You might also like
- Mediciones y métodos de uso común en el laboratorio de QuímicaFrom EverandMediciones y métodos de uso común en el laboratorio de QuímicaRating: 4.5 out of 5 stars4.5/5 (3)
- Actividades complementarias y de descanso del alumnado con necesidades educativas especiales. SSCE0112From EverandActividades complementarias y de descanso del alumnado con necesidades educativas especiales. SSCE0112No ratings yet
- Manual de Diseño Mecánico ADocument63 pagesManual de Diseño Mecánico ALalo PrecomaNo ratings yet
- Manual de Operaciones Unitarias I 2023aDocument44 pagesManual de Operaciones Unitarias I 2023aAraceli Becerra RuizNo ratings yet
- Manual de Masa I, AGO 2022Document44 pagesManual de Masa I, AGO 2022luis mierNo ratings yet
- Topografia IDocument23 pagesTopografia IErnesto BernardNo ratings yet
- Manual de Bioquímica Clínica 2014-2Document86 pagesManual de Bioquímica Clínica 2014-2Ian GaribayNo ratings yet
- Guia de Practicas - Unj 2018 - IiDocument50 pagesGuia de Practicas - Unj 2018 - IiCarlos JimenezNo ratings yet
- Guia 1Document8 pagesGuia 1miguel_c_cNo ratings yet
- Formato de Guía de LaboratorioDocument12 pagesFormato de Guía de LaboratorioEduardo Saavedra Lopez0% (1)
- Manual Química Orgánica Urg PoptúnDocument50 pagesManual Química Orgánica Urg PoptúnRubì AlegrìaNo ratings yet
- Manual de Practicas Diseño Mecánico ADocument79 pagesManual de Practicas Diseño Mecánico AMiguel100% (1)
- Destilación: Manual de prácticas de laboratorio de destilación diferencial, destilación continua con rectificación y destilación multicomponenteDocument44 pagesDestilación: Manual de prácticas de laboratorio de destilación diferencial, destilación continua con rectificación y destilación multicomponenteAdolfoNo ratings yet
- Manual de Topografía I 2022Document23 pagesManual de Topografía I 2022Carlos Raul Reyes ArguetaNo ratings yet
- Manual de Topografia I 2022Document23 pagesManual de Topografia I 2022Marco QuijibirNo ratings yet
- Bitacora Fisica III 2023-2024.Document50 pagesBitacora Fisica III 2023-2024.elpato2711No ratings yet
- Reglamento Periodoncia II UNITECDocument4 pagesReglamento Periodoncia II UNITECLuis Ángel GómezNo ratings yet
- Manual Topografía I 2021Document19 pagesManual Topografía I 2021Jeferson Hefer Soto JeronimoNo ratings yet
- Manual BioquimicaDocument78 pagesManual BioquimicaIvanNo ratings yet
- Laboratorio de Tecnología y Control de Medicamentos IDocument100 pagesLaboratorio de Tecnología y Control de Medicamentos IMartha Senen ViniegraNo ratings yet
- Do Fin 112 GL A0569 2017Document47 pagesDo Fin 112 GL A0569 2017DiegoYamynRuizPonceNo ratings yet
- Materiales de Construccion 2022Document29 pagesMateriales de Construccion 2022Juan LealNo ratings yet
- Guia de Laboratorio de Quimica IndustrialDocument75 pagesGuia de Laboratorio de Quimica Industrialgigis R.UNo ratings yet
- Manual de Mecanica de Fluidos EJ2023Document89 pagesManual de Mecanica de Fluidos EJ2023Joaly MorenoNo ratings yet
- Reglamento MetrologiaDocument5 pagesReglamento MetrologiaLuis DelgadilloNo ratings yet
- Manual Completo FTI 2023Document40 pagesManual Completo FTI 2023daniel loredoNo ratings yet
- Manual Lab Mecanica Fluidos 2022Document90 pagesManual Lab Mecanica Fluidos 2022Claudia SilvaNo ratings yet
- 1872 ReglamentolaboratoriofisicaDocument4 pages1872 ReglamentolaboratoriofisicaDarwin QuinteroNo ratings yet
- Reglamento de LaboratorioDocument2 pagesReglamento de LaboratorioJuan HerreraNo ratings yet
- Manual Fenómenos de Transporte I 2023 AgostoDocument40 pagesManual Fenómenos de Transporte I 2023 AgostoNoe De Jesus Guerrero SaldañaNo ratings yet
- Manual Operaciones Unitarias 2 2022Document57 pagesManual Operaciones Unitarias 2 2022Armando GuerreroNo ratings yet
