You might also like
- Siprotec 4: Distance Protection 7SA522 and 7SA6Document40 pagesSiprotec 4: Distance Protection 7SA522 and 7SA6DanielAlejandroRamosQueroNo ratings yet
- Drive Tuning Workshop 21-03-2005Document143 pagesDrive Tuning Workshop 21-03-2005valentinoNo ratings yet
- Master Slave EthernetDocument121 pagesMaster Slave EthernetPassenger MedeamNo ratings yet
- PPO - Comunicação Profibus DPDocument5 pagesPPO - Comunicação Profibus DPBononi1987No ratings yet
- Wincc Oa User Days 2016 CTRL WorkshopDocument26 pagesWincc Oa User Days 2016 CTRL WorkshopKijo SupicNo ratings yet
- Webaccess CNC Siemens Opcua Connection - v1.4 - enDocument16 pagesWebaccess CNC Siemens Opcua Connection - v1.4 - enMaria PetrovnaNo ratings yet
- Basics of Wireless Communication Protocols: Channel Models, MAC, and RoutingDocument55 pagesBasics of Wireless Communication Protocols: Channel Models, MAC, and RoutingrahulkingerNo ratings yet
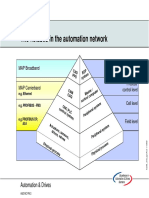
- The fieldbus in automation networksDocument52 pagesThe fieldbus in automation networkschochoroyNo ratings yet
- Make Changes to Project Configuration While Continuing Process Data AcquisitionDocument5 pagesMake Changes to Project Configuration While Continuing Process Data Acquisitionsiki2001No ratings yet
- Si p1 Profibus DP Communications Interface Card Manual Sibz c736!70!9b 01Document53 pagesSi p1 Profibus DP Communications Interface Card Manual Sibz c736!70!9b 01Jesus OliverosNo ratings yet
- TechCorner 34 - Modbus Communication With Indusoft SCADADocument6 pagesTechCorner 34 - Modbus Communication With Indusoft SCADAQuantumAutomationNo ratings yet
- Profibus PDFDocument53 pagesProfibus PDFMartin GuzmanNo ratings yet
- Profibus: What A Fieldbus System Needs To OfferDocument48 pagesProfibus: What A Fieldbus System Needs To Offerpaddi_1100% (1)
- University Training Docu-Ments For SIMATIC PCS 7: Siemens Automation Cooperates With Education - 02/2020Document32 pagesUniversity Training Docu-Ments For SIMATIC PCS 7: Siemens Automation Cooperates With Education - 02/2020vijikeshNo ratings yet
- Best Ever Alarm System ToolkitDocument33 pagesBest Ever Alarm System Toolkitman_y2kNo ratings yet
- Wincc Oa User Days 2016 Ui Everytime AnywhereDocument27 pagesWincc Oa User Days 2016 Ui Everytime AnywhereKijo SupicNo ratings yet
- SIMATIC Process Historian and Reporting - 2014 - ENDocument24 pagesSIMATIC Process Historian and Reporting - 2014 - ENpratapkomaravolu100% (1)
- Versiondog AdminGuideDocument33 pagesVersiondog AdminGuidesybaritzNo ratings yet
- Loading Parameters Into Siemens G120 Variable Frequency DriveDocument4 pagesLoading Parameters Into Siemens G120 Variable Frequency DrivemiltonNo ratings yet
- Configuring Steps For PROFIBUS DP (Example MASTERDRIVES Connected To S5)Document28 pagesConfiguring Steps For PROFIBUS DP (Example MASTERDRIVES Connected To S5)chochoroyNo ratings yet
- Siemens Profinet RT Vs Irt Webinar 13oct2020Document26 pagesSiemens Profinet RT Vs Irt Webinar 13oct2020chanNo ratings yet
- ABB Alarm Management Fingerprint v1 19apr12Document8 pagesABB Alarm Management Fingerprint v1 19apr12Ahmed KhairyNo ratings yet
- ELFA SiemensDocument23 pagesELFA SiemensHERNANDO A BECERRA100% (1)
- SIPROTEC4 PROFIBUS DP FAQ enDocument9 pagesSIPROTEC4 PROFIBUS DP FAQ enTodo SbilNo ratings yet
- Controls Engineering in FRCDocument236 pagesControls Engineering in FRCDFGNo ratings yet
- ABB PID Functional DescriptionDocument33 pagesABB PID Functional Descriptionman_y2kNo ratings yet
- Master Setupcommission Ser2 EDocument72 pagesMaster Setupcommission Ser2 ERaj ChavanNo ratings yet
- Start Ups FinalDocument36 pagesStart Ups Finalmrizalygani99No ratings yet
- Simit: Plant and Process For Engineering, Test and TrainingDocument16 pagesSimit: Plant and Process For Engineering, Test and TrainingchochoroyNo ratings yet
- Profibus Installation GuideDocument42 pagesProfibus Installation Guidealfredo_mqiNo ratings yet
- 03-03-14 Functionality BRAUMAT ClassicDocument0 pages03-03-14 Functionality BRAUMAT ClassicDo Van TuNo ratings yet
- COMbricks User Manual1 enDocument124 pagesCOMbricks User Manual1 enAlexReynagNo ratings yet
- Configuracion Sinamics PCS7 PDFDocument21 pagesConfiguracion Sinamics PCS7 PDFAlvaro AvilaNo ratings yet
- Essentials DP Bus and Read Write Parameter de v4 76Document40 pagesEssentials DP Bus and Read Write Parameter de v4 76Ben PhanNo ratings yet
- ETHERNET or IP OverviewDocument5 pagesETHERNET or IP OverviewSravani SravzNo ratings yet
- VTIS - 64 FDS Functional Design SpecificationDocument42 pagesVTIS - 64 FDS Functional Design SpecificationChristianus Setya Adhi Nugroho100% (1)
- 13 Diagnosticos&Alarmas&FallasDocument29 pages13 Diagnosticos&Alarmas&FallasMiguelNo ratings yet
- Cisco Switch Substation Automation PDFDocument86 pagesCisco Switch Substation Automation PDFIndin HasanNo ratings yet
- 03 RTU560 Introduction EDocument10 pages03 RTU560 Introduction EEdmund Stokes-WallerNo ratings yet
- 05 EPOS eDocument36 pages05 EPOS eBernardo GroismanNo ratings yet
- AVEVA White Paper Instrumentation Aug2010 PDFDocument9 pagesAVEVA White Paper Instrumentation Aug2010 PDFFIRMANSYAHNo ratings yet
- 2.1 LV Power Distribution Products Pricelist W e F 1st December 2020-PrintDocument82 pages2.1 LV Power Distribution Products Pricelist W e F 1st December 2020-PrintSahili SalveNo ratings yet
- Deutz620 50Document4 pagesDeutz620 50sdiamanNo ratings yet
- GFK2222PDocument624 pagesGFK2222PyogarajaeeeNo ratings yet
- Your Fortified Intelligent Network Solutions Partner: CommunicationsDocument80 pagesYour Fortified Intelligent Network Solutions Partner: CommunicationsJyotsna K. PantulaNo ratings yet
- KB Profibus enDocument20 pagesKB Profibus enMarcoNo ratings yet
- Phase Comparison Protection Principles and ApplicationsDocument55 pagesPhase Comparison Protection Principles and ApplicationsNeelakandan MasilamaniNo ratings yet
- Common Misconceptions and Pitfalls in Alarm ManagemeDocument34 pagesCommon Misconceptions and Pitfalls in Alarm Managememan_y2kNo ratings yet
- IP.21 Learning PathDocument1 pageIP.21 Learning PathHARSH DHOLAKIYANo ratings yet
- 06 F Systems - en (Compatibility Mode)Document56 pages06 F Systems - en (Compatibility Mode)tuandanhbk10No ratings yet
- RX3i 1 PDFDocument747 pagesRX3i 1 PDFcachuco1234No ratings yet
- PMBOK 4th Edition ChangesDocument66 pagesPMBOK 4th Edition ChangesSteve CarvalhoNo ratings yet
- Monitoring of Ethernet Messages: IEC 61850 SeminarDocument36 pagesMonitoring of Ethernet Messages: IEC 61850 SeminarIDI EnergyNo ratings yet
- Tobias Ebi Mba SibeDocument19 pagesTobias Ebi Mba SibethomasfebyantoNo ratings yet
- Opc TestDocument25 pagesOpc TestmarklmendozaNo ratings yet
- 11 Training and SupportDocument9 pages11 Training and Supportcarsan87No ratings yet
- SIMATIC WinCC Unified V17 DemoProject EN 2022 02 08Document52 pagesSIMATIC WinCC Unified V17 DemoProject EN 2022 02 08Celio Ricardo Quaio GoettenNo ratings yet
