You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Siremobil Compact PDFDocument108 pagesSiremobil Compact PDFhector anguiano100% (2)
- Coco Press KitDocument55 pagesCoco Press KitPaula RiddenNo ratings yet
- Stationary Concrete Pumps en G 16345-0 PDFDocument20 pagesStationary Concrete Pumps en G 16345-0 PDFLUIS ISAAC LEON PARONo ratings yet
- ESAB Welding HandbookDocument31 pagesESAB Welding Handbookhooky1100% (4)
- Plasma SchematicDocument5 pagesPlasma Schematicvaskrib100% (3)
- Motores SumergiblesDocument68 pagesMotores SumergiblescyberespiaNo ratings yet
- Grounding and JumperingDocument16 pagesGrounding and Jumperingferreiramarco56No ratings yet
- Thu Thiem Tunnel Construction - Sequence - Immersed - Tunnel PDFDocument36 pagesThu Thiem Tunnel Construction - Sequence - Immersed - Tunnel PDFThông PhanNo ratings yet
- Leica 307 ManualDocument4 pagesLeica 307 ManualRaluca Sandu100% (2)
- Tolerancia de Rosca Metrica 6G PDFDocument20 pagesTolerancia de Rosca Metrica 6G PDFRodrigo Tikim0% (3)
- Lathe ManualDocument14 pagesLathe ManualRC Villeda100% (1)
- Lathe ManualDocument14 pagesLathe ManualRC Villeda100% (1)
- Aluminum Degreaser SDSDocument7 pagesAluminum Degreaser SDSRC VilledaNo ratings yet
- Thiourea On PlatingDocument17 pagesThiourea On PlatingRC VilledaNo ratings yet
- Bilstein MSDSDocument11 pagesBilstein MSDSRC VilledaNo ratings yet
- Aluminum BrightenerDocument8 pagesAluminum BrightenerRC VilledaNo ratings yet
- 9x20 Lathe Change GearsDocument4 pages9x20 Lathe Change GearsRC VilledaNo ratings yet
- Multi-Metal Cleaner and Iron Phosphatizer by Spray and ImmersionDocument3 pagesMulti-Metal Cleaner and Iron Phosphatizer by Spray and ImmersionRC VilledaNo ratings yet
- Plasm 60 ChartDocument1 pagePlasm 60 ChartRC VilledaNo ratings yet
- Plasma CutterDocument7 pagesPlasma CutterRC VilledaNo ratings yet
- Metal Cleaning Guide KOmanufacturingDocument2 pagesMetal Cleaning Guide KOmanufacturingRC VilledaNo ratings yet
- Lathe 1340 Jet ManualDocument71 pagesLathe 1340 Jet ManualRC VilledaNo ratings yet
- Threads and ChangegearsDocument36 pagesThreads and ChangegearsRC VilledaNo ratings yet
- Material Safety Data Sheet: Distributed byDocument2 pagesMaterial Safety Data Sheet: Distributed byRC VilledaNo ratings yet
- Copper Alloy Spec SheetsDocument1 pageCopper Alloy Spec SheetsvinodmysoreNo ratings yet
- 23n50e (1 Data Sheet)Document5 pages23n50e (1 Data Sheet)mahmudNo ratings yet
- Material Safety Data Sheet: Distributed byDocument2 pagesMaterial Safety Data Sheet: Distributed byRC VilledaNo ratings yet
- ELATHE-500 GearboxDocument205 pagesELATHE-500 GearboxRC VilledaNo ratings yet
- Plasm 60 ChartDocument1 pagePlasm 60 ChartRC VilledaNo ratings yet
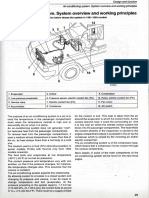
- 240 AC 1991-93 OverviewDocument3 pages240 AC 1991-93 OverviewRC VilledaNo ratings yet
- Radii CutterDocument1 pageRadii CutterRC VilledaNo ratings yet
- Zeus Chart Engineers: 8.02 Excl VAT 9.63 Incl VATDocument1 pageZeus Chart Engineers: 8.02 Excl VAT 9.63 Incl VATsrwalkeNo ratings yet
- Optibelt TH V Belt Drives PDFDocument188 pagesOptibelt TH V Belt Drives PDFPaula FerreiraNo ratings yet
- 240 AC 1975-1990systemDocument7 pages240 AC 1975-1990systemRC VilledaNo ratings yet
- Metric - PDF ADocument1 pageMetric - PDF ApetronashscribdidNo ratings yet
- Changes To A C System Components: 1976 ModelsDocument5 pagesChanges To A C System Components: 1976 ModelsRC VilledaNo ratings yet
- Atlas Lathe Metric Gear ChangeDocument4 pagesAtlas Lathe Metric Gear ChangeRC VilledaNo ratings yet
- Lathe 9x20 Parts ManualDocument15 pagesLathe 9x20 Parts ManualRC Villeda100% (1)
- Ashrae - 2009 I-P - F09 - AddDocument2 pagesAshrae - 2009 I-P - F09 - AddSergio SemmNo ratings yet
- Antena Eh para 10 MetrosDocument3 pagesAntena Eh para 10 Metros10sd156No ratings yet
- 95 - 737-General-InformationDocument3 pages95 - 737-General-InformationffontanaNo ratings yet
- Setting vpn1Document10 pagesSetting vpn1Unink AanNo ratings yet
- 1855OME - Instruction Manual - Kinney Oil Mist EliminatorsDocument15 pages1855OME - Instruction Manual - Kinney Oil Mist EliminatorsahmedNo ratings yet
- 01-01 Boltec S - SafetyDocument30 pages01-01 Boltec S - SafetyALVARO ANTONIO SILVA DELGADONo ratings yet
- LUCY SwitchgearDocument8 pagesLUCY SwitchgearHillary McgowanNo ratings yet
- Gps VulnerabilityDocument28 pagesGps VulnerabilityaxyyNo ratings yet
- How rock layers are formedDocument3 pagesHow rock layers are formedAlemar AllecerNo ratings yet
- Epc of Well Pad D For Sorik Marapi Geothermal Project Recovery ScheduleDocument1 pageEpc of Well Pad D For Sorik Marapi Geothermal Project Recovery ScheduleGema SuryaNo ratings yet
- 2009 Energy Storage-U.S. Department of EnergyDocument380 pages2009 Energy Storage-U.S. Department of EnergydiwhiteNo ratings yet
- 3RInternational Tetzner Model Based Pipeline LDS 07-2003 PDFDocument6 pages3RInternational Tetzner Model Based Pipeline LDS 07-2003 PDFRene ParedesNo ratings yet
- NUSTian Final July SeptDocument36 pagesNUSTian Final July SeptAdeel KhanNo ratings yet
- Batch Profile - 2017Document57 pagesBatch Profile - 2017Praneet TNo ratings yet
- Engine & Transmission ToolsDocument45 pagesEngine & Transmission Toolsabduallah muhammad100% (1)
- Failure Analysis of Syngas Bypass Line Rupture inDocument11 pagesFailure Analysis of Syngas Bypass Line Rupture inshahgardezNo ratings yet
- Hard Disk DriveDocument4 pagesHard Disk DriveAbhishek AbhiNo ratings yet
- ARRIMAX New Service Manual ENDocument20 pagesARRIMAX New Service Manual ENMohammed IsmailNo ratings yet
- Chapter 2 Cast IronDocument9 pagesChapter 2 Cast IronHelen AdugnaNo ratings yet
- DEA R ScriptsDocument3 pagesDEA R ScriptsFrancisco SilvaNo ratings yet
- CV Enric Durany enDocument2 pagesCV Enric Durany enenricduranyNo ratings yet
- Wrangling Logs With Logstash and ElasticSearch PresentationDocument38 pagesWrangling Logs With Logstash and ElasticSearch PresentationMohammad Syafiq Bin HussainNo ratings yet