You might also like
- Manual Flowserve 1Document52 pagesManual Flowserve 1Nazareno FreitasNo ratings yet
- BBL-Bomba Centrifuga - JCDocument3 pagesBBL-Bomba Centrifuga - JCengleoalves0% (1)
- ASTM A182-A182M - Padrão para Flanges Forjados Ou Laminados de Aço Liga e Aço InoxidávelDocument16 pagesASTM A182-A182M - Padrão para Flanges Forjados Ou Laminados de Aço Liga e Aço InoxidávelLeandro LimaNo ratings yet
- Selecionando o redutor certoDocument6 pagesSelecionando o redutor certoMagno BernardoNo ratings yet
- Padrões de torque para componentes de usinas hidrelétricasDocument2 pagesPadrões de torque para componentes de usinas hidrelétricasJonathan Montenegro MartinezNo ratings yet
- Curvas Generales Bombas Centrifugas PDFDocument8 pagesCurvas Generales Bombas Centrifugas PDFJosé Gabriel LacléNo ratings yet
- Componentes hidráulicosDocument20 pagesComponentes hidráulicospedro vuvuNo ratings yet
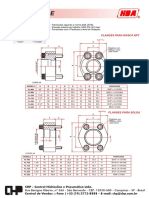
- Flanges SAE e NPTDocument3 pagesFlanges SAE e NPTPeterson MagroNo ratings yet
- CAFPDocument2 pagesCAFPRenato MendesNo ratings yet
- Compressor Alternativo SMCDocument2 pagesCompressor Alternativo SMCFelipe PinheiroNo ratings yet
- Polias SchneiderDocument2 pagesPolias SchneiderJoel CorreaNo ratings yet
- 05 - Catalogo Peças Reposição SMC 4-6-8 180 e TSMC 8 180 PDFDocument16 pages05 - Catalogo Peças Reposição SMC 4-6-8 180 e TSMC 8 180 PDFFernando BarbosaNo ratings yet
- Bomba Centrífuga Thebe PDFDocument1 pageBomba Centrífuga Thebe PDFBrennoNo ratings yet
- Bombas de alimentação de caldeiras: instalação, operação e manutençãoDocument6 pagesBombas de alimentação de caldeiras: instalação, operação e manutençãoAdriano CorreiaNo ratings yet
- DR ENGP M I 1.5 R.10 PortuguêsDocument101 pagesDR ENGP M I 1.5 R.10 Portuguêsrodrigo pedrosoNo ratings yet
- C70 M BR - Catalogo PULVERIZADOR PDFDocument398 pagesC70 M BR - Catalogo PULVERIZADOR PDFDEUSMARNo ratings yet
- Cintas industriais para elevação e amarraçãoDocument36 pagesCintas industriais para elevação e amarraçãoRogerio PorcelliNo ratings yet
- Flanges AWWA C207 Classe D e FDocument2 pagesFlanges AWWA C207 Classe D e FMarcio Brito100% (1)
- Catalogo Arame Tubular PDFDocument12 pagesCatalogo Arame Tubular PDFGeovane FerreiraNo ratings yet
- Asco ValvulasDocument4 pagesAsco ValvulasDenis Freire100% (1)
- Treinamento AdmissionalDocument1 pageTreinamento AdmissionalPatrícia SilvaNo ratings yet
- Bombas Centrífugas para EnxofreDocument6 pagesBombas Centrífugas para EnxofreWillian CastroNo ratings yet
- Bomba Ferrari smc22Document3 pagesBomba Ferrari smc22José Carlos de Barros MelloNo ratings yet
- Manual de Op. Inst. Delta Hibridy (Portugues)Document66 pagesManual de Op. Inst. Delta Hibridy (Portugues)Xavi X QunqiNo ratings yet
- Parafusos Olhal DIN-444 UNC e BSWDocument2 pagesParafusos Olhal DIN-444 UNC e BSWejlima1980No ratings yet
- A Revista Do ParafusoDocument14 pagesA Revista Do ParafusoFelipe SalesseNo ratings yet
- Dispositivo Universal de Enchimento e Teste Fpu 1 para Acumuladores de Bexiga Pistao e MembranaDocument10 pagesDispositivo Universal de Enchimento e Teste Fpu 1 para Acumuladores de Bexiga Pistao e MembranaMauricio OliveiraNo ratings yet
- Folheto técnico de bomba centrífuga KSB MegablocDocument5 pagesFolheto técnico de bomba centrífuga KSB MegablocengenheiroalencarNo ratings yet
- RP 07001Document25 pagesRP 07001Eduardo Augusto100% (1)
- Comando e sinalização industrial - Variedade e funcionalidadeDocument56 pagesComando e sinalização industrial - Variedade e funcionalidadeLuiz GuedinNo ratings yet
- 03 Gaxeta PDFDocument100 pages03 Gaxeta PDFflaviodellatorre100% (1)
- Barras ASTM A193 B7 para fixação em altas temperaturasDocument1 pageBarras ASTM A193 B7 para fixação em altas temperaturasTiago Pitaluga Navega Dias100% (1)
- Dados Técnicos Trocador Aletado Modelo TADocument1 pageDados Técnicos Trocador Aletado Modelo TACelio CostaNo ratings yet
- Redutor Catalago Linha GSDDocument12 pagesRedutor Catalago Linha GSDWagner Barbosa Mendonça0% (1)
- OMEL - Soprador Trilobular Tipo "Roots"Document6 pagesOMEL - Soprador Trilobular Tipo "Roots"Amazonas ManutençãoNo ratings yet
- Mopa EletrocalhaDocument11 pagesMopa EletrocalhaMarcelo Alves da CruzNo ratings yet
- WDS Acoplamentos CompletoDocument44 pagesWDS Acoplamentos CompletocleverxxeNo ratings yet
- Parafusos NormalizadosDocument3 pagesParafusos NormalizadoswesckeyrochaNo ratings yet
- Compressor Diesel Atlas Copco XAS 186Document1 pageCompressor Diesel Atlas Copco XAS 186Junior JuniorNo ratings yet
- Catalogo Continental PDFDocument89 pagesCatalogo Continental PDFLucas SilvaNo ratings yet
- Catálogo Parker O RingDocument107 pagesCatálogo Parker O Ringrjfreitas2No ratings yet
- Codismon - Especificações Técnicas2Document17 pagesCodismon - Especificações Técnicas2gorgon3001100% (1)
- Catalogo EmersonDocument28 pagesCatalogo EmersonReinaldo Marques100% (1)
- NBR 11403 PB 1510 - Parafuso de Cabeca Sextavada Flangeada - Serie LeveDocument6 pagesNBR 11403 PB 1510 - Parafuso de Cabeca Sextavada Flangeada - Serie LeveezequieltoniazzoNo ratings yet
- Uniões Rotativas MinorDocument20 pagesUniões Rotativas MinorLuciano de CarvalhoNo ratings yet
- Eletrodos e consumíveis para soldagemDocument21 pagesEletrodos e consumíveis para soldagemAbinadab Dos Santos AraújoNo ratings yet
- Catalogo PlataformaDocument137 pagesCatalogo PlataformaTiago G. LopesNo ratings yet
- Espessura Dos Cordões de SoldaDocument15 pagesEspessura Dos Cordões de SoldaDouglas RamosNo ratings yet
- Catalogo GraviaDocument74 pagesCatalogo Gravianeidival8534No ratings yet
- Conectores e acessórios para instalações elétricasDocument40 pagesConectores e acessórios para instalações elétricasclaudioandrevalverdeNo ratings yet
- Parafusos de aço para alta resistência e temperaturaDocument45 pagesParafusos de aço para alta resistência e temperaturaDanielRobertoFerreiraNo ratings yet
- Catalogo Espiroflex PDFDocument10 pagesCatalogo Espiroflex PDFGuilherme MacellaNo ratings yet
- Catálogo - Tampos - CodismonDocument16 pagesCatálogo - Tampos - CodismonsidneymfNo ratings yet
- Características técnicas de Fan Coil modularDocument19 pagesCaracterísticas técnicas de Fan Coil modularx3po01No ratings yet
- Registros e válvulas para controle de fluxoDocument48 pagesRegistros e válvulas para controle de fluxoInajá FerreiraNo ratings yet
- Permutadores de calor casco & tubosDocument8 pagesPermutadores de calor casco & tubosjimm0rris0nNo ratings yet
- Selo MecanicoDocument6 pagesSelo MecanicoflaviodellatorreNo ratings yet
- Catálogo de Peças PA Super SérieDocument99 pagesCatálogo de Peças PA Super SérieheitormartNo ratings yet
- Trane Instalacion Manutencion Sistema de Aire AcondicionadoDocument45 pagesTrane Instalacion Manutencion Sistema de Aire Acondicionadoblem_0075No ratings yet
- Sistema de instalação elétrica e comunicaçãoDocument13 pagesSistema de instalação elétrica e comunicaçãoaesbNo ratings yet
- Requisitos Inspeção Fabricação Equipamentos CríticosDocument22 pagesRequisitos Inspeção Fabricação Equipamentos CríticosjbsantoNo ratings yet
- Catalog Selos Mecanicos Portuguese PDFDocument24 pagesCatalog Selos Mecanicos Portuguese PDFMarcio SilvaNo ratings yet
- NBR 6327Document38 pagesNBR 6327fabioneiva100% (1)
- Catalog Selos Mecanicos Portuguese PDFDocument24 pagesCatalog Selos Mecanicos Portuguese PDFMarcio SilvaNo ratings yet
- NBR 14024 - Centrais Prediais e Industriais de Gas Liquefeito de Petroleo (GLP) - Sistema de AbasDocument8 pagesNBR 14024 - Centrais Prediais e Industriais de Gas Liquefeito de Petroleo (GLP) - Sistema de AbasRivaldo SantanaNo ratings yet
- Plano de Ligacao API 610Document3 pagesPlano de Ligacao API 610leo@cyberian.com.brNo ratings yet
- Corrosão Dos MateriaisDocument32 pagesCorrosão Dos MateriaisVirginia SouzaNo ratings yet
- Certificação de Soldadores de Tubos de PolietilenoDocument5 pagesCertificação de Soldadores de Tubos de PolietilenojbsantoNo ratings yet
- Requisitos para centrais prediais de GLPDocument22 pagesRequisitos para centrais prediais de GLPjoaoluismcNo ratings yet
- Abpe P009 - 2016Document9 pagesAbpe P009 - 2016jbsantoNo ratings yet
- NBR 13523 Central Predial GLPDocument7 pagesNBR 13523 Central Predial GLPMarcia AndradeNo ratings yet
- Plano de Ligacao API 610Document3 pagesPlano de Ligacao API 610leo@cyberian.com.brNo ratings yet
- New RapidDocument5 pagesNew RapidjbsantoNo ratings yet
- Coscip - CbmerjDocument107 pagesCoscip - CbmerjGuilherme AmorimNo ratings yet
- 0 - Aula de Bomba - 2007 - CompletaDocument26 pages0 - Aula de Bomba - 2007 - CompletaDGG2010No ratings yet
- Artigo 05Document10 pagesArtigo 05jbsantoNo ratings yet
- SOLDA SimbologiaDocument17 pagesSOLDA SimbologiaRogério C100% (1)
- Pentair LinhaGeralDeProdutosDocument48 pagesPentair LinhaGeralDeProdutosjbsantoNo ratings yet
- MANUAL DE OPERAÇÃO LODOS ATIVADOSDocument27 pagesMANUAL DE OPERAÇÃO LODOS ATIVADOSTatiana Petersen GesteiraNo ratings yet
- Pesos e Specific OsDocument7 pagesPesos e Specific OsjbsantoNo ratings yet
- Válvulas de Segurança em DetalhesDocument52 pagesVálvulas de Segurança em DetalhesOscar Neves de SousaNo ratings yet
- Manual FossaDocument8 pagesManual FossaKlarc CamachoNo ratings yet
- Modelo Caixa A de Agua e OleoDocument16 pagesModelo Caixa A de Agua e OleoLeandro SouzaNo ratings yet
- Treinamentos em turbomáquinas e motores dieselDocument10 pagesTreinamentos em turbomáquinas e motores dieseljbsantoNo ratings yet
- 5 Capitulo 4Document51 pages5 Capitulo 4ricardoftl@hotmailNo ratings yet
- Engenheiro de Suprimentos Disciplina de FabricaÇÃo eDocument112 pagesEngenheiro de Suprimentos Disciplina de FabricaÇÃo ejosebaianetoNo ratings yet
- A Utopia e As Comunidades Modelo No UrbanismoDocument68 pagesA Utopia e As Comunidades Modelo No UrbanismoNaianyChavesNo ratings yet