- SIMOREG 6RA70 DC MASTER Electronics: Speed Control With CEMF FeedbackDocument15 pagesSIMOREG 6RA70 DC MASTER Electronics: Speed Control With CEMF FeedbackMancamiaicuru100% (1)
- Mindy A01Document40 pagesMindy A01mastablastaNo ratings yet
- FatigueandDurabilityExplained JeffMantleynCode PDFDocument99 pagesFatigueandDurabilityExplained JeffMantleynCode PDFgertibajNo ratings yet
- NECAMSID DC/AC Pure Sine Wave InverterDocument57 pagesNECAMSID DC/AC Pure Sine Wave InverterohjenNo ratings yet
- 30 Cheat Codes For Getting Ahead in LifeDocument12 pages30 Cheat Codes For Getting Ahead in LifegertibajNo ratings yet
- Steam or Valve Bronze Castings: Standard Specification ForDocument3 pagesSteam or Valve Bronze Castings: Standard Specification ForgertibajNo ratings yet
- Basic GD&T CourseDocument204 pagesBasic GD&T CoursePrabakaran Mohan100% (17)
- Thread FastenerDocument54 pagesThread FastenerJogi Oscar SinagaNo ratings yet
- Loaded Flat Plate Stress CalculationsDocument7 pagesLoaded Flat Plate Stress CalculationsgertibajNo ratings yet
- Brochure - Valves For Slurry Transport (En) .Document14 pagesBrochure - Valves For Slurry Transport (En) .gertibajNo ratings yet
- Lookup and Match For ExcelDocument2 pagesLookup and Match For ExcelgertibajNo ratings yet
- Common Questions Heat PipesDocument2 pagesCommon Questions Heat PipesgertibajNo ratings yet
- Design Your Own Business Documents PDFDocument52 pagesDesign Your Own Business Documents PDFgertibajNo ratings yet
- Ti Smps PosterDocument2 pagesTi Smps PosterpsquarattiNo ratings yet
- LED Lighting Management SolutionsDocument16 pagesLED Lighting Management SolutionsgertibajNo ratings yet
- Valves 101: Gobind KhianiDocument56 pagesValves 101: Gobind Khianikongara_inst1118No ratings yet
- Calculating Interface ResistanceDocument9 pagesCalculating Interface ResistancegertibajNo ratings yet
- Set page numbers Word 2003Document4 pagesSet page numbers Word 2003Mydays31No ratings yet
- Lookup and Match For ExcelDocument2 pagesLookup and Match For ExcelgertibajNo ratings yet
- (Ebook - English) - ToEFL - ToEFL Essay Writing Tips-1Document7 pages(Ebook - English) - ToEFL - ToEFL Essay Writing Tips-1gertibajNo ratings yet
- Basics of SketchingDocument11 pagesBasics of SketchinggertibajNo ratings yet
- An Overview of The Design ProcessDocument40 pagesAn Overview of The Design ProcessgertibajNo ratings yet
- National Power Designer114Document8 pagesNational Power Designer114maclciNo ratings yet
- Statistical Tolerance Stack AnalysisDocument52 pagesStatistical Tolerance Stack Analysisdineshnexus100% (1)
- Lookup and Match For ExcelDocument2 pagesLookup and Match For ExcelgertibajNo ratings yet
- How To Read A Book, v4.0: Paul N. Edwards School of Information University of MichiganDocument10 pagesHow To Read A Book, v4.0: Paul N. Edwards School of Information University of MichiganNgô TuấnNo ratings yet
- All You Need To Know About FansDocument10 pagesAll You Need To Know About FansgertibajNo ratings yet
- PMP Questions Topic 4Document1 pagePMP Questions Topic 4gertibajNo ratings yet
- Build Backyard Deck Project in Time for PartyDocument2 pagesBuild Backyard Deck Project in Time for PartygertibajNo ratings yet
- Equipment and Vessels 2. Rotational Equipment 3. Heaters and ExchangersDocument1 pageEquipment and Vessels 2. Rotational Equipment 3. Heaters and ExchangersgertibajNo ratings yet
- 1 DunebuggyDocument14 pages1 Dunebuggygertibaj0% (2)
- Introduction To Artificial Neural Networks: Andrew L. NelsonDocument29 pagesIntroduction To Artificial Neural Networks: Andrew L. NelsonkvnsaiNo ratings yet
