You might also like
- 9 Instr para El Corte de Elementos Metalicos Con Proceso Pac (Plasma)Document8 pages9 Instr para El Corte de Elementos Metalicos Con Proceso Pac (Plasma)Vladimir Rodriguez LeonNo ratings yet
- Soldadura oxigas y corte de metalesDocument5 pagesSoldadura oxigas y corte de metalesJesus Polo FernandezNo ratings yet
- Broca taladro: partes, tipos y cuidadosDocument11 pagesBroca taladro: partes, tipos y cuidadosmonicaNo ratings yet
- Microsoft Word - Consideraciones Varilla Rosca Acme - CuadradaDocument2 pagesMicrosoft Word - Consideraciones Varilla Rosca Acme - CuadradaGustavo Techeira100% (1)
- 5-1 Prog. Cad-Cam para Torno CNCDocument26 pages5-1 Prog. Cad-Cam para Torno CNCDaniel Torres QuispeNo ratings yet
- H.Simbologia Dist Parte 1 y 2Document37 pagesH.Simbologia Dist Parte 1 y 2José Juan Jiménez AlejandroNo ratings yet
- Equipos Soldadura OxicorteDocument18 pagesEquipos Soldadura OxicorteJean ReyesNo ratings yet
- Trabajo Metal Corte TermicoDocument14 pagesTrabajo Metal Corte TermicoJavierNo ratings yet
- Corte PlasmaDocument17 pagesCorte PlasmaGerardo ArroyoNo ratings yet
- Mecánico de Banco y Ajuste 1Document19 pagesMecánico de Banco y Ajuste 1sergioNo ratings yet
- Fuerza y Potencia de CorteDocument10 pagesFuerza y Potencia de CorteAnthony D. Escobar100% (1)
- Soldadura Mig-Mag JG Pucp 2004Document96 pagesSoldadura Mig-Mag JG Pucp 2004ROXANA ERIKA CARDENAS CANTU100% (1)
- Sistema OxigasDocument5 pagesSistema OxigasEsteban David Acosta MellidNo ratings yet
- PantografoDocument11 pagesPantografomiguelNo ratings yet
- F 1140Document2 pagesF 1140Borja Álvarez DíazNo ratings yet
- Soldabilidad Del Fe FundidoDocument26 pagesSoldabilidad Del Fe FundidoElder Lima GalindoNo ratings yet
- Métodos de EnsambleDocument39 pagesMétodos de EnsambleDart Suarez100% (1)
- Cadenas y PiñonesDocument43 pagesCadenas y PiñonesValeria Mamani MamaniNo ratings yet
- Dobladora de Tubos - CuevaDocument8 pagesDobladora de Tubos - Cuevaanabelguadalupe0% (1)
- AbrasivosDocument14 pagesAbrasivosluisNo ratings yet
- Diapositivas BronceDocument14 pagesDiapositivas Broncealexander0194No ratings yet
- Fundamentos de Geotecnia SaezDocument47 pagesFundamentos de Geotecnia SaezAnonymous W3NHorg9tNo ratings yet
- Trabajo de Innovasion - RoladoraDocument24 pagesTrabajo de Innovasion - RoladoraDeyler Iglesias100% (3)
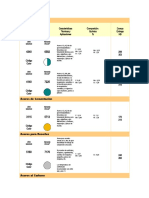
- Aceros Bonificados Codigo ColoresDocument4 pagesAceros Bonificados Codigo ColoreshufuentsNo ratings yet
- Cálculo de transmisión por correa trapezoidalDocument32 pagesCálculo de transmisión por correa trapezoidalGuillermo Rastelli100% (2)
- Colado en Molde PermanenteDocument19 pagesColado en Molde Permanenteascharlyx50% (2)
- Muelas Abrasivas VastagoDocument57 pagesMuelas Abrasivas VastagoDavid Morales100% (1)
- Sem I Materiales Sinterizados-PlaquitasDocument24 pagesSem I Materiales Sinterizados-PlaquitasAdrianVargasNo ratings yet
- Resumen FMEM50 Tornero FresadorDocument3 pagesResumen FMEM50 Tornero FresadorAntonio Romero CaleroNo ratings yet
- Fundamentos de Soldadura SmawDocument15 pagesFundamentos de Soldadura SmawMarvin Raul Intriago ZambranoNo ratings yet
- Punzón y MatricesDocument7 pagesPunzón y MatricesOSCAR YOBANNY ROMERONo ratings yet
