You might also like
- Tuning The Pietta Revolver Part OneDocument42 pagesTuning The Pietta Revolver Part OnemajanperaNo ratings yet
- Gun Digest American Arms ATI GSG-5 Assembly/Disassembly InstructionsFrom EverandGun Digest American Arms ATI GSG-5 Assembly/Disassembly InstructionsNo ratings yet
- Single Shot Rifle Action Safety MechanismDocument6 pagesSingle Shot Rifle Action Safety MechanismE MakinenNo ratings yet
- Refinishing: Fig 10-4 A Firm Co or Ed This No 2 Rolling Block For MeDocument12 pagesRefinishing: Fig 10-4 A Firm Co or Ed This No 2 Rolling Block For Mes r100% (1)
- Antique Breech Loading Cartridge Guns (1865-1898)Document5 pagesAntique Breech Loading Cartridge Guns (1865-1898)blowmeasshole1911100% (1)
- Wheellock History by Brooker GrazDocument10 pagesWheellock History by Brooker GrazzimkeNo ratings yet
- Case Reforming Guide: Tips for Cartridge ConversionsDocument8 pagesCase Reforming Guide: Tips for Cartridge ConversionsIM_JohnnyV100% (3)
- 1987 B57 Variations of The Model 1885 WinchesterDocument11 pages1987 B57 Variations of The Model 1885 Winchesternotjustsomeone67% (3)
- Hushpower CatalogueDocument10 pagesHushpower CataloguepbayersNo ratings yet
- Percussion Lock TerminologyDocument2 pagesPercussion Lock TerminologyCharlie0% (1)
- Cap Lock MechDocument4 pagesCap Lock MechShaukat Hayat NiaziNo ratings yet
- The Ballard RifleDocument4 pagesThe Ballard Rifleblowmeasshole1911No ratings yet
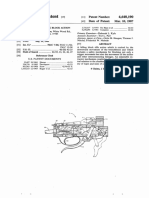
- Patent Summary: Single Shot Falling Block Rifle ActionDocument11 pagesPatent Summary: Single Shot Falling Block Rifle ActionE Makinen100% (1)
- Ruger's Old Army: Guns Magazine Feb, 2004 John TaffinDocument5 pagesRuger's Old Army: Guns Magazine Feb, 2004 John Taffinfalcon62No ratings yet
- Carabina SpencerDocument15 pagesCarabina SpencerercorreaNo ratings yet
- Maxi Ball LoadsDocument11 pagesMaxi Ball LoadsAllan HannaNo ratings yet
- Lyman 310 Tool Instrutions FPDocument4 pagesLyman 310 Tool Instrutions FPminutemen_us100% (1)
- Colt Peacemaker 22Document5 pagesColt Peacemaker 22Justin100% (3)
- The Complete Encyclopedia of Pistols and Revolvers PDFDocument6 pagesThe Complete Encyclopedia of Pistols and Revolvers PDFatacan küçükşahin50% (2)
- Kentucky-Pennsylvania Long Rifle PDFDocument2 pagesKentucky-Pennsylvania Long Rifle PDFeppg8250% (2)
- Luger P08 ParabellumDocument1 pageLuger P08 Parabellumzapruda100% (2)
- 1911 Barrel Fitting Ed Brown ArticleDocument2 pages1911 Barrel Fitting Ed Brown ArticleDale WadeNo ratings yet
- Jewel 2-Stage TriggerDocument13 pagesJewel 2-Stage TriggerAdam BallNo ratings yet
- British .450 Revolver CartridgesDocument11 pagesBritish .450 Revolver CartridgesGary DeMonteNo ratings yet
- The Armalite AR-7 Survival RifleDocument6 pagesThe Armalite AR-7 Survival Rifleblowmeasshole1911No ratings yet
- GSG MP40 - 9x19 - America PDFDocument20 pagesGSG MP40 - 9x19 - America PDFeric100% (1)
- Stevens Favorite Info & Exploded ViewsDocument4 pagesStevens Favorite Info & Exploded Viewsmichaelj49684619389% (9)
- D585D Gustloff Volkssturmgewehr VG 1 5 Rifle GermanyDocument2 pagesD585D Gustloff Volkssturmgewehr VG 1 5 Rifle GermanyKurt100% (1)
- Puma M1887 Lever Shotgun ManualDocument24 pagesPuma M1887 Lever Shotgun Manualesporadico123100% (1)
- Lyman Bullet Making Guide For All MouldsDocument2 pagesLyman Bullet Making Guide For All MouldsZardoz1090No ratings yet
- Shell Holder ChartDocument9 pagesShell Holder Chartwcp4570100% (1)
- Handi Instr OneDocument9 pagesHandi Instr OnenotjustsomeoneNo ratings yet