- Practica2018 Submodulo 1Document17 pagesPractica2018 Submodulo 1Viridiana Mancilla CastilloNo ratings yet
- Manual Masa II 2021Document58 pagesManual Masa II 2021Oscar Oswaldo Castillo OrtizNo ratings yet
- Manual Interfaces HW-SW + Academia Ed 2019Document134 pagesManual Interfaces HW-SW + Academia Ed 2019AbrahamNo ratings yet
- Reglamento General de Los LaboratoriosDocument6 pagesReglamento General de Los Laboratorioscastillojuli876No ratings yet
- Aprovechamiento ForestalDocument54 pagesAprovechamiento ForestalTito SandovalNo ratings yet
- Manual de S.Mecánicas, AGO 2022Document59 pagesManual de S.Mecánicas, AGO 2022Claudia SilvaNo ratings yet
- Manual de Laboratorio de Microbiología y Parasitología Humana (4613)Document54 pagesManual de Laboratorio de Microbiología y Parasitología Humana (4613)lgisaNo ratings yet
- Instructivo Quimica ClinicaDocument65 pagesInstructivo Quimica ClinicaELCIRO100% (1)
- RIEGOS Y DRENAJES, CivilDocument20 pagesRIEGOS Y DRENAJES, Civilvaleria RodriguezNo ratings yet
- Manual Lab QI 2020Document64 pagesManual Lab QI 2020Copicentro OVNINo ratings yet
- 2023 Manual de TSB I AnayaDocument29 pages2023 Manual de TSB I AnayacesarNo ratings yet
- Reglamento Laboratorio MetrologíaDocument5 pagesReglamento Laboratorio MetrologíaBryant ReyesNo ratings yet
- Manual de Laboratorio Edafologia 2022Document62 pagesManual de Laboratorio Edafologia 2022LUIS VEGANo ratings yet
- Manual de Bioquimica Humana 2023 - 2Document94 pagesManual de Bioquimica Humana 2023 - 2Mariana SilvaNo ratings yet
- BitacoraDocument35 pagesBitacoraCamila CobojNo ratings yet
- IOI - IT - Colección Guiones Prácticas LaboratorioDocument58 pagesIOI - IT - Colección Guiones Prácticas LaboratorioDaniel Cabezas100% (1)
- Manual Topografía IIDocument26 pagesManual Topografía IIVariedades JadeNo ratings yet
- Manual de Química Inorgánica 2019Document36 pagesManual de Química Inorgánica 2019EdgarBerduoNo ratings yet
- Información para Los Alumnos Laboratorio de Física 1-2019Document4 pagesInformación para Los Alumnos Laboratorio de Física 1-2019Andres Romero CastillejoNo ratings yet
- Manual de Qui - Mica de Alimentos 2020 UMG Ingenieri Üa Corregido Versio Ün FinalDocument36 pagesManual de Qui - Mica de Alimentos 2020 UMG Ingenieri Üa Corregido Versio Ün FinalMelanyNo ratings yet
- Guías Laboratorios MecánicaDocument107 pagesGuías Laboratorios MecánicaLuciano Andres Deluque BarriosNo ratings yet
- Quimica PDFDocument69 pagesQuimica PDFJack HanmaNo ratings yet
- Manual de Fenómenos de Transporte II 2021Document54 pagesManual de Fenómenos de Transporte II 2021Armando GuerreroNo ratings yet
- Manual de Mecanica de Fluidos EJ2023Document85 pagesManual de Mecanica de Fluidos EJ2023Jonathan RamirezNo ratings yet
- Cuadernillo Unidad 1 Cbii111 - Cbi1119 - EstudiantesDocument30 pagesCuadernillo Unidad 1 Cbii111 - Cbi1119 - EstudiantesSoledadAndreaNuñezVasquezNo ratings yet
- Práctica 0.embriologia Introducción A Laboratorio y A La MicroscopíaDocument9 pagesPráctica 0.embriologia Introducción A Laboratorio y A La Microscopíafernandobravo_511No ratings yet
- Química Inorgánica 2020Document37 pagesQuímica Inorgánica 2020alexander TarquiNo ratings yet
- Laboratorio de microbiología para optómetrasFrom EverandLaboratorio de microbiología para optómetrasNo ratings yet
- Toma de muestras y análisis in-situ. QUIE0108: Operaciones básicas en planta químicaFrom EverandToma de muestras y análisis in-situ. QUIE0108: Operaciones básicas en planta químicaNo ratings yet
- Limpiador de PisosDocument22 pagesLimpiador de PisosMilton PuzhiNo ratings yet
- Elaboracion de DetergentesDocument4 pagesElaboracion de DetergentesmilovillaNo ratings yet
- Motorespasoapaso PDFDocument25 pagesMotorespasoapaso PDFCarlos Mario Jimenez RamirezNo ratings yet