- Soldadura DisímilDocument5 pagesSoldadura DisímilJulio VillavicencioNo ratings yet
- El TornoDocument18 pagesEl TornoBiankhita Parada100% (1)
- Rasqueteado 401 - 4Document25 pagesRasqueteado 401 - 4sergioNo ratings yet
- Mecanizado de Una Pieza en TornoDocument2 pagesMecanizado de Una Pieza en TornoFernando TapiaNo ratings yet
- Manual de OxiacetilenicoDocument104 pagesManual de OxiacetilenicoJhans JosueNo ratings yet
- Fichas TecnicasDocument4 pagesFichas TecnicasjoseNo ratings yet
- Bohler M238Document7 pagesBohler M238Javot Ignacio RippesNo ratings yet
- Investigacion MoldeDocument32 pagesInvestigacion MoldeAlvaro AtalayaNo ratings yet
- Valvula Limitadora de Presion ProporcionalDocument8 pagesValvula Limitadora de Presion ProporcionalJairo Antonio Orellano ArbelaezNo ratings yet
- Refrigerantes en El Mecanizado.Document1 pageRefrigerantes en El Mecanizado.Diego AvellanedaNo ratings yet
- Aceros EspecialesDocument6 pagesAceros EspecialescarlosedgardoalvaradNo ratings yet
- Conformado Plastico de Metales. FORJA.Document143 pagesConformado Plastico de Metales. FORJA.Daniel MesaNo ratings yet
- Manual de Operación de La FresadoraDocument10 pagesManual de Operación de La FresadoraDany Mauricio Benitez Martinez100% (1)
- Soldadura LaserDocument7 pagesSoldadura LaserRodrigo GuzmanNo ratings yet
- Catalogo FandeliDocument172 pagesCatalogo FandelipradojuanNo ratings yet
- Apuntes de Soldadura Mig-MagDocument4 pagesApuntes de Soldadura Mig-MagDaneel Oliwan100% (1)
- Curvado de chapas: preparación y corrección de defectosDocument10 pagesCurvado de chapas: preparación y corrección de defectosRaquelIglesiasNo ratings yet
- Clase 02 - ML-244 - 03.09.2019Document44 pagesClase 02 - ML-244 - 03.09.2019Henry Floriano DiazNo ratings yet
- Limas manuales: clasificación, formas y aplicacionesDocument15 pagesLimas manuales: clasificación, formas y aplicacionesJesus Rodriguez SalgueroNo ratings yet
- ALUMNO UNIDAD 2 OleohidraulicaDocument33 pagesALUMNO UNIDAD 2 Oleohidraulicacamila valdiviaNo ratings yet
- Especificaciones Torno UratsaDocument2 pagesEspecificaciones Torno UratsaMauri RangelNo ratings yet
- Operaciones Basicas Del TornoDocument4 pagesOperaciones Basicas Del TornoKevin Mejia SeminarioNo ratings yet
- Diagrama HHC y sus aplicacionesDocument4 pagesDiagrama HHC y sus aplicacionesAvecinos Prado0% (1)
- Equipo de Oxicorte Manual PDFDocument16 pagesEquipo de Oxicorte Manual PDFRobert TCNo ratings yet
- Proceso de Corte Con Arco Plasma (PAC) 1raparteDocument17 pagesProceso de Corte Con Arco Plasma (PAC) 1raparteDieggo CamposNo ratings yet
- Corte Con Soplete y Arco .Document69 pagesCorte Con Soplete y Arco .Edgar Abel Ventura TroncosoNo ratings yet
- Corte Con Soplete y Arco .Document69 pagesCorte Con Soplete y Arco .Juan •castroNo ratings yet
- Sistemas de control electrónico y sensores automotricesDocument74 pagesSistemas de control electrónico y sensores automotricesLitman Alvarado Vera100% (2)
- Interruptores AutomáticosDocument14 pagesInterruptores AutomáticosNoemi Saez LopezNo ratings yet
- X LARANAxDocument11 pagesX LARANAxjorgeNo ratings yet
- Tipos de RoscaDocument6 pagesTipos de Roscaleeme987100% (3)
- Felix Tableros PresentacionDocument4 pagesFelix Tableros PresentacionjorgeNo ratings yet