- Brownells-2 5LB1911TriggerPullDocument4 pagesBrownells-2 5LB1911TriggerPullRyan ShanksNo ratings yet
- Hunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.From EverandHunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.Rating: 5 out of 5 stars5/5 (1)
- Restoring An Old Gun From The Ground Up (Literally) - Montana Sporting JournalDocument58 pagesRestoring An Old Gun From The Ground Up (Literally) - Montana Sporting JournalFrank MeekerNo ratings yet
- M1 Garand New Barrel InstallationDocument35 pagesM1 Garand New Barrel InstallationToschanoNo ratings yet
- Gunsmith Threads Rifle Barrel for Sound ModeratorDocument2 pagesGunsmith Threads Rifle Barrel for Sound Moderatorpeter3972No ratings yet
- Wheellock PlansDocument59 pagesWheellock PlansPuturrú De Fuá100% (2)
- Luger P08 PistolDocument12 pagesLuger P08 Pistolblowmeasshole19110% (1)
- Model 1894 Sights: WinchesterDocument34 pagesModel 1894 Sights: WinchesterMárcio MontenegroNo ratings yet
- Winchester Model 94 Lever Action Rifle Owner's Manual - Top-Tang Safety VersionDocument0 pagesWinchester Model 94 Lever Action Rifle Owner's Manual - Top-Tang Safety Versioncarlosfanjul1No ratings yet
- Damascus Barrel MythDocument6 pagesDamascus Barrel MythHerman KarlNo ratings yet
- 22tcm PDFDocument4 pages22tcm PDFPaul MatquisNo ratings yet
- The 1902 Model Colt Automatic PistolDocument10 pagesThe 1902 Model Colt Automatic Pistolblowmeasshole1911No ratings yet
- Manufacturing World-Famous Colt 45 PistolDocument14 pagesManufacturing World-Famous Colt 45 PistolJesus Cortez100% (1)
- English k11 k31 ManualDocument82 pagesEnglish k11 k31 Manualstray03100% (1)
- The Ball Repeating Carbine: A Seven-Shot Civil War Lever-Action RifleDocument7 pagesThe Ball Repeating Carbine: A Seven-Shot Civil War Lever-Action Rifleblowmeasshole1911No ratings yet
- Making The Extractor Cut On A Virgin Barrel - The AK Files ForumsDocument4 pagesMaking The Extractor Cut On A Virgin Barrel - The AK Files Forumsscout50No ratings yet
- Reinstalling a Martini-Henry BreechblockDocument6 pagesReinstalling a Martini-Henry BreechblocktwinscrewcanoeNo ratings yet
- Punching Holes: Buying Ammunition, Gun Accessories, Knives and Tactical Gear at Wholesale PricesFrom EverandPunching Holes: Buying Ammunition, Gun Accessories, Knives and Tactical Gear at Wholesale PricesNo ratings yet
- Product Instructions - Flat Bending Jig InstructionsDocument34 pagesProduct Instructions - Flat Bending Jig InstructionsDale WadeNo ratings yet
- Sten Plans The Sten MkiiDocument28 pagesSten Plans The Sten MkiiJohn FindleyNo ratings yet
- Reloading Cast Bullets For The - 45 ACP Guns MagazineDocument9 pagesReloading Cast Bullets For The - 45 ACP Guns MagazineomikamiNo ratings yet
- America's Rifle - The ARDocument15 pagesAmerica's Rifle - The ARlsilva171No ratings yet
- Single-Shot .22-Bolt Action RifleDocument8 pagesSingle-Shot .22-Bolt Action RifleJustinNo ratings yet
- The Ballard Single Shot RifleDocument2 pagesThe Ballard Single Shot Rifleblowmeasshole1911100% (2)
- 50 Exercises For A Bodyweight Workout You Can Do AnywhereDocument9 pages50 Exercises For A Bodyweight Workout You Can Do Anywherewienslaw5804No ratings yet
- Pine Dale EffigiesDocument7 pagesPine Dale Effigieswienslaw5804No ratings yet
- Pine Dale Black On Re Doll AsDocument6 pagesPine Dale Black On Re Doll Aswienslaw5804No ratings yet
- Prehistoric Native Americans Farmed Macaws in 'Feather Factories' - Nature News & CommentDocument4 pagesPrehistoric Native Americans Farmed Macaws in 'Feather Factories' - Nature News & Commentwienslaw5804No ratings yet
- 3D Visualization and Reflexive ArchaeoloDocument17 pages3D Visualization and Reflexive Archaeolowienslaw5804No ratings yet
- 10 Most Powerful Natural Antibiotics Known To MankindDocument3 pages10 Most Powerful Natural Antibiotics Known To Mankindwienslaw5804100% (1)
- Cartridge InterchangiblityDocument4 pagesCartridge Interchangiblitywienslaw5804No ratings yet
- How To Make A Knife SheathDocument9 pagesHow To Make A Knife Sheathwienslaw5804100% (2)
- Methods For Lengthening WoodDocument4 pagesMethods For Lengthening Woodwienslaw5804No ratings yet
- PUEBLOS OP ZUNl AND WOLPI PDFDocument184 pagesPUEBLOS OP ZUNl AND WOLPI PDFwienslaw5804No ratings yet
- The Ethnogeography of The Tewa Indians PDFDocument794 pagesThe Ethnogeography of The Tewa Indians PDFwienslaw5804No ratings yet
- Moqui Pueblo Indians of Arizona PDFDocument331 pagesMoqui Pueblo Indians of Arizona PDFwienslaw5804100% (1)
- The Alósaka Cult of The Hopi Indians PDFDocument26 pagesThe Alósaka Cult of The Hopi Indians PDFwienslaw5804No ratings yet
- ORAIBI POWAMU CEREMONY Voth PDFDocument256 pagesORAIBI POWAMU CEREMONY Voth PDFwienslaw5804No ratings yet
- Investigations Among The Indians of The Southwestern United States, Bandelier PDFDocument358 pagesInvestigations Among The Indians of The Southwestern United States, Bandelier PDFwienslaw5804100% (2)
- Spaniards in New Mexico-Account of The Castles of Cibola, PDFDocument64 pagesSpaniards in New Mexico-Account of The Castles of Cibola, PDFwienslaw5804No ratings yet
- Hopi Katcinas Drawings Fewkes PDFDocument540 pagesHopi Katcinas Drawings Fewkes PDFwienslaw5804100% (1)
- Montezuma of The Pueblo Indians PDFDocument9 pagesMontezuma of The Pueblo Indians PDFwienslaw5804No ratings yet
- Pueblo Environment DR. WALTER HOUGH PDFDocument6 pagesPueblo Environment DR. WALTER HOUGH PDFwienslaw5804No ratings yet
- Notes On The Shrines of The Tewa and Other Pueblo Indians of New Mexico PDFDocument78 pagesNotes On The Shrines of The Tewa and Other Pueblo Indians of New Mexico PDFwienslaw5804100% (1)
- ORAIBI NATAL CUSTOMS AND CEREMONIES Voth PDFDocument62 pagesORAIBI NATAL CUSTOMS AND CEREMONIES Voth PDFwienslaw5804No ratings yet
- Mishongnovi Ceremonies of The Snake and Antelope Fraternities PDFDocument402 pagesMishongnovi Ceremonies of The Snake and Antelope Fraternities PDFwienslaw5804100% (1)
- Commentary: My Adventures in Zuni Fand Kykotsmovi and Window Rock and - .Document14 pagesCommentary: My Adventures in Zuni Fand Kykotsmovi and Window Rock and - .wienslaw5804No ratings yet
- Notes On The Pueblo Culture in South-Central New Mexico and in The Vicinity of El Paso, TX PDFDocument15 pagesNotes On The Pueblo Culture in South-Central New Mexico and in The Vicinity of El Paso, TX PDFwienslaw5804No ratings yet
- HISTORY and TRADITIONS AND NARATIVES OF THE QUERES INDIANS of LAGUNA AND ACOMA PDFDocument240 pagesHISTORY and TRADITIONS AND NARATIVES OF THE QUERES INDIANS of LAGUNA AND ACOMA PDFwienslaw5804100% (1)
- Notes On Acoma and Laguna PDFDocument26 pagesNotes On Acoma and Laguna PDFwienslaw5804No ratings yet
- Notes On Isleta, Santa Ana, and Acoma PDFDocument15 pagesNotes On Isleta, Santa Ana, and Acoma PDFwienslaw5804No ratings yet
- Hopi Katsina Songs PDFDocument434 pagesHopi Katsina Songs PDFwienslaw5804No ratings yet
- Eth Obota y of The Tewa PDFDocument166 pagesEth Obota y of The Tewa PDFwienslaw5804No ratings yet
- Hopi Kachina Spirit of Life PDFDocument4 pagesHopi Kachina Spirit of Life PDFwienslaw5804No ratings yet
- SPACE MARINES SUMMER UPDATE ABILITIESDocument10 pagesSPACE MARINES SUMMER UPDATE ABILITIESfuminariNo ratings yet
- Infinite Warhammer: Skeleton Warrior Mov CC BS PH WIP ARM BTS W AVADocument6 pagesInfinite Warhammer: Skeleton Warrior Mov CC BS PH WIP ARM BTS W AVAgoose1231No ratings yet
- Tank Guns and AmmunitionDocument27 pagesTank Guns and Ammunitionhaftom gebrehiwot50% (2)
- Gepard M6 .50BMG RifleDocument9 pagesGepard M6 .50BMG RifleGautam Natrajan100% (1)
- Projectile ProblemsDocument1 pageProjectile ProblemsSurendra Babu KogantiNo ratings yet
- Dieppe 1942: No. 4 Commando in ActionDocument7 pagesDieppe 1942: No. 4 Commando in ActionXavier MilletNo ratings yet
- FlintlockDocument12 pagesFlintlockblowmeasshole1911100% (1)
- Peregrine Relative Quickness Chart Rev03Document4 pagesPeregrine Relative Quickness Chart Rev03Pieter DelportNo ratings yet
- 5 General Spec SAWS Small Caliber Ammunition 1 January 2019Document18 pages5 General Spec SAWS Small Caliber Ammunition 1 January 2019BotondNo ratings yet
- ISSF Rifle RulesDocument66 pagesISSF Rifle RulesjzjbrNo ratings yet
- Cpds Vol III 2018Document104 pagesCpds Vol III 2018Veronika SinghNo ratings yet
- Model Government 1911 and 1911 Compensator: Owner's ManualDocument16 pagesModel Government 1911 and 1911 Compensator: Owner's ManualTanvi KhuranaNo ratings yet
- TF Dec 2019 Web 0Document24 pagesTF Dec 2019 Web 0Abhishek MishraNo ratings yet
- Thunderbolt Model Comparison EnglishDocument1 pageThunderbolt Model Comparison EnglishJOHAN MANUEL CALLOMAMANI BUENDIANo ratings yet
- Terror Beneath Their Feet!: Amazing War Stories: Pulp Action in WWII SupplementDocument8 pagesTerror Beneath Their Feet!: Amazing War Stories: Pulp Action in WWII Supplement2close2theflameNo ratings yet
- Light Machine Guns: Gun Manufacturer Country YearDocument5 pagesLight Machine Guns: Gun Manufacturer Country YearYorgos Kordonias100% (1)
- 200 Yard Prone Rimfire MatchDocument2 pages200 Yard Prone Rimfire MatchHawkeye-10XNo ratings yet
- Imperial Armour Index Forces of The Astra Militarum FAQDocument6 pagesImperial Armour Index Forces of The Astra Militarum FAQJimmyCarmineNo ratings yet
- DB - Pregen - Young Dwarf MarinerDocument1 pageDB - Pregen - Young Dwarf MarinerMMKNo ratings yet
- Soviet 82-mm Battalion Mortar BM-37Document6 pagesSoviet 82-mm Battalion Mortar BM-37Georgescu AndreiNo ratings yet
- Pact of The Trigger + Ghostrider WarlockDocument2 pagesPact of The Trigger + Ghostrider Warlockrbonson557No ratings yet
- Corner ShotDocument5 pagesCorner ShotKamranNo ratings yet
- 21 Quick Home Defense Tips to Deter IntrudersDocument12 pages21 Quick Home Defense Tips to Deter IntrudersyyssbxcnNo ratings yet
- Ops and Tactics Core Rulebook 6th EditionDocument294 pagesOps and Tactics Core Rulebook 6th EditionFippeFiNo ratings yet
- PVV Cartridge Kits for Various ModelsDocument1 pagePVV Cartridge Kits for Various ModelsStar SealNo ratings yet
- Resident Evil Building Deck - Livro de RegrasDocument13 pagesResident Evil Building Deck - Livro de RegrasBurigas0% (1)
- 2 Force Commander: Swat CompetitionDocument18 pages2 Force Commander: Swat CompetitionGodffrey NazaireNo ratings yet
- Hotchkiss Model 1930 Heavy Machine Gun (France)Document2 pagesHotchkiss Model 1930 Heavy Machine Gun (France)blowmeasshole1911No ratings yet
- Inventori Alat CSSDDocument9 pagesInventori Alat CSSDRSPRIMA PEKANBARUNo ratings yet
- Reloading Brass Shotshells PT 1Document9 pagesReloading Brass Shotshells PT 1Steven PollardNo ratings yet