members
ha s allowed the liming to become re-
tacded. The frequency of such checks will
depend on how the engine is used. An all-
out compet ition engine would require
more frequent checks than one used for
nonnal driving.
BY TED FRYE
Correct spark lead can make the difference between being a winner and a loser; it
can be re sponsible for adding more than a hundred horsepower to an engine without
making any other changes; it can jump an enthusiast who consi stently runs second and
third up to Top Eliminator runs at every meet. And the achievement of correct spar k
lead does not entail the purchase of more equipment; it's merely a matter of correct
adjustment of existing components.
Some have invested $1000 in a competi ti on engine with everything close except
the spark lead and derived only $500 worth of value from the modifications. Any engi ne
capable of developing 400 horsepower can be off 5 degrees in t iming and lose over
70 horses. Thi s common occurrence is attributed to the fact that the average enthusiast
just does not under stand spa rk advance curves in the distributor or magneto. Thi s
chapter, then, is written for him. We shall endeavor to explain, step by step, the pro-
cedure for establishing exact TOC, how to time the engine and furnish a rough estima-
tion for correct spar k lead settings for all the current engines used for racing. An exact
estimation, within one degree, is almost impossi ble to forecast for any parti cular engine,
as each engine has its own id iosyn cra cies with variable effects on tim ing. A "rule of
thumb," however, will defi nitely be established so that every engine builder will at least
start out within 3 degrees of what may lat er develop to be the exact spark lead for
hi s engine.
DETERMINING "TDC" ACCURATELY
The correct determination of top dead center (TOC) of the engine is the starting
point of all timing procedures; it is therefore very important that we locate this point
with the utmost accuracy. Due to the fact that pist on movement is very slight with
respect to crank rotation at TOC, it is very easy to mi ss this point by a few degrees
if special care is not taken.
......
CORRECT SPARKLEAD
EDITOR'S NOTE:
Foramorethoroughandcom-
plete explanation on finding
TDC see Page 46
Degree plate (available from most speed
shops) is shown after being adjusted to
read zero degrees at stationary pOinter
at TOC.
EDITOR'S NOTE: Ted Frye is employed as a field representative for Iskenderian Cams. A noted
engine builder and race r in his owo right he is one of the first members of the Bonnevili e
200 MPH Club. This is a condensation of a feature article that appeared in a natiooal periodical.
Page 63
---
KNOWING YOUR SPARK LEAD
Previous paragraphs covered the procedure for finding absolut e TOC in order to
establi sh a foundation from which we can work to set absolute timing on the ignition.
The only way to accurately determine exact spark ti mi ng is on the engine itself .
Spark advance shoul d be checked on the engine under actual running conditions.
One of the best tools for doing thi s is a standard timing light, and the battery-powered
type is by far the most efficient.
. Now that we have establi shed absolute TOC on the dampener, or degree whe.el, we
have the point from which to begin with the timing light. However, we will need more
degree marks on the dampener than the factory furnishes. We will start by calibrating
the pulley on the advance side up to 50 degrees.
The simplest way to do thi s is to measure the circumference of the pulley with a
steel tape. As an example, let's say the pulley measures 18 in. in circumference. To
establish ignition timing marks, we divide the circle into 36 equal part s; each segment
will repr esent 10 degrees and correspond with a liz-in. measurement on the circumfer-
ence of the pulley. Then, when the pulley is turned or rotated lj2 in. in respect to a
stationary pointer, the crankshaft will have been rotated 10 degrees. Now transfer
these marks - at least five of them - to the dampener, beginning with TOC and
going to the advance side (to the right of TDC when looking at the nose of the crank-
shaftl. The transfer should be made with light scribe marks first; after rechecking for
acc uracy, they can be cut in permanently with a three-corner file.
With turning handles attached, the crank-
shaft has been turned until degree plate
shows 40 degrees before TOC_ Distributor
or magneto is set so that full advance
will show pOints just ope ning at this pOint.
Final check will be made with timing light.
Using two hands and long handles, the
crankshaft can be accurately turnzd one Dr
two degrees at a time while initial settings
are made.
Page 64
The dampener will then be tailored to the engine it will be working on and we have
eliminated the possi bilities of inaccuracies in keyways and in stamping the TOC mark'
on the dampener.
Now we can begin setting the actual spark advance. Different type engines will
function more efficiently with different advance settings. Wedge-type engines - Chev-
rolet, Oldsmobile, etc. - will put out more horsepower on gas or mild fuels with a total
advance of 36 degrees. Engines with hemispherical combustion chambers - Chr ysler,
DeSoto, Dodge, etc. - will need 40 degrees total advance for gasoline and 45 degrees
foe alcohol or nitro-based fuel s. Aga in, this is a rule of thumb not to be construed as a
positive setting for each ind.ividual engine that falls into one of the above categories.
But it is a good place to begin and will usually be within a couple degrees of what will
prove to be the ultimate for each of the named engines.
Many of today's engine builders use the Vertex magneto. With these I feel it is a
good idea to have a separate degree plate on the magneto. Such an arrangement will
facilitate making adjustments after TOC is established.
Now to set the distributor or magneto. First the engine must be turned in its
normal direction of rotation until # 1 piston is moving upward in the cylinder on the
compression stroke. As it nears the top of the bore, wat ch the marks on the dampener,
and continue turning until the pointer is at the absolute TOC marking. Then, with the
cap off the magneto, or distributor, set the rotor pointing to # 1 on the cap. A slight
pressure should be exerted on the rotor against the direction of rotation to take up
the slack in the drive line.
We must establi sh the absolute point where the points are just beginning to break.
One good method of dOing this is to insert between the points a portion of thin cello-
phane (such 'as that used as a cigarette package wrapper), and while turning the mag-
neto or distributor, exert a slight pull on the cel lophane until it slips out. The points
then will be just beginning to break. Another way of checking thi s would be with any
form of electri cal equipment that will check a make-or-break circuit. One could also
Breaker point plate 01 lamous
Spaulding "flamethrowerlJ distrib-
utor with contro' orm from vacuum
advance' diaphragm shows method
01 operation 01 dual-point system.
This unit con be preset for any
amount 01 initial lead needed.
The W & H auCoil ignition distributor
has been designed lor use on high-
performance engines and can be
ordered with any amount of initial
lead Irom W & H Engineering.
