Professional Documents
Culture Documents
Diagramas de Mollier
Uploaded by
Javier_IldCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Diagramas de Mollier
Uploaded by
Javier_IldCopyright:
Available Formats
Transfair Engineering: Survey about CFC-free Refrigerator Production - Part 4:
C o o lin g C ircu it C o n n e ctio n S ch e m e
A ccum ulator
Designing and Prototyping of Refrigerator and Freezer Cooling Circuits
Dsseldorf 10/2010
Walter Dirk Adler Transfair GmbH Mrsenbroicher Weg 179 D-40470 Dsseldorf Tel.: (++49) 211-638811 Fax.: (++49) 211-638898 E-Mail: Transfair_GmbH@t-online.de
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. Contents
p. 2
CONTENTS
1. 1.1. 1.2. 1.3. 1.3.1 1.3.2 1.3.3 1.4. 1.4.1 1.4.2 1.5. 1.5.1 1.5.2 INTRODUCTION Refrigeration Cycle -Definitions Designing of Refrigerator and Freezer Cooling Circuits Standards and Climate Classes Refrigerator and Freezer Performance Standards Climate Classes Electrical Safety Standards Refrigeration Capacity Calculation of Thermal Losses and Freezing Power Measurement of the Cabinet Constant Reduction of Thermal Losses Foam Insulation Thickness Polyurethane Foam Tests Measurement of the Foam Density in Refrigerators and Test Shots Dimensional Stability Verification of Reaction Parameters, Cream Time, String Time, Rise Time Assurance of a Continuous Quality Thermal Bridges Sealing between Door and Cabinet Reduced Space between Food liner and Door liner Design of Door Gasket, Air Tightness Test of Door Gaskets 8 8 9 9 9 9 10 10 11 13 13 14 14 14 14 15 15 15 16 16 16
1.5.3
2. COMPRESSOR
2.1. 2.2. 2.2.1 2.2.2 2.2.3 2.2.4 2.3. Replacements of CFC-12 Compressors Energy Efficiencies, Drop-in Solutions, Reliabilities and Lifetimes Compressor Dimensions and Spaces, Investments and Costs Compressor Capacities HP Value Nominal Displacement Refrigeration Capacity Coefficient of Performance Starting Characteristics Low or High Starting Torque, RSIR, RSCR, CSIR, CSR Start Capacitor, PTC, Relay, High Starting Torque Compressor, Run Capacitor Electrical Diagrams Lifetime Heavy Duty Evaporating Temperature LBP, MBP, HBP Comparison between R134a and R12 Compressors Pressure-/Enthalpy Diagram of R12 and R134a
2.4. 2.5. 2.6. 2.7. 2.8. 2.8.1 2.8.2 2.8.3
A Comparison Test made by Danfoss Conclusions (Part 1)
A comparison Test made by National Matsushita Reciprocal Compressor Rotary Compressor
17 17 17 17 18 18 18 18 18 19 19 19 19 20 20 21 21 21 21 21 22 22 23 23 23
Conclusions (Part 2): Needed Design Improvements
2.9. 2.9.1 2.9.2 Comparison Tests of R134a, R600a and R12 Compressors from Necchi Compressor COP Tests Fridge/Freezer Tests using R600a, R290/R600a Mixture, R134a and R12 Compressors Conclusions (Part 3) Cooling Capacities, Coefficient of Performances, R600a Displacement Increase, Charge Tolerances, R290/R600a Drop-in Solution, Noise, Overall Dimensions
24
25 25 25 26 26 26
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. Contents
p. 3
2.10. 2.11. 2.12. 2.10.
of Compressors, R134a Lubricant, R134a Sludge Formation, R600a Solubility and Foaming, R600a Flammability, Compressor Costs Energy Optimised Compressors Variable Capacity Compressor Compressor Performance Tests and Test Methods Labelling of Compressors with Flammable Gas (R600a, R290 etc.)
27 27 28 29 29
3. CONDENSER
3.1. 3.1.1 3.1.2 3.1.3 3.1.4 3.1.5 3.1.6 3.2 3.2.1 3.2.2 3.2.3 3.2.4 3.3. 3.4. 3.5. 3.5.1 3.5.2 3.6. 3.6.1 3.6.2 3.6.3. Static Condensers Wire-on-Tube Condensers Tube-on -Finned -Plate Condensers Condenser Constant Condenser Capacity Condenser Transmission Coefficient or U-Value Condenser Surface Skin Condenser Skin Condenser on a Refrigerator or Freezer Cabinets Skin Condenser on a Chest Freezer Relation between Volume, Tube Length, Tube Distance and k-Value Necessary Increase of Insulation of Skin Condenser Refrigerators and Freezers Sheet Cover on Condenser Anti-Dew Coil Oil Cooling Condenser Fan Cooled Condenser Fin Coil Characteristics Possible Solutions for the Air Ducts Testing Condensers Calorimetric Measurement Comparison Test of Condenser Capacities Standards of condenser performance testing and test methods
31 31 31 31 31 31 32 33 33 34 34 35 35 35 36 36 37 37 38 38 38 39 40
4. CAPILLARY TUBE AND HEAT EXCHANGER
4.1. 4.2. 4.3. Capillary Tube Capacity Calculation Capillary Tube Capacity Tests Heat Exchanger
42 42 43 44
5. EVAPORATOR
5.1. 5.1.1 5.1.2 5.1.3 5.1.4 Evaporator Capacity and k-Value Roll-Bond Evaporators Suction Accumulation Channel Cross Section Samples Evaporator Types, Sizes and Forms Cold Cabinets Evaporator Surface Screening and Drip Trays Two Temperature Cabinets Connection of Refrigerator and Freezer Evaporators in Series Tube-on-Sheet, TOP or Skin Evaporators Chest Freezers Evaporators Chest Freezer Pull-Down Test Chest Freezer Evaporator Tube Length Working Process to mount Chest Freezer Evaporators Aluminium Tube Evaporators, Steel Tube Evaporators Cold Cabinet Evaporators Flatted evaporator tube with vertical u-bend
5.1.5 5.2. 5.2.1
5.2.2
46 46 46 46 47 47 47 48 48 49 49 50 51 51 51 52 52 52 53 53
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. Contents
p. 4
5.2.3
5.2.4
5.2.5
5.3. 5.3.1. 5.3.2. 5.3.3. 5.4. 5.4.1 5.5. 5.5.1 5.5.2 5.5.3 5.5.4 5.5.5 5.5.6 5.6. 5.7. 5.7.1 5.7.2 5.7.3
Evaporators for one Door Refrigerator with Freezer Compartment Evaporators for one-Door ** Refrigerator Evaporators for one-Door*** Refrigerator Evaporators of two-Door Refrigerator Evaporator in the Refrigerator Part Tube-on-Sheet-Evaporator: Roll Formed Sheet-on-Tubes Evaporator, Aluminium sheet or foils Working Process to mount Tube-on-Sheet or Skin Evaporators on Refrigerators Surface of Tube-on-Sheet Evaporator Freezer Part inside 2 Door Model, Freezer up to and above 60l Tube-on-Plate Freezer Evaporator, Wire-on-Tube Freezer, Evaporators in Series Skin versus Roll-Bond Evaporators Cost Comparison, Processing and Painting, Aesthetic Aspects, Corrosion and Service Cross Section Optimisation of Evaporators Evaporator Channels or Tubes and their Cross Sections Speed of refrigerant and Pressure Drop Measurement Liquid-Gas Separator and Accumulator Sizes of Upright Freezer Evaporators Pull-Down Test of Upright Freezers NO FROST Evaporators Surface of Fins and Air Charge Tube Size and Fin Distances Defrosting of No Frost Evaporators Air Ducts in NO Frost Refrigerators Damper Thermostat Tandem System Refrigerant Circuit Scheme, Electrical Scheme Fridge ventilator Evaporator Tests Pressure Drop Tests Measurement of Temperature Distribution in Multi-Evaporator Systems with one Control Pull Down Tests Vertical Freezers, Chest Freezers, Fridge-Freezers and Cabinets with or without Freezer Compartment
54 54 55 55 55 55 56 56 56 57 58 58 58 59 59 59 59 60 60 61 61 61 61 62 62 63 63 64 64 64 65 65 65
6. DRYER/DESICCANT
6.1. 6.2. Filter Dryer characteristic Refrigerant Dryer Test Standards and Methods
67 67 68
7. REFRIGERANT
7.1. 7.1.1 7.1.2 7.1.3 7.1.4 7.1.5 7.1.6 7.1.7 7.1.8 7.1.8 7.2. Thermodynamic Characteristics of Different Refrigerants Efficiencies (COP-Coefficient of Performance) Volumetric Capacities Pressure Differences Pressure Ratios Suction Pressure Superheat Pressure Enthalpy Diagram (Mollier-h, lg p-Diagram) of R134 Pressure enthalpy diagram (Mollier-h, lg p-Diagram) of R600a Pressure enthalpy diagram (Mollier-h, lg p-Diagram) of a R290/R600a Blend Purity and Cleanness Standards Cleanness Standards Measurement of Cleanliness and Purity Working with R134a in the Refrigerator Laboratory and in the Production R134a Refrigerant General Characteristics of R134a, Ester Oil Evacuation Pumps Cleaning Technology for Vacuum Pumps for R134a Polyol Ester Oil or PFPE Oil, Cleaning process R134a Charging
7.3. 7.3.1 7.3.2 7.3.3 7.3.4
70 70 71 71 72 72 72 73 74 75 76 77 77 77 78 78 78 78 78 78 79
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. Contents
p. 5
7.3.5 7.3.6 7.3.7 7.3.8. 7.4. 7.2.1 7.4.2 7.4.2 7.4.3
7.4.4 7.4.5 7.4.6 7.4.7 7.4.8 7.4.9 7.4.10 7.5. 7.5.1 7.5.2 7.5.3 7.5.4
Brazing Leak Detection Working with R134a Circuit Elements Mixed Production during Transition from R12 to R134a or from R134a to R600a: Anti-Suck Valves, Suction Oil Separators or Glass Trap in Vacuum Pump Working with R600a in the Refrigerator Laboratory and in the Production Flammability and Hazardous Situations Flammability of R600a, Safety Precautions, Hazardous Situations Handling of Hydrocarbon Refrigerant Handling Precautions, Hydrocarbon Cylinders, Transportation, Storage Evacuation Pumps R600a Charging Service Charging Equipment, Hydrocarbon Charging Boards, Charging Liquid into Suction, Safety Approved Production Charging Equipment Exhaust and Ventilation of the Charging Area Alarm Board with Gas Sensors Fire Precautions and Fire Extinguishers Grounding and Anti-Static Floor Brazing Leak Detection Pressure Test, Mass Spectrometric Leak Test Further Precautions Determination of Refrigerant Filling Quantity Conversion from R12 to R134a, Conversion from R12 to R600a Refrigerant charging: Liquid or Vapour? Charging Accuracy Charging Methods Charging with Dial-A-Charge Cylinder, Charging by Weight, Charging by Sight Glasses Fine Tuning and Control of Charge Charging for Proper Superheat (Superheat Method) Charging for Proper Sub-cooling (Sub-cooling method)
79 79 80 80 81 81 81 81 81 82 83 83 83 84 85 85 85 85 85 86 86 86 86 87 87 87 88 88 89
8. Safety Requirements for Refrigerators - especially with HC-Refrigerant
8.1. 8.2. 8.2.1 8.2.2 8.2.3 8.2.4 Safety Standards for Refrigerators and Freezers Special Safety Requirements for Refrigerators using Hydrocarbon Refrigerant Flammability and Hazardous situations Sealing of the System Potential Ignition Sources Separation of Ignition Sources from Potential Leaks Standard Defrost Models One Door Models Protected Electrical Components in Hydrocarbon Leak Areas Electric Connections Compressor Relay Compressor Overload Protector Compressor Start and Run Capacitors On-Off Switches and Light Switches Luminaries, Lamp Holders and Fluorescent Lighting Ballast and Starter Thermostat Fan Motor and Blades Defrost Heater and Thermal Fuse (in No Frost Models) Defrost Probe, Temperature Cut-Out and Defrost Timer Control (in No Frost Models) Sealed Box (IP53 or higher) Manufacturers test of electric component, conformity declacation and markings Labelling of Hydrocarbon Refrigerators Electrical Safety Tests and Controls Electrical Safety Test of all Household Appliances Pressure Test of Refrigerators Charged with Hydrocarbon Leak Simulation Test of Refrigerators Charged with Hydrocarbon
91
8.3. 8.3.1 8.3.2 8.3.3 8.3.4. 8.3.5. 8.3.6 8.3.7 8.3.8 8.3.9 8.3.10 8.3.11 8.3.12 8.4. 8.5. 8.5.1 8.5.2 8.5.3
91 91 92 93 93 94 94 94 94 95 95 95 95 95 95 96 96 96 96 96 97 97 97 98 98 98
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. Contents
p. 6
8.5.4 8.5.5 8.5.6.
Scratch Test of Refrigerators Charged with Hydrocarbon Testing of Standard Electric Components not Reachable by Flammable Refrigerant Testing and control of n Protected Electrical Components Used in Hydrocarbon Leak Areas
99 99 100
9. TEMPERATURE CONTROL
9.1. 9.1.1 9.1.2 9.1.3 9.1.4 9.1.5 9.1.6 9.1.7 9.1.8 9.1.9 9.2. 9.3. Capillary Tube Thermostat Operation Range, Adjustment Range, Switching Differential, Correlation between Adjustment Range and Switching Differential, Tolerances, Adjustment in the Refrigerator Factory and in Service, OFF-Position, Dial Layout Standard Thermostat Thermostat with Auxiliary Switch Thermostat with Heater Contact Thermostat with Signal Contact Thermostat with Semi-Automatic Defrost Push-Button Thermostat with Fast-Freeze Thermostat with Fixed Cut-In Temperature Thermostat with a 3-Way Solenoid Valve Control Thermostat with 2 sensors Bimetal Thermostat Electronic Control and Thermocouples Child safe Switch-off, fuzzy logic for running modes: SuperCool, SuperFrost, DuraFreeze, SuperFrost, Frostmatic, Holiday, LCD display control, No-frost freezer defrost control, 3rd compartment near 0C Temperature, ice and water spender control, control of variable compressor speed Special Controls for NO Frost Models Defrost Timers and Defrost Thermostats Damper Thermostats Temperature Control Tests
101 101 101 102 102 102 103 103 103 103 104 104 104 105 105
9.4. 9.4.1 9.4.2 9.5.
106 106 106 106
10. FINAL TESTS
Definitions, Classifications, Designs and Characteristics Test Conditions and Periods Percentage Running Time 10.2. Refrigerator Tests Room 10.2.1 Thermo-insulated test room Dimensions, Lightening, Supply, Regulation Range Loads and Supply Places, Starting Current Voltage, Ampere and Frequency Supply, Flow Chart 10.2.2 Measurement Equipment Energy Measurement, Power Consumption Measurement Power Measurement, Voltage Measurement, Further Electrical Test Equipment, Control Panel, Connection Panel 10.2.3 Measurement Ranges and Accuracy Temperature, Pressure, Power, Current, Energy, Voltage 10.2.4 Test Data Logger Recording and Evaluation 10.2.5 Test Packages 10.3. Mechanical Tests Air Tightness of Door/Lid Seals, Opening Force of the Doors and Lids, Durability of Hinges and Handles, Mechanical Strength of Shelves and Similar Components 10.4. Testing of Storage Temperature 10.5. Water Vapour Condensation Test 10.6. Energy Consumption Test 10.6.1. Energy labelling system 10.6.2. Calculation of EU Energy Label Efficiency classes 10.6.3. Impact of EU Policy and Measures - a Story of Success 10.7. Noise of cooling system 10.8. Temperature Rise Test 10.9. Freezing Test and Ice-Making Test Freezing Test Ice Making Test 10.1.
108 108 109 109 109 109 109 110 110 110 110 111 111 111 111 112 113 113 113 113 113 113 113 114 116 117 117 117 117 117
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. Contents
p. 7
Test of Absence of Odour and Taste Refrigerator Performance Test Calorimetric Tests 10.12. Refrigeration Circuit Measurement Positions Evaporator Temperature, Condenser Temperature Suction Condition, Delivery Condition, Liquid Return, High and Low Pressure 10.13. Test Panel 10.14. Refrigeration Performance Calculation 10.14.1 Properties 10.14.2 Equation of State 10.14.3 Extended Antoine Equation 10.14.4 Latent Heat of Evaporation 10.14.5 Ideal Gas Heat Capacity 10.14.6 Saturated Liquid Enthalpy 10.14.7 Liquid Density 10.14.8 Liquid Viscosity 10.14.9 Liquid Thermal Conductivity 10.14.10 Surface Tension 10.14.11 Saturated Vapour Density 10.14.12 Vapour Viscosity 10.14.13 Vapour Thermal Conductivity 10.14.14 Vapour Speed of Sound 10.15. Tables 10.15.1 R134a Liquid and Saturated Vapour Enthalpy and Latent Heat 10.15.2 R134a Liquid Density and Viscosity and Surf Tension 10.15.3 R134a Saturated Vapour Density and Viscosity, Thermal Conductivity and Speed of Sound 10.15.4 R600a Saturated Vapour Pressure 10.15.5 R600a Superheated Vapour Pressure Properties 10.16. Electromagnetic Compatibility Test 10.17. Cooling Circuit Pressure Test according to PED 11. 11.1. 11.2. 12. 12.1. Converting Household Refrigerators Converting Household Refrigerators from CFC-12 to HFC-134a Systems Converting Household Refrigerators from HFC-134a HC-600a Systems Standards EN Standards for refrigerators Household refrigerator, Safety Standards for Refrigerators and Freezers, Electric Components, EMC Electromagnetic compatibility, Commercial refrigerator, Absorption refrigerator, Valves, Compressor, Condenser, Filter Dryer, Acoustical noise, EU Directives ISO Standards IEC standards Some selected US Standards for refrigerators For refrigerators relevant EU Directives EU DIRECTIVE 2003/66/EC Energy labelling of household refrigerators amending Directive 94/2/EC EU Low Voltage Directive (73/23/EEC) as amended 93/68/EEC. EU Pressure Equipment Directive (PED) 97/23/EC EU ATEX Directives, ATEX Manufacturers Directive 94/9/EC, ATEX User Directive 99/92/EC CE Marking process
10.10. 10.11.
117 118 118 118 119 119 119 120 121 121 121 121 121 122 122 122 122 122 122 122 123 123 123 123 123 124 125 127 131 131 132 132 133 135 135
12.2. 12.3. 12.4. 12.5.
138 138 138 138 140 140 141 142 144 144 145 152
12.6.
ANNEXES Annex 1. Refrigerator and freezer appliances Annex 1.1. European Commission DIRECTIVE 92/75/EEC Energy labelling and standard product information of the consumption of energy and other resources by household appliances Annex 1.2. EU DIRECTIVE 2003/66/EC energy labelling of household electric refrigerators, freezers and their combination
I like to thank Danfoss and his employees in the research for the strong technical support granted to me, the received data and detailed information, without all these support this booklet could not have been written.
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 1. Introduction: Refrigeration Cycle - Definitions p. 8
1. INTRODUCTION
1.1. Refrigeration Cycle - Definitions
Total Heat Rejected (Enthalpy difference between compressor delivery and expansion device inlet Isothermal condenser temperature High Pressure (Isobaric condenser pressure) Subcooling (the enthalpy drop
between the saturated liquid in condenser and expansion device inlet) Liquid Return (temperature at inlet of expansion device)
Superheat (enthalpy difference between compressor suction and evaporator saturated vapour condition) Heat of compressor (Enthalpy rises as result of the compression process) Compressor Delivery (enthalpy of the super-heated vapour at the end of compression/ at compressor discharge) Delivery Condition (Temperature at
end of compression)
Expansion Valve Enthalpy
(at the inlet of expansion device)
Pressure Ratio: derived from the condenser and evaporator pressure Refrigeration Effect (the
enthalpy difference between evaporator saturated vapour condition and the expansion valve condition)
Compressor Suction Enthalpy (of the
superheated vapour at the start of the compression process)
Suction Condition (compressor inlet
temperature)
Volume Flow/Mass Flow (based on the Low pressure (isobaric evaporator pressure) Isothermal evaporator temperature End of Evaporation (saturated vapour condition at
the evaporation temperature and pressure) refrigeration duty and the specific volume at the compressor inlet condition)
Specific enthalpy are calculated at a number of points around the cycle (100KJ/kg 0C liquid) Delta H Values: derived from specific enthalpy differences around the circle COP: Coefficient of Refrigerator Performance defined on the ratio of the refrigeration effect to the heat of compression. The basis of the refrigeration cycle and its circuit elements are explained in DANFOSS: Refrigeration - an Introduction to the basis, Nordborg, March 1978, http://www.danfoss.com/BusinessAreas/RefrigerationAndA irConditioning/Training+and+Education+New+design/ or on a profound level in: Althouse, A.D., Turnquist, C.H. and Bracciano, A.F.: Modern refrigeration and air conditioning, South Holland (Ill.) 1975; and Dossat, Roy J.: Principles of refrigeration. N.Y., 1981, which we cannot repeat here.
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 1. Introduction: Refrigeration Capacity, Thermal Losses p. 9
1.2.
Designing of Refrigerators and Freezer Circuits
The most important factor for a design of the refrigeration circuit, the compressor power etc., is to face the thermal leakage of the refrigerator or freezer cabinet or chest to be kept under special temperatures (for example < -18 C in a *** freezer, < -12C in a ** freezer, < -6C in a * freezer, < +5C (or <+7C) in a refrigerator against an ambient temperature of 32C or even 43C for a tropical version, depending on which standard will be applied. In case of a freezer we have to add the power which is necessary to freeze down a quantity of lean meat in addition to the thermal losses of a cabinet or chest. In standards it is fixed how much lean meat in which time has to be frozen down and to which temperature, for example according to one of the ISO EN standards, min 4.5 kg lean meat (=Tylose package) per 100l volume in 24 h, respective for >45l volume at least 2kg in 24h. Normally freezing power is in the range of 8-12 kg/100l/24h. These 2 factors together plus some reserves will decide about the size of the compressor power and the dimensions of other circuit elements. Some reserves are needed because not all the circuit elements are optimal and such systems have also to cover ageing processes. The system must be sealed to avoid leakage of refrigerant (see Transfair: Cooling circuit sealing chapter 5). In general the design of the refrigeration circuit depends on a quite considerable number of strictly connected variables. Not optimal conditions in evaporators, condensers and capillary tubes can reduce the balances and heat transmissions and the used power of the compressor and can increase the consumption of energy.
1.3.
1.3.1.
Standards and Climate Classes
Refrigerator and Freezer Performance Standards
Following international (ISO), not only in Europe (EN) valid standards for refrigerators and freezers performance testing exists (for electric international standardisation it is the IEC, see chapter 1.3.3. Electric Safety): ISO EN 15502 (2005) specifies the essential characteristics of household refrigerating appliances, factory-assembled and cooled by internal natural convection or forced air circulation, and establishes test methods for checking the characteristics. It revises the following 4 standards, which are now withdrawn: ISO EN 7371 - Performance of household refrigerating appliances refrigerators with or without low temperature compartment; ISO 8187 EN 28187 - Household refrigerating appliances Refrigerators-freezers' characteristics and test methods; ISO EN 5155 - Household refrigerating appliances - Frozen food storage cabinet and food freezers characteristics and test methods; ISO EN 8561 Household Frost free refrigerating appliances, refrigerators, refrigerator-freezers characteristics and test methods.
Often under same number this standard are translated in EU national standards like AT (ON), BE (IBN/BIN), CH (SNV), CY (CYS), CZ ( CNI), DE ( DIN), DK ( DS), EE ( EVS), ES ( AENOR), FI ( SFS), FR ( AFNOR), GB (BSI), GR (ELOT), HU (MSZT), IE (NSAI), IS (IST), IT (UNI), LT (LST), LU (SEE), LV (LVS), MT (MSA), NL (NEN), NO (SN), PL (PKN), PT (IPQ), RO (ASRO), SE ( SIS), SI (SIST), SK (SUTN), and other ISO member countries have same or similar standards like JP (JIS), RU (GOST), US (ANSI/ASHREA/UL), IN (BIS), CN (SAC), BR (ABNT), CA (SCC) etc.
Such standards regulate which kind of performance tests has to be applied on all refrigerators and freezers types (see chapter 11) to make type approval (CE etc.), which ones on all refrigerators and which ones only on samples from the running production and how the volumes and consumption values have to be measured. For energy efficiency and labelling systems for household appliances, refrigerators and freezers exist in Europe EN153 (1995, new 2006), and rules 92/75/EEC, 94/2/EC and 2003/66/EC and in other arias similar regulations (see www.worldenergy.org ). In 2002 20% of sold refrigerators were of class A (low energy consumption, while 2002 already 47% as result of this labelling system. So 2003 A+ and A++ classes were introduced and since 2004 a new labelling scaling are under consideration. See Chapter 10.6. and Annex. For commercial refrigerators, not part of our booklet there exist adequate standards: EN ISO 23953 (2006) Refrigerated display cabinets Part 1 Vocabulary, Part 2: Classification, requirements and test conditions. And for its energy labelling of commercial refrigerators it is EN 441. For absorption refrigerator there exists the EN 732 (1998): Specifications for dedicated liquefied petroleum gas appliances Absorption refrigerators.
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 1. Introduction: Refrigeration Capacity, Thermal Losses p. 10
1.3.2.
Climate Classes
In these standards all refrigerators and freezers are classified according to the ambient temperatures under which they can conserve the requested inner temperatures (C): A freezer in a fridge-freezer model often only temperature controlled in the fridge, can defrost if kept in colder ambient as its climate class (see chapter 9.) Climate class Ambient Temperature from [C] to [C] Extended SN +10 +32 Temperate N +15 +32 Subtropical ST +18 +38 Tropical T +18 +43 Fresh food storage compartment t1, t2, t3 [C] tm [C] 0 10 +5 0 10 +5 0 10 +5 0 10 +5 *** [C] < -18 < -18 < -18 < -18 ** [C] < -12 < -12 < -12 < -12 * [C] < -5 < -5 < -5 < -5 Cellar compartment from [C] to [C] +8 +14 +8 +14 +8 +14 +8 +14
1.3.3.
Electrical Safety Standards
There exist special standards which regulate the electrical safety requirements of refrigerators and freezers type approvals (CE etc.), their control and testing. Models using Isobutane or Propane have additional safety demands on their design and type approval tests (see chapter 8.2.-8.5). Furthermore the manufacturer has to insure that each produced refrigerator and freezer follow the requirement fixed for the type approval, by quality controls and inspection. Often following electrical safety tests are applied on all produced refrigerators and freezers (class 1 with PE): Earth test, continuity of electric bounding circuit test High voltage Test (=flash test or Dielectric strength test Insulation test and electric strength Power and current absorbed test Leakage current test Residual Voltage test (if the refrigerator and compressor performance is improved by a capacitor). Details see in chapter 8.5.1. In addition other parameters like correct wiring, earth connection, IP54 sealing, functioning of all electrical components like switches, thermostats, signal lights, light switches, light should be inspected and/or tested. The safety standards specify which electrical safety rules the manufacturer have to respect, which electrical components acc. to which electrical standard he can use in the appliances and which kind of approval he needs. Following meanwhile international valid safety standards exist for household refrigerators and freezers: - IEC-EN-UL-J-GOST etc. Standard 60335 (2002), Part 1: Safety of household and similar electric appliances, and - IEC-EN-UL-J-GOST etc. Standard 60335, Part 2-24 (2002): Particular requirements for refrigerators and food freezers. Amendment 1 (2005) and Amendment 2 (2007) or consolidated Standard 60335, Part 2-24 Version 6.2 (2007). - IEC-EN-UL-J-GOST etc. Standard 60335, Part 2-89 (2007): Particular requirements for commercial refrigerating appliances with an incorporated or remote refrigerant condensing unit or compressor, Vers. 1.2. The electric safety of commercial refrigerators are described in IEC 60335-2-89 and of commercial dispensing appliances and vending in IEC 60335-2-75. The IEC 60335-2-24 and 2-89 was amended 2002 and 2005 to cover potential risks originated from the use of flammable refrigerants; for refrigerators and freezers using flammable refrigerants (R600a, R290) following was integrated into this standard - to carry out risk assessment of flammable gar refrigerants according to CEN/TR 14739 (2004): Scheme for carrying out a risk assessment for flammable refrigerants in case of household refrigerators and freezers; and - to control flammability risk according to CENELEC Test Schedule TS 95006; see chapter 8.5.. The Amendment of 2007 did not touch test procedures, but text and reference to other changes or cancelled standards. Such safety standard has to be applied in addition to the performance standards of refrigerators: EN ISO 15502 (previously the 7371, 8187, 8561 and 5155, now withdrawn). The above mentioned IEC 60335-2-24 amended in (2005-04) should be respected today in case Hydrocarbon is used as refrigerant. It based on the application of the existing electrical safety standard IEC 60079-15 Electrical apparatus for explosive gas atmospheres, Electric apparatus with type of protection n". For further details see chapter 8.
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 1. Introduction: Refrigeration Capacity, Thermal Losses p. 11
1.4. Refrigerator Capacity
The first approach to determine the refrigeration capacity and out of it the compressor size for a new refrigerator or freezer is to calculate the thermal losses of a refrigerator, freezer or fridge freezer and to add - in case of a freezer - the needed freezing capacity (Chapter 1.4.1). In case a cabinet or chest is already existing, the thermal losses and needed freezing capacity can be measured (Chapter 1.4.2.) instead of calculated. Calculation of thermal losses and freezing power, if no prototype is already available to measure; See underneath "Measurement of the cabinet constant", if a prototype exists. Such calculations and measurements are only a first approach; after installing the circuit test runs have to follow to optimise the circuit, the capillary tube length and the charging of the refrigerant by - pull-down and continuous run tests - cycling tests for class designation - Energy consumption tests - Ice freeze test.
1.4.1. Calculation of Thermal Losses and Freezing Power
According to the selected model, the standard, the climate class to be applied following formula can be applied to calculate the thermal losses for each surface of the refrigerator and/or freezer: P= 1/s * k * A * t whereby: power per each single surface in kcal/h; thickness of single surface in m; coefficient of transmission of insulating material adopted in kcal/ (h*m* C) in which the variables h=hours, m= length in meter of test specimen and C = temperature displacement between the 2 sides of the test specimen A = surface in m of area to be considered t= temperature displacement between the 2 sides of dispersant surface. P = s = k =
To simplify the calculation an average thickness of sloping surface can be considered as well as an average material transmission coefficient [x mm polyurethane + y mm S/B (high impact polystyrene)].
Example: Double door refrigerator-freezer combination with
- outer dimensions: 595w x 600d x 1385 mm - refrigerator inner dimensions: 525w x 510d x 800h - compressor area 192x190x525mm - freezer inner dimensions: 495w x 480d x 231h - refrigerator capacity: 195l - freezer capacity: 55l - insulation of refrigerator: 35mm - insulation of freezer: 50mm - thermostatic control from refrigerator: - freezer air temperature: -23C - refrigerator temperature: 4C-7C, mean temperature 5C - compressor temperature: 88C - condenser temperature: 55C - evaporator temperature: -26C - ambient temperature: 43C (tropical) except 60C compressor area and 55C condenser area - freezing capacity measured under 32C ambient temperature The coefficients of transmission k are as following: - Polyurethane with Cyclopentane in densities of 30-35kg/m: - Magnetic door gasket:
k= 0,02 - 0,025 k= 0,06 - 0,08
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 1. Introduction: Refrigeration Capacity, Thermal Losses p. 12
We neglect in the 2 door models the heat transmissions between refrigerator and freezer compartment as their sum is 0 kcal/h.
Calculation:
1/thickness x k x Dimension(m) x t x pieces
x 0,525 x 0,8 x 0,525 x 0,32 x 0,525 x 0,19 x 0,525 x 0,19 x 0,51 x 0,19 x 0,51 x 0,61 x 0,525 x 0,61 x0,02 x(0,525+0,8) x 0,48 x 0,23 x 0,5 x 0,48 x 0,5 x 0,23 x 0,5 x 0,48 x 0,02 x(0,5+0,23) x x x x x x x x x x x x x 38 38 55 55 38 38 50 38 66 78 66 66 66 x x x x x x x x x x x x x 1 1 1 1 2 2 1 2 2 1 1 1 2
= thermal losses
= 9,12 kcal/h = 3,65 kcal/h = 3,14 kcal/h = 3,14 kcal/h = 4,21 kcal/h = 13,51 kcal/h = 9,15 kcal/h = 8,29 kcal/h = 5,83 kcal/h = 7,49 kcal/h = 3,04 kcal/h = 6,34 kcal/h = 7,94 kcal/h 84,85 kcal/h
Refrigerator door area: (1/0,035) x 0,02 Crisper supper area: (1/0,035) x 0,02 Crisper back area: (1/0,035) x 0,02 Compressor upper area: (1/0,035) x 0,02 Crisper side area: (1/0,035 x 0,02 Refrigerator side area: (1/0,035) x 0,02 Refrigerator back area: (1/0,035) x 0,02 Refrigerator door gasket: (1/0,017) x 0,07 Freezer side area: (1/0,05) x 0,02 Freezer back area: (1/0,05) x 0,02 Freezer door area: (1/0,05) x 0,02 Freezer upper area: (1/0,05) x 0,02 Freezer door gasket: (1/0,017 x 0,07 Total transmission losses:
The various figures of t in the different sections of the cabinet show that the insulation thickness on the backside of the cabinet and the compressor area should be increased to reduce thermal loss and that also the space for heat transmission through the door gaskets should be as much as possible reduced and the door gaskets should be improved to improve the refrigerators. These 84,88 kcal/h are needed to face all dispersions at 43C ambient temperatures. To obtain the thermal losses for an ambient temperature of 32C we have to multiply the a.m. items instead of 38C with 27C in the refrigerator and instead of 66C with 55C in the freezer (only the refrigerator's backside remains at 50C, freezer's backside at 78C and the compressor area at 55C). The formula to determinate the power necessary to freeze 5 kg lean meat (Tylose packs) in 24 hours is following: P = 1/24[(G*C* +t1) + (G*Cl) + (G*C* t2)] whereby: P = G = c = t1 = Cl = t2 = 1/24 Input power in kcal/h weight to be frozen in kg specific heat in kcal difference between external temperature and 0C latent heat in kcal/kg difference between 0C and - 18C to calculate freezing power per hour instead of freezing inside 24 hours.
The specific heat and the latent heat for lean meat (Tylose pack) values are as following: C = 0,77 kcal Cl = 60 kcal/kg so in this case we come to following freezing power: P = 1/24 [(5*0,77 kcal*32)+ (5*60) + (5*0,77*18)] = 20,52 kcal/h This freezing power has to be added to the 84,85 kcal thermal transmission losses to determine the needed compressor power which is in this case 105,37 kcal/h. As a compressor should not run permanently, but only in the range of 60-65% and 15% should be added as reserve for not optimal circuits, the compressor power should be in the range of 105,37 kcal/h * (100 +15)/62,5% = 193,88 kcal/h Transfair can provide an Excel simulation and optimization program to minimize thermal losses and foam consumption.
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Circuits. 1. Introduction: Cabinet Constant, Reduction of Thermal Losses p. 13
1.4.2. Measurement of the Cabinet Constant
In case a prototype exists, the thermal losses can be measured in a test laboratory instead of a.m. calculations. In this case a constant ambient temperature of 32C is created in the test room and a 10 Watt bulb heater is put inside the closed refrigerator cabinet and in a second step inside the closed freezer cabinet. In case of a larger freezer it is recommended to use a heater with a ventilator and to add the 2 entered energies (E-heater + E-ventilator). The test will stop if the heater does not increase anymore the inside temperature. Let's suppose the reached inside temperature is 46C in the refrigerator and 51,6C in the freezer. In this case the cabinet constant is as following: Transmission losses K x A = E/ t = Watt/ t [Watt/C] whereby: K is the cabinet constant KxA the transmission losses over surface A is the temperature difference between inside and outside the refrigerant t Watt the entered energy (lamp energy or energies of used heater and ventilator). 1 Watt = 0,8598 kcal/h 1 kcal/h = 1,163Watt In our sample: Refrigerator cabinet constant = 10Watt/ (46-32C) = 0,71Watt/C = 0,83kcal/h C Freezer cabinet constant = 10/ (51,6 - 32C) = 0,51Watt/C = 0,59 kcal/h C Optimal insulated refrigerators and chest freezers should have cabinet constant values underneath of 1. Out of this measured cabinet constant we can calculate the total thermal loss multiplying the 2 constants of the refrigerator and freezer cabinets with the surface areas and the temperature differences in the different surface areas. Total heat loss = refrigerator cabinet constant * sum (surface areas A1, A2, A3.... * t1, t2, t3. ...) + freezer cabinet constant * sum (surface areas A1, A2, A3...* t1, t2, t3...) SAMPLE: The 2 door model according to the calculation in previous chapter 1.4.1: Total heat loss = 0,83[0,525*0,8*38+0,525*0,32*38+0,525*0,19*55+0,525*0,19*55+0,51*0,19*38 *2+ 0,51*0,61*38*2+0,525*0,61*50+0,02(0,525+0,8)*38*2]+ 0,59[0,48*0,23*66*2+0,5*0,48*78+0,5*0,23*66+ 0,5*0,48*66+0,02(0,5+0,23)*66*2=68,35kcal/h+ 34,60kcal/h=102.95kcal/h In this case the real thermal losses are 20% above the theoretically calculated losses. To these losses the 20,52 kcal/h freezing power has to be added. This measured or calculated refrigeration capacity determines the size of the compressor so that the selected compressor should be in the range of (102,95+20,52kcal/h)*100/62,5% =198kcal/h.
1.5. Reduction of Thermal Losses
If the thermal losses are higher than expected or if the cabinet constant should be better than comparable cabinets we should take a closer look to the insulation, the construction and the manufacturing of the cabinet. Several reasons could be responsible for the thermal losses: - the thickness of insulation, - the quality of the foam, - the quality of manufacturing, - Thermal bridges, - the air tightness of the door or lid seals. A system is as good as their weakest points! If in some areas the heat transmission will be increased, because of a construction or manufacturing faults, the cabinet constant and the energy consumption will be bad.
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer .Circuits. 1. Introduction: Polyurethane Foam Tests, Thermal Bridges p. 14
1.5.1. Foam Insulation Thickness
The lower the temperatures to be reached are and the higher the ambient temperature can be the thicker the foam insulation should be. Inside the compressor compartment and in direction of the condenser the external temperature of the cabinet or chest will be slightly higher (t could be +5 till +10%), so it is useful to increase in this areas the insulation thickness to avoid weak points. In case of a skin condenser (see chapter 3.2.) with a condensing temperature of +55C instead of a environmental temperature of for example 32C t is increased by 23C; in case of a freezer with internal temperature of -18C and an environmental temperature of 32 the t would be 50C without skin condenser; if we install on it a skin condenser of 55C, the t in the area of the condenser would be increased to 73C and in this area the thermal losses would be increased by 50%. Another point of insulation is the foam quality to be tested by foam tests.
1.5.2. Polyurethane Foam Material Tests
Measurements of the Foam Density in Refrigerators. Usually, sampling is effected at different spots of a refrigerator. These test specimens serve to determine the core density. The procedure is as follows: Skin 30mm Example: Core 30mm Skin 30mm A sample of approx. 10 cm x 10 cm is cut off the refrigerator. Inner and outer cover sheets are removed. The skin is cut of both cover sheets so that only the core remains; thumb-rule: the core represents approx. 1/3 of the insulation. This sample is weighed, and then the volume is determined, e.g. by plunging the sample into water. The quotient from mass and volume is defined as core density. Faster and more accurate is following method following the principle of Archimedes: Larger blocks of up to 10 cm sides are weighted. The measured weight has the value G. A 2 l vessel with about one l l water is put on a balance and the balance with the vessel filled with water is set to 0g. A stick or wire is inserted into the foam block and without touching the vessel wall the block is dipped under the water of the vessel on the balance. The increase of weight as measured by the balance after full dipping of the foam block is equal to the increase of volume (1g water=1ml), so that the Density d [g/ml] = Weight of foam block G [g] / Increase of weight on balance V [g]
Measurement of the foam density in case of test shots. Usually, approx. 800 g of material are shot into a polyethylene bag, presenting a diameter of about 30cm. 2 to 4 hours later, a sample of 10cm x 10cm x 10cm is cut from the middle of the foam produced in this way. This test specimen is weighed and the weight either divided by the calculated volume or by the weight of water pushed away by the test specimen dipped in water according to the a.m. principle of Archimedes. The quotient from mass and volume is defined as free rise density.
Dimensional Stability. The dimensional stability can be determined in the following way: - Cut/saw a test specimen, size approx. 10 cm x 10 cm, off the refrigerator. - Remove the cover sheets. - Determine the dimensions of the test specimens (height, width, length). - Store one test specimen for 24 hours at -30C, another one for 24 hours at +80C. - Determine the dimensions again afterwards.
Compression Strength. Foam samples of about 30x30x30 up to 40x40x40mm of cabinet measured in 2 directions (in PU foam flow direction and 90 to flow direction).
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer .Circuits. 1. Introduction: Polyurethane Foam Tests, Thermal Bridges p. 15
Sample on fridge-freezer combination:
2x4 foam samples taken of side walls 300mm from front side (2x2 in side walls of fridge compartment, 2x1 in middle separator, 2x1 in side walls of freezer compartment) 1 sample top, 1 sample bottom, 3 samples in back wall (2 in fridge back wall, 1 in freezer back wall).
For Cyclopentane driven PU foam minimum compression strength should be 140-145kPa. For Cyclopentane/Isopentane driven PU foam minimum compression strength should be 135-140kPa. Such compression strength measurement replaces today in praxis more and more the foam density distribution measurements.
Verification of the Reaction Parameters in the Laboratory. Following material and equipment is needed: a beaker of hard paper of about 0.6-1 litres (for examples Messrs. Kamphemann, No. 600, non-waxed, Volume 660 cm from Heinrich Kamphemann, P.O.Box 2604, D-49016 Osnabrck, Tel.: 0541-32037, Fax: 0541- 23565, laboratory stirrer, 0, 5W, 1300/min) with disk 60-65mm, laboratory balance 0,1g accuracy, water bath, knife/saw and glass bar to be used in following procedure to determine the reaction parameters: The components are tempered in a water bath at 20C +/- 1C. The paper beaker is put onto the balance and tarred. Component A is submitted first, and component B is added subsequently in the corresponding mixing ratio; the weighed-in quantity should be in total 70g. Both components are then mixed at 1300m-1 for approx. 10 sec. The stop-watch is started as stirring begins. Tests: Cream Time is defined as time interval from start of stirring to visible volume expansion in the beaker. String Time is defined as time interval from start of stirring to the moment when it is possible to draw fibres out of the reaction mixture by means of a glass bar. Rise Time is defined as time interval from start of stirring to visible termination of volume expansion. Raw Density. After the foam surface has cured, the foam is cut off directly at the edge of the beaker. The beaker is put onto the balance. The mass indicated is divided by the volume of the beaker (660 cm ).
Assurance of a Continuous Quality. A continuous quality control should measure regularly the following: Measurement of the foam reaction INSPECTIONS INTERVALS parameters of test shots: the free rise Free rise density of the core at least twice a day density and string time at least twice a String time at least twice a day day; Shot weight at least twice a day Comparison of set and really reached Dimensional stability at least twice a day shot weight every day by random Compressive strength at least twice a day sampling. Mixing ratio once a day Dimensional stability: samples should be Distribution of core density once a day taken from refrigerators/doors every day in order to check the dimensional Operational compressions/pressures of the machine at least twice a day stability, and if possible, the compressive strength as well. The verification of the correct mixing ratio is also necessary.
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer .Circuits. 1. Introduction: Polyurethane Foam Tests, Thermal Bridges p. 16
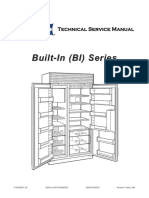
1.5.3. Thermal Bridges
To locate thermal bridges, so called cold bridges a good digital thermometer with tolerances of 0.2C and a point feeler can be used. The appliances will be cooled down. A digital thermometer with a point feeler can measure colder surfaces caused by thermal bridges to the inside. A modern method uses thermo-graphical cameras. Weak points are often - metal sheets or tubes which connect the outside with the inside, - bad designed or manufactured door or lid gaskets which allow warm air to enter into the refrigerator or freezer, - bad seals holes for the electrical cable of the lamp-switch-thermostat combination inside the compartment, for the capillary tube of the thermostat, for the evaporator tubes or for the water drainage tube, - bad positioned anti dew coil. Sealing between door and cabinet. One of the weakest point are the sealing between door and cabinet, the door gasket area where the outer steel with high thermal conductivity of the cabinet and door comes very near to the cold area of the compartment only isolated by the door gasket. In cases that the steel continues to the inside we have a strong cold bridge, in addition increased in case of a freezer or fridge freezer by a hot (+55C) anti dew coil. Reduced space between food liner and door liner. Also by a small distance of about 5 mm between the food liner and the door liner in the conical area of the food- and door liner the cold bridge can be reduced. But the space depends on design of the door profile, if it can absorb slight door tilting after use and from the strength of the hinges and their adjustment possibilities. If the space is too small and the construction cannot absorb tilting of door after use, the door will not close properly. Design and quality of the door gasket. Last not least the design of the door gasket and the quality of their manufacturing and their welding is very important. In closed condition the door gasket profile sections, separated by thin PVC walls touching the plastic liners, should built up at least 3 further temperature zones between warm outside and cold inside, good ones have even 4 zones in addition to the inside and outside. Even after years of use the gasket should be flexible and close the door tight. Only very few first class door gasket manufacturers can deliver such quality. We recommend co-operating with important and experienced door gasket manufacturers like the German company REHAU in Rehau, near Erlangen, or the Italian company ILPEA, Malgesso (Varese).
Testing of the air tightness of door or lid seals. The purpose of this test is to ensure that the gaskets of the doors or lids of the appliance adequately prevent any abnormal ingress of the surrounding air. The test are executed under an ambient temperature between 16-32C on the switched off appliance with the same temperature inside the cabinet. A strip of paper 50mm wide and 0.08 mm thick and with a suitable length shall be inserted at any point of the seal, and the door or lid closed normally on it. The seal shall be assessed by checking that the strip of paper does not slide freely. The most unfavourable point can be found by lightening the closed cabinet from inside and checking the light from outside of all seals. The test should be repeated after the durability test acc. New ISO 15502 (previously according to chapter 11 of the a.m. ISO standards 7371, 5155 and 8187 (see in chapter 10.3. of this booklet under Mechanical tests).
Door Gasket
Only in freezer: AntiDew coil
Foamed Door
Foamed Cabinet
Transfair Engineering: Designing and Prototyping of Refrigerator Circuits. 2. Compressor, Replacement of CFC-12 Compressors, Compressor Capacity p. 17
2. COMPRESSOR
In this chapter we can and will not consider how compressors can be developed or optimised using different geometrical, electrical and other characteristics and different kind of refrigerants with different pressure ratios, swap volumes etc. Such considerations should be part of compressor manufacturing study which is not part of our work. We only have to concentrate on the correct selection and use of already optimised compressors in the cooling circuit of household refrigerators.
2.1. Replacement of CFC-12 Compressors
Today all CFC-12 compressors in household refrigerators are replaced by HFC-134a or by HC-600a (Isobutane). The first question for the user is if the R12 substitutes reach the same or better refrigeration efficiencies as the R12 compressor and which of the substitutes are better and more reliable. The answer at moment is that the reached efficiencies are very similar if the compressor and cooling circuit were really optimised for the refrigerant, independently if R12, R134a or R600a compressors were used. But the specifications for the circuit elements and the specific problems of designing, manufacturing and servicing are different and need to be checked in each application and for the environment of the market and service conditions for which it is produced. Energy efficiencies. HC-600a (Isobutane), HFC-134a and HC-290 (Propane) compressors reaches today excellent energy efficiencies and should according to many research institutes - not differ in their energy efficiency (Coefficient of Performance) significantly, though some say that they heave evidence that the HC-600a also theoretically, not only practically as seen today should have about 5 % higher efficiencies if other conditions are the same. In the last 5 years a lot of efforts were made to improve energy efficiency of HFC-134a and of HC-600a compressors which today reaches higher efficiencies (COPvalues, see Chapter 2.10) as the old R12 compressors not as far optimised. Specially in the European market dominated by HC600a in the household refrigerator market, the efforts made were so much that in practice R600a models reaches today significantly higher COP-values than equivalent R134a models. Drop-in solutions. A mixture of HC-600a (Isobutane) and HC-290 (Propane) in the range of 40:60 has the advantage that it can replace CFC-12 in CFC-12 compressors without modifying the compressor design: Such a mixture matches R12 compressor designs because almost the same displacement volume can be used. But the mixture can have in some refrigeration applications problems concerning energy efficiency due to the temperature glide in condensation and evaporation of the 2 components. But pay attention: Using inflammable Hydrocarbon in a CFC-12 refrigerator needs a safety control of the design according to IEC 60335-2-24 (1997-08) and a design modification (see chapter 8). Reliability and lifetime. Concerning the reliability and lifetime HC-600a (Isobutane) and HFC-134a are proven to be very reliable today while HC270 compressors because of higher pressure conditions are under stronger stress, have a much higher noise level, and a smaller lifetime, at least if we concentrate on smaller compressors used in household refrigerators. Also the lifetime of compressors using the Isobutane-Propane mixture seems to have lower reliability and lifetime and have a much higher noise level than Isobutane compressors because of their demanding working conditions. Compressor dimensions and needed space. Because of about 70-80% bigger displacement volume needed in a HC-600a compressor the first R600a compressors became larger and the space for the compressor compartment could be a problem, but meanwhile this problem is diminished strongly because of new design developments, so that a wider range of capacities can already be reached without increasing the overall dimension of the compressor. Investments and costs. HFC-134a compressors are very similar to CFC-12 compressors. With moderate modifications and investments such compressors can be made in previous CFC-12 compressor factories. Also the switching from CFC-12 refrigerators to HFC-134a refrigerators is quite simple and does not need relevant design changes and investments. Though HC600a compressor manufacturers have made bigger investments in research and factories the todays price levels of HFC-134a and of HFC-600a compressors do not differ significantly.
Transfair Engineering: Designing and Prototyping of Refrigerator Circuits. 2. Compressor, Replacement of CFC-12 Compressors, Compressor Capacity p. 18
2.2. Compressor Capacity
There exists no standard system to define sizes of hermetic compressors used in the household application, but more or less common categories to characterise hermetic compressors. In Europe and in the USA there are standards to define the size of the refrigeration capacity of compressors under comparable evaporating and condensing temperatures, the so called CECOMAF or ASHRAE standards.
2.2.1. HP Value
The previously used HP designation has been more and more abandoned, because the HP value does not define any refrigeration characteristics of the compressor.
2.2.2. Nominal Displacement
In 1963 Danfoss introduced the compressor definition by the nominal displacement of refrigerant in cm/rev., which are till today the most important figure to compare compressor capacities as long as the same refrigerant is used. If compressors with different refrigerants are compared to each other this parameter does not help. For example R600a has half of the volumetric capacity as R12 or R134a and needs a nearly double displacement to reach the same refrigeration capacity. The motor sizes of R12 compressors and R600a compressors for the same refrigeration capacity are approximately the same while R134a compressors need often a slightly bigger size.
2.2.3. Refrigeration Capacity
Today the refrigeration capacity is used more and more for the size definition. But the refrigeration capacity is not easy to standardise and needs further definitions like evaporating temperature, condenser temperature, frequency and ambient temperatures. Today 2 different standards in the world are used to compare refrigeration capacities: the European standard CECOMAF and the American standard ASHRAE (see these standards for further details). The difference is that the European standard measures the cooling capacity under conditions without the sub cooling of the liquid while the ASHRAE states the capacity based on a sub cooling of the liquid to the ambient temperature (32C). Last increases the nominal capacity by about 18-25%, depending which refrigerant is used.
2.2.4. Coefficient of Performance
The most important value to compare efficiencies of different compressors under same ambient conditions and same temperatures to be reached in freezer or refrigerator (last can be only used if refrigerator is without a freezer) and same refrigeration capacity is the COP-Value: The Coefficient of Performance is the ratio between electrical power input and refrigeration capacity output under ambient temperature of 32C, 38C or 43C, condenser temperature of 55C and liquid sub cooling to ambient temperature of 32C , 38C or 43C according to American ASHRAE standard or without sub cooling (that means liquid temperature = condensing temperature) according to European CECOMAF standard. The higher the COP value is the better the compressor perform. But high performance compressors needs good electrical conditions often not exist in tropical areas. Higher performing compressors for tropical areas are just started to be developed, but never can reach high performance values without improving electrical supply. See Chapter 2.10. Compressor water tray. Since more that 12 years European refrigerator manufacturers drain the cold condensed water from the evaporator at backside of the foodliner to a tray on top of the compressor to cool down the shell (see chapter 5.2.2.-5.2.4.). By this way about 12-15% of energy consumption could be reduced and the COP value increased. Further important definition factors for compressors are:
Transfair Engineering: Designing and Prototyping of Refrigerator andCircuits. 2. Compressor, Starting Characteristics, Electrical Diagram, Lifetime
p. 19
2.3. Starting Characteristics
In general the starting characteristics of compressors differentiate between low starting (LST) and high starting torque (HST):
Normally single phase AC motors are supplied in following 4 electrical versions:
RSIR: RSCR: CSIR: CSR: Induction motor with resistance (PTC) start Induction motor with resistance (PTC) start and run capacitor Induction motor with capacitor start Induction motor with run and start capacitor Low starting torque compressors are using normally PTCs without run capacitors (RSIR) or with a run capacitor (RSCR) while high starting torque compressors are using starting capacitors. The starting device PTC is a semiconductor with a positive temperature coefficient; when the PTC is cold it permits current passing the semiconductor. During operation (current passing the PTC) it becomes heated and the resistant increases so that only sufficient current can pass to keep it warm. PTC starters allow the start winding to be cut-in only for a limited time; if the start run-up is prohibited, no overloading of the start winding is possible. The cooling down time of a PTC is about 3.5 min. The more it is cooled down the longer it allows the cut-in in the subsequent start run-up. Therefore the system depends also on the standstill time defined by the thermostat settings which should be min. 3 min. for a small compressor and 5 min. for a larger one. In the past also current or voltage relays were used instead of a semiconductor PTC; but PTCs have a lot of advantages in comparison to relays: - higher lifetime because of no wear and no relay chatter, - dependable protection of the start winding as above explained, - the PTC function independently from over- and under-voltages, - no radio or television noise, - same PTC can be used for all compressor sizes, - easy conversion from LST to HST compressors by only changing the starting device. Important for the lifetime of the LST compressor is that the compressor have not to start to build up compression against high pressure in the condenser. To avoid this heavy duty in the starting of a synchronous motor in the past a relays, today mainly a PTC is added to the electrics of the compressor. Inside of about 5 min the PTC is cooled down to allow a new start of the compressor, a sufficient time to reach a pressure-equalised system. High starting torque compressors use a start capacitor to improve their life time in bad electrical environments like lower voltages as made for (for example 170V instead of nominal 230V) or unstable frequencies (clock problems). The line impedance (voltage drop during start) is normally < 1 V/A in developed countries while we aspect in many developing countries, like in India, Middle East, Black Africa voltage drop > 1.5 V/A in addition to the severe tropical climate (>43C). For such electrical and climate conditions special models have to be selected with start capacitor, but still for cost reason many refrigerator producers uses standard LST compressors with PTC instead of HST compressors with a start capacitor. Start capacitor will cost about 5-6,50 more, depending on the size.
Transfair Engineering: Designing and Prototyping of Refrigerator andCircuits. 2. Compressor, Starting Characteristics, Electrical Diagram, Lifetime
p. 20
Pay attention: R134a and R600a COP optimised compressors are often not designed for developing countries with difficult electrical and climate conditions. Especially R600a compressor made for this conditions are still rare. A run capacitors in a RSCR or RSR system normally increases the efficiency (COP) of a compressor by 8-10 %; therefore it can reduce the energy consumption by 3-5 %. In case of a HC-600a compressors with a general temperature decrease in the compressor the effect of the run capacitor is even significantly higher.
2.4. Electrical Diagrams
All compressors in addition have an external or an internal (built-in winding protector) motor protection.
2.5. Lifetime
In general the compressor life depends on how far the compressor is protected against motor overloads. The careful dimensioning of the refrigeration system, a thorough assessment of the operating conditions of the compressor at expected limit of loads. If it is over dimensioned the energy efficiency will be reduced, if it is under dimensioned the lifetime will be reduced. Long working life and problem free operations of hermetic compressors depend on 4 conditions: 1. 2. 3. 4. The compressor must have enough starting torque to overcome the pressure conditions in the refrigeration system at moment of start. The motor must have sufficient breakdown torque to overcome the loads which occur in connection with start run-ups and during operation. To allow refrigeration systems with LST compressors a pressure equalisation the stand still time is minimum 3 min. often even 5 min. which must be insured by the thermostat. Very important is the well-dimensioned condenser surface and a good ventilation of the compressor. The max. condensing temperature must not exceed 60C, at peak time 70C in the highest ambient temperature. The winding temperature of the compressor motor should not exceed 110C for a R12 system, 120C for an R134a system and 125C for an R600a system plus 10C during short peak loads.
Compressors working with lower voltages as designed for increase their temperature during operation in a way that after few years running the compressor oil becomes greasy so that the mechanical resistance will even increase under the bad electrical power supply conditions and the compressor coil inside the oil will burn down. That is the main reason why the life time of compressors in developing countries are often less than 6 years while in developed countries it is very, very seldom that a compressor in a household refrigerator has to be replaced during the time the refrigerator is used (about 10-12 years in developed countries).
2.6. Heavy Duty
That means such a compressor can even run if the supplied voltages are lower than the nominal and under bad environmental and electrical conditions. This can be reached by increasing the motor power of a compressor with the same nominal displacement capacity: Consequently such a system can be either used also for high evaporating temperatures or for low evaporating temperatures under unstable electrical supplies with under-voltages and frequency (clock) problems.
Transfair Engineering: Designing and Prototyping Circuits. 2. Compressor, Heavy duty, Comparison between and R12 and R134a Compressors
p. 21
Often such heavy duty compressors are over dimensioned in comparison to the nominal refrigeration duty for such application. The oversized compressor will surely increase the energy consumption, but will last much longer.
2.7. Evaporating Temperature
LBP, MBP or HBP letters are used for low, medium and high back pressure to operate in low, medium or high refrigerant evaporating temperatures. In our applications we only use LBP compressors but with different oils and sealing depending which refrigerants are used, for example mineral oil for R600a or R12 and Polyol ester oil for R 134a. The last is hydroscopic and can cause a lot of problems in the manufacturing of R134a refrigerators while the R600a refrigerant can burn and need special precautions regarding electrics to fulfil IEC 600335-2-24 (1997-08) standard.
2.8. Comparison between R134a and R12 Compressors
The thermodynamic properties of R12 and R134a are slightly different. Because of the different curves of the pressure and temperature crossing each other at 20C the volumetric capacity of R134a is below the one of R12 at low boiling conditions while at high boiling conditions it is the opposite.
2.8.1. Pressure-Enthalpy Diagrams of R12 and R134a
Such a refrigeration process as shown in the diagrams (next page) is normally used to determine the nominal LBP capacity on a calorimeter. The conditions have the following specification: Evaporating temperature: -25C Condensing temperature: 55C Inlet throttle device: 55C liquid Outlet throttle device: super-heated to 32C Ambient temperature: 32C As it can be seen already on the diagrams the latent heat of R134a is considerably higher than the one of R12; that means at a given capacity a lower mass flow. Furthermore different angles of inclination of the borderline between liquid and vapour can be seen in the diagrams. The less steepness of the R134a borderline indicates a capacity advantage in connection with a falling condensing temperature.
2.8.2. A Comparison Test from Danfoss
Such differences can be taken out of the enclosed table from Danfoss (Hermetic LBP refrigerating systems for R134a, September 1990, made on a 5cc compressor. This test was one of the first tests made with R134a (1990) and the R134a compressor and systems where not yet optimised as today. Therefore the efficiency differences to R12 systems are quite high:
Transfair Engineering: Designing and Prototyping Circuits. 2. Compressor, Heavy duty, Comparison between and R12 and R134a Compressors
p. 22
Sections 1. Enthalpy difference
2. Mass flow differences
3. Volume flow at the throttle device 4. Sub cooling influences
Parameters Evaporating pressure (-25C) bar Condensing pressure (55C) bar Enthalpy i2 (-25C/32C) kJ/kg Enthalpy i1 (55C liquid) kJ/kg Enthalpy difference i2- i1 kJ/kg Compressor capacity W kg/h Mass flow ( capacity/(i2- i1) x3600/1000 ) Gas temperature -inlet cylinder C Specific volume m/kg Volume flow - inlet cylinder m/h Inlet throttling device C Specific volume dm/kg Volume flow dm/h kJ/kg Enthalpy i1 (55C liquid) Enthalpy is (32C liquid) kJ/kg kJ/kg Enthalpy difference i1- is Capacity with sub cooling to 32C: Mass flow i2-is kJ/h Capacity without sub cooling to 32C:Mass flow i2-i1kj/h Performance relation (i2- is )/(i2- i1 )
R12 1.237 13.66 373 254 119 95 2.87 94 0.2 0.57 55 0.841 2.41 254 231 23 407.5 341.5 1.19
R134a 1.067 14.912 431 279 152 87 2.06 84 0.28 0.57 55 0.927 1.91 279 244 35 385.5 313.1 1.23
Conclusions (Part 1):
1. The enthalpy difference is with R134a considerable larger than with R12. For further details see Chapter 7. Refrigerants. 2. The mass flow can be calculated out of the capacities which have been measured on the 5 cc displacement compressor. If the temperature at the inlet of the cylinder is known it is possible to calculate the volume flow. In our case the temperatures based on practical measurement. Please note the lower temperature level with R134a. 3. The conditions before the throttling device differ between R12 and R134a. The volume flow with R134a is 80% of the volume flow with R12; that means that the resistance of the capillary tube must be increased and the capillary must be adapted to the needed higher pressure difference and lower mass and volume flow. An ideal system is operating in such a way that the refrigerant at the inlet of the capillary tube is as close as possible to the liquid/vapour borderline in the pressure/enthalpy diagram. For further details see Chapter 4. Capillary tube. 4. The influence of using sub cooling before the throttling device is larger for R134a as for R12 systems. R134a systems with a sub cooling of 32C increases the nominal capacity by about 23% while with R12 the nominal capacity is only increased by 19%. 5. As a thumb rule a given displacement with R134a will have a nominal LBP refrigerating capacity which is 88-90% of that of R12. In few cases it will be possible to use the same displacement with R134a as with R12, but in general it will be necessary to switch to the next bigger displacement. 6. Often the evaporator- and freezer design used for R12 do not need to be modified for the use of R134a. Only by an increase of the displacement which means a bigger nominal capacity and if the previous used condenser was just sufficient it could be necessary to increase the surface of condenser. Also important is for a freezer the more steep inclination of the R134a system in comparison to the R12 system. This means a relatively higher load on the condenser during the pull-down. Therefore the condenser surface of a freezer often have to be increased and some models under tropical conditions which in the past could work without oil coolers with R12 could need now oil coolers which means 30% bigger surface and half used for oil cooling. This can be easily checked if the superheat measured on the condenser side is too high (see in Chapter 3. Condenser, 3.4. Oil cooler, 3.6. Testing condensers). 7. Not to be neglected in the evaporator and condenser design should be the cross sections of channels. The miscibility of refrigerant and oil is important. Ester oil was selected for this reason to be used for R134a; however it is not as perfect as mineral oil for R12 or R600a. Ester oil can pass the circuit. To avoid thermal effects all cross sections should be equal and oil pockets or unnecessary use of parallel channels should be avoided. This is for all refrigerants useful to improve the efficiency but for R134a a must. 8. The Polyol ester oil is hydroscopic, react with chlorine and mineral oil and therefore a much higher cleanness standard on all cooling circuit elements, their fabrication and their assembly during the refrigerator production have to be applied (see Chapter 7.2). Therefore the dryer must be improved (Union Carbide XH7 as desiccant or similar materials with 3 Angstrom
Transfair Engineering: Designing and Prototyping Circuits. 2. Compressor, Heavy duty, Comparison between and R12 and R134a Compressors
p. 23
pores). But the thermal reliability and stability of R134a/esteroil systems in comparison to R12/mineral oil systems are better. One severe quality problem of compressors is the humidity already in oil, which should not exceed 1/10 of dryer capacity (about 1g), that means 100mg water (125ppm for 280ml oil). 9. If system components are not changed 10% less R134a charge are needed in comparison to R12. 10. R134a can escape through minor leaks than R12. Therefore higher standards in soldering operations, in sealing the circuit and in leak detection are needed.
By switching from R12 to R134a compressors and by switching from R134a to R600a compressors the leading manufacturers of compressors and also the leading refrigerator producers have made a lot of efforts to improve the energy efficiency of their systems. In comparison to old R12 systems the new CFC free systems are much more efficient and the energy consumption much lower. But some of this improvement cannot be used in developing countries with low voltages and clock problems as some of the new compressors are more sensitive in this aspect as old not optimised ones. Further details can be taken in the following chapters.
2.8.3. A Comparison Test of R134a and R12 Compressors from National Matsushita
Furthermore please find enclosed the 2 tables with comparison data of reciprocal using a piston and of rotary compressors of National Matsushita for CFC 12 and for HFC 134a refrigerants which came to similar results: R12 vs. R134a reciprocal compressor comparison (on model D120LRAA 115V 6HZ0) R12 vs. R134a rotary compressor comparison on a 13 cu ft (370l) cabinet (Model NR-D37V1) kWh/day Energy Consumption Btu/h Kcal/h Capacity
Amount of Charge Refrigerant Condenser size Compressor model (100V 60 Hz) Refrigerant charge g Energy consumption acc. to JIS kWh/mo % Running time at 30C % at 15C % CFC-12 A RA48L 185 36.6 Base 57.9 29.8
Evaporation Temperature HFC-134a A RA48L 185 38.8 +6.0% 63.5 31.3 A+B RA48L 190 37.1 +1.0% 59.0 32.9
Transfair Engineering: Designing and Prototyping Circuits. 2. Compressor, Heavy duty, Comparison between and R12 and R134a Compressors
p. 24
At 30C Cont. Run
Freezer C Fresh food C Evaporator inlet C Evaporator outlet C Discharge 2 C Shell C Condenser outlet C Condenser pressure kgf/cmG(psig) Suction pressure kgf/cmG(psig)
-24.1 -15.2 -31.0 -29.5 90.3 97.9 38.9 9.8 1.02
-21.0 -15.0 -29.0 -28.5 85.5 94.0 39.0 10.1 0.89
-23.4 -14.0 -30.3 -29.0 80.0 92.0 36.7 9.6 0.84
Conclusion (Part 2): Needed Design Improvements
Compressors for R134a need higher power (+7-15%) to reach the same refrigeration capacity in comparison to R12 compressors. To avoid higher costs and energy consumption by switching from R12 to R 134a systems following steps should be made: 1) 2) 3) 4) Elimination of thermal bridges, Improving of condenser efficiency (see National Matsushita table and effect), often to be realised by an increase of the condenser surface, Improving of evaporator efficiency, especially to avoid oil pockets and reductions of cross sections, Optimisation of the system.
It will be described later how condensers and evaporators can be improved and the system can be optimised. We only want to mention how thermal losses can be eliminated. First the door gasket sector, the construction but also the welding of the door gasket can be improved by avoiding air leakage in the corners and by reducing the space between door and cabinet. The construction of this closing sector and of the door gasket can be improved by using specialised companies like Rehau in Erlangen/Germany or Ilpea in Malgesso/Italy, the 2 mayor suppliers of door gaskets in Europe.
We also recommend looking carefully at the construction of the door cabinet section of such refrigerators and freezers which have very low energy consumption to find an optimal own construction. Last not least areas towards the backside condenser and towards the hot compressor department need bigger insulation as it could easily be seen on the calculation of thermal losses in the previous chapter. With all these efforts an increase of power of the compressor by switching from R12 to R134a systems can be avoided.
2.9. Comparison Tests of R600a, R134a and R12 Compressors from Necchi
Necchi has compared in test series different compressors already optimised for the refrigerant used. They have first tested the compressors only with a calorimeter, than they have mounted them on household refrigerators from running productions. Following tests results were achieved:
Transfair Engineering: Designing Circuits. 2.9. Compressor, Comparison between R600a, R134a and R12 Compressors (Necchi), Energy optimized p. 25
2.9.1. Compressor COP Tests
Compressor performance comparison of R600a and R134a were measured on a calorimeter. The R600a compressor performance values contain 2 figures, the first without run capacitor, and the second with run capacitor R600a Model R134a Displace- Cooling capa- Energy efficiency Model ment (cc) city (kcal/h) ratio(w/w) HGTR4.5 4.7 60 0.99/1.10 ETR3.5 HGTR5.5 5.5 74 1.05/1.16 ETR4 HGTR6.5 6.5 86 1.10/1.17 ETR5 HGTR8 8.2 109 1.12/1.21 ETR5.5 HGTR9 9.1 122 1.23/1.34 ESR7 HGTR11 10.6 140 1.28/1.39 ESR8 HGTR13 12.5 160 1.30/1.41 ESR8.5 HGTR15 15.1 203 1.29/1.40 ESR11
Displace- Cooling capa- Energy efficiency ment (cc) city (kcal/h) ratio (w/w) 3.50 65 0.93 4.10 75 0.98 5.12 101 1.07 5.55 112 1.10 7.00 127 1.16 7.75 148 1.15 8.20 160 1.17 10.60 212 1.15
2.9.2. Fridge/freezer Tests using R600a, R290/R600a Mixture, R134a and R12 Compressors
Aim of these tests of Necchi was to identify the behaviour of refrigerators on charges of different gases and compressors. Only the charge quantity and capillary tube were optimised while the evaporators and condenser were not modified. Necchi uses refrigerator models from running productions.
Single Door Refrigerators
Nominal Volume Refrigerant Charge (g) Compressor type(cc) Fridge temperature(C) Freezing temperature(C) Energy conservation(kWh/24h) Running % 140 l 170 l 190 l 140 l R12 R600a R12 R600a R12 R134a R600a R12 R134a R290/R600a 110 40 120 58 75 73 27 80 87 25 4 6.5 4 6 3 3 4.5 4 4 4 5 5 5 5 5 5 5 5 5 5 -18 -17.5 -9.4 -8.7 -8.3 -9.1 -8.5 1.12 1.07 1.16 1.06 1.09 0.93 0.87 1.14 1.13 1.08 47 51 43 42 52 47 48 37 40 43
Double Door Refrigerators
Nominal Volume Refrigerant Charge (g) Compressor type(cc) Fridge temperature(C) Freezing temperature(C) Energy conservation(kWh/24h) Running % 180 l + 60 l R12 110 5 5 -20.5 1.65 66 R290/R600a 50 5 5 -19.5 1.52 58 260 l + 70 l R12 8.5 5 -13 2.47 69 R290/R600a 8.5 5 -16.5 2.32 63
Vertical Freezer
Nominal Volume Refrigerant Charge (g) Compressor type(cc) Freezing temperature(C) Energy conservation(kWh/24h) Running % 120 l R12 95 5.5 -18 1.43 40 290 l 250 l 140 l R290/ R600a R290/ R12 R600a R12 R134a R600a R600a R600a 55 54 50 160 65 110 100 37 5.5 13 8.5 7 11 4 5 8 -18 -18 -18 -18 -18 -18 -18 -18 1.50 1.41 1.48 1.86 1.62 1.25 1.37 1.24 49 35 40 55 62 56 55 51
Transfair Engineering: Designing Circuits. 2.9. Compressor, Comparison between R600a, R134a and R12 Compressors (Necchi), Energy optimized p. 26
Conclusions (Part 3)
Cooling capacities. The R134a application is producing a slightly lower capacity than the R12. The cooling capacity of R600a is approximately 50% in all evaporating temperatures that mean that the displacement of the compressor must be increased to reach the same performance on a given application. R290/600a mixtures were very similar in this point to R12 applications. Coefficient of performances. R600a applications show in these tests better COP values than R134a applications. The difference even will be increased by applying run capacitors in so called high efficiency versions which seems to increase the R600a version slightly stronger than the R134a version. But this needs further systematic studies. R600a displacement increase. The needed increase of displacement of an R600a compressor was smaller than theoretical expected. The actual temperatures of compressors along the thermostatic controlled cycles were lower than calculated for R600a with the effect that the gas densities and consequently the volumetric efficiency of R600a compressors were better than calculated. Run capacitors will even increase this effect. Charge tolerances. The sensitivity on charge tolerances differ very strongly between R134a and R12 on one side and R600a on the other side. R12 and R134a household refrigerator systems tolerate 10-20 g charge variations without a significant effect on the energy consumption while R600a reacts - not only because of a much lower quantity of charge - very sensitive on deviations from the optimal charge quantity. +/-5 g deviations changes the behaviour of the system very much. (Personal remark: Many refrigerator producers try to keep the charging tolerance of R600a household refrigerators in the limit of 1g). R290/R600a drop-in solution. HC blends can be considered as drop-in solutions for existing appliances for R12 as long as the refrigerator fulfils the safety requirements and tests according to IEC600335-2-24 (1997-08). Noise. R600a compressors produce 2 dB(A) less noise than R12 compressors and 3-4 dB(A) less than R134a compressors. But on some models a slight increase in noise were noticed and the cause was not understood and need further studies. Overall dimension of compressors. 160kcal/h can be obtained by 8 cc R134a or by 13 cc R600a. The increase of displacement of an R600a compressor cannot be always made inside the same housing and in some cases a step-up in the compressor family is required. Lubricant. R134a needs the use of Polyol ester lubricant with some bad consequences in comparison to R600a and R12 systems: - much higher hydroscopic in comparison to mineral oil used in R600a compressors, - slightly lower thermal stability in connection with anti-wear additives, - solubility, not all ester oils get it at all temperature ranges, - limited material compatibility (chlorine etc.). Sludge formation. Such lubricant problems of R134a systems have bad effects on the performance as a result of the so called sludge formation of the capillary tube which does not exist in R600a or R12 systems. Reasons for the sludge formations are: - Excessive moisture content. Through hydrolyse of the ester oil an acid can be produced which react to carbossilates (a metallic salt) This effect can be reduced by strong cleanness controls on all circuit components and by much more efficient dryers (3A pores on molecular sleeves). Any additive which can act as catalyst must be avoided. -Excessive oxidation of the oil. As final result of oxidation, ester decomposition and their reaction with metal ions can be a metal salt, which can be avoided by high vacuum before charging. - Chlorine. Chlorine in combination with heat decomposes ester with the same result as mentioned above. Therefore chlorine often used in productions as cleaning material must be avoided and such pollution need to be controlled. -Temperature. Under bad conditions higher temperatures are reached with R134a as with R600a systems. Such higher temperatures causes deterioration on ester oil, if not compensated by higher quality requirements for ester oil for R134a as required for mineral oil for R12 and for R600a. Such effects are strongly increased by impurities coming from system pollution (mineral oils, oligomers extracted from plastics, etc. The stricter control on cleanness of all R134a refrigeration circuit components is vital for its long life, but it improves the efficiency of all systems. Solubility of R600a in mineral oil and foaming. But also the selection of mineral oil in R600a systems and the quantity of R600a in the oil is not unproblematic. If in big refrigerators the quantity of R600a becomes too high the lubricant viscosity can be strongly effected and microscopic foam can be built between the friction surfaces so that the film can break if traditional naphtenic lubricant were used. So also the selection of lubricant is important for R600a compressors.
Transfair Engineering: Designing Circuits. 2.11. Compressor, Energy and High Energy Optimised Compressors, Variable Capacity Compressor
p. 27
Humidity. The humidity is also a problem for R600a systems to reach high quality. Humidity can be removed from evaporator and condenser by dry air, but it is today practically impossible in the refrigerator factories to remove it from the refrigerant itself and from the compressor oil. These are the 2 severe quality problems as it is already in the refrigerant and in the oil, both should not exceed 1/10 of dryer capacity (about 1g), that means for the compressor oil 100mg water (125ppm for 280ml oil). Flammability. The flammability of R600a is their weak point even it is relatively small risk because of the small charging quantity present in domestic appliances. On the compressor the risk can be prevented by using a flame-quenching overload protector and PTC starting device which eliminates any ignition point near the compressor. (Other measures to be taken concerning light and thermostat etc. will be considered in Chapter 8). Compressor costs. As consequences of the above mentioned items needed for R134a compressors, especially the higher costs of the Polyol ester oil and needed the higher purity and cleanness standard for R134a the R600a compressor price should be equal or lower than the R134a compressor. But this cost calculation is only valid for displacement ranges reachable inside the same overall dimension so that no upsizing is needed. (Other costs concerning other electrical components of the refrigerator like ex-proof lamps or thermostats - if needed in single cases of constructions - are not considered here, but will be considered in Chapter 8). Necchi came to the conclusion that R600a systems for household refrigerators are under economical, ecological and efficiency point of view feasible and the global overall costs should be not higher than the one for R134a, considering the changes needed to prevent any risks coming from the flammability of the gas. E. Biscaldi: CFC substitutes (R600a and R134a): performance, manufacturing, and costs from the compressor point of view. ECO-Refrigeration. Conference on Hydrocarbon Fluids in Domestic and Commercial Refrigeration Appliances. 13-14.2.1996.
2.11. Energy Optimised Compressors
In the last 3 years a lot of improvements, especially for R600a models, were made to reduce energy consumption. Today we differ between 4 energy efficiency versions: - the standard compressor versions as offered in the past with COP- values of 1.45-1.6 at 20C evaporating temperature, - energy optimised systems (without using run capacitors) with COP-values in the range of 1.7 to 1.75 at 20C evaporating temperature, saving energy consumption of 5-7% in comparison to standard versions, - high-energy optimised systems by using run capacitors with COP-values in the range of 1.9 to 2.0 at 20C evaporating temperature - last only reachable today by R600a systems, saving energy consumption of 20 up to 33% in comparison to standard versions, and - Variable speed compressors, saving energy consumption of 30-40% in comparison to standard versions. A compressor with variable speed costs about double as much as a standard one while the high efficient one costs DM 3.5 up to DM 8 more that the standard ones as result of the 4 capacitor. The prices between standard and energy optimised ones differ today already in the ranges of price fights (DM0-2) and can be neglected. By more compact coils and better designed electromagnetic fields less electrical energy is needed for same cooling capacity, but in this case stable electrical conditions are needed for high COP values. In addition the cylinder in and outlet, specially the tube connection to the suction side was improved: Instead of using the complete shell volume to separate oil from gas only a limited gas volume is used in so called semi-direct and specially in direct inlet. These design modifications improve the COP ratio by 5-7% without increasing significantly the costs. In the high energy efficient model a run capacitor is added to compensate the coil inductivity and reduce the cos phi phase shifting. The problem is that the energy optimised and high energy optimised models are developed till today for regions with stable voltages and frequencies and good impedance (ratio V/A) and not for developing countries with bad electrical supply conditions. Only very few compressor manufacturers like Danfoss started already to optimise models designed for tropical areas with often higher Voltage fluctuation in the range of 185-230Vac instead of 198-254 Vac (Danfoss with their new FT models replacing the previous G models). But in this field at lot of further progress can be reached.
Transfair Engineering: Designing Circuits. 2.11. Compressor, Energy and High Energy Optimised Compressors, Variable Capacity Compressor
p. 28
2.12. Variable Capacity Compressors
In 1996 a new generation of compressors with variable cooling capacity using electronically driven motors together with a reciprocating mechanism were developed. With this kind of control the compressor runs continuously and modulating its capacity according to the needs. It can archive optimal compressor and heat exchange pressures by eliminating or minimising stoppages and restarts with a result of strong energy savings of about 30% and a reduction of the noise level in comparison to conventional on-off compressors. Often even the compressors size can be reduced. The advantages for the consumer are lower energy consumption, faster freezing, better food conservation, higher temperature stability and lower noise. Also a longer lifetime for the compressor can be expected, but still need to be verified.
Embraco VCC models. Electronic controls as needed to control the variable speed of the compressors are normally also used to control the temperatures of the food compartments (by thermocouples instead of thermostats).
Danfoss grant a program called RS +3 which allow to calculate and select the right Danfoss compressors upon fundamental cooling circuit data under
http://www.danfoss.com/Germany/BusinessAreas/RefrigerationAndAirConditioning/Product+Selection+Tools+details/R Splus3.htm
Transfair Engineering: Designing and Prototyping of Refrigerator and freezer Cooling Circuits. 2.12. Compressor testing and performance data
p. 29
2.13. Compressor testing and performance data
EN 12900 (2005): Refrigerant compressors - Rating conditions, tolerances and presentation of manufacturer's performance data. This European Standard specifies the rating conditions, tolerances and the method of presenting manufacturers data for positive displacement refrigerant compressors. These include single stage compressors and single and two stage compressors using a means of liquid subcooling. This is required so that a comparison of different refrigerant compressors can be made. The data relate to the refrigerating capacity and power absorbed and include correction factors and part-load performance where applicable. The COP data according to EN standard excludes subcooling, while the US ASHRAE COP measurement data includes subcooling. For example Danfoss NLE8.8KK.4 Energy-optimized Compressor R600a 220-240V 50Hz without run capacitor: EN 12900/CECOMAF ASHRAE -35 -30 -25 -23.3 -20 -15 -10 -35 -30 -25 -23.3 -20 -15 Evap. temp. in C 62.7 84.0 110 120 141 179 223 76.7 103 134 147 173 218 Capacity in W 70.1 81.3 93.0 97.3 106 121 138 70.2 81.2 92.8 97.0 106 120 Power cons. in W 0.49 0.52 0.56 0.58 0.61 0.67 0.75 0.49 0.52 0.56 0.58 0.61 0.67 Current cons. in A 0.89 1.03 1.18 1.23 1.33 1.48 1.61 1.09 1.27 1.45 1.51 1.63 1.81 COP in W/W Typical test conditions for R600a compressor Condensing temperature Ambient temperature Suction gas temperature Liquid temperature EN 12900/CECOMAF 55C 32C 32C no subcooling ASHRAE 54.4C 32C 32C 32C
-10 272 138 0.74 1.98
US-Standard ANSI/ASHRAE 23(2005): Methods of Testing for Rating Positive Displacement Refrigerant Compressors and Condensing Units. This standard applies to the methods of testing for rating single-stage positive-displacement refrigerant compressors and condensing units that (a) do not have liquid injection and (b) are operated at subcritical (saturated) temperatures of the refrigerant. It also applies to the methods of testing for rating single-stage positive-displacement refrigerant compressors and condensing units that (a) incorporate liquid injection that is controlled by a steady flow rate method and (b) are operated at subcritical (saturated) temperatures of the refrigerant.
EN 13771-1 (2003 /2005): Compressors and condensing units for refrigeration - Performance testing and test methods - Part 1: Refrigerant compressors. This part 1 of the European Standard applies only to refrigerant compressors and describes a number of selected performance test methods. These methods provide sufficiently accurate results for the determination of the refrigerating capacity, power absorbed, refrigerant mass flow, isentropic efficiency and the coefficient of performance. This standard applies only to performance tests conducted at the manufacturer's works or wherever the equipment for testing to the accuracy required is available. The type of measuring instrument and the limits within which measurements shall be made are listed in normative annex A.
The electric safety of compressors have to be controlled by compressor manufacturer according to IEC EN 60335-1 and IEC EN 60335-34 and a CE conformity declaration of compressor manufacturer including the conformity to EU Low Voltage Directive 73/22/EC and the EU PED 93/23/EC has to become part of type approval of the refrigerator.
2.14. Labelling of Compressors with Flammable Gas (R600a, R290 etc.)
Transfair Engineering: Designing and Prototyping of Refrigerator and freezer Cooling Circuits. 2.12. Compressor testing and performance data
p. 30
Transfair Engineering: Designing and prototyping of Refrigerator Circuits. 3.2. Condenser, Skin Condenser on Refrigerator or Freezer Cabinets
p. 31
3. CONDENSER
3.1. Static Condensers
Static condensers are air cooled condensers mounted on the back side of a refrigerator or freezer. There exist 2 types:
3.1.1. Wire-on-Tube Condensers
On a tube serpentine with normally a horizontal tube serpentine vertical wires are welded to increase the heat exchange surface. Nowadays there exist high efficient condensers with smaller distances between the wires which allow a higher heat exchange on the same overall dimension of the condenser.
3.1.2. Tube-on-Finned-Plate Condensers
On a normally vertical tube serpentine finned plates, made by roll forming, are mounted.
3.1.3. Condenser Constant
In a first approach the following formula can be used for the calculation of the static condenser (for tube-on-finned-plate or wire-on-serpentine condensers): Compressor kcal/h*1,25 -------------------------------t
Ks = whereby:
Ks = condenser constant in kcal/h C t = the temperature difference between the condensing temperature and the ambient temperature which is normally in the range of 23C. In our sample the condenser should have the Ks value Ks = 190*1,25/23 =10,33.
This Ks value allows us already to determine from the condenser suppliers' catalogue (for example Bundy or Benteler) which condenser with which Ks value can be selected inside the maximum size of the cabinet width and height. There exist tubing of 5mm or 6mm, different serpentine's radius and different distances and diameter of wires (pitches) welded on the serpentines (in case of wire-on-tube condensers is selected).
3.1.4. Condenser Capacity
A second approach of selection of condensers allows the following formula. The condenser's capacity Qk can be calculated:
Transfair Engineering: Designing and prototyping of Refrigerator Circuits. 3.2. Condenser, Skin Condenser on Refrigerator or Freezer Cabinets
p. 32
Qk = Qo + N - Qh (kcal/h) whereby: Qo = N = Qh = Evaporator capacity and increase of enthalpy up to the cylinder Compression work in kcal/h Heat emission from compressor pot.
The N and Qh values can be received from the compressor manufacturer for the selected compressors. By this way the condenser's capacity can be calculated out of the evaporator capacity or vice versa. For an air-cooled condenser the condenser capacity Qk can be also calculated according to the formula: Qk = k * A * t(kcal/h) whereby: k= A= t = Transmission coefficient (Kcal/h x m x C) Effective condenser area (m) Temperature difference between condensing temperature and air temperature in C.
The transmission coefficient and the effective condenser area can be granted by the condenser manufacturer. The t will be defined by the measured ambient and condensing temperatures; therefore we can calculate out of the needed condenser capacity value Qk the condenser size, which has the maximum width of the refrigerator and the length according to the calculated condenser area. The condenser capacity can also be expressed by the circulated quantity of the refrigerant in the following way: Qk = G * i = G * (i1-i2) whereby: G= i = t1 (i1) t2 (i2) the circulated quantity of refrigerant [kg/h] enthalpy loss from the condenser inlet to the condenser outlet [kcal/kg) designate temperature and enthalpy respectively at the compressor discharge connector/ condenser inlet; the condition at the condenser outlet, while t3 is the ambient temperature at the condenser's surface and air.
Out of this data which can be taken from similar systems by measurement or during optimisation of the system itself we can calculate the effective condenser area in the following way: A= ( G* i)/(k* t) = [Gx(i1-i2)]/[k*(t2-t3)*m]
3.1.5. Condenser Transmission Coefficient or U-Value
The transmission coefficient or U-value describes the quantity of heat in kcal/h which can be removed per m at a temperature difference of 1C or 1 K. The U- value is almost the same for the 2 condensers types. The first table described the U-value in dependence on the temperature differential at a tube spacing of 60mm. The temperature differential is in general in the range of 15-16C for rear condensers; in this case the U-value is in the range of 10-11 kcal/h xmx C.
Transfair Engineering: Designing and prototyping of Refrigerator Circuits. 3.2. Condenser, Skin Condenser on Refrigerator or Freezer Cabinets
p. 33
By varying the distance of the tube (see the next table underneath) the Uvalue of the condenser is influenced. For example for tube spacing of 45 mm the U-value is nearly double as high as for tube spacing of 100mm. But the reduction of the tube spacing has limits and it strongly increases the material costs. Often lowest relative material costs per output unit are reached with a tube spacing of 60 mm. The wire spacing is economically at 6mm with wire diameter of 1,5 mm. The tube size selected is normally 5-6 mm dia. The 5 mm needs fewer refrigerants but for a larger refrigerator or freezer it needs high maximum condensing pressure. The bigger tube results in longer pressure equalising time of the system and this can cause starting trouble. The reduced charge inside a 5 mm condenser results in lower equalisation pressure and improves the starting conditions for smaller compressors during initial start-up. But the 5mm condenser and discharge tube causes larger pressure drops and during start and pull-up of the compressor the starting capacity of the compressor will be reduced, especially if it starts from high equalising pressure.
3.1.6. Condenser Surface (acc. to Danfoss)
To select a static condenser following graph of Danfoss for M/LBP compressor (2 poles, 50 HZ) can be used for a climate class N. The given U-value anyhow can vary, depending on air circulation and type of material used in the condenser. For other climate classes the surface of a given condenser type with fixed coefficient can be recalculated for the smaller t in ST and in T class.
3.2. Skin Condenser
In a skin condenser the refrigerator or freezer outside walls are used as a condenser. The condenser tubes are mounted on the steel sheets by adhesive foils. A good contact between tube and steel plate is important. Under subtropical conditions normally the whole backside of a cabinet is sufficient if the tube spacing is in the range of 60-100mm. For A freezer an anti-dew coil is in addition needed.
Transfair Engineering: Designing and prototyping of Refrigerator Circuits. 3.2. Condenser, Skin Condenser on Refrigerator or Freezer Cabinets
p. 34
3.2.1. Skin Condenser on Refrigerator or Freezer Cabinets
See sample sketches beside and construction. Because of higher surface temperature in range of 40C near the skin condensers the foam insulation must be increased to reach same energy efficiencies and energy consumption.
3.2.2. Skin Condenser on Chest Freezers
The condensing temperature should be kept as low as possible in regards of the compressor's life time and energy consumption; that means at an ambient temperature of 32C the condensing temperature should be below 50C and in tropical conditions underneath 60C. If these conditions cannot be maintained, oil or fan cooling of the compressor must be used to avoid strong reduction of the life time of the compressor.
Transfair Engineering: Designing and prototyp Circuits. 3.2. Condenser, Skin Condensers on Chest Freezes, Condenser Capacity, Increase of Insulation p. 35
Skin type condenser for chest freezer (32C ambient temperature): Relation between gross volume, tube length, tube distance and k-value (go along the array inside the 3 grids):
3.2.3. Necessary Increase of Insulation of Skin Condenser Refrigerators and Freezers
By switching from conventional condensers to skin condensers also the foam insulation thickness have to be increased. The heat transmission depends on the temperature difference between outside the cabinet and the inside (see Chapter 1.4.1.Thermal losses). If for example under subtropical climate conditions (38C) the outer temperature is increase to the condensing temperature (55C) of the outer cabinet walls an increase of 20% of heat transmission and energy consumption is expected. Only if the insulation will be increased by 20% plus the tube diameter of the compressor a similar energy consumption can be reached.
3.2.4 Sheet Cover on Condenser
Similar aesthetic results as with a skin condenser can be reached when a refrigerator backside condenser is covered by a steel plate. The bottom and the top side must be open to use for the ventilation of the condenser a chimney effect. If the steel plate itself is used as condenser the condensing surface of this plate has to be used to calculate the U-value.
Transfair Engineering: Designing and prototyping of Refrigerator Circuits. 3.6. Condenser, Testing Condensers, Condenser Capacity, Comparison Test p. 36
3.3. Anti-Dew Coil
Bad Cold Bridge Foamed Door
Tension and Quality problems Foamed Door
Door Gasket Upright freezer or fridge freezers need an anti-dew coil because of the high Magnetic Strip temperature difference between outside and inside to raise the temperature of the Plastic Liner cabinet front area beside the door to avoid dew fall. In addition this coil is a part of Plastic Liner Anti-Dew Coil Anti-Dew Coil the condenser which will reduce the condensing temperature. Important for the construction is to avoid thermal bridges between the inside and the outside Steel Side cabinet; this depends mainly on the link between the steel cabinet and the plastic Panel food liner. In so called cold bridges the heated steel warms up the inside. To insert it into the front profile can cause tension in the steel liner joint and can cause planetary problems. There are 2 ways of connecting this coil to the system: 1. the most efficient anti-dew way is to connect it between the discharge Foamed Door Foamed Door connector of the compressor and the inlet of the condenser. But it can cause a thermal bridge. 2. The other way is between condenser outlet Door Gasket Door Gasket Magnetic Strip Magnetic Strip and capillary inlet, in which anti- dew coil temperature is already Plastic Liner Plastic Liner lower.
Foamed Cabinet
Anti-Dew Coil
Anti-Dew Coil
Foamed Cabinet
Steel Side Panel
Steel Side Panel
Foamed Cabinet
Only if bad links are used and if insulation thickness is low the dew coil effect should be reduced by inserting the coil between the condenser outlet and the capillary inlet and their position should be placed more away from the front side. Optimal position of anti-dew coil and insulation to inside
3.4. Oil Cooling Condenser
In such oil cooling condenser compressor oil is cooled in the condenser to remove super- heat. A partial condensation of this refrigerant takes place in the oil cooling condenser. From the oil cooling condenser the refrigerant is conducted through the oil-cooling coil of the compressor where the enthalpy increases because the refrigerant absorbs heat from the compressor oil. Afterwards the refrigerant is drawn to the main condenser where the final condensation takes place as already described previously.
In the a.m. figure the Mollier diagram (i-log p) is shown and refers with t1, t2, t3 to the oil cooling condenser. In this diagram it can be seen that a large portion of the superheat of the compressed refrigerant between the t1 and t2 points are removed by the oil cooler. The optimum oil cooling is reached by dimensioning the oil cooling condenser to remove the superheat of the compressed gas and a partial condensation of the refrigerant is produced to prevent the thermal increase in the cooling coil from creating superheat. In his way the increased enthalpy of i3-i2 is achieved to reach the lowest temperature as possible in the entire oil-cooler and to reach an optimum value of the internal heat transmission coefficient of the oil cooling coil. To reach an optimum oil cooler the temperature's increase on the oil cooler coils between the oil cooler should be measured. It is recommended that 50% of the total condenser surface should be used for an oils cooling condenser. Oil cooling condensers need compressors with oil outlet and oil inlet tubes.
Foamed Cabinet
Transfair Engineering: Designing and prototyping of Refrigerator Circuits. 3.6. Condenser, Testing Condensers, Condenser Capacity, Comparison Test p. 37
3.5. Fan Cooled Condenser
Chest freezers in tropical conditions often use fancooled condensers to reduce superheat and if a statical condenser needs more space as available behind the chest. Such a unit consists of a condenser, normally a finned condenser, a fan and a compressor.
The advantages of such a fan cooled system are that the condensers need less space and it can be often easier installed or serviced. The disadvantage is the fan noise, more frequent services (fan failures, collected dirt in the condenser) and it is often more expensive than a static condenser. The U-value is highest when the condenser is mounted horizontally and lowest at vertical position. The capacity increases by the air velocity. (See: Literature: Cube, H.L.V., and Tofahr, G.: Formes conomiques de condenseurs pour armoires frigorifiques mnagers).
3.5.1. Fin Coil Characteristics
The characteristics for such fin coils are: - the spacing of fins (2-10mm) - their thickness (0,2-0,5mm) - their corrugated or plan surface - their material - the method of fixing to the tube (around 10mm dia), the good thermal contact between tube and fin (fin holes with small flanges) and - the tube spacing between coils (25-30mm). It depends on the spacing how fast it needs cleaning. The U-value falls if the fin spacing is reduced so that a larger surface only gained by increasing the fin quantity in a given space will also reduced the utilised surface. Smaller spacing often increases the noise level. Like in case of all other condensers the tube layout of the finned condenser should ensure a minimum of pressure-equalisation time, which is achieved by locating the inlet on the top and the outlet on the bottom and by continuously declining of the tube coil so that liquid pockets can be avoided. To avoid in some cases a large pressure drop and to reduce in other cases the tube cross section a parallel flow system (2 tubes parallel passing the fin condenser) can be used. Examples for a finned condenser unit from Danfoss. Condenser area (32C ambient temperature ) Condenser Code No. 119-0081 119-0082 Surface area m 1.16 1.73 Compressor M/LBP R12 0-10 8.5-15 capacity cm HBP R12 0-5.5 4.5-8.5 displacement LBP R504 With cooling baffle 18 15.6 k-Value (kcal/h x C x m)
119-0085 3.22 12-21 7.5-15 10-15 17.3
119-0088 4.28 1812-21 12-18 18.7
Transfair Engineering: Designing and prototyping of Refrigerator Circuits. 3.6. Condenser, Testing Condensers, Condenser Capacity, Comparison Test p. 38
The compressor capacity is expressed by the compressor displacement in cm. The table applies to a 2 poles 50 Hz compressor in the range of M/LBP (-40C to - 5C) and HBP (-5C to +15C). The recommended condenser surface is sufficient for ambient temperature of up to 32C and the air velocity at the condenser inlet is approximately 1m/sec. For higher ambient temperature the compressor size and the condenser size have to be increased by using the calculation used in the last part of this chapter about condensers.
3.5.2. Possible Solutions for the Air Ducts
3.6. Testing Condensers
Condenser determination and selection. So we have following possibilities to determine the condenser: 1. 2. By taking the data sheets of the condenser manufacturers and the requested value for the compressor power (already previously explained); By measuring the condenser alone in the following way:
3.6.1. Calorimetric Measurement
3. By testing the condenser mounted on a refrigerator. By measuring the condenser alone the compressor is replaced by a heating element to keep the condenser inlet temperature constant at a superheat of 100C. At the condenser outlet a capillary tube is fitted to remove the condensed refrigerant under fixed settings (for R 134a for example 0,7x4.000mm). To get defined conditions the suction pressure (evaporation pressure) and hence the circulated quantity of refrigerant are regulated until the liquid level is constant in the sight glass. Since there is only one point of loading where this constant level in a given system occurs (position of equilibrium of the system), only one single measurement per condenser size is possible and needed. There exist 2 possibilities to measure the condenser capacity now: One theoretical possibility is a flow meter to be mounted instead of the calorimeter, which is for household refrigerators not easily because of the low quantities of refrigerants. In this case the condenser capacity can be calculated by multiplying the circulated quantities in kg/h by the enthalpy difference between the compressed gas superheated to 100C and the liquid at the lower limit curve:
Transfair Engineering: Designing and prototyping Circuits. 3.6. Condenser, Comparison Test of Condenser Capacity, Condenser performance Standards p. 39
Qk = G*(t2-t3) = K*A* T=k*A*(t2-t3)[kcal/h] The U-value is calculated on the bases of the condensing temperature minus the temperature at the condenser inlet.
It is easier for small household refrigerators (see figure) to use a calorimeter instead of the flow meter, so that the circulated quantity of refrigerant can be calculated out of the measured temperatures by the formula: Qk = G*C(t1-t2) whereby: G = Quantity of refrigerant (kg/h) C = Specific heat content (kcal/kg x C) to be taken out of the data sheet of the refrigerant t1 = temperature at inlet (C) t2 = temperature at outlet C)
The same formula can be used to compare different condenser types by using water as refrigerant.
3.6.2. Comparison Test of Condenser Capacities
To compare different condensers to each other a simple test set-up can be used and the a.m. formula allows calculating their capacities. In this case either the water is passed on a constant velocity and with a defined inlet temperature and the outlet temperature is measured or the temperature difference between inlet and outlet is recorded and the water flow is measured with the flow meter. So 2 condensers are easily compared by this method either by keeping the circulated quantity of water constant and recording the difference of temperatures (inlet/outlet) or by keeping the temperature difference constant and recording the circulated quantity of water.
Transfair Engineering: Designing and prototyping Circuits. 3.6. Condenser, Comparison Test of Condenser Capacity, Condenser performance Standards p. 40
3.6.3. Standards of condenser performance testing and test methods
The following standards of condenser performance testing and test methods have to be applied in EU and many other areas: EN 13771-2 (2003 /2005): Compressors and condensing units for refrigeration - Performance testing and test methods - Part 2: Condensing units. EN 13215 (2000): Condensing units for refrigeration - Rating conditions, tolerances and presentation of manufacturer's performance data. EN 327 Air cooled refrigerant condensers, Heat exchangers. Forced convection air cooled refrigerant condensers. Test procedure for establishing performance.
Transfair Engineering: Designing and prototyping Circuits. 3.6. Condenser, Comparison Test of Condenser Capacity, Condenser performance Standards p. 41
Transfair Engineering: Designing and prototyping of Refrigerator Cooling Circuits. 4. Capillary Tube, Heat Exchangers, Capacity Calculation and Tests p. 42
4. CAPILLARY TUBE AND HEAT EXCHANGERS
The capillary tube must be adapted to the changed refrigerant characteristics, i.e. differential pressure, mass and volume flow etc. The ideal system is operated in such a way that the refrigerant at the inlet of the capillary tube is as close as possible near the liquid-vapour borderline in the Mollier Pressure -enthalpy diagram. Practical and theoretical evaluations show that the resistance of the capillary tube must be increased when switching from R12 to R134a. In a LBP refrigerating system with the same compressor capacity the change can be described as a 20-25% reduction of the flow if measured as Nitrogen flow at 10 bar inlet pressure. This increased resistance of the capillary tube reached by prolongation of the tube or by reduction of the diameter will also increase the pressure equilibration time during the standstill period which can have effects to increase the restarting time and perhaps needs to modify the thermostat differential. The switching from R12 to R 134a gas should not affect much the gas velocity.
4.1. Capillary Capacity Calculations
There exist some calculation formulas about the capillary capacity Pc[l/min] = Pf [kg/h] x Psv [m/kg] x 1000/60 whereby: Pf = value describes the refrigerant quantity produced by the compressor in kg/h Psv=value steam specific gravity quantity in m/kg and the factor 1000 to transform m in litres and the factor 60 to transform hours in minutes.
For example a particular refrigerator operating at the condition -25C and at super-heating to 32C with a R12 compressor of 95W and an R134a compressor of 87W had following mass flow: R12-system: 0.17m/kg x 2.87 kg/h = 0.488 m/h = 8.13 l/min R134a-system: 0.23m/kg x 2.07kg/h = 0.476 m/h = 7.93 l/min This would result in a tube with an internal diameter of 5mm to a gas velocity of 6.9m/sec for R12 and of 6.7m/sec for R134a. To explain the a.m. formula we assuming following condition: 1. The condensing temperature is 55C, 2. The selected compressor has a displacement of 2,6 kg/h of R134a. 3. The evaporating temperature to be reached is -30C and an absolute pressure of 0.864 kg/cm acc. to the Mollier diagram of R134a and the system is nearly ideal acc. to the Mollier diagram for R134a, that means the outlet of the capillary is vapour only. In such a case following specific volumes can be assumed: - liquid: 0.72 l/kg. - vapour: 0.2245 m/kg. In such a case the Capillary capacity for R134a in l/min is as following: Pc[l/min] = Pf [kg/h] x Psv [m/kg] x 1000/60 = 2.6 x 0.2245 x 1000 /60 = 9.728 l/min There exist also a formula about the capillary capacity as a result of condensation pressure, diameter and length of the capillary using Nitrogen passing the capillary as follows: ________________ Va = 2.35 x p -1 x d 2.5 x l -0.5 whereby: Va = capillary capacity with Nitrogen gas passing in l/min
Transfair Engineering: Designing and prototyping of Refrigerator Cooling Circuits. 4. Capillary Tube, Heat Exchangers, Capacity Calculation and Tests p. 43
P = condensation pressure in kg/cm at 55C d = capillary internal diameter in mm l = length of capillary in mm _______________ ________________________ For example: Va = 2.35 x p -1 x d 2,5 x l -0.5 = 9.728 l/min = 2.35 x (14.907 -1) x 0.712,5 x l -0.5 l -0.5 mm= 9.728l/min /(2.35 x 14.28 x 0.424 ) = 0.684 l = 3.2 m But according to our experience such formulas are a first approach and the length and the diameter should be finally tested with methods as described in the next chapter. If other system components are not changed in a LBP system and same compressor capacities are chosen and similar gas velocities are reached the refrigerant charge by switching from R12 to R134a refrigerant should be about 10 % less. We recommend asking the supplier of the compressor which capillary tube diameter (normally 0,71 or 0,79mm inner dia.) and which length (about 3-4 m for the R 134a) he recommends as minimum and maximum length and there seem to be no way as to determine the optimal length of the capillary but by laboratory tests. Like usually such test first test each refrigeration circuit element separate (see for example the testing method of capillary tubes) and after optimisation of each element the system in total have to be tested as later explained to control interference between the elements on each other. Danfoss grant a program to select upon cooling circuit data the right capillary tube diameter and length called DanCapTM 1.0 http://www.danfoss.com/Germany/BusinessAreas/RefrigerationAndAirConditioning/Product+Selection+Tools+details/DanCap. htm
4.2. Capillary Tube Tests
By switching from R12 to R134a the length of the capillary has to be increased or the diameter to be reduced to increase the flow resistance and to reach similar gas velocities. If the same compressor capacity is used as for R12 such a change can be described as a 20-25% reduction of the flow if measured as N2 flow at 10 bar inlet pressure.
Test Apparatus
But the capillary can be also optimised by varying their length or diameter and by measuring the reached pressure drop with following test apparatus consisting of a gas bottle, a reducer with a manometer, a capillary tube with known capillary characteristics, a second manometer and the capillary tube to be tested. With such a test apparatus and variations of parts to be used different tests can be made: 1. It is possible to measure the pressure drop of a capillary tube. If the capillary tube C2 is not connected to the manometer 2 the pressure p2 on manometer 2 is equal to the atmospheric pressure; if the capillary tube C2 to be tested is connected to the manometer 2 the difference between the now measured pressure p3 on the manometer 2 to the atmospheric pressure at the outlet of the tested capillary tube C2 is equal to the pressure drop inside the capillary tube C2. 2. By positioning of the gas bottle on a balance and removing the capillary C1 and manometer 2 it is possible to measure the weight of gas passing the capillary in time and to calculate the corresponding capillary capacity in l/min for the used liquid or gas. 3. On this apparatus such a test can even be made with liquid R134a pressurised to the 14.9 bar at 55C, so that real conditions as existing in a refrigeration circuit can be simulated. Also R600a pressurized to 6,7bar at 55C in water bath can be used , if R600a
Transfair Engineering: Designing and prototyping of Refrigerator Cooling Circuits. 4. Capillary Tube, Heat Exchangers, Capacity Calculation and Tests p. 44
is exhausted to open air. If a capillary tube is too short or has a too large diameter, so that too much refrigerant liquid enters into the evaporator and reduces the evaporation surface can also be measured by the temperature increase in the entry area of the evaporator. So the size of this area filled liquid can be measured. Following standard can be applied: ANSI/ASHRAE Standard 28 (1996) (RA 2006): Method of Testing Flow Capacity of Refrigerant Capillary Tubes. It provides a uniform procedure for testing capillary tubes by determining the dry nitrogen flow capacity under specific test conditions so the procedures may serve as a primary standard for use by all test laboratories. Provides a basis for agreement between capillary tube manufacturers and users, and provides a standard procedure against which all other methods of tests may be checked. Dual units of measurement.
4.3. Heat Exchanger
Optimum system efficiency can be reach by installing a heat exchanger between compressor suction tube and capillary to ensure sub cooling. The sub cooling or a capillary tube should be in the range of 3K (while such a system for an expansion valve should be in the range of 5K). For this reason 1.5-2m of the capillary tube is welded along the suction tube. Instead of welding also a PE shrink film can be used to connect the suction with the capillary tube. Sub cooling of HFC-134a increases the nominal capacity by about 23%, 4% more than in a CFC-12 model. So it is a must for a HFC-134a system. Also for R600a such sub cooling is strongly recommended to improve energy efficiencies.
Transfair Engineering: Designing and prototyping of Refrigerator Cooling Circuits. 4. Capillary Tube, Heat Exchangers, Capacity Calculation and Tests p. 45
Transfair Engineering: Designing Cooling Circuits. 5. Evaporator, Cold Cabinet Tube-on-Sheet, TOP or Skin Evaporators, with Freezer, Two-door
p. 46
5. EVAPORATOR
There exist different types of evaporators and it depends on the construction of the refrigerator which type can be used.
Evaporator capacity and k-value
As the heat transfer of the evaporator corresponds to the compressor capacity at the relevant operation conditions, the evaporator area can be calculated from the formula: Q = K*A* t whereby: Q = evaporator capacity in Watt K = transmission value in Watt/m*K (k-value) A = surface in m t = mean temperature difference in K between refrigerant and ambient air at the evaporator.
This formula is only a first approach because it disregards certain thermal losses, caused for example by pressure drops in the suction line.
5.1. Roll-Bond Evaporators
In the past the mainly used evaporator for household appliances was the aluminium roll-bond type which has an excellent k-value of between 6-8 W/m*K. The channel spacing for such types is normally approximately 30mm. They are electrolytic anodised or enamelled and the tube connectors are made with butt-welded Al-Cu tubes to connect on it steel tubes.
5.1.1. Suction Accumulators
R12 evaporators have suction accumulators on the last part of the evaporators or as an extension of the suction line after the evaporator to be able to receive refrigerant charge variations and to ensure that refrigerant which does not evaporate in the evaporator e.g. during low loads will evaporate before passing into the suction line and the compressor. In case of roll bond such accumulators are built in (normally 15-20% of the internal volume of the evaporator): In R600a evaporators such suction accumulators should be avoided to reduce the amount of charge into the system. In single tube designs (the most common design) the capillary tube is inside the suction tube. In 2 tubes designs it is separated (see above picture). The first is cheaper, but the last one allows making a preferable gap between inlet and outlet temperature. The weak point is the seal of the capillary tube mounted in the evaporator inlet. Leakage in this section will cause short circuiting and loss of capacity.
Transfair Engineering: Designing and Prototyping Cooling Circuits. 5.2 Evaporator, 2-Door Tube-Sheet Evaporators, Vertical Freezer Evaporators
p. 47
5.1.2. Channel Cross Section
There is an optimum size of the channel cross section. If it is too small, the pressure drops too much across the evaporator with the result that the compressor capacity cannot be completely utilised. If the cross section is too large the speed of the refrigerant becomes to low and oil can accumulated in the evaporator with the effect that the evaporative capacity reduces. Such accumulation of oil can even put the oil pumps in the compressor out of order. The speed of the refrigerant should be in the range of 4-5m/sec. By this speed oil accumulation will be avoided. HCF-134a do not separate as good from Polyol ester oil as HC-600a from mineral oil or CFC-12 from mineral oil so that ester oil passes the whole refrigeration circuit much easier. Therefore any reduction of the cross section or pockets in which the oil can be accumulated must be avoided in HCF-134a systems much more than in CFC-12 systems. In R600a systems performance reductions because of pressure drops are even worse because of lower absolute pressure of R600a. Therefore the tube diameter is needed to receive a refrigerant speed of about 4-5m/sec and any reduction of cross sections should be avoided. This was one of the reasons - beside of cost reductions - why roll bond evaporators which can have variable cross sections because of their way of manufacturing and which can have smaller cross sections in the bending area were replaced by tube-on-sheet evaporators with always correct cross sections. In general for all refrigerants optimised cross sections of channels improve strongly the efficiency. Pressure drops on evaporators can be measured: the temperature difference in a stable system (not during pull down) between the evaporator inlet and outlet should be in the range of 1 K.
Samples: The channel cross sections are in the range of 22mm. If by this cross section the channel length exceeds 8m +/- 2m -depending on the compressor size and the evaporator temperatures, the pressure drops will already strongly reduce the utilised capacity. To avoid such pressure drops with larger channels length, parallel flow has to be used.
In practice bent roll bond refrigerators always face pressure drops in the bent area because of reduction of the channel cross area on the bends. To avoid pressure drop a doubling of the channel to 2 parallel channels in the bending area or an increase of the channel size will help.
How can pressure drops be measured?
Pressure drops can be easily identified when the temperatures are lower at the outlet of the evaporator than in the inlet. A pressure drop across the evaporator corresponding to 1K in a stable condition (for example -30C) is acceptable for refrigerator appliances. We mention "stable conditions" because the pressure drop is at the beginning of the pull-down of a freezer always high; the evaporating temperatures are at this stage high and therefore the compressor circulated more refrigerant at high evaporating temperatures as at low ones: the pressure drop will be the largest at this stage.
5.1.3. Evaporator Types, Sizes and Forms
The type, size and form depends first on the temperatures to be reached inside the refrigerator and freezers and the ambient temperatures to be faced (see ISO and DIN standard classes SN, N, ST, T in the beginning of this report).
Transfair Engineering: Designing and Prototyping Cooling Circuits. 5.2 Evaporator, 2-Door Tube-Sheet Evaporators, Vertical Freezer Evaporators
p. 48
Roll bond forms A and B are typical for so called "cold cabinets", refrigerators without freezer compartment. Form C and D are typical for *star refrigerators and form E and F are typical for ** star refrigerators. *** star refrigerators are made out of form E and F by adding a rear plate to E and side plates to F and to isolate the freezer section from the refrigerator section. Normally *** star refrigerators have a separate evaporator for the refrigerator because it is very difficult to reach the different temperatures in the 2 sections of the *** star refrigerator by one evaporator and screening (see underneath chapter "Screening and drip trays").
5.1.4. Cold Cabinets
Refrigerators without freezer compartments contain 2 types of roll-bond evaporators: rear wall and U-shape evaporators, fitted at the top of the cabinet on the rear or rear and sides:
Evaporator Surface
The needed evaporator surface per cooled volume is in the following range for roll-bond evaporators: These are approximate values which can vary. To reduce for example costs for compressors and consumption of energy today often the evaporator size is increased by about 10-15 % to be able to use a smaller compressor. But this can only be finally decided by a series of tests. This sizing must be increased in the same range of the compressor's capacity increase if sub-tropical or tropical climatic conditions are selected (see chapter of refrigeration capacities). The values are valid for roll bond evaporators. In case tubeon-sheet evaporators behind the inner liner are selected, the surface has to be increased by 10-15% if the inner liner are plastic and by 5-8% if the inner liners are metal (chest freezer or freezer compartment with metal inner walls) depending also if the tubes are fitted to the sheet with heat transmission paste or not, and on the k-values of the materials between refrigerant tube and refrigerator and freezer inside. "Cold cabinets" are normally provided with a thermostat with a constant cut-in temperature of above 0C so that the evaporator is defrosting only during the stand still period: so called "cycle defrost cabinets". With drip groove on the backside the water of the evaporator is caught and drained outside the cabinet, normally on a tray on the top of the compressor for evaporative cooling of the compressor.
Screening and Drip Tray
Screens and drip trays are used in *- and ** star refrigerators (and the few *** star refrigerators with only one evaporator) to separate the temperature zones.
Transfair Engineering: Designing and Prototyping Cooling Circuits. 5.2 Evaporator, 2-Door Tube-Sheet Evaporators, Vertical Freezer Evaporators
p. 49
Example for a ** star refrigerator: Air circulation around the roll bond evaporator ensured in the typical ** star refrigerator by the distance of 25 mm between the roll bond evaporator and the inner walls. This type of models are meanwhile vanished in markets in developed countries because of icing, manual defrost work and low energy efficiency. Customers prefer *** star models (next chapter).
What are technological the difference? *** star freezers needs compartments normally air tight separate by a door from fridge. If freezer and fridge is not air tight sealed, water from hot air from each opening of fridge will condense to ice on freezer evaporator. In areas with high humidity and stronger use evaporator will be full of ice. Ice is a very good insulator (Igloo-effect) and reduce evaporator efficiency. So manual defrosting and re-cooling of warmed up refrigerator is often needed, which also cause increased energy consumption. Energy labelling system often doesnt reflect such customer use conditions. During use normally fridge is opened at least 5 times more than the freezer. Each door opening the complete cold dry air is replaced by hot wet air. A modern fridge with back wall evaporator defrosts automatically all humidity from hot air (door opening) during compressor stop time. The fridge compartment is bigger than the freezer compartment so that main air humidity is already automatically removed without icing as water (fridge temperature <0C). The freezer (<-12C or <-18C) volume is often much smaller than the fridge with less air volume and as result less humidity inserted by hot air during freezer door openings. In combination with less freezer door openings as fridge door openings much lower ice needs to be defrosted in a model with sealed freezer in comparison to the described model above without air tight separated freezer. Suppose the freezer has 1/3 of volume of fridge and is opened in the average 5 times more frequent as the freezer, you would have 3*5=15 times less ice to be defrost as in a same model size with unsealed freezer, as you have described.
5.1.5. Two-Temperature Cabinets
Such ***star refrigerators or refrigerator freezer combinations use 2 evaporators, one for the freezer (< -18C according to ISO) and one for the refrigerator (0till 5C according to ISO). The simpler ones are -like the cold cabinet-cycle defrost thermostats only switched by the refrigerator temperatures (constant cut-in temperatures above C). The refrigerant passes first the freezer evaporator and then the refrigerator evaporator. The defrosting of the refrigerator occurs during the stand still period (cycle defrost), while the freezer is defrosted manually and not automatically. In general the evaporator of the freezer should have as much as cooled surface as possible to obtain the requested low temperatures. So normally all 5 walls of a freezer are containing evaporators (see section Tube-on-sheet or skin evaporators). In freezers above about 60l it is recommended - and for the old DIN standard also necessary- to divide the freezer by evaporator shelves in sections of about 60l. The new ISO/EN/DIN standards (see chapter standard) are weakening this request so that such vertical freezers can now be made only by using the 5 walls for freezing (see section tube-on-sheet or skin evaporators and vertical freezers). Therefore the dimensioning of the freezers in such models is very simple. But in such two temperature models the
Transfair Engineering: Designing and Prototyping Cooling Circuits. 5.2 Evaporator, 2-Door Tube-Sheet Evaporators, Vertical Freezer Evaporators
p. 50
dimensioning of the evaporator for the refrigerator is more difficult because of the interconnection between the 2 evaporators. The problem is to maintain -18C in the freezer without letting the refrigerator temperature falling below 0C, especially at lower ambient temperatures. Therefore the refrigerator evaporator is always in the range of 12-15% smaller than the one in a refrigerator of a "cold cabinet" on the same size. The final size of the refrigerator evaporator in a two temperature refrigerator or 2 door model should be tested in a air conditioned room according to the operating temperatures (for example +12C up to +32C ambient temperature) requested on the market. A two temperature refrigerator only thermostatically controlled by the refrigerator will not start freezing in lower temperature environment even if the freezer temperature goes above -18C. These 2 problems have caused tremendous costs for example for Liebherr in their Chinese project in DXINGDAO, to replace their construction to the conditions that Chinese use refrigerators in cold ambient temperatures in the winter time, not foreseen in such refrigerator constructions.
Connections of Refrigerator and Freezer Evaporators in Series
There exist following connection possibilities of the evaporators in 2 temperature refrigerators, but the version with roll-bond (see picture) is history, practically no one anymore in use for cost reasons. After developing tube-on-sheet (TOP) evaporators (see next chapter) for the refrigerator compartment and even for smaller and medium size freezer compartments there are other combination possibilities of the freezer and refrigerator evaporator, which are cheaper and better. But to use one compressor for cooling 2 different temperature zones the 2 evaporators have to be connected and there sizes dimensioned according to the temperatures to be reached and the sizing optimized in tests.
Tubes are normally connected by brazing with silver alloy.
An alternative, which for cost reasons is seldom used, is Lockring tube joint method, which costs in the range of 0.50 per joining ring. Hydraulic Press Lockring Assembly before and after Pressing
The problem with brazing (as well as the use of the Lockring system) is the Aluminium coated tubes. Aluminium coating must be removed completely in both cases to avoid leakage. Tubes have to be delivered with one end extended or have to be extended on one side locally which is difficult.
Transfair Engineering: Designing and Prototyping Cooling Circuits. 5.2 Evaporator, 2-Door Tube-Sheet Evaporators, Vertical Freezer Evaporators
p. 51
5.2. Tube-on-Sheet, TOP or Skin Evaporators
For cost reasons expensive roll-bond evaporators are more and more vanished nowadays. But also quality reasons like longer lasting of aluminised steel tubes in comparison to roll-bond better defined cross sections in a tube in comparison to roll-bond
were important. Not painted or otherwise protected aluminium tubes could be damaged by the Hydrochloric acid inside foam. Roll bond channels not only in bending areas have partially reduced cross section with partial internal pressure increase (heating) of the evaporator. Especially by using R134a as refrigerant this effect can happen because such a gas does not separate completely from the ester oil so that small quantities of ester oil will pass the circuit. Skin evaporators use the refrigerator or freezer inside wall as evaporator. The first application in which such evaporators were introduced were chest freezers, but in principle all aluminium roll-bond can be replaced by such tube-on-sheet evaporators, TOP or skin evaporators named evaporators, but in practice not in all cases it is recommend and cheaper. Still in some few applications, like some freezers, which have to be cooled from inside and not only by the walls roll-bond remains as technical solution.
5.2.1. Chest Freezer Evaporators
Chest freezer inner liners are normally made today out of aluminium sheets and behind the aluminium sheets you have zinc coated steel or aluminium tubes and PE foil. The aluminium tubes can also be painted to protect it against Hydrochloric acid (HCl) which is always a little bit inside PUR foam, but for zinc coated steel tubes the foil is sufficient and it is the cheapest solution with the best quality after copper tubes:
Chest freezer - tube-on-aluminium-sheet-evaporator
All the 4 side walls of the chest freezer are used as evaporators. In case of the expensive aluminium roll-bond evaporators there is a difference of 2 K between the evaporator surface and the air temperature in the chest. Today the Kvalues with tube-on-sheet evaporators are less than 5K. But today Zink coated steel tubes are more in use (see underneath).
Chest Freezer Pull-Down Test
Several chest freezers show following average values during a pull-down test with big loads. According to DIN 8953 or ISO 5155 the pull-down test will be made by 25 kg Tylose parcels per 100l chest volume. The chest freezers should reach following sequences of the evaporating temperatures. In the new standard 25C is used while in the old standard 32C ambient temperatures were used. EVAPORATING TEMPERATURE Ambient Temperature Maximum 32C -10C 25C -13C
During crystallisation -21C -24C
At stationary conditions -31.5C -33.5C
Transfair Engineering: Designing and Prototyping Cooling Circuits. 5.2 Evaporator, 2-Door Tube-Sheet Evaporators, Vertical Freezer Evaporators
p. 52
We can use this test and these values for a pull-down test to find out if a new developed chest freezer is suitable or need to be changed. The ISO and DIN standard also prescribes a pull-down test with smaller loads to determine the freezing capacity of the model (See standards). The distance between the evaporator coils and the mode of fixing is important; 85mm is a suitable distance between the tubes as well as a maximum of 40 mm from the upper and lower edges to the evaporators coils.
Chest Freezer Evaporator Tube Length
The tube length of the evaporators coils are described in the following table: An 5/16 inch (8mm) tube is normally used up to 28 m length, - above it will cause too much pressure drops- and 3/8 inches (10mm) tube is used for larger tube lengths. The most favourable evaporator coil design for chest freezers in the spiral with the inlet at the top and the outlet on the bottom. Delicate are the corners: Any cross section reduction should be avoided on these corners. For these reasons some manufacturers use evaporators coils divided in 4 sections, but the first variation is better if reduction on cross sections can be avoided (see drawing with corner section beginning of this chapter). Today the tubes are not anymore copper for price reasons. Aluminium tubes need aluminium inner liners while aluminised or zinc coated steel tubes (or copper plated steel tubes) should get enamelled steel inner liners or aluminium sheets. Aluminium tubes need butt-welded copper joints (protected against corrosion by a coat of PVC or enamel) to connect it to the copper or steel heat exchanger. The tubes are fixed by tapes. In case of poor contact between the tube and the inner liner sheet it is necessary either to increase the length of the evaporator coil or to use contact compound (Terolan with Lambda 0,6W/mk or thermal mastic with Lambda 0,8W/mC). The coil must be protected by a Polyethylene foil to avoid that foam can be inserted between the tube and the inner liner and also to protect the aluminium tube against Hydrochloric acid which is in small quantities inside the foam in case Aluminium tubes are used.
Working Processes to mount chest freezer evaporators of Aluminium or copper tubes
Version with Aluminium or copper tube winding machines:
1. 2. 3. 4. Mounting Aluminium Sheets on a core Winding Aluminium or copper tubes around the core Fixing tube by scotch tape Protecting evaporator by PE foil of 0.08mm
Steel Tube Evaporators in 2 versions. Better quality with a much longer lifetime as with aluminium tubes can be reached if zinc coated steel tubes or even aluminium-zinc coated steel tubes are used (see drawing at beginning of this chapter). No doubt the best would be copper tubes, but copper tubes are very expensive. Zinc coated tubes cannot rust as long as the freezer is running and the tubes under low temperatures. But if there are periods, that the freezer are not used, zinc coated steel will rust. To avoid even in this time any rust aluminium-zinc coated steel tubes for refrigerator evaporators with temperatures above 0C can be used. Such aluminium zinc coated tubes also reduce thermo-element effects to the Aluminium sheet. To avoid even in this time any rust aluminium-zinc coated steel tubes for refrigerator evaporators with temperatures above 0C can be used. Such aluminium zinc coated tubes also reduce thermo-element effects to the Aluminium sheet.
Transfair Engineering: Designing and Prototyping Cooling Circuits. 5.2 Evaporator, 2-Door Tube-Sheet Evaporators, Vertical Freezer Evaporators
p. 53
Disadvantage of this tubes are the more difficult manufacturing process of steel tube evaporators. Either the tubes are pre-bent on a special machine to be placed on the liners horizontally with tubes as made like on the last picture and drawing or purchased and mounted by hand. Also such serpentines (see picture beside) can be used. The flat serpentines can be bent by hand round the chest liner by turning a tube by 90 on a corner position:
5.2.2. Cold Cabinet Evaporators
For refrigerator without a freezer compartment such a tube-on-sheet, TOP (=tube-on-plate) or skin evaporator can be used instead of roll-bond for cost and quality reasons- either tube on flat aluminium foil. This is a high energy efficient version. The vertical loop prevents that liquid refrigerant can come into the suction and destroy the compressor an accumulator is not needed. Furthermore the flatted tube improves the heat exchange and reduces that ice can be built up between tube and Aluminium sheet: Variability of overall dimension: A = 250-450 mm B = (n-1) x p P = 42 or 50 mm N = 6 -16 as required.
Flatted Evaporator tube:
Transfair Engineering: Designing and Prototyping Cooling Circuits. 5.2 Evaporator, 2-Door Tube-Sheet Evaporators, Vertical Freezer Evaporators
p. 54
Todays most used evaporator version for cold cabinets without freezer. In such models the liquid refrigerant enters directly into the refrigerator evaporator and could pass liquid into the compressor if there is no accumulator between. Accumulators today are removed to increase efficiencies (class A-models). To avoid that liquid refrigerant can return through the suction tube into the compressor, which could destroy the compressor, the vertical bend is made. There are different ways of connecting the evaporator tubes and Aluminium sheet or foil to the inner liner Version with roll formed sheet is too expensive is the solution to insert tubes into a roll formed aluminium sheet (drawing right side). Also a double adhesive tape (1,50-1,70/m) is much more expensive as a hot melt glue (Teroson 7/kg 80g/m) applied on aluminium sheet and cold pressed on the liner so that a hot melt roller press investment amortize inside 1 year if more than 2500000-300000 refrigerators are produced in a year. Today - especially in countries with higher salaries - an adhesive Aluminium foil is most used (see its specification in next chapter 2 -Door Refrigerators).
5.2.3. Evaporators of one Door Refrigerators with Freezer Compartment
Capillary
Freezer Evaporator
Evaporators of one Door ** Refrigerator
Traditionally a refrigerator with up to 2 star ** freezer compartment or ice tray has a roll bond evaporator inside the refrigerator with a tray for condensed water and for screening (see Chapter 5.1.4). These are more ice makers than refrigerators and consume too much energy and should be stopped in production. All the wet hot air from each door opening are converted to ice on the evaporator, which can be avoided by a 3 star *** model. There exist few tube-sheet-evaporator models on the market made out of aluminized steel tubes of 6-8mm dia. On single adhesive aluminium foils covered by 0.08 mm ethylene foil (see next page) in the following way:
Refrigerator Evaporator
Subcooling Heat Exchanger
The food liner will be formed with a tilted freezer block during thermoforming to allow sheet material to be inserted between freezer and refrigerator compartment.
Transfair Engineering: Designing and Prototyping Cooling Circuits. 5.2 Evaporator, 2-Door Tube-Sheet Evaporators, Vertical Freezer Evaporators
p. 55
Evaporators of one Door *** Refrigerator
A refrigerator with good isolated *** star freezer compartment can be made with tubes-on-sheet-evaporators in the following way: Bending points
The tube distances are between 4050mm for a tube of 5/16inch (=8mm dia).
To the capillary tube -
To the Evaporator of the refrigerator box.
Flat serpentine Evaporator for freezer box of a 12 cu.ft Two-Door refrigerator, Tube: Single wall O.D. 8 x 0.7 mm hot-dip zinc coated
5.2.4. Two Door Refrigerator Evaporator in the Refrigerator compartment
Between inner liner and foam a tube-on-aluminium-sheet evaporator can be installed: So called Tube-on-Sheet-Evaporator or TOP (=Tube-on-Plate) Evaporator. The tube can be copper, aluminium or aluminium coated steel tubes with 6.35mm round or 8mm pressed to oval tubes. Zinc coated steel can not be used because of corrosion (wet air in time of manufacturing will condense on tube; tubes are not permanently frozen because of plus temperatures in the refrigerator, so a zinc coated tube can corrode). 1st solution: Roll formed aluminium sheet evaporator with aluminium coated steel tubes One of the first solutions developed was to have aluminium roll formed to enter tube inside channels (drawings), but under cost aspects it is not recommended. Second solution was to use a double adhesive tape ( 1,4-1,6/m) between Aluminium sheet and inner liner. But also this vanishes meanwhile for cost reasons and was first replaced by aluminium sheet made adhesive with hot melt glue (Teroson Q5707). 3rd Solution: Roller machine for hot melt glue on aluminium sheets
Transfair Engineering: Designing and Prototyping Cooling Circuits. 5.2 Evaporator, 2-Door Tube-Sheet Evaporators, Vertical Freezer Evaporators
p. 56
4th Solution: Adhesive Aluminium foils TOP evaporator. Most used version today is adhesive Aluminium foils on tubes evaporator. Especially in countries with higher wages it is cheapest and therefore most used, as this can be done automatically. Transfair can provide a video of such machines.
Working Process to mount Tube-on-Sheet or Skin Evaporators
In the past such adhesive aluminium sheets and round tubes were used (see picture). But today we use adhesive aluminium foils and flatted tubes.
The adhesive Aluminium foil TOP evaporator are made as following: with spenders with Aluminium foil rolls, cut in length according to models are placed near the cabinet preassembly to facilitate mounting.
Surface of Tube-on-Sheet (=TOP) Evaporators.
The surface of tube on sheet evaporator is a little bit bigger (10-20%) than roll bond (see graphic of chapter 5.1.4.) because of larger pitch of 60 mm, but the procession is much simpler and cheaper. There is no need of painting and no special copper/aluminium joints are necessary, if steel tubes are selected. The adhesive Aluminium and PE foils should be pressed cold by a roller press with 4,5kp/cm. Transfair regularly supplies such evaporator roller press and can grant the production know how.
Freezer Part inside 2-Door Model Up to 60l freezer. A freezer up to 60l does not need inside the freezer compartment cooling evaporators; cooling from the wall (behind the inner liner) is sufficient.
In this case the same construction of tube-on-sheet evaporator like the freezer compartment as previously mentioned for the one door model can be used or the following construction: The surface of tubes is always frozen (-24C), so that aluminium coating is not needed and zinc coating is sufficient, but in case such a system is not always running an aluminium coating is better.
Transfair Engineering: Designing and Prototyping Cooling Circuits. 5.2 Evaporator, 2-Door Tube-Sheet Evaporators, Vertical Freezer Evaporators
p. 57
Freezers above 60l.
A freezer of 60l and above cannot be cooled from the walls of the inner liner if the old still valid DIN standards are applied. 1-3 evaporator trays are needed inside the freezer. Few existing tube-on-sheet solution for this (Zanussi) do not look as nice as roll bond evaporators and the investment on machines is very high. Depending from each model itself and the cost of the components and processing mixed solution could be in some cases useful.
Theoretically there should be nice solutions. But all solutions for vertical freezers really made till now according to the old DIN standard we can not recommend for smaller scale production, because of high investment costs. Therefore in this area roll bond is still better. To connect the roll bond evaporator tube by brazing special Aluminium Copper joint made by pulsed electrical induction are needed, which can be purchased. Even the a.m. Lockrings allow direct connection of the Aluminium tube to the steel or copper tube in the circuit. Freezers have the highest temperature at the top of the cabinet. To improve the freezer quality often the top evaporator coil are doubled or of a larger size; or higher number of wires or 2mm wires instead of 1,5 mm wires are used. Tube-on-plate freezer evaporator. A Tube-on-plate evaporator with 50mm spacing between the tubes has approximate a value of 6,9 W/m**K. The connection to the tubes is reached by some flanges of the plate being bent round the evaporator coil. Wire-on-tube freezer evaporator. A wire-ontube freezer evaporator with tube coil spacing of 6080mm and 1,5mm wires in distance of 10mm at both sides reaches a Lambda value of 8,5W/m**K.
Tube-on-Plate Freezer Evaporator
Wire-on-Tube Freezer Evaporator
Transfair Engineering: Designing and Prototyping of Refrigerator Cooling Circuits. 5.5 Evaporator, No Frost Damper Thermostat, Tandem System
p. 58
Evaporators in series. Single evaporators are connected in series. A circuit with inlet in the upper section and outlet in the lower section should be selected.
Evaporator and condenser in tube version see page 32-34.
5.2.5. Skin versus Roll-Bond Evaporators
The roll bond evaporator still has the highest Lambda value of approximate 10.2 W/m**K. Cost comparison. Major advantage for tube on sheet evaporators is the lower cost as you need only - tubes (for making the serpentine locally) or tubes serpentine, - aluminium sheets or foils, and - PE foils and no expensive roll bond evaporators. Processing and Painting. Roll bond have to be painted, tube-on-sheet evaporators not. To connect evaporator to steel, no special aluminium copper joints are needed. Steel tubes can be easier welded, but need better bending tools than the roll bond. Instead of costly roll bond or already bent serpentine simple tubes can be used and cut and bent locally by special tube cutting and bending machines (line costs about USD 370,000.00 for 330,000 pieces per year in one shift). The inner liners should not be thicker than 2.5mm to avoid isolation between evaporator and refrigerator or freezer so that only modern thermoformers should be used. This also reduces the cost of material. Aesthetic aspect. Till today aluminium tube-on-sheet solutions are not as nice from the surface as roll bond. Therefore they are mainly used behind the inner liner, which has the advantage that you can clean easier the refrigerator or freezer. If you need evaporator inside the cabinet to be seen (large freezer, one door refrigerator with ice tray) roll bond is still recommended. Corrosion and services. Aluminium coated steel tubes have less corrosion than roll bond especially if you take into consideration mechanical stresses on surface and acidic areas. If you would place the roll bond behind the inner liner it still can not compete because PU foam contains Hydrochloric acid which will hurt unpainted aluminium tubes more than aluminium coated steel tubes (Al/Fe layer is more resistant against corrosion than Al or Fe alone). In case of wrong processing of braze or Lockring connection of tube on sheet condenser behind the inner liner, repairing is impossible. Therefore all connections should be made outside the foam to be able to repair it if one time it will really be needed
Transfair Engineering: Designing and Prototyping of Refrigerator Cooling Circuits. 5.5 Evaporator, No Frost Damper Thermostat, Tandem System
p. 59
which is very seldom. The failure rate on-tube-on-sheet-evaporators behind the inner liner is much lower than with any roll bond evaporator solution. Overall because of costs, European refrigerator producers have already replaced roll bond in a.m. cases by skin or tube-on-sheetevaporators with the effect that the mayor European roll bond production were closed down. Cross section. But the mayor advantage - beside of costs - are the improvement of cross sections reachable with evaporator tubes instead of roll bond channels. Tubes do not have any reductions in bending areas which is very important for the performance efficiency especially if R134a or R600a as refrigerants are used.
5.3. Optimisation of Evaporators 5.3.1. Evaporator Channels or Tubes and their Cross Sections
Since 1991 the R 12 refrigerant is replaced by R 134a refrigerant and size 1994 R134a refrigerant mainly in Europe is more and more replaced by R600a. Both need an improvement of the channels and cross sections in comparison to R12 systems. Cross section and efficiency. In general for all refrigerants optimised cross sections of channels improve strongly the efficiency. There exist for each compressor displacement and system design an optimum size of the channel cross section, depending on the discharge of the compressor and the length of the tubes or channels. If it is too small, the pressure drops too much across the evaporator with the result that the compressor capacity cannot be completely utilised. If the cross section is too large the speed of the refrigerant optimal at 4-5m/sec - becomes to low and oil can accumulated in the evaporator with the effect that the evaporative capacity reduces. Such accumulation of oil can even put the oil pumps in the compressor out of order. This effect can be increased by the use of R134a which does not separate as well as the R12 between gas and oil so that ester oil can pass the whole refrigeration circuit. Therefore any reduction of the cross section or pockets in which the oil can be accumulated must be avoided in HCF-134a systems much more than in CFC-12 systems.
5.3.2. Speed of refrigerant and Pressure Drop
Speed of refrigerant. The speed of the refrigerant should be in the range of 4-5m/sec. By this speed oil accumulation will be avoided. In R600a systems performance reductions because of pressure drops are even worse because of the lower absolute pressure of R600a. Therefore the tube diameter to receive a refrigerant speed of about 4-5m/sec and any reduction of cross sections should be avoided. This was one of the reasons - beside of cost reductions - why roll bond evaporators which can have variable cross sections because of their way of manufacturing and which can have smaller cross sections in the bending area were replaced by tube-on sheet evaporators with always correct cross sections. Measurement of pressure drops. Pressure drops on evaporators can be measured: the temperature difference in a stable system (not during the pull down) between the evaporator inlet and outlet should be in the range of 1 K. If it is larger it should be checked if their are reduced cross section, if not the diameter must be step by step increased till the temperature difference between inlet and outlet is in the range of 1K, but do not increase the diameter more than needed to avoid pressure drops to avoid speed reduction on the circuit caused by to big tubes.
5.3.3. Liquid-Gas Separator and Accumulator
A small vessel for example made from a tube with higher diameter as the evaporator tube can be used as gas-liquid separator to make sure that no liquid comes into suction tube and compressor and could damage compressor. Such a vessel also works as accumulator to allow cooling circuit to work more efficient under a much wider range of temperature and refrigerator/freezer load fluctuation, without increasing the evaporator tube, so such an accumulator also allows refrigerator evaporator size and
Transfair Engineering: Designing and Prototyping of Refrigerator Cooling Circuits. 5.5 Evaporator, No Frost Damper Thermostat, Tandem System
p. 60
evaporator tube lengths reduction, without sucking liquid into compressor, which would happen, if the evaporator size would be reduced without an accumulator. In past it was used only in chest freezers and upright freezers, but seldom in fridge-freezers. Such accumulator even allow to charge slightly more refrigerant, without reducing coefficient of performance, so the cooling system could tolerate even small leaks near 1g/a and by this slightly overcharging, without reducing superheat (+3-4K), in this case it will increase lifetime of such small leaking refrigerator, but only if leak is really small. Modern high efficient fridge-freezer combinations with low energy consumption (A and A+ models) are often quite slow in pulldown of the refrigerator temperature cause by a quite long fridge evaporator tube length. Using an accumulator allow to shortening of evaporator tube length and size of fridge evaporator by 15-20% it increases the speed of refrigerator pull down time. So this accumulator is an instrument to compensate this bad side effect of energy saving efforts, which in past often slow down refrigerator compartment cooling.
5.4. Sizes of Upright Freezer Evaporators
Per 100l cabinet volume a 0,6 m evaporator surface and wire-on-tube-evaporators are suitable, while tube-on-sheet evaporators need about 20-25% higher surfaces per 100l volume. The difference between the cabinet temperature and the evaporator coil temperature should not exceed 5 K.
5.4.1. Pull-Down Test of Vertical Freezers
To check if the evaporator on a freezer system is suitable we make the pull-down test already described for a chest freezer test. A pull down should be made at 32C ambient temperature with a load of 25kg Tylose parcels per 100l volume. Following average values for a number of upright freezers are reached during the various stages of the evaporating temperature during freezing: EVAPORATING TEMPERATURE Ambient Temperature Maximum During crystallisation 32C -10C -21C 25C -13C -24C The evaporator surface calculations were already made previously. The tube diameter and length should be selected in the following way: 5/16 inch (=8mm) dia are often used for evaporator coils up to 26 m; 3/8 inch (=10mm) should be used for longer tubes to avoid strong pressure drops and poorer utilisation of the compressor capacity. Roll bond evaporators with 22 mm cross sections used in upright freezers with a volume up to 400l should use 2 parallel flows via 2 channels and above even more parallel channels. To avoid that the frosting up of the evaporator will destroy the freezer door, the evaporator should have a distance to the door of 20-30mm. Because of the reduction of the standard demand (DIN 8953) on the pull-down capacity of a vertical freezer in comparison to previous demands, it is possible today to use only the inner cabinet as evaporator to achieve the standard and no additional evaporator shelves inside the freezer are needed:
At stationary conditions -31.5C -33.5C
Transfair Engineering: Designing and Prototyping of Refrigerator Cooling Circuits. 5.5 Evaporator, No Frost Damper Thermostat, Tandem System
p. 61
5.5.
NO FROST Evaporators
No frost design separates the evaporator from the storage space and removes from time to time automatically the frosting from the evaporator finned coil by heat so no frost are visible inside the cabinet. Such system exists for 2 temperature cabinets and for freezers. A fan is used to draw the warm air from the storage space across a finned coil evaporator and back to the storage. The defrosting of the coil is made automatically by electrical heaters and controlled by a timer. During opening of doors the fan stops. In a HC-600a or HC-290 design the electrics must be N protected or outside the reach of a leak (see chapter 8.); the heater surface temperature should not go above 350C (underneath the ignition temperature of HC-600a, which can be reached by limiting the electric heating power per surface to 1,5W/cm by resistance wire and limiters. furthermore the electric terminals should be outside the R600a leaking area (or with special fixings see chapter 8.3.1.). IR heaters cannot be used.
5.5.1. Surface of Fins and Air Charge
Following surfaces are needed for No-Frost cabinets: For a two temperature cabinet a surface of 0,4 to 0,45 m per 100l cabinet volume is suitable for subtropical areas. For upright freezers it will be approximately 0,5 m per 100l freezer volume for the same conditions. These sizes apply for a charge of air of about 100m/h.
5.5.2. Tube Size and Fin Distance
Normally the finned coil evaporator for such appliances has 3/8 inch (10mm) tubes and the K-value at natural air circulation is at 8W/m x K and at forced air circulation at 14 W/m x K as long as it is not frosted up. The fin distances are not lower than 5 mm to avoid reduction of air pressure. In addition the distance of fin at the air inlet is often double as much as at the outlet to avoid too much reduction of the air pressure.
5.5.3. Defrosting
The frosting up is much faster than in a normal freezer evaporator; therefore such systems need 3 or 4 times per 24 hours defrosting. A special timer to start and stop automatically every 6-8h the defrosting heater for some minutes is needed inside a No-frost model. This heater is passing the finned coil. Heating up of coil evaporators to remove 3-4 times per day is the main reason why No-frost models increase energy consumption, but it can be limited by some tricks (chapter 9.4.1). In case of HC-600a or HC-290 the surface temperature of the heater should never go above 350C. This could be easily realized by electric resistance heaters limiting the electric heating power per surface to 1,5W/cm and additional limiters, but not with IR heaters (see chapter 8.3.9.).
Transfair Engineering: Designing and Prototyping of Refrigerator Cooling Circuits. 5.5 Evaporator, No Frost Damper Thermostat, Tandem System
p. 62
5.5.4. Air Ducts of NO FROST Refrigerators
A lot of efforts in the design of NO FROST models are made in the air ducts of 2 temperatures models to distribute the quantity of cold air between the 2 sections in right proportions; the freezer normally needs much more.
5.5.5. Dumper Thermostat
Good systems have a second thermostat constructed as a damper so that the air flow between the 2 sections and the 2 temperatures between the refrigerator and freezer can vary according to the real needs. This reduces energy consumption. In case of R600a or R290 models a sparking thermostat switch must be sealed by box (minimum IP54 if gas cannot acumulate in this area (see chapter 8. 3.11.) or placed outside leaking area of HC-gas.
Transfair Engineering: Designing and Prototyping of Refrigerator Cooling Circuits. 5.5 Evaporator, No Frost Damper Thermostat, Tandem System
p. 63
5.5.6. Tandem System
Tandem system is an advance refrigeration cycle approach using 2 no frost evaporators in 2 temperature zones in refrigerator/freezer system. It was developed by K. Kim, B. Kopko and R. Rademacher, University of Maryland/USA and is used by Samsung/Korea. Such a tandem system takes advantage of transient operations, allows defrosting without electrical heaters by using the thermosiphon phenomenon between the 2 evaporators. With a sophisticated electronic control the temperature of each compartment can be controlled independently and the energy consumption can be significantly reduced in comparison to conventional No-Frost refrigerators, which is the main advantage. For example for a large 18 cuft 2 door No-Frost model using such technology 18% savings could be reached in comparison to conventional No frost models of the same size by applying the American Standard for energy consumption. Refrigeration Circuit Scheme
Electrical Scheme
For further details see: K.Kim, B. Kopco and R. Rademacher: Experimental Research and Development of Tandem System Domestic Refrigerator. Department of Mechanical Engineering. Center for Environment Energy Engineering. University of Maryland. College Park MD 20742.
Transfair Engineering: Designing Cooling Circuits. 5.6. Evaporator, Evaporator Tests, Pressure Drop Test, Temperature Distribution, Pull-Down Test p. 64
5.6. Fridge Ventilators
Today not only No Frost models, even some good defrost models have ventilators. Ventilation in fridge. Traditional fridges have different temperature zones with lower temperature in lower areas, so that fresh meat should be positioned on lowest tray etc. They reach about 5C refrigerator temperature during run though the fridge back wall surface temperature is < -7C (if like in Europe on standard fridges the evaporator is mounted behind this wall). A ventilator distributes the air so that maximum 1C temperature exists. Under same conditions (food load and environmental temperature, door opening times) the ventilation in comparison to conventional model has following advantages: - Ventilation reaches lower set temperature to switch off compressor in about half of time and - the cooling down after door opening is nearly double as fast, with effects on - Longer storage time of food, - Less energy consumption and costs of cooling down (less time for compressor run), which is much more than electric consumption of ventilator itself (~1W), or - 3C lower fridge temperature (2C instead of 5C), if the compressor would run same time with same energy consumption. The fresh goods can be positioned anywhere. The beverage cooling time would reduce to half.
Warm air contains more humidity as cold air. Such warm air humidity entering during fridge door opening condensate to water drops, mainly to cold backside wall, but also on already cold foods which in case of cheese and sausage can reduce their storage time. By ventilation this water drops on fresh food would be reduced. Too strong ventilation of fruits and vegetables would dry them. So they should be stored inside separate not ventilated area like inside a vegetable crisper or box.
5.7. Evaporator Tests
The efficiency of heat exchange of evaporators can be measured like condensers with calorimeters. Also comparison test with hot water is possible (see chapter 3.6). But normally the evaporators are tested already mounted on a refrigerator system by following tests:
5.7.1. Pressure Drop Tests
There is an optimum concerning size of the channel cross section and total length of tubes the refrigerant has to pass in the evaporator or evaporators made in series in a multi temperature system. If the cross section is too small for the total length of the evaporator(s), the pressure drops too much across the evaporator(s) with the result that the compressor capacity cannot be completely utilised. If the cross section is too large in comparison to the length of evaporator tube to be crossed the speed of the refrigerant becomes to low and oil can accumulate in the evaporator with the effect that the evaporative capacity reduces. Such accumulation of oil can even put the oil pumps in the compressor out of order. The speed of the refrigerant should be in the range of 4-5m/sec. By this speed oil accumulation will be avoided. Pressure drops on evaporators can be measured: the temperature difference in a stable system (not during pull down) between the evaporator inlet and outlet should be in the range of 1 K. If multiple evaporator systems are measured such difference of 1K can be accepted for each evaporator.
Transfair Engineering: Designing Circuits. 5.6. Evaporator, Evaporator Tests, Pressure Drop Tests, Temperature Distribution, Pull-Down Tests
p. 65
5.7.2. Measurement of Temperature Distribution in MultiEvaporator Systems with one Control
Multi temperature cabinets with one or more evaporators have to reach defined temperatures in each zone. If only one circuit and one temperature control exist the temperature distribution in different environments and loads should be tested to control if the selected different sizes of evaporators in the different zones and/or the screening between the zones are correct made. Each compartment should reach the temperature values according to the standards and climate classes as described in Chapter 1.3.
5.7.3. Pull Down Tests
Vertical freezer pull down test. A pull down should be made at 32C ambient temperature with a load of 25kg Tylose parcels per 100l volume. Following average values for a number of upright freezers are reached during the various stages of the evaporating temperature during freezing: Ambient Temperature 32C 25C Maximum -10C -13C During crystallisation -21C -24C At stationary conditions -31.5C -33.5C
Chest freezer pull down test. Several chest freezers show following average values during a pull-down test with big loads. According to DIN 8953 or ISO 5155 the pull-down test will be made by 25 kg Tylose parcels per 100l chest volume. The chest freezers should reach following sequences of the evaporating temperatures. In the new standard 25C is used while in the old standard 32C ambient temperatures were used. Ambient Temperature 32C 25C Maximum -10C -13C During crystallisation -21C -24C At stationary conditions -31.5C -33.5C
Pull down test for fridge-freezers and cabinets with or without freezer compartment. Following values of the evaporator should be reached according to the valid standards: Climate SN N ST T Ambient temperature 10-32C 16-32C 18-38C 18-43C Cabinet temperatures -1C </= t1, t2, tm = max +7C 0C </= t1, t2, tm = max +5C 0C </= t1, t2, tm = max +7C 0C </= t1, t2, tm = max +7C t3 </= +10C t3 </= +10C t3 </= +12C t3 </= +12C Max. temperature in freezer compartment (inside test packs) * - 6C ** -12C
*** -18C **** -18C and defined freezing capacity
t1, t2 and t3 are mean temperatures for top, middle and bottom measured in copper cylinders. tm is the mean temperature of t1, t2 and t3 . Four star cabinets with large freezing sections normally have 2 independent systems or one system with separated control by a three-way valve.
More detailed description how such pull down tests have to be executed are described in the ISO standard 5502 (in past ISO 7371, ISO 5155, ISO 8187) which we will not repeat here.
Transfair Engineering: Designing Circuits. 5.6. Evaporator, Evaporator Tests, Pressure Drop Tests, Temperature Distribution, Pull-Down Tests
p. 66
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 6. Dryer/Desiccant, types, Standards and Tests
p. 67
6.
6.1.
DRYER/DESSICANT
Filter Dryer characteristic
The requests on dryers for R600a did not change to the ones for R12 systems. As a desiccant a molecular sleeve with pore sizes of 4 Angstrom like 4A-XH-5 of Union Carbide is used in household refrigerators and freezers working with R12 and R600a. For HFC134a refrigerant systems more efficient dryers with following desiccants are required: XH-7 or XH-9 (UOP-Union Carbide) which also can be used for R600a. In this case the molecular sleeve has pore sizes of 3 Angstrom. So also other dryers with desiccant using 3A molecular sleeve pores, like Siliporite H3R (CECA) can be used. In general the dryer should be selected in a way that the hygroscopic percentage level of a dryer is below 4% after operating the system and that the moisture level of the dryer remains below 10mg. The dryer's volume in case of HC-600a models remains the same as for the same CFC-12 model. For HFC-134a models the desiccant volume should be increased by about 20% in comparison to R12 dryer's volume in the same model. The total household refrigerator system should not contain more than 150mg moisture. To improve the quality of the refrigerator, especially in humid climate, to speed up evacuation, to remove moisture on high and low pressure sides of the cooling system a filter dryer with a third 6mm tube is recommended to evacuate on both sides of the circuit parallel.
It is very important for R134a and for R600a refrigerators to dry the evaporators and condensers before assembly by dry air or dry nitrogen with dew point <-50C. Furthermore is quality wise important to open the filter dryer and compressor, specially the R134a compressor with hydroscopic ester oil, last moments before cooling circuit brazing to prevent entry of humidity. Even under these precautions we still have regularly 2 sources of humidity the refrigerant and the compressor oil,
which both should be controlled with humidity measurement regularly.
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 6. Dryer/Desiccant, types, Standards and Tests
p. 68
6.2.
Refrigerant Dryer Test Standards and Methods
Following standards to test filter dryers can be applied:
DIN 8949 (2000): Refrigerant filter driers - Testing
ANSI/ASHRAE Standard 35 (1992): Desiccants for Refrigerant Drying, Method of Testing.
ANSI/ASHRAE Standard 63.1 (1995) (RA 2001): Method of Testing Liquid Line Refrigerant Driers. It prescribes test methods for determining flow capacity and water capacity performance characteristics of liquid line refrigerant driers. It applies to driers that employ a desiccant. The water capacity test method prescribed can be used to test a drier either "as received" or after being reactivated in accordance with manufacturer's recommendations. Dual units of measurement. ANSI/ASHRAE Standard 63.2 (1996): Method of Testing Liquid Line Filter-Drier Filtration Capability. It prescribes a laboratory test method for evaluating the filtration capability of filters and filter-driers used in liquid lines of refrigeration systems.
ANSI/ASHRAE Standard 78 (1985) (RA 2003): Method of Testing Flow Capacity of Suction Line Filters and Filter-Driers. It establishes a method for measuring the flow capacity of refrigerant suction line filters and filterdriers. Intended for use on both sealed model and replaceable element type suction line filters and filter-driers of all types. Dual units of measurement.
ARI STANDARD 710:86 Absorption Capacity of dryers
It is useful to received from manufacturer of filter dryer corformity declaration to these standards and capability test results.
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 6. Dryer/Desiccant, types, Standards and Tests
p. 69
Transfair Engineering: Designing Cooling Circuits. 7. Refrigerants, Thermal Characteristics; COP, Volume Capacities, Pressure Diff./Ratios, Superheat p. 70
7. REFRIGERANT
Today the selection of refrigerant depends on following aspects: - environmental aspects (phasing our of CFC's like CFC 12) - high energetic efficiency - non toxicity - chemical stability in use - compatibility to other materials in use and last not least - costs and availability. REFRIGERANTS Dichlordifluormethan Propylene Propane Propadiene Cyclo-Propane Tetrafluorethan Dimethylether Isobutane Butene Butane R12 R1270 R290 R1250 RC270 R134a E170 R600a R600 Formula CCl2F2 C3H6 C3H8 C3H4 C3H6 C 2H 2F 4 C2H6O C4H10 C4H8 C4H10 Mol weight [kg/kmol] 120,93 42,081 44,094 40,065 42,081 102,030 46,069 58,124 56,108 58,124 Tnbp [C] -29,8 -47,6 -42,0 -34,4 -32,8 -26,4 -24,8 -11,7 - 6,2 - 0,4 Tcrit [C] 112,0 91,8 96,7 119,9 124,7 101,1 126,9 135,1 146,5 152,1 Pcrit [bar] 41,2 46,0 42,5 54,7 54,9 40,6 52,4 36,5 40,2 38,0
At moment only 2 CFC free refrigerants are used in the refrigerator household appliances - HFC-134 a (tetrafluorethane) and - HC-600a (Isobutane). Propane HC-290 which has also an excellent efficiency is not used in the household as it works under higher pressure which causes a higher noise and shorter lifetime for the compressors. Also the mixtures of propane and Isobutane (the so called Dortmunder mixture, invented by Prof. Rosin) and first used by the company Foron upon recommendation of Greenpeace, is now more and more vanished from the market in developed countries for noise reasons, problems of lifetime and in some cases efficiency problems caused by the temperature glide of condensation and evaporation; but it could be possible that it will have success in developing countries, specially in retrofitting of existing appliances if the retrofitted system can pass safety tests needed for using inflammable refrigerant or as replacement of R12 in R12 compressors because the thermodynamic behaviour (displacement volume) is similar to the one of R12 and so no mayor change in designs of the compressor or other circuit components except electrics are needed. We concentrate on the development of new appliances and therefore on HFC-134a and HC-600a as refrigerants.
7.1. Thermodynamic Characteristics of Different Refrigerants
A good refrigerant for household appliances should be able to condense under not too high pressure at 40 C and to evaporate at -25C. The superheat should be at 30C and it should be possible to use an internal heat exchanger if needed. In the following the most important data of refrigerants are compared to the ones of R12:
Transfair Engineering: Designing Cooling Circuits. 7. Refrigerants, Thermal Characteristics; COP, Volume Capacities, Pressure Diff./Ratios, Superheat p. 71
7.1.1. Efficiencies
Following refrigeration efficiencies (COP-coefficient of performance) can be reached in comparison to the one of R12:
7.1.2. Volumetric Capacities
Following refrigerant volumes have to be displaced by the system in comparison to the R12:
Transfair Engineering: Designing Cooling Circuits. 7. Refrigerants, Thermal Characteristics; COP, Volume Capacities, Pressure Diff./Ratios, Superheat p. 72
7.1.3. Pressure Differences
Following pressure differences between the high isobaric pressure on the condenser and the low isobaric pressure on the evaporator are reached by the different refrigerants:
7.1.4. Pressure Ratios
The pressure ratio between the condenser and evaporator pressure is in the following range:
7.1.5. Suction Pressure
The suction pressure at the starting of the compression process reaches following values at different evaporating temperatures for the different refrigerants:
Transfair Engineering: Designing Cooling Circuits. 7. Refrigerants, Thermal Characteristics; COP, Volume Capacities, Pressure Diff./Ratios, Superheat p. 73
7.1.6. Superheat
The superheat (=enthalpy difference between the compressor suction and the evaporator saturated vapour conditions) for the different refrigerants reaches following values:
7.1.7-9. Pressure Enthalpy Diagrams of R134a, R600a and R290
The 3 important refrigerants as used for new appliances have following pressure enthalpy diagram (Mollier-h, lg pdiagram).
Transfair Engineering: Designing Cooling Circuits. 7. Refrigerant, R134a Pressure-Enthalpy Diagrams
p. 74
Transfair Engineering: Designing Cooling Circuits. 7. Refrigerant, R600a Pressure-Enthalpy Diagrams _
p. 75
Transfair Engineering: Designing Cooling Circuits. 7. Refrigerant, R270/R600a Pressure-Enthalpy Diagrams (Care 30)
p. 76
Transfair Engineering: Designing Circuits. 7.2 Refrigerant, Working with R600a, Purity and Cleanliness, Flammability and Hazardous Situations
p. 77
7.2. Purity and Cleanliness
High cleanness of a refrigerant and of all components used in the refrigeration circuit is always thermodynamically a big advantage. Some pollution can react under heat with metals, oil or oil additives and reduce the lifetime of a system. Materials used in food areas have to be known and controlled, if it does not contain any poison. Cleanliness Standards. Standards for the purity and cleanliness of R134a and of R600a refrigerants (in EU EN 378, in Germany DIN8960) and for cooling circuit components, such as tubes, condensers, evaporators, capillary tubes, heat exchangers, compressors and suction accumulators (DIN8964, an English translation is in Annex). Refrigerator companies normally use Isobutane 2.5 (=99.5% cleanliness), with in addition low limits on non-condensable gas, humidity, acids and other reacting substances, high boiling or solid substances, which could block capillary: Isobutane impurity limits 2) Request of major refrigerator producers Major suppliers of Isobutane 2.5 (99,5%)1)
<100ppm Non condensable gas - O 2, H 2 - N2 n-Butane n-C4H10 <2500 ppm Propane C3H8 <4000 ppm Unsaturated C4 , especially <100 ppm -1,3 Butadiene CH2:CH-CH:CH2 <1ppm < 10 ppm Water content Acids <1 ppm - CO, CO2 <20ppm < 0,01vol. % High boiling fluids 0 ppm Solid particles Sulphur 0 ppm 0 ppm Chlorinated and fluoridated HCs Total impurities <5000 ppm 1) Purity %age by weight 2) Impurities of other gases and liquids by volume
<15 ppm <50ppm <2500 ppm <4000 ppm <100 ppm <1ppm < 12 ppm <1 ppm < 20 ppm < 0,01vol. % 0 ppm 1 ppm 0 ppm <5000 ppm
Measurement of Cleanliness and Purity. The cleanliness and purity can be measured by Gas chromatographs with FID and TCD (HWD) Sensors (mainly HCs and critical non condensable gases), humidity by capacitive Gold/Aluminiumoxid sensor or Karl-Fischer apparatus, Acid by test titration, boiling test, solid residue measurement (scale) and non-condensable gas test also by gas chromatographic or by Oxygen sensor acc. to US- ARI or German DIN standard. The mayor analytic problem is the splitting of signals of N-butane in ppm quantities inside of Isobutane with concentration above 99.5%, so only good laboratories in the world can measure correctly such small n-Butane quantities in Iso-Butane using Gas Chromatographs. Atom Emission Detectors in this area n- i- butane splitting are easier to use. Supplier for each batch of supply should approve it. See Transfair Engineering: Refrigerator Laboratory and Quality Control. Non-condensable gas from the circuit can be removed during evacuation (see Transfair Engineering: Evacuation, charging, leak detection 9/2003, p.9ff) and moisture from evaporator and condensers by dry air, but it is difficult remove it from the refrigerant itself and from the compressor oil in the refrigerator factories. These are the 2 severe quality problems as it is already in the refrigerant and in the oil. Refrigerant and oil humidity should not exceed 1/10 of dryer capacity (about 1g), that means for the compressor oil <100mg water (<125ppm for 280ml oil). The refrigerant value of <10ppm are often not reached by R600a suppliers. As hydrocarbons are mixable with all common types of oil except polyglycols there does not exist such problems like with R134a concerning humidity, solution of soldering etc. The selected viscosity grades are normally the same as for R12 or slightly higher, because Hydrocarbon is more soluble inside mineral oil than R12. It is a strong advantage for R600a that the compressor swept volume is 80% higher in comparison to R12, but it is a disadvantage that the pressure difference is lower, that the stress on moving parts is higher and that the housing of the compressor in same cases is bigger. The mayor obstacle for the world-wide introduction of Isobutane as refrigerant, especially in developing countries could be perhaps the service problem. It is not only the problem of inflammability of hydrocarbons which will prevent the strong introduction in developing countries. Also the charging has to be made with a maximum tolerance of +/- 1 g because of the much lower charging quantities in comparison to R12. But meanwhile adequate equipment for a reasonable price is available. Charging without any adequate device as practised in the past in some developing countries from the informal sector cannot be made anymore.
Transfair Engineering: Designing Circuits. 7.3 Refrigerant, Working with R134a, Evacuation pumps and cleaning
p. 78
7.3. Working with R134a in the Refrigerator Laboratory and in the Production
7.3.1. R134a Refrigerant
General characteristics of R134a. R134a (1,1,1,2-Tetrafluorethane) has a faintly ethereal odour, is colourless, chemically stable, free of acid, non explosive, non flammable, non- irritating and non-corrosive. Their toxicity is very low. Under normal temperatures it is a gas; the boiling point at 1.013 bar is -26,3C. At 25C it can be kept liquid only under pressure of 6,5 bar. To avoid freeze burn any direct contact with the refrigerant like with R12 have to be avoided and the same measures have to be taken (gloves, Eye glasses etc.). Ester oil. R134a can be mixed with Ester oil necessary for the compressor. Ester oil is hydroscopic; it is absolutely important to avoid any contact of R134a to mineral oil and humidity (above the very low limits fixed), because as a result of these contacts the ester oil will increase the acidity with drastical consequences for the life of the machine. In addition such contacts will cause residue in the circuit which will block the capillary tube and stop the circulation. Furthermore the Safety data sheet and first aid recommendations of the supplier should be respected.
7.3.2. Evacuation Pumps
Vacuum pumps filled with normal mineral oil cannot be used for the evacuation of R134a systems. Only pumps which are filled with Polyol ester oil or with synthetic oil of low volatility, PFPE oil, can be used to evacuate such systems. In addition the evacuation time is normally prolonged to 20-25 min. to remove in the last stage any residuals, gasses or moisture from the system. Also the removal of gas ballast (20-30 min. each morning) out of the pump is more important as in the past when R12 was charged. Existing mineral oil filled pumps can be cleaned from refined mineral oil and reused in the evacuation of R134a systems.
7.3.3. Cleaning Technology for Vacuum Pumps for R134a
If vacuum pumps which have been used for evacuating of CFC 12 systems have to be used for HFC 134a refrigeration systems, it is possible to clean the pumps and use them, if: (a) the vacuum pump is in good condition; (b) the pumps should have good final pressure of about 0.005 mbar; and (c) the pumps should not have Viton gaskets, which are not compatible with ester oil needed for R134a, in case synthetic oil cannot be used. In general the ester oil used for R 134a (or the special mineral oil with low volatility in case of pumps with anti-suck back valve) that will replace the mineral oil used for R12 should have the same viscosity as the one used for R12 according to Leybold (ISO Vg 100) while Galileo recommend to use for ester oil the viscosity of ISO Vg 68 instead of the mineral oil viscosity ISO Vg100. It is recommended to contact the producer of the pump to find out which oil he is recommending for its pumps. Polyol ester oil or PFPE oil. We recommend using the same oil used for running the pump also for their cleaning, Galileo recommend for all their pumps used for HFC-134a and for R600a charged cooling circuits the synthetic oil SH100 with low volatility: In the past they recommend for R134a the ester oil Rotoil ES68 with viscosity of 68 (ISO Vg 68); Leybold recommend for their pump serial Trivac D8B or D16B following oils: Hls: Anderol RFC96N, viscosity class ISO Vg 100 ( Supplier: Chemie Mineralien KG, Bremen or Servo Delden BV, P.O.Box 1, NL-7490 AA Delden, Fax No. 0031-540775055); ICI Emkarate RL 68S, viscosity class ISO Vg 100 (Supplier: ICI Chemical Products, P.O.Box 90, Wilton,
Transfair Engineering: Designing Circuits. 7.3 Refrigerant, Working with R134a, Evacuation pumps and cleaning
p. 79
Middlesbrough, Cleveland TS6 8JE; United Kingdom, Fax: 0044-642-432 444) or the synthetic mineral oil called PFPE 140 with very vapour pressure from Hls for both systems.
Cleaning process:
1. 2. 3. Replace the hose from the vacuum pump to the connector (Hansen coupling) for the service tube of the compressor (or filter) with a new one: The connector (Hansen coupling) can still be used for HFC 134a refrigerator system; Remove the oil out of the pump still warm from operation; Load the vacuum pump till tank minimum level (about 50-100cm synthetic or ester oil) and start the vacuum pump. Let it run for minutes; Repeat step 3 3 times with new synthetic or ester oil; Remove the oil out of the pump, charge the pump with new synthetic or ester oil up to the maximum level; Connect the vacuum pump to an HFC 134a refrigeration system and evacuate the system down to the specified vacuum level; Connect the refrigeration system to the HFC 134a charging board and re-evacuate. Charge again with the specified amount of HFC 134a; Start the compressor and let the system run for about one hour.
4. 5. 6. 7. 8.
If some mineral oil or chlorine is still left in the vacuum pump on the suction side, it will be transferred to the HFC 134a refrigeration system and the capillary tube will be blocked after few minutes. Note: If the vacuum pump has been washed with ester oil and not with the recommended synthetic oil with low volatility, it should only be used for HFC 134a refrigeration systems. If it is used for the evacuation of R12 or R600a systems it should have an anti-suck device or at least an efficient suction filter to avoid that mineral oil of the compressor can enter into the pump. The pumps, which are used, for R134a evacuation should be never used for re-evacuation of systems before filled with R12. or R600a and vice versa, if there is no anti-sucking device mounted.
7.3.4. R134a Charging
Charging boards used for R134a must be free of mineral oil. Existing R12 charging boards can be cleaned from mineral oil, all sealing which can contain rest of mineral oil should be replaced. Production charging boards are working either with a mass flow meter or with a volumetric measurement. The parameters of R134a must be programmable inside such a system converted from R12 to R134a which is normally possible. Also the evacuation pump (see the last paragraph) and the refrigerant feeding pump must be cleaned and the sealing must be replaced before a charging board previously used for R12 can be used for R134a. There exists a huge quantity of new R134a charging boards for all applications.
7.3.5. Brazing
R134a is more aggressive to brazing materials as R12. The selection of these materials and the way the joint are designed to avoid contact spaces are more relevant as in the past. Also the gas can pass smaller holes than R12, so that the system should be better sealed and controlled than in the past. How the brazing joints have to be designed and how to braze see Transfair: Cooling circuit sealing chapter 5).
7.3.6. Leak Detection
The leak testing standard for R134a has to be improved because of the size reduction of the molecule and of higher reactivity with brazing materials as R12. At least a halogen leak detector which works with positive ion emission (thermo ionic method) and which is optimised for the detection of flour inside the halogen group should be used, like Leybold Inficon HLD4000A or Yokogawa Model H-25C. Newer model Inficon HLD5000 works with IR-sensor. Best would be for household refrigerators (and small other systems using capillary tubes the application of mass spectrometric systems like Inficon ECOTEC. The state of the art leak detection today is such a mass spectrometric measurement in connection with a charge and recovery of Helium.
Transfair Engineering: Designing Circuits. 7.3 Refrigerant, Working with R134a, Evacuation pumps and cleaning
p. 80
7.3.7. Working with R134a Circuit Elements
In general all R134a circuit elements have to follow the new standard of cleanness DIN 8964 to avoid blockages of the capillary tube. Following rules and instructions of work have to be followed during the working process of integration of the refrigeration circuit elements using R134a: 1. 2. Avoid that any pollution can enter the refrigerant circuit elements (compressor, condenser, suction tube, evaporator, capillary tube, dryer, heat exchanger, refrigerant). Specially solvents or chlorine substances (R12 etc.) should be avoided; Use in all equipment which will come in contact with the refrigerant (not only the circuit elements, but also the vacuum pumps and the charging boards and the equipment to produce the circuit elements) ester oil or oil compatible with it, but never mineral oil or greasy substances, in all cases in which mechanical work on the circuit elements are executed. Components made with mineral oil or grease must be completely cleaned from it. Dont use any chlorine solvents for cleaning. It can be controlled by tests described in the standard DIN 8964 to be on the safe side. Take special care during the welding or brazing operations, but also during the processing of tubes, capillary tube, removing of zinc or aluminium coatings, burrs, to avoid the risk of entering solid residues in the circuit. The cutting of the tubes and the capillary tube must be made in a way, that - it should be as far as possible orthogonal, - the border of the inner hole has to be without burrs which easily can remove and enter in the circuit, and - the section of the hole should not be visibly deformed or oval. Do not use water containing desoxydants during the welding or brazing to avoid that humidity enters in the circuit. A nitrogen flow to avoid oxidation is sufficient. Avoid as far as possible an overheating of parts during the welding or brazing. The circuit elements have to be supplied according to the new cleanness standard, charged with dry Nitrogen and closed by plastic cabs to avoid entry of humidity, dust etc. The time which is needed between opening of the circuit elements (removing the plastic cabs) and their closing by welding or brazing should be as short as possible, under normal humidity conditions not more than 15 Minutes and under extreme high humidity conditions less than 8 minutes. The compressor which contains the hydroscopic ester oil should be opened in the last moment and welded or brazed first. For quality reasons it is even recommended to clean - before welding or brazing of the filter and the compressor - the other circuit elements by dry nitrogen or air (dew point < 40C) for 20 sec. Use only material in the circuit and during the operations of welding, evacuation and charging which are compatible with ester oil. The vacuum pumps and the charging boards have to be specially made for R134a (filled with ester oil and only to be used for R134a and not anymore used for a refrigerant containing chlorine (except some multi charging pumps and boards with filters on pump and separate charging hoses specially made for charging of different refrigerants). Use sufficient evacuation time of not less than 15 minutes, in regions with high humidity not less than 25 minutes with a pump of more than 8 m /h capacity, drawn from one side and a vacuum level less than 0.5 torr. Recommended is an evacuation time of 25-30 min. By this way even water and other liquid residues will be removed.
3.
4. 5. 6.
7. 8.
9.
7.3.8. Mixed Production during Transition from R12 to R134a or from R134a to R600a: Anti-Suck Valves, Suction Oil Separator or Glass Trap in Vacuum Pump
In cases such separation cannot be made in the production and the same evacuation and charging line have to be used for compressors charged with mineral oil and others charged with ester oil or both with synthetic oil of low volatility, special precautions has to be added to avoid charging of wrong refrigerant into the cooling system (R134a or R600a marking on the backside) and mixing of different oils from compressor and vacuum pump under normal operation and under power failure. In cause of power failure the already evacuated refrigerator cooling system will suck back oil from the pump is there is no anti-suck back valve built inside the vacuum pump. In such evacuation lines with HFC-134a systems mixed with HC600a (or CFC12) either the pumps should be filled with ester oil or with the expensive mineral oil with low volatility (SH200). Anti-suck back valve
To Refrigerator To pump
Oil Glas Trap for a mixed R600a-R134a Production
The repair of R134a and R600a on the same pumps is restricted by following conditions in addition to the a.m. conditions for mixed evacuation lines: - a system already charged with R600a must be evacuated with a burst free evacuation pump, and not with a standard pump,
Transfair Engineering: Designing Circuits. 7.3 Refrigerant, Working with R134a, Evacuation pumps and cleaning
p. 81
Refrigerators already running during evacuation as needed in case of R600a or during performance tests should be repaired on separate pumps, the R600a (or R12) ones on pumps with mineral oil and the R134a one on pumps filled with ester oil. The reason is that mineral and specially ester oil never completely separate from the refrigerant and will pass the cooling circuit and would enter into the hose and evacuation pump.
But it is possible to use the same evacuation pumps even for systems which have run already and which have oil in the condenser and evaporator the conditions, that an oil separator on the suction line must be installed on the pump, the pump must have an anti-suck back device, and the used oil is a synthetic mineral oil with low volatility.
7.4. Working with R600a or R290 in the Refrigerator Laboratory and Production
7.4.1. Flammability and Hazardous Situations
Isobutane and Propane safety data:
Media Isobutane Propane Flash point [C] - 83.15 -105 Ignition temp. [C] 460 432 Explosion group II A IIA Temperature class T2 T2 LEL/HEL vol. %
Depending of country
1,8 / 8.5 (35-165g in 1m air 2,1 / 9,5
Density (air=1) 2.05 1.56
For R290/R600a blends the LFL is 1.95% blend in air and the upper flammability limit (UFL) is 9.1 % blend in air. Safety precautions. Concentrations between these limit values can be hazardous in presence of an ignition source like an open flame, an electrical spark from an electrical component or discharge of static electricity or a surface hotter than 460C. Important is that an explosive mixture can build up even below the calculable concentration if the equipment carrying hazardous gas or the surroundings are made in a way that an accumulation in dead spaces, ground channels, pits or other deepening is possible. A natural or artificial circulation (last one controlled by gas sensors and ventilator controls) of the air underneath the emission zones (R600a is heavier than air) should be insured and accumulations in the ground area or in a closed room should be avoided by using exhausts and ventilation. Clear instruction have to be granted to the operators and maintenance staff of the equipment which can come into contact with Hydrocarbon and their following needs to be regular trained and controlled. Hazardous situations. Following hazardous situations which needs partially different safety measures can happen: 1. Refrigerant leaks into the surrounding air. Any open fire, an electrical spark of electrical equipment or discharge of static electrical loading, a surface temperature of 460C or above can ignite or even can let explode the hazardous hydrocarbon/air mixture. Fire from outside which reaches Hydrocarbon filled equipment or their leaks can let explode and burn down the equipment filled with hydrocarbon. Air leaks into equipment filled with Hydrocarbon. Normally all hydrocarbon filled equipment and tubes are under pressure and so such implosion can not happen except on the filling tube of the charging equipment. Production charging units therefore clean the tube with nitrogen to avoid any accident. In all other cases the 3rd hazardous situation can be neglected.
2. 3.
7.4.2. Handling of Hydrocarbon Refrigerant
Besides the a.m. safety precautions further handling precautions for these refrigerants are needed similar to the ones used for R12 refrigerants: Handling precautions. Like R12 liquid Hydrocarbon on the skin will cause freeze burn and should be treated with cold water. Therefore gloves, goggles and protective clothing are needed to cover the body if refrigerant are handled in a way that liquid
Transfair Engineering: Designing Circuits. 7.4 Refrigerant, Working with R600a, Handling of Hydrocarbon Refrigerants, Evacuation pumps
p. 82
quantities can escape. Hydrocarbon replaces air so by escaping of relevant quantities are asphyxiate and can cause suffocation. But R600a or R290/R600a blends are not toxic. As they are heavier than air they will distribute on the ground level and can concentrate to a hazardous mixture in pits, ground channels, basements or any vessels underneath the leak. Therefore such areas need an additional ventilation to avoid explosion. Hydrocarbon cylinders. Such cylinders must be labelled being - inflammable with the ISO sign for it and marked with the - type of refrigerant the cylinder contains, like R600a, R290 or R290/R600a 50/50 Blend. In addition same rules as used for any high pressure gas cylinders have to be applied, like - Closing the protection cap of the valve when cylinder is not in use, - ensuring with a chain that the cylinder cannot fall down, - avoiding the exposure of the high pressure cylinder to high temperature (>45C) and sun, - if the cylinder must be heated to remove the gas, only a water bath or a PTC heater with a no -sparking limiter of temperature to max. 45C can be used, - the cylinder or valve have neither to be modified or repaired, nor refilled again (for recovery special marked cylinders should be used), - to check if a cylinder is empty a scale should be used and compared with the marked Tara weight on the cylinder. The pressure gauge mounted on the cylinder is not exact, - avoid decanting of the cylinder in smaller bottles. Such work needs special equipment and precautions. Let it only do from your qualified refrigerant supplier. Transportation. The rules of transportation are the same as used for LPG. Such cylinders should be transported in open or good ventilated vehicles only from drivers experienced, well trained and authorised for the transportation of such hazardous goods. Storage. The storage should be made like other light and inflammable LPG gases. The best is to store the cylinders - outside in an naturally ventilated area above ground and never underneath the ground, upright, secured against falling down, and the valve and cap closed when not in use, - protected from weather and direct sun by a roof and - the area should be closed by an air passing fence and locked so that no unauthorised person can enter and manipulate any valve. - Minimum 5-10 m around the area no ignition source (electrical installation) should exist and smoking, open fire, electrical maintenance work or welding in this area in presence of the cylinders have to be prohibited (ISO labels like symbol B 3.2 acc. to ISO 3864 or others according to local rules). - There should be neither a window nor a door, nor any pit, basement or channel near the storage area to avoid that leaked gas can accumulate into a closed room or into lower areas (R600a and R290 is heavier than air). - Fire extinguishers have to be installed in this area. The best would be if a water extinguisher is place in a way that it can be used even when there is a risk of explosion (behind a strong wall or corner. - Staffs have to be trained in handling of the cylinders and in case of accidents. There exist also guidelines to store such cylinders inside a building; depending from the local rules. Such guidelines build classes of risks by quantities of flammables gas; they normally require a gas alarm systems, natural or artificial ventilation, fire protections and other precautions. But as these rules differ strongly from country to country and the storage outside is always much safer we prefer not to describe such storage possibility to avoid generalisations. In all countries there exist rules and regulations how to use, to transport and to store such gases which belongs the group of LPG gas, and approvals for the installations and authorisations of their use are always required.
7.4.3. Evacuation Pumps
The same evacuation pumps as used in the past for R12 filled with mineral oil can be used for the evacuation of R600a systems. Pay attention: A system already charged with R600a cannot be easily evacuated by a standard pump as there is a small chance that such a pump will explode. Leybold has developed a special ex-proof pump for this purpose. The discharge of the pump must be lead to the open air by a pipe. Another solution is to use as pre-evacuation a venturi pump in the first stage to remove the hydrocarbon out of the system and compressor oil. Also in this case the pump discharge must guide into open air. It is needed to run the compressor during the first stage (10-15 Min.) to facilitate the removal out of the oil. Afterwards the system can be evacuated as usual with a standard pump.
Transfair Engineering: Designing Circuits. 7.4. Refrigerant, Working with R600a, Exhaust and Ventilation of R600a Charging Area
p. 83
7.4.4. R600a Charging
Service charging equipment. In case R600a is used as refrigerant the existing service charging board can be used in the refrigerator laboratory as follows: But pay attention: A standard charging board as used in the past for R12 operated with an electrical pump which do not always fulfil the electrical safety requirement (IP54 for terminal boxes and switches and IP55 for motors) needed to use hydrocarbon (see chapter 8.3.) If electrical equipment is used underneath the IP 54 level special precautions have to be made to avoid that refrigerant can enter the electrical housing of the pump. A good ventilated area is needed and the distance between the gas cylinder and the refrigerator on one side and the pump motor on the other side should be 2 m and it is useful to position the electrical unit higher than the charging cylinder, the 3 way valve and the refrigerator. The process of evacuation by an pump with a motor which do not follow the IP55 protection can be completely separated from the Hydrocarbon charging, for which only a exact electronic scale (like TIF 9050 deluxe or else) and a 4-way manifold (like Refco M4-3-BS-R600a) are needed. Hydrocarbon charging boards. To avoid any risks it is better to use units already designed for Hydrocarbon charging stations like Refco 10854: Charging liquid into suction. If refrigerant is charged liquid into the suction part or into the compressor discharge line than it must be evaporated before it reaches the system to avoid compressor damage. This can be managed by using a short length of capillary tube between the hose and the system. This is not necessary if liquid refrigerant is charged into the liquid line or liquid receiver. Safety approved production charging equipment. Their exist meanwhile from AGramkow (model Max 95F-1) and from Galileo (model Frigus H11) different production evacuation and charging boards with special feeding pumps (Galileo RP2 for HC, AGramkow R600a Supply System) specially designed for Hydrocarbon refrigerants and approved from different safety auditors, like German TV or Italian CESI following the required safety standards like IEC 60079-10, 15 and 16, CEI 64-2 and DIN VDE 165 and 105. Such charging boards contains internal controls on leaks of sealing, internal ventilation, Nitrogen flushing of the filling hose and a self closing quick reaction safety valve and overpressure relief valves for each section which can be closed by valves etc. between the Hydrocarbon tank cylinder and the machine. The operation of such Hydrocarbon charging boards in the production area needs further safety devices normally put inside an alarm board, consisting of a gas sensor alarm system and a ventilator control (AGramkow Safe5+, Galileo Cerberus) and if the charged Hydrocarbon quantity per hour is not very small, like in the service of household refrigerators an exhaust and ventilation system is needed. Fire extinguishers have to be placed in the charging area and the staffs have to be trained in the use, the maintenance and in case of alarms and their skills have to be regularly controlled.
7.4.4. Exhaust and Ventilation of the Charging Area
Artificial redundant ventilation can be used to increase the hazardous zone class from 0 to 1 200-500mm around equipment filled with hazardous gas and from class 1 to 2 outside the direct emission zones. In such a case the electrical safety requirements of electrical components around the emission zone are reduced. For example electrical components following IP54 standard are sufficient (see the standard IEC60079-16: Electrical apparatus for explosive atmospheres. Part 16: Artificial ventilation for the protection of Analyser(s) houses. and compare it to IEC60079-15 in Chapter 8.2. and the following chapters of 8. or with the CEI 64-2) The artificial ventilation has to be dimensioned in a way to keep in normal operation cases the concentration of
Transfair Engineering: Designing Circuits. 7.4. Refrigerant, Working with R600a, Alarm board with gas detectors for charging area
p. 84
hazardous gas underneath the lower explosion limit, for example on the level of 20% of the LEL. If artificial ventilation is safety relevant (depending from the released quantity, the existence of gas alarms and other local factors, than such a system have to be redundant, that means doubling of the ventilators, in case of any failure of a ventilator motor, and the ventilation has to be controlled (mechanical flow control inside the ventilation air stream or by measurement of the pressure differential. The formula for the ventilation is the following: The refrigerator charging area in the production need following ventilator output: Vc = a * 60 * Mair/MHC * 1/pair *100/LEL * 100/d % wherein: Vc = Required ventilator output a = Average emission of HC (g/hour) = max. 120 * 15g = 1800 g Mair = Molecular weight of air = 28.97 g/Mol MHC = Molecular weight of R600a = 58,12 g/Mol pair = Average density of air = 1200 g/m LEL = Lower Explosion Limit = 1.8 % volume d % = % to which one wishes to delude HC underneath The LEL = 20% Vc = a *60 * 28.97/58.12 * 1/1200 * 100/1.8 * 100/20 = a * 6.9 m/h Important for this formula is the amount of Hydrocarbon which can be released. To reduce this amount their exist a lot of safety devices: Between the Hydrocarbon tank and the charging machine a self closing quick action safety valves are installed, so that the larger amount of Hydrocarbon in the tank has not to be considered in case of leakage in the charging equipment. Also leakage on the sealing of the machine itself have to be and are normally controlled by the machine itself which will cause a closing of the operation and closing of the quick action closing valves between the machine and the tank, so that emissions around the machine in such cases are strongly minimised under normal operation conditions. Therefore it remains for the calculation of the required ventilation output the average emission of HC during the normal operation of the charging unit. In case of the Galileo charging machine Frigus H11 for example a dead space of 1.8 cm will be purged by Nitrogen into the atmosphere and have to be considered and in case of a leak in the machine only 100g Hydrocarbon can escape. With a density of 0.555 g/cm at 20C and a cycle time of 30 sec. the emitted g Hydrocarbon per hour could be 120g which is about 2.4 m Hydrogen-air mixture on LEL level and the needed ventilation output should be minimum 24 m/h to keep the concentration underneath 10% of LEL. In addition there exist under normal conditions rates of leakage on the manufactured refrigerators which will be minimised by a pressure rise test executed before charging can be executed. So only the small emission of remaining small leaks not identified by such a test has to be added. If we consider a 5% leak rate, an average charge of 50g and a cycle time of 30 sec. we have to add further 300g HC-emissions and further 60 m ventilation to keep the level underneath of 10% of the LEL value, totally 84 m/h, with reserves 100 m/h. Using such machines to charge household refrigerators with charges of 15- 40g for a small unit and 60-120g for large units a ventilation of the charging area is even not always needed, if an effective gas detector system is installed and if the machine controls their sealing and the safety quick reaction closing valve is closed automatically in case of leaks or alarms. But we still recommend the installation to avoid any accumulation and to increase the safety level. In case of an alarm and operation interruption the work can be restarted faster if a ventilation system is installed. It also has a positive effect on the detectable rate of leaks because the leak detectors near to the charging area are not disturbed. Standard electrical boards in the ex-zone area should be pressurised by air and the overpressure should be controlled by flow meters or differential pressure transducers to avoid entry of hazardous gas.
7.4.5. Alarm Board with Gas Detectors
The concentration of inflammable gas in the Hydrocarbon charging area of a factory needs to be controlled by gas sensors. Such alarm systems have at least 2 alarm levels, often even 3: A first, so called pre-alarm (yellow light) for example when the hazardous gas concentration reaches 10% of the LEL value of 1.8 % gas volume in air, a second alarm (red light) on the 30% of the LEL, which will switch off the charging equipment. A third level alarm at 90 or 100% of the LEL will cause that all electric boards of the whole area will be switched off. The alarm board itself is built in a box following the IP54 standard. If a ventilation system is installed, the ventilator control should be added to the alarm board.
Transfair Engineering: Designing Circuits. 7.4. Refrigerant, Working with R600a, Welding and Brazing, Leak Detection, Further Precautions
p. 85
7.4.6. Fire Protection Rules and Fire Extinguishers
To protect the personnel and equipment against fire special rules to prevent any fire have to be established and their application regularly controlled. Special rules are not only needed in areas with potential leaks of Hydrocarbons, but also rules have to be established for the area around these zone to avoid any fire which can reach the risk zone. Any welding or brazing near the hazardous zone, for example the welding or brazing of the refrigerator circuit tubes, needs a permission of the engineer responsible for the safety and special arrangements have to be established, like a fire extinguisher on the spot, the presence of a supervisor able to use the fire extinguisher, to avoid fire and in case of fire to avoid their spreading out to the hazardous zone. Fire from outside which reaches Hydrocarbon filled equipment or their leaks can let explode and burn down the equipment filled with hydrocarbon. Powder fire extinguishers in areas with expensive equipment and water fire extinguishers for Hydrocarbon storage areas are therefore needed to protect this equipment against fire. If fire has already reached such equipment filled with larger quantities of hazardous gas, the personnel should escape from the area and only good trained and experienced staff can continue to extinguish the fire from far distance and behind a protection wall resistant against explosion pressure, till the fire brigade reaches the area. In case of a larger leakage (gas tube) the staff have to make sure that the hole building has to be put out of electricity to avoid any sparks and that all open fires have to be extinguished and heaters to be stopped and that all doors and windows have to be opened to increase venting.. The fire protection of the whole building should be sufficient according to the local rules (for example the standard EN 2 and EN 3 in Europe). In addition 2-3 powder fire extinguishers of min. 12 kg, better 50 kg on wheels should be placed around the charging area. The normally outside storage of the high pressure Hydrocarbon cylinders should be protected with water fire extinguishers fixed on a position, which allow the fire extinguishing even if the cylinders can explode. The fire protection measures need to be approved from the local authorities and the local fire brigades should be involved.
7.4.7. Grounding and Anti-Static Floor
All metals of the hazardous area, the equipment in the charging area, the enclosure, the ventilation and exhaust tubes, the roller conveyer of this section and last not least the refrigerator cabinet which has to be charged must be grounded and the grounding should be measured (in the range of 0.5-1 Ohm, all parts in this area should have the same potential). The floor should be antistatic. Any sparking should be avoided.
7.4.8. Brazing
How the brazing joints have to be designed and how to braze see Transfair: Cooling circuit sealing chapter 5). If the R600a charging tube is good closed by a crimping tool to be applied twice per tube, perhaps by a pneumatically driven one, it is possible to use normal welding to close even the filling tube. But todays standard is to close the filling tube by e ultrasonic welding machines (like Viper from Stapla, RSA3000 from Stado or Ultraseal from Amtech) because of the flammability of R600a.
7.4.9. Leak detection
Pressure tests. We recommend to test every refrigerator not only by a leak test using leak detectors, but also by a pressure test with min. 8.5 bar (10 bar) dry Nitrogen for R600a respective min. 13 bars for R290/R600a blends. The pressurised system should withstand the pressure without any pressure falls several minutes (3-5 min.). Helium and Mass spectrometric leak tests. Hydrogen leak detectors working with 5% Hydrogen in 95% Nitrogen as well as HC-combustible leak detectors are not sensitive enough to reach leak rates underneath 0,5g/year even not by the method itself beside the fact, that often used Cyclopentane as blowing agent will case 50-100 times higher leak signals. Even molecule fraction specific mass spectrometric leak detectors as often used (for example Leybold ECOTEC II) cannot work reliable on a sensitivity level of leak detection underneath of 0.5g/year, because same mass fractions as detected for R600a are in the often
Transfair Engineering: Designing Circuits. 7.5. Refrigerant, Determination of Refrigerant Filling Quantity, Liquid or Vapour Charging
p. 86
used Cyclopentane foam blowing agents already up to the level of 40-50g/year, so that such a system will cause often failure alarm. The only reliable method in this case is Helium leak detection lines. See Transfair Engineering text to Leak detection in the refrigerator industries today.
7.4.10. Further Precautions
To avoid any ignition from the refrigerator unit itself the refrigerator should not be connected to the electricity and the design of the refrigerator should be made for Hydrocarbon (see Chapter 8.). All electrics inside the charging area, all terminals, switches, light, other electrical equipment placed in this areas, which can come in contact with the Isobutane in case of a leakage should be intrinsically safe or ex-proof acc. to IEC 79-15 standard with protection N or sealed acc. to IP54 or even better removed out of this area. Using R600a in the production, not only in the Laboratory, see Transfair Engineering: Evacuation, Charging, Detection and Performance Testing in the Household Industries Today 2006; and the Transfair documentation supplied with the equipment.
7.5. Determination of Refrigerant Filling Quantity
Before systematic tests of refrigerator cooling circuits can be executed including the optimisation of the capillary tube diameter and length on an existing refrigerator system we have to optimise first the charging quantity of the refrigerant to be able to execute further test. This test of determining the optimal refrigerant filling quantity has always been repeated if the volume of the condenser suction tube, condenser or evaporator changes. Conversion from R12 to R134a. If an identical system will be converted from R12 to R134a the new refrigerant should have about the same volume. R134a has a 16% less mass volume than R12. So we aspect a 16% less charge calculated by weight. But in practice normally the condenser surface has to be increase so that the reduction of charge weight is lower than 16 %. Conversion from R12 to R600a. If we convert an identical system from R12 to R600a we aspect to charge R600a with a weight of about 40% of that of R12. We can receive a more accurate estimation if we take into consideration the different quantities of R600a respective R12 gases inside the used compressors. These figures we can receive from the manufacturer of the compressor. Hydrocarbon refrigerants are very soluble in the mineral oil so that a greater percentage will remain inside the compressor. On the other side we normally remove suction accumulators inside the system and we try to keep the R600a charge low to improve the performance. So series of tests are needed to optimise the charging quantity in each single case. The refrigerant filling quantity can be determined in the following way: - In a test room the ambient temperature will be kept at 32C. - The evaporating temperature will be adjusted to -20C. At the starting point of the test series the filled in quantity of refrigerant should be slightly less than calculated according to the volumes of evaporator, condenser, suction tube and compressor and the mass volume of the refrigerant. Under these 3 conditions the quantity of refrigerant will be increased step by step of 2-3g in case of R134a and of 0.5-1 g in case of R600a till the measured temperature at the evaporator outlet shows an increase caused by superheat (compare Mollier i-log diagram in Chapter 7.1.79, temperature i). A slightly superheated system (+ 34K) is useful. By reaching superheat measurable at the evaporator the optimal charge of refrigerant is reached. If evaporator with capillary tubes was correct selected the temperature difference between inlet and out should remain in the range of 1K under running condition, not during pull down.
Capillary
1 Inlet Evaporator Outlet 2
7.5.1. Refrigerant Charging: Liquid or Vapour?
How a single system of refrigerators, air conditioners or other cooling systems should be charged depends on the experience, the geometry of the model and existing charging devices.
Transfair Engineering: Designing Circuits. 7.5. Refrigerant, Determination of Refrigerant Filling Quantity, Liquid or Vapour Charging
p. 87
In general a system can be charged either in liquid or vapour state. The upright refrigerant cylinder will allow saturated vapour charge, the upside down cylinder saturated liquid charge. Vapour charge is safer as it prevents that liquid is "slugging" the compressor. Liquid charging is much faster than vapour charging. Pay attention: If liquid refrigerant is charged into the suction line the compressor will be damages if the liquid is not evaporated before entering the compressor. The evacuation can be done in a way that the liquid charged refrigerant passes a capillary tube (1 m) before it reaches the suction. When you vapour charge a system that needs a complete charge, hook up the gauge manifold to the system in the normal way. The utility hose is connected to the refrigerant cylinder. With the system compressor off, and after you have bled the manifold hoses; open the refrigerant cylinder valve and the high and low pressure manifold valves. Control the refrigerant weight scale or charging cylinder. When it is obvious that the refrigerant is no longer entering the system or only entering very slowly, close the high pressure manifold valve and charge through the low pressure valve only. When 50-75% of the total charge has been entered the system starts the compressor if Hydrocarbon is not used to complete the charging. The compressor will cool down or even freeze the refrigerant cylinder. If the procedure will slow down, warm the cylinder in a water bath up to 50C or with PTC heater with thermal fuses to avoid overheat. Liquid charging is always down in the high side of the system with the compressor off. Some larger refrigeration systems have a liquid charging valve between condenser and metering device. The system and the refrigerant cylinder are hooked up through a gauge manifold. After the manifold hoses are purged, the refrigerant cylinder valves are opened. Often the entire charge can be introduced by this way. When the whole charge does not go in, close the high pressure and refrigerant cylinder valves, turn the refrigerant cylinder upside down and introduce the remaining quantity in the vapour low side of the system with the compressor running.
7.5.2. Charging Accuracy
Overcharging and undercharging will cause serious problems which should be avoided by using accurate charging methods. This problem will increase if Hydrocarbon as refrigerant is used. Undercharging causes flash gas to form upstream of the metering device. This starves the evaporator and will cause a low saturated suction temperature with excessive superheating of the suction gas with the effect of poor cooling of the hermetic compressor motor and thus endangers it. The discharge gas becomes overheated and the capacity and efficiency of the system are reduced. Overcharging causes fixed metering devices like capillary tubes or fixed orifices, to overfeed the evaporator so that liquid refrigerant floods back to the compressor. Liquid slugging will cause the compressor damage as well as a noisy operation, overheating inefficiency and wear. The high side pressure will increase in the condenser because of liquid backup in the condenser and will reduce the system capacity and efficiency.
7.5.3. Charging Methods
Charging with Dial-A-Charge Cylinders. This accurate method of charging is used for servicing household application (limited charging quantity) and adjustments of charges in larger applications as the level of refrigerant to be viewed in the charging cylinder and its graduation scales permits to charge the correct amount (see operation manual of charging stations supplied) as long as the refrigerant is liquid under environmental temperatures. Charging by weight. For larger applications the charging by weight method is the best. But even for small quantities and for Hydrocarbon refrigerants which are gases under normal temperature and pressure there exists nowadays very exact scales with very high accuracy to allow the accurate charging of small refrigerant quantities as used for household refrigerators. The accuracy should be within 0,5% of the total system charge if non Hydrocarbon refrigerants are used. Hydrocarbon charged
Transfair Engineering: Designing Circuits. 7.5. Refrigerant, Determination of Refrigerant Filling Quantity, Fine Tuning
p. 88
household refrigerators need an accuracy of +/-0.5 g. Register the starting weight and calculate the final desired weight before starting of charging. Some scales are even made to program the needed charge. The charging is completed when the final weight is archived. Do not move the gauge manifold and hoses during charging to avoid false weight indications. Charging by sight glasses. Systems with sight glasses in the liquid line close to the inlet of the entering device allow identifying the correct charges. A system with bubbles (mixture of liquid and gas) are undercharged. Only pure liquid should enter the metering device. But a clear slight glass can also indicate a severe undercharge if it is pure gas or an overcharge (liquid). Therefore this charging method allows only the charge starting from undercharging (clear sight glass caused by PURE gas or already bubbles caused by mixtures of gas and liquid refrigerant) till the sight glass- after passing the bubble stage - become clear. When this will happen saturated liquid is obtained. Some manufacturers require an extra charge above the saturated level to establish the desired sub cooling leaving the condenser; other manufacturers may instead indicate a desired liquid line temperature to be reached by adding smaller quantities during operation of the system. More charging increases the sub cooling and lowers the liquid line temperature. So pay attention in this method: clear sight glasses can be pure liquid (correct or overcharged) or purr gas (strongly undercharged).
7.5.4. Fine Tuning and Control of Charge
Fine tuning and control of charge with charging calculation charts and already executed performance test can be made with the so called superheat and/or with the sub cooling method. Such methods are sometimes used also in the service sector of large appliances. In this case the manufacturer of the appliance has provided data for checking a system while it is in operation: like charging charts, charging calculations and performance charts. They can be used to check a factory - charged system and to adjust the charging by measuring the inside and outside temperature as well as the refrigerant pressures and comparing these measured data with the charts or calculated data.
Charging for proper superheat (Superheat method). One method to adjust the charging of a system already in operation and tested by performance test is to measure the refrigerant superheat in the vapour line. This approach can only be used for systems with fixed metering devices like a capillary tube in the household refrigeration but not with throttle devices. Superheat is the temperature added to the refrigerant vapour at the end of evaporation/compressor suction above its saturation temperature (typically for the household refrigerators: 2-5C and for air conditioners: 5-8C). Often as much superheat as possible should be obtained between evaporator outlet and compressor inlet. Probably performed the superheat method is a very accurate way of checking and adjusting the refrigerator charge: Only 1% changes of a system charge will cause a change of superheat by 1,7 C or more, if R134a is used. In case of R600a the increase can be even higher.
Measurement. - The system should run as "cooling-only" (bridging of the thermostat cut off). - Install one thermocouple on the suction line and insulated the probe well. - Install the pressure transducer in the suction line. - Run the system for 30 Minutes to allow system temperature and pressure stabilisation. - Take inside refrigerator and freezer temperatures and environmental temperatures and read the pressure and the temperature of the suction line. - Use the refrigerant pressure/temperature calculation program or table to determine the saturation temperature that matches the pressure for the suction line. - Subtract the saturation temperature from the actual suction line temperature, compare it with the requested superheat of 35C for household refrigerators respective 3-8C for air conditioners. By increasing the charge the superheat will drop, by reducing the charge the superheat will increase. If the superheat is 2-3C above the superheat value recommended for the system by the refrigerator design company and/or compressor manufacturer add - liquid refrigerant to the compressor inlet (compressor not running) or - vapour refrigerant through the low side service port with compressor running. It is too low by more than 2-3C, remove vapour refrigerant. After any charge adjustment repeat the measurements of temperatures and pressure to control if the system is adjusted to the required superheat.
Transfair Engineering: Designing Circuits. 7.5. Refrigerant, Determination of Refrigerant Filling Quantity, Fine Tuning
p. 89
Charging for proper sub cooling (Sub cooling method). The charge of systems using devices with thermostatic expansion valves (larger air conditioners and refrigeration machines) cannot be controlled by the superheat method as such devices maintain a constant superheat over a wide range of load and charge conditions. In such cases the measurement can be made in the liquid line using the sub cooling method. Sub cooling is the temperature removal from a refrigerant liquid below its saturation temperature. A typical sub cooling value for a refrigerant entering the metering device (expansion valve) of an air cooler air conditioners' system is in the range of 3-8C. The charts of the air conditioner manufacturer for the specific conditions and loads should be used for fixing the value of sub cooling which refrigerant charge should reached.
Measurement. Run the system for 20-30 Minutes to stabilise the pressure/temperature values with cooling-only (No thermostatic cuttings). - Register the temperature and pressure in the liquid line. If the system has a liquid charging valve, attach the high pressure hose to it and make your pressure readings there. If you have only a high side system access port near the compressor discharge, take the pressure readings there and subtract 0,07 bar (10psig) to allow for condenser pressure drop. -Use the refrigerant pressure/temperature calculation program or table to determine the saturation temperature that matches the pressure just found by the pressure transducer. Subtract the actual liquid line temperature from the saturation temperature. This figure is the system's sub cooling value. More charge will increase the sub cooling; less charge will reduce the sub cooling. If the sub cooling is too low by more than 1,7C, add vapour refrigerant through the low-side service port with the compressor running. If it is too high about more than 1,7C above the value recommended by the manufacturer, remove vapour refrigerant through the high-side access port (use recovery units). After any adjustments of charges repeat the measurement procedures to be sure that the charge is within the correct range.
Transfair Engineering: Designing Circuits. 7.5. Refrigerant, Determination of Refrigerant Filling Quantity, Fine Tuning
p. 90
Transfair Engineering: Designing Cooling Circuits. 8. Safety requirements, Special Safety Requirement for HC-Refrigerators, Electric Safety Tests
p. 91
8. Safety Requirements of Refrigerators especially with Hydrocarbon Refrigerant
8.1. Safety Standards for Refrigerators and Freezers
The safety standards specify which electrical safety rules the manufacturer have to respect, which electrical components acc. to which electrical standard he can use in the appliances and which kind of tests he needs to make on prototypes for the declaration of conformity (CE, etc.) and to which production quality control tests must refer. Following international valid safety standards exist for refrigerators and freezers: IEC/EN/UL/J/GOST etc. Standard 60335, Part 1: Safety of household and similar electric appliances, and IEC/EN/UL/J/GOST etc. Standard 60335, Part 2-24(2005-04): Particular requirements for refrigerator appliances and ice makers. (This version 6.1. contain version 6 (2002) and Amendment 1 (2005). Meanwhile there is another amendment 2 (2007) as result of changes in referred standards (ISO15502, ISO3864 and IEC60079-15). The electric safety of commercial refrigerators is described in IEC 60335 part 2-89 and of commercial dispensing appliances and vending systems in IEC 60335 part 2-75; the ones of motor-compressors in IEC 60335 part 2-34.
Such standards have to be applied in addition to the performance standards of refrigerators as described in the next chapter and in addition to the electrical standards IEC/EN for each used electrical part and in Europe the EU Low Voltage Directive (73/23/EEC) as amended 93/68/EEC.
8.2. Special safety requirements for refrigerators using a Hydrocarbon refrigerant
After the introduction of Hydrocarbon as refrigerant the a.m. standard for the safety of household refrigerators and freezers was amended. R600a (C4H10) and R290 (C3H8) are flammable refrigerants and have been classified A3 in accordance with ANSI/ ASHRAE 34. Consequently certain safety instructions should be observed. New safety standards for refrigerators filled with Hydrocarbon refrigerant like R600a, R290 or R290/R600a blends are already introduced. In 1995 the CENELEC committee recommended to amend the existing IEC 335-2-24 (3rd edition) to cover potential risks originated from the use of flammable refrigerants and to integrate a special CENELEC Test Schedule TS95006 for such refrigerators into the standard. With the 2002 amendment it meanwhile became a worldwide valid standard: IEC/EN/UL/J/GOST 60335-2-24(2005): Safety of household and similar electrical appliances. Part 2: Particular requirements for refrigerators and food freezers. Use of flammable refrigerants. In 2004 this standard was again amended (Amendment 1) by EU CEN/CENELEC and IEC now version 6.1 to carry out risk assessment and test procedures for inflammable refrigerants, like R600a, by integrating risk assessment rules CEN/TR 14739 (2004) and test procedures TS95006. It based on the application of the existing electrical safety standard for equipment exposed to explosive atmospheres IEC/EN 60079-15 Electrical apparatus for explosive gas atmosphere. Part 15: Electrical apparatus with type of Protection N and explosion limits applicable for R600a and R290.
Transfair Engineering: Designing Cooling Circuits. 8. Safety requirements, Special Safety Requirement for HC-Refrigerators, Electric Safety Tests
p. 92
So refrigerators with inflammable R600a and R290 refrigerants need some special designs and precautions and type tests which can differ from the previous considerations of designing and specifications. In this chapter these special design problems and their solutions will be described. A small modification of IEC60335-2-24 become valid with amendment 2 on 2007-01 (compressor sound; warm damp equable climates). Its actual version in 2010 is Edition 7. IEC60335-2-89 was slightly amended in 2005 and in 2007. Its actual version in 2010 is Edition 2
8.2.1. Flammability and Hazardous Situations
Isobutane and Propane safety data:
Flash point Ignition Explosion Temperature LEL/HEL vol. % Density Depending of country [C] temp. [C] group class 1) (air=1) Isobutane - 83.15 494 IIA T2 1,8 / 8.5 (43-165g in 1m air) 2.05 Propane -105 470 IIA T2 2,1 / 9,5 (38g in 1m air) 1.56 For R290/R600a blends the LFL is 1.95% blend in air and the upper flammability limit (UFL) is 9.1 % blend in air.
1)
Media
The IEC60335-2-24 (2005) Para 22.110 respective 89 (2002) Para 22.109 allow maximum surface temperature to be exposed to leakage of flammable refrigerator 100K underneath above mentioned ignition temperature >350C; that is why we specify T2<300C and not only T1<450C.
Concentrations between these low and high explosion limit values can be hazardous in presence of an ignition source like an open flame, an electrical spark from an electrical component or discharge of static electricity or a surface hotter than 470C respective 494C. Important is that an explosive mixture can build up even below the calculable concentration if the refrigerator construction is made in a way that an accumulation in dead spaces or deepening is possible. A natural circulation underneath the refrigerator cooling circuit should be insured by using the temperature differences during running. Also some user instructions were to place the refrigerator in the household and labelling of the refrigerator is needed. On the refrigerator appliance we can identify 2 potential hazardous situations which need partially different safety measures: 1. Refrigerant leaks into the surrounding air, 2. Refrigerant leaks into the food compartment, normally closed, so that a concentration above the lower flammability limit can easily be reached. Last can only happen if the evaporator is - inside the food compartment or if the evaporator is - foamed-in behind the food liner, has joints in the evaporator pipe work and if the inner compartment is not completely sealed, for example if there are holes for the thermostat capillary tube and for the power supply cable of the light-switch combination. The 2nd situation can be avoided, if the construction is made in a way that no leaks can go into the food compartment. Normally defrost models today are made in this way in Europe. But the sealing must be tested (see underneath). . The 3rd hazardous situation, air leaks into the system (as the suction pressure is underneath the atmospheric pressure) can be neglected. It would be very rare that there exist sufficient air inside the system for combustion. Even if combustion inside the system could happen, according to tests executed by Liebherr and others the maximum pressure peak of 12 bars created during explosion in the cooling circuit remains under the critical load of any cooling circuit components. Also the 4th hazardous situation that fire from outside will burn down a hydrocarbon filled refrigerator can be neglected. In comparison to conventional R12 or R134a refrigerators the risk to be injured is even lower. In 1997, fire tests executed by Calor Gas in Britain on commercial ice cream freezers showed that there was no significant difference in the fire intensity and fire duration of refrigerators filled with hydrocarbon in comparison to R12 filled systems. High fire intensity was required for failure of the pressure system. The compressor withstood the fire. Failure occurred through brazing joints. More important than the fire it was the observation on the fumes. People in case of fire are seldom killed by the fire itself but by toxic fumes, which in case of R12 is an important risk increase not existing with hydrocarbons. (See Calor Gas: Fire Test Report Application of CARE Refrigerants. Warwick 1997).
Transfair Engineering: Designing Cooling Circuits. 8. Safety requirements, Special Safety Requirement for HC-Refrigerators, Electric Safety Tests
p. 93
8.2.2. Sealing of the System
Such systems require much more care on the sealing of the system as in R12 or R134a systems. In the design of the cooling system is already important, where joint are placed, how they and specially the capillary tube are protected against mechanical damages during packing and de-packing, transportation or use through cleaning or de-icing. Important is how each tube joint itself is made to avoid mechanical damage. Even some joints can be and should be avoided, for example between 2 evaporators or some prolongation tubes in the compressor compartment. Also how the necessary tube joints are made inside the manufacturing is important, the experience and quality efforts and control of workers doing the brazing, the ultrasonic welding or the mechanical closing with lock rings or else. The brazing alloys, their positioning, quantities or shape and the used flux are very important (see Transfair Engineering: Evacuation, charging, leak detection and performance testing chapter 5. Sealing). Nevertheless each joint must be more carefully and with much more sensitive and selective methods tested on any leakage as in the past. Mass spectrometric leak tests, or even helium leak tests are recommended. Even with highest efforts in this field of sealing ignition sources must be avoided in areas where hydrocarbon leaks can occur. Evaporator behind foodliner (3). Standard defrost models often install evaporator behind the foodliner and keep standard sparking thermostat, light switches and hot light inside compartment. The foodliner prevents that flammable refrigerant can come into touch with this standard electric components (see underneath chapter 8.2.4.); leak tight closing of holes for the thermostat capillary tube and for the power supply cable is here essential; but tightness has to be type tested by a leak simulation test according to IEC60335-2-24 clause 22.107.1 or IEC60335-2- 89 clause 22.106.1. Electric component in top (2). Others relocate such electric parts with ignition sources (electric sparks, hot surface) outside cooling compartment, for example in refrigerator top. In a type test it has to be checked that no flammable refrigerant can touch such electric item according to IEC60335-2-24 clause 22.109 (2005) or IEC60335-2-89 (2002) clause 22.108. Double layer refrigerant carrying components. Meanwhile very seldom is the use of double layers components, like double layer roll bond, double wall No Frost coil evaporators, because of their high prices. IEC-600335-2-24, clause 22.107.2 or IEC600335-2-89, clause 22.106.2 require a scratching tool test that double layer are mechanically strong enough. More in use are following modified electrics: N protected electrics (1). If separation is difficult, electrics can be sealed or by other means mentioned in IEC60079-15 to prevent sparks and hot surfaces (IEC60335-2-24 clause 22.108 and Annex CC or IEC60335-2-89 clause 22.107). Lets take a closer look to the potential ignition, the mentioned strategies to avoid explosion and required type tests:
8.2.3. Potential Ignition Sources
Refrigerators can have following ignition sources: Loose electrical connections (terminals, plugs and sockets on compressor electrical box, power cable, terminal blocks, light, switches, thermostats, etc.) unsealed compressor overload protection (Klixon), unsealed compressor relay, start and run capacitor with unprotected leads, on/off switch, door switch, Thermostat, In case of NO frost models in addition: defrost heater and defrost control (timer, defrost thermostat) Fan motor and blade. On appliances where leaks can enter the food compartment additional ignition sources must be considered: Thermostat, Light and light switch, In case of No Frost: Defrost thermostat and temperature control
Transfair Engineering: Designing Cooling Circuits. 8. Safety requirements, Special Safety Requirement for HC-Refrigerators, Electric Safety Tests
p. 94
Fan motor and blade. A risk assessment and approval tests have to be carried out according to actual version of standard.
8.2.4. Separation of Ignition Sources from Potential Leaks
One often used and for many models the least expensive way of minimising any risk is to modify the construction in a way that electric sparking components are placed in areas where no explosive mixture can be built up in case of any leakage. Standard defrost models. In standard defrost model the evaporator can be mounted outside the food liner and foamed in so that no leak can enter inside the food compartment and no special protection or precautions are needed for the electrical components inside the food compartment. Important for such a construction is that the food liner is closed. Holes to allow the passing of the cable and/or the capillary tube of the thermostat should be avoided or specifically sealed and controlled. Also joints in the foamed in evaporator should be as far as possible avoided and not near to sealed holes. Such models have to be type tested by a leak simulation test according to IEC60335-2-24 or 89 clause 22.107.1. See chapter 8.5.3. underneath. Concerning the R600a or R290 compressor and the needed tube joints in the compressor compartment, there is no chance of such a separation so that all electrics in this area must be protected or spark free (see next chapter), which is meanwhile standard for all compressor manufacturers according to actual version of IEC60335-2-34 for compressors. One door models or freezer compartment with inside evaporator. Another solution exist for one door models or freezer compartment with standard defrost if the evaporator is left inside the food and/or freezer compartment without using expensive double layer evaporators (the disadvantages of roll bond evaporators often used in such cases are described in chapter 5.2.5.). In such a case all electrics (thermostat, light, light switch and terminals can be removed from inside the food compartment and built in the upper front plate. Freezer compartment in 2 door models seldom have any electrics. R600a, R290 and their blends are heavier than air. In case of any leakage on the backside of refrigerator or freezer the small quantity of R600a will be rarefied in ground direction. In case of a leak inside the compartment, there exist no electrics anymore inside. By opening the door the heavier gas and heavier cold air will move to the ground area and rarefied so that no explosive mixture can be built up on the level of the upper front plate. Such models have to be type tested by a leak simulation test according to IEC60335-2-24(2005) clause 22.109 or 89 clause 22.108 (2002). See chapter 8.5.5. underneath. In some models relocation of thermostat or switch are more expensive as its enclosure and sealing according to n protection. All No frost models do not allow such a separation and need special selected electrical components which have to follow the IEC standard 600079-15 or must be replaced by components without electrical sparks like solid state switches (PTCs) or the sparking components must be completely sealed. Such spark free components must be chosen for all electrical components in the compressor area and even in the food compartment when the a.m. separation cannot be made or where it is cheaper to use such spark free components (see next chapter) instead of the separation of flammables from electrics. But such n protected parts have to be tested by the component manufacturer. He has to declare the conformity of his model parts with the standard IEC60079-15 or to present a conformity declaration of an authorized body according to IEC60335-2-24 clause 22.108 and Annex CC for household refrigerators and IEC60335-2-89 clause 22.107 for commercial refrigerators, before they can be used in the refrigerator. Further details of such components see next chapter:
8.3. n Protected Electrical Components in Hydrocarbon Leak Areas
The requirements of electrical components installed in areas with potential leaks of hydrocarbon like R600a or R290/R600a blends should follow strictly the new amendment of the IEC 60335-2-24 clause 22.108 and Annex CC or IEC 60335-2-89 (2002) clause 22.107, which both following now the IEC 600079-15 standard about electrical apparatus for explosive gas atmospheres type protection n to be applied to on refrigerators and freezers using flammable refrigerant. It includes the requested test methods, requests of Manufacturers Declaration of Conformity and approvals of new models and components. Important: Refrigerator manufacturers should not use any electric components inside areas with potential leaks of flammable refrigerant without such manufacturers type tests and its declaration of conformities or approvals of 3rd party authorized bodies according to IEC 600079-15.
Transfair Engineering: Designing Cooling Circuits. 8. Safety requirements, Special Safety Requirement for HC-Refrigerators, Electric Safety Tests
p. 95
8.3.1.
Electric Connections
Electrical connection are considered as not normally sparking if they are made in a way that they cannot be disconnect by use, vibration or accidentally. Brazed or welded wire connections are acceptable. Also wires with crimped terminals screwed to a contact. Plugs and sockets are acceptable if the separation force exceeds 15N and if they meet in their construction the standard IEC600079-15, especially chapter 14. The quantity of electrical terminals in the hazardous area should be limited.
8.3.2.
Compressor Relay
The best is to use a sealed or solid state (PTC) relay which cannot give any spark. Other solutions with a sparking relay in a sealed box need an approval acc. to the valid standard like IEC 600079-15 and EN 60730-34. PTCs are better than sealed boxes because seals can be damaged by incorrect repairs.
8.3.3.
Compressor Overload Protector
Standard external overload protectors (like Klixons) cannot be used except in sealed and approved boxes. Solid state or sealed protectors without any sparking can be used. Also special combined compressor relays and overload protectors made, sealed and approved acc. to the IEC 600079-15 can be used. Today R600a and R290 compressor models have to comply with IEC603352-34 and are not critical anymore.
8.3.4.
Compressor Start and Run Capacitors
Even if the capacitors themselves cannot produce sparks the leads connected to them can! So called integral leads (flying leads) can fulfil the requirements of IEC 600079-15 and have to be used to fulfil IEC60335-2-34. International compressor manufacturers are supplying the HC compressors with approved electrical devices like terminals, relays, overload protectors and, if part of compressor, capacitors (chapter 8.5.1-4) acc. to the new standard IEC 60335-2-34, which integrated the Hydrocarbon safety requirements so that the refrigerator manufacturer does not need to make own constructions, tests and approvals on this components according to chapter 8.3.2.-8.3.4 and IEC60079-15.
8.3.5.
On-Off Switches and Light Switches
On-off switches of refrigerators are often not needed and can be easy eliminated. In single cases if they are still needed, they should be placed as far as possible away from the refrigeration circuit in the upper area of the refrigerator to avoid the risk being in flammable atmosphere. After the relocation it has to be tested that no explosive gas can reach it (chapter 8.5.3.; IEC60335-224 clause 22.109 or IEC60335-2-89 clause 22.108). If this separation from hazardous areas is not possible standard sparking switches cannot be used and must be replaced by non-sparking sealed versions as used out doors in a waterproof version and approved acc. to IEC 600079-15. The same has to be applied for the door light switch: If it is not placed inside the food compartment or outside the door in an area leaks can reach according to executed type tests only sealed door switches can be used (see Chapter 8.4.).
8.3.6.
Luminaries, Lamp Holders and Fluorescent Lighting Ballast and Starter
First condition is that the temperature of the lamp is not exceeding 350C. Filament, tubular fluorescent or other discharge lamps can fulfil this condition. The lamp rating concerning temperature class T2 must be printed on the lamp and confirmed by the manufacturer. Even lamp holders, which are non-sparking in normal operations, shall be made in a way that arc, sparks or hot spots are minimised. Their construction have to follow IEC600079-15 Paragraph 21 and requires enclosure and special fixing, torque
Transfair Engineering: Designing Cooling Circuits. 8. Safety requirements, Special Safety Requirement for HC-Refrigerators, Electric Safety Tests
p. 96
strength of screw lamp holders and other specifications, like non-sparking plugs and sockets Para 20: A E14 respective B15 lamp to be fixed with 0,15Nm or a E27 respective B22 lamp to be fixed with 0,25Nm into its lamp holders shall withstand a push force and a pull force of 10N+/-1N for 1 min in direction of the axis of the lamp holder. A lamp holder used in a hazardous area, the way of its fixing and terminal connection should follow this standard. Often screw lamp holders with a rubber lid for water proof are fulfilling the requirements of this standard. Fluorescent lighting ballast and starter are normally made not to be ignition sources. Starters are tested by lamp manufacturers according to IEC60079-15 Para. 33.10 and declared to be confirm: Normally only sparks can happen on loose contacts, terminals plug and sockets so that the considerations of chapter 8.3.1 has to be applied.
8.3.7. Thermostat
Standard thermostats have bodies with open contacts which can spark and cannot be used in hazardous areas. Either the thermostat is relocated outside the ex-zone and their position is type tested according to the standard, that leaked refrigerant can not stagnate in areas with such a sparking component or only sealed or solid state thermostats can be used which follow the requirements of IEC 600079-15. Even a standard thermostat can be used if it is inserted in a sealed box following the IEC 600079-15 standard, but good thermostat manufacturers (Invensys, Danfoss etc.) have such sealed models with certificates from authorized bodies in the supply program with nearly same price as their standard thermostat version.
8.3.8. Fan Motor and Blades
The major fan motors to ventilate air on fin coil evaporators (No Frost models) or on fin coil condensers uses today sealed induction motors (squirrel cage shade pole motors) following already the IEC 600079-15 with n protection, so that they do not need to be replaced in case hydrocarbon refrigerant is used. DC-motors with commutator and brushes are forbidden, but anyhow rarely used in such an application. Also the fan blade should be made of a material that there is no sparking possible (not iron). Furthermore the fan motor should not reach excessive temperature (<350C for R600a) if the motor locks or could not start (locked-rotor test to be executed according to IEC 60335-2-24 Annex AA).
8.3.9. Defrost Heater and Thermal Fuse (in No Frost Models)
Asian and American No Frost models are normally using infrared defrosting heaters, European resistance heater. The rule is that the surface temperature should be 100K underneath the ignition temperature. Infrared heaters often above 350C are forbidden. Resistance heater limiting the electric heating power per surface to 1,5W/cm with special limiters to limit the temperature to max. 350 C can be used.
8.3.10. Defrost Probe, Temperature Cut-Out and Defrost Timer Control (in No Frost Models)
The existing defrosting probe, temperature and defrost timer controls as used on No Frost models can spark under normal operation conditions. Parts which are placed in areas with potential leaks must be replaced by ones which meet the IEC 60007915 requirements. Bimetal temperature probes can be quite easily sealed. But there exist often the possibility to relocate parts like timers in areas where no explosive mixture can be built up (for example in the table top) which should be checked first and tested according to the mentioned IEC 60335-2-24 standard clause 22.108 (our chapter 8.5.3.) to avoid often more expensive electrical components following the IEC 600079-15 standard.
8.3.11. Sealed Box IP54 or higher
Instead of replacing sparking electrical components by non-sparking or sealed ones it could be in some cases cheaper to enclose such components in a sealed box which follow at least the IP54 rating for sealed components. IP54 components are dust and splash proof and are considered by European specifiers sufficiently sealed to reduce significantly the probability of combustion in the event of a leak, but only if the gas cannot accumulate in this area. Important is that the sealing gasket is permanently
Transfair Engineering: Designing Cooling Circuits. 8. Safety requirements, Special Safety Requirement for HC-Refrigerators, Electric Safety Tests
p. 97
fixed and that it cannot be removed during service or that it cannot be wrongly positioned. It is absolutely necessary to mark the lid of such sealing boxes with a label showing the importance of replacing the lid to maintain the sealing. The cable entries should be made via terminals permanently fixed to the box and through glands. Any possibility to use other, not sealed entries as the protected ones should be avoided by the construction of the box. This sample of sealed box and service precautions shows the problem which we can face in areas with informal refrigerator services. Any solution which separate the leak risk areas from the electrics by relocations and which can use standard electrical components are preferable to solutions which depend on qualified service which will not destroy the sealing.
8.3.12. Manufacturers test of electric component for flammable gas atmosphere, conformity declarations and markings
The manufacturer of all electric components used in potential leak zones of flammable refrigerant must execute type tests according to IEC60079-15 mainly para.33, grant the conformity declaration for it and mark its product including temperature class T2 or higher to allow refrigerator manufacturers to use them in such hazard zones. Components not tested and approved according to IEC60079-15 or other IEC60079 clauses are not allowed to be used in these potential leak areas.
8.4. Labelling of Hydrocarbon-Refrigerator
Appliances charged with Hydrocarbons must have a label stating in local languages of the market as well as in common foreign language that the refrigerant is flammable. It also should explain how such a system has to be repaired. The label should have following information: - refrigerant type and/or composition like R600a, R290 or R290/R600a blend in 50/50% by weight or else and the amount of charge needed; - the refrigerant is inflammable (previously ISO 3864 symbol B 3.2); - if the refrigerant has to be vented or the refrigerator to be charged with Hydrocarbon refrigerant, the refrigerator has to be positioned outside a building or in an well ventilated area, no flames, cigarettes, unsealed electric equipment or other equipment which can spark or with surfaces above a temperature of 350C should be within 2 m around the refrigerator positioned in a ventilated area.
8.5. Electrical Safety Tests and Controls
8.5.1. Electrical Safety Tests for all Household Appliances
There exist special standards like the IEC60335-1 and 2-24 or 2-89 which regulate the electrical safety requirements of refrigerators and freezers, their control and testing for type conformity approval (CE etc.). Beside of the specific ones concerning hydrocarbon refrigerant there are several tests and controls to be executed (see these standards) like in past with no flammable refrigerants, not here described, like Protewction against access to live parts (para 8), heating (para 10), resistance against moisture (para 15), heat and fire (para 30), rusting (para. 31) etc. all needed for type testing. Furthermore the manufacturer has to insure that each produced refrigerator and freezer follow the requirement fixed for the type approval, by quality controls (leak test, pressure test, electric tests and inspection of correct mounting etc.). Often following electrical safety tests are applied on all produced refrigerators and freezers (class 1 with PE): Earth test with <12Vac/25A and threshold R-PE<0,1 in 2-5s;
Transfair Engineering: Designing Cooling Circuits. 8. Safety requirements, Special Safety Requirement for HC-Refrigerators, Electric Safety Tests
p. 98
High voltage (Dielectric strength) test at 1000V (often at 1250V) for basic insulation or 3750V for reinforced insulation with threshold <3,5mA; Leakage current test with 1.06x rated voltage I-PE <3,5mA and/or Insulation test with 500Vdc and threshold between L-N and PE>1M (basic insulation) or >7M (reinforced insulation) Absorbed current and power test with threshold value to be fixed per model to assure energy labelling class values; Residual voltage test (only needed for on models with capacitor) with rated voltage and threshold value <60V to avoid electrical shock on de-plugging.
In addition other parameters like correct wiring, earth connection, IP54 sealing, functioning of all electrical components like switches, thermostats, signal lights, light switches, light should be inspected and/or tested. The safety standards specify which electrical safety rules the manufacturer have to respect, which electrical components acc. to which electrical standard he can use in the appliances and which kind of approval he needs.
