You might also like
- Introduction To TPM PDFDocument58 pagesIntroduction To TPM PDFArchan raj100% (1)
- World Class Manufacturing Model PDFDocument8 pagesWorld Class Manufacturing Model PDFheldownNo ratings yet
- DWM Overview RIBDocument43 pagesDWM Overview RIBAshokNo ratings yet
- 5S Best PracticeDocument85 pages5S Best PracticeyogshastriNo ratings yet
- Step by step guide to focused improvement implementationDocument22 pagesStep by step guide to focused improvement implementationSatya Prakash BarikNo ratings yet
- TPM-Quality MaintenanceDocument6 pagesTPM-Quality Maintenanceamie indraNo ratings yet
- Study of JH Implementation ReadyDocument27 pagesStudy of JH Implementation ReadyNaveen Jangid100% (1)
- Manual 5-Office TPMDocument8 pagesManual 5-Office TPMsaravanan_mvs8989100% (1)
- 5 OEE Loss TreeDocument30 pages5 OEE Loss TreeGugun Dewasa100% (1)
- How To Implement The Effective Daily Management and VisualizationDocument70 pagesHow To Implement The Effective Daily Management and VisualizationanandNo ratings yet
- Teppi Tevet College Apply 3S: KaizenDocument60 pagesTeppi Tevet College Apply 3S: KaizenPunitha Paul0% (1)
- MP CP SheetDocument9 pagesMP CP Sheetutility&oxygen PoolNo ratings yet
- Kobetsu Kaizen Pillar: Training Program OnDocument51 pagesKobetsu Kaizen Pillar: Training Program OnNeeraj SethyNo ratings yet
- Audit Checklist - JH Steps 1-3Document13 pagesAudit Checklist - JH Steps 1-3Shantanu ShuklaNo ratings yet
- Chapter 6. Education & Training ManualDocument23 pagesChapter 6. Education & Training ManualVivek KumarNo ratings yet
- Week 11 - Numerical Analysis For Productivity ImprovementDocument34 pagesWeek 11 - Numerical Analysis For Productivity ImprovementNguyễn Ngọc Minh QuânNo ratings yet
- TPM Administration PillarsDocument53 pagesTPM Administration Pillarskingathur26681No ratings yet
- Lean Scorecard 5Document4 pagesLean Scorecard 5EmmanuelLaresEmmyNo ratings yet
- 12 Steps TPM Implementation and Consultation Plan of ActivitiesDocument15 pages12 Steps TPM Implementation and Consultation Plan of ActivitiesMark Zenen Panganiban100% (1)
- Autonomous MaintenanceDocument38 pagesAutonomous Maintenancechusz100% (1)
- Kobetsu Kaizen: Maintenance ManagementDocument34 pagesKobetsu Kaizen: Maintenance ManagementMohammed Rushnaiwala100% (1)
- Difference between Rework & Repair as per IATF 16949Document19 pagesDifference between Rework & Repair as per IATF 16949Danang Widoyoko100% (1)
- 7 Type AbnormalitiesDocument24 pages7 Type AbnormalitiesShantanu Shukla100% (2)
- JIPM TPM AwardsDocument23 pagesJIPM TPM AwardspreethishNo ratings yet
- Kamishibai - Golden TriangleDocument12 pagesKamishibai - Golden TriangleMadhavaKrishnaNo ratings yet
- What is OEEDocument33 pagesWhat is OEERoshan YaduwanshiNo ratings yet
- Chrysler's WCM Program and Keys to SuccessDocument4 pagesChrysler's WCM Program and Keys to SuccessNarasimharaghavanPuliyurKrishnaswamyNo ratings yet
- World Class Manufacturing - 1Document46 pagesWorld Class Manufacturing - 1Prakash VermaNo ratings yet
- 01.21 Implementation PhasesDocument2 pages01.21 Implementation PhasesSathish Kumar PNo ratings yet
- 7 Steps to Autonomous MaintenanceDocument24 pages7 Steps to Autonomous MaintenancePanch BNo ratings yet
- TQM Training at MDI GurgaonDocument4 pagesTQM Training at MDI GurgaonyashNo ratings yet
- Master Thesis - Degree in "Ingegneria Gestionale"Document123 pagesMaster Thesis - Degree in "Ingegneria Gestionale"quycoctuNo ratings yet