--
build his own testing fixture with a flashlight battery, bulb and leads. With the leads
attached to the moving and stationary sides of the points the light will remain on until
the points begin to break and the circuit is broken. Anyone of these methods will
ascertain the exact moment of point breaking. With this accomplished, we will have
established that the points are breaking just as the piston has reached TOC. Now to
set the system 5,0 that they break at the desired advance position.
The full or total advance will be governed by two factors; the amount of advance
that is built into the distributor' or magneto, and the amount of initial lead we will set
through relationship between the distributor or magneto and TOC.
Initial lead, to explain further, is the portion of total lead that is present in the
stationary engine. This factor, when added to the amount of centrifugal advance in the
distributor or magneto, will ascertain the amount of total lead. As an example: If we
are trying for atotal lead of 45 degrees with a distributor or magneto that contains 36
degrees of centrifugal lead, we merely subtract 36 from 45 and find that we will need
an initial lead of 9 degrees. If the magneto is equipped with a lead plate or ring, we
advance it 41/2 degrees to achieve 9 degrees at the crank. (Remember that with every
degree we move the magneto or distributor, we are moving two degrees at the crank-
shaft.)
Spark advance, or lead, is always referred to in terms of crankshaft degrees, never
distributor or magneto degrees. If a magneto or distributor is received with a tag that
reads 18 degrees, we automatically consider this as 36 degrees at the crankshaft.
Here again, I must stress that in timing an engine and setting the total lead of the
distributor or magneto, accuracy is of the utmost importance. Some enthusiasts, when
asked how much spark advance they are running will make the statement, "Around 40
degrees," or whatever they might figure it to be. "Around 40 degrees," or for that
matter, "around" any figure, is not close enough. If, for instance, we know that par-
ticular engine will run best at 40 degrees lead, 'that engine should be set to run at 40
degrees, pius or minus 1/2 d-egree.
The popular Vertex magneto is sup- This degree ring, available for all
plied with adaptors and shafts. to Ve.rtex magnetos, allows adjustmenl
fit all American production engines. and setting of initial lead br turning
(Shown here witn degree ring)
the magneto to desi red setting.
We have now established, according to the degree plate on the magneto, what total
lead we have. The final step with the timing light allows us to back-check ourselves,
and also to back-check the factory setting of the lead curve in the distributor or mag-
neto (for even there mistakes can be made). A wrong figure could be written on the
1111,
tag as to the amount of lead, so we cannot take chances; always finish the check with
atiming"1ight.
Page 66
LOCKING SCREW fOR CENTRAL CONTACT PIN
H,GH-TENSION LEAD IN DISTRIBUTOR HEAD
CENTRAL CONTACT
POINT IN DISTRIBUTOR DISTRIBUTOR HEAD
HEAD
"
HIGH TENSION
D:STRIBUTOR LEAD
ElECTRODES IN
DISTRIBUTOR HEAD
CONTACT BREAKER
ROCKER ARM
DISTRIBUTOR ROTOR
CONTACT BREAKER
SHORTCIRCUITING
'........ BASE PLATE
TERMINAL "P"
(FOR PRIMARY) I........ ROTOR SPINDLE
.:t:
I....... ARMATURE CORE
GROUNDING SWITCH
1/ PRIMARY WINDING
OR VERTEX RELAY
SWITCH
SECONDARY WINDING
RESISTANCE
CORE CONNECTING PIECE
FIXED CONTACT-
POINT CARRIER
LONG POlE PIECE
MAGNET ROTOR
LAMINATED ROTOR-
DRIVING SPINDLE
GUIDE PINS fOR
CENTRifUGAL WEIGHTS
fRICTION
DRIVING
Exploded view 0/ Vertex magneto
In many cases, the tag on the magneto just returned from a company where the
curve was set may read that the magneto has 18 degrees lead, with total lead coming
in at 3000 rpm. Automatically, we convert the 18 degrees in the magneto to 36 degrees
at the crankshaft. (Here, again, we may be guilty of repetition, referring to the two-to-
one ratio between the distributor or magneto and the crankshaft, but I have explained
this point many times in the field, only to follow up later and find an enthusiast who
received a tag marked 18 degrees and figured he had 18 degrees at the crankshaft.
In adding another 18 degrees advance to achieve what he believed to be 36 degrees,
he had actually raised the total lead to 54 degrees and in doing so lost as much
as 100 horsepower!)
If we set the magneto according to the lead plate to arrive at a total lead of 36
degrees, but when checking with the timing light find that the reading on the dampener
shows a lead of only 32 degrees, acorrection in the setting must be made so that the
proper reading of 36 degrees is achieved on the dampener, We know the reading on
the dampener is correct for on it TDC and the subsequently established degree marks
are correct. The reason for a variance in readings on the dampener and on the magneto
or distributor lead plate can usually be attributed to the fact that the marks on the
magneto or distributor lead plate are very fine and difficult to read. Consequently, the
chance of error is greater if you depend on these marks alone. Because of the larger
circumference of the dampener, the degree marks are further apart (a factor that will
allow us to accurately split adegree if we find it necessary),
Page 67
--
Diagram shows front of pulley
and dampener with method of
marking degrees off on the ad-
vance side_ Marks should not
be scribed permanently until
absolute TOe is definitely
established_
Before getting into the final timing of the engine, let' s give a bit of thought to
the advance curve in the di stributor or magneto. The curve should be tailored to fit
the individual purpose for which the engine is to be used. I have seen distributors
that were prepared for an engine that was to be used for competition, and while the
amount of lead may have been correct for that particular engine, full advance was
not achieved until the engine reached a speed of over 5000 rpm; a rather ridiculous
situation, to say the least. Competition engines, because they are operated on high-grade
gasoline or hot fuels, do not need a curve that long. Total lead should be reached
between 3000 and 3200 rpm.
After explaining t i ~ much of the curve principle, I've had an enthusiast remark,
"Okay, if I want atotal of 36 degrees, and I want it to be there at 3000 rpm, I'll just
have 18 degrees (36 degrees on the crankshaft) built into the unit as a mechanical
advance and then I'll be all set."
What he overlooked is the amount of lead he will need during the initial stages
of acceleration. It is very important to consider that the amount of initial lead needed
by the engine as it accelerates up to 3000 rpm. The above remark, if allowed to be
put into practice, would result in an engine that had absolutely no lead at idle speeds.
In drag racing - where every bit of acceleration and horsepower is needed when coming
off the line - it will be to greater advantage to have less lead in the magneto or
distributor. For instance, it would be far beller to have 12 degrees in the magneto or
distributor giving a total of 24 degrees at the crankshaft, and getting the remainder
of the advance in what we term initial lead.
Initial lead is simply this: The amount of crankshaft degrees of spark advance that
is set into the engine. To accomplish a total advance of 36 degrees, we should have
12 degrees in the magneto or distributor which is equal to 24 degrees at the crank-
shaft; 24 from 36 is 12, so then we will time the engine in the normal manner for an
initial lead of 12 degrees. To repeat the procedure, we will turn the engine until #1
piston reaches TOC on the firing stroke. The pointer on the dampener will be exactly
an zera, and the points in the magneto ar distributor will just be breaking. Referring
to the pointer an the lead plate, we will move the magneto or di stributor in the direction
of advance (against the direction of rotation) 6 degrees. Again, 6 degrees at the'mag-
neto or distributor is 12 degrees at the crankshaft. With this 12 degrees added to the
24 degrees of centrifugal advance in the di stributor or magneto, we will have achieved
our planned total advance of 36 degrees.
To double check our setting of 6 degrees (12 crankshaft degrees) in the distributor
or magneto, we might use the following exercise. After 6 degrees of magneto or dis-
tributor lead has been set, lock the unit tightly in place and rotate the engine back-
wards about 20 crankshaft degrees. Then turn it forward again until the points are
Page 68
o
Dial indicator and degree plate
method of finding TOC. Indicator
stem must be parallel with cylinder
bore for consistent readings.
just beginning to break (using one of the methods prescribed earlier in this chapter
for determining the exact point where the points begin to break). At this point we
should read 12 degrees ildvance below the pointer on the dampener. Should a slight
deviation appear , it will be necessary to correct the amount of lead until we have the
correct reading on the dampener . Then we will have established the total lead as
close as possible without having run the engine. Due to the variable amounts of slack
in drive components in the engine at cranking speed, we must make our final check
with the timing light after the engine isrunning.
Recommended total advance settings for engi nes using 40 or 45 degrees total can
be broken down quite easily so that the amount s of initial lead and distributor or
magneto advance are determined. Engines requiring 40 degrees total advance for use
on the drag strip with gasoline will need 30 degrees of crankshaft lead in the magneto
or distributor and 10 degrees initial lead. The same engine, using nitrated fuels, can
use a shorter curve with as much as 25 crankshaft degrees lead in the distributor or
magneto and 15 degrees initial lead.
Engines requiring 45 degrees total lead will need 36 crankshaft degrees in the dis-
tributor or magneto and 9 degrees initial lead. Actually these settings cannot be rec-
ommended loosely for whole g(oups of engines, as many variables will have effect
on the amount of total and initial lead for individual engines However, these figures
will show the definite relationship between the amounts of each needed, and these
per centages will carry almost consistently throughout the whoie field of engines used
currently. The rules mentioned can be regarded as rulesof thumb.
The accompanying table shows recommended settings for all the popular engines
being used today Again, remember that they are not to be regarded as absolute settings.
Each engine will have variables that will require variances from the chart of from 1 to
4or 5degrees, but the chart will at least establish the point of beginning.
The positive stop method, used by many
of today'5 engine builders, is just as ac-
curate as the dial indicator method of
finding TOC.
Page 69
..J
Timing light should be used as a final
check on all initi al settings and also to
check any adjustment s or change that may
be made.
Top view of vertex magneto with Joe Hunt
degree ring, showing direction crt advance
and retard movement for adjustment . For
ma gs with rev erse rotation, th e operation
will be reve rsed.
Remember these are crankshaft degrees ref.
erence only.
SUMMARY
In summarizing, let us consider that we are now armed with recommended se ttings
that will prove to be close t o what our eventual best settings will be; al so - we have
found and for the fir st time in many cases - how to establish the exact amount of
spar k lead that we have been running. We have estab l ished how to make proper and
exact changes in the total lead. With positive marks on the pull ey, dampener or degree
plate (whi chever is used on the crankshaft), on the magneto or distributor, it becomes
poss ible, after di sassembl y and rea ssembl y of an engine, to set the proper total lead
in exactly as it was when the engine was las t running. Thi s factor al one wi ll have
many hours of work for the indi vidual who tears down hi s engi ne at regular intervals.
We sincere ly hope that the message In thi s chapter wi ll so lve the problem of attain-
ing the correct spark lead for enthusiasts, but of even greater importance, we hope
that it will have made a large r number of enthus iasts aware of the import ance of th is
very effective tuni ng exercise.
Page 70
..,
ENGINEERED SPRING ASSEMBLIES
Instructions for installation of Hi Tension Compound Valve Springs
and Heavy Duty Retainers: Due to the larger diameter of these
damper springs a special bole saw is necessary for install ati on on all
Chrysler line heads (fi g. # 5). The shaded area in fig. #2 is cut out
with the hole saw (fig. # 3) . Use a 400 rpm power or hand drill with
wa ter as a coolant. Cut Blish with original machining only, never go
deeper.
The outsiue sprint; dimen sion should be 1 I:Y; (i ". Measure the spring
proper, not the retai ner. This length wi ll give ] 10 Ibs. seat pressure.
Two sleeves arc included with each saw Wig. #4); use small er sleeve
(.37 1" dia.) for a" 16 valves.
For best results usc onl y Iskenderi an tubular adjustable push rods.
(Chrome moly hardened ends.)
l:.::T
r o
,..L __ J. ..