- Introducción A La RoboticaDocument28 pagesIntroducción A La RoboticamasanchezcruzNo ratings yet
- Metodos de AccesoDocument7 pagesMetodos de AccesoSergio CovarrubiasNo ratings yet
- Instrucciones Del PicDocument40 pagesInstrucciones Del PicSergio CovarrubiasNo ratings yet
- Manual PrologDocument27 pagesManual PrologJose EpitacioNo ratings yet
- Esp Tecn Grupo ElectrogenoDocument1 pageEsp Tecn Grupo ElectrogenoMarcelo L ZamoraNo ratings yet
- Georreferenciacion Viviendas AisladasDocument17 pagesGeorreferenciacion Viviendas AisladasFISICORAN ING.CIVILNo ratings yet
- T ESISDocument184 pagesT ESISDavid Luyz0% (1)
- 2017 Manual OfflineDocument15 pages2017 Manual OfflinePedro SaitNo ratings yet
- Pros Y Los Contras de Energía Solar Energía Solar: Colegio de Bachilleres de Chiapas 08Document2 pagesPros Y Los Contras de Energía Solar Energía Solar: Colegio de Bachilleres de Chiapas 08José Luis MotaNo ratings yet
- Relevant eDocument4 pagesRelevant eEnrique Julca VásquezNo ratings yet
- MS Word historia y versionesDocument3 pagesMS Word historia y versionesNicoll RizoNo ratings yet
- 1IM26 P7 Maqueda Almazán1Document15 pages1IM26 P7 Maqueda Almazán1Tania MaquedaNo ratings yet
- EDWARD SHANKEN Arte en La Era de La InformacionDocument8 pagesEDWARD SHANKEN Arte en La Era de La InformacionJuan Jose TirigallNo ratings yet
- PIA DE MICROECONOMIA eDocument24 pagesPIA DE MICROECONOMIA ePedro JuarezNo ratings yet
- SubtitleDocument5 pagesSubtitleadrNo ratings yet
- Manual Del Dinstar MG200Document8 pagesManual Del Dinstar MG200jhonatan huaman tineoNo ratings yet
- Cronograma de Ejecución de Obra Plaza Caplina OkDocument7 pagesCronograma de Ejecución de Obra Plaza Caplina OkElvis David PachecoNo ratings yet
- TESIS Nelson GonzalezDocument111 pagesTESIS Nelson GonzalezRamon MartinezNo ratings yet
- Check List Cambio de MotoresDocument1 pageCheck List Cambio de MotoresManuel GallegosNo ratings yet
- Simulación de ProcesosDocument15 pagesSimulación de ProcesosPeter T. G. I. LarterNo ratings yet
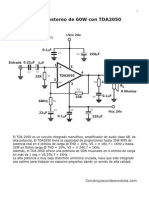
- Amplificador 60w Con Tda2050Document8 pagesAmplificador 60w Con Tda2050david100% (1)
- Locomotora Electrica GeneralDocument47 pagesLocomotora Electrica GeneralAngel SoteldoNo ratings yet
- Resumen Tesis de Lean ManufacturingDocument30 pagesResumen Tesis de Lean ManufacturingPavel BautistaNo ratings yet
- Conclusiones y ObservacionesDocument1 pageConclusiones y ObservacionesJoe Huanca RiveraNo ratings yet
- MR 14 Tech Fichas CircuitoDocument129 pagesMR 14 Tech Fichas CircuitoGustavo Pargade100% (3)
- 04 CABLES DE CONTROL - PresentacionDocument35 pages04 CABLES DE CONTROL - PresentacionCarlos GomesNo ratings yet
- PETROLEOS MEXICANOS NORMAS PARA PROYECTO DE OBRAS CONSTRUCCION DE CANALIZACIONES ELECTRICAS SUBTERRANEASDocument96 pagesPETROLEOS MEXICANOS NORMAS PARA PROYECTO DE OBRAS CONSTRUCCION DE CANALIZACIONES ELECTRICAS SUBTERRANEASServando PerezNo ratings yet
- Proyecto Telefonía VoIPDocument5 pagesProyecto Telefonía VoIPNogui LatorreNo ratings yet
- Determinación de factores de tráfico para el diseño de pavimentosDocument42 pagesDeterminación de factores de tráfico para el diseño de pavimentosMARIA BELEN MALDONADO MATUTENo ratings yet
- Pilote Manual ES 2018Document78 pagesPilote Manual ES 2018jose angel aller gutierrezNo ratings yet
- Informe Puesta PuntoDocument13 pagesInforme Puesta PuntoLuis Trujillo CadenaNo ratings yet
- Catalogo de Refacciones RT180Document80 pagesCatalogo de Refacciones RT180Miguel EstevaNo ratings yet
- Amod Amod-515 ContenidosDocument10 pagesAmod Amod-515 ContenidosAngel CaseresNo ratings yet
- Mapa Conceptual de Microsoft WordDocument8 pagesMapa Conceptual de Microsoft WordYasmani TrejoNo ratings yet