- Angga Adi Nugroho DKKDocument11 pagesAngga Adi Nugroho DKKnazwa azzahraNo ratings yet
- TQM - TPMDocument11 pagesTQM - TPMPandi ANo ratings yet
- Multicriteria Inventory Model For Spare Parts PDFDocument6 pagesMulticriteria Inventory Model For Spare Parts PDFsaeedalemveNo ratings yet
- CHM 301 March 2021Document180 pagesCHM 301 March 2021LitebohoNo ratings yet
- ch17 - 6th Edition OriginalDocument33 pagesch17 - 6th Edition Originalamin khalilianNo ratings yet
- Construction Quality Control GuideDocument42 pagesConstruction Quality Control GuideLester JayNo ratings yet
- IE 3108 Problem Set 1Document2 pagesIE 3108 Problem Set 1Fria Lelaine TevesNo ratings yet
- 22.APQP MatrixDocument4 pages22.APQP MatrixSaro022No ratings yet
- 4 Lecture 4-Dimensional ModellingDocument45 pages4 Lecture 4-Dimensional Modellingsignup8707No ratings yet
- BSC DSAI CurriculumDocument2 pagesBSC DSAI Curriculum�Mithra S S PSGRKCWNo ratings yet
- Mini ProjectDocument66 pagesMini ProjectSivahari RNo ratings yet
- Emergent Behavior in System-of-Systems: A Systematic Mapping StudyDocument10 pagesEmergent Behavior in System-of-Systems: A Systematic Mapping StudyDouglas BernardesNo ratings yet
- FMEA PROCESS FOR HOUSING COVER COMPONENTDocument1 pageFMEA PROCESS FOR HOUSING COVER COMPONENTSatya PalNo ratings yet
- Test Your Understanding (Copy) : Attempt ReviewDocument4 pagesTest Your Understanding (Copy) : Attempt ReviewNikhil SahlotNo ratings yet
- RPA-BPM Integration for Process AutomationDocument16 pagesRPA-BPM Integration for Process AutomationMihaela IacobNo ratings yet
- K-Notes Manual for Quick RevisionDocument33 pagesK-Notes Manual for Quick RevisionNitin MauryaNo ratings yet
- Classification Applications With Deep Learning and Machine Learning TechnologiesDocument287 pagesClassification Applications With Deep Learning and Machine Learning TechnologiesJose Angel Gonzalez OlmosNo ratings yet
- PID Explained For Process Engineers - Part 1 - The Basic Control Equation PDFDocument8 pagesPID Explained For Process Engineers - Part 1 - The Basic Control Equation PDFCristian UrregoNo ratings yet
- Executive Summary: U.S. House of Representatives Systems Development Life-Cycle PolicyDocument45 pagesExecutive Summary: U.S. House of Representatives Systems Development Life-Cycle PolicycasualityontopNo ratings yet
- Notes On PSODocument4 pagesNotes On PSOAllan MarbaniangNo ratings yet
- The Social Work ProcessDocument17 pagesThe Social Work ProcessRonie Enoc SugarolNo ratings yet
- FIRDocument6 pagesFIRheated100% (1)
- Komputasi Proses: Program Studi Teknik Kimia Institut Teknologi IndonesiaDocument9 pagesKomputasi Proses: Program Studi Teknik Kimia Institut Teknologi IndonesiaVido AdityaNo ratings yet
- Manul of Multi-Frequency Remote Control Duplicator (New)Document11 pagesManul of Multi-Frequency Remote Control Duplicator (New)Eduardo RoqueNo ratings yet
- Tutorial 6 PDFDocument2 pagesTutorial 6 PDFAnimesh ChoudharyNo ratings yet
- Evolutionary Computation: Ant Colony OptimizationDocument21 pagesEvolutionary Computation: Ant Colony OptimizationGeorge PantelimonNo ratings yet
- Critical Zero Traffic Cells Report - 07042022Document42 pagesCritical Zero Traffic Cells Report - 07042022Mark EmakhuNo ratings yet
- (2022-1) Complex Dynamics of A Discrete-Time Model With Prey Refuge and Holling type-II Functional ResponseDocument22 pages(2022-1) Complex Dynamics of A Discrete-Time Model With Prey Refuge and Holling type-II Functional ResponseRana EjazNo ratings yet