You might also like
- 1.0 Scope:: NDT & Corrosion Control ServicesDocument1 page1.0 Scope:: NDT & Corrosion Control Servicesm_armoutiNo ratings yet
- SAWAED'S LIQUID PENETRANT TEST PROCEDUREDocument7 pagesSAWAED'S LIQUID PENETRANT TEST PROCEDUREAlam MD SazidNo ratings yet
- Welding Machine ChecklistDocument34 pagesWelding Machine ChecklistShahid BhattiNo ratings yet
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Document19 pagesHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Mohamed AtefNo ratings yet
- Ultrasonic Test Report: Before AfterDocument7 pagesUltrasonic Test Report: Before AfterMenad SalahNo ratings yet
- Daily Welding Report PLD LogoDocument1 pageDaily Welding Report PLD Logonike_y2kNo ratings yet
- Gate & Globe PDFDocument0 pagesGate & Globe PDFZoebairNo ratings yet
- GSB-Form-247 Dimension Inspection Report (Nozzle)Document1 pageGSB-Form-247 Dimension Inspection Report (Nozzle)Made GileeNo ratings yet
- Obite TC & Ogbogu Cluster - Ultrasonic Examination Procedure For Steel StructureDocument22 pagesObite TC & Ogbogu Cluster - Ultrasonic Examination Procedure For Steel StructureeetuaNo ratings yet
- WELDING MACHINE ChecklistDocument1 pageWELDING MACHINE Checklistsakthi venkatNo ratings yet
- PTDocument7 pagesPTMohdHuzairiRusliNo ratings yet
- Proc SopDocument90 pagesProc SopJohn Dolan100% (1)
- Package 2s E0001 - Jupiter DCR 30-10-2021Document96 pagesPackage 2s E0001 - Jupiter DCR 30-10-2021senthilNo ratings yet
- Welding Procedure Specifications (WPS) : Groove Design, Root Spacing As Per The Enclosed SketchDocument4 pagesWelding Procedure Specifications (WPS) : Groove Design, Root Spacing As Per The Enclosed SketchaNo ratings yet
- Test Certificate 01Document1 pageTest Certificate 01Anoop RaghuNo ratings yet
- Manufacturing Quality PlanDocument4 pagesManufacturing Quality PlanDIENSHNo ratings yet
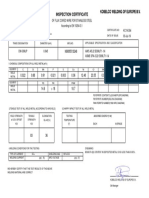
- Inspection CertificateDocument1 pageInspection CertificateAtanasio PerezNo ratings yet
- LV Switch Board 1.1.2 - Test Report For Visual Check Report: ClientDocument1 pageLV Switch Board 1.1.2 - Test Report For Visual Check Report: ClientsameershahzanNo ratings yet
- SLB Check List-1Document2 pagesSLB Check List-1Jitