You might also like
- Introdução à Metodologia Seis SigmaDocument80 pagesIntrodução à Metodologia Seis SigmaAdrian HomrichNo ratings yet
- Introdução à Metodologia Seis SigmaDocument31 pagesIntrodução à Metodologia Seis SigmaMarcus Vinicius CarinaNo ratings yet
- EPQ - Aula 3 - Engenharia Robusta e 6 SigmaDocument40 pagesEPQ - Aula 3 - Engenharia Robusta e 6 SigmaRichard.TeijeiroNo ratings yet
- 9 - Qualidade Seis Sigmas Da MotorolaDocument2 pages9 - Qualidade Seis Sigmas Da MotorolaJosue Basen PereiraNo ratings yet
- RTY - Rolled - Throughput - Yield PDFDocument11 pagesRTY - Rolled - Throughput - Yield PDF102540No ratings yet
- Introdução à Metodologia Seis SigmaDocument31 pagesIntrodução à Metodologia Seis Sigmaiuo4100% (1)
- Faculdade Carlos Drummond de Andrade aplica Seis SigmaDocument11 pagesFaculdade Carlos Drummond de Andrade aplica Seis SigmaRodrigoNo ratings yet
- APOSTILA 6 SIGMA - PpsDocument71 pagesAPOSTILA 6 SIGMA - PpsDiego Mendes100% (1)
- 6 SigmaDocument33 pages6 SigmaMatheusM.FerreiraNo ratings yet
- Seis SigmasDocument21 pagesSeis SigmasHelencat LimaNo ratings yet
- O método Seis Sigma: Aumentar a qualidade e consistência do seu negócioFrom EverandO método Seis Sigma: Aumentar a qualidade e consistência do seu negócioNo ratings yet
- TCC Rev finalDocument82 pagesTCC Rev finalFilipe AlmeidaNo ratings yet
- A Metodologia Lean Six SigmaDocument15 pagesA Metodologia Lean Six Sigmadaniel AlvesNo ratings yet
- Mód.1 - 6 Sigma - Green Belt - Belts Treinamentos - Fase de Definição PDFDocument124 pagesMód.1 - 6 Sigma - Green Belt - Belts Treinamentos - Fase de Definição PDFDavid JuniorNo ratings yet
- Implementação da metodologia Seis Sigma: conceitos, origem e estratégiaDocument81 pagesImplementação da metodologia Seis Sigma: conceitos, origem e estratégiaFlávio Ladeira AmâncioNo ratings yet
- Introdução ao Six SigmaDocument11 pagesIntrodução ao Six SigmaFabiano de FreitasNo ratings yet
- 6 SigmaDocument37 pages6 SigmaMatheus VelosoNo ratings yet
- Seis Sigma: Uma metodologia para melhoria da qualidade e redução de defeitosDocument55 pagesSeis Sigma: Uma metodologia para melhoria da qualidade e redução de defeitosPerseu PadreDe MacedoNo ratings yet
- Redução de custos com Seis Sigma no torneamento de açosDocument21 pagesRedução de custos com Seis Sigma no torneamento de açosDouglas Nogueira100% (1)
- 6 SigmasDocument241 pages6 SigmasNivaldo Junior100% (1)
- 751-Texto Do Artigo-2493-1-10-20191205 PDFDocument23 pages751-Texto Do Artigo-2493-1-10-20191205 PDFWiliam RegoneNo ratings yet
- Apostila Green Belt RL&Associados AmostraDocument14 pagesApostila Green Belt RL&Associados AmostraClaudio Queiroz LotufoNo ratings yet
- Apostila INTRODUÇÃODocument23 pagesApostila INTRODUÇÃOVitor GonçalvesNo ratings yet
- Green Belt em Lean Seis Sigma: PrincípiosDocument928 pagesGreen Belt em Lean Seis Sigma: PrincípiosAfrânio AugustoNo ratings yet
- Apostila Seis SigmaDocument26 pagesApostila Seis SigmaMat MaxNo ratings yet
- Apostila Green BeltDocument928 pagesApostila Green BeltCamila PachecoNo ratings yet
- Visão Geral Lean Seis SigmaDocument73 pagesVisão Geral Lean Seis SigmaLorena LimaNo ratings yet
- 6 SigmasDocument36 pages6 SigmasRita FerreiraNo ratings yet
- Fundamentos Seis Sigma e LeanDocument34 pagesFundamentos Seis Sigma e LeanThiago BrottoNo ratings yet
- 1681911438493Document8 pages1681911438493Gabriel SilvaNo ratings yet
- Métodos de prevenção e solução de problemas com Seis SigmaDocument29 pagesMétodos de prevenção e solução de problemas com Seis SigmaLaísNo ratings yet
- Six SigmaDocument14 pagesSix SigmaLourenço ChiteteNo ratings yet
- Apostila White BeltDocument58 pagesApostila White BeltKarlla Dairel100% (1)
- 6 Sigma ImplantaçãoDocument21 pages6 Sigma ImplantaçãoRodrigo marcos vieiraNo ratings yet
- Avaliação de qualidade de softwareDocument3 pagesAvaliação de qualidade de softwareamariano1981No ratings yet
- A Metodologia 6 SigmaDocument6 pagesA Metodologia 6 SigmajeanbiasantosNo ratings yet
- Como foi criada a metodologia Seis SigmaDocument10 pagesComo foi criada a metodologia Seis SigmaAmanda DenadaiNo ratings yet
- Controle estatístico de processo em empresa de artigos de couroDocument12 pagesControle estatístico de processo em empresa de artigos de couroJosyiNo ratings yet
- Carta de ControleDocument5 pagesCarta de ControlerfgregolinNo ratings yet
- Aula Atividade AlunoDocument8 pagesAula Atividade AlunoShido Itsuka ACENo ratings yet
- Comissão de Qualidade Anfavea/Sindipeças - Gt8: Representantes: GM - José Luiz Pereira / Giovanna LucioDocument21 pagesComissão de Qualidade Anfavea/Sindipeças - Gt8: Representantes: GM - José Luiz Pereira / Giovanna Lucioandrefs7No ratings yet
- Métodos Taguchi para otimização de qualidadeDocument9 pagesMétodos Taguchi para otimização de qualidadeJoseph RobertNo ratings yet
- Ferramentas da QualidadeDocument42 pagesFerramentas da QualidadeLeandro Henrique da SilvaNo ratings yet
- Six SigmaDocument6 pagesSix SigmaFlavia OliveiraNo ratings yet
- MaspDocument96 pagesMasprpcarnelossiNo ratings yet
- Silo - Tips - Avaliaao Dos Fatores Que Influenciam No Dimensional Da Chapa Laminada Baseado Nos Principios Lean Seis SigmaDocument13 pagesSilo - Tips - Avaliaao Dos Fatores Que Influenciam No Dimensional Da Chapa Laminada Baseado Nos Principios Lean Seis SigmaCarlos MotaNo ratings yet
- Simulação de Processos: Ferramenta Poderosa para OtimizaçãoDocument4 pagesSimulação de Processos: Ferramenta Poderosa para OtimizaçãoAkane AmiNo ratings yet
- 42 Ferramentas Lean AtualizadasDocument43 pages42 Ferramentas Lean AtualizadasVander SilvaNo ratings yet
- Treinamento Lean Seis SigmaDocument102 pagesTreinamento Lean Seis SigmaFelipe CataldiNo ratings yet
- 6sigma 1Document42 pages6sigma 1Tutu GuriNo ratings yet
- Seis SigmaDocument3 pagesSeis SigmaPetersonNo ratings yet
- Seis Sigma e Lean: conceitos, vantagens e relaçãoDocument30 pagesSeis Sigma e Lean: conceitos, vantagens e relaçãoXXNo ratings yet
- Seis SigmaDocument39 pagesSeis SigmaalvaroNo ratings yet
- Diagnóstico de papelaria: análise de processo produtivoDocument44 pagesDiagnóstico de papelaria: análise de processo produtivoJobson CalmonNo ratings yet
- 6 Sigma - Aplicacao Industria QuimicaDocument8 pages6 Sigma - Aplicacao Industria Quimicaalberton2012No ratings yet
- Aplicação de Ferramentas Da Qualidade em Processos AdministrativosDocument9 pagesAplicação de Ferramentas Da Qualidade em Processos AdministrativosLeonardo RamosNo ratings yet
- Uso do Software Arena em Rede de Quiosques para Melhorar Tempo de AtendimentoDocument8 pagesUso do Software Arena em Rede de Quiosques para Melhorar Tempo de AtendimentoGabriel Rosa De OliveiraNo ratings yet
- PROCESSO DE PRODUÇÃO: PLANEJAMENTO, CARACTERÍSTICAS E PRINCÍPIOSDocument21 pagesPROCESSO DE PRODUÇÃO: PLANEJAMENTO, CARACTERÍSTICAS E PRINCÍPIOSAndressa LimaNo ratings yet
- Exemplo de AtaDocument3 pagesExemplo de AtaMarcus Vinícius SouzaNo ratings yet
- Arquivamento 2Document42 pagesArquivamento 2Marcus Vinícius SouzaNo ratings yet
- Exercícios Fluxo de Caixa Apostila CorrigidoDocument6 pagesExercícios Fluxo de Caixa Apostila CorrigidoMarcus Vinícius Souza100% (1)
- 1 Apostila - Custo Fixo, Lucro, Margem de Contribuição e Custeio VariávelDocument33 pages1 Apostila - Custo Fixo, Lucro, Margem de Contribuição e Custeio VariávelSimony PinheiroNo ratings yet
- 1534163288fm2s Pdcapdsa PDFDocument24 pages1534163288fm2s Pdcapdsa PDFFranciele BorgesNo ratings yet
- Gestão de almoxarifado públicoDocument11 pagesGestão de almoxarifado públicothor33No ratings yet
- Noções Básicas do AlmoxarifadoDocument20 pagesNoções Básicas do AlmoxarifadoSandro Azevedo AzevedoNo ratings yet
- 3 - Promotor e Repositor de MercadoriasDocument10 pages3 - Promotor e Repositor de MercadoriasMarcus Vinícius SouzaNo ratings yet
- Arranjo Físico, Armazenagens e EmbalagensDocument7 pagesArranjo Físico, Armazenagens e EmbalagensKurt WagnerNo ratings yet
- AlmoxarifadoDocument18 pagesAlmoxarifadotaisecarteli100% (1)
- 1534163288fm2s Pdcapdsa PDFDocument24 pages1534163288fm2s Pdcapdsa PDFFranciele BorgesNo ratings yet
- 7 Ferramentas Da QualidadeDocument24 pages7 Ferramentas Da QualidadeDenyse GasparNo ratings yet
- Ata. 02Document2 pagesAta. 02Marcus Vinícius SouzaNo ratings yet
- Project BADocument1 pageProject BAMarcus Vinícius SouzaNo ratings yet
- APOSTILA Análise e Melhoria de ProcessosDocument53 pagesAPOSTILA Análise e Melhoria de ProcessosAnderson Rocha Fabossi50% (2)
- Noções Básicas do AlmoxarifadoDocument20 pagesNoções Básicas do AlmoxarifadoSandro Azevedo AzevedoNo ratings yet
- RabonaDocument1 pageRabonaMarcus Vinícius SouzaNo ratings yet
- Cursos e certificaçõesDocument158 pagesCursos e certificaçõesdavijoseNo ratings yet
- Apostila 3 - Seis SigmaDocument15 pagesApostila 3 - Seis SigmaMarcus Vinícius SouzaNo ratings yet
- Fluxo de CaixaDocument4 pagesFluxo de CaixaMarcus Vinícius SouzaNo ratings yet
- Ata O1Document2 pagesAta O1Marcus Vinícius SouzaNo ratings yet
- Edital Do ConcursoDocument23 pagesEdital Do Concursojulio cesarNo ratings yet
- Gestão de ProcessosDocument195 pagesGestão de ProcessosGerisval Alves Pessoa100% (6)
- AlmoxarifadoDocument18 pagesAlmoxarifadotaisecarteli100% (1)
- 6 - Auxiliar de ContabilidadeDocument10 pages6 - Auxiliar de ContabilidadeMarcus Vinícius SouzaNo ratings yet
- As 100 Perguntas Na Entrevista e TrabalhoDocument2 pagesAs 100 Perguntas Na Entrevista e TrabalhoesmelmegaNo ratings yet
- Alimentos PerecíveisDocument2 pagesAlimentos PerecíveisMarcus Vinícius SouzaNo ratings yet
- As 100 Perguntas Na Entrevista e TrabalhoDocument2 pagesAs 100 Perguntas Na Entrevista e TrabalhoesmelmegaNo ratings yet
- Gervão-Roxo - Stachytarpheta Jamaicensis (L.) Vahl. - Ervas Medicinais - Ficha Completa IlustradaDocument9 pagesGervão-Roxo - Stachytarpheta Jamaicensis (L.) Vahl. - Ervas Medicinais - Ficha Completa IlustradaViam prudentiaeNo ratings yet
- Suporte Básico de VidaDocument7 pagesSuporte Básico de VidaSusana FigueiredoNo ratings yet
- O Envelhecimento e o Coração: As Valvas: The Elderly and Heart: ValvesDocument2 pagesO Envelhecimento e o Coração: As Valvas: The Elderly and Heart: ValvesHermeson OliveiraNo ratings yet
- Aula Sergius Gandolfi IBT-Sucessao Ecologica 20151Document67 pagesAula Sergius Gandolfi IBT-Sucessao Ecologica 20151Caio RenaNo ratings yet
- Abandono Paterno No BrasilDocument1 pageAbandono Paterno No BrasilThe HuntressNo ratings yet
- Primeiros socorros: avaliação inicialDocument2 pagesPrimeiros socorros: avaliação inicialMarcos Chinaider100% (1)
- Linguagem afirmativa mais eficazDocument3 pagesLinguagem afirmativa mais eficazDanilo CruzNo ratings yet
- Segunda Voz e TomDocument5 pagesSegunda Voz e TomSamuel PereiraNo ratings yet
- 6Ds - As Seis Disciplinas Que Transformam Educacao em Resultados para o NegocioDocument384 pages6Ds - As Seis Disciplinas Que Transformam Educacao em Resultados para o NegocioAlcir MoriyasuNo ratings yet
- Os gêneros do discurso e a natureza do enunciadoDocument24 pagesOs gêneros do discurso e a natureza do enunciadojanaoseiNo ratings yet
- Batalha de StalingradoDocument24 pagesBatalha de StalingradoHeleno VarelaNo ratings yet
- ARTIGO Fadiga Adrenal Cansaco Ou OvertrainingDocument14 pagesARTIGO Fadiga Adrenal Cansaco Ou OvertrainingjurevaNo ratings yet
- Cálculo de limites usando propriedadesDocument7 pagesCálculo de limites usando propriedadesAbgail PinheiroNo ratings yet
- Revisão2 1ºanoDocument1 pageRevisão2 1ºanoJoão LemosNo ratings yet
- CO_banco_questõesDocument10 pagesCO_banco_questõesAurea Cardoso100% (1)
- Workshop NR12 PDFDocument146 pagesWorkshop NR12 PDFAdilson NogueiraNo ratings yet
- Imunossenescência - AjaxDocument13 pagesImunossenescência - AjaxMatheus RochaNo ratings yet
- A Ética Nas OrganizaçõesDocument37 pagesA Ética Nas OrganizaçõesAdriano Nelson DjiveNo ratings yet
- O Sucesso é Ser FelizDocument2 pagesO Sucesso é Ser FeliznayaradauerNo ratings yet
- Atividade Avaliativa de Recuperação ParalelaDocument7 pagesAtividade Avaliativa de Recuperação ParalelaScheila Brito PereiraNo ratings yet
- Conhecendo Pelo Dia NascimentoDocument22 pagesConhecendo Pelo Dia NascimentoJoelbsom Martins BarbosaNo ratings yet
- Fábulas ensinam valoresDocument21 pagesFábulas ensinam valoresHélen Karla Nogueira PittasNo ratings yet
- Correção - VitinhoDocument4 pagesCorreção - VitinhoPeter BoweryNo ratings yet
- Designer de Sobrancelhas - o Guia DefinitivoDocument30 pagesDesigner de Sobrancelhas - o Guia DefinitivoJamileMoura100% (1)
- A Evolucao Do Conceito de Familia Noronha Maressa Maelly Soares Parron Stenio FerreiraDocument21 pagesA Evolucao Do Conceito de Familia Noronha Maressa Maelly Soares Parron Stenio FerreiraKaroline Coelho A. Souza100% (2)
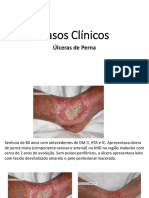
- AULA 15 - Casos Clínicos Úlceras de PernaDocument24 pagesAULA 15 - Casos Clínicos Úlceras de PernaManuel E NeuzaNo ratings yet
- Discipulado de BatismoDocument3 pagesDiscipulado de BatismoBrunoOliveira100% (1)
- Funções quadráticasDocument3 pagesFunções quadráticasalmeida.agostinho8406No ratings yet
- PassionistasDocument15 pagesPassionistasTiagoNo ratings yet
- TCC - WevertonSouzaCastanho Feedbackversaofinal-14agoDocument66 pagesTCC - WevertonSouzaCastanho Feedbackversaofinal-14agoWeverton De Souza CastanhoNo ratings yet