8.5.2. Pressure Test of Refrigerators Charged with Hydrocarbon
The IEC/EN 600335-2-24 section 22.7 requires a pressure test on circuit components at least as type approval. They should withstand an absolute pressure of 3.5 times of the saturated vapour pressure of the refrigerant at 70C for parts exposed to the high side pressure during normal operation, that means 35bar rel.; 5 times of the saturated vapour pressure of the refrigerant at 20C for parts exposed to the low side pressure during normal operation, that means 10bar relative; The pressures are gauged pressures. Also the EU PED Directive requires such tests. R600a and R290 in household and commercial refrigerators are category 1 (<50p*V at saturated low and high pressure), so pressure test have not be repeated during refrigerator lifetime. Pressure tests. This IEC/EN 600335-2-24 section 22.7 requires a hydraulic pressure test on R600a in the type approval for 1 min. without any leakage with 35bar rel. on high pressure side and with 10 bar on low pressure side. See chapter 10.17. We recommend, if possible, executing pressure test on all R600a refrigerator during production at time of Helium leak test at 35 bar respective 10bar to stress brazed joints and to reduce leaks and returns from the market. But pay attention: flat aluminium (Roll Bond) or copper parts (accumulators, receivers) could deform by such pressure on samples. So a compromise must be made.
8.5.3.
Leak Simulation Test of Refrigerators Charged with Hydrocarbon
Electric components and cooling circuits must be separated by construction (see our chapter 8.2.-8.3.) and the separation tested by leak simulation tests for type approval. We have to execute such tests for 3 different groups of appliances: 1. Appliances with protected hydrocarbon charged cooling systems without any part of the cooling system inside the food storage compartment, but with electrical components which do not comply with the IEC 600079-15 requirements (n protection, IP54); Appliances with protected hydrocarbon charged cooling systems where the cooling circuit parts located inside the food compartment are constructed with an additional at least double layer, each of min. 0.1 mm thickness; the bounded seams must have a minimum width of 6mm; or the cooling system inside the food compartment is built into a separate enclosure; in both cases the food compartment contain electrical components which do not comply with the IEC 600079-15 requirements ("n protection, IP54); item 2 is practically not used; Appliances without protected hydrocarbon charged cooling systems where the unprotected electrical components (thermostat, light switch, light etc. are relocated outside the cooling department in areas supposed to be free of refrigerants in case of leakage.
2.
3.
In all these cases leakage have to be simulated and the Hydrocarbon concentration to be measured near electric components by Hydrocarbon leak detectors. IEC/EN600335-2-24 in clause 22.107 describes test of protected cooling circuits in combination with unprotected electrical components which can cause arcs, sparks or hot surfaces while clause 22.108 describes test of unprotected cooling circuits in combination with n protected electrical components (IEC/EN 600079-15 n protection; IEC/EN 60335-2-24 Annex CC), certified by component manufacturers, inside food compartment and clause 22.109 the test of standard electrical components allocated to outside food compartment, if their location cannot anymore be reached by leaking refrigerant.
Transfair Engineering: Designing Cooling Circuits. 8. Safety requirements, Special Safety Requirement for HC-Refrigerators, Electric Safety Tests
p. 99
The leak simulation should be made from all critical points. All interconnecting points are considered as critical points as well as locations of a capillary tube which can be destroyed mechanically. At these points the leak has to be simulated through a capillary tube of 0.7 +/- 0.05 mm and 2-3 m length. In case a joint is foamed in also the leak capillary tube has to be foamed in, but in a way that the tube will not be blocked by foam. 80% of the nominal charge of appliances should be injected or the maximum which can be injected inside of 1 hour. Doors and lids should be closed during test to check if hazardous gas can be accumulating inside the compartment. The gas should be taken from the vapour side of a bottle with a temperature of 32 +/-1 C if leakages are simulated on low pressure side and 70 +/- 1 C if leakage is simulated on the high side pressure circuit. At the end of the test there must be liquid refrigerant left in the bottle. In case of blends this test has to be executed with the fraction which has the lowest LEL value. The instrument which measures the gas concentration, like calibrated infrared sensors, gas chromatographs or mass spectrometer should have a reaction time of max. 3 sec. and sampling should be take at least every 30 s inside and outside the compartment near electrical components for 1 h after injection of gas has stopped. Sampling must be limited to maximum 2 ml every 30 sec. not to influence test results (on/off valve on inlet to gas chromatograph or mass spectrometer; if Inficon Ecotec is used, remove capillary flow alarm setting during such tests). Best are IR sensors with gas flow control and return of sampling gas into the area, from which gas was taken (Drger PIR 7000 Type 334 with gas probe inlet and return system IWS). The measured value should not exceed 75 % of the LEL of the refrigerant and 50% of the LEL for a period exceeding 5 min. to pass this test. 30 min. after gas injection into close compartment is finished the door or lid is opened by 90 for 2-4s every 30s. Separate components such as thermostats which contain less than 0.5g of flammable refrigerant are not considered to cause a fire or explosion hazard in the event of a leakage of the component itself acc. to the standard IEC 600335-2-24.
8.5.4. Scratch Test of Refrigerators Charged with Hydrocarbon
On multi-layer cooling circuit systems in addition a scratch test have to be applied on all accessible surfaces according to standard IEC600335-2-24 section 22-107.2 with tools described in Figure 102 with specified parameters and criteria of pass and fail, which we will not repeat hear as it is described in this standard. We do not recommend such solutions for cost reasons, as it is avoidable.
8.5.5. Testing of standard electric components not reachable by flammable Refrigerant
Sparking electric components can be positioned for example in refrigerator top. In a type test it has to be checked that no flammable refrigerant can touch such electric item according to IEC60335-2-24 clause 22.109 or IEC60335-2-89 clause 22.108. The test is performed in a draught-free location with the appliance switched off or on (first run without powering the electric part to be tested) whichever gives the more unfavourable result. A quantity equal to 50 % of the refrigerant charge 1,5 g is injected in a draught-free location from the nearest external pipework joint to the electric component to be tested into the considered area over a period of 1h in constant rate. Sample: Lets suppose the charge of the model to be tested is 120g R600a. In this case we have to inject 1g/min. If the R600a bottle is inserted into an ice-water bath (0C) on a balance R600a gas phase pressure is 0,57bar rel., the gas volume is 0,232l/g and we need a flow rate of 0,232l/min.=1g/min on scale to be calculated (see chapter 4.1.) and tested using adequate capillary tube diameter and length. Such test records should be stored to adapt capillary tubes lengths to other rates for other models. The concentration of leaked refrigerant as close as possible to the electrical component is measured at least every 30 s by IR gas sensors from the beginning of the test until 15 min after a sustained decrease is observed. The measured value shall not exceed 75 % of the lower explosive limit of the refrigerant as specified in above table about LEL values of R600a or R290, and shall not exceed 50 % of the lower explosive limit of the refrigerant as specified in this LEL table for a period exceeding 5 min.
Transfair Engineering: Designing Cooling Circuits. 8. Safety requirements, Special Safety Requirement for HC-Refrigerators, Electric Safety Tests
p. 100
8.5.6. Testing and Control of "N Protected Components Used in Hydrocarbon Leak Areas
Electrical
In cases where electric components are placed in areas in which potential leaks can happen or in which the a.m. appliances could not pass the leak simulation tests or the scratch test the electric components must fulfil the requirement of IEC 60079-15 with the protection n. Refrigerator producers have to insist on their suppliers of these electrical components to receive at least a declaration of conformity for the component and, better, test reports of a good, internationally reputed test institute. In case of any doubts it is better to insist of another independent test report or to replace such items by ones without any reserves. If the refrigerator manufacturer has a well equipped laboratory he can do such tests according to IEC600079-15 himself.
Transfair Engineering: Designing Cooling Circuits. 9. Temperature Control, Capillary Tube Thermostat
p. 101
9. TEMPERATURE CONTROL
Different types and kinds of temperature controls can be used to control the operation of refrigerators and freezers.
9.1. Capillary Tube Thermostat
Most common types of temperature controls are electromechanical thermostats using a mainly vapour filled capillary tube as temperature sensor: A temperature change causes a pressure change of the fill. This change is converted to a travel via a diaphragm or corrugated tube, actuated by a lever system which mechanically closes a switch on temperature rise above a set value and opens the switch again on temperature fall underneath a set value.
Following terms are used: Operating range. The operating range of a thermostat describes the temperature range in which the thermostat can operate. The whole needed temperature ranges in the household refrigerator section cannot be covered by one control type only, so different types working with different ranges are needed. Adjustment range. A mayor group of thermostatic controls are adjustable inside their operating ranges. The adjustment range is the difference between the cut-in point in warmest control positions to cut-in point in coldest control position. There exist some exceptions used in chest freezers with a constant cut-in feature. In such a case the adjustment range is the difference from cut-out point in warmest control position to cut-out point in coldest control position. The 2 temperature values of cut-in temperature range and the 2 of the cut-out temperature range are normally printed on the thermostat casing. Switching differential. The switching differential is the difference between cut-in and cut-out point of the temperature control. Correlation between adjustment range and switching differential. There a certain correlation between adjustment range and switching differential, i.e. the indicated limits cannot be assigned optionally. Tolerances. There exists a permissible deviation from nominal operating point. Adjustments in the refrigerator factory and in the service. The temperature control is set in the thermostat factory according to specified temperature values. In the refrigerator factory adjustments never should be made at the switch differential screw, but only on the range screw or the temperature screw: Such an adjustment will change the cut-in and cut-out value to be shifted in direction of cold or warm, but not the switch differential, if a standard thermostat is used which allows adjustment on the cut-in position. In case of a thermostat with constant cut-in is used, such adjustment will change the cut-out position and therefore in
Transfair Engineering: Designing Cooling Circuits. 9. Temperature Control, Capillary Tube Thermostat types
p. 102
addition the temperature differential. The new set point must be temperature controlled to ensure the correct operation of the thermostat. OFF-position. Temperature controls are available with and without OFF-position. The OFF-position will interrupt the operation even when the temperature is above the cut-in position. Dial layout. It seems that all manufacturers of adjustable capillary tube thermostats for household refrigerators follow the same dial layout: - A clockwise rotation of the dial shaft causes colder control settings. - The standard dial angles are the following: - Total adjustable range: 270 - Dead angle: For thermostats without OFF positions: 90 For thermostats with OFF position 45 and OFF position at 45 Following types of thermostats used for household refrigerators are on the market:
9.1.1. Standard Thermostat
Typical function chart Typical Electrical Wiring diagram Such standard types execute only simple cut-in and cut-out operations. They are used for simple refrigerators and freezers, automotive air conditioners and other appliances. Such thermostats can be made adjustable with a spindle and dial knob or for fixed temperature values without such a knob. Adjustment range is normally from 5C to 20C inside the operation range of -40C to +15C.
9.1.2. Thermostat with Auxiliary Switch
Typical Electrical Wiring diagram Typical function chart Such types are the same as the first ones, but have in addition an auxiliary switch (terminal 3-6) connected in series with the main switch which breaks the current circuit as soon as the temperature control is set to OFF position The function of this thermostat is the same as the last one. But an electrical heater can be added on terminal (6) to allow heating at OFF-position of the thermostat.
Transfair Engineering: DesigningCooling Circuits. 9. Temperature Control, Capillary Tube Thermostat, Standard Thermostats with Auxiliary Switch p. 103
9.1.3.
Thermostat with Heater Contact
Typical function chart Such types are more used in ice makers and air conditioners. The function of this thermostat is the same as the last one. But an electrical heater can be added on terminal (6) to allow heating at OFF-position of the thermostat.
Typical Electrical Wiring diagram
9.1.4. Thermostat with Signal Contacts
Typical function chart Typical Electrical Wiring diagrams Such types are used in freezers. The function of this thermostat is the same as the first one. But in addition to the cut-in and -out switches a contact for a warning signal lamp is closed in case of higher temperature. In addition it is possible to get an operation signal if needed.
9.1.5. Thermostat with Semi-Automatic Defrost Push-Button
Typical function chart Typical Electrical Wiring diagram Such types are used in some refrigerator types. The function of this thermostat is the same as the first one. But in addition to the cut-in and out switches a push-button for semiautomatic defrost function is added to allow a manually initiated automatic defrost cycle. By initiating the defrost the main switch is opened and later automatically closed when the set defrost temperature, normally +6C (between +2 and +10C possible) in reached.
9.1.6. Thermostat with Fast Freeze
Typical function chart Typical Electrical Wiring diagrams Such types are used in today in vertical freezers and deep freezers. The function of this thermostat is the same as the 3rd one with signal lamp. But in addition there exists an auxiliary function to initiate fast-freeze/deepfreeze cycle till a specified temperature value is reached by actuating the pressure pin or a bush-button signal lamp. The specific fast freeze
Transfair Engineering: Designing Cooling Circuits. 9. Temperature Control, Thermostats with Defrost Push Button, Fast Freeze
p. 104
temperature value can be fixed separately or parallel with the cut-off characteristic of the thermostat. The main switch is manually locked with starting the fast freeze cycle and if the fast freeze temperature is reached, the system automatically resets this lock, so that the system will go back to the standard cut-in cut-off control. In addition a manually reset is possible by turning the dial shaft to OFF position.
9.1.7. Thermostat with Fixed Cut-In Temperature
Typical function chart Typical Electrical Wiring diagrams Such types are used today in refrigerators and 2 door fridgefreezers, controlled only by the temperature of the refrigerator. In such systems the cut-out temperature can be adjusted, but the cut-in temperature which is above 0C remains fixed. During cut-offs the refrigerator evaporator defrosts and the water is drained to the outside normally on a tray above the compressor. The defrosting can be made by natural temperature increase (used normally in standard defrost models) or even by a heater on the evaporator (used in No frost models) during the stand still time of the compressor. When the thermostat is switched off the electricity can pass the heater and the compressor coil. Because of the ratio of resistances in the heater and compressor coil the power is mainly used in the heat resistance and not in the coil. In this case it is necessary that the heater is not switched off in the OFF position of the thermostat. Therefore another terminal on the thermostat is needed. The last wiring diagram shows a version which allow a separate switch off of the defrost heater.
9.1.8. Thermostat with a 3 Ways Solenoid Valve Control
Such types are used in 2 door fridge-freezers, equipped with one compressor but 2 separate refrigeration cycles for the refrigerating and the freezing part. The system controls a 3 ways solenoid valve. Typical function chart Typical Electrical Wiring diagrams
Terminal 2-3 opens at temperature rise. Terminal 3-4 closes at temperature rise. Terminal 3-6 opens in OFF position. This type comprises all features of the last type; but with an so called SPDT switch instead of an SPST switch between the terminals 23 a solenoid 3 way valve can be switched to control in function of the refrigerating part temperature and with that the refrigeration cycle to the evaporator of the freezing or of the freezing and refrigeration part. Further details can be granted from Danfoss about Thermostat type 077B63 and their 3 way valve or from Ranco about thermostat type K61.
9.1.9. Thermostat with 2 Sensors
Typical Electrical Wiring diagram Typical function chart There exist also thermostats with 2 capillary tube sensors. Sensor A normally fixed on the evaporator taking over the cut-in function and sensor B normally placed in the inside the cut-out function. The advantage among others can be energy savings, almost unaffected control temperature in the *** freezing and refrigerating compartment at ambient temperature changes between + 15C
Transfair Engineering: Designing Cooling Circuits. 9. Temperature Control, Thermostat with 2 Sensors, Bimetal Thermostat, Electronic Controls
p. 105
and +32C. There are different versions with fixed cut-in or with adjustable cut-in. Even a version with crossing cut-in and cutout exists.
9.2. Bimetal Thermostat
American and Japanese refrigerator producers use in their No Frost bimetal thermostats. Their dimensions are very small. But their functions and applications are still limited comparable with adjustable capillary thermostats.
9.3. Electronic Controls and Thermocouples
Nowadays more and more electronic controls are developed for freezers and fridge freezers to improve the control on frozen food and to reduce the power consumption. With an electronic device sophisticated controls can be executed. With Fuzzy logic, ASICS, EEPROMS, compressor speed control (see chapter 2.10. Variable capacity compressor) further important parameters can be controlled in a way that the system can be much better adjusted to the actual environment, temperature needs and conditions. In such cases temperature are measured by cheap thermocouples instead of mechanical thermostats. Warning buzzers, temperature LCD displays, LEDs, electronic timers verbal speech etc. can be easier integrated as with conventional methods. Price wise such systems became more and more comparable with conventional electromechanical controls as long as similar features are compared. The cost of an electronic temperature control for a fridge-freezer with a light switch combination and a visual and acoustical warning signal are nowadays not more expensive as the same in an electromechanical version, if it is produced in large scale. But electronics allow much more features and controls to be added. In areas with bad electrical supply conditions electronic controls are not as reliable as the electromechanical controls used in the past, but also this can change in the future. With an electronic control additional controls and operation modes can be realized, like: Child safe Switch-off: 3sec activation of ON/OFF push button SuperCool (only with electronic control). The SuperCool function reduces the fridge temperature for 6h to +2C after shopping to speed up cooling of higher fresh food charges. SuperFrost. In SuperFrost mode (often push button with lamp) the temperature of food to be frozen are stronger pulled down to a temperature same or even deeper than the normal cut-off (last only in electronic control), to preserve vitamins, minerals and aromas in food, in No Frost models with increase ventilation speed. DuraFreeze (only with electronic control and variable speed compressor). The DuraFreeze can be switched on if needed, to reduce temperature of freezer to -28C, which doubles the freezer storage time, preserve the taste, aromas, vitamins and minerals. SuperFrost push button with lamp (permanent run till a fixed temperature, which can be different from the normal cutoff, is reached) and in case of No Frost with increase Ventilation speed Holiday is a mode to run only the freezer. The refrigerator part is emptied and their temperature kept on +15C with closed door to avoid any bad odours and mold. LCD display control with actual temperature measured by cheap thermocouples instead of capillary thermometers and programmed temperature in refrigerator and freezer, operation mode display in clears words (SuperCool, SuperFrost, DuraFrost, Holiday etc.) Fuzzy logic for extended controls like SuperCool after Shopping (time temperature controlled permanent run for about 6h at +2C in case of high new load after shopping. Frostmatic (time temperature controlled permanent run for about 24-52h in case of high new load of minimum 4,5kg/100l load), and in case of No Frost with increase Ventilation speed Warning buzzers or voice Temperature too high, if compressor dont start and temperature still increase above set value Warning buzzers Doors not closed or voice Please close door in different languages. No-frost freezer defrost control. To save energy the defrosting of evaporator coil is not made by timer 3-4 times per day but by defrost temperature control to switch on and off the heating. Temperature zone near 0C as 3rd compartments. If in addition a storage temperature near to 0C (0+3C or even -3C*3C) can be reached
Transfair Engineering: Designing Cooling Circuits. 9. Temperature Control, No Frost Defrost Timers and Thermostats, Damper Thermostats, Testing p. 106
instead of 58C fresh meat, fish, milk products, vegetables and fruits remain 2-3 times longer fresh, keeps 3 times longer taste, aromas, vitamins and minerals. This can be realized with a 3 door model, a 2 door model with movable or not movable inner insulation separators. The different temperature zones (5-12C, 0-3, >18C) can be kept already by evaporator and insulation designs without separate temperature controls up to a certain deviation range or - very accurate - by temperature controls on each zones with refrigerant valve or separate circuits and compressors (expensive solution). But such 3 temperature zone models will consume more energy as a 2-door (2-temperature) model, a part of fridge remain on -1-3C temperature while in the past only on 5-8C. Even a temperature range of -3C for fish, -1C for meat, +2C vegetables and fruits would be best, but it needs in this case a separate temperature control on this food storage part which can be easier and cheaper realized by an electronic control. This temperature zones are under freshness of food a very relevant aspect, but still not enough reflected in the Energy labelling system as it needs this additional model group to be compared and not to be compared with standard fridge-freezers. Ice and Water Spender. On side-by side models it is todays standard. It is sold as lifestyle product (party house bar). The operation needs further controls which can be integrated into the electronic control (temperature, levels, refilling of ice maker by tap water, if as often done the refrigerator is connected to tap water). Control of variable compressor speed. If a variable compressor is mounted the speed control can be integrated into the electronic control to let the compressor run according to temperatures and load conditions. This often can save 2033% of energy in comparison to conventional compressors with 1 speed to reach energy saving models (A+, A++).
9.4. Special Controls for NO-Frost Models
No frost models need special controls to execute automatic defrost on the coil evaporator.
9.4.1. Defrost Timer and Thermostat
The simplest way is to start the defrost cycle and to heat the evaporator by a timer, for examples 3-4 times per day. To reduce energy consumption the defrost cycle should be stopped when the ice is removed, which could be measured by a defrost thermostat on the evaporator. In a multiple evaporator system defrosting by a reverse valve or by using thermosyphon effects is less energy consuming as electrical heaters (see chapter 5.5.6.).
9.4.2 Damper Thermostat
Standard No Frost fridge-freezers controlled only by one thermostat in the refrigerator are consuming much more energy than systems which keeps control on the reached temperatures in both compartments. A simple possibility to optimise such a system is to introduce in the air channel a damper thermostat which distributes the cold air flow between the freezer and the refrigerator according to the needs.
9.5. Testing of Temperature Controls
The settings of temperature controls should be tested by random system in the following way: The dial shaft should be positioned on test position; The temperature feelers of a same group of temperature controls should be dipped in a well circulated water bath; the min. depth of immersion of a capillary tube feeler is 160mm; Before recording the actual operating points, 2-3 no-load cycles of on and off switching have to be executed; The temperature change in the bath should be 0.5K/min. Near the on and off point respective the signal point, if any, if necessary, barometric corrections have to be calculated. Normally gas filled capillary tube sensors work in the range of 0600m above sea level with the deviation of +/-0.6 C (reference point is 736,6 mm Hg= 0.98 bar = about 263m above sea). On 1500m we aspect about 634 mm Hg and on 300m about 526 mm Hg. That means that a vapour -filled thermostat with a
Transfair Engineering: Designing Cooling Circuits. 9. Temperature Control, No Frost Defrost Timers and Thermostats, Damper Thermostats, Testing p. 107
cut-in temperature of -20C (at 736.6 mm Hg) will cut-in already on a 2+/-0.5 at 1500m respective a 4 +/-0.5K at 3000m lower temperature as calibrated, depending with which gas it is filled. All temperature switch settings of a system should be tested in this way. In addition electrical tests should be executed, like current (6A on main contact, 0.1 on signal contact) flash test 0-400Vac (0-180 sec), normally at 1000Vac, insulation test and electric strength 500Vdc (0-180 sec) 3-50 MOhm, depending which temperature control is used. The supplier of temperature control should guarantee a maximum failure rate of 0.7% and the measured rate should be in the range of 0.5% and not higher. To allow replacement already after the performance test inside the factory and in case of service, the feeler should be place in a plastic tube when it will be foamed in to allow the exchange of the unit.
100% control on temperature control device. Modern energy saving refrigerators for N and SN climate class need several hours for cut-off after first time of refrigerator running and often 1-2 days to cut-in again with closed doors, so the thermostat of all refrigerators cannot be tested by the short performance test and even not by the 2-4h performance test on samples. But up to 0,7 % is already a high failure rate of such temperature controls and cost relevant for maintenance service during guarantee beside of damage of trade mark by such a failure. Therefore good refrigerator manufacturers control cut-in and cut-off functioning and temperatures of 100% of used thermostats to reduce these high guarantee costs. We strongly recommend to do such 100% test - best inside factory of supplier of such controls, so that statistical sampling and additional control tests inside the refrigerator factory are sufficient - and to establish mounting and handling precautions to prevent damage of such thermostats during assembly.
Relevant remarks in operation manual of fridge/freezers with single temperature sensor control: Freezer defrosts in a fridge/freezer. In a cold location the freezer may begin to defrost or even completely defrost, so defrosted frozen food will spoil. Most fridge freezers will only operate satisfactorily in an ambient temperature down to +10 C, if made for SN climate class, or +18C if made for N climate class (see chapter 1.3.2.). This may seem strange but the fridge thermostat governs the operation of the freezer and if the ambient temperature drops to either of the figures above the fridge will switch off. That will not be a problem for the fridge which should be cool enough to keep its contents safe but it will mean that the freezer will cease to work and that will create a problem. Therefore the customer should be warned in the operation manual or by a warning sign to insure minimum ambient temperature to ensure functioning of freezer.
Transfair Engineering: Designing Cooling Circuits. 10. Final Rests, Definitions, Classifications, Designs, Characteristics of Household Refrigerators p. 108
10. FINAL TESTS
In previous chapters we have described tests to be executed to optimise each single refrigeration circuit element separately, like cabinet constant test to determine the thermal losses (chapter 1.4.2), foam insulation tests (chapter 1.5.2), testing of the air tightness of door and lid seals (chapter 1.5.3), calorimetric tests to optimise compressors (chapter 2.), condensers (chapter 3.6.), heat exchangers or evaporators (same like chapter 3.6.; chapter 5.3.), pull down tests (chapter 5.2.1, 5.4.1) capillary tests (chapter 4.2.), refrigerant and circuit components purity and cleanliness tests (chapter 7.2.) refrigerant charge quantity tests and fine tuning (chapter 7.4.), electrical safety tests (chapter 8.5.), temperature control tests (chapter 9.5.).
In this chapter we will describe the final tests to be executed to optimise a refrigerator and/or freezer circuit after each circuit element was already optimised and tested and tests to be executed according to the applied standards. Many final tests to be executed are described in the a.m. ISO standard 15502, which replaces ISO 7371, 5155, 8187, like Testing of reached temperatures in the refrigerator and freezers Testing of storage temperatures Water vapour condensation test Energy consumption test Ice making test Test of percentage running time Temperature rise time (freezer) Freezing test (freezer)
The relevant standards are describing these tests in all needed details so that we have not to repeat them in this chapter in all details.
10.1. Definitions, Classifications, Designs and Characteristics
The ISO standard 15502 for household refrigerators (previous ISO 7371), fridge freezers (previous ISO 8187) and freezers (previous ISO 5155) describe all relevant definitions, classifications and characteristics in their first chapters: the appliances and important parts of them are defined and classified, the used materials, design and manufacturing, the required characteristics, the volumes, areas and performances. Also the method how to measure the dimensions and volumes are determined (for details see these standards). Test conditions and periods. Furthermore these standards describe general test conditions, the test room, the used Tylose test packages, the measurement means, where and how to measure the temperatures and the test period. The test period must be minimum 24h. The 24h test period must be prolonged to 48h if there is inside the first 24h not a single defrost period. Percentage running time. Under given conditions of ambient temperature and internal storage temperatures is the percentage of running time R for the appliance with on/off control the ratio R = d/D *100 where d = the duration of the refrigerating system operation during the whole number of cycles; D = the whole duration of cycles. For 2 temperature storage with 2 independent systems 2 R values have to be determined.
Transfair Engineering: Designing Cooling Circuits. 10. Final Rests, Definitions, Classifications, Designs, Characteristics of Household Refrigerators p. 109
10.2. Refrigerator Test Room
In this chapter we describe a test room specification and requirements according to the established standards for test rooms (DIN 8953 draft 1987, ISO/DP 5155 and American standard B 149.1 AHAM/ANSI DH 1-1986). The proposed equipment and their specification will allow testing refrigerators and freezers according to a wide variation of condition, established standards and power supplies existing in countries all over the world. For limited market with smaller variation of conditions, the full range of condition variations are often not needed and can be reduced for cost reasons, if the customer wants.
10.2.1. Thermo-Insulated Test Room
Dimensions. To be able to test refrigerator and freezer cabinets with up to 1800mm height, 800mm width and 800mm depth, and chest freezers with up to 800mm depth the test room should have minimum following inner dimensions: 2400mm height, 2400mm width and 4000mm length. The door should have the dimensions of 2100mm height and 1000mm width and placed in a way that freezers and refrigerators can be transported from and to the test room without removing a 2nd refrigerator. Light. Light intensity 500 lux measured 1 m above the floor. Supply. The test room needs following service supplies: - Cold and hot water (also for humidifying plant) - Air (low pressure) - Drain from the vacuum pump - Drain channel - Voltage supply of 220V and 50 Hz, 115V and 60 Hz, and 3x 380V, 50 Hz (three phases current). Regulation ranges. The test room's temperature should be adjustable to constant values in the range of 10 till 48C. The maximum deviation from the set value is +/- 0,3K from the constant value and from the varying heat load in the room (intermitting operation). The demands must be met by the measurement object for the following heat emissions: Q (constant) = 50 - 900W Q (variable) = 0 - 500W (max.) and 0 - 50W (min.) The relative humidity must be adjustable in the range of 40-90% relative by +/- 5% in the a.m. regulation range for test temperatures. Such heating and air conditioning equipment including humidifier/dehumidifier can be purchased, for example from Danfoss with requested regulations. The ventilation of the room must be placed in a way that the natural air circulation around the cabinet and the refrigeration system is not obstructed. the max. permissible air speed according to the ISO and DIN standard is 0,25m/sec. The American standard allows only 0,2m/sec. Voltage regulator and frequency converter. To fit the a.m. voltages and frequencies it is necessary to have - a frequency converter from 50 to 60 Hz with control and - a voltage regulator and control Nominal voltage and frequency outputs (Un) are: - 230 V 50 Hz - 230 V 60 Hz - 240 V 50 Hz - 110 V 50 Hz - 115 V 60 Hz with a regulation range: +/- 20%. The max. voltage and frequency deviation allowed is +/- 1%. The max. allowed main impedance is: - for 110 V and 115 V: -0,4V/A and - for 220 V and 230V: -0,4V/A. Loads and supply places. Following loads and supply places are needed:
Transfair Engineering: Designing Cooling Circuits. 10. Final Tests, Refrigerator Thermo-Insulated Test Room and Measurement Equipment
p. 110
Measurement object: 1,2 kW Auxiliary functions: 1,0 kW Co sinus phi: 0,6-1,0.
Starting current. Following starting currents are needed: - At Un = 110 V and 115 V: 36 A - At Un = 220 V and 230 V: 18 A
Voltage, Ampere and frequency supply flow chart
Refrigerator Test Room Data Recording Scheme
Power Supply
50-60HZ Generator VarioTranformer 110-250V
Control Panel
Wh, V, A, Cos Phi, Hz
Thermoregulated Room Refrigerator to be tested Plug Box
Thermocouples
Temperatures
Monitor
Electrical Data Interface
Thermoregulator
Terminal Board Humidity sensor
Thermocouple
Printer/ Plotter
Personal Computer
See Transfair Engineering: Refrigerator Test Room Equipment and Manuals. Dsseldorf 2000
Analog-Digital Data Logger
10.2.2. Measurement Equipment
Energy measurement. The installation must contain kWh-meters for the measurement of the energy consumption to the measurement object. The meters must be provided with revolution counters in order for the data collection equipment to register the actual energy consumption. The accuracy should be 1% at nominal voltage and frequency. Power consumption measurement. The power consumption (W) measurement by built in transducers (without measuring of secondary supplies) should be in the range of 100-1200W (co sinus phi: 0,6-1,0) with an accuracy of +/- 5% of the actual value. The signal of the transducer should be transferred to the data collecting equipment. Power measurement. Transducers are to be installed for measuring power to measurement object under the before mentioned conditions with accuracy of +/- 1 % of the actual value. The signal has to be transferred to the data collecting equipment. Voltage measurement. Transducers are to be mounted for voltage measuring to the measuring object. The measuring ranges are 90 V -255 V with +/- 0,5 % accuracy of the actual value. The signal has to be transferred to the data collecting equipment. Further electrical tests. For some electrical tests ampere and power converters, vario and current transformer and frequency, voltage and Ampere meters and digital temperature meters are useful. For testing the compressor a clamp tester (Refco Art. No. WM 150) and a test cord (Refco Art. No. 13575) to bridge the thermostat switch are needed. Further units can be made locally. Control panel (outside test room). This panel should have following facilities: - Digital voltmeter to display actual voltage of the measurement objects - Equipment for the regulation of voltage to the measurement object - Switch for start and stop of measurement object - Digital display for passed time and relative operation time of the measured object - Switch for manual cut-in and cut-off of the kWh meters
Transfair Engineering: Designing Cooling Circuits. 10. Final Tests, Refrigerator Thermo-Insulated Test Room and Measurement Equipment
p. 111
- Electronic counters with BCD outlet for measuring speed (rev./min) on kWh meters All or parts of it can be integrated in a registration programme instead of the control panel. Connection panel (inside test room). Inside the test room on the backside wall there should be positioned a panel to connect the measurement signals and the power supply to the refrigerator(s). This panel should have following facilities: - Voltage supply - Connection for 2 pcs. pressure transducers (for example Hottinger & Baldwin type PM3) - Connection of minimum 16 pcs. thermo-elements cu/ko (for example type T specifications according to ANSI 96.1.82 or type J) with standardised plugs and plug sockets should be chosen. - 8 digital inputs (8 signals, 170-270 V, 50 and 60Hz; 60-140 V, 50 and 60 Hz). - Option: 8 digital outputs (8 signals, 220 V, 50 Hz; max load 1A).
10.2.3. Measurement Ranges and Accuracy
Temperature: Range: Accuracy: Range 1: Range 2: Range 3: Accuracy -50 < t < + 200C +/- 0,5 in the range -25 < t < 50C +/- 0,75 in the range -50 < t < -25C and 50 < t < 200C. -1 < P < 10 bar 1 < P < 20 bar 1 < P < 50 bar +/- 1,0% of measured value
Pressure:
Power: Current:
Energy: Voltage:
Range: 0 - 1200 W Accuracy: +/- 0,5% of measured value Range 1: 0 - 10 A at Un = 110 and 115 V, 50 and 60 Hz Range 2: 0 - .5 A at Un = 220 and 230 V, 50 and 60 Hz Accuracy: +/- 1% of measured value Measurement with approved gauges in the a.m. range of power and current and the accuracy of 1% at actual load. Range 1: 170-270 V, 50 and 60 Hz Range 2: 60-140 V, 50 and 60 Hz Accuracy: +/- 0,5% of measured value.
The selected Voltages and Frequencies depend for which market the refrigerators are developed. There are different ways possible to register the measured temperatures, pressures, humidity and electrical data and to register it.
10.2.4. Test Data Loggers, Recording and Evaluation
Today A/D interfaces on PCs are used to test refrigerators and to record test data (pull down temperatures,, high and low pressures, humidity, electric power absortion, cos phi, etc. The quantity of measurement channel per test place and session depends on the models to be testedTo permit preparation and execution of 2 or 3 independently recorded tests it is much more convenient to use 2-3 interfaces each of 8 channels for simpler units up to 30 channels for Coca-cola or Pepsi cola vendors, to be registered into PC. Such a system consists of the following: 1 pce with actual Intel or AMD processor, large hard disk, colour display, USB and serial ports; 2 pce A/D interface each with at least 8 analogue input channels and 1 digital input (8 signals, 60-270 V; 50-60 Hz); Option: 1 pce. Digital/analogue output; 1pce colour printer; 1 pce data recording and evaluation software like AMR measurement software; 16 temperature transducers: thermo-elements like type T (Cu/Ko) or K (NiCr-Ni) specification according to ANSI standard 96.1.82/1; 2 pcs. pressure transducers for example 1 pce -1/ +2 bar; 1 pce 0/20 bar or higher if needed from refrigerant side; 1 pce power transducer 0-1200W; +/- 0,5% or higher if needed from model side; 1 pce. current transducer 0-10 A; +/- 1% or higher if needed from model side; 1 pce. energy transducer (0- 1200 W; 0-10A or higher if needed from model side):
Transfair Engineering: Designing Cooling Circuits. 10. Final Tests, Refrigerator Thermo-Insulated Test Room and Measurement Equipment
p. 112
1 pce voltage transducer (60-270 V, 50-60 Hz).
Max. load for all a.m. transducers are: max. = 36 A for 5 sec. Un = 110 V/115 V and 50/60 Hz or max = 18 A for 5 sec. at Un = 220/230 V and 50/60 Hz This equipment is normally sufficient to measure 2 refrigerators or freezers for designing and optimisation purpose independently from each other. For performance tests to control the reached quality of the production the same equipment can be used; but in this case more refrigerators can be measured parallel, only limited by the measurement channels (each proposed interface has 8 analogue inputs, 2 units 16, 3 units 24 channels etc.). Transfair has developed such computerised measurement hard- and software by combining reliable and cheap standard components. See Transfair Engineering: Refrigerator Test Room Equipment and Manuals Description, Manuals, Technical Documentation. Dsseldorf 2000.
10.2.6 Test Packages
For all the 3 methods of performance tests following test packages which simulate lean meat have to be added: 350 kg Tylose test packages 200x100x50mm (1kg each package)) 150 kg Tylose test packages 100x100x50mm (0.5 kg each package) 50 kg Tylose test packages with thermocouples in geometric centre 200x100x50mm (M-Package of 1kg each) 50 kg Tylose test packages with thermocouples in geometric centre 100x100x50mm (M-Package of 0.5 kg each)
10.3. Mechanical Tests
Several mechanical tests have to be applied on the household refrigerators and freezers, concerning: - air tightness of door and lid seals, - opening force of the doors and lids, - durability of hinges and handles, - mechanical strength of shelves and similar components. Details for executing these tests can be taken from the standards.
10.4. Testing of Storage Temperature
The purpose of this test is to check if the appliance fulfils the storage temperature requirements under the ambient temperature of the selected climate class. How to prepare the appliance, how to storage the food into the freezer and where to position the temperature probes are described in ISO standard 15502 (under chapter 13 of previously valid ISO 7371, 5155, 8187.
10.5. Water Vapour Condensation Test
The Water vapour condensation test is made to determine the extend of condensation of water on the external surface of the cabinet under specific ambient conditions and humidity. The test conditions and procedures are described in chapter 14 of these standards.
Transfair Engineering: Designing Cooling Circuits. 10. Final Tests, Mechanical, Storage Temperature, Water Vapour, Energy Consumption, Temp.rise p. 113
10.6. Energy Consumption Test and Labelling
The energy consumption test tests the energy consumption (W/24h) of an appliance over a period of 24h running under stable conditions at the ambient temperature for which the appliance was designed for (Climate class N, ST, T with 32C 38C or 43C). How to execute this test can be taken from ISO standard 15502 (chapter 15 of ISO 7371, 5155, 8187) and in Europe it has to follow EN153 (2006) for classification in group A-G (see Annex).
10.6.1. Energy labelling system
To reduce energy consumption many countries have introduced energy consumption labelling systems for household products in which the groups of household equipment on each market are compared with each other concerning their energy consumption. Many countries (EU and neighbour countries, USA, Canada, Japan, Korea have agreed of labelling classes A to G. In Europe the labelling system is according to EU rules 94/2/EC amended with 2003/66/EC (by introducing A+A++ classes) and the test procedure to be applied is according to the EU standard EN 153 (1996, revised prEN153 2005) and will be checked once per year (see Annex).
10.6.2. Calculation of EU Energy Label Efficiency classes
For cold-appliances the efficiency class grades A to G were defined for each product category in terms of an energy efficiency index I (defined as the tested model electricity consumption divided by the prescribed "average" model consumption for a unit of the same adjusted volume) as given in Table 1. Table 1: Relative efficiency grades used in the EU energy label for cold-appliances Calculations: Energy Efficiency Energy Index I Efficiency Class I=AC/SCa *100 30>I A++ where: AC= annual energy consumption of appliance A+ 42>I30 SCa= standard annual energy consumption a of appliance A 42>I55 0.55<I<0.75 0.75<I<0.90 0.90 5 I < 1.00 1.00 5 I < 1.10 1.10<I<1.25 1.25 I B C D E F G Completely Phased out in EU 2004 SCa= Ma * (Vc *(25-Tc)/20 *FF*CC*BI) + Na *+ CH where: Vc is the net volume [l] of compartment Tc is the design temperature [C] of the compartment Ma and Na values see table 2 FF, CC, BI and CH values see table 3
Thus, a G class model uses 125% or more energy of an "average" cold-appliance of the same type and the same adjusted volume, while an A class model uses less than 55% of an average appliance of the same type and adjusted volume. The energy consumed by an average appliance of a given type and adjusted volume is calculated from the appropriate average performance reference line equation given in Table 1 and based on the values measured under the norm EN 153. Table 2: Type of appliance and Ma and Na factor values Type of appliance Temperature of coldest compartment 1 Larger Fridge > 6 C 2 Refrigerator/chiller > 6 C 3 Refrigerator no star > 6 C 4 Refrigerator * 6 C * 5 Refrigerator ** 12 C ** 6 Refrigerator ***/ 18 C ***/*(***) 7 Fridge-freezer *(***) 18 C ***/*(***) 8 Upright freezer 18 C *(***) 9 Chest freezer 18 C *(***) 10 Multi-door or other appliance
M 0,233 0,233 0,233 0,643 0,450 0,777 0,777 0,539 0,472 (1)
N 245 245 245 191 245 303 303 315 286 (1)
Transfair Engineering: Designing Cooling Circuits. 10. Final Tests, Mechanical, Storage Temperature, Water Vapour, Energy Consumption, Temp.rise p. 114
(1) For these appliances, the temperature and star rating of the compartment with the lowest temperature will determine the values of M and N. Appliances with 18 C *(***) compartments shall be considered as fridge-freezers *(***).
Table 3: Correction factor Correction factor Value FF (frost-free) 1,2 1 CC (climate class) 1,2 1,1 1 BI (built-in) 1,2 1 CH (chill 50 Kwh/y compartment) 0
Condition For frost-free (ventilated) frozen food compartments Otherwise For tropical appliances For subtropical appliances Otherwise For built-in appliances (1) of under 58 cm in width. Otherwise For appliances with a chill compartment of at least 15 litres Otherwise
(1) An appliance is built-in only if it is designed exclusively for installation within a kitchen cavity with a need of furniture finishing, and tested as such.
New EN153 2006. The revised version EN153 2006 as result of new EN 15502 (2003) is still under vote and being expected to become valid End of 2006. It concerns following changes: The fridge mean temperature for the storage test (Table 2) is 4C with allowed maximum and minimum temperatures of 8C and 0C. (The fridge mean temperature for the energy test (Table 5) remains at 5C and must operate between 10C and 0C). Two tests and an interpolation can be carried out for forced-air (frost-free) appliances. (In the current EN ISO 8561, only one test is allowed so that there is no temperature deviation warmer than 15C during the defrost cycle). After the first stabilisation and test period, a further test should be carried out which must be within a temp of 0.5C and the energy should be within 3%. The temperature below the test platform is measured and should be within 1.5K of the ambient temperature (Clause 8.4). (This is currently not measured, the room ambient must be 25 0.5C). The new test voltage will be 230 V. The current EN 153 specifies 220 V. The energy consumption is adjusted by an ambient temperature correction factor (Clause 15.2.1). Background. The test for all appliances involves setting each compartment(s) to the characteristic temperature as follows: COMPARTMENT CHARACTERISTIC TEMPERATURE Cellar +8 to +14C Fresh food compartment (Fridge) mean of +5C Chill -2 to +3C 1 star No warmer than -6C 2 star No warmer than -12C 3 star No warmer than -18C 4 star (Freezer) No warmer than -18C A cellar compartment is useful for storing fruit, vegetables, beer and wine. The market share for these is very small. A chill compartment is useful for storage of delicate foodstuffs e.g. fish, meat and shellfish. Chill compartments are normally only available with frost-free fridge-freezers. The storage time for the various star compartments will be indicated on food packaging but typically it is: 1 star 1 week 2 star 1 month 3 star 3 months A 4 star compartment is a true freezer i.e. it can freeze down fresh food from room temperature and will have a freezing capacity an amount in kg which can be frozen in 24 hours declared on the rating plate. The freezing capacity test is also covered in EN 153. Exempting frost-free appliances cooled by forced air, once the region of the characteristic temperature has been found two 24 hour tests will be carried out; one slightly above and the other slightly below the characteristic temperature. An interpolation will determine the energy consumption at the precise temperature.
Transfair Engineering: Designing Cooling Circuits. 10. Final Tests, Mechanical, Storage Temperature, Water Vapour, Energy Consumption, Temp.rise p. 115
Compartments cooled by forced air are normally frost-free and currently undergo only one test run. This may change with the introduction of the combined standard (ISO EN 15502). This defrost cycle has temperature and time restrictions. Frozen food compartments are packed full of tylose which represents the thermal characteristics of lean beef. (The US test standard uses a sawdust mixture and the Australian standard uses nothing the compartment is empty!) The volume of the compartment is measured, this crucial to the energy label calculation. For the energy label consumption of the appliance on test is compared with a standard energy consumption for an appliance of that type and size or net volume. This net volume is typically 10 15% greater than the volume which can be realistically used by the consumer. Door opening. Unlike the test for commercial refrigeration (EN 441), neither the current or proposed EN 153 has any door opening aspect. Since the ambient temperature is 25C, there is an argument that this presents a similar situation to heat ingress that would be experienced with door opening. Comparative tests between door opening and doors shut have been conducted (See BNC11). MTP research[1] suggests that energy consumption measured for energy label information reflects real use, including compensating for a lack of any door openings and the more typical UK 20C ambient. However the energy label testing cannot present ingress of humidity particularly important for automatic frost-free appliances1[2]. This does not matter for timed frost-free appliances, they will defrost every 10-24 hours anyway. With the doors shut for the 3 days of the test, automatic or sensor frost-free appliances may not defrost for 75 hours. Yet in normal use, these will easily show defrost peaks twice per day. One possible solution therefore would be to have a door opening condition for (some) frost-free appliances during the test for energy. Alternatively, these appliances could loose their favourable 1.2 factor in the energy index calculation. Fit for purpose. Fridge temperatures are obviously important for food safety and therefore storage temperatures colder than 5C are to be welcomed. Appliances with longer cycling times may find it difficult to keep a mean of 4C within the boundaries of 0 and 8C. It is disappointing that the mean for the energy test in either the prEN 153 or ISO 15502 also has not moved to 4 or even 3C. Since 1.7.2010 EU forbid sales of household refrigerators class B-G and only allow sales of class A . furthermore the class is split into 4 groups A, A+, A++, A+++. Each extra + means a 20% higher efficiency respective a 20% less energy consumption, so that A+++ is 60% more effective as A. MTP research comparing the standard energy test with a 'real use' scenario shows that some fresh food compartments (fridges) do not quickly recover their correct temperatures. Further research is necessary to consider this issue. Energy Labelling EN 441 for commercial refrigeration. Similar labelling system exists for commercial refrigerators.
10.6.3. Impact of EU Policy and Measures - a Story of Success
The efficiency spread indicated in these classes is based on several considerations: 1) The efficiency of models on the EU cold-appliance market tends to be distributed like a slightly skewed
Gaussian function except that there is a long tail on the side of the inefficient models while the efficiency of the most efficient model is bounded.
Transfair Engineering: Designing Cooling Circuits. 10. Final Tests, Mechanical, Storage Temperature, Water Vapour, Energy Consumption, Temp.rise p. 116
2) The aim of the label is to encourage people to buy more efficient appliances - this means that it is not necessary to set the width of the efficiency classes such that there are an equal number of models in each class, but rather in such a way that it is a compromise between reflecting the real efficiency distribution of the market at the time that the label is introduced and the efficiency distribution one may hope to achieve after some years. Thirdly, that the highest efficiency class needs to be theoretically attainable even if it is not attained by any model at the time the label is introduced. When the cold-appliance energy label was introduced in 1994 there were almost no models in the A efficiency class available on the market; however, a detailed engineering analysis had shown that it was quite possible to manufacture A class models. Since that time several hundred A class models have become available on the EU market, justifying the principle of leaving the top efficiency class almost empty when a new labelling benchmark is set. Meanwhile C-G models vanished completely from the market mainly already as market result. An EU Voluntary Commitment for cold appliances is negotiated with industry, wherein the current C class appliances are phased out as per January 2004 followed by a "fleet" (i.e., weighted according to the sales of the different models for each manufacturer) average efficiency of new products, reaching the EEI=52 level by 2006. A new scaling is under negotiation in EU to be established soon.
10.7. Noise of cooling system
Also the noise of a refrigerator of the refrigerator should be tested, for example according to European rule 86/594/EEC and according to test procedure standard EN 28960. Correct made R600a systems have low noise as result of low pressures. If the noise is higher, it contains air or other non condensable gases from the beginning or as result of leak in the low pressure side, with is -0,5 bar underneath the atmosphere. In Europe it is part of the required label.
10.8. Temperature Rise Test
The purpose of this test is to check the time for the temperature rise of test packages in food freezers and frozen food compartments (***) under special test conditions. The temperature rise time is the period between the moment when the warmest M package in the food freezer compartment reaches -18C to the moment when any of the M-packages (excluding ** sections) first reach a temperature of -9C, when the operation of a refrigerating system is interrupted. How to execute this test can be taken from EN ISO standard 15502 (chapter 16 of ISO 7371, 5155, 8187).
10.9. Freezing Test and Ice-Making Test
Freezing test (only for refrigerators with freezer compartment and freezers). The freezing capacity is the capacity of freezing down food simulated with Tylose test packages in a defined time or quantity under the ambient temperature of the selected climate class. The test conditions and procedures are described in new EN ISO standard 15502 (as well as in not more valid ISO 5155, 8187, chapter 17. Ice making test (only for refrigerators). For refrigerators with temperature areas underneath 0C (* or ** compartments) an ice making test instead of a freezing test have to be executed according to ISO standard 15502 (chapter 17 of previously valid ISO 7371). The ice making capacity described the quantity of ice a system is able to produce during 24h. Alternatively it also can describe the time a water filled tray with a defined quantity of water needs to freeze.
10.10. Test of Absence of Odour and Taste
With this test the absence of odour and taste in an appliance is tested. The test conditions and procedures are described in ISO standard 15502 (chapter 19 of the previously valid standards ISO 7371, 5155, 8187).
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 10. Final Tests, R600a Properties Tables
p. 117
10.11. Refrigerator Performance Tests
Calorimetric tests. A calorimetric test was already described in the chapter "Condenser" under "Testing the condenser mounted on a refrigerator". The whole refrigeration circuit can be measured and optimised by the same test configuration. But before we describe a systematic testing of the system necessary for optimisation of single components including capillary tube we have to optimise first the charging quantity of the refrigerant to be able to execute further tests. This test of determining the optimal refrigerant filling quantity has always been repeated if the volume of the condenser suction tube, condenser or evaporator changes. See for the determination of the refrigerant filling quantity chapter 7.5.) All measurements with a calorimeter can be made acc. to DIN 8977 with type "Secondary-liquid-calorimetric procedure A as described in details in this standard. In practise the temperatures of the refrigerant at the inlet of the capillary tube or expansion valve are not on the left curve of the InPi-diagram, but slightly lower. For comparison reasons the CECOMAF GT4-001 standard request to recalculate all results to be on the left curve of the Mollier diagram (InP-i-diagram) to gain following 2 standard conditions for the calorimetric measurements: Measurements 1 2 Evaporator temp. Condenser temp. Superheat Ambient temp. -25C 55C 32C 32C -30C 40C 32C 32C
The first measurement stage is recommended by CECOMAF GT4-001 as basis for the catalogues' values of LBP compressors (LBP = Low Back Pressure = low evaporating temperature as used for our applications). The second measurement stage has relations to the operation conditions which we find at the stage just before the thermostat cut off to determine the standard energy consumption. Already out of these a.m. temperature measurements on the refrigerator system and the maintaining of the temperature in the cabinet according to the applied class of the standard we can calculate the reached performance. To improve the data set for performance calculation we should also register the high pressure reached on the condenser and, if existing, the temperatures on the oil cooler. So we will have - beside of the maintained temperatures - in the cabinet according to the supplied standard and class following ENTRY DATA set: Entry Data: Refrigerator duty Evaporator temperature Condenser temperature Suction condition Delivery condition Liquid return temperature High pressure Unit kW C C C C C bar abs. For example: 0,2KW -25C +55C +52C +60C +24C
10.12. Refrigerator circuit measurement positions
The measurement of the temperatures of cooled or frozen goods, the position of the Tylose packs with thermocouple probes, the quantity of Tylose packs, the temperature of the environment and which performance tests have to be made and how, all these variables are described in all details in the ISO standards (see chapter "STANDARDS" and the relevant ISO standard tests and drawings). We only describe here where to position the temperature thermocouple feelers and the pressure manometers to measure the refrigeration circuit elements on the models to optimise the refrigeration circuit.
CHEST FREEZERS
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 10. Final Tests, R600a Properties Tables
p. 118
Evaporator Temperature. Thermocouple feelers have to be positioned on the evaporator on the inner wall of the chest freezer or freezer's compartment of the refrigerator and on the refrigerator's evaporators as follows: - 1 probe near the entry point of the evaporator coil (Top), - 1 probe on half height (in case of horizontal coils) or in the middle of the side wall behind which the half of the length of the evaporator tube is positioned (in case of vertical serpentine tube evaporator) and - 1 probe at the exit of the evaporator (often at the bottom of the evaporator). The 3 probes can be replaced by one probe if the position of the probe represents the mean temperature of the evaporator according to different measurements. Condenser Temperature. Thermocouples' probes have to be positioned on the tube coils of the condenser. - 1 at the entry point of the condenser - 1 at the middle of the length of the coil and - 1 at the exist point of the condenser. After several trials the 3 measurement points can be replaced by 1 measurement point if the point represents the mean temperature of the condenser. Suction Condition. A small tube inside the foam beside the suction tube from the compressor compartment's side has to be made to place a thermocouple probe on the suction tube. Delivery Condition. A thermocouple has to be positioned on the delivery tube of the compressor. Liquid Return. A thermocouple can be positioned at the inlet of a capillary tube, if accessible, to measure the liquid return temperature. Often chest freezers have the capillary tube inside the foam. In this case the same hole as the one for the suction condition can be used to position the thermocouple probe. High Pressure. On the tube between compressor and condenser a small hole can be pierced with a special piercing tool and connector valve without soldering. For example: Refco tube piercing valve HP-41, or Refco Tupper valve E2 36-1 or Refco supper rap LT-36 (5mm, 3/16"), LT-46 (6mm, 1/4" ), LT-56 (8mm, 5/16"), LT-66 (10mm; 3/8); with soldering also the cheap connectors Refco A-31905, A-31906, A-31908, A-31910 can be used. A valve pressure gauge has to be connected to this valve. In case of the chest freezer also a hole can be pierced in the filter-dryer and a connector tube can be soldered to this hole. Low Pressure. A vacuum gauge on the compressor filling tube will be connected to measure the low pressure side with a vacuum gauge. The connection between tube and gauge can be a Hansen coupler to be able to fill the system again when needed.
10.13. Test Panels
It is not possible to describe for all variations of designing and development a systematic test panel. Therefore we will only mention proceedings normally used. To optimise a given system we have to vary components which seem not yet optimal selected and to measure the a.m. data and then to calculate their performance results out of these data. The test panel should be selected in the way that we start to vary components from which we believe that it weakens the most our system balance. How to test, measure and optimise each component used in the refrigerator was already described in the previous chapters. After optimising each component we vary the next one and so on. Many components can be dimensions already according to experience and calculation as described in the previous chapters. But the final diameter and length of the capillary tube under the selected standard and classes to be fulfilled and the optimal charge with refrigerant can only be gained by systematic tests. Between the limits of pre-tests performance tests can be performed to optimise the single refrigerator model. Test panels and test proceedings cannot be designed for all variations of models, but only for each single refrigerator model design and its problem. We can supply our clients with computerised measurement hard- and software to measure systematically the relevant data and to evaluate the data under the reached performances of the refrigeration system.
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 10. Final Tests, R600a Properties Tables
p. 119
10.14. Refrigeration Performance Calculation and Evaluations
There exist different refrigerator system calculation programmes on the market which allow calculating out of the a.m. entry data the important performance results of a refrigerator, depending on which refrigerant were used. Results COP - coefficient of refrigerator performance Vol. Flow (suction): Mass flow: High pressure: Low pressure: Pressure ratio: Pressure difference: m /h kg/sec bar abs. bar abs. bar abs.
Such programs can also be received through the suppliers of refrigerants. For our customers we add a programme which can be used to calculate out of the a.m. measured entry data the reached performance of the refrigerator under good conditions, like Specific Enthalpies: End of Evaporation - Compressor suction - Compressor Delivery - Expansion valve/Capillary Delta Hs - Refrigeration Effect - Superheat - Compressor Work - Total Heat Rejected - Sub cooling Unit kJ/kg kJ/kg kJ/kg kJ/kg Unit kJ/kg kJ/kg kJ/kg kJ/kg kJ/kg
Such performance calculation bases on measurements and following refrigerant properties and formulas: FOR EXAMPLE FOR HFC 134a following calculations and tables are used. The US-National Institute of Standards and Technology (NIST) have issued such a program with a database Reference Fluid Thermodynamic and Transport Properties Database (REFPROP) which allows the calculation of thermodynamic properties under ideal conditions of different refrigerants. It can be purchased online for US$ 200 at http://www.nist.gov/srd/nist23.htm and the Manual can be seen at http://www.nist.gov/srd/webguide/nist23-7/23v7.htm#2.%20INSTALLATION . The comparison of measured data with these calculated optimal data allow the systematic improvement of the circuit by intervening in the areas with higher deviations.