- Electrodos 2010Document18 pagesElectrodos 2010jorgeNo ratings yet
- Calculo Del Tipo de Cable A UsarDocument2 pagesCalculo Del Tipo de Cable A UsarjorgeNo ratings yet
- Instalación y aplicaciones de tubería multicapa OKA PE AL PE y PEX AL PEXDocument8 pagesInstalación y aplicaciones de tubería multicapa OKA PE AL PE y PEX AL PEXJulio Cesar Pulido NinaquispeNo ratings yet
- Brochure Carrillo ImportDocument3 pagesBrochure Carrillo ImportCp JhonatanNo ratings yet
- Velocidad Media e Instantánea V3Document9 pagesVelocidad Media e Instantánea V3Carol JiménezNo ratings yet
- ToberasDocument46 pagesToberasElsa MarquezNo ratings yet
- Diseño de Caja ReductoraDocument36 pagesDiseño de Caja ReductoraEdwin RodriguezNo ratings yet
- John J Cruz Fisica 1101 A 1105Document122 pagesJohn J Cruz Fisica 1101 A 1105Yuli Pao Dlh AlonsoNo ratings yet
- Hojas de Ruta para El Proceso de DespieceDocument6 pagesHojas de Ruta para El Proceso de DespieceyorkeduardoNo ratings yet
- Diagrama de Flujo Sistema de EscapeDocument7 pagesDiagrama de Flujo Sistema de EscapeRamon ArredondoNo ratings yet
- U7 - Mecanismos de Transferencia CalorDocument27 pagesU7 - Mecanismos de Transferencia CalorMiguel Angel Costaleite SoriaNo ratings yet
- Bombas LobularesDocument10 pagesBombas LobularesMilagrosCastilloNo ratings yet
- LABORATORIO No 7 Momento de Inercia 23-09-13Document5 pagesLABORATORIO No 7 Momento de Inercia 23-09-13Amadeo GarciaNo ratings yet
- AgmaDocument3 pagesAgmaNacho GarroneNo ratings yet
- Trampas de VaporDocument6 pagesTrampas de VaporMontiel Nieto Jeniffer AlondraNo ratings yet
- Analisis SismicoDocument23 pagesAnalisis SismicoRichard Manolo Gonzales JesusNo ratings yet
- Turbina de Gas GE: Sistema de Entrada de AireDocument78 pagesTurbina de Gas GE: Sistema de Entrada de AireAsandoval12345100% (3)
- Taller de Maquinaria PesadaDocument15 pagesTaller de Maquinaria PesadaJuan Jose De La HozNo ratings yet
- Práctica de MasaDocument3 pagesPráctica de MasavaneNo ratings yet
- Practica 2 Fisicoquimica Enero2016Document2 pagesPractica 2 Fisicoquimica Enero2016Leonardo RomeroNo ratings yet
- REFRIGERACIÓN Y AIRE ACONDICIONADOlab 06Document7 pagesREFRIGERACIÓN Y AIRE ACONDICIONADOlab 06JackelineAliagaNo ratings yet
- Pec DicmedDocument1 pagePec DicmedHerbert PomaccosiNo ratings yet
- Instalación y mantenimiento de cabinas de sandblastDocument35 pagesInstalación y mantenimiento de cabinas de sandblastARTURO REYES LEONNo ratings yet
- Péndulo sujeto por resortes: teoría y experimentoDocument5 pagesPéndulo sujeto por resortes: teoría y experimentoEddie Rodriguez BarraNo ratings yet
- Tarea1 G35Document42 pagesTarea1 G35jhonatan insuastyNo ratings yet
- Manual Instalacion Gfu PDFDocument21 pagesManual Instalacion Gfu PDFjoyaNo ratings yet
- Practica No 6 BombinDocument10 pagesPractica No 6 BombinLuis CorderoNo ratings yet
- Práctica 1 MecaDocument16 pagesPráctica 1 MecaAntonio FertoliniNo ratings yet
- Ejercicios Extra Cin-DinDocument4 pagesEjercicios Extra Cin-DinPAULA GARZON ROJASNo ratings yet
- Laboratorio N°05 - EquilibrioDocument19 pagesLaboratorio N°05 - EquilibrioMARYORY GRADOS ROJASNo ratings yet
- Motor BesDocument26 pagesMotor BesHenry WildNo ratings yet
- Actividad N°3Document3 pagesActividad N°3RafaelLazoPomaNo ratings yet