- KK PillarDocument30 pagesKK PillarshaktiNo ratings yet
- A3 Strategy ArticleDocument4 pagesA3 Strategy Articleunknown139100% (1)
- On Concepts & Methodologies in TQM Activities & TPM Activities: Toward Intelligent ManufacturingDocument186 pagesOn Concepts & Methodologies in TQM Activities & TPM Activities: Toward Intelligent Manufacturingpradeep1987cool100% (1)
- Zero Defect PresentationDocument4 pagesZero Defect PresentationRanjith KumarNo ratings yet
- 00the 7 MFG WasteDocument15 pages00the 7 MFG WasteRohit PrakashNo ratings yet
- WCM-World Class Manuf.Document37 pagesWCM-World Class Manuf.Mohammad KamruzzamanNo ratings yet
- TPM AwarenessDocument51 pagesTPM AwarenessDeepak kumarNo ratings yet
- Cellular ManufacturingDocument25 pagesCellular ManufacturingApoorv Mathur100% (1)
- E & Tpillar: Education & Training Pillar ActivitiesDocument21 pagesE & Tpillar: Education & Training Pillar Activitiessamkaria rajeshNo ratings yet
- What Is WCOMDocument14 pagesWhat Is WCOMP S Lakshmi Kanthan100% (1)
- Step 0 and 1 Management Part 1Document14 pagesStep 0 and 1 Management Part 1murilocabriniNo ratings yet
- Lean Six Sigma - Yellow Belt Program: Prepared ForDocument160 pagesLean Six Sigma - Yellow Belt Program: Prepared ForJames HetNo ratings yet
- Black Belt Training - Module 2 - Day 1Document89 pagesBlack Belt Training - Module 2 - Day 1haythemNo ratings yet
- An Introduction to Total Productive Maintenance (TPMDocument31 pagesAn Introduction to Total Productive Maintenance (TPMJack Philips100% (1)
- Lect14r6oct 06 Pom World Class Manufacturing 110908135935 Phpapp01 PDFDocument80 pagesLect14r6oct 06 Pom World Class Manufacturing 110908135935 Phpapp01 PDFVivek KumarNo ratings yet
- Continuous Improvement: Combining Total Productive Maintenance and Culture ChangeDocument24 pagesContinuous Improvement: Combining Total Productive Maintenance and Culture ChangeBorisNo ratings yet
- 5S 3M KaizenDocument111 pages5S 3M KaizenLakshit Seth100% (2)
- Quality CricleDocument22 pagesQuality CricleQSSD ENTERPRISESNo ratings yet
- Aradhana Softdrinks Maintenance StrategyDocument52 pagesAradhana Softdrinks Maintenance StrategyRushab Solanki0% (1)
- Training On 4M: Magneti Marelli Talbros Chassis Systems PVT - LTDDocument12 pagesTraining On 4M: Magneti Marelli Talbros Chassis Systems PVT - LTDGirish60No ratings yet
- Introduction to the History and Concepts of Total Productive Maintenance (TPMDocument27 pagesIntroduction to the History and Concepts of Total Productive Maintenance (TPMFirdaus HusainiNo ratings yet
- Autonomous Maintenance BasicsDocument9 pagesAutonomous Maintenance BasicsMurat TerziNo ratings yet
- Quality Circles-TQMDocument24 pagesQuality Circles-TQMVARSHA RAVIKUMAR0% (1)
- Toyota - ProjectDocument101 pagesToyota - ProjectSanjay Shreesha33% (3)
- SMED Training Material PDFDocument35 pagesSMED Training Material PDFEr Jagadish MandalNo ratings yet
- Quality Maintenance Training Programme: Concept & ImplementationDocument46 pagesQuality Maintenance Training Programme: Concept & Implementationdeepak sharmaNo ratings yet
- TPM-2 Muda in Machinery Related in GembaDocument51 pagesTPM-2 Muda in Machinery Related in GembaEduardo L. GarciaNo ratings yet
- Operational Excellence A Complete Guide - 2019 EditionFrom EverandOperational Excellence A Complete Guide - 2019 EditionRating: 1 out of 5 stars1/5 (1)
- Torque Management System: Prepared By: Rashpal Singh (TCF-Scorpio)Document28 pagesTorque Management System: Prepared By: Rashpal Singh (TCF-Scorpio)Sagar YadavNo ratings yet
- Positive Displacement: Reciprocating CompressorsDocument2 pagesPositive Displacement: Reciprocating CompressorsSagar YadavNo ratings yet
- 04contents or Safety Index-4Document1 page04contents or Safety Index-4Sagar YadavNo ratings yet
- Welding SDocument3 pagesWelding SSagar YadavNo ratings yet
- Engine DimensionsDocument5 pagesEngine DimensionsSagar YadavNo ratings yet
- MakinosDocument2 pagesMakinosSagar YadavNo ratings yet
- Torque Management System: Prepared By: Rashpal Singh (TCF-Scorpio)Document28 pagesTorque Management System: Prepared By: Rashpal Singh (TCF-Scorpio)Sagar YadavNo ratings yet
- Torque Management System: Prepared By: Rashpal Singh (TCF-Scorpio)Document28 pagesTorque Management System: Prepared By: Rashpal Singh (TCF-Scorpio)Sagar YadavNo ratings yet
- TPM in Assembly LineDocument15 pagesTPM in Assembly LineSagar Yadav100% (1)
- 7 QC Tool For Core ElectricalsDocument43 pages7 QC Tool For Core ElectricalsSagar YadavNo ratings yet
- Management Lessons From IIM ADocument19 pagesManagement Lessons From IIM AashishmthNo ratings yet
- JH - Step 4Document3 pagesJH - Step 4Sagar YadavNo ratings yet
- TPM Question PaperDocument1 pageTPM Question PaperSagar YadavNo ratings yet
- Conflict ManagementDocument13 pagesConflict ManagementSagar YadavNo ratings yet
- Makigami ... and The Art of Systemic Process Improvement: State, Within As Little As One WeekDocument3 pagesMakigami ... and The Art of Systemic Process Improvement: State, Within As Little As One WeekSagar YadavNo ratings yet
- Objectives of Aggregate Planning Normally AreDocument22 pagesObjectives of Aggregate Planning Normally AreSagar YadavNo ratings yet
- Hindi QuotesDocument1 pageHindi QuotesSagar YadavNo ratings yet
- Incident Recall TechniqueDocument5 pagesIncident Recall TechniqueSagar Yadav100% (1)
- FORMULAS For CALCULATING RATES PDFDocument4 pagesFORMULAS For CALCULATING RATES PDFĐào Hùng0% (1)
- Symbols & StandardsDocument9 pagesSymbols & StandardsJogi Oscar SinagaNo ratings yet
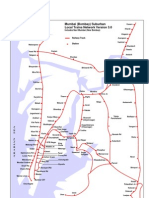
- Mumbai Local Train RouteDocument1 pageMumbai Local Train Routejojogeorge76No ratings yet
- Bombay Suburban Trains MapDocument1 pageBombay Suburban Trains Mapanon-585152100% (2)
- Employee Satisfaction Survey-1 PDFDocument14 pagesEmployee Satisfaction Survey-1 PDFJohari Valiao AliNo ratings yet
- Power Converion Table Kilawatts To Horsepower2Document2 pagesPower Converion Table Kilawatts To Horsepower2Sagar YadavNo ratings yet
- CHD8 (1536) C1Document36 pagesCHD8 (1536) C1varma1234No ratings yet
- Lecture - Plant Location and Layout PDFDocument25 pagesLecture - Plant Location and Layout PDFrafesh100% (1)
- Accident Investigation Form PDFDocument5 pagesAccident Investigation Form PDFAfiq BahaNo ratings yet
- Investigation GuidelinesDocument7 pagesInvestigation GuidelinesSagar YadavNo ratings yet
- Confined Space Safety - Industrial Disaster Risk Management PDFDocument18 pagesConfined Space Safety - Industrial Disaster Risk Management PDFManish ChandaniNo ratings yet
- SC invalidates Ordinance allowing oil depots in Pandacan due to population densityDocument2 pagesSC invalidates Ordinance allowing oil depots in Pandacan due to population densityMigs Raymundo100% (1)
- ITIL - Release and Deployment Roles and Resps PDFDocument3 pagesITIL - Release and Deployment Roles and Resps PDFAju N G100% (1)
- Camera MatchingDocument10 pagesCamera MatchingcleristonmarquesNo ratings yet