10.14.1. PROPERTY R134a, R600a and R290
PROPERTY Molecular Weight Boiling Point (1 atm ) Melting Point Critical Temperature Critical Pressure Critical Density Vapour Pressure (25C) Latent Heat of Vaporisation at nBpt Saturated Vapour Density at nBpt Trouton's Constant Coeff. Vol. Therm. Exp. (LIO, 20C) Speed of Sound (sat. LIQ)(25C) Adiabatic Exponent (VAP)(25C/2.9bar) Acentric Factor Dielectric Constant (VAP)(25C/1 atm) Dielectric Strength (R12=1) Specific Resistivity (LIO) AC UNITS C C C bara kg/I bara kJ/kg kg/m3 kJ/kg.K K-1 m/s R134a 102.03 -26.22 -101 101 .0 40.55 0.50915 6.63 217 5.231 0.8783 0.003003 (20C) 702 1.142 0.3256 1 .014 0.5 180 R600a R290 58.124 44.096 -11.7 -42,04 -159.6 135.1 96,67 36.5 0.221 3.5 362 405 2.81 2.6 1.86 1.70 1.95*10-3 (0C) 810 814
MOhm. cm
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 10. Final Tests, R600a Properties Tables
p. 120
Specific Resistivity (LIQ) DC Purity Solubility In Water (20C/latm)
MOhm. cm % wt % wt
66000 99.98 0.0773
>/= 99,5 0,0054
10.14.2. EQUITY OF STATE (MARTIN-HOU)
Pr = XTr +
Vr-B
Aj + BjTr + Cj exp (-KTr)
i=1,4 (Vr-B)
i+1
where Tr = T/Tc ,
Pr = P/Pc , Vr = V/Vc = V x RHOc
For R134a:
X = 3.82825 B = 0.2124913803 K = 7.250023581 Tc, Pc, Vc = 374.15(K) Pc = 40.55(bara) Vc = 1.964058842(I/kg) A1 = -10.72969406 B1 = 5.0713498381
C1 = -467.15522467 A2 = 14.034313767 B2 = -8.6811368103 C2 = -679.27189635 A3 = -11.321632367 B3 = 8.0404407351 C3 = 1661.953119 A4 = 3.201606791 B4 = -2.3711553933 C4 = -620.50640774
For R600a:
10.14.3. EXTENDED ANTOINE EQUATION B Ln(P) = A + ----- + DT + ELn(T) where P = vapour pressure bara, T = temperature K
C+T
For R134a:
A = 123.5423 B = -5763.49
D = 0.0304565 C=0 E = -19.55224
For R600a:
10.14.4. LATENT HEAT OF VAPORISATION DHvap = A + Bx + Cx + Dx + Ex4 where x = (1- (T/Tc)) (1/3) , T = Temperature K , Tc = Critical Temperature K, DHvap kJ/kg C = 194.56068 For R134a: For R600a:
A =0 B = 225.00842 D = -142.9851 E = 57.587846
10.14.5. IDEAL GAS HEAT CAPACITY Cp(ideal) = A + BT + CT + DT + E/T C =-2.866246E-06 For R134a:
A = 0.143897 B = 0.003005 D = 1.7812019E-09 E=0
where T = Temperature K , For R600a:
Cp(ideal) kJ/kg.K
10.14.6. SATURATED LIQUID ENTHALPY Hliq = A+Bx+Cx+Dx+Ex4 where x = (1- (T/Tc)) (1/3) , T = Temperature K , Tc = Critical temperature K , Hliq kJ/kg C = 58.162283 For R134a: For R600a:
A = 289.6766 B = -120.9303 D = -610.8266 E = 166.65826
10.14.7. LIQUID DENSITY dliq = A + Bx + Cx + Dx + Ex4 For R134a:
A = 509.14972 B = 902.40197
where x = (1- (T/Tc)) (1/3) , T = Temperature K, Tc = Critical temperature K, dliq kg/m C = 637.09745 For R600a:
D = -504.3096 E = 415.766
10.14.8. LIQUID VISCOSITY Ln liq = A + B/T + C/T + D/T
where
T = Temperature K ,
liq
cP
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 10. Final Tests, R600a Properties Tables
p. 121
For R134a:
A =-8.52527 B = 2984.6992
C =-275736 D=0
For R600a:
10.14.9. LIQUID THERMAL CONDUCTIVITY Kliq = A+Bx+Cx+Dx where x = (1- (T/Tc)) (1/3) , T = Temperature K , Tc = Critical temperature K , Kliq W/m. K For R134a: For R600a:
A = 0.078573 B = -0.146406 C = 0.265347 D=0
10.14.10. SURFACE TENSION where T = Temperature K , Tc = Critical temperature K , mN/m = A(1-T/Tc)1.26 For R134a: A = 60.4 For R600a: 10.14.11. SATURATED VAPOUR DENSITY dvap = A + Bx + Cx + Dx + Ex4 where x = (1- (T/Tc)) (1/3) ,T = Temperature K , Tc = Critical temperature K , dvap kg/m For R134a: -50 to 0C 0 to +80C For R600a:
A = -403.0344 B = 5002.9036 C = -14972.63 D = 17151.088 E = -6831.522 A = 455.45416 B = -493.8403 C = -1740 D = 2957.1827 E = -1108.366
10.14.12. VAPOUR VISCOSITY (SAT. VAPOUR) vap = A + BT + CT + DT where T = Temperature K, For R134a: For R600a:
A = -.049881 1323 B = 6.239809E-04 C =-2.21507E-06 D = 2.82253899E-09
vap cP
10.14.13. VAPOUR THERMAL CONDUCTIVITY(SAT.VAPOUR) K gas = A + BT + CT + DT where T = Temperature K, Kgas W/m.K For R134a:
A = -.012605 B = 1 .09279E-04 C = -1 .604876E-07 D = 3.0361 55E-10
10.14.14. VAPOUR SPEED OF SOUND (SAT. VAPOUR) = A + BT + CT + DT+ E/T where T = Temperature K, C = 0.037823 For R134a: For R600a:
A = 2619.19 B = -14.14725 D = -3.9099E-05 E =-171017.1
m/s
10.15. Tables
10.15.1 R134a LIQUID AND SATURATED VAPOUR ENTHALPY AND LATENT HEAT
TEMP C -50.0 -40.0 -30.0 -20.0 -10.0 0.0 10.0 LIQUID LATENT ENTH HEAT -----------kJ/kg----------35.26 232.00 47.85 225.83 60.60 219.39 73.53 212.66 86.65 205.59 100.00 198.13 113.59 190.23 SAT VAP LIQUID ENTH cP -----kJ/kg K--267.26 1.2507 273.67 1.2666 279.98 1.2838 286.18 1.3026 292.24 1.3233 298.13 1.3463 303.82 1.3723 ID.GAS cP 0.6916 0.7113 0.7308 0.7499 0.7687 0.7872 0.8055
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 10. Final Tests, R600a Properties Tables
p. 122
20.0 25.0 30.0 40.0 50.0 60.0 70.0 80.0
127.46 134.51 141.65 156.23 171.28 186.93 203.42 221.20
181.79 177.33 172.70 162.80 151.88 139.58 125.30 107.88
309.25 311.84 314.35 319.03 323.16 326.51 328.72 329.08
1.4022 1.4189 1.4372 1.4794 1.5323 1.6023 1.7028 1.8694
0.8234 0.8323 0.8411 0.8586 0.8758 0.8928 0.9096 0.9262
10.15.2 R134a LIQUID DENSITY AND VISCOSITY AND SURF TENSION TABLE:
TEMP C -50.0 -40.0 -30.0 -20.0 -10.0 0.0 10.0 20.0 25.0 30.0 40.0 50.0 60.0 70.0 80.0 VAPOUR PRESS Bara 0.294 0.512 0.844 1.328 2.005 2.924 4.136 5.697 6.628 7.669 10.118 13.116 16.742 21.081 26.229 LIQUID DENSITY kg/m 1444 1416 1388 1358 1327 1295 1261 1226 1207 1188 1147 1103 1053 997 929 LIQUID VISCOSITY cP 0.50 0.45 0.40 0.35 0.31 0.27 0.24 0.21 0.20 0.19 0.16 0.15 0.13 0.11 0.10 LIQ.THERM COND W/m.K 0.115 0.111 0.107 0.103 0.099 0.095 0.091 0.086 0.084 0.082 0.078 0.074 0.069 0.065 0.061 SURF TENSION mN/m 19.3 17.7 16.1 14.6 13.1 11.6 10.2 8.78 8.11 7.44 6.14 4.90 3.72 2.62 1.60
10.15.3 R134a SATURATED VAPOUR DENSITY AND VISCOSITY, THERMAL CONDUCTIVITY AND SPEED OF SOUND TABLE:
TEMP C -50.0 -40.0 -30.0 -20.0 -10.0 0.0 10.0 20.0 25.0 30.0 40.0 50.0 60.0 70.0 80.0 SAT.VAPOUR DENSITY kg/m 1.650 2.772 4.431 6.791 10.05 14.42 20.19 27.70 32.24 37.38 49.80 65.78 86.62 114.45 153.46 SAT.VAPOUR VISCOSITY cP 0.0104 0.0110 0.0115 0.0119 0.0124 0.0128 0.0133 0.0138 0.0141 0.0143 0.0150 0.0157 0.0165 0.0175 0.0185 SAT.VAPOUR SPEED THERM.COND OF SOUND W/m.K m/s 0.0072 140.9 0.0080 143.2 0.0088 144.9 0.0097 146.1 0.0106 146.7 0.0115 146.7 0.0124 146.2 0.0133 145.0 0.0138 144.1 0.0142 143.1 0.0152 140.3 0.0162 136.6 0.0172 131.8 0.0183 125.7 0.0193 118.2
Further details for R134a can be take from Transfair Calculation Performance Programme, from NIST REFPROP Version 4 of IIR thermodynamic basis, from different programmes of the refrigerant supplier and their tables. For R134a a wide range of offers of such data programmes and tables exist already on the market while such data for R600a and mixtures are not as available as for R134a. Therefore we publish it inside this booklet:
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 10. Final Tests, R600a Properties Tables
p. 123
10.15.4. SATURATED VAPOUR PRESSURE OF R600a and R290
Saturated Vapour Pressure of R600a
t C -40 -39 -38 -37 -36 -35 -34 -33 -32 -31 -30 -29 -28 -27 -26 -25 -24 -23 -22 -21 -20 -19 -I8 -17 -I6 -I5 -14 -I3 -12 -11 -10 -9 -8 -7 -6 -5 -4 -3 -2 -1 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 I8 19 20 p kPa 28,8 30.3 31,8 33,5 35,2 36,9 38,7 40,6 42.6 44,6 46,8 49.0 51.2 53,6 56,l 58,6 61,2 63,9 66.8 69.7 72,7 75,8 79,0 82,3 85,7 89,3 92,9 96 7 100,6 104.6 108,7 112,9 117,3 121,8 126,4 131,2 136,1 I41,2 146,4 151,7 157,2 162,8 l68,6 174,6 I80,7 187,0 193,4 200,0 206,8 213,7 220,9 228,2 235,7 243,3 251,2 259,2 267,5 275,9 284,6 293,4 302,5 v' v" 1/kg l/kg h' kJ/kg h" kJ/kg 502,9 504,2 505,4 506,7 508,0 509,3 510,6 511,6 513,2 514,5 515,8 517,1 518,1 519,7 521,0 522,3 523,6 525,0 526,3 527,6 528,9 530,3 531,6 532,9 534,3 535,6 537,0 538,3 539,7 541,0 542,4 543,7 545,1 546,4 547,8 549,2 550,5 551,9 553,3 554,6 556,0 557,4 558,7 560,1 561,5 562,9 564,2 565,6 567,0 568,4 569,8 571,1 572,5 573,9 575,3 576,7 578,0 579,4 580,5 582,2 553,6 r kJ/kg 390,5 389,6 388,8 387,9 387,1 386,3 385,4 384,6 383,7 382.9 382,0 381,2 380,3 379,5 378,7 377,8 377,0 376,1 375,3 374,4 373,6 372,7 371,8 371,0 370,1 369,3 368,4 367,5 366,7 365,8 364,9 364,0 363,2 362,3 361,4 360,5 359,6 358,7 357,8 356,9 356,0 355,1 354,2 353,2 352,3 351,4 350,5 349,5 348,6 347,6 346,7 345,7 344,7 343,8 342,8 341,8 340,8 339,8 338,8 337,8 336,8 s' s" T p kJ/kgK kJ/kgK C kPa 0,655 0,664 0,673 0,682 0,691 0,700 0,708 0,717 0,726 0,735 0,744 0,753 0,762 0,770 0,779 0,788 0,796 0,805 0,814 0,822 0,831 0,840 0,848 0,857 0,865 0,874 0,882 0,891 0,899 0,908 0,916 0,925 0,933 0,942 0,950 0,958 0,967 0,975 0,983 0,992 1,000 1,008 1,017 1,025 1,033 1,041 1,050 1,058 1,066 1,074 1,083 1,091 1,099 1,107 1,115 1,124 1,132 1,140 1,148 1,156 1,164 2,329 2,328 2,326 2,324 2,323 2,321 2,320 2,319 2,317 2,316 2,315 2,314 2,313 2,312 2,311 2,310 2,309 2,309 2,308 2,307 2,307 2,306 2,306 2,305 2,305 2,304 2,304 2,304 2,303 2,303 2,303 2,303 2,303 2,303 2,303 2,303 2,303 2,303 2,303 2,303 2,303 2,304 2,304 2,304 2,304 2,305 2,305 2,306 2,306 2,306 2,307 2,307 2,308 2,309 2,309 2,310 2,310 2,311 2,312 2,312 2,313 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 311,7 321,2 330,9 340,8 351,0 361,3 371,9 382,7 393,8 405,1 416,6 428,4 440,4 452,7 465,2 478,l 491,1 504,5 504,5 531,9 546,0 560,4 575,1 590,1 605,4 620,9 636,8 652,9 669,4 686,1 703,2 720,6 738,3 756,4 774,7 793,4 812,4 83l,S 851,5 871,5 891,8 912,5 933,6 955,0 976,8 999,0 1021,5 l044,4 1067,7 1091,3 1115,4 1139,8 1164,6 1189,9 1215,5 1241,5 1267,9 1294,8 1322,1 1349,7 v' v" 1/kg l/kg 1,80 1,80 l,8l 1,81 1,82 1,52 1,82 1,83 1.83 1,84 l,84 1,85 1,85 1,85 1,86 1,86 1,87 1,87 1,88 I,88 1,89 1,89 1,90 1,90 1,91 1,91 1,92 1,92 1,93 1,93 1,94 1,94 1,95 1,95 1,96 1,97 1,97 1,98 1,98 1,99 2,00 2,00 2,01 2,01 2,02 2,03 2,03 2,04 2,05 2,05 2,06 2,07 2,07 2,08 2,09 2,10 2,10 2,11 2,12 2,13 123,7 120,2 116,9 113,6 1l0,5 107,4 104,5 101,6 98,9 96,2 93,7 91,2 88,7 86,4 84,1 81,9 79,5 77,8 75,5 73,8 71,9 70,1 68,4 66,6 65,0 63,4 61,8 60,3 58,8 57,3 55,9 54,6 53,3 52,0 50,7 49,5 48,3 47,2 46,l 45,0 43,9 42,9 4l,9 40,9 40,0 39,0 38,1 37,2 36,4 35,5 34,7 33,9 33,2 32,4 31,7 30,9 30,2 29,5 28,9 28,2 h' kJ/kg 249,2 25l,6 254,1 256,5 258,9 261,4 263,8 266,3 268,8 271,2 273,7 276,2 278,7 281,2 283,7 286,3 288,8 291,3 293,9 296,4 299,0 301,6 304,2 306,8 309,4 312,0 314,6 317,2 319,9 322,5 325,2 327,9 330,6 333,3 336,0 338,7 341,4 344,2 346,9 349,7 352,4 355,2 358,0 360,8 363,7 366,5 369,3 372,2 375,1 378,0 380,9 383,8 386,7 389,7 392,6 395,6 398,6 401,6 404,6 407,7 h" kJ/kg 585,0 586,3 587,7 589,1 590,5 591,9 593,2 594,6 596,0 597,4 598,7 600,1 601,5 602,9 604,2 605,6 607,0 608,3 609,7 6ll,l 612,4 6l3.8 615,1 6I6,5 617,8 619,2 620,5 621,9 623,2 624,5 625,9 627,2 628,5 629,8 631,1 632,5 633,8 635,1 636,4 637,7 638,9 640,2 641,5 642,8 644,0 645,3 646,6 647,8 649,0 650,3 651,5 652,7 653,9 655,1 656,3 657,5 658,7 659,9 661,0 662,2 r kJ/kg 335,7 334,7 333,7 332,6 331,5 330,5 329,4 328,3 327,2 326,1 325,0 323,9 322,8 321,6 320,5 319,3 318,2 317,0 315,5 3l4,6 313,4 312,2 310,9 309,7 308,4 307,2 305,9 304,6 303,3 302,0 300,6 299,3 297,9 296,6 295,2 293,8 292,4 290,9 289,5 288,0 286,5 285,0 283,5 281,9 280,4 278,8 277,2 275,6 274,0 272,3 270,6 268,9 267,2 265,5 263,7 261,9 260,1 258,3 256,4 254,5 s' s" kJ/kgK kJ/kgK 1,173 1,181 1,189 1,197 1,205 1,213 1,221 1,229 1,238 1,246 1,254 1,262 1,270 1,278 1,286 1,294 1,302 1,310 1,319 1,327 1,335 1,343 1,35l 1,359 1,367 1,375 1,383 1,391 1,400 1,408 1,416 1,424 1,432 1,440 1,448 1,456 1,465 1,473 1,481 1,489 1,497 I,505 l,5l4 1,522 1,530 1,538 1,547 l,555 1,563 1,571 1,580 1,588 1,596 1,605 1,613 1,621 1,630 l,638 1,646 1,655 2,314 2,315 2,315 2,316 2,317 2,318 2,319 2,320 2.321 2,321 2,322 2,323 2,324 2,325 2,326 2,327 2,328 2,329 2,330 2,331 2,332 2,333 2,334 2,339 2,337 2,338 2,339 2,340 2,341 2,342 2,343 2,344 2,346 2,347 2,348 2,349 2,350 2,351 2,352 2,354 2,355 2,356 2,357 2,359 2,359 2,360 2,362 2,363 2,364 2,365 2,366 2,367 2,368 2,369 2,370 2,371 2,372 2,373 2,376 2,376 1,60 1142,9 112,4 1,60 1090,4 114,5 1,61 1040,8 116,6 l,61 994,0 118,8 1,61 949,7 120,9 1,62 907,7 123,0 1.62 868.0 125,2 I,62 830,4 127,3 1,62 794,5 129,4 I.63 761,0 131,6 1,63 729,0 133,7 1,63 698,6 135,9 I.63 669,7 138,0 1,64 642,3 140,2 1,64 6l6,2 142,3 1,64 591,5 144,5 1,65 567,9 146,7 1,65 545,5 148,8 1,65 524,1 I51,0 1,66 503,8 153,2 1.66 484,4 155,4 I,66 465,9 157,6 1,66 448,3 159,8 1,67 431,5 162,0 I,67 415,5 I64,2 1,67 400,2 166,4 1,68 385,5 168,6 I,68 371,6 170,8 l,68 358,2 173,0 1,69 345,5 175,2 1,69 333,2 177,5 1,69 321,6 179,7 1,70 310,4 181,9 1.70 299,7 184,2 1,70 289,4 186,4 1,71 279,6 188,7 1,71 270,1 190,9 1,71 261,1 193,2 1,72 252,4 195,4 1,72 244,1 197,7 1,72 236,1 200,0 1,73 228,5 202,3 1,73 221,1 204,6 1,73 214,0 206,9 1,74 207,2 209,2 1,74 200,7 211,5 1,74 194,4 213,8 1,75 188,4 216,1 1,75 182,5 218,4 1,75 176,9 220,8 1,76 171,6 223,1 1,76 166,4 225,4 1,76 161,4 227,8 1,77 156,6 230,1 1,77 151,9 232,5 1,78 147,4 234,9 1,78 143,1 237,2 1,78 139,0 239,6 1,79 135,0 242,0 1,79 131,1 244,4 1,80 127,3 246,8
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 10. Final Tests, R600a Properties Tables
p. 124
Saturated Vapour Pressure of R290 (Propan)
t C p kPa v' v" 1/kg 1/kg 610,4 583,3 557,7 533,5 510,5 488,8 468,2 448,6 430,1 412,5 395,7 379,8 364,7 350,3 336,6 323,6 311,2 299,4 288,1 277,3 267,1 257,2 247,9 238,9 230,4 222,2 214,4 206,9 199,8 192,9 186,3 180,0 174,0 168,2 162,7 157,3 152,2 147,3 142,6 138,0 133,7 129,5 125,5 121,6 117,8 114,2 110,8 107,4 104,2 101,1 98,1 95,3 92,5 89,8 87,2 84,7 82,3 82,3 80,0 77,7 75,5 73,4 71,4 69,4 67,5 65,7 h' kJ/kg 75,5 77,8 80,2 82,7 85,1 87,5 89,9 92,3 94.7 '27.1 99,5 102,0 104,4 106,8 109.2 111,7 114,1 116,6 119,0 121,4 123,9 126,4 128,8 171,3 133,8 136,2 138,7 141,2 143,7 146,2 148,7 151,2 153,7 156,2 158,7 161,3 163,8 166,3 168,9 171,4 174,0 176,6 179,1 181,7 184,3 186,9 189,5 192,1 194,7 197,4 200,0 202,6 205,3 207,9 210,6 213,3 216,0 216,0 218,7 221,4 224,1 226,8 229,5 232,3 235,0 237,8 h" kJ/kg 524,9 526,0 527,2 528,4 529,6 530,7 531,9 533,1 534,3 535,5 536,7 537,8 539,0 540,2 541,4 542,6 543,8 545,0 546,1 547,3 548,5 549,7 550,9 552,1 553,3 554,5 555,6 556,8 558,0 559,2 560,4 561,6 562,8 563,9 565,1 566,3 567,5 568,6 569,8 571,0 572,2 573,3 574,5 575,7 576,8 578,0 579,1 580,3 581,4 582,6 583,7 584,9 586,0 587,1 588,3 589,4 590,5 590,5 591,6 592,8 593,9 595,0 596,1 597,2 598,3 599,3 r kJ/kg 449,4 448,2 447,0 445,7 444,5 443,3 442,1 440,8 439,6 438,4 437,1 435,9 434,6 433,4 432,2 430,9 429,7 428,4 427,1 425,9 424,6 423,3 422,1 420,8 419,5 418,2 416,9 415,6 414,3 413,0 411,7 410,4 409,1 407,7 406,4 405,0 403,7 402,3 400,9 399,5 398,2 396,8 395,4 393,9 392,5 391,1 389,6 388,2 386,7 385,2 383,7 382,2 380,7 379,2 377,7 376,1 374,6 374,6 373,0 371,4 369,8 368,2 366,5 364,9 363,2 361,6 s' s" T p kJ/kgK kJ/kgK C kPa 0,500 0,511 0,522 0,532 0,543 0,553 0,564 0,574 0,585 0,595 0,606 0,616 0,626 0,636 0,647 0,657 0,667 0,677 0,687 0,697 0,707 0,717 0,727 0,737 0,747 0,757 0,767 0,777 0,787 0,797 0,807 0,817 0,826 0,836 0,846 0,856 0,865 0,875 0,885 0,894 0,904 0,914 0,923 0,933 0,943 0,952 0,962 0,971 0,981 0,990 1,000 1,010 1,019 1,029 1,038 1,048 1,057 1,057 1,067 1,076 1,086 1,095 1,105 1,114 1,124 1,133 2,514 2,511 2,507 2,503 2,500 2,496 2,493 2,490 2,487 2,483 2,480 2,477 2,475 2,472 0,647 2,466 2,464 2,461 2,459 2,456 2,454 2,451 2,449 2,447 2,445 2,443 2,441 2,439 2,437 2,435 2,433 2,431 2,430 2,428 2,426 2,425 2,423 2,421 2,420 2,419 2,417 2,416 2,414 2,413 2,412 2,411 2,409 2,408 2,407 2,406 2,405 2,404 2,403 2,402 2,401 2,400 2,399 2,399 2,398 2,397 2,396 2,395 2,395 2,394 2,393 2,392 15 16 17 18 19 20 21 97 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 731,5 752,0 772,8 794,0 815,7 837,8 860,4 883,4 906,8 930,7 955,1 979,9 1005 1031 1057 1084 1111 1139 1167 1196 1225 1255 1285 1316 1347 1379 1411 1444 1478 1512 1546 1581 1617 1654 1690 1728 1766 1805 1844 1884 1925 1966 2008 2050 2094 2137 2182 2227 2273 2319 2366 2414 2463 2512 2562 2612 2664 2716 2769 2822 2877 2932 2988 3044 3102 3160 v' v" h' 1/kg 1/kg kJ/kg 1,97 1,98 1,98 1,99 1,99 2,00 2,00 2,01 2,02 2,02 2,03 2,04 2,04 2,05 2,06 2,06 2,07 2,08 2,09 2,09 2,10 2,11 2,12 2,12 2,13 2,14 2,15 2,16 2,17 2,17 2,18 2,19 2,20 2,21 2,22 2,23 2,24 2,25 2,26 2,27 2,28 2,29 2,31 2,32 2,33 2,34 2,35 2,37 2,38 2,40 2,41 2,42 2,44 2,45 2,47 2,49 2,51 2,52 2,54 2,56 2,58 2,60 2,63 2,65 2,67 2,70 63,9 62,2 60,5 58,9 57,3 55,8 54,3 52,9 51,5 50,2 48,9 47,6 46,4 45,2 44,0 42,9 41,8 40,8 39,7 38,7 37,8 36,8 35,9 35,0 34,1 33,3 32,5 31,7 30,9 30,1 29,4 28,7 28,0 27,3 26,6 26,0 25,3 24,7 24,1 23,5 22,9 22,4 21,8 21,3 20,8 20,3 19,8 19,3 18,8 18,3 17,9 17,4 17,0 16,5 16,1 15,7 15,3 14,9 14,5 14,1 13,8 13,4 13,0 12,7 12,3 12,0 240,6 243,3 246,1 248,9 251,8 254,6 257,4 260,3 263,1 266,0 268,9 271,8 274,7 277,6 280,6 283,5 286,5 289,5 292,5 295,5 298,5 301,6 304,6 307,7 310,8 313,9 317,0 320,2 323,3 326,5 329,7 333,0 336,2 339,5 342,8 346,1 349,4 352,8 356,1 359,5 363,0 366,4 369,9 373,4 377,0 380,5 384,2 387,8 391,5 395,2 398,9 402,7 406,5 410,4 414,3 418,2 422,2 426,3 430,4 434,6 438,8 443,1 447,4 451,9 456,4 461,0 h" kJ/kg 600,4 601,5 602,6 603,6 604,7 605,7 606,8 607,8 608,8 609,9 610,9 611,9 612,9 613,9 614,8 615,8 616,8 617,7 618,7 619,6 620,5 621,4 622,3 623,2 624,1 625,0 625,8 626,7 627,5 628,3 629,1 629,9 630,7 631,4 632,2 632,9 633,6 634,3 634,9 635,6 636,2 636,8 637,4 637,9 638,5 639,0 639,5 639,9 640,3 640,7 641,1 641,4 641,7 642,0 642,2 642,4 642,5 642,6 642,7 642,7 642,6 642,5 642,3 642,0 641,7 641,3 r kJ/kg 359,9 358,2 356,4 354,7 352,9 351,2 349,4 347,5 345,7 343,9 342,0 340,1 338,2 336,2 334,3 332,3 330,3 328,3 326,2 324,1 322,0 319,9 317,7 315,5 313,3 311,1 308,8 306,5 304,2 301,8 299,4 296,9 294,5 292,0 289,4 286,8 284,2 281,5 278,8 276,0 273,2 270,4 267,5 264,5 261,5 258,4 255,3 252,1 248,9 245,6 242,2 238,7 235,2 231,6 227,9 224,1 220,3 216,3 212,3 208,1 203,8 199,4 194,8 190,2 185,3 180,3 s' s" kJ/kgK kJ/kgK 1,143 1,152 1,162 1,171 1,181 1,190 1,200 1,209 1,219 1,228 1,238 1,247 1,257 1,266 1,276 1,285 1,295 1,305 1,314 1,324 1,333 1,343 1,353 1,362 1,372 1,382 1,391 1,401 1,411 1,421 1,431 1,440 1,450 1,460 1,470 1,480 1,490 1,500 1,510 1,520 1,531 1,541 1,551 1,561 1,572 1,582 1,592 1,603 1,613 1,624 1,635 1,646 1,656 1,667 1,678 1,690 1,701 1,712 1,723 1,735 1,747 1,759 1,770 1,783 1,795 1,807 2,392 2,391 2,390 2,389 2,389 2,388 2,387 2,387 2,386 2,385 2,385 2,384 2,383 2,383 2,382 2,381 2,381 2,380 2,380 2,379 2,378 2,378 2,377 2,376 2,376 2,375 2,374 2,374 2,373 2,372 2,372 2,371 2,370 2,369 2,369 2,368 2,367 2,366 2,365 2,364 2,363 2,362 2,361 2,360 2,359 2,358 2,356 2,355 2,354 2,352 2,351 2,350 2,348 2,346 2,345 2,343 2,341 2,339 2,337 2,334 2,332 2,330 2,327 2,324 2,321 2,318 -50 67,3 1,69 -49 70,7 1,70 -48 74,2 1,70 -47 77,9 1,70 -46 81,6 1,71 -45 85,5 1.71 -44 89,6 1,71 -43 93,8 1,72 -42 93,2 1,72 -41 102,7 1,72 -40 107.4 1,73 -39 112,2 1,73 -38 117,2 1,73 -37 122,4 1,74 -36 127,8 1,74 -35 133,3 1,74 -34 139,0 1,75 -33 144,9 1,75 -32 151,0 1,76 -31 157,3 1,76 -30 163,8 1,76 -29 170,5 1,77 -28 177,4 1,77 -27 184,5 1,77 -26 191,8 1,78 -25 199,3 1,78 -24 207,1 1,79 -23 215,1 1,79 -22 223,3 1,79 -21 231,8 1,80 -20 240,5 1,80 -19 249,4 1,81 -18 258,6 1,81 -17 268,0 1,81 -16 277,7 1,82 -15 287,7 1,82 -14 297,9 1,83 -13 308,4 1,83 -12 319,2 1,84 -11 330,3 1,84 -10 341,6 1,84 -9 153,3 1,85 -8 365,2 1,85 -7 377,4 1,86 -6 389,9 1,86 -5 402,8 1,87 -4 415,9 1,87 -3 429,4 1,88 -2 443,2 1,88 -1 457,3 1,89 0 471,8 1,89 1 486,6 1,90 2 501,7 1,90 3 517,2 1,91 4 532,9 1,91 5 549,1 1,92 6 565,6 1,92 6 565,6 1,92 7 582,5 1,93 8 599,8 1,93 9 617,5 1,94 10 635,5 1,94 11 653,9 1,95 12 672,7 1,95 13 691,9 1,96 14 711,5 1,96
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 10. Final Tests, R600a Properties Tables
p. 125
10.15.5. Superheated Vapour pressure
Superheated Vapour pressure of R600a (Isobutane)
Ts=-30C p= 46,8 kPa t v Enth h Entr s C dm3/kg kJ/kg kJ/kgK -30 729,0 515,76 2,3151 -25 744,8 522,77 2,3436 -20 760,6 529,92 2,3721 -15 776,3 537,19 2,4005 -10 792,0 544,59 2,4290 - 5 807,7 552,13 2,4573 0 823,4 559,79 2,4856 5 839,1 567,58 2,5139 10 854,8 575,50 2,5421 15 870,4 583,54 2,5702 20 886,0 591,71 2,5984 25 901,6 600,00 2,6264 30 917,2 608,42 2,6544 35 932,8 616,97 2,6824 40 948,4 625,63 2,7103 45 964,0 634,42 2,7381 50 979,5 643,33 2,7659 55 995,1 652,36 2,7936 60 1010,6 661,51 2,8213 65 1026,1 670,78 2,8489 70 1041,7 680,17 2,8765 75 1057,2 689,68 2,9040 80 1072,7 699,31 2,9314 85 1088,2 709,05 2,9588 90 1103,7 718,90 2,9862 95 1119,2 728,88 3,0134 100 1134,7 738,96 3,0406 105 1150,1 749,16 3,0678 110 1165,6 759,48 3,0949 115 1181,1 769,90 3,1219 Ts=-25C p=58,6 kPa Ts=-20C p=72,7 kPa Ts=-15C p=89,3 kPa Ts=-10C p=108,7 kPa Ts=-5C p=131,2 kPa Ts=0C p=157,2 kPa t v Enth h Entr s t v Enth h Entr s t v Enth h Entr s t v Enth h Entr s t v Enth h Entr s t v Enth h Entr s C dm3/kg kJ/kg kJ/kgK C dm3/kg kJ/kg kJ/kgK C dm3/kg kJ/kg kJ/kgK C dm3/kg kJ/kg kJ/kgK C dm3/kg kJ/kg kJ/kgK C dm3/kg kJ/kg kJ/kgK -25 591,5 -20 604,1 -15 616,8 -10 629,4 - 5 642,1 0 654,7 5 667,3 10 679,8 15 692,4 20 704,9 25 717,5 30 730,0 35 742,5 40 755,0 45 767,4 50 779,9 55 792,4 60 804,8 65 817,3 70 829,7 75 842,1 80 854,6 85 867,0 90 879,4 95 891,8 100 904,2 105 916,6 110 929,0 115 941,3 120 953,7 522,32 2,3102 529,47 2,3387 536,76 2,3672 544,18 2,3957 551,72 2,4241 559,40 2,4524 567,20 2,4807 575,12 2,5090 583,18 2,5372 591,36 2,5653 599,66 2,5934 608,09 2,6214 616,64 2,6494 625,31 2,6773 634,11 2,7052 643,03 2,7330 652,07 2,7608 661,22 2,7885 670,50 2,8161 679,90 2,8437 689,41 2,8712 699,04 2,8987 708,79 2,9261 718,65 2,9534 728,63 2,9807 738,72 3,0079 748,92 3,0351 759,24 3,0622 769,67 3,0893 780,21 3,1162
-20 484,4 -15 494,7 -10 505,0 - 5 515,2 0 525,5 5 535,7 10 545,9 15 556,1 20 566,3 25 576,5 30 586,6 35 596,8 40 606,9 45 617,0 50 627,1 55 637,2 60 647,3 65 657,4 70 667,5 75 677,5 80 687,6 85 697,6 90 707,7 95 717,7 100 727,8 105 737,8 110 747,8 115 757,8 120 767,8 125 777,8
528,94 536,25 543,68 551,24 558,92 566,74 574,68 582,74 590,93 599,25 607,69 616,25 624,93 633,74 642,66 651,71 660,88 670,16 679,56 689,09 698,72 708,48 718,35 728,33 738,43 748,64 758,96 769,40 779,94 790,60
2,3066 2,3352 2,3637 2,3921 2,4205 2,4489 2,4772 2,5054 2,5336 2,5617 2,5898 2,6178 2,6457 2,6736 2,7015 2,7293 2,7570 2,7846 2,8122 2,8398 2,8673 2,8947 2,9221 2,9494 2,9766 3,0038 3,0309 3,0580 3,0850 3,1119
-15 400,2 535,63 2,3042 -10 408,6 543,08 2,3328 - 5 417,1 550,66 2,3613 0 425,5 558,36 2,3898 5 433,9 566,19 2,4182 10 442,3 574,15 2,4465 15 450,6 582,23 2,4748 20 459,0 590,43 2,5031 25 467,3 598,76 2,5312 30 475,7 607,21 2,5593 35 484,0 615,78 2,5874 40 492,3 624,48 2,6154 45 500,6 633,29 2,6433 50 508,9 642,23 2,6712 55 517,1 651,29 2,6990 60 525,4 660,46 2,7267 65 533,6 669,76 2,7544 70 541,9 679,17 2,7821 75 550,1 688,70 2,8096 80 558,4 698,35 2,8371 85 566,6 708,11 2,8646 90 574,8 717,99 2,8920 95 583,0 727,98 2,9193 100 591,2 738,08 2,9466 105 599,4 748,30 2,9738 110 607,6 758,63 3,0009 115 615,8 769,07 3,0280 120 624,0 779,63 3,0550 125 632,1 790,29 3,0819 130 640,3 801,06 3,1088
-10 333,2 - 5 340,3 0 347,3 5 354,2 10 361,2 15 368,1 20 375,1 25 382,0 30 388,9 35 395,8 40 402,6 45 409,5 50 416,4 55 423,2 60 430,0 65 436,9 70 443,7 75 450,5 80 457,3 85 464,1 90 470,9 95 477,6 100 484,4 105 491,2 110 497,9 115 504,7 120 511,5 125 518,2 130 524,9 135 531,7
542,37 2,3029 549,97 2,3315 557,70 2,3601 565,55 2,3886 573,52 2,4170 581,62 2,4453 589,84 2,4736 598,18 2,5018 606,65 2,5300 615,24 2,5581 623,94 2,5861 632,77 2,6141 641,72 2,6420 650,79 2,6699 659,98 2,6976 669,29 2,7254 678,71 2,7530 688,25 2,7806 697,91 2,8082 707,68 2,8356 717,56 2,8631 727,56 2,8904 737,68 2,9177 747,90 2,9449 758,24 2,9721 768,69 2,9992 779,25 3,0262 789,92 3,0532 800,70 3,0801 811,59 3,1069
-5 279,6 0 285,4 5 291,3 10 297,1 15 302,9 20 308,7 25 314,5 30 320,3 35 326,1 40 331,8 45 337,6 50 343,3 55 349,0 60 354,7 65 360,4 70 366,1 75 371,8 80 377,4 85 383,1 90 388,8 95 394,4 100 400,1 105 405,7 110 411,3 115 417,0 120 422,6 125 428,2 130 433,8 135 439,4 140 445,0
549,17 556,92 564,79 572,78 580,90 589,14 597,50 605,99 614,59 623,32 632,17 641,13 650,21 659,42 668,73 678,17 687,72 697,39 707,17 717,07 727,08 737,21 747,44 757,79 768,25 778,82 789,50 800,29 811,18 822,19
2,3027 2,3313 2,3598 2,3883 2,4168 2,4451 2,4734 2,5016 2,5298 2,5579 2,5859 2,6138 2,6417 2,6696 2,6973 2,7250 2,7527 2,7802 2,8077 2,8352 2,8626 2,8899 2,9171 2,9443 2,9714 2,9985 3,0255 3,0524 3,0793 3,1061
0 236,1 5 241,1 10 246,0 15 251,0 20 255,9 25 260,8 30 265,6 35 270,5 40 275,4 45 280,2 50 285,0 55 289,8 60 294,6 65 299,4 70 304,2 75 309,0 80 313,8 85 318,6 90 323,3 95 328,1 100 332,8 105 337,6 110 342,3 115 347,0 120 351,7 125 356,5 130 361,2 135 365,9 140 370,6 145 375,3
556,00 2,3033 563,90 2,3319 571,92 2,3605 580,07 2,3890 588,33 2,4175 596,72 2,4458 605,22 2,4741 613,85 2,5023 622,59 2,5305 631,46 2,5586 640,44 2,5866 649,54 2,6145 658,76 2,6424 668,09 2,6702 677,54 2,6980 687,11 2,7256 696,79 2,7533 706,59 2,7808 716,50 2,8083 726,52 2,8357 736,66 2,8630 746,91 2,8903 757,27 2,9175 767,74 2,9447 778,32 2,9718 789,01 2,9988 799,80 3,0257 810,71 3,0526 821,72 3,0794 832,84 3,1062
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 10. Final Tests, R600a Properties Tables
p. 126
Ts=5C p=187,0 kPa t v Enth h Entr s C dm3/kg kJ/kg kJ/kgK 5 200,7 562,87 2,3047 10 204,9 570,92 2,3334 15 209,1 579,09 2,3620 20 213,3 587,39 2,3905 25 217,5 595,80 2,4190 30 221,7 604,33 2,4474 35 225,8 612,98 2,4757 40 229,9 621,75 2,5039 45 234,1 630,64 2,5321 50 238,2 639,64 2,5601 55 242,3 648,76 2,5881 60 246,3 658,00 2,6161 65 250,4 667,35 2,6439 70 254,5 676,82 2,6717 75 258,6 686,40 2,6995 80 262,6 696,10 2,7271 85 266,7 705,91 2,7547 90 270,7 715,84 2,7822 95 274,7 725,88 2,8097 100 278,7 736,03 2,8371 105 282,8 746,29 2,8644 110 286,8 756,66 2,8916 115 290,8 767,15 2,9188 120 294,8 777,74 2,9459 125 298,8 788,44 2,9730 130 302,8 799,25 3,0000 135 306,7 810,17 3,0269 140 310,7 821,19 3,0537 145 314,7 832,32 3,0805 150 318,7 843,56 3,1072
Ts=10C p=220,9 kPa t v Enth h Entr s C dm3/kg kJ/kg kJ/kgK 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 171,6 175,2 178,8 182,4 186,0 189,6 193,1 196,6 200,2 203,7 207,2 210,7 214,2 217,6 221,1 224,6 228,0 231,5 234,9 238,3 241,8 245,2 248,6 252,0 255,4 258,8 262,2 265,6 269,0 272,4 569,76 577,97 586,29 594,74 603,30 611,98 620,78 629,69 638,72 647,86 657,12 666,50 675,99 685,59 695,31 705,14 715,08 725,14 735,30 745,58 755,97 766,47 777,07 787,79 798,61 809,54 820,58 831,72 842,97 854,33 2,3069 2,3356 2,3643 2,3928 2,4213 2,4497 2,4780 2,5062 2,5344 2,5625 2,5905 2,6184 2,6463 2,6741 2,7012 2,7294 2,7570 2,7845 2,8119 2,8393 2,8666 2,8938 2,9209 2,9480 2,9750 3,0020 3,0289 3,0557 3,0824 3,1091
Ts=15C p=259,2 kPa t v Enth h Entr s C dm3/kg kJ/kg kJ/kgK
Ts=20C p=302,5 kPa t v Enth h Entr s C dm3/kg kJ/kg kJ/kgK
Ts=25C p=351,0 kPa t v Enth h Entr s C dm3/kg kJ/kg kJ/kgK
Ts=30C p=405,1 kPa t v Enth h Entr s C dm3/kg kJ/kg kJ/kgK
Ts=35C p=465,2 kPa t v Enth h Entr s C dm3/kg kJ/kg kJ/kgK
15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160
147,4 150,6 153,7 156,8 159,9 163,0 166,1 169,1 172,2 175,2 178,2 181,2 184,2 187,2 190,2 193,2 196,1 199,1 202,1 205,0 207,9 210,9 213,8 216,7 219,7 222,6 225,5 228,4 231,3 234,2
576,66 585,03 593,51 602,11 610,83 619,66 628,60 637,66 646,83 656,12 665,52 675,03 684,66 694,40 704,25 714,22 724,29 734,48 744,77 755,18 765,70 776,32 787,05 797,89 808,83 819,88 831,04 842,30 853,67 865,14
2,3097 2,3385 2,3672 2,3958 2,4243 2,4527 2,4810 2,5093 2,5375 2,5656 2,5936 2,6215 2,6493 2,6771 2,7048 2,7325 2,7600 2,7875 2,8149 2,8422 2,8695 2,8967 2,9238 2,9509 2,9778 3,0048 3,0316 3,0584 3,0851 3,1117
20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165
127,3 130,1 132,8 135,5 138,2 140,9 143,6 146,2 148,9 151,5 154,1 156,7 159,3 161,9 164,5 167,1 169,6 172,2 174,8 177,3 179,8 182,4 184,9 187,4 190,0 192,5 195,0 197,5 200,0 202,5
583,57 592,10 600,74 609,50 618,37 627,35 636,44 645,65 654,97 664,40 673,95 683,60 693,37 703,24 713,23 723,33 733,54 743,86 754,28 764,82 775,46 786,21 797,07 808,03 819,10 830,27 841,55 852,93 864,41 876,00
2,3131 2,3419 2,3707 2,3993 2,4279 2,4563 2,4847 2,5130 2,5412 2,5693 2,5973 2,6252 2,6531 2,6808 2,7085 2,7362 2,7637 2,7912 2,8185 2,8459 2,8731 2,9003 2,9274 2,9544 2,9814 3,0082 3,0350 3,0618 3,0885 3,1150
25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170
110,5 112,9 115,3 117,7 120,0 122,4 124,7 127,0 129,3 131,6 133,9 136,2 138,5 140,7 143,0 145,2 147,5 149,7 151,9 154,1 156,4 158,6 160,8 163,0 165,2 167,3 169,5 171,7 173,9 176,1
590,47 599,17 607,98 616,90 625,92 635,06 644,30 653,66 663,13 672,71 682,39 692,19 702,10 712,12 722,24 732,47 742,82 753,27 763,82 774,49 785,26 796,14 807,12 818,21 829,40 840,69 852,09 863,59 875,20 886,90
2,3170 2,3459 2,3748 2,4035 2,4321 2,4605 2,4889 2,5172 2,5454 2,5736 2,6016 2,6295 2,6574 2,6852 2,7129 2,7405 2,7680 2,7954 2,8228 2,8501 2,8773 2,9045 2,9316 2,9586 2,9855 3,0123 3,0391 3,0658 3,0925 3,1190
30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175
96,2 98,4 100,5 102,6 104,7 106,7 108,8 110,8 112,9 114,9 116,9 118,9 120,9 122,9 124,9 126,8 128,8 130,8 132,7 134,6 136,6 138,5 140,4 142,4 144,3 146,2 148,1 150,0 151,9 153,8
597,37 606,23 615,21 624,29 633,47 642,77 652,17 661,68 671,30 681,02 690,86 700,80 710,85 721,01 731,27 741,64 752,12 762,70 773,39 784,19 795,09 806,10 817,20 828,42 839,73 851,15 862,67 874,29 886,02 897,84
2,3214 2,3504 2,3793 2,4081 2,4367 2,4652 2,4937 2,5220 2,5502 2,5784 2,6064 2,6344 2,6623 2,6900 2,7177 2,7453 2,7729 2,8003 2,8277 2,8550 2,8822 2,9093 2,9363 2,9633 2,9902 3,0170 3,0438 3,0705 3,0971 3,1236
35 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180
84,1 604,23 2,3261 86,0 613,27 2,3553 87,9 622,42 2,3842 89,8 631,67. 2,4131 91,7 641,02 2,4418 93,5 650,48 2,4704 95,3 660,04 2,4989 97,1 669,70 2,5272 98,9 679,47 2,5555 100,7 689,35 2,5837 102,5 699,33 2,6118 104,3 709,42 2,6397 106,0 719,62 2,6676 107,8 729,91 2,6954 109,5 740,32 2,7231 111,3 750,83 2,7507 113,0 761,44 2,7782 114,7 772,16 2,8057 116,4 782,99 2,8330 118,2 793,92 2,8603 119,9 804,95 2,8875 121,6 816,08 2,9146 123,3 827,32 2,9416 124,9 838,66 2,9686 126,6 850,10 2,9955 128,3 861,64 3,0223 130,0 873,28 3,0490 131,7 885,03 3,0757 133,3 896,87 3,1022 135,0 908,81 3,1287
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 10. Final Tests, R600a Properties Tables
p. 127
Ts=40C p=531,9 kPa t v Enth h Entr s C dm3/kg kJ/kg kJ/kgK 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 185 73,8 611,05 2,3312 75,5 620,28 2,3604 77,2 629,60 2,3895 78,9 639,02 2,4185 80,6 648,55 2,4473 82,2 658,17 2,4759 83,8 667,89 2,5045 85,5 677,72 2,5329 87,1 687,64 2,5612 88,6 697,68 2,5894 90,2 707,81 2,6175 91,8 718,05 2,6455 93,4 728,39 2,6734 94,9 738,83 2,7012 96,5 749,38 2,7289 98,0 760,03 2,7565 99,6 770,78 2,7841 101,1 781,64 2,8115 102,6 792,60 2,8389 104,1 803,66 2,8661 105,6 814,82 2,8933 107,1 826,09 2,9204 108,6 837,45 2,9474 110,1 848,92 2,9744 111,6 860,49 3,0012 113,1 872,16 3,0280 114,6 883,92 3,0547 116,1 895,79 3,0813 117,5 907,75 3,1079 119,0 919,81 3,1344
Ts=45C p=605,3 kPa Ts=50C p=686,1 kPa t v Enth h Entr s t v Enth h Entr s C dm3/kg kJ/kg kJ/kgK C dm3/kg kJ/kg kJ/kgK 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 185 190 65,0 66,5 68,1 69,6 71,1 72,5 74,0 75,4 76,9 78,3 79,7 81,1 82,5 83,9 85,3 86,7 88,1 89,4 90,8 92,1 93,5 94,8 96,1 97,5 98,8 100,1 101,4 102,7 104,1 105,4 617,82 627,24 636,75 646,35 656,05 665,84 675,73 685,72 695,81 705,99 716,28 726,67 737,16 747,75 758,45 769,24 780,13 791,13 802,22 813,42 824,72 836,11 847,61 859,21 870,90 882,69 894,59 906,57 918,66 930,84 2,3366 2,3659 2,3951 2,4242 2,4530 2,4818 2,5104 2,5389 2,5673 2,5955 2,6236 2,6517 2,6796 2,7074 2,7352 2,7628 2,7903 2,8178 2,8451 2,8724 2,8996 2,9267 2,9537 2,9806 3,0074 3,0342 3,0609 3,0875 3,1140 3,1405
Ts=55C p=774,7 kPa t v Enth h Entr s C dm3/kg kJ/kg kJ/kgK
Ts=60C p=871,4 kPa t v Enth h Entr s C dm3/kg kJ/kg kJ/kgK
Ts=65C p=976,8 kPa Ts=70C p=1091,4 kPa t v Enth h Ent r s t v Enth h Entr s C dm3/kg kJ/kg kJ/kgK C dm3/kg kJ/kg kJ/kgK
50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 185 190 195
57,3 58,8 60,1 61,5 62,9 64,2 65,5 66,8 68,1 69,4 70,7 72,0 73,2 74,5 75,7 76,9 78,2 79,4 80,6 81,8 83,0 84,2 85,4 86,6 87,8 88,9 90,1 91,3 92,5 93,6
624,53 634,14 643,84 653,63 663,51 673,48 683,54 693,70 703,95 714,30 724,74 735,29 745,93 756,67 767,51 778,45 789,49 800,62 811,86 823,19 834,62 846,15 857,78 869,51 881,33 893,25 905,27 917,38 929,59 941,89
2,3421 2,3716 2,4010 2,4301 2,4591 2,4880 2,5166 2,5452 2,5736 2,6019 2,6301 2,6582 2,6861 2,7140 2,7417 2,7694 2,7969 2,8244 2,8518 2,8790 2,9062 2,9333 2,9603 2,9872 3,0140 3,0408 3,0675 3,0940 3,1205 3,1470
55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 185 190 195 200
50,7 52,0 53,3 54,5 55,8 57,0 58,2 59,4 60,6 61,7 62,9 64,0 65,2 66,3 67,4 68,5 69,6 70,7 71,8 72,9 74,0 75,1 76,1 77,2 78,3 79,3 80,4 81,4 82,5 83,5
631,14 640,97 650,87 660,85 670,92 681,07 691,31 701,64 712,06 722,58 733,19 743,89 754,69 765,58 776,57 787,66 798,84 810,12 821,50 832,97 844,54 856,20 867,96 879,82 891,77 903,82 915,97 928,21 940,54 952,97
2,3477 2,3775 2,4070 2,4363 2,4654 2,4943 2,5231 2,5518 2,5803 2,6087 2,6369 2,6650 2,6930 2,7209 2,7487 2,7763 2,8039 2,8314 2,8587 2,8860 2,9132 2,9403 2,9673 2,9942 3,0210 3,0478 3,0744 3,1010 3,1275 3,1539
60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 185 190 195 200 205
45,0 637,66 2,3535 46,2 647,71 2,3834 47,3 657,82 2,4131 48,5 658,01 2,4426 49,6 678,27 2,4781 50,7 688,61 2,5009 51,8 699,04 2,5298 52,9 709,55 2,5586 54,0 720,15 2,5872 55,1 730,83 2,6156 56,1 741,60 2,6439 57,1 752,47 2,6721 58,2 763,43 2,7001 59,2 774,48 2,7281 60,2 785,62 2,7559 61,2 796,86 2,7836 62,2 808,19 2,8112 63,2 819,61 2,8387 64,2 831,13 2,8666 65,2 842,75 2,8933 66,2 854,45 2,9205 67,1 866,26 2,9476 68,1 878,15 2,9746 69,1 890,14 3,0015 70,0 902,23 3,0283 71,0 914,41 3,0551 71,9 926,68 3,0817 72,9 939,04 3,1083 73,8 951,50 3,1347 74,7 964,05 3,1611
65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 185 190 195 200 205 210
40,0 41,1 42,2 43,2 44,3 45,3 46,3 47,3 48,3 49,2 50,2 51,1 52,1 53,0 53,9 54,9 55,8 56,7 57,6 58,5 59,3 60,2 61,1 62,0 62,8 63,7 64,6 65,4 66,3 67,1
644,04 654,33 664,67 675,08 685,55 696,09 706,71 717,40 728,18 739,04 749,99 761,02 772,14 783,35 794,65 806,04 817,53 829,10 840,76 852,52 864,37 876,31 888,34 900,47 912,69 925,00 937,40 949,89 962,48 975,15
2,3592 2,3894 2,4193 2,4490 2,4784 2,5077 2,5367 2,5656 2,5942 2,6222 2,6512 2,6794 2,7075 2,7355 2,7633 2,7911 2,8187 2,8462 2,8736 2,9009 2,9281 2,9552 2,9822 3,0091 3,0359 3,0627 3,0893 3,1158 3,1423 3,1687
70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 185 190 195 200 205 210 215
35,5 36,6 37,6 38,6 39,6 40,5 41,4 42,4 43,3 44,1 45,0 45,9 46,8 47,6 48,5 49,3 50,1 51,0 51,8 52,6 53,4 54,2 55,0 55,8 56,6 57,3 58,1 58,9 59,7 60,4
650,28 660,83 671,41 682,05 692,74 703,49 714,31 725,20 736,17 747,21 758,33 769,54 780,83 792,20 803,66 815,21 826,85 838,57 850,38 862,29 874,28 886,36 898,54 910,80 923,15 935,59 948,13 960,75 973,46 986,26
2,3648 2,3953 2,4255 2,4554 2,4851 2,5145 2,5437 2,5727 2,6015 2,6301 2,6586 2,6869 2,7151 2,7431 2,7710 2,7988 2,8265 2,8540 2,8815 2,9088 2,9360 2,9631 2,9901 3,0170 3,0438 3,0706 3,0972 3,1237 3,1502 3,1765
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 10. Final Tests, R600a Properties Tables
p. 128
Ts=75C p=1215,6 kPa t v Enth h Entr s C dm3/kg kJ/kg kJ/kgK 75 31,7 656,33 2,3703 80 32,6 667,16 2,4012 85 33,6 678,02 2,4317 90 34,5 688,90 2,4619 95 35,4 699,83 2,4917 100 36,3 710,80 2,5214 105 37,2 721,83 2,5507 110 38,0 732,93 2,5799 115 38,9 744,09 2,6088 120 39,7 755,32 2,6376 125 40,5 766,63 2,6652 130 41,3 778,01 2,6946 135 42,1 789,48 2,7228 140 42,9 801,02 2,7509 145 43,7 812,65 2,7729 150 44,4 824,36 2,8067 155 45,2 836,15 2,8345 160 45,9 848,03 2,8620 165 46,7 859,99 2,8895 170 47,4 872,04 2,9168 175 48,2 884,18 2,9441 180 48,9 896,41 2,9712 185 49,6 908,72 2,9982 190 50,3 921,13 3,0252 195 51,1 933,62 3,0520 200 51,8 946,19 3,0787 205 52,5 958,86 3,1053 210 53,2 971,61 3,1319 215 53,9 984,45 3,1533 220 54,6 997,38 3,1847
Ts=80C p=1349,4 kPa t v Enth h Entr s C dm3/kg kJ/kg kJ/kgK 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 185 190 195 200 205 210 215 220 225 28,2 662,16 2,3755 29,2 673,32 2,4068 30,1 684,46 2,4377 30,9 695,62 2,4682 31,8 706,79 2,4984 32,6 718,01 2,5282 33,4 729,26 2,5578 34,2 740,57 2,5871 35,0 751,94 2,6162 35,8 763,37 2,6451 36,5 774,87 2,6738 37,2 786,44 2,7024 38,0 798,08 2,7307 38,7 809,80 2,7589 39,4 821,60 2,7869 40,1 833,47 2,8148 40,8 845,43 2,8426 41,5 857,46 2,8702 42,2 869,58 2,8977 42,9 881,79 2,9251 43,6 894,07 2,9524 44,2 906,45 2,9795 44,9 918,90 3,0066 45,6 931,45 3,0335 46,2 944,08 3,0604 46,9 956,79 3,0871 47,5 969,59 3,1137 48,2 982,48 3,1403 48,8 995,45 3,1667 49,5 1008,51 3,1930
Ts=85C p=1494,8 kPa t v Enth h Entr s C dm3/kg kJ/kg kJ/kgK
85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 185 190 195 200 205 210 215 220 225 230
25,2 667,74 2,3803 26,1 679,26 2,4122 26,9 690,73 2,4436 27,8 702,18 2,4745 28,6 713,63 2,5050 29,3 725,09 2,5351 30,1 736,59 2,5649 30,8 748,13 2,5944 31,6 759,71 2,6237 32,3 771,35 2,6528 33,0 783,05 2,6816 33,7 794,81 2,7102 34,4 806,64 2,7387 35,0 818,54 2,7670 35,7 830,51 2,7951 36,3 842,55 2,8231 37,0 854,67 2,8509 37,6 866,87 2,8786 38,3 879,15 2,9061 38,9 891,51 2,9336 39,5 903,95 2,9609 40,1 916,47 2,9881 40,7 929,08 3,0151 41,4 941,76 3,0421 42,0 954,53 3,0689 42,6 967,39 3,0957 43,2 980,32 3,1223 43,8 993,35 3,1488 44,3 1006,45 3,1753 44,9 1019,64 3,2016
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 10. Final Tests, R600a Properties Tables
p. 129
Superheated Vapour pressure of R290 (Propane)
ts = -50,00C p=67,3kPa t v h s C dm3/kg kJ/(kgK) J/(kgK) -50 610,4 524,88 2,5142 -45 624,9 531,45 2,5434 -40 639,4 538,15 2,5724 -35 653,9 544,98 2,6014 -30 668,4 551,95 2,6304 -25 682,8 559,04 2,6592 -20 697,3 566,26 2,6880 -15 711,7 573,61 2,7168 -10 726,0 581,08 2,7455 -5 740,4 588,69 2,7741 0 754,8 596,42 2,8027 5 769,1 604,28 2,8312 10 783,4 612,26 2,8596 15 797,7 620,37 2,8880 20 812,0 628,60 2,9163 25 826,3 636,95 2,9446 30 840,6 645,43 2,9728 35 854,8 654,04 3,0009 40 869,1 662,76 3,0290 45 883.3 671,60 3,0570 50 897,6 680,57 3,0850 55 911,8 689,65 3,1129 60 926,0 698,86 3,1407 65 940,2 708,18 3,1685 70 954,4 717,62 3,1962 75 968,6 727,18 3,2239 80 982,8 736,85 3,2515 85 397,0 746,64 3,2790 90 1011,2 756,55 3,3064 95 1025,4 766,57 3,3339 ts = -45,00C p - 85,5kPa t v h s C dm3/kg kJ/kg J/(kgK) -45 488,8 -40 500,3 -35 511,9 -30 523,3 -25 534,8 -20 546,3 -15 557,7 -10 569,1 -5 580,5 0 591,9 5 603,2 10 614,6 15 625,9 20 637,2 25 648,5 30 659,8 35 671,1 40 682,4 45 693,6 50 704,9 55 716,1 60 727,4 65 738,6 70 749,8 75 761,0 80 772,2 85 783,4 90 794,6 95 805,8 100 817,0 530,75 537,47 544,33 551,31 558,42 565,66 573,03 580,53 588,15 595,89 603,76 611,76 619,88 628,13 636,50 644,99 653,60 662,33 671,19 680,16 689,26 698,47 707,80 717,25 726,82 736,50 746,30 756,21 766,24 776,38 2,4963 2,5254 2,5545 2,5836 2,6125 2,6414 2,6702 2,6990 2,7276 2,7563 2,7848 2,8133 2,8418 2,8701 2,8984 2,9267 2,9548 2,9830 3,0110 3,0390 3,0669 3,0948 3,1226 3,1503 3,1780 3,2056 3,2332 3,2607 3,2881 3,3155 ts = -40,00C p = 107.4kPa v ts = -35,00C p = 133. v h ts = -30,00C p = 163,8kPa h s s t v h s C dm3/kg kJ/(kgK) J/(kgK C dm3/kg kJ/(kgK) J/(kgK C dm3/kg kJ/kg kJ/(kgK) ts = -25,00C p = 199,3kPa t v h s C dm3/kg kJ/kg kJ/(kgK)
-40 395,7 536,65 -35 405,0 543,53 -30 414,3 550,54 -25 423,5 557,68 -20 432,7 564,95 -15 441,9 572,33 -10 451,1 579,85 -5 460,2 587,49 0 469,4 595,26 5 478,5 603,15 10 487,6 611,16 15 496,7 619,30 20 505,8 627,56 25 514,8 635,94 30 523,9 644,45 35 532,9 653,07 40 542,0 661,82 45 551,0 670,69 50 560,0 679,68 55 569,0 688,78 60 578,0 698,01 65 587,0 707,35 70 596,0 716,81 75 605,0 726,39 80 613,9 736,08 85 622,9 745,89 30 631,8 755,81 95 640,8 765,85 100 649,7 776,00 105 658,7 786,26
2,4803 2,5095 2,5387 2,5677 2,5967 2,6256 2,6544 2,6832 2,7119 2,7405 2,7691 2,7976 2,8260 2,8543 2,8826 2,9109 2,9390 2,9671 2,9951 3,0231 3,0510 3,0788 3,1066 3,1343 3,1619 3,1895 3,2170 3,2445 3,2719 3,2992
-35 323,6 542,58 2,4662 -30 331,2 549,62 2,4955 -25 338,7 556,79 2,5246 -20 346,2 564,08 2,5537 -15 353,7 571,50 2,5827 -10 361,2 579,04 2,6117 -5 368,6 586,71 2,6405 0 376,1 594,49 2,6693 5 383,5 602,41 2,6980 10 390,9 610,44 2,7266 15 398,3 618,60 2,7552 20 405,6 626,88 2,7837 25 413,0 635,28 2,8121 30 420,4 643,80 2,8405 35 427,7 652,45 2,8687 40 435,0 661,21 2,8969 45 442,3 670,09 2,9251 50 449,6 679,09 2,9532 55 456,9 688,21 2,9812 60 464,2 697,45 3,0091 65 471,5 706,81 3,0370 70 478,8 716,28 3,0648 75 486,1 725,87 3,0925 80 493,3 735,57 3,1202 85 500,6 745,39 3,1478 90 507,8 755,33 3,1754 95 515,1 765,37 3,2028 100 522,3 775,53 3,2302 105 529,6 785,81 3,2576 110 536,8 796,19 3,2849
-30 267,1 548,52 -25 273,3 555,72 -20 279,5 563,05 -15 285,7 570,50 -10 291,8 578,08 -5 298,0 585,77 0 304,1 593,59 5 310,2 601,53 10 316,3 609,59 15 322,4 617,77 20 328,4 626,07 25 334,5 634,50 30 340,5 643,04 35 346,5 651,70 40 352,5 660,49 45 358,6 669,39 50 364,5 678,41 55 370,5 687,54 60 376,5 696,80 65 382,5 706,17 70 388,4 715,66 75 394,4 725,26 80 400,4 734,98 85 406,3 744,81 90 412,2 754,76 95 418,2 764,82 100 424,1 774,99 105 430,0 785,27 110 435,9 795,67 115 441,8 806,18
2,4537 2,4830 2,5123 2,5414 2,5705 2,5994 2,6283 2,6571 2,6858 2,7145 2,7431 2,7715 2,8000 2,8283 2,8566 2,8848 2,9129 2,9410 2,9690 2,9969 3,0247 3,0525 3,0802 3,1079 3,1354 3,1630 3,1904 3,2178 3,2451 3,2723
-25 222,2 554,46 -20 227,4 561,83 -15 232,6 569,32 -10 237,7 576,93 -5 242,8 584,67 0 247,9 592,52 5 253,0 600,49 10 258,1 608,58 15 263,2 616,79 20 268,2 625,12 25 273,2 633,57 30 278,2 642,14 35 283,2 650,83 40 288,2 659,63 45 293,2 668,56 50 298,2 677,60 55 303,1 686,76 60 308,1 696,03 65 313,0 705,42 70 318,0 714,93 75 322,9 724,55 80 327,8 734,28 85 332,7 744,13 90 337,7 754,09 95 342,6 764,16 100 347,5 774,35 105 352,4 784,65 110 357,2 795,06 115 362,1 805,58 120 367,0 816,21
2,4427 2,4721 2,5014 2,5306 2,5597 2,5887 2,6176 2,6465 2,6752 2,7039 2,7325 2,7610 2,7894 2,8177 2,8460 2,8742 2,9023 2,9304 2,9583 2,9862 3,0141 3,0418 3,0695 3,0972 3,1247 3,1522 3,1796 3,2070 3,2342 3,2614
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 10. Final Tests, R600a Properties Tables
p. 130
ts = -20,00C p = 240,5kPa t v h s C dm3/kg kJ/kg kJ/(kgK) -20 186,3 560,39 2,4330 -15 190,7 567,93 2,4625 -10 195,0 575,59 2,4919 -5 199,4 583,37 2,5212 0 203,7 591,26 2,5503 5 208,0 599,27 2,5794 10 212,2 607,40 2,6084 15 216,5 615,65 2,6372 20 220,7 624,01 2,6660 25 224.3 632,49 2,6947 30 229,1 641,09 2,7233 35 233,3 649,81 2,7518 40 237,5 658,64 2,7802 45 241,7 667,59 2,8086 50 245,9 676,66 2,8369 55 250,0 685,84 2,8651 60 254,2 695,13 2,8932 65 258,3 704,55 2,9212 70 262,4 714,07 2,9492 75 266,6 723,71 2,9771 80 270,7 733,47 3,0049 85 274,8 743,33 3,0326 30 278,9 753,31 3,0603 95 283,0 763,41 3,0879 100 287,1 773,61 3,1154 105 291,2 783,92 3,1429 110 235,2 794,35 3,1703 115 299,3 804,88 3,1976 120 303,4 815,53 3,2249 125 307,5 826,28 3,2520