- Bomba IS-M/E 50x38 M1 Data BookDocument125 pagesBomba IS-M/E 50x38 M1 Data BookCardoso MalacaoNo ratings yet
- Yamaha Cy50 PeçasDocument44 pagesYamaha Cy50 PeçasFlavio EstelatoNo ratings yet
- Tradução EA-4 - 16Document9 pagesTradução EA-4 - 16dani_manluNo ratings yet
- Criação de Banco de Alimentos em 10 passosDocument28 pagesCriação de Banco de Alimentos em 10 passosJean EverlingNo ratings yet
- Python IntroduçãoDocument180 pagesPython IntroduçãoVictóriaZanetti0% (1)
- Catálogo Correias Tratores 2011-1Document28 pagesCatálogo Correias Tratores 2011-1Luís Fernando OliveiraNo ratings yet
- SAP Codigos de Transacao HRDocument3 pagesSAP Codigos de Transacao HRAline Fernandes0% (1)
- Tarefa 1 RespondidaDocument4 pagesTarefa 1 RespondidaQuintino Gaia100% (1)
- Electrolux LTE07Document3 pagesElectrolux LTE07Pedro De Leon LimaNo ratings yet
- EC-804 Estruturas Metálicas I - Exercícios de FlexãoDocument4 pagesEC-804 Estruturas Metálicas I - Exercícios de FlexãoLucas AntonioNo ratings yet
- ANÁLISE DE RISCO PARA CONSTRUÇÃO DE PRÉDIODocument8 pagesANÁLISE DE RISCO PARA CONSTRUÇÃO DE PRÉDIORosi Rodrigues100% (1)
- Monitor MultiparamétricoDocument72 pagesMonitor Multiparamétricowagner.ancelmo100% (10)
- População em CrescimentoDocument15 pagesPopulação em CrescimentoWendson Lima RodriguesNo ratings yet
- Sistema de ensino presencial conectadoDocument7 pagesSistema de ensino presencial conectadoCarolina Baraky BrederNo ratings yet
- Chefiar Equipas em Acidentes MultivítimasDocument8 pagesChefiar Equipas em Acidentes MultivítimasHugo PicotezNo ratings yet
- Configuração do Software e Módulo de RádioDocument42 pagesConfiguração do Software e Módulo de Rádiocontrole.manutNo ratings yet
- Compra de Bens e ConsumoDocument21 pagesCompra de Bens e ConsumoGioconda100% (1)
- Letricidade Veicular PDFDocument196 pagesLetricidade Veicular PDFwysantos100% (1)
- Tecnologia e Inovação - História Da TecnologiaDocument3 pagesTecnologia e Inovação - História Da TecnologiaPriscila Antunes empreendaNo ratings yet
- Cuidados Com A Cabeça de Impressão Zebra 24-9-20Document10 pagesCuidados Com A Cabeça de Impressão Zebra 24-9-20José Antonio VoyageNo ratings yet
- Contrato educacionalDocument4 pagesContrato educacionalFabiano PessanhaNo ratings yet
- Bege e Laranja Montagem Refinada Cuidados Com A Pele Passo A Passo Story para InstagramDocument1 pageBege e Laranja Montagem Refinada Cuidados Com A Pele Passo A Passo Story para InstagramKátia FeitosaNo ratings yet
- Alan Nunes Amaral - ObraDocument2 pagesAlan Nunes Amaral - ObraLan DelongeNo ratings yet
- Psicologia e Neurociência PDFDocument9 pagesPsicologia e Neurociência PDFmaikonchaiderNo ratings yet
- Apresentação NPJ DigitalDocument10 pagesApresentação NPJ DigitalGrasi MelloNo ratings yet
- Melhorar o Atendimento BancárioDocument8 pagesMelhorar o Atendimento BancárioRose FurtadoNo ratings yet
- Aplicações de conjuntos para determinar número de elementosDocument3 pagesAplicações de conjuntos para determinar número de elementosRamom MouraNo ratings yet
- Falhas Volvo FMXDocument112 pagesFalhas Volvo FMXalexandre patrocinio67% (3)
- Catálogo de Peças Power Jet BTDocument352 pagesCatálogo de Peças Power Jet BTDiego da Silva BorgesNo ratings yet