You might also like
- Hoja - De.correcciones AMEF4 Nov.11,2008Document3 pagesHoja - De.correcciones AMEF4 Nov.11,2008aalcantaraNo ratings yet
- Wss m99p9999 A1 - 2006 PDFDocument59 pagesWss m99p9999 A1 - 2006 PDFBerk NoyanNo ratings yet
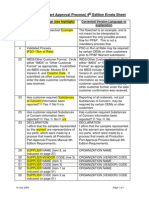
- PPAP4ErrataSheet July06Document1 pagePPAP4ErrataSheet July06CarlosSabaraNo ratings yet
- Manual - APQP 20121017 PDFDocument135 pagesManual - APQP 20121017 PDFBerk NoyanNo ratings yet
- Reach Resmi Metin PDFDocument278 pagesReach Resmi Metin PDFBerk NoyanNo ratings yet
- Rules 4th Edition - FAQ - April - 2015 PDFDocument15 pagesRules 4th Edition - FAQ - April - 2015 PDFBerk NoyanNo ratings yet
- APQP WebinarDocument69 pagesAPQP WebinarWahyu SupriyadiNo ratings yet
- AIAG Mexico City PDFDocument50 pagesAIAG Mexico City PDFBerk NoyanNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Mechanical Properties of High Carbon SteelDocument3 pagesMechanical Properties of High Carbon SteelSabirul SkNo ratings yet
- Asme Code Type Flanged DishedDocument3 pagesAsme Code Type Flanged DishedrachmadmahendraNo ratings yet
- Brochure Clad - Bassa - Rev2 PDFDocument16 pagesBrochure Clad - Bassa - Rev2 PDFFabio QuattrinNo ratings yet
- Radiograph Interpretation - CastingsDocument5 pagesRadiograph Interpretation - CastingshoscriNo ratings yet
- Manufacturing Process Lab 01 DoneDocument4 pagesManufacturing Process Lab 01 DoneRk RanaNo ratings yet
- A Review of Hydrogen Embrittlement of Martensitic Advanced High Strength Steels PDFDocument35 pagesA Review of Hydrogen Embrittlement of Martensitic Advanced High Strength Steels PDFAndress SsalomonnNo ratings yet
- Detail Study of Working in Blast Furnace Area (Vizag Steel Plant)Document42 pagesDetail Study of Working in Blast Furnace Area (Vizag Steel Plant)kselvan_1No ratings yet
- API RP 571 Test QuestionsDocument22 pagesAPI RP 571 Test QuestionsShrikant Moje100% (1)
- PMR v39 I3 117 126Document10 pagesPMR v39 I3 117 126rezaeibehrouzNo ratings yet
- Stainless PipeDocument10 pagesStainless Pipetepu msosaNo ratings yet
- Metals and Non-Metals: Multiple Choice QuestionsDocument10 pagesMetals and Non-Metals: Multiple Choice QuestionsShreyansh DuggarNo ratings yet
- AMPCO Metal Welding Materials CatalogueDocument28 pagesAMPCO Metal Welding Materials Cataloguejhax90No ratings yet
- One Stop Complete Machining Solution FOR Engineering ComponentDocument6 pagesOne Stop Complete Machining Solution FOR Engineering ComponentTHE METAL COMPANYNo ratings yet
- BPVC Code Cases 5Document54 pagesBPVC Code Cases 5Burak KececiNo ratings yet
- API RP 577 Welding Inspection GuideDocument34 pagesAPI RP 577 Welding Inspection GuideNelson Bernardes100% (1)
- Potential Applications of Shape Memory Alloys in Siesmic Retrofitting of Exterior RC Beam-Column JointDocument10 pagesPotential Applications of Shape Memory Alloys in Siesmic Retrofitting of Exterior RC Beam-Column JointRicardo Alejandro Oyarce ArmijoNo ratings yet
- QT 16Cr PDFDocument1 pageQT 16Cr PDFYaroslav RuizNo ratings yet
- Vizag Steel PlantDocument27 pagesVizag Steel Plantpramod_k67% (6)
- Weld Schedule For 135 TPH CFBC UltratechDocument4 pagesWeld Schedule For 135 TPH CFBC Ultratechpulakjaiswal85No ratings yet
- Effect of Corrosion On Mild Steel in Food Processing Industry: A ReviewDocument8 pagesEffect of Corrosion On Mild Steel in Food Processing Industry: A ReviewIJAERS JOURNALNo ratings yet
- Westermann Tables NewDocument157 pagesWestermann Tables NewArul Gnana John100% (2)
- #15 Adhesion Test Report (3M VHB APT & Alpolic Panels)Document5 pages#15 Adhesion Test Report (3M VHB APT & Alpolic Panels)Senthil KumarNo ratings yet
- Explosive Welding 1 WeldingDocument4 pagesExplosive Welding 1 WeldingRabindra DashNo ratings yet
- GX5CrNi19-10 - 1Document2 pagesGX5CrNi19-10 - 1Joe ClarkeNo ratings yet
- 10 March 2018 - 15 March 2018Document4 pages10 March 2018 - 15 March 2018Abdul Ahad LoneNo ratings yet
- Hot Rolled Round Steel BarsDocument20 pagesHot Rolled Round Steel BarsNomoNo ratings yet
- PT. Tekenomiks Indonesia: 05357110 PT - Kalimantan Prima Persada - SangattaDocument2 pagesPT. Tekenomiks Indonesia: 05357110 PT - Kalimantan Prima Persada - SangattaReksiNo ratings yet
- Lack of Fusion in Welded Joints: Pretty Long and Narrow and RejectableDocument20 pagesLack of Fusion in Welded Joints: Pretty Long and Narrow and RejectableSamira MahmoodiNo ratings yet
- Welding Procedure Specification (WPS) Yes Prequalified or Procedure Qualification Records (PQR) YesDocument2 pagesWelding Procedure Specification (WPS) Yes Prequalified or Procedure Qualification Records (PQR) YesRuben Purca0% (1)
- Corrosion and Its Mitigation in The Oil and Gas Industry PDFDocument7 pagesCorrosion and Its Mitigation in The Oil and Gas Industry PDFArunachalam AvanashiNo ratings yet