- Safety of High-Rise BuildingsDocument14 pagesSafety of High-Rise BuildingsHananeel Sandhi100% (2)
- Acknowledgment: George & Also To Our Group Guide Asst. Prof. Simy M Baby, For Their Valuable Guidance and HelpDocument50 pagesAcknowledgment: George & Also To Our Group Guide Asst. Prof. Simy M Baby, For Their Valuable Guidance and HelpKhurram ShahzadNo ratings yet
- Nexus Undercarriage Cross Reference GuideDocument185 pagesNexus Undercarriage Cross Reference GuideRomanNo ratings yet
- Reynold's Number Flow ExperimentDocument8 pagesReynold's Number Flow ExperimentPatrick GatelaNo ratings yet
- 3 0 Visual Weld InspectorDocument74 pages3 0 Visual Weld InspectorVincent Sofia RaphaelNo ratings yet
- Sample Contract Rates MerchantDocument2 pagesSample Contract Rates MerchantAlan BimantaraNo ratings yet
- A K A G .: RUN Umar Shok UptaDocument2 pagesA K A G .: RUN Umar Shok UptaArun GuptaNo ratings yet
- Management Reporter Integration Guide For Microsoft Dynamics® SLDocument22 pagesManagement Reporter Integration Guide For Microsoft Dynamics® SLobad2011No ratings yet
- IBM TS3500 Command Line Interface (CLI) ExamplesDocument6 pagesIBM TS3500 Command Line Interface (CLI) ExamplesMustafa BenmaghaNo ratings yet
- FOMRHI Quarterly: Ekna Dal CortivoDocument52 pagesFOMRHI Quarterly: Ekna Dal CortivoGaetano PreviteraNo ratings yet
- Nuxeo Platform 5.6 UserGuideDocument255 pagesNuxeo Platform 5.6 UserGuidePatrick McCourtNo ratings yet
- 13 Daftar PustakaDocument2 pages13 Daftar PustakaDjauhari NoorNo ratings yet
- RCA - Mechanical - Seal - 1684971197 2Document20 pagesRCA - Mechanical - Seal - 1684971197 2HungphamphiNo ratings yet
- Trustees Under IndenturesDocument233 pagesTrustees Under IndenturesPaul9268100% (6)
- Leapfroggers, People Who Start A Company, Manage Its Growth Until They Get Bored, and Then SellDocument3 pagesLeapfroggers, People Who Start A Company, Manage Its Growth Until They Get Bored, and Then Sellayesha noorNo ratings yet
- Military Railway Unit Histories Held at MHIDocument6 pagesMilitary Railway Unit Histories Held at MHINancyNo ratings yet
- MTS Material Testing SolutionsDocument34 pagesMTS Material Testing SolutionskarthegreNo ratings yet
- UBI1Document66 pagesUBI1Rudra SinghNo ratings yet
- Localization Strategy in Vietnamese Market: The Cases ofDocument25 pagesLocalization Strategy in Vietnamese Market: The Cases ofHồng Thy NguyễnNo ratings yet
- Method StatementDocument11 pagesMethod StatementMohammad Fazal Khan100% (1)
- Programming in Java Assignment 8: NPTEL Online Certification Courses Indian Institute of Technology KharagpurDocument4 pagesProgramming in Java Assignment 8: NPTEL Online Certification Courses Indian Institute of Technology KharagpurPawan NaniNo ratings yet
- Anthony Flagg's Complaint Against Eddie LongDocument23 pagesAnthony Flagg's Complaint Against Eddie LongRod McCullom100% (1)
- Research Design Elements for ScenariosDocument25 pagesResearch Design Elements for Scenariosrohizal ibrahimNo ratings yet
- Gigahertz company background and store locationsDocument1 pageGigahertz company background and store locationsjay BearNo ratings yet
- CELF Final ProspectusDocument265 pagesCELF Final ProspectusDealBookNo ratings yet
- Introduction to Human Resource Management Functions and Their ImportanceDocument23 pagesIntroduction to Human Resource Management Functions and Their ImportancedhrupaNo ratings yet
- AssemblyinstructionsDocument12 pagesAssemblyinstructionsPriscila AzevedoNo ratings yet