ts = -15,00C p =287,7kPa t v h s C dm3/kg kJ/kg kJ/(kgK) -15 -10 -5 0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 157,3 161,0 164,7 168,4 172,0 175,7 179,3 182,9 186,5 190,0 193,6 197,1 200,7 204,2 207,7 211,2 214,7 218,2 221,7 225,2 228,6 232,1 235,6 239,0 242,5 245,9 249,3 252,8 256,2 259,6 566,30 574,01 581,84 589,79 597,85 606,02 614,31 622,71 631,23 639,87 648,62 657,49 666,47 675,56 684,77 694,10 703,53 713,08 722,75 732,53 742,42 752,42 762,53 772,75 783,09 793,53 804,08 814,74 825,51 836,39 2,4245 2,4541 2,4836 2,5129 2,5422 2,5713 2,6003 2,6292 2,6581 2,6868 2,7154 2,7439 2,7724 2,8008 2,8290 2,8572 2,8854 2,9134 2,9414 2,9692 2,9971 3,0248 3,0524 3,0800 3,1075 3,1350 3,1623 3,1896 3,2168 3,2440
ts = -10,00C p = 341,6kPa t v h s C dm3/kg kJ/kg kJ/(kgK)
ts = -5,00C p = 402,8kPa t v h s C dm3/kg kJ/kg kJ/(kgK)
ts = 0,00C p=471,8kPa t v h s C dm3/kg kJ/kg kJ/(kgK)
ts = 5,00C p=549,1kPa t v h s C dm3/kg kJ/kg kJ/(kgK)
-10 133,7 572,17 -5 136,9 580,06 0 140,0 588,07 5 143,2 596,19 10 146,3 604,41 15 149,4 612,76 20 152,5 621,21 25 155,6 629,77 30 158,6 638,45 35 161.7 647,24 40 164,7 656,15 45 167,7 665,17 50 170,7 674,30 55 173,7 683,54 60 176,7 692,90 65 179,7 702,37 70 182,7 711,95 75 185,7 721,64 80 188,6 731,44 85 131,6 741,36 30 134,5 751,38 95 197,5 761,52 100 200,4 771,77 105 203,3 782,12 110 206,2 792,59 115 209,2 803,16 120 212,1 813,84 125 215,0 824,63 130 217,3 835,53 135 220,8 846,53
2,4171 2,4468 2,4764 2,5058 2,5351 2,5643 2,5934 2,6224 2,6513 2,6800 2,7087 2,7373 2,7657 2,7941 2,8224 2,8506 2,8788 2,9068 2,9348 2,9626 2,9904 3,0182 3,0458 3,0734 3,1009 3,1283 3,1556 3,1829 3,2101 3,2372
-5 114,2 0 117,0 5 119,7 10 122,5 15 125,2 20 127,8 25 130,5 30 133,1 35 135,8 40 138,4 45 141,0 50 143,6 55 146,2 60 148,8 65 151,3 70 153,9 75 156,5 80 159,0 85 161,5 90 164,1 95 166,6 100 169,1 105 171,6 110 174,1 115 176,6 120 179,1 125 181,6 130 184,1 135 186,6 140 189,0
577,98 586,07 594,26 602,55 610,95 619,47 628,09 636,82 645,66 654,61 663,67 672,84 682,13 691,52 701,03 710,64 720,37 730,20 740,15 750,20 760,37 770,64 781,02 791,51 802,11 812,82 823,63 834,54 845,57 856,70
2,4105 2,4404 2,4701 2,4997 2,5291 2,5584 2,5875 2,6166 2,6455 2,6743 2,7030 2,7316 2,7601 2,7886 2,8169 2,8451 2,8732 2,9013 2,9293 2,9571 2,9849 3,0126 3,0403 3,0678 3,0953 3,1227 3,1500 3,1773 3,2045 3,2316
0 98,1 5 100,6 10 102,9 15 105,3 20 107,7 25 110,0 30 112,3 35 114,6 40 116,9 45 119,2 50 121,4 55 123,7 60 125,9 65 128,2 70 130,4 75 132,6 80 134,8 85 137,0 90 139,2 95 141,4 100 143,5 105 145,7 110 147,9 115 150,0 120 152,2 125 154,3 130 156,5 135 158,6 140 160,8 145 162,9
583,74 592,01 600,39 608,87 617,45 626,14 634,94 643,84 652,84 661,96 671,18 680,51 689,95 699,50 709,15 718,92 728,79 738,77 748,86 759,06 769,36 779,77 790,29 800,92 811,65 822,49 833,43 844,48 855,63 866,88
2,4048 2,4349 2,4647 2,4944 2,5239 2,5533 2,5826 2,6117 2,6407 2,6696 2,6983 2,7270 2,7555 2,7840 2,8123 2,8406 2,8687 2,8968 2,9248 2,9526 2,9804 3,0082 3,0358 3,0633 3,0908 3,1182 3,1455 3,1728 3,1999 3,2270
5 84,7 589,41 10 86,8 597,89 15 88,9 606,46 20 91,0 615,13 25 93,1 623,90 30 95,1 632,77 35 97,2 641,74 40 99,2 650,82 45 101,2 659,99 50 103,2 669,28 55 105,1 678,66 60 107,1 688,15 65 109,1 697,75 70 111,0 707,46 75 112,9 717,27 80 114,9 727,18 85 116,8 737,21 90 118,7 747,33 95 120,6 757,57 100 122,5 767,91 105 124,4 778,36 110 126,3 788,91 115 128,2 799,57 120 130,0 810,33 125 131,9 821,19 130 133,8 832,17 135 135,6 843,24 140 137,5 854,42 145 139,3 865,70 150 141,2 877,09
2,3998 2,4300 2,4601 2,4899 2,5196 2,5491 2,5784 2,6076 2,6367 2,6656 2,6945 2,7232 2,7518 2,7803 2,8086 2,8369 2,8651 2,8932 2,9212 2,9491 2,9769 3,0046 3,0322 3,0598 3,0873 3,1146 3,1419 3,1692 3,1963 3,2234
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 10. Final Tests, R600a Properties Tables
p. 131
ts = 10,00C p = 635,5kPa t v h s C dm3/kg kJ/kg kJ/(kgK) 10 73,4 594,98 2,3954 15 75,3 603,67 2,4258 20 77,2 612,45 2,4561 25 79,0 621,32 2,4861 30 80,9 630,28 2,5159 35 82,7 639,34 2,5455 40 84,5 648,50 2,5750 45 86,2 657,75 2,6043 50 88,0 667,10 2,6335 55 89,8 676,56 2,6625 60 91,5 686,11 2,6914 65 93,2 695,77 2,7202 70 34.3 705,53 2,7488 75 96,6 715,39 2,7774 80 98,3 725,36 2,8058 85 100,0 735,43 2,8341 90 101,7 745,61 2,8623 35 103,4 755,89 2,8904 100 105,1 766,27 2,9184 105 106,7 776,76 2,9464 110 108,4 787,35 2,9742 115 110,0 798,04 3,0019 120 111,7 808,84 3,0295 125 113,3, 819,74 3,0571 130 114,9 830,75 3,0846 135 116,6 841,85 3,1119 140 118,2 853,06 3,1392 145 119,8 864,37 3,1665 150 121,4 875,79 3,1936 155 123,0 887,30 3,2206
ts =5,00C p = 731,5kPa t v h s C dm3/kg kJ/kg kJ/(kgK) 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 63,9 600,43 2,3915 65,6 609,34 2,4222 67,3 618,34 2,4526 68,9 627,42 2,4828 70,6 636,59 2,5128 72,2 645,84 2,5426 73,8 655,19 2,5722 75,3 664,62 2,6016 76,9 674,16 2,6309 78,4 683,79 2,6600 80,0 693,52 2,6890 81,5 703,35 2,7178 83,0 713,28 2,7466 84,5 723,30 2,7752 86,0 733,43 2,8036 87,5 743,66 2,8320 89,0 753,99 2,8603 90,5 764,42 2,8884 92,0 774,96 2,9165 93,4 785,59 2,9444 94,9 796,33 2,9722 96,3 807,17 3,0000 97,8 818,11 3,0276 99,2 829,15 3,0552 100,6 840,30 3,0827 102,1 851,54 3,1100 103,5 862,89 3,1373 104,9 874,33 3,1646 106,3 885,88 3,1917 107,8 897,52 3,2187
ts = 10,00C p=635,5kPa t v h s C dm3/kg kJ/kg kJ/(kgK)
ts = 15,00C = 731,5kPa t v h s C dm3/kg kJ/kg kJ/(kgK)
ts = 20.00C p=837.8kPa t v h s C dm3/kg kJ/kg kJ/(kgK)
ts = 25,00C p=955,1kPa t v h s C dm3/kg kJ/kg kJ/(kgK)
10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155
73,4 75,3 77,2 79,0 80,9 82,7 84,5 86,2 88,0 89,8 91,5 93,2 34.3 96,6 98,3 100,0 101,7 103,4 105,1 106,7 108,4 110,0 111,7 113,3 114,9 116,6 118,2 119,8 121,4 123,0
594,98 603,67 612,45 621,32 630,28 639,34 648,50 657,75 667,10 676,56 686,11 695,77 705,53 715,39 725,36 735,43 745,61 755,89 766,27 776,76 787,35 798,04 808,84 819,74 830,75 841,85 853,06 864,37 875,79 887,30
2,3954 2,4258 2,4561 2,4861 2,5159 2,5455 2,5750 2,6043 2,6335 2,6625 2,6914 2,7202 2,7488 2,7774 2,8058 2,8341 2,8623 2,8904 2,9184 2,9464 2,9742 3,0019 3,0295 3,0571 3,0846 3,1119 3,1392 3,1665 3,1936 3,2206
15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160
63,9 600,43 2,3915 65,6 609,34 2 ,4222 67,3 618,34 2,4526 68,9 627,42 2,4828 70,6 636,59 2,5128 72,2 645,84 2,5426 73,8 655,19 2,5722 75,3 664,62 2,6016 76,9 674,16 2,6309 78,4 683,79 2,6600 80,0 693,52 2,6890 81,5 703,35 2,7178 83,0 713,28 2,7466 84,5 723,30 2,7752 86,0 733,43 2,8036 87,5 743,66 2,8320 89,0 753,99 2,8603 90,5 764,42 2,8884 92,0 774,96 2,9165 93,4 785,59 2,9444 94,9 796,33 2,9722 96,3 807,17 3,0000 97,8 818,11 3,0276 99,2 829,15 3,0552 100,6 840,30 3,0827 102,1 851,54 3,1100 103,5 862,89 3,1373 104,9 874,33 3,1646 106,3 885,88 3,1917 107,8 897,52 3,2187
20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 35 100 105 110 115 120 125 130 135 140 145 150 155 160 165
55,8 605,73 2,3879 57,3 614,89 2,4189 58,8 624,12 2,4496 60,3 633,42 2,4800 61,8 642,79 2,5102 63,2 652,25 2,5401 64,7 661,80 2,5699 66.1 671,43 2,5995 67,5 681,15 2,6289 68,9 690,97 2,6581 70,2 700,88 2,6872 71,6 710,88 2,7162 72,9 720,98 2,7450 74,3 731,17 2,7736 75,6 741,47 2,8022 76,9 751,86 2,8306 78,2 762,35 2,8589 79,6 772,94 2,8871 80,9 783,62 2,9152 82,2 794,41 2,9431 83,4 805,30 2,9710 84,7 816,28 2,9988 86,0 827,37 3,0264 87,3 838,56 3,0540 88,5 849,84 3,0815 89,8 861,22 3,1089 91,1 872,71 3,1362 92,3 884,29 3,1634 93,6 895,97 3,1905 94,8 907,75 3,2175
25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170
48,9 50,3 51,6 53,0 54,3 55,6 56,9 58,2 59,4 60,7 61,9 63,1 64,3 65,5 66,7 67,9 69,1 70,2 71,4 72,6 73,7 74,9 76,0 77,1 78,2 79,4 80,5 81,6 82,7 83,8
610,87 620,29 629,76 639,29 648,90 658,57 668,32 678,16 688,08 698,08 708,17 718,36 728,63 739,00 749,46 760,02 770,67 781,42 792,27 803,21 814,25 825,38 836,62 847,95 859,37 870,90 882,52 894,24 906,06 917,97
2,3846 2,4159 2,4469 2,4776 2,5080 2,5382 2,5681 2,5979 2,6274 2,6568 2,6860 2,7150 2,7439 2,7727 2,8013 2,8298 2,8581 2,8864 2,9145 2,9425 2,9704 2,9982 3,0259 3,0535 3,0810 3,1084 3,1357 3,1629 3,1900 3,2170
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 10. Final Tests, R600a Properties Tables
p. 132
ts=30,00C p=1084,OkPa t v h s C dm3/kg kJ/kg kJ/(kgK) 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 42,9 44,2 45,5 46,7 47,9 49,1 50,2 51,4 52,5 53,7 54,8 55,9 57,0 58,0 59,1 60,2 61,2 62,3 63,3 64,3 65,4 66,4 67,4 68,4 69,4 70,4 71,4 72,4 73,4 74,4 615,82 2,3814 625,52 2,4131 635,25 2,4445 645,03 2,4755 654,87 2,5062 664,78 2,5366 674,75 2,5667 684,79 2,5967 694,91 2,6264 705,12 2,6559 715,40 2,6852 725,77 2,7144 736,23 2,7434 746,77 2,7722 757,41 2,8009 768,14 2,8295 778,96 2,8579 789,87 2,8862 800,87 2,9144 811,97 2,9424 823,17 2,9704 834,46 2,9982 845,84 3,0259 857,32 3,0535 868,89 3,0810 880,56 3,1084 892,33 3,1358 904,19 3,1630 916,14 3,1901 928,19 3,2172
ts= 35,00C p=1225,0Pa t v h s C dm3/kg J/kg kJ/(kgK) 35 37,8 40 39,0 45 40,1 50 41,2 55 42,4 60 43,4 65 44,5 70 45,6 75 46,6 80 47,6 85 48,6 90 49,6 95 50,6 100 51,6 105 52,6 110 53,5 115 54,5 120 55,4 125 56,3 130 57,3 135 58,2 140 59,1 145 60,0 150 60,9 155 61,8 160 62,7 165 63,6 170 64,5 175 65,4 180 66,3 620,53 2,3783 630,54 2,4105 640,56 2,4422 650,61 2,4736 660,71 2,5046 670,85 2,5353 681,05 2,5657 691,32 2,5958 701,66 2,6257 712,07 2,6554 722,55 2,6849 733,11 2,7142 743,76 2,7433 754,49 2,7722 765,31 2,8010 776,21 2,8297 787,20 2,8582 798,28 2,8865 809,45 2,9147 820,71 2,9429 832,06 2,9708 843,51 2,9987 855,04 3,0265 866,67 3,0541 878,40 3,0817 890,21 3,10.91 902,12 3,1364 914,12 3,1637 926,22 3,1908 938,40 3,2178
ts=40,00C p= 1379,OkPa t v h s C dm3/kg kJ/kg kJ/(kgK)
ts=45,00C p= 1546,OkPa t v h s C dm3/kg kJ/kg kJ/(kgK)
ts=50,00 C p=1728,0kPa t v h s C dm3/kg kJ/kg kJ/(kgK)
ts = 55,00C p = 1925, 0kPa t v h s C dm3/kg kJ/kg kJ/(kgK)
40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 185
33,3 34,4 35,5 36,5 37,6 38,6 39,5 40,5 41,5 42,4 43,3 44,2 45,1 46,0 46,9 47,8 48,6 49,5 50,3 51,2 52,0 52,8 53,7 54,5 55,3 56,1 56,9 57,7 58,5 59,3
624,99 635,34 645,67 656,02 666,39 676,79 687,24 697,74 708,30 718,92 729,62 740,38 751,22 762,14 773,14 784,23 795,39 806,65 817,98 829,41 840,92 852,53 864,22 876,00 887,88 899,84 911,90 924,04 936,28 948,61
2,3751 2,4079 2,4401 2,4719 2,5032 2,5342 2,5649 2,5953 2,6254 2,6553 2,6849 2,7143 2,7436 2,7727 2,8016 2,8303 2,8589 2,8873 2,9156 2,9438 2,9718 2,9998 3,0275 3,0552 3,0828 3,1103 3,1376 3,1649 3,1920 3,2191
45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 185 190
29,4 30,4 31,5 32,4 33,4 34,3 35,2 36,1 37,0 37,9 38,7 39,5 40,4 41,2 42,0 42,8 43,5 44,3 45,1 45,9 46,6 47,4 48,1 48,9 49,6 50,4 51,1 51,8 52,5 53,3
629,12 639,86 650,55 661,22 671,88 682,56 693,27 704,02 714,82 725,67 736,58 747,56 758,60 769,72 780,91 792,18 803,53 814,96 826,47 838,07 849,75 861,51 873,37 885,31 897,33 909,45 921,65 933,95 946,33 958,80
2,3716 2,4051 2,4379 2,4701 2,5019 2,5333 2,5643 2,5949 2,6253 2,6554 2,6852 2,7148 2,7442 2,7734 2,8025 2,8313 2,8600 2,8885 2,9169 2,9451 2,9732 3,0012 3,0290 3,0568 3,0844 3,1119 3,1393 3,1665 3,1937 3,2208
50 26,0 632,88 2,3676 55 27,0 644,07 2,4020 60 27,9 655,16 2 ,4355 65 28,9 666,18 2,4684 70 29,7 677,17 2,5006 75 30,6 688,16 2,5324 80 31,5 699,15 2,5638 85 32,3 710,17 2 ,5947 90 33,1 721,21 2,6254 95 33,9 732,31 2,6557 100 34,7 743,45 2,6858 105 35,4 754,64 2,7156 110 36,2 765,90 2,7451 115 36,9 777,22 2,7745 120 37,7 788,61 2,8037 125 38,4 800,07 2,8326 130 39,1 811,61 2,8614 135 39,8 823,22 2,8901 140 40,5 834,91 2,9185 145 41,2 846,68 2,9468 150 41,9 858,53 2,9750 155 42,6 870,46 3,0030 160 43,3 882,48 3,0309 165 44,0 894,58 3,0587 170 44,7 906,76 3,0864 175 45,3 919,03 3,1139 180 46,0 931,39 3,1413 185 46,7 943,83 3,1686 190 47,3 956,36 3,1958 195 48,0 968,98 3,2229
55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 185 190 195 200
22,9 23,9 24,8 25,7 26,5 27,4 28,2 28,9 29,7 30,4 31,1 31,9 32,6 33,2 33,9 34,6 35,2 35,9 36,6 37,2 37,8 38,5 39,1 39,7 40,3 40,9 41,5 42,1 42,7 43,3
636,20 647,92 659,46 670,89 682,24 693,56 704,85 716,15 727,47 738,82 750,20 761,62 773,10 784,64 796,23 807,89 819,62 831,42 843,30 855,24 867,27 879,37 891,56 903,82 916,16 928,59 941,10 953,70 966,37 979,14
2,3631 2,3985 2,4329 2,4665 2,4993 2,5316 2,5633 2,5947 2,6256 2,6562 2,6865 2,7166 2,7463 2,7758 2,8052 2,8343 2,8632 2,8919 2,9205 2,9489 2,9771 3,0052 3,0332 3,0610 3,0887 3,1163 3,1438 3,1711 3,1983 3,2255
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 10. Final Tests, R600a Properties Tables
p. 133
ts=60,00C p=2137,0kPa t v h s C dm3/kg kJ/kg kJ/(kgK) 60 20,3 638,98 2,3577 65 21,2 651,34 2,3945 70 22,1 663,42 2 ,4299 75 22,9 675,30 2,4643 80 23,7 687,06 2,4978 85 24,5 698,74 2,5307 90 25,3 710,37 2,5629 95 26,0 721,98 2,5947 100 26,7 733,58 2,6260 105 27,4 745,19 2,6569 110 28,0 756,83 2,6875 115 28,7 768,50 2,7177 120 29,4 780,21 2,7477 125 30,0 791,97 2,7774 130 30,6 803,78 2,8069 135 31,2 815,64 2,8362 140 31,9 827,57 2,8652 145 32,5 839,57 2,8941 150 33,1 851,63 2,9227 155 33,6 863,76 2,9512 160 34,2 875,96 2,9796 165 34,8 888,24 3,0078 170 35,4 900,60 3,0358 175 35,9 913,03 3,0637 180 36,5 925,54 3,0914 185 37,1 938,12 3,1191 190 37,6 950,79 3,1466 195 38,2 963,54 3,1739 200 38,7 976,37 3,2012 205 39,3 989,28 3,2284
ts = 65,00C p=2366,0kPa t v h s C dm3/kg kJ/kg kJ/(kgK) 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 185 190 195 200 205 210 17,9 18,8 19,7 20,5 21,3 22,0 22,7 23,4 24,0 24,7 25,3 25,9 26,5 27,1 27,7 28,3 28,9 29,4 30,0 30,5 31,1 31,6 32,1 32,6 33,2 33,7 34,2 34,7 35,2 35,7 641,10 654,27 666,98 679,39 691,61 703,69 715,68 727,62 739,53 751,43 763,34 775,26 787,22 799,21 811,24 823,32 835,46 847,65 859,91 872,23 884,61 897,07 909,60 922,20 934,88 947,63 960,46 973,36 986,35 999,41 2,3510 2,3896 2,4264 2,4618 2,4962 2,5297 2,5625 2,5947 2,6264 2,6577 2,6885 2,7191 2,7493 2,7792 2,8089 2,8383 2,8675 2,8965 2,9253 2,9539 2,9823 3,0106 3,0387 3,0666 3,0945 3,1221 3,1497 3,1771 3,2044 3,2316
ts=70,00C p=2612,0kPa t v h s C dm3/kg kJ/kg kJ/(kgK)
ts=75,00C p=2877,0kPa t v h s C dm3/kg kJ/kg kJ/(kgK)
ts=80,00C p=3160,0kPa t v h s C dm3/kg kJ/kg kJ/(kgK)
70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 185 190 195 200 205 210 215
15,7 642,39 2,3427 16,7 656,60 2,3838 17,5 670,09 2,4223 18,3 683,12 2,4589 19,1 695,86 2,4942 19,8 708,39 2,5285 20,4 720,78 2,5619 21,1 733,08 2,5947 21,7 745,32 2,6268 22,3 757,53 2,6585 22,9 769,72 2,6897 23,5 781,91 2,7205 24,1 794,12 2,7510 24,6 806,35 2,7811 25,2 818,62 2,8110 25,7 830,92 2,8406 26,2 843,27 2,8700 26,7 855,67 2,8991 27,2 868,13 2,9280 27,7 880,64 2,9567 28,2 893,22 2,9853 28,7 905,86 3,0136 29,2 918,56 3,0418 29,7 931,34 3,0699 30,2 944,19 3,0978 30,7 957,10 3,1255 31,1 970,10 3,1531 31,6 983,16 3,1806 32,1 996,30 3,2079 32,5 1009,5 3,2351
75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 185 190 195 200 205 210 215 220
13,8 14,7 15,6 16,4 17,1 17,8 18,4 19,1 19,6 20,2 20,8 21,3 21,9 22,4 22,9 23,4 23,9 24,4 24,8 25,3 25,8 26,2 26,7 27,1 27,6 28,0 28,4 28,9 29,3 29,7
642,59 2,3320 658,23 2,3766 672,68 2,4173 686,46 2,4555 699,79 2,4919 712,83 2,5271 725,66 2,5613 738,35 2,5946 750,95 2,6273 763,48 2,6594 775,97 2,6909 788,45 2,7221 800,93 2,7528 813,41 2,7832 825,92 2,8133 838,45 2,8431 851,02 2,8726 863,63 2,9019 876,30 2,9310 889,01 2,9599 901,78 2,9885 914,60 3,0170 927,49 3,0453 940,45 3,0734 953,47 3,1013 966,56 3,1291 979,71 3,1568 992,94 3,1843 1006,2 3,2117 1019,6 3,2390
80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 185 190 195 200 205 210 215 220 225
12,0 13,0 13,9 14,7 15,4 16,0 16,7 17,3 17,8 18,4 18,9 19,4 19,9 20,4 20,9 21,3 21,8 22,2 22,7 23,1 23,6 24,0 24,4 24,8 25,2 25,6 26,0 26,4 26,8 27,2
641,29 659,01 674,71 689,37 703,39 717,00 730,32 743,43 756,41 769,29 782,11 794,88 807,63 820,38 833,14 845,91 858,71 871,54 884,41 897,33 910,30 923,32 936,39 949,53 962,73 975,99 989,31 1002,7 1016,2 1029,7
2,3180 2,3678 2,4113 2,4514 2,4893 2,5255 2,5605 2,5945 2,6277 2,6603 2,6923 2,7237 2,7548 2,7855 2,8158 2,8458 2,8755 2,9050 2,9342 2,9632 2,9919 3,0205 3,0489 3,0771 3,1052 3,1330 3,1608 3,1883 3,2158 3,2431
Transfair Engineering: Designing and Prototyping Cooling Circuits. 10.15 EMC Tests 10.16 Cooling Circuit Pressure Tests
p. 134
10.16. Electromagnetic Compatibility Tests (EMC)
EMC Electromagnetic compatibility of household refrigerators become part of CE certification. The new EU Directive 2004/108/EC will repeal Directive 89/336/EEC as from 20 July 2007. Products must be constructed so that they do not cause excessive electromagnetic interference and are not unduly affected by electromagnetic interference. How this new directive will apply to household refrigerators, which tests has really to be executed it still has to be clarified. But the manufacturer do not depend anymore on authorized bodies for product approval like in past and can make assessment on its own and concentrate of electro smog, which really can be generated by the appliance, which reduce costs. EN 55014-1:2001Electromagnetic compatibilityRequirements for household appliances, electric tools, and similar apparatusPart 1: EmissionProduct family standard. EN 55014-2:1997Electromagnetic compatibilityRequirements for household appliances, electric tools, and similar apparatusPart 2: ImmunityProduct family standard. EN 61000-part 3-2 (2006): Electromagnetic compatibility (EMC). Limits for harmonic current emissions (equipment input current < 16 A per phase) and part 3-3 Voltage fluctuation and flicker limits This process will ultimately lead to affixing of a CE mark on the product when coupled with all other relevant requirements of applicable new approach directives.
10.17.
Cooling Circuit Pressure Test
Even if Isobutane explode inside the system, which theoretically could happen, according to tests executed by Liebherr and others the maximum pressure peak of 12 bars are created during explosion in the cooling circuit and this pressure should remains under the critical load of any cooling circuit components and joints. The IEC/EN 600335-2-24 section 22.7 requires a pressure test on circuit components for flammable refrigerants. They should withstand an absolute pressure of 3.5 times of the saturated vapour pressure of the refrigerant at 70C for parts exposed to the high side pressure during normal operation, that means 35 bar relative; 5 times of the saturated vapour pressure of the refrigerant at 20C for parts exposed to the low side pressure during normal operation, that means 10 bar relative; The pressures are gauged pressures. Also the European Pressure Equipment Directive (PED) 97/23/EC from 29 November 1999 requires that all items of pressure equipment placed on the market in the European Economic Area (EEA) after May 2002 must comply with this directive. So the complete cooling circuit, even the ones filled without flammable refrigerants, all without pressure relieve valve must be able to withstand the maximum pressure, which can be built up inside the circuit. We should add a 50% reserve before bursting. Such pressure is normally not critical for household refrigerator cooling circuit components and correctly made brazing and other joints, but it deforms Aluminium Roll Bond and other flat copper or aluminium components, like flat accumulators or receivers. A refrigerator manufacturer should insist today on the conformity declaration of components manufacturers (compressor, filter dryers, accumulators, valves, condensers, evaporators and tubes) and have to execute refrigerator type pressure tests for type approval and - to control the type approval conform manufacturing process - at least pressure tests on samples or on all refrigerators, if no deformation will happen, for example during Helium leak test (see Chapter 4.7. in Transfair Engineering: Evacuation, Charging, Leak Detection and Performance Testing in the Household Refrigerator production Today 2006, to stress the joints.
Transfair Engineering: Designing and Prototyping Cooling Circuits. 11. Converting refrigerators to 134a and to R600a Systems
p. 135
11.
Converting Household Refrigerators from CFC-12 to HFC-134a Systems and from HFC-134a to HC-600a Systems
11.1. Converting Household Refrigerators from CFC-12 to HFC-134a Systems
Under the condition that the CFC-12 model was working already quite optimal for the climate class designed for, following fast approach for the conversion from CFC-12 to HFC-134a can be made. If the existing model was not very good it is much better to redesign the complete system according to this booklet, than to modify single items already not good designed. 1. Compressor selection: The R134a compressor to be selected should have the same capacity according to ASHRAE or CECOMAF standard as the one used for the R12 system; that means that the displacement of the R134a is 8-12% higher. In the last 5 years many energy optimised models are available, even now for tropical regions which should be preferred selected (see chapter 2.10). 2. Condenser selection: In the first stage of development often the same condenser (and evaporator) can be used in a HFC134a household refrigerator as used for CFC-12, if the condensing capacity and U-value of the CFC-12 model was not near the technical border in the past. Because of the a.m. higher compressor displacement, the U-value of condenser theoretically should be increased. In praxis freezers and refrigerators with large freezers for subtropical and tropical climate classes, or refrigerator models made for tropical climate classes needs regularly a larger condensing surface. Only in few freezers made for tropical conditions, the super heat is so high (see chapter 3.4. oil cooling condensers), that an about 30% bigger condenser with oil and with a gas circuit and other compressor types with 5 tube joints are needed. The condenser can be tested acc. to Chapter 3.6. 3. Compressor water evaporation tray: Especially a refrigerator without freezer or freezer hermetically separated from the refrigerator should drain the condensed water from the evaporator by a tube to cool the compressor shell. A tray on top of the compressor should be installed, which reduces the condensing demand and energy consumption by about 15%. 4. Evaporator selection: The miscibility of refrigerant and oil differ in R12 and R134a systems. In HFC-134a systems more ester oil is passing the circuit as in the past done by Mineral oil used in CFC-12 systems. The cross section of channels should be equal, not reduced in bending areas or because of bad quality. Oil pockets in which oil can accumulate should be avoided. These are typical problems of Roll-Bond evaporators; therefore the Roll-Bond was often replaced by tubes-onsheet evaporators during this conversion. Also unnecessary parallel channels (in bending areas often used) do not help. In opposite they reduce needed optimal refrigerant speed. Such cross section size must be selected, which allow to reach a refrigerant gas speed of 4-5m/sec. By this optimal speed of 4-5m/sec. in the evaporator the efficiency is best, the maximum pressure drop is limited, that means the temperature difference between evaporator inlet and outlet in stable, not in pull down conditions should be kept in the range of 1K). 5. Filter dryer selection: HFC-134a systems needs more efficient filter with molecular sleeves of 3 instead of 4, like XH7 or XH-9 from Union Carbide or Siliporite H3R. The quantity should be about 20% bigger or the same as used in past if it was good dimensioned, but the cleanliness standard to be kept on purchased components and during operation are much higher (compressor and dryer loaded with dry Nitrogen, condenser and evaporator cleaned with dry air(dew point -45C) etc. (see chapter 7.3.). 6. Capillary tube selection: The tests should start with the size and length of capillary tube as recommended by the compressor manufacturer, which is because of higher pressure difference, lower mass flow and volume flow much longer (0.71mm inner dia. of 3-4 m length), and than optimized in length under following conditions: In the first step the capillary capacity can be measured with test apparatus (chapter 4.2.) with HCF-134a at 14,9 bar and 55C condensing temperature and after sub cooling (see item 7). The pressure drop through the capillary should be according to the evaporating temperature to be reached (see table or use program), the capillary capacity (l/min) near
Transfair Engineering: Designing and Prototyping Cooling Circuits. 11. Converting refrigerators to 134a and to R600a Systems
p. 136
the ideal conditions according to the table or program and the calculation in chapter 4.1.) that vapour come out of capillary (temperature difference of liquid and vapour at evaporator inlet), max. 7 % of evaporator in worse conditions should be liquid filled. (to be measured by identification of temperature zones in the evaporator inlet). The behaviour is changing not only by changing of capillary tube length, environmental temperatures and loads, but also it depends from refrigerant charge quantity to be optimized, so that all tests must be repeated several times till all parameters are optimal.
7. Sub cooling heat exchanger: Sub cooling of HFC-134a increases the nominal capacity by about 23%, 4% more than in a CFC-12 model. So it is a must for a HFC-134a system. The capillary tube should be winded round the cold suction tube of the compressor covered by a shrink film sleeve. 8. HFC- Refrigerant charge quantity: The optimal HFC-134a charge quantity is the one which reaches 3-5C superheat above the saturated temperature which matches the measured pressure (see table or use program) between evaporator outlet and compressor inlet. It is about 10% less than the CFC-12 charge quantity (if all condenser, compressor, filter and evaporator would be the same). Fine tuning of charge quantity is needed (see chapter 7.5.4.). By modifying other circuit parts the test must be repeated. 9. It is always useful to use the conversion to optimize the refrigerator in all areas, stating from thermal insulation, elimination of thermal bridges (Chapter 1.5.), using energy optimized compressors (chapter 2.10), eliminate accumulators by using vertical u-bends in refrigerator evaporator (chapter 5.2.2.), etc. The conditions for different models and climate classes are varying so much that some single items cannot be recommended in this chapter and therefore it is useful to go through all chapters and recommended measurements and tests again for the development of an optimal system. 10. The additional requirements on cleanliness in circuit components and during processing, the limited time of opening the compressor and filter dryer, the cleaning of condensers and evaporators, the higher demand on the brazing quality, all this can only be reached by strict quality control measures, which must accompany the introduction of R134a model manufacturing (see Chapter 7.3. and Transfair Engineering: Evacuation, Charging, Leak detection and Performance Testing in the Household Refrigerator Industries today, Dsseldorf 2001). Last not least all manufacturers though they dont like to admit it test regularly the models of their best competitors and compare their efficiency values with the ones of their own products to identify own weak areas to be improved. So also such an approach is strongly recommended.
11.2. Converting Household Refrigerators from HFC-134a to HC-600a Systems
A fast track approach for the conversion from HFC-134a to HC-600a models as made from CFC-12 to HFC-134a in chapter 11.1. is not possible for the conversion from HFC-134a to HC-600a household refrigerators. The behaviour of the HC-600a refrigerant is so different from the one of HFC-134a that nearly all cooling circuit components must be redesigned. Therefore it does not make sense now to repeat the booklet. Few relevant aspects should be taken first into consideration before the design conversion to HC-600a models should start: 1. The cabinet, cooling circuit and electrical design: Most important is the separation of electrics and cooling circuit, specially all their joints, that even in case of a leak no explosion can happen (chapter 8.2.4.); otherwise special protected electrical component must be used, which are often more expensive and sometimes have the chance that their protection will break. Additional tests have to be made on the design (Chapter 8.5.3.-8.5.5) and on each produced refrigerator (Chapter 8.5.2.). And the HC-600a system must be marked for service reasons. Defrost models with foamed in tube-onsheet (=TOP) evaporators behind the liner are safe, efficient and cheap to be made. 2. Safety precautions during charging of HC-600a refrigerators and working on the circuit filled with HC-600a must be made to prevent explosion (see Chapter 7.4.) 3. In some cases the foreseen compressor compartment size must be increased for a HC-600a compressor with 70-80% bigger displacement volume. For example a 160kcal compressor needs about 8cc HFC-134a, but 13 cc HC-600a. The
Transfair Engineering: Designing and Prototyping Cooling Circuits. 11. Converting refrigerators to 134a and to R600a Systems
p. 137
electric coil and energy consumption by different cylinder sizes of HFC-134a and HC-600a are practically the same for the same cooling capacity. 4. The charge tolerances of HC-600a is much smaller, even less than expected from the lower charge quantity. The requirement on fine tuning of charge quantity, the charge accuracy must be inside the range of 1g and the leak detection inside the range of 1 g per year. Too high charge can cause oil film break on the cylinder. 5. If all are optimized HC-600a systems today are at least 5% more efficient as the HFC-134a models, if all other conditions are comparable. In addition in can be stronger improved by a run capacitor as HFC-134a models. 6. Normal mineral oil can be used in the HC-600a compressors and this eliminates a lot of cleanliness problems using HFC134a systems with hydroscopic ester oil (humidity, chlorine, oxidation, grease and mineral oil). But the demand on cleanliness has not been diminished, only changed. Because of much lower refrigerant quantity same absolute impurity has higher thermodynamic effects if it is a gas or can be vaporized. All non-condensable gases even diluted inside the compressor oil, must be removed by special evacuation processes under compressor run (see Transfair Engineering: Evacuation, Charging, Leak detection and Performance Testing in the Household Refrigerator Industries today, Dsseldorf 2001). Only by high cleanliness the efficiency advantage can be reached.
Except the a.m. points the designing of R600a is a standard refrigerator engineering work.
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 12. IEC and EN Standards
p. 138
12. 12.7.
Standards EN Standards for refrigerators
The standards, as already mentioned in the booklet and applied, specify which tests according to which methods the household refrigerator manufacturer have to execute for household refrigerator type approval in Europe for example to issue CE conformity declaration, on manufactured samples or all made refrigerators to insure that his production is conform with type approval. Following international or relevant national standards exist for refrigerators and freezers:
Household refrigerator
-
EN ISO 15502 (2005): Household refrigerating appliances - Characteristics and test methods (ISO 15502:2005); it replaced the 4 withdrawn standards: ISO EN 7371 - Performance of household refrigerating appliances - refrigerators with or without low
temperature compartment; ISO 8187 EN 28187 - Household refrigerating appliances - Refrigerators-freezers' characteristics and test methods; ISO EN 5155 - Household refrigerating appliances - Frozen food storage cabinet and food freezers characteristics and test methods; ISO EN 8561 Household Frost free refrigerating appliances, refrigerators, refrigerator-freezers characteristics and test methods.
EN 153 (2006): Methods of measuring the energy consumption of electric mains operated household refrigerators, frozen food storage cabinets, food freezers and their combinations, together with associated characteristics
Safety Standards for Refrigerators and Freezers - IEC/EN/UL/J/GOST etc. Standard 60335, Part 1: Safety of household and similar electric appliances, and - IEC/EN/UL/J/GOST etc. Standard 60335, Part 2-24 (2005): Particular requirements for refrigerator appliances and ice makers. - IEC-EN-UL-J-GOST etc. Standard 60335, Part 2-89 (2007): Particular requirements for commercial refrigerating appliances with an incorporated or remote refrigerant condensing unit or compressor, Vers. 1.2. For flammable refrigerants (R600a) these standards specify to carry out risk assessment to control flammability risk by tests clauses 22. DIN 8964 (1996/2002): Circuit components for refrigerating systems - Part 1: Testing, Part 2: Sealed systems; Requirements, (2002): Part 3: Closed systems; Requirements To be applied on complete cooling circuit EU PED -Pressure Equipment Directive 97/23/EC by pressurization of the circuit by 15bar for R600a and 23 bar for R134a.
Electric Components
-
Electrical standards of IEC/EN for each used electrical part and in Europe the EU Low Voltage Directive (73/23/EEC) as amended 93/68/EEC. Fan motor electric safety EN 60335-2-80 and EN60335-2-24 Annex AA: locked-rotor test fan motor Pressure switch EN 60730-2-9 Compressor electric safety: EN60335-1 and 2-34 Electric terminal box on compressor and in zone with potential R600a leaks must be made in accordance with n protection (class IP 54 if flammable gas cannot accumulate or higher) according to IEC60079-15 and correspond to the required "Zone 2" regulations. The protection device must be connected according to the wiring diagram. The wires (PTC control circuit) between terminals) and compressor terminal plate must be either shielded or twisted cable (danger of inductance).
EMC Electromagnetic compatibility Directive 2004/108/EC. The new EMC Directive has been published in the Official Journal of the European Union, L 390/24, 31 December 2004, and will repeal Directive 89/336/EEC as from 20 July 2007. Products must be constructed so that they do not cause excessive electromagnetic interference and are not unduly affected by electromagnetic interference. How this new directive will apply to household refrigerators, which tests has really to be executed it still has to be
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 12. IEC and EN Standards
p. 139
clarified. But the manufacturer do not depend anymore on authorized bodies to approve and can make assessment on its own, which reduce costs. EN 55014-1:2001Electromagnetic compatibilityRequirements for household appliances, electric tools, and similar apparatusPart 1: EmissionProduct family standard. EN 55014-2:1997Electromagnetic compatibilityRequirements for household appliances, electric tools, and similar apparatusPart 2: ImmunityProduct family standard. EN 61000-part 3-2 (2006): Electromagnetic compatibility (EMC). Limits for harmonic current emissions (equipment input current < 16 A per phase) and part 3-3 Voltage fluctuation and flicker limits
This process will ultimately lead to affixing of a CE mark on the product when coupled with all other relevant requirements of applicable new approach directives.
Commercial refrigerator
EN ISO 23953 (2006) Refrigerated display cabinets Part 1 Vocabulary, Part 2: Classification, requirements and test conditions. EN 441: Methods of measuring the energy consumption, energy labelling of commercial refrigerators. EN378: For design, operation and maintenance of refrigeration plants with flammable refrigerants (Group L3), special safety regulations apply. Belonging to these regulations, amongst other things, are special protection devices against excessive pressure and special features in design and arrangement of electrical equipment. Moreover, steps are to be taken that in case of a refrigerant leak, it is harmlessly vented away so that no explosive mixture can occur. The exact design regulations are determined in the Standards, e.g. EN378 / In Germany VBG20 / draft DIN 7003 / DIN VDE 0165 / VDE 0100. With the present regulations, a separate agreement is to be met between the plant contractors and the operator. According to the design and refrigerant charge, individual authorisation from the industrial regulatory authority may also be required. Additionally, the designer of such plants must be certified in dealing with flammable refrigerants; for the operating personnel, qualified instruction is required. The present standards only cover design regulations for stationary plants.
Absorption refrigerator
- EN 732 (1998): Specifications for dedicated liquefied petroleum gas appliances - Absorption refrigerators.
Valves
- EN 12284 (2004): Klteanlagen und Wrmepumpen - Ventile - Anforderungen, Prfung und Kennzeichnung
Compressor
EN 12900 (2005): Refrigerant compressors - Rating conditions, tolerances and presentation of manufacturer's performance data. EN 13771-1 (2003 /2005): Compressors and condensing units for refrigeration - Performance testing and test methods Part 1: Refrigerant compressors. This part 1 of the European Standard applies only to refrigerant compressors and describes a number of selected performance test methods. These methods provide sufficiently accurate results for the determination of the refrigerating capacity, power absorbed, refrigerant mass flow, isentropic efficiency and the coefficient of performance. This standard applies only to performance tests conducted at the manufacturer's works or wherever the equipment for testing to the accuracy required is available. The type of measuring instrument and the limits within which measurements shall be made are listed in normative annex A.
Compressor safety - Compressor electric safety: EN60335-1 and 2-34 - EN 12693 (1997) Klteanlagen und Wrmepumpen - Sicherheitstechnische und umweltrelevante Anforderungen Kltemittel-Verdichter
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 12. IEC and EN Standards
p. 140
Condenser
EN 13771-2 (2003 /2005): Compressors and condensing units for refrigeration - Performance testing and test methodsPart 2: Condensing units. EN 13215 (2000): Condensing units for refrigeration - Rating conditions, tolerances and presentation of manufacturer's performance data. EN 327 Air cooled refrigerant condensers, Heat exchangers. Forced convection air cooled refrigerant condensers. Test procedure for establishing performance. EN 13136 (2005): Refrigerating systems and heat pumps - Pressure relief devices and their associated piping - Methods for calculation. EN 13313 (2002): Refrigerating systems and heat pumps - Competence of personnel. This European Standard establishes procedures for achieving and assessing the competence of persons who design, install, test and commission, maintain, repair and dispose of refrigerating systems with respect to health, safety, environmental and energy conservation requirements. This European Standard does not apply to those persons who carry out work on the basis of instructions if they are supervised by a competent person. EN 14276 (2002): Pressure equipment for refrigerating systems and heat pumps - Part 1: Vessels - General requirements;
Filter Dryer
DIN 8949 (2000): Refrigerant filter driers Testing
Acoustical noise
EN 28960 (1993) Refrigerators, frozen food storage cabinets and food freezers for household and similar use; measurement of emission of airborne acoustical noise (ISO 8960:1991).
EN Standards can be purchased from the following Institutions:
Great Britain: British Standards Institution (BSI), Tel: +44 20 8996 9001, Order by Fax: +44 20 8996 7001 (with credit card details), by post: BSI Customer Services c/o Cash Office, PO Box 16206, London W4 4ZL (cash with order) or by internet http://www.bsi-global.com/index.xalter France: Association Franaise de Normalisation (AFNOR), Serv. "Qualite de la Vie" (SQV), Tour Europe, F-92049 Paris La Dfense CEDEX TEL: + 33 142 91 55 33 FAX: + 33 142 91 56 56 Germany: Beuth-Verlag GmbH, Burggrafenstrasse 4-10, D-10787 Berlin; TEL: +49 302601 2260; FAX: +49 30 26011260; http://www.beuth.de/ Italy: Ente Nazionale Italiano di Unificazione (UNI), Via Battistotti Sassi 11/b, I-20133 Milano TEL: +39 270 0241 FAX: +39 270 106 106 Spain: Asociacin Espanola de Normalizacin y Certificacin (AENOR), Genova 6, E-28004 Madrid TEL: + 34 14 32 60 00 FAX: + 34 13 10 45 96
EU Directives
http://europa.eu.int/comm/enterprise/electr_equipment/legislat.htm http://europa.eu.int/comm/enterprise/newapproach/standardization/harmstds/reflist.html
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 12. IEC and EN Standards
p. 141
12.8.
ISO Standards
ISO Standards are at least in our areas identical with EN and can be received by http://www.iso.org/
12.9.
IEC standards
IEC Standards can be received by http://www.iec.ch/ or by the national standard institutes of member countries or their publishers. In EU from the institutes or publishers as already mentioned in chapter 12.1.
12.10.
-
Some selected US Standards for refrigerators
Household refrigerator
ANSI/AHAM HRF 1 (2004): Energy, Performance and Capacity of Household Refrigerators, RefrigeratorFreezers and Freezers. The purpose of this standard is to establish a uniform and repeatable procedure or standard method for measuring specified product characteristics of household refrigerators, household wine chillers and household freezers. This standard covers definitions, methods for computing volumes and shelf areas, methods for determining volumes of special features, performance test procedures, durability test procedures, methods for determining energy consumption and energy factor, and safety recommendations. The US-UL signed the above IEC 60335 1 and 2-24. In addition there exists ANSI/ASHRAE Standard 15-2004 Safety Standard for Refrigeration Systems. ANSI/ASHRAE 15-2004 is the newest version of one of ASHRAEs oldest standards. This version is a republication of ANSI/ASHRAE 15-2001, including addendum a. The reader is referred to that addendum as well as Appendix J of this standard for changes that have been made since the original publication of ANSI/ASHRAE 15-2001. Among those changes were changes to the treatment of flammable refrigerants, including correction of an omission in the 2001 standard. In addition, changes were made to the requirements for pressure vessel protection and references were updated. This standard is directed toward the safety of persons and property on or near the premises where refrigeration facilities are located. It includes specifications for fabrication of tight systems but does not address the effects of refrigerant emissions on the environment. For information on the environmental effects of refrigerant emissions, see ASHRAE Guideline 3-1996, Reducing Emission of Halogenated Refrigerants in Refrigeration and Air-Conditioning Equipment and Systems.