'n
db
I. . ......,i
Fig. 1 DAMPU SPR ING
\
HEAVY DUTY AllOY STEEL RETAINER
Installed "valve-seated"
dimensi on 1 13/ 16"
Fig. 1
Important-read installation
instructions in text
:
Fig. 2
Re move : I
11'i
s haded
.....'
area
ADJUSTABLE AllOY ST EE L
TUB ULAR PUSH ROD
Page 71
F;" H 9
HOLE SAW
ADAPTOR SLEEVES
For .375 and
.411 valve guides
Fig.3
HOLE SAW WITH 11/32"
PILOT SHAFT
($20.00deposit-refundable)
CHEVROLET O.H.V. v-a
Due to the large diameter of the cast in valve guides in the Chevrolet
V8 cylinder heael, a special pil oted cutter is necessary for install ation
of compound valve springs. The shaded area in Figs . # 2 and 3, is
removed with cutter, Fig. # 3. Usc white lead or motor oil on pilot to
prevent seizing in guide. Drive cutter with a 400 rpm power or hand
drill, use plenty of wat er as a coolant to prcvent burning cutter. Cut
flush with original J11achining, never go deeper.
The outside spring dimension should be I 1VI G inch valve on seat.
Fig. # I measurc thespring proper , not the retaincr. Usc washers fur
ni shed to adjust spring length. This length will give 11 5pounds scat
pressure. Always be surc closed coi l end of spring is against cylinder
head. Use stock Chevrolet spring retainers, locks and oil seal s. Use
stock Chevroletpushrodsand Iskenclerian chilled iron lifters. Fig. # 7.
Chevrol et V8 stamped steel rocker arms helVe an clongated stud
slot to all ow for osci llation. The stock slot is suffi cient for %cams
onl y. \ Vhcn using hi gh lift ca mschcck to sec thatstud does not intcr
fere with rocker arms. The ends of thi s slot may hit the stucl J fter
instal1ing a racing cam, due to the new lobe dian{etcr. Milling heads,
Fig. 5
CHRYSLER - DE SOTO - DODGE
Hemispherical cylinderhead
Page 72
sinking \;Jlvcs, ctc., will also affcct the clearance at these points (Fig.
#4).Therc must bc at leas t .020" to .030" clearancc on the p\1shrod
sidc with thc valve seated and .020" to .030" on the \alve side, with
vah'c in fully opened position. To compensa tc for this, waslJ er, arc
fnrni shccL which ftt in the Iiftcr under the button. To chcck these
clea rances inst,1 11 cam, timing chain and time enginc. Inst;Jll J (olle)
lifted and I (one) washer and button,pushrod ;J nd roekerarm. Adjust
this valve to recommended clea rance <md check with wire ga uge made
from .020" to .0 30" dia. wire ( Fig. # 6) , va lve opened and closed. If
roekerarm docs not have enough clearance 011 pushrod side, YOll mll st
add washers in lifter undcr button (Fig. # 7), until YOll get sufficient
clearance. Ifyou do not have clearanccon valveside, you must remove
washer. Putsa me numberofw8shers needed on thatlift erin all others,
assemble engine,adjust valve clearance, 8nc1 check all other rockersfor
clearance with ga uge.
"
l
Fig.6
f16.J
Fig. 1 OUTER SPRING
Installed "valve-seat ed " dimension 111/16"
~
I mportant-read inst a llation instructions in text
Fig. 2 Shade d area is removed with hole saw
~
f i g . 3
HOLE SAW WITH 11/32" PILOT SHAFT
($20.00 deposit-refundable)
rll;;Z
fig. 4 Ro cker must not hit stud at those points
Fig.7
Shaded area indi cates oil flow through Iskenderlan
lifter and Chevvy tube push r od
Page 73
....
FORD, MERCURY, LINCOLN O.H.V.
Instructions for installation of Compound Valve Springs and Heavy
Duty Retainers: Due to the large diameter of the cast in vahe guide
ill the Fore! OJ-J.V. engines, ,I special piloted cutter is 11eceSS;l rv for
imtalLlrion of compound valve springs on these heads.
The shaded area in Figs. #2 and 3 is removed with thc cutter
Fig. :# 3. Use \\hite lead or motor oil on pil ot to pre\en t seizil1g in
guid e. Drive cutter with a 400 rpm power or hand drill , lise plent y of
W:lter :IS :1 coolant to prcvent buming cutter. Cut Rush with original
l1Llchinillg, never go deeper.
The out side spring dilll cnsion should be 1 I }II; inch, valve on scat.
l11elsure spr ing proper, not the retai ner. Usc \\'ashers furnished to
ac1just spring length. This length will give 11 5 pOllnc1s scat pressurc
USili g lskemlcrian damper typc outer sp ring Fig. # 1 aJ1d Isk) i1111er
spring Fig. #4.Alwa ys he sure closed coil enc1 of spri11g is <lg:limt hC:J d.
Use Iskellclcrian chilled iroll lifters :1I1el tllhui:1r Chrol1lc [\ 1(1)" push
rods, J,' ig. #7. Usc stock reLlil1 er locks .
Oil Forc1 and l\kreury V-Bengil1es it will he ll eCeSS; 1I\ to trim oi l
seIl ul11brella (Ford p:nt No. D 5A 6571) as shO\\11 ill sketch, :;r5.
Use ordinary scissors or till sllips ,mel trim to line Clst insiele ulilineib.
Fig. #8 inch cha111eter ). n.el 11:lilli11g lwt of seIl is large ell ollgh
to prcvent oiling.
;r TI
FJ(i. 1
FIG. 41
FIG.3
fiG . S
Cut od 5 . a l to
FIG. 2
"'G. 7
Page 74
ISKENDERIAN ENGINEERED SPRING ASSEMBLY FOR
OLDSMOBILE V-8 1949 THROUGH 1955
Instructions for installation of Hi Tension Compound Valve Springs
and Heavy Duty Retainers: Due to the larger diameter of these
damper springs a special hole saw is necessary for installation on 1949-
50-5] heads (fig. # 5). The shaded area in fi gs. # I & 2 is cut out with
the hole saw (fig. # Use a 400 rpm power or hand drill with W<lter
as a eooL1nt. Cut Rush with origi nal machining onl v. never go deeper.
The outsick spri ng dimension should be 1 I:Y, (;". Measure the sprillg
proper, not the retainer. This Icngtll wi ll give 11 0 Ibs. scat pressure.
T wo sleeves arc included with each saw; usc larger sleeve (.393"
dia.) for exhaust guides, no sleeve is needed for intake. (fig. #4.)
Steel :Idjustallic rocker arms, 1. 5 to 1"ratio with tubular push rods-
or adjustable tubular push rods are ava ilable.
ALLOY IRON ADJUSTABLE ROCKER ARM 1.5: 1Ratio
"--------- .-.-....
r __ I
" ,
F'IG. 1
: :
I"
d"6"
N... Sto<.k
OqlTl. D"
OLDS HEAD
,,11
0
1
Hol esowing unneces sory in 1952 thru 1956 models
Spot focer.. Areo removed for lorger spring
L NON-ADJUSTABLE ALLOY STEEL TUBULAR PUSH ROD
Page 75
.........
NEW PRODUCT DEVELOPMENT
Iskenderi an uncontested leadership is pr edicated on a program of never ending exper i-
mentation into t he un known ..of proceed ing headlong into areas that over-cautious
and conservati ve automotive engi neers terme d imposs ible to exploit. Not all of our
radial theori es have proved 100% successf ul but those that were resulted in
product advancement that made great strides in va lve gear performance.
For CHEVROLET V8's
F ORGED A LUMI NUM
OFFSET CONNECTING ROD
The ultimate in strength, precision, balance and workmanship. Bot h bi g end and pi n
bosses are Ex-Ce ll -O fi nishbor edfor perf ect al ignment. . with such pr pcis ion yo u can
readil yfeel and see thedi ff erence. Permits longer st roK ' s. W' strokes require no bl ock
grinding. S" strokes, only very little grinding. Saves money since co nventi onal
Va" counterwei ght plat es , as used in stroker s, cl ear the off set beams and eliminate
expensive lead filling of counterweights. Furni shed with Balance Certificate, giving bi g
end wei ght an dt otal weight. Before purchasing any aluminum rod we urge yo u to have
an expert machini st, or engineer, give you hi scompar ison opini on.
LIST PRICE ...$200.00 per set
CHEVROLET DUAL SPRING COMBI NATION
NEW 'INTERFERENCE' DESIGN
For265, 283, 327CHEV.and Cadillac va
Ascientifically conceived and proven method of reducing,
or often completely eliminating valve spring surge (Har-
monics). Results in more HP throughout the entire power
range and maximum rpm. Aircraft quality, silicon chrome,
ultra high resistance tofat igue.
Set of Outer ValveSprings...... .. .. .... ... ... Part No. 205-G, $16.00
Set of Inner Valve Springs.. .... .. ....... .. .Part No_ 1006-W, $8.00
195861, 352, 360, 390 and 406 SPECIAL ALlOY
FORD VALVE SPRINGS
and 409 CHEVROLET va
Used byall the hottest,modifi edcars (from super stock on)
because they havesuccessfully solved the problem of spring
fati gue. Aircraft quali ty, silicon chrome. Fat igue-resistant,
they will assureyouof afull season of raci ng without di s-
appointing and cost ly failures.
Set of 16, Part No. 345-D, $24.00
SPECIAL HEAVY DUTY RETAINERS for above
Set of 16, Part No. 347.... ... ..... ....... ........... ...... .............. $12:80
HYDRAULI C RACING TAPPETS
PATENT PENDING
for 265, 283, 327 CHEVROLET V8
and CORVAIR
For tne past 3 year s me research and engineering departments of Iskenderi an Rac ing
Cams have been working around the cloc k developing an ANTI -PUMP UP RACING
HYDRAULIC TAPPET and a RACI NG HYDRAULI C CAMSHAFT for the above engines. Their
eff orts have now been fi na lized into such an amaz ingty successfut instatl ati on that we
pr ed ict theIsky Hydrauli c Ca ms and Kits will revoluti onize the racing cam industry . .
and that they will become standard equipment in all-out competit ion dragst ers. Our
prediction is based on the unyielding fact that repeated test s have shown conclusively
that with the ISKY HYDRAULIC CAM & KIT INSTALLATION EVERY AREA OF ENGINE
PERFORMANCE HAS BEEN IMPROVED.
Novalve lash adjustmentstomake - Notappet noise.
Set of 16HydraulicTappets, Cat. No. 202- HY. $ 48.00
BASIC ADVANTAGES
1. Perfect CamshaftTiming.
2. NoValve Lash Adj ustmentstoMakeAft er I nitial Adjustment.
3. EliminatesValveTappet Noise.
4. NoHydraulicTappet Pump Up.
5. 7000 RPM PLUS Range.
6. SuperiorSpecial Alloy Hardenable Iron Material.
NOTE: Will also provide superior performance when used t o replace
the stock hydraulic t appets.
o o
HYDRAULIC RACING CAMS
.
",j
Iskenderian has employed the effectiveness of the
...
Polydyne Profileto producea series of hydrauli c grinds
I"
",.",
that have proven sensationally successful. As of now
they are avail able for Chevrolet 265, 283 and 327 .. ::::::t::c
Engines and Corvair. Current testing and development
forecast similar hydrauli c installations for other popu-
larmake cars. ,. , .
.
-
"
,
-
.
t
.
.: .:
CAMS ARE GROUND ON SPECIAL CAST BILLETS.
-
Page 76
Page 77
J
..........
ISKY OVERSIZE
EXHAUST VALVES
ForCHEVROLET V8-
265, 283 and 327 cu. in. Engines
Specifically developed for supercharged' engines, and engines using nitro methane fuel.
Not to be confused with ordinary automotive oversize valves. Note these far advanced
features:
1. Inconel 'M' Alloy Head- aged 1400F for 16 hrs and air cooled.
2. Valve Stem -IrlardChromed. Reduces friction and Valve Guide wear.
3. Valve Stem Tip- SAE 8645 Hardened to 5862 Rockwell C
Reduces musnrooming of valve stern tip.
4. Flexible Head Design - Cushions extreme stress and tortional forces.
Flexibility al so allows head to seat properly.
A MUST FOR TODAY'S ADVANCED HIGH HP ENGINES Cat. No. 200CX..... ... .. $8.00 ea.
SCREWIN TYPE
ROCKER ARM STUDS
With ExclusiveJamNut Design
and
Tool Installat ion Kits
FOR ALL CHEVROLET ENGINES 195562. These special kits will eliminate all of the inherent
weaknesses of the stock Chevy pressin studs. Will improve performance and retain engine
efficiency by removing the ever iminent danger of studs pulling up and changing valve
clearance. They will also he'lp valves to follow more exactly the motion imparted by the
camshaft , since they are much st i,ffer and less prone to harmonics. Complete set with
rolled threads and Jam Nul.. ...... .............. ... ...... $20.00
TOOL INSTALLATION KIT: Includes Pilot Tap, Spot Facing Tool, Locktite Sealant and Com
plete Instructions. The Spot Facing Tool is supplied Free but a$20.00 deposit is required
until returned. Pi,lot Tap, Sealant and Instructions.. ........... ..... ....... .... $4.00
SPECIAL ALLOY, HEAT TREATED
ALUM INUM
SPRING RETAI NERS
AVAILABLE FOR ALL POPULAR V8 ENGINES
Lightweight permits an increase of 200300 rpms. New, tough alloy was compression,
torturetested in our lab on special equipment to afantastically high of 1200 Ibs. before
valve pulled through retainer. Not part of regular kit s,but sold asan optional extra.
Complete set ...$12.80
HEAVY DUTY
SPLIT VALVE LOCKS
Chromeoly, HeatTreated, Machined
Set of 16 pair ...$14.00
Page 78
TOP TUNING AI DS
Mechanical computations for determining necessary calculations. timing, etc., can be very
compli cated and tedius. To facilitate these operations Iskenderian introduced many years
ago the forerunner in a series of mechanical aids, the Isky Dream Wheel. All these com
putations are based on either the slide rule, or revolving di sc principle. The se aids have
become so universally popular that they are employed in leading automotive labs and
technical school s. They are literally indispensible in engine modifi cation work.
Blo llVer Supercharger
Rati o C omputer and
Fuel Dynamics G uide
This computor gives pounds of boost desired and blower ratio required for each engine
si ze- accuratel ydetermines how much HP it takes to drive blower , specified RPM's. Fuel
Dynamics Guide provides information on Fuel Specifi cations, Gas and Fuel , AirFuel Ratio ,
BTU's, etc.$1.50
GEAR RATIO to MPH COMPUTER
------- DISPLACEME NT GUIDE
$1.00
Known by TOP TUNERS as the 'Dream Wheel' , easy to use -
and simple to operate. Accurately convert MPH to RPM or RPM'S
to MPH; select proper gear ratio and tire size for track, drag
and straightaway; determines proper shift point s to maintain
maximum area under the HP curve; and quickly and accurately
determines engine di splacement in cubic inches or cubic centi
meter s. Can be used for many types of racing car computations.
AUTOMOTIVE ENGI NEERS'
B MEP CALCULATORS
...for determining BRAKE MEAN EFFEC-
TIVE PRESSURE as well as BRAKE HORSE-
0. ..
POWER, RPM, TORQUE.
This Iskenderian exclusive tuning aid simplifies in just a
few seconds calculations that were formerly lengthy and
laborious and subject to error. A must for every Top
Tuner and Engineer involved with automotive and racing
engines.
A LUMINUM
DEGREE W HEEL
Calibrated in 1 degree increment s. Easy to read
numbers. Permanent, high quality aluminum alloy.
Adapted to fit any engine. Front side of plate
et ched with complete instructions on how to find
Absolute Top Dead Center with the aid of a Dial
Indi cator . Back side of plate withetched instructions
on finding same by Positive Stop Method.
Isky Special Oegree Wheel ..' $5.00
Page 79
TECHNI CAL ASSISTANCE DEPT.
Shown here at left is
General Manager,
Norris Baronian,
dictating specific
recommendations to
secretary, Dave Green.
Iskenderian is one of the few manufacturers to grind camshafts to fulfill the needs of
specific installations and applications. For to operate at peak efficiency a camshaft must
be processed and ground so that it is completely compatible with the other speed equip-
ment involved in the complete engine modifications. It is, threfore, imperative that in
supplying the proper camshaft for installation that the manufacturer know in advance the
other modifications intended. In this way, and only in this way, does the ultimate purchaser
receive full protection from costly and unsatisfactory installations.
Iskenderian has long recognized the need for thi s moral obligation and for thi s purpose
is the only cam grinder to maintain a full time Technical Assistance Dept. There is no
charge for this service.
ISKENDERIAN
CATALOG
Frankly speaking to call thi s merely a
catalog is amisnomer. For within these
pages are a complete compilation of
every type of cam and kit, for every
purpose, for all popular engines
including cycles and foreign cars. And
with most grinds are specific recom-
mendations on tuning for optimum per
\
formance.
Price................ .........", ....,,50c
Page 80
.
.
u
9
1
9
0
(
)
I
l
l
/
H
l
l
I
'
l
'
V
\
j
w
J
5
l
l
l
U
l
i
l
<
l
"
1
8
/
\
0
0
0
L
$
t
l
L
S
;
:
7
r
.
;
-
I
J
)
R
1
I
2
p
J
8
<
:
:
)
'
i
O
O
a
You might also like
- Tribological Processes in the Valve Train Systems with Lightweight Valves: New Research and ModellingFrom EverandTribological Processes in the Valve Train Systems with Lightweight Valves: New Research and ModellingRating: 1.5 out of 5 stars1.5/5 (2)
- How to Rebuild & Modify Rochester Quadrajet CarburetorsFrom EverandHow to Rebuild & Modify Rochester Quadrajet CarburetorsRating: 5 out of 5 stars5/5 (2)
- Maximum Boost - Corky BellDocument247 pagesMaximum Boost - Corky Bellkim_peyote100% (9)
- The Design of Competition EnginesDocument546 pagesThe Design of Competition EnginesAlex Kuznetsov95% (21)
- TurbochargersDocument193 pagesTurbochargersGato Richy95% (22)
- Engine Porting and PolishingDocument8 pagesEngine Porting and Polishingmoparman1100% (10)
- Superflow 110Document34 pagesSuperflow 110dcapito4017100% (2)
- The Chevrolet Racing Engine - Bill JenkinsDocument161 pagesThe Chevrolet Racing Engine - Bill JenkinsTomislav Rupčić96% (23)
- Secrets of A Cam DesignerDocument40 pagesSecrets of A Cam Designerncampagna8134100% (2)
- How To Tune and Modify Automotive Engine Management SystemsDocument338 pagesHow To Tune and Modify Automotive Engine Management Systemsbrethart20998% (56)
- Head PortingDocument9 pagesHead PortingJo M. Chang100% (3)
- Camshaft Design ScienceDocument7 pagesCamshaft Design Sciencencampagna8134100% (3)
- TURBOCHARGER Maximum Boost Corky BellDocument247 pagesTURBOCHARGER Maximum Boost Corky Bellgeorgemesfin@gmail100% (7)
- How To Modify Ford S.O.H.C Engines - David VizardDocument171 pagesHow To Modify Ford S.O.H.C Engines - David Vizardxr4mircea94% (18)
- Cylinder head porting guide: Improve engine efficiency through port modificationsDocument10 pagesCylinder head porting guide: Improve engine efficiency through port modificationsdebugevdo75% (8)
- Intake Pulse CalculationDocument14 pagesIntake Pulse CalculationShrikant Khating100% (5)
- Intake Port Flow Study On Various Cylinder Head Using FlowbenchDocument41 pagesIntake Port Flow Study On Various Cylinder Head Using Flowbenchkaesar50% (2)
- Camshaft DesignDocument17 pagesCamshaft Designtarun100% (3)
- Cylinder Head Porting Basics for Maximum AirflowDocument23 pagesCylinder Head Porting Basics for Maximum AirflowAndrei100% (5)
- Design of A Tuned Intake Manifold - H. W. Engelman (ASME Paper 73-WA/DGP-2)Document9 pagesDesign of A Tuned Intake Manifold - H. W. Engelman (ASME Paper 73-WA/DGP-2)david_luzNo ratings yet
- Secrets of Exhaust and Intake DesignDocument26 pagesSecrets of Exhaust and Intake Designrudey1867% (3)
- Intake Design For Maximum PerformanceDocument8 pagesIntake Design For Maximum PerformanceCaio Paim100% (2)
- Tuning Old Skool FordsDocument54 pagesTuning Old Skool FordsTRIZtease100% (4)
- Pinto+Doc Med+ResDocument20 pagesPinto+Doc Med+ResSirRD80% (5)
- Cam DesignDocument56 pagesCam DesignmdrehmerNo ratings yet
- Racing Sports Car Chassis Design - 0837602963Document167 pagesRacing Sports Car Chassis Design - 0837602963dineshtej7768100% (23)
- Tune To Win by Carroll SmithDocument173 pagesTune To Win by Carroll SmithSai ChikineNo ratings yet
- Racecar Engineering 2013 09Document100 pagesRacecar Engineering 2013 09freddyonnimi100% (1)
- (Ebook) The BG Tuning ManualDocument72 pages(Ebook) The BG Tuning ManualMuhammad Akbar PradiptaNo ratings yet
- Design of Intake ManifoldDocument6 pagesDesign of Intake ManifoldShailendra SinghNo ratings yet
- The Basics of Valvetrain TechnologyDocument9 pagesThe Basics of Valvetrain TechnologyChristina SchultzNo ratings yet
- RacecarDocument154 pagesRacecargio_flores_4100% (2)
- Tuning Weber DCOE CarburetorsDocument14 pagesTuning Weber DCOE CarburetorsSlevinooo100% (5)
- Intake and Exhaust Tuning - Enginology SHDocument13 pagesIntake and Exhaust Tuning - Enginology SHjoop1231177No ratings yet
- Automotive Engine Valve RecessionDocument156 pagesAutomotive Engine Valve Recessionmtsch100% (5)
- Isky - Valve Timing For Maximum Output - ExcerptsDocument11 pagesIsky - Valve Timing For Maximum Output - ExcerptsgaragepunkfanNo ratings yet
- Runner Size CalculationDocument14 pagesRunner Size CalculationLuciano Rosado Soccol100% (4)
- Engine Intake Port Optimization in SculptorDocument3 pagesEngine Intake Port Optimization in SculptorgosculptorNo ratings yet
- High-Performance Cams & Valvetrains: Theory, Technology, and Selection: Theory, Technology, and SelectionFrom EverandHigh-Performance Cams & Valvetrains: Theory, Technology, and Selection: Theory, Technology, and SelectionNo ratings yet
- Chassis Engineering GuidebookDocument142 pagesChassis Engineering GuidebookTapare Ankush90% (39)
- Be The Camshaft ExpertDocument21 pagesBe The Camshaft ExpertRenan100% (1)
- Building High Performance Engines 2Document26 pagesBuilding High Performance Engines 2lone_anarchistNo ratings yet
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Practical Engine Airflow: Performance Theory and ApplicationsFrom EverandPractical Engine Airflow: Performance Theory and ApplicationsRating: 4 out of 5 stars4/5 (9)
- Turbo: Real World High-Performance Turbocharger SystemsFrom EverandTurbo: Real World High-Performance Turbocharger SystemsRating: 5 out of 5 stars5/5 (3)
- High-Performance Ignition Systems: Design, Build & InstallFrom EverandHigh-Performance Ignition Systems: Design, Build & InstallRating: 4 out of 5 stars4/5 (9)
- High-Performance GM LS-Series Cylinder Head GuideFrom EverandHigh-Performance GM LS-Series Cylinder Head GuideRating: 4.5 out of 5 stars4.5/5 (2)
- EFI Conversions: How to Swap Your Carb for Electronic Fuel InjectionFrom EverandEFI Conversions: How to Swap Your Carb for Electronic Fuel InjectionRating: 4.5 out of 5 stars4.5/5 (6)
- Performance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallFrom EverandPerformance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallRating: 4 out of 5 stars4/5 (8)
- How to Supercharge & Turbocharge GM LS-Series Engines - Revised EditionFrom EverandHow to Supercharge & Turbocharge GM LS-Series Engines - Revised EditionRating: 5 out of 5 stars5/5 (3)
- Vehicle Dynamics and Damping: First Revised EditionFrom EverandVehicle Dynamics and Damping: First Revised EditionRating: 4 out of 5 stars4/5 (2)
- Competition Engine Building: Advanced Engine Design and Assembly TechniquesFrom EverandCompetition Engine Building: Advanced Engine Design and Assembly TechniquesRating: 4.5 out of 5 stars4.5/5 (7)
- TRAMD201A Merged - PDF 60299335b63a26.75492105Document65 pagesTRAMD201A Merged - PDF 60299335b63a26.75492105Jeff DrollNo ratings yet
- Cobra Cam 88 Manual and SchematicDocument14 pagesCobra Cam 88 Manual and SchematicJeff Droll100% (1)
- Regency CR 123-B Manual and SchematicDocument10 pagesRegency CR 123-B Manual and SchematicJeff Droll100% (1)
- Allis Chalmers WD Factory Service ManualDocument75 pagesAllis Chalmers WD Factory Service ManualJeff Droll90% (29)
- Van Norman 777 Boring Bar InstructionsDocument13 pagesVan Norman 777 Boring Bar InstructionsJeff Droll53% (17)
- 1962 Passenger Car Parts Catalog: Group ParkingDocument10 pages1962 Passenger Car Parts Catalog: Group ParkingJeff DrollNo ratings yet
- 62 Mopar Parts CatalogDocument1,066 pages62 Mopar Parts CatalogJeff DrollNo ratings yet
- Propagating Roses From Cutt..Document3 pagesPropagating Roses From Cutt..Jeff DrollNo ratings yet
- 1961 Plymouth Service Manual SupplementDocument149 pages1961 Plymouth Service Manual SupplementJeff Droll100% (2)
- Propagating Roses From Cutt..Document3 pagesPropagating Roses From Cutt..Jeff DrollNo ratings yet
- Amperex 1958Document30 pagesAmperex 1958Jeff DrollNo ratings yet
- Standards For Drinking WaterDocument189 pagesStandards For Drinking WaterJeff DrollNo ratings yet
- Optimization For Disinfection Byproducts - 11!15!2008Document119 pagesOptimization For Disinfection Byproducts - 11!15!2008Jeff DrollNo ratings yet
- Village of Montpelier Water Treatment Plant MergedDocument24 pagesVillage of Montpelier Water Treatment Plant MergedJeff DrollNo ratings yet
- Development of Overall Audit StrategyDocument4 pagesDevelopment of Overall Audit StrategyPhrexilyn PajarilloNo ratings yet
- The German Tradition of Psychology in Literature and Thought 1700-1840 PDFDocument316 pagesThe German Tradition of Psychology in Literature and Thought 1700-1840 PDFerhan savasNo ratings yet
- RMET Score Sheet AnalysisDocument1 pageRMET Score Sheet AnalysisJohnNo ratings yet
- Test Booklet Primary-1 PDFDocument53 pagesTest Booklet Primary-1 PDFReynold Morales Libato100% (1)
- Worldcom, Inc.: Corporate Bond Issuance: CompanyDocument14 pagesWorldcom, Inc.: Corporate Bond Issuance: CompanyLe Nguyen Thu UyenNo ratings yet
- GTN Limited Risk Management PolicyDocument10 pagesGTN Limited Risk Management PolicyHeltonNo ratings yet
- Fiitjee Two Year Crp-2013-2015 Reshuffling Test - II Marks Test Date 30.03.2014Document35 pagesFiitjee Two Year Crp-2013-2015 Reshuffling Test - II Marks Test Date 30.03.2014Prateek__ManochaNo ratings yet
- William Gilpin On Picturesque TravelDocument7 pagesWilliam Gilpin On Picturesque Travelcordia ghoshNo ratings yet
- System ThinkingDocument18 pagesSystem Thinkingpptam50% (2)
- PrimarySeries EN PDFDocument2 pagesPrimarySeries EN PDFRufus ElliotNo ratings yet
- Test 1: (Units 1-2)Document59 pagesTest 1: (Units 1-2)Elena MH100% (1)
- Ear Discharge (Otorrhoea) FinalDocument24 pagesEar Discharge (Otorrhoea) Finaljaya ruban100% (1)
- Early Christian Reliquaries in The Republic of Macedonia - Snežana FilipovaDocument15 pagesEarly Christian Reliquaries in The Republic of Macedonia - Snežana FilipovaSonjce Marceva50% (2)
- Curriculum Design and Development Part IDocument18 pagesCurriculum Design and Development Part IAngel LimboNo ratings yet
- Research Instruments SamplesDocument29 pagesResearch Instruments SamplesJUNRIL BUTALNo ratings yet
- Meat and Bone Meal As A Renewable Energy Source inDocument7 pagesMeat and Bone Meal As A Renewable Energy Source inIhsan FajrulNo ratings yet
- Work of Juan TamarizDocument6 pagesWork of Juan Tamarizmrbookman3No ratings yet
- ACE Personal Trainer Manual Chapter 13Document59 pagesACE Personal Trainer Manual Chapter 13Đạt NguyễnNo ratings yet
- Centre of Mass ProblemsDocument10 pagesCentre of Mass ProblemsazsaNo ratings yet
- As PSGDocument8 pagesAs PSGYusuff YuzuakkNo ratings yet
- NLE 08 Test IDocument7 pagesNLE 08 Test IBrenlei Alexis NazarroNo ratings yet
- Interventional Radiology & AngiographyDocument45 pagesInterventional Radiology & AngiographyRyBone95No ratings yet
- E-STATEMENT Emirates Bank International/eStatements/E-STATEMENT 0215827741601 06 APR 2023 1601 MRETL 06-04-2023 PDFDocument12 pagesE-STATEMENT Emirates Bank International/eStatements/E-STATEMENT 0215827741601 06 APR 2023 1601 MRETL 06-04-2023 PDFShanish JobNo ratings yet
- Amelia ResumeDocument3 pagesAmelia Resumeapi-305722904No ratings yet
- Crema Coffee Garage - Understanding Caffeine Content of Popular Brewing Methods Within The Australian Coffee Consumer MarketDocument33 pagesCrema Coffee Garage - Understanding Caffeine Content of Popular Brewing Methods Within The Australian Coffee Consumer MarketTDLemonNhNo ratings yet
- 20 ASL Circular-1 PDFDocument3 pages20 ASL Circular-1 PDFAlagu MurugesanNo ratings yet
- DBMSII PracBook Ass1 PDFDocument5 pagesDBMSII PracBook Ass1 PDFSankha PalihawadanaNo ratings yet
- Anxiety Free - Stop Worrying and - McKeown, PatrickDocument237 pagesAnxiety Free - Stop Worrying and - McKeown, PatrickLoboCamon100% (1)
- Astrolada - Astrology Elements in CompatibilityDocument6 pagesAstrolada - Astrology Elements in CompatibilitySilviaNo ratings yet
- Housekeeping ProcedureDocument3 pagesHousekeeping ProcedureJeda Lyn100% (1)