Safety Standards for Refrigerators and Freezers - UL 60335, Part 1: Safety of household and similar electric appliances, and - UL 60335, Part 2-24 (2005): Particular requirements for refrigerator appliances and ice makers. - UL 250: Standard for Safety Household Refrigerators and Freezers
Commercial refrigerator
ANSI/ASHRAE Standard 72 (2005): Method of Testing Commercial Refrigerators and Freezers. This revision of Standard 72 combines Standard 72-1998 for open refrigerators and Standard 117-2002 for closed refrigerators. It prescribes a uniform method of testing open and closed commercial refrigerators and freezers for rating so that comparative evaluations can be made of energy consumption, product temperature performance, refrigeration load, the suction pressures required, and other performance factors. The standard also clarifies door opening requirements, shelf loading, and test definitions, and includes requirements that improve the consistency of ambient temperatures. This standard should be useful to the design engineer responsible for rating open or closed commercial refrigerators. - ANSI-NSF 7-2001: Commercial Refrigerators and Freezers Electric safety standards: - UL 471Standard for Safety Commercial Refrigerators and Freezers, 2006 - UL 399 Standard for Drinking-Water Coolers - UL 541Standard for Refrigerated Vending Machines - UL 563Standard for Ice Makers - UL 621Standard for Ice Cream Makers -
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 12. IEC and EN Standards
p. 142
Compressor
ANSI/ASHRAE 23(2005): Methods of Testing for Rating Positive Displacement Refrigerant Compressors and Condensing Units. This standard applies to the methods of testing for rating single-stage positive-displacement refrigerant compressors and condensing units that (a) do not have liquid injection and (b) are operated at subcritical (saturated) temperatures of the refrigerant. It also applies to the methods of testing for rating single-stage positive-displacement refrigerant compressors and condensing units that (a) incorporate liquid injection that is controlled by a steady flow rate method and (b) are operated at subcritical (saturated) temperatures of the refrigerant. This standard applies to all of the refrigerants listed in the ASHRAE Handbook Fundamentals and in ANSI/ ASHRAE Standard 342 that fall within the scope defined above. UL 894: Safety of hermetic compressors.
Condenser
ANSI/ASHRAE Standard 20-1997 (RA 2006): Method of Testing for Rating Remote Mechanical-Draft Air-Cooled Refrigerant Condensers. This reaffirmation of ANSI/ASHRAE Standard 20-1997 prescribes methods of laboratory testing to measure the heat rejection capabilities of remote mechanical draft, air-cooled refrigerant condensers for refrigerating and air conditioning. The objective is to ensure uniform performance information for establishing ratings. The changes made for the 2006 reaffirmation were that the references were updated.
Capillary
ANSI/ASHRAE 28 (1996) (RA 2006): Method of Testing Flow Capacity of Refrigerant Capillary Tubes. It provides a uniform procedure for testing capillary tubes by determining the dry nitrogen flow capacity under specific test conditions so the procedures may serve as a primary standard for use by all test laboratories. Provides a basis for agreement between capillary tube manufacturers and users, and provides a standard procedure against which all other methods of tests may be checked. Dual units of measurement.
Filter dryer
ANSI/ASHRAE Standard 35 (1992): Desiccants for Refrigerant Drying, Method of Testing. This standard is under continuous maintenance, which is a process ASHRAE uses to keep standards current through the issuance of addenda, or revisions. When they are available, these addenda can be downloaded for free at the following page of the ASHRAE web site: http://www.ashrae.org/template/TechnologyLinkLanding/category/1631 . When they are available, interpretations of the standard, issued by the sponsoring technical committee, also may be downloaded for free at the following address: http://www.ashrae.org/template/TechnologyLinkLanding/category/1686 . Errata lists are issued occasionally and may be downloaded for free at the following address: http://www.ashrae.org/template/TechnologyLinkLanding/category/1685 ANSI/ASHRAE Standard 63.1 (1995) (RA 2001): Method of Testing Liquid Line Refrigerant Driers. It prescribes test methods for determining flow capacity and water capacity performance characteristics of liquid line refrigerant driers. It applies to driers that employ a desiccant. The water capacity test method prescribed can be used to test a drier either "as received" or after being reactivated in accordance with manufacturer's recommendations. Dual units of measurement. ANSI/ASHRAE Standard 63.2 (1996): Method of Testing Liquid Line Filter-Drier Filtration Capability. It prescribes a laboratory test method for evaluating the filtration capability of filters and filter-driers used in liquid lines of refrigeration systems. ANSI/ASHRAE Standard 78 (1985) (RA 2003): Method of Testing Flow Capacity of Suction Line Filters and FilterDriers. It establishes a method for measuring the flow capacity of refrigerant suction line filters and filter-driers. Intended for use on both sealed model and replaceable element type suction line filters and filter-driers of all types. Dual units of measurement. ARI STANDARD 710:86 Absorption Capacity of dryers
ANSI Standards: http://webstore.ansi.org/ansidocstore/default.asp
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 12. IEC and EN Standards
p. 143
12.11. Relevant EU Directives for refrigerators
EU Energy labelling of household refrigerators DIRECTIVE 2003/66/EC of 3 July 2003 amending Directive 94/2/EC implementing Council Directive 92/75/EEC with regard to energy labelling of household electric refrigerators, freezers and their combinations. It was already described in chapter
10.6.2.
EU Low Voltage Directive.
The Low Voltage Directive (73/23/EEC) as amended 93/68/EEC. The relevant Harmonised Standards listed on the following web-site address http://europa.eu.int/comm/enterprise/newapproach/standardization/harmstds/reflist.html The Electrical Equipment (Safety) Regulations (LVD) applies to all electrical equipment designed for use with a voltage rating of between 50 and 1000 V AC and between 75 and 1500 V DC. Broadly the scope of the LVD covers consumer and capital goods designed to operate within those voltage limits, including in particular electrical appliances, lighting equipment including ballasts, switch gear and control gear, electric wiring, appliance couplers and cord sets, electrical installation equipment, etc. and electrical equipment intended for incorporation into other equipment such as transformers and motors. The Directive covers all risks arising from the use of electrical equipment, including not just electrical ones but also mechanical, chemical (such as, in particular, emission of aggressive substances), health aspects of noise and vibrations, and ergonomic aspects as far as ergonomic requirements are necessary to protect against hazards in the sense of the Directive. The LVD lays down eleven safety objectives, which represent the essential requirements of this Directive. Products are presumed to conform to the safety objectives of the LVD where the equipment has been manufactured in accordance with a harmonised standard. Alternatively, the manufacturer may construct the product in conformity with the essential requirements (safety objectives) of the LVD, without applying harmonised, international or national standards. In such a case the product will not benefit from presumption of conformity and therefore the manufacturer must include in the technical documentation a description of the solutions adopted to satisfy the safety aspects of the Directive. Before a product is placed on the market the following must happen:
The manufacturer must put together a technical documentation which makes it possible to assess whether the product complies with the directive The manufacturer or the authorised representative must draw up a declaration of conformity. The manufacturer or the authorised representative must affix the CE marking
LVD Services Offered
Advice on the applicability and completeness of standards to products Testing to harmonised, international, national standards, or clients own specification. Assessment for compliance with the LVD Assessment of the technical documentation A notified body report in accordance with article 11 of the LVD.
Pressure Equipment Directive (PED)
The European Pressure Equipment Directive (PED) 97/23/EC came into force on 29 November 1999. All items of pressure equipment placed on the market in the European Economic Area (EEA) after May 2002 must comply with the Directive and have evidence of compliance by carrying the CE marking as applicable. Why apply the PED? Legislation across the EEA requires that all applicable items of pressure equipment must be fully compliant with the PED. As a result, manufacturers must revise their working practice and develop the appropriate Technical Files for their full product range. The PED encompasses design verification, material selection, manufacturing/fabrication practices and qualification, product testing, product marking and user instruction compilation. For those manufacturers who were compliant prior to May 2002, placing the CE marking on their pressure equipment means that equipment has a passport to free trade and must go into service in all Member States of the EEA, without the need to comply with current National Regulations. This can result in savings on the cost for statutory inspection as required for Member States such as France, Germany and Italy. How do I comply with the PED? The PED offers manufacturers of pressure equipment 14 different conformity assessment options which permit the pressure equipment manufacturer to demonstrate compliance by variants on Quality Assurance, Direct Inspection or Surveillance of Testing offered by the Notified Body.
Transfair Engineering: Designing and Prototyping of Refrigerator and Freezer Cooling Circuits. 12. IEC and EN Standards
p. 144
Companies already ISO 9000 compliant can take advantage of their current quality systems and use this as a foundation to satisfy the Essential Safety Requirements of the PED. In which case compliance can be achieved through QA assessments from their appointed Notified Body only, rather than by third party Notified Body product inspection. If the manufacturer has not been formally accredited to the ISO 9000 series, Notified Body services under the PED QA approaches.
Assistance with technical file preparation PED compliant quality system preparation Gap analysis visits. Welding procedure qualification to ASME IX and/or EN ISO 15614 and welder qualification to ASME IX and/or EN 287 Brazing procedure qualification to both ASME IX and EN 13134 and brazer qualification to both ASME IX and EN 13133 Particular Material Appraisal approval to Annex 1 section 4.2b Specially arranged training courses and seminars on compliance tailored specifically to your needs, technical file preparation and compliance quality system preparation.
Product Services:
A complete compliance service on products including design assessment (modules B/B1), from fire extinguishers to major industrial installations. An expert and dedicated PED team to support you through every step of the certification process. Our understanding of the commercial realities under which you operate mean we help you achieve PED compliance with minimal or no interruption to production, inspections/audits focused on how the required standards can be implemented into todays engineering practices and consideration to keeping your costs down.
EU ATEX Directives
ATEX Manufacturers Directive 94/9/EC. This directive defines each of the following product groups for use in potentially explosive atmospheres:
Electrical and non-electrical equipment Electrical and non-electrical protective systems Electrical and non-electrical components Electrical and non-electrical safety devices
The directive places responsibilities on the manufacturer of these products. The main responsibility of the manufacturer is to prevent the formation and ignition of explosive atmospheres. This may be achieved by using one of the well-established protection concepts (such as flameproof protection, or intrinsic safety), or by proving compliance directly against a set of 'essential health and safety requirements', which are given in the directive. Note: This directive may also be heard described as ATEX '100a' or today as 'ATEX 95', after the enabling articles of European treaties. ATEX User Directive 99/92/EC This directive is concerned with the health and safety of workers with relation to potentially explosive atmospheres. It places responsibilities on an employer. Typical responsibilities include:
The assessment of risks Hazardous Area Classification Mitigation &/or removal of Risks Preparation of an Explosion Protection Document The provision of suitable warning signs for areas where explosive atmospheres may form
Note: This directive may also be heard described as ATEX '137', after the enabling article of the Treaty of Rome. Dangerous Substances and Explosive Atmospheres Regulations From July 2006 employers must have completed the risk assessment, classification and documentation of their workplace and personnel.
Transfair Engineering: Designing and Prototyping Circuits. Annex 2.
p. 145
12.12. CE Marking process
The CE marking, type approval and Production Control Process
Step 1: Identify the EU Directive(s) (see last chapter above) and EN Standards (see chapter 12.1.) that are applicable to your refrigerator types. You can download these directives free of charge from the European Union website and the main EN standards are mentioned in this booklet. Step 2: Identify the conformity assessment procedure that must be taken. This could be self-declaration, involve testing, inspection or quality system assessment by yourself or from a Notified Body or a combination of these. The conformity assessment procedure will differ depending on refrigerator type, EU Directives and EN standards in respect of which you will be use CE marking. Step 3: Determine the dates by which you must take action. This will be the date that the Directive and EN Standards comes into force. The majority of directives and EN standards are already in force. In these cases, it is an offence to place a product on the market without all needed type tests for CE marking because it indicates a presumption of conformity with all relevant Legislation. Step 4: Identify if there are any Harmonised European Standards applicable to refrigerators and its components. The control that all EU Directives and EN Standards are followed by component manufacturers, that they issue a declaration of conformity for their supplied components is useful. Whenever possible or appropriate, manufacturers should follow these harmonised EN standards. Step 5: Ensure the product complies with all the essential requirements of the Directive(s) and EN Standards. Take appropriate measures of tests for type approval and production quality control on samples and on all refrigerators, respective tests on used components and materials to comply with these standards and identify needed quality control data and test reports. Step 6: Identify whether independent assessment of your refrigerator type or of its components have conformity to the Directive, or some aspects of it, is required from a Notified Body. This will be stated in the directive and is dependent upon the product you are CE marking. This could concerns components in contact with flammable refrigerant like Isobutane (Ex zone 0 and 1). You must not affix CE marking to your product until all necessary certifications have been obtained from the Notified Body, if needed. Step 7: Maintain Technical Documentation required by the Directive(s) and EN Standards. Your technical documentation should support your compliance with the requirements of the Directive and EN Standards. It is essential to retain this documentation for type approval and for the quality control that your production is in accordance to the type approval. Step 8: Prepare the Declaration of Conformity and the required supporting evidence. The Declaration of Conformity along with the Technical Documentation of type approval and essential quality control of production should be available to Competent Authorities (EU Members) upon request. Step 9: Check that no other purely national requirements exist in the countries where the refrigerator will be sold. These may include national standards, labelling or packaging requirements and waste regulation. Step 10: Affix CE marking on your product and/or its packaging and accompanying literature as stated in the directive and the established EN standards. Remarks: The EU Directive and EN standards do not cover all quality relevant aspects of a good household refrigerator and good household refrigerator manufacturing practices. Therefore it is useful to use further national standards (like the US or German ones) to cover a wider areas of a good product and production control features, to use machine, assembly and process quality procedures as established in branches and sections to be useful to reach highest qualities, even to establish own quality standards in areas not fixed by standards or not sufficiently fixed, which you consider quality relevant and useful for your high quality product to be establish to guarantee product and production quality and state-of-art product and technology. All these could be added to the type test and production control as non obligatory part.
Transfair Engineering: Designing and Prototyping Circuits. Annex 2.
p. 146
Annex 1. Refrigerator and freezer appliances
Several Energy Policy Scenarios (EPS) were set for cold appliances (i.e. refrigerators and freezers) and washing machines under the E-GRIDS project, to forecast the evolution of their energy efficiency and consumption up to 2010. Scenarios were built taking into considerations the energy policy measures at present under discussion between the European Commission and EU Member States. These consist in an energy labelling scheme - set according to the framework Directive 92/75/EEC and relevant implementing Directives - and an energy efficiency target - to be applied either voluntarily via a negotiated agreement with manufacturers or compulsorily via specific directives. Seven EPS were built for cold appliances and three for washing machines. Once defined for the European Union as a whole, EPS were applied also to Member States and to European economic area countries. For cold appliances, two labelling schemes - Labelling Option 1 and Labelling Option 2 - were set along with two efficiency targets, named Minimum Energy Efficiency Requirement and Voluntary Agreement Target, representing respectively the proposal for a mandatory legislation and for a negotiated agreement. The combination of these basic options leaded to the design of six scenarios for these products, namely: Baseline (BSL) This is the energy profile under the hypothesis of no new policy measure. Under this scenario, the only policies directly influencing the energy efficiency of the cold appliance market are the energy labelling and the mandatory minimum efficiency requirements. . It is generally assumed that the Directive 96/57/EC has no further direct influence on the market after its coming into force in autumn 1999, apart from preventing the return of less-efficient appliances and that the influence of the labelling directive, assumed to stay unchanged, is continuing even if weakening. The energy-label scheme continues to exert its pressure to raise cold appliance efficiency, resulting in practically all models belonging to class A in 2010. This considers the introduction, from January 2004, of a revised energy labelling scheme, via the revision of Directive 94/2/EC, forecasting a complete rescaling of the A to G scale: the old energy efficiency class A is split in 5 new classes, from A to E; the old class B becomes the new F and the old classes from C downward (where still existing) become the new class G. This considers the introduction from January 2004 of the same revised energy labelling scheme set in scenario EL1, but with a less effective implementation due to the major confusion in consumers created by the downgrading of the models during the rescaling procedure. considers the impact of the introduction, again from January 2004, of a revised energy label scheme forecasting the maintenance of the present A to G scale with its EEI thresholds and the addition "on-top" of two new classes, called "A+" and "A++", to indicate the best models available on the market. Comparing the new scheme with the present energy labelling, class A is split into 3 classes (A, A+ and A++).
Energy Label Option 1 (EL1)
Energy Label Option 1a (EL1a)
Energy Label Option 2 (EL2)
Energy Label Option 1 + Minimum considers the enforcing of an EU-wide mandatory minimum energy efficiency Energy Efficiency Requirement requirement at EEI=55 from January 2007 (via the revision of the Directive 96/57/EC) along with the upgrading of the energy labelling directive 94/2/EC according to the labelling scheme described in scenario EL1 starting January 2004. In practice this scenario represents the building of mandatory minimum energy efficiency requirements on top of the revised labelling scheme. (EL1+MER)
Transfair Engineering: Designing and Prototyping Circuits. Annex 2.
p. 147
Energy Label Option 1a+Minimum Energy Efficiency Requirement This is the repetition of scenario "EL1+MER", in which the labelling scheme is applied less effectively (EL1a+MER) Energy Label Option 2 + Voluntary This assumes that a Voluntary Commitment for cold appliances is negotiated with industry, wherein the current C class appliances are phased out as per January 2004 Agreement Target followed by a "fleet" (i.e., weighted according to the sales of the different models for each manufacturer) average efficiency of new products, reaching the EEI=52 level by 2006. Contemporarily the labelling scheme described in scenario EL2 is enforced through the revision of Directive 94/2/EC. Again, the voluntary target is built in parallel (EL2+VAT) with the revised labelling scheme
Annex 1.1. European Commission DIRECTIVE 92/75/EEC of 22 September
1992 on the indication by labelling and standard product information of the consumption of energy and other resources by household appliances THE COUNCIL OF THE EUROPEAN COMMUNITIES, Having regard to the Treaty establishing the European Economic Community, and in particular Article 100a thereof, Having regard to the proposal from the Commission (1), In cooperation with the European Parliament (2), Having regard to the opinion of the Economic and Social Committee (3), Whereas measures should be taken progressively to achieve the internal market by 31 December 1992; Whereas certain Member States already have their own voluntary schemes for energy labelling and the provision of other energy consumption information for household appliances; whereas one Member State has formally proposed introducing its own compulsory labelling scheme, and other Member States are considering such introduction; whereas the existence of a number of compulsory national schemes would create barriers to intra-Community trade; Whereas Article 130r of the Treaty requires prudent and rational utilization of natural resources; whereas the rational use of energy is one of the principal means by which this objective can be achieved and environmental pollution reduced; Whereas the provision of accurate, relevant and comparable information on the specific energy consumption of household appliances may influence the public's choice in favour of those appliances which consume less energy, thus prompting manufacturers to take steps to reduce the consumption of the appliances which they manufacture; whereas it will also, indirectly, encourage the efficient use of these appliances; whereas, in the absence of this information, the operation of market forces alone will fail to promote the rational use of energy for these appliances; Whereas information plays a key role in the operation of market forces and it is therefore necessary to introduce a uniform label for all appliances of the same type, to provide potential purchasers with supplementary standardized information on those appliances' costs in terms of energy and the consumption of other resources and to take measures to ensure that potential purchasers who do not see the appliance displayed, and thus have no opportunity to see the label, are also supplied with this information; Whereas to this end the energy consumption of and other information concerning each type of appliance must be measured in accordance with harmonized standards and methods and the application of these standards and methods must be monitored at the marketing stage; Whereas Directive 79/530/EEC (4) sought to promote these aims in the case of household appliances; whereas, however, only one implementing Directive for electric ovens has been adopted and few Member States have introduced this label; whereas it is therefore now necessary to learn from the experience acquired and to strengthen the provisions of that Directive; whereas Directive
Transfair Engineering: Designing and Prototyping Circuits. Annex 2.
p. 148
79/530/EEC must therefore be replaced and Directive 79/531/EEC (5) applying to those electric ovens should be revised and subsequently integrated into the present scheme; Whereas a completely voluntary scheme would lead to only some appliances being labelled, or supplied with standard product information, with the risk that this might result in confusion for some consumers; whereas the present scheme must therefore ensure that for all the appliances concerned, the energy consumption is indicated by labelling and standard product fiches are provided; Whereas household appliances use a wide variety of forms of energy, with electricity and gas being the most important; whereas this Directive must therefore in principle cover appliances using any form of energy; Whereas Council Directive 86/594/EEC of 1 December 1986 on airborne noise emitted by household appliances (6) provides for an indication of noise emission to be included on energy labels, where appropriate; whereas provision must therefore be made for the incorporation of any other information and labelling covered by Community schemes; Whereas only those types of appliances whose aggregate energy use is significant and which afford adequate scope for increased efficiency need be included, HAS ADOPTED THIS DIRECTIVE: Article 1 1. The purpose of this Directive is to enable the harmonization of national measures on the publication, particularly by means of labelling and of product information, of information on the consumption of energy and of other essential resources, and additional information concerning certain types of household appliances, thereby allowing consumers to choose more energy-efficient appliances. This Directive shall apply to the following types of household appliances, even where these are sold for non-household uses: refrigerators, freezers and their combinations, washing machines, driers and their combinations, dishwashers, ovens, water heaters and hot-water storage appliances, lighting sources, air-conditioning appliances.
2. Further types of household appliances may be added to the list in this Article in accordance with Article 9 (b). 3. This Directive shall not apply to the rating plate or its equivalent affixed for safety purposes to such appliances. 4. For the purpose of this Directive: dealer means a retailer or other person who sells, hires, offers for hire-purchase or displays household appliances to endusers, supplier means the manufacturer or his authorized representative in the Community or the person who places the product on the Community market, information sheet means a standard table of information relating to the appliance in question, other essential resources means water, chemicals or any other substance consumed by an appliance in normal use, supplementary information means other information concerning the performance of an appliance, which relates to, or is helpful in evaluating, its use of energy or other essential resources.
5. There shall be no obligation to label or to provide fiches in respect of models of appliances of which production has ceased before the relevant implementing directive comes into effect, or second-hand appliances. Article 2 1. Information relating to the consumption of electric energy, other forms of energy and other essential resources and supplementary information shall be brought to consumers' attention by means of a fiche and a label related to household appliances offered for sale, hire, hire-purchase or displayed to end-users.
Transfair Engineering: Designing and Prototyping Circuits. Annex 2.
p. 149
2. Details relating to the label and the fiche shall be defined by directives relating to each type of appliance adopted pursuant to this Directive in accordance with Article 9. 3. Technical documentation shall be established which shall be sufficient to enable the accuracy of the information contained in the label and the fiche to be assessed. It shall include: a general description of the product, the results of design calculations carried out, where these are relevant, test reports, where available, including those carried out by relevant notified organizations as defined under other Community legislation, where values are derived from those obtained for similar models, the same information for these models.
4. The supplier shall establish the technical documentation described in paragraph 3. To this end it may use documentation already required on the basis of relevant Community legislation. The supplier shall make this documentation available for inspection purposes for a period ending five years after the last product has been manufactured. Article 3 1. All suppliers placing on the market the household appliances specified in the implementing directives shall supply a label in accordance with this Directive. The labels used shall in all respects comply with this Directive and with the implementing directives. 2. In addition to the labels, suppliers shall provide a product fiche. This fiche shall be contained in all product brochures. Where these are not provided by the supplier, he shall supply fiches with other literature provided with the appliance. The fiches used shall in all respects comply with this Directive and with the implementing Directives. 3. Suppliers shall be responsible for the accuracy of the labels and fiches that they supply. 4. The supplier shall be deemed to have given his consent to the publication of the information given on the label or the fiche. Article 4 In respect of labelling and product information, the following provisions shall apply: a) whenever an appliance specified in an implementing directive is displayed, dealers shall attach an appropriate label, in the clearly visible position specified in the relevant implementing directive, and in the relevant language version; b) the supplier shall supply the necessary labels free of charge, to dealers referred to in paragraph (a). Suppliers are free to choose their own system for delivery of labels. However, where a dealer sends a request for labels, the supplier must ensure that the requested labels are delivered promptly.
Article 5 Where the relevant appliances are offered for sale, hire or hire-purchase by mail order, by catalogue, or by other means which imply that the potential customer cannot be expected to see the appliance displayed, the implementing directives shall make provision to ensure that potential customers are provided with the essential information specified in the label or the fiche before buying an appliance. Article 6 The implementing Directives shall make provision for the inclusion on the label or on the fiche of information on airborne noise, where such information is provided pursuant to Directive 86/594/EEC and of other public information relating to the relevant appliance, which is provided pursuant to other Community legislation. Article 7 Member States shall take all necessary measures to ensure that: a) all suppliers and dealers established in their territory fulfil their obligations under this Directive;
Transfair Engineering: Designing and Prototyping Circuits. Annex 2.
p. 150
b) if this is likely to mislead or confuse, the display of other labels, marks, symbols or inscriptions relating to energy consumption which do not comply with the requirements of this Directive and of the relevant implementing directives is prohibited. This prohibition shall not apply to Community or national environmental labelling schemes; c) the introduction of the system of labels and fiches concerning energy consumption is accompanied by educational and promotional information campaigns aimed at encouraging more responsible use of energy by private consumers. Article 8 1. Where the provisions of this Directive and of the implementing directives are satisfied, Member States shall neither prohibit nor restrict the placing on the market of the household appliances covered by an implementing directive. 2. Unless they have evidence to the contrary, Member States shall deem labels and fiches to comply with the provisions of this Directive and the implementing directives. They may require suppliers to furnish evidence within the meaning of Article 2 (3) concerning the accuracy of the information supplied on their labels or fiches when they have reason to suspect it is incorrect. Article 9 The measures relating to the establishment and operation of the scheme shall be adopted and adapted to technical progress in accordance with the procedure set out in Article 10. These measures are: a) the implementing directives; b) the addition of further household appliances to the list in Article 1 (1) where significant energy savings are likely to be achieved. Article 10 The Commission shall be assisted by a committee composed of representatives of the Member States and chaired by the representative of the Commission. The representative of the Commission shall submit to the committee a draft of the measures to be taken. The committee shall deliver its opinion on the draft within a time limit which the chairman may lay down according to the urgency of the matter. The opinion shall be delivered by the majority laid down in Article 148 (2) of the EEC Treaty in the case of decisions which the Council is required to adopt on a proposal from the Commission. The votes of the representatives of the Member States within the committee shall be weighted in the manner set out in that Article. The chairman shall not vote. The Commission shall adopt the measures envisaged if they are in accordance with the opinion of the committee. If the measures envisaged are not in accordance with the opinion of the committee, or if no opinion is delivered, the Commission shall, without delay, submit to the Council a proposal relating to the measures to be taken. The Council shall act by a qualified majority. If, on the expiry of three months from the date of referral to the Council, the Council has not acted, the proposed measures shall be adopted by the Commission, save where the Council has decided against the said measures, by a simple majority. Article 11 After the expiry of a period of three years from the application of this Directive, the Commission shall make an assessment of the implementation thereof and the results obtained. The assessment shall be the subject of a report to be submitted to the European Parliament and the Council. Article 12 The implementing directives shall specify: a) b) c) d) the exact definition of the type of appliances to be included; the measurement standards and methods to be used in obtaining the information referred to in Article 1 (1); details of the technical documentation required under Article 2 (3); the design and content of the label referred to in Article 2, which as far as possible shall have uniform design characteristics;
Transfair Engineering: Designing and Prototyping Circuits. Annex 2.
p. 151
the location where the label shall be fixed to the appliance. Where appropriate they may provide for the label to be attached to or printed on the packaging; f) the content and where appropriate the format and other details concerning the fiche or further information specified in Article 3 (2). The information on the label shall also be included on the fiche; g) the information to be provided in the case of offers for sale covered by Article 5, and the manner in which it is to be provided. Article 13 Directive 79/530/EEC is hereby repealed, with effect from 1 January 1994. Directive 79/531/EEC shall be considered as implementing this Directive for electric ovens; however Member States may refrain from its compulsory introduction, until a date set in a revised implementing directive concerning ovens passed in accordance with the procedure laid down in Article 10. Article 14 1. Member States shall adopt the provisions necessary to comply with this Directive by 1 July 1993. They shall immediately notify the Commission of these measures. They shall bring these provisions into force by not later than 1 January 1994. 2. When Member States adopt these measures, they shall contain a reference to this Directive or shall be accompanied by such reference on the occasion of their official publication. The methods of making such a reference shall be laid down by the Member States. 3. Member States shall communicate to the Commission the main provisions of domestic law which they adopt in the field covered by this Directive. Article 15 This Directive is addressed to the Member States. Done at Brussels, 22 September 1992. For the Council The President R. NEEDHAM (1) OJ No C 235, 10. 9. 1991, p. 5. (2) OJ No C 125, 18. 5. 1992, p. 172 and OJ No C 241, 21. 9. 1992. (3) OJ No C 49, 24. 2. 1992, p. 32. (4) OJ No L 145, 13. 6. 1979, p. 1. (5) OJ No L 145, 13. 6. 1979, p. 7. (6) OJ No L 344, 6. 12. 1986, p. 24.
e)
ANNEX I THE LABEL Label design 1. The label shall be in accordance with the following illustrations: Notes on label 2. The following notes define the information to be included: Note: I. Supplier's name or trade mark. II. Suppliers model identifier.
Transfair Engineering: Designing and Prototyping Circuits. Annex 2.
p. 152
III. The energy efficiency class of an appliance shall be determined in accordance with Annex V. The appropriate letter shall be placed at the same level as the relevant arrow. IV. Without prejudice to any requirements under the Community Eco-label award scheme, where an appliance has been granted a 'Community Eco-label award' pursuant to Council Regulation (EEC) No 880/92 (1) a copy of the Eco-award mark (the flower) may be added here. The 'refrigerator/freezer label design guide' referred to below, explains how the Eco-award mark, may be included in the label. V. Energy consumption in accordance with standards referred to in Article 1 (2) but expressed in kWh per year (i.e. per 24 hours 365). VI. Sum of net storage volume of all compartments that do not merit a star rating (i.e. operating temperature > - 6 C). VII. Sum of net storage volume of all frozen food storage compartments which merit a star rating (i.e. operating temperature = - 6 C). VIII. Star rating of frozen food storage compartment, in accordance with standards referred to in Article 1 (2). Where this compartment does not merit any stars, this position shall be left blank. IX. Where applicable noise measured in accordance with Directive 86/594/EEC. NB: The equivalent terms in other languages to those described above are given in Annex VI. Printing 3. The following defines certain aspects of the label: >REFERENCE TO A GRAPHIC> Complete printing information is contained in a 'refrigerator/freezer label design guide' obtainable from: The Secretary of the Committee on Energy Labelling and Standard Product Information for Household Appliances Directorate-General for Energy DG XVII, Commission of the European Communities, 200 Rue de la Loi, B-1049 Brussels. (1) OJ No L 99, 11. 4. 1992, p. 1. ANNEX II THE FICHE The fiche shall contain the following information. The information may be given in the form of a table covering a number of appliances supplied by the same supplier, in which case it shall be given in the order specified, or given in the description of the appliance: 1. 2. 3. Supplier's name or trade mark. Supplier's model identifier. Type of appliance as follows: o Larger Fridge o Refrigerator/chiller o Refrigerator no star o Refrigerator * o Refrigerator ** o Refrigerator ***/ o Fridge-freezer *(***) o Upright freezer o Chest freezer o Multi-door or other appliance The energy efficiency class of the model as defined in Annex V, expressed as 'Energy efficiency class . . . on a scale of A (most efficient) to G (least efficient)'. Where this information is provided in a table this may be expressed by other means provided it is clear that the scale is from A (most efficient) to G (least efficient). Where the information is provided in a table, and where some of the appliances listed in the table have been granted a 'Community Eco-label award' under Regulation (EEC) No 880/92, this information may be included here. In this case the row heading shall state 'Community Eco-label award', and the entry shall consist of a copy of the Eco-award mark (the flower). This provision is without prejudice to any requirements under the Community Eco-label award scheme.
4.
5.
Transfair Engineering: Designing and Prototyping Circuits. Annex 2.
p. 153
6.
7. 8. 9. 10. 11. 12. 13. 14. 15.
Energy consumption in accordance with standards referred to in Article 1 (2) but expressed in kWh per year (i.e. per 24 hours 365), described as: 'energy consumption XYZ kWh per year, based on standard test results for 24 h. Actual energy consumption will depend on how the appliance is used and where it is located.' Net storage volume of fresh food storage compartment (5 C) in accordance with standards referred to in Article 1 (2) omit for classes 8 and 9. Net storage volume of frozen food storage compartment, in accordance with standards referred to in Article 1 (2) - omit for classes 1, 2 and 3. For class 3 appliances the net volume of the 'ice box'. and 8. For classes 2 and 10 the net volume of each compartment should be listed, in accordance with standards referred to in Article 1 (2). Star rating of frozen food storage compartment, if any, in accordance with standards referred to in Article 1 (2). The mention 'no frost' may be included here when in accordance with the definitions given in the standards referred to in Article 1 (2). 'Power cut safe Z h' defined as 'temperature rise time' in accordance with standards referred to in Article 1 (2). 'Freezing capacity' in kg/24 h in accordance with standards referred to in Article 1 (2). 'Climate class' in accordance with the standards referred to in Article 1 (2). Where appliance is of 'temperate' climate class this may be omitted. 'Noise', where applicable, measured in accordance with Directive 86/594/EEC.
Where an appliance contains compartments other than a single fresh food compartment and a single frozen food compartment, extra lines may be added at 7, 8, 9, 10, 11, 12 and 13 to include the information in respect of these compartments. In this case the naming and order of listing of the compartments shall be consistent. Where the design temperature of a compartment does not conform to the star rating system, or the standard fresh food compartment temperature (5 C), this design temperature shall be given. The information contained in the label may be given in the form of a copy of the label, either in colour or in black and white. In this case the further information given only in the fiche must still be included. Note: The equivalent terms in other languages to those described above are given in Annex VI. ANNEX III MAIL ORDER AND OTHER DISTANCE SELLING Mail order catalogues and other printed communications referred to by Article 2 (5) of this Directive shall contain the following information, given in the order specified: 1. Energy efficiency class (Annex II, point 4) 2. Energy consumption (Annex II, point 6) 3. Net volume of fresh food compartment (Annex II, point 7) 4. Net volume of frozen food compartment (Annex II, point 8) 5. Star rating (Annex II, point 9) 6. Noise (Annex II, point 14) Where other information contained in the product information fiche is provided, it shall be in the form defined in Annex II and shall be included in the above list in the order specified for the fiche. The size and font, in which all the information referred to above is printed, shall be legible. Note: The equivalent terms in other languages to those described above are given in Annex VI. ANNEX IV CATEGORIES The appliances covered by this Directive shall be divided into the following 'categories': 1. Household refrigerators, without low temperature compartments. 2. Household refrigerator/chillers, with compartments at 5 C and/or 10 C. 3. Household refrigerators, with no-star low temperature compartments. 4. Household refrigerators, with low temperature compartments *. 5. Household refrigerators, with low temperature compartments **. 6. Household refrigerators, with low temperature compartments ***.
Transfair Engineering: Designing and Prototyping Circuits. Annex 2.
p. 154
7. Household refrigerator/freezers, with low temperature compartments *(***). 8. Household food freezers, upright. 9. Household food freezers, chest. 10. Household refrigerators and freezers with more than two doors, or other appliances not covered above. ANNEX V ENERGY EFFICIENCY CLASS The energy efficiency class of an appliance shall be determined in accordance with the following Table 1: (not more valid, see Annex 1.1) Where: 'energy efficiency index' (expressed as a percentage) = annual energy consumption of appliance (1) / standard annual energy consumption of appliance 'standard annual energy consumption of appliance' (expressed in kWh/year) = M adjusted net volume + N and adjusted net volume (expressed in litres) = net volume of fresh food compartment + ` net volume of frozen food compartment. The values of M, N and ` are taken from Table 2. (not more valid) (1) In accordance with Annex I, note V. ANNEXE VI EMPLACEMENT TABLE (not more valid)
Annex 1.2. European Commission DIRECTIVE 2003/66/EC of 3 July 2003
amending Directive 94/2/EC implementing Council Directive 92/75/EEC with regard to energy labelling of household electric refrigerators, freezers and their combinations (Text with EEA relevance) THE COMMISSION OF THE EUROPEAN COMMUNITIES, Having regard to the Treaty establishing the European Community, Having regard to Council Directive 92/75/EEC of 22 September 1992 on the indication by labelling and standard product information of the consumption of energy and other resources of household appliances (1), and in particular Articles 9 and 12 thereof, Whereas: (1) Electricity use by refrigerators, freezers and their combinations accounts for a significant part of total Community household energy demand. The further scope for a reduction of energy use by these appliances is substantial. (2) (2) The success of the labelling scheme introduced by Commission Directive 94/2/EC (2), in conjunction with Directive 96/57/EC of the European Parliament and of the Council of 3 September 1996 on energy efficiency requirements for household electric refrigerators, freezers and combinations thereof (3) has led to a rise of the efficiency index of new refrigerators and freezers by over 30 % between 1996 and 2000. (3) About 20 % of the cold appliances sold in 2000 were in the most efficient class A, and in some markets the proportion was more than 50 %. The market shares of A class appliances are rising rapidly. Consequently, there is a need to introduce two additional classes, to be designated as A+ and A++, as an interim arrangement until a comprehensive revision of the energy labelling classes takes place. (4) (4) The effect of labelling on energy efficiency will diminish, or disappear, unless further and more efficient classes are defined. (5) (5) Directive 94/2/EC should therefore be amended accordingly. By the same occasion, it will be possible to align that Directive on similar directives recently adopted, implementing Directive 92/75/EEC. (6) (6) The measures provided for in this Directive are in accordance with the opinion of the Committee set up under Article 10 of Directive 92/75/EEC, HAS ADOPTED THIS DIRECTIVE:
Transfair Engineering: Designing and Prototyping Circuits. Annex 2.
p. 155
Article 1 Directive 94/2/EC is amended as follows: 1. In Article 1, paragraphs 2, 3 and 4 are replaced by the following: 2. The information required by this Directive shall be obtained by measurements made in accordance with harmonised standards adopted by the European Standardisation Bodies (CEN, CENELEC, ETSI) under mandate from the Commission in accordance with Directive 98/34/EC of the European Parliament and of the Council (*), the reference numbers of which have been published in the Official Journal of the European Union and for which Member States have published the reference numbers of the national standards transposing those harmonised standards. 3. The provisions in Annexes I, II and III requiring the giving of information relating to noise shall apply only where that information is required by Member States under Article 3 of Directive 86/594/EEC. This information shall be measured in accordance with that Directive. 4. In this Directive the definitions set out in Article 1(4) of Directive 92/75/EEC shall apply. 2. Article 2 is amended as follows: (a) In paragraph 1, the following subparagraph is added: Where the information relating to a particular model combination has been obtained by calculation on the basis of design, and/or extrapolation from other combinations, the documentation should include details of such calculations and/or extrapolations, and of tests undertaken to verify the accuracy of the calculations undertaken (details of mathematical model for calculating performance and of measurements taken to verify this model). (b) Paragraph 5 is replaced by the following: 5. Where the appliances are offered for sale, hire or hire purchase by means of a printed or written communication, or by other means which imply that the potential customer cannot be expected to see the appliance displayed, such as a written offer, a mail order catalogue, advertisements on the Internet or on other electronic media, that communication shall include all the information specified in Annex III. 3. Annexes I, II, III, and V are amended as shown in the Annex to this Directive. 4. Annex VI is deleted. Article 2 Member States shall allow the circulation of labels, fiches and communications referred to in Article 2(5) of Directive 94/2/ EC, containing the information as revised by this Directive, no later than 1 July 2004. They shall ensure that all labels, fiches and communications referred to in Article 2(5) of Directive 94/2/EC comply with the revised models, no later than 31 December 2004. Article 3 Member States shall adopt and publish the provisions to comply with this Directive no later than 30 June 2004. They shall immediately inform the Commission thereof. When Member States adopt those provisions, they shall contain a reference to this Directive or be accompanied by such a reference on the occasion of their official publication. Member States shall determine how such reference is to be made. Article 4 This Directive shall enter into force on the 20th day following that of its publication in the Official Journal of the European Union.
Transfair Engineering: Designing and Prototyping Circuits. Annex 2.
p. 156
Article 5 This Directive is addressed to the Member States. Done at Brussels, 3 July 2003. For the Commission Loyola DE PALACIO Vice-President _____________________________ (*) OJ L 204, 21.7.1998, p. 37; (1) OJ L 297, 13.10.1992, p. 16; (2) OJ L 45, 17.2.1994, p. 1; (3) OJ L 236, 18.9.1996, p. 36.
ANNEX (1) Annex I is amended as follows: (a) under the heading Notes on label, the final sentence NB: the equivalent terms in other languages to those described above are given in Annex VI, is deleted; (b) under the heading Printing: (i) the following text is inserted after the illustration: The indicator letter for A+ and A++ appliances shall be in accordance with the following illustrations, and shall be placed in the same position as the A indicator for A class appliances
(ii) the final text, commencing with the words: Complete printing information is contained in a refrigerator/freezer label design guide is deleted. (2) Annex II is amended as follows: (a) point 4 is replaced by the following: 4. The energy efficiency class of the model as defined in Annex V, expressed as Energy efficiency class on a scale of A++ (most efficient) to G (least efficient). Where this information is provided in a table this may be expressed by other means provided it is clear that the scale is from A++ (most efficient) to G (least efficient). (b) point 8 is replaced by the following: 8. Net storage volume of frozen food storage compartment, and of chill compartment when available, in accordance with standards referred to in Article 1(2) omit for classes 1, 2 and 3. For class 3 appliances the net volume of the ice box. (c) the following point 15 is added: 15. If the model is produced in order to be built-in, this should be stated. (d) the final Note is deleted. (3) Annex III is amended as follows: The final Note is deleted. (4) In Annex V the following text is inserted after the title ENERGY EFFICIENCY CLASS: PART 1: Definitions of Classes A+ and A++ An appliance shall be classified as A+ or A++, where the energy efficiency index alpha (I) is within the ranges specified in Table 1.
Transfair Engineering: Designing and Prototyping Circuits. Annex 2.
p. 157
Table 1 Energy efficiency index (I) 30 > I 42 > I 30 I 42 In Table 1 Energy efficiency class A++ A+ A to G (see below)
where: AC = annual energy consumption of appliance (in accordance with Annex I, note V) SC = standard annual energy consumption of appliance SC is calculated as
where: Vc is the net volume (in litres) of the compartment (in accordance with standards referred to in Article 1(2)). Tc is the design temperature (in C) of the compartment. The values of M and N are given in Table 2 and the values of FF, CC, BI and CH are given in Table 3 Table 2 Type of appliance Temperature of coldest compartment M N 1 Larger Fridge > 6 C 0,233 245 2 Refrigerator/chiller > 6 C 0,233 245 3 Refrigerator no star > 6 C 0,233 245 4 Refrigerator * 6 C * 0,643 191 5 Refrigerator ** 12 C ** 0,450 245 6 Refrigerator ***/ 18 C ***/*(***) 0,777 303 7 Fridge-freezer *(***) 18 C ***/*(***) 0,777 303 8 Upright freezer 18 C *(***) 0,539 315 9 Chest freezer 18 C *(***) 0,472 286 10 Multi-door or other appliance (1) (1) (1) For these appliances, the temperature and star rating of the compartment with the lowest temperature will determine the values of M and N. Appliances with 18 C *(***) compartments shall be considered as fridge-freezers *(***). Table 3 Correction factor FF (frost-free) Value Condition 1,2 For frost-free (ventilated) frozen food compartments 1 Otherwise CC (climate class) 1,2 For tropical appliances 1,1 For subtropical appliances 1 Otherwise BI (built-in) 1,2 For built-in appliances (1) of under 58 cm in width. 1 Otherwise CH (chill compartment) 50 KWh/y For appliances with a chill compartment of at least 15 litres 0 Otherwise (1) An appliance is built-in only if it is designed exclusively for installation within a kitchen cavity with a need of furniture finishing, and tested as such. If an appliance is not A+ or A++, it shall be classified in accordance with Part 2.
PART 2: Definitions of Classes A to G
You might also like
- Refrigeration Product: CatalogueDocument10 pagesRefrigeration Product: CatalogueDipendraTomarNo ratings yet
- R290 Propane: AJ AE HG VTCDocument16 pagesR290 Propane: AJ AE HG VTCengmec12188No ratings yet
- CO2 For Industrial Refrigeration PZ000C102Document24 pagesCO2 For Industrial Refrigeration PZ000C102thongtn2007No ratings yet
- R600a Iso Butane PT Chart PDFDocument2 pagesR600a Iso Butane PT Chart PDFscotchkarmaNo ratings yet
- Tube Wire Vs Wall Condenser PDFDocument15 pagesTube Wire Vs Wall Condenser PDFHimanshu100% (1)
- Isobutane (R600A) DanfosDocument12 pagesIsobutane (R600A) Danfosjob_openings4094No ratings yet
- Ref Pipe Sizing Ver 02 21 11Document12 pagesRef Pipe Sizing Ver 02 21 11Ahmef100% (1)
- Jumag Gesamtkatalog enDocument24 pagesJumag Gesamtkatalog enatisz333No ratings yet
- MRI Formulas ConversionsDocument1 pageMRI Formulas ConversionsJoey ManlangitNo ratings yet
- Mini Mate de 1 A 1.5 TR Sl-10530Document72 pagesMini Mate de 1 A 1.5 TR Sl-10530juanmanuel2020100% (1)
- Catalogue Water Cooled Scroll Uwl b5 1Document48 pagesCatalogue Water Cooled Scroll Uwl b5 1rajeshwar sriramNo ratings yet
- LG SM C18ahx C24ahx Ashxxxxuxx3Document75 pagesLG SM C18ahx C24ahx Ashxxxxuxx3Anildo Eldivar De Oliveira SarmentoNo ratings yet
- Danfoss Compressors r600 BrochureDocument6 pagesDanfoss Compressors r600 BrochureSyed Noman Ahmed100% (5)
- Normas AriDocument4 pagesNormas Ariotniel_davNo ratings yet
- Design of Hvac With VRF System For A Space House in AhmedabadDocument7 pagesDesign of Hvac With VRF System For A Space House in AhmedabadIJSTENo ratings yet
- TEWI AnalysisDocument63 pagesTEWI Analysismirali74No ratings yet
- Sab87 Sab81 2stage Nh3Document2 pagesSab87 Sab81 2stage Nh3Yutt WattNo ratings yet
- FD Fan Sizing CalculationDocument3 pagesFD Fan Sizing CalculationkumarananyarupeshNo ratings yet
- A Burners PDFDocument37 pagesA Burners PDFaldoking202028No ratings yet
- Compresseur Danfoss Secop sc21cl PDFDocument2 pagesCompresseur Danfoss Secop sc21cl PDFOscar MendozaNo ratings yet
- Effect of Flash Gas Bypass On Performance of VCR SystemDocument4 pagesEffect of Flash Gas Bypass On Performance of VCR SystemesatjournalsNo ratings yet
- Heat TransferDocument1 pageHeat TransferhuangjlNo ratings yet
- Bristol ScrollDocument12 pagesBristol ScrollvickersNo ratings yet
- Pan Humidifier CalculaitonDocument1 pagePan Humidifier CalculaitonAshok KrishnamurthyNo ratings yet
- Measuring Flow with Variable Area FlowmetersDocument44 pagesMeasuring Flow with Variable Area FlowmeterssenatNo ratings yet
- Psychrometric CalculatorDocument4 pagesPsychrometric CalculatorArie Emmanuel ListonNo ratings yet
- Temperature Controller ComparisonDocument8 pagesTemperature Controller Comparisonjtd3No ratings yet
- HW #4: Psychrometric properties and processesDocument2 pagesHW #4: Psychrometric properties and processesshum kennethNo ratings yet
- Effect of Non-Condensable Gas On Condensation Heat TransferDocument35 pagesEffect of Non-Condensable Gas On Condensation Heat Transfersevero97No ratings yet
- Chiller Daikin Ed-Ual-160 - 210Document52 pagesChiller Daikin Ed-Ual-160 - 210hector martinezNo ratings yet
- AP1000 Plant DescriptionDocument31 pagesAP1000 Plant DescriptionAsier DCNo ratings yet
- Comparison of Adsorption and Absorption ChillersDocument4 pagesComparison of Adsorption and Absorption Chillersramy86100% (1)
- Guntner CO2 PDFDocument20 pagesGuntner CO2 PDFerreagaaNo ratings yet
- LG Room Air Conditioner SERVICE MANUAL Ash0764dm0Document74 pagesLG Room Air Conditioner SERVICE MANUAL Ash0764dm0DaliborJukićNo ratings yet
- Daikin Engineering Data VRV-WIII (2015)Document356 pagesDaikin Engineering Data VRV-WIII (2015)Adam Chan100% (1)
- Danfoss MP14FG R404A 230 60 PDFDocument4 pagesDanfoss MP14FG R404A 230 60 PDFDoris NuñezNo ratings yet
- Thermal Storage Vessel Sizing - 1-9Document9 pagesThermal Storage Vessel Sizing - 1-9Tomás CVNo ratings yet
- TE Lab Manual 2011Document47 pagesTE Lab Manual 2011gash287No ratings yet
- Hydroheater Auto Manual VersionDocument45 pagesHydroheater Auto Manual VersionVishal Nawalgaria100% (3)
- Refrigeration InforDocument152 pagesRefrigeration InforRavi Roberson100% (1)
- Model: ZR190KCE-TFD: Technical DataDocument9 pagesModel: ZR190KCE-TFD: Technical DataBalaji DhandapaniNo ratings yet
- EDMFMT391803A - Indoor Unit FXMQ-PVMDocument4 pagesEDMFMT391803A - Indoor Unit FXMQ-PVMsurya liemzNo ratings yet
- MECH3429Air Conditioning and Refrigeration Engineering3Document84 pagesMECH3429Air Conditioning and Refrigeration Engineering3Umair Khan MarwatNo ratings yet
- Data TTG AcDocument5 pagesData TTG AcMya Diggory SikukangzNo ratings yet
- Coolprop PDFDocument79 pagesCoolprop PDFakbarfarrazNo ratings yet
- Selection of Capillary Tube For Refrigeration SystemDocument4 pagesSelection of Capillary Tube For Refrigeration SystemInternational Journal of Engineering Inventions (IJEI)100% (2)
- Design and Analysis of a Flat Heat PipeDocument102 pagesDesign and Analysis of a Flat Heat Pipeafic219473No ratings yet
- 7800 Series Burner ControlDocument57 pages7800 Series Burner ControldanterpoNo ratings yet
- EM MultiVIV OutdoorUnits 06 15 20150601125716Document156 pagesEM MultiVIV OutdoorUnits 06 15 20150601125716towiwaNo ratings yet
- 750-326 Blowdown Separator 11 2015Document10 pages750-326 Blowdown Separator 11 2015osamaNo ratings yet
- Deep Vacuum PrinciplesDocument4 pagesDeep Vacuum PrinciplesJohnMerrNo ratings yet
- Liquid Recirculation System-2Document7 pagesLiquid Recirculation System-2Behnam AshouriNo ratings yet
- Kinemax Gas or Oil Burners: Bulletin 4200Document26 pagesKinemax Gas or Oil Burners: Bulletin 4200agua1829No ratings yet
- Pack Calculation Pro PDFDocument90 pagesPack Calculation Pro PDFhoangpalestineNo ratings yet
- Refrigeration FormulasDocument8 pagesRefrigeration FormulasAshfaq Ali KhanNo ratings yet
- Flow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsFrom EverandFlow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsK. H. KhalilNo ratings yet
- Progress in Refrigeration Science and Technology: Proceedings of the XIth International Congress of Refrigeration, Munich, 1963From EverandProgress in Refrigeration Science and Technology: Proceedings of the XIth International Congress of Refrigeration, Munich, 1963No ratings yet
- Thermodynamic Design Data for Heat Pump Systems: A Comprehensive Data Base and Design ManualFrom EverandThermodynamic Design Data for Heat Pump Systems: A Comprehensive Data Base and Design ManualNo ratings yet
- Chemical Engineering - Size Safety-Relief Valves For Any ConditionsDocument9 pagesChemical Engineering - Size Safety-Relief Valves For Any Conditionshajar_athirah75% (4)
- TFP332 09 2014Document4 pagesTFP332 09 2014Javier_IldNo ratings yet
- Formas Estructurales FRPDocument8 pagesFormas Estructurales FRPJavier_IldNo ratings yet
- Design Evaluation of Particulate Wet Scrubbing Systems FactorsDocument48 pagesDesign Evaluation of Particulate Wet Scrubbing Systems FactorsAnonymous MVHQ97KEoP100% (4)
- AutoPIPE Tutorial v6 3Document179 pagesAutoPIPE Tutorial v6 3Rolaniele A. GarciaNo ratings yet
- Instrument Air Piping System DesignDocument4 pagesInstrument Air Piping System Designirshad1234No ratings yet
- Wet Scrubber System Study - Vol IIDocument180 pagesWet Scrubber System Study - Vol IIJavier_IldNo ratings yet
- AutoPIPE Tutorial v6 3Document179 pagesAutoPIPE Tutorial v6 3Rolaniele A. GarciaNo ratings yet
- SeismicDocument10 pagesSeismicJavier_IldNo ratings yet
- National Foam Fire Fighting GuideDocument22 pagesNational Foam Fire Fighting Guidefloayzav5684100% (1)
- Vertical Bladder Tank Pre Piped ArrangementDocument8 pagesVertical Bladder Tank Pre Piped ArrangementJavier_IldNo ratings yet
- Ee8015-Unit-2-Refrigeration and Air ConditioningDocument30 pagesEe8015-Unit-2-Refrigeration and Air ConditioningS Jey RhajenNo ratings yet
- 2014 Truck Products Catalogue (Usa)Document28 pages2014 Truck Products Catalogue (Usa)Adolfo CisnerosNo ratings yet
- Saudi Arabia To Build World's Largest Structure Mirror Line'Document6 pagesSaudi Arabia To Build World's Largest Structure Mirror Line'AnanduNo ratings yet
- Refrigerator Selection GuideDocument12 pagesRefrigerator Selection GuideTaotan TiuNo ratings yet
- PERFORMANCE TEST ON VAPOUR COMPRESSION REFRIGERATION SYSTEM USING R290 & R134a MIXTUREDocument7 pagesPERFORMANCE TEST ON VAPOUR COMPRESSION REFRIGERATION SYSTEM USING R290 & R134a MIXTUREJASH MATHEWNo ratings yet
- RAC MCQ Set 1Document58 pagesRAC MCQ Set 1aditya NirmalNo ratings yet
- Expansion Valve ReportDocument22 pagesExpansion Valve ReportAniket GunjalNo ratings yet
- MDS SHELL Refrigeration Oil S2 FR-A 68Document2 pagesMDS SHELL Refrigeration Oil S2 FR-A 68Antonio CardosoNo ratings yet
- Operating Manual - CryoCube Freezer F570-FC660Document60 pagesOperating Manual - CryoCube Freezer F570-FC660giudisNo ratings yet
- Ugradbeni AparatiDocument116 pagesUgradbeni AparatiAnonymous WKf8JCmtNo ratings yet
- DW 30L278Document4 pagesDW 30L278DeniRahayuYuniartoNo ratings yet
- Customer Rate CardDocument8 pagesCustomer Rate CardShisArquamNo ratings yet
- Nevera Ge 2Document26 pagesNevera Ge 2Refrigeración Y Autoclimas Oso PolarNo ratings yet
- Part 1Document2 pagesPart 1Leny Ann Tabac Rimpillo - AbellaNo ratings yet
- MTA4511V Technical Documentation guidelinesDocument17 pagesMTA4511V Technical Documentation guidelinesRicardo MagalhãesNo ratings yet
- Universal Kit For Split Inverter Air ConditionerDocument48 pagesUniversal Kit For Split Inverter Air Conditionerniltoncebra100% (1)
- SITXINV006 - Student PackDocument25 pagesSITXINV006 - Student PackJaismeen RalhanNo ratings yet
- True GDM-19TDocument2 pagesTrue GDM-19Twsfc-ebayNo ratings yet
- SITHKOP005 Coordinate Cooking OperationDocument8 pagesSITHKOP005 Coordinate Cooking OperationBaljeet SinghNo ratings yet
- A Day Without ElectricityDocument4 pagesA Day Without ElectricitySyed Zargham AliNo ratings yet
- Manual Combina Frigorifica LiebherrDocument10 pagesManual Combina Frigorifica LiebherrPerfectreviewNo ratings yet
- Main Particulars Villa de TerorDocument8 pagesMain Particulars Villa de TerorHakim HaddouchiNo ratings yet
- Samsung Rs25j5008sg AP Manual de UsuarioDocument112 pagesSamsung Rs25j5008sg AP Manual de UsuarioJosue Alvarez GomezNo ratings yet
- RT650NAIS User-Manual PDFDocument24 pagesRT650NAIS User-Manual PDFsCoRPion_trNo ratings yet
- 2Document21 pages2Neelesh JainNo ratings yet
- 05 Daikin Non Cassette - 14Document72 pages05 Daikin Non Cassette - 14T Satheesh KumarNo ratings yet
- Sub-Zero BI Service ManualDocument284 pagesSub-Zero BI Service Manualp_rizz_357% (7)
- Sizing The Dehumidifier - Bry Air PDFDocument16 pagesSizing The Dehumidifier - Bry Air PDFprabhanshu241991100% (1)
- B D Thermometer Instructions: Read/DownloadDocument2 pagesB D Thermometer Instructions: Read/DownloadJan Martin Rosales Martinez0% (1)
- User Manual Gorenje RB6288OC (English - 7 Pages)Document3 pagesUser Manual Gorenje RB6288OC (English - 7 Pages)pedja31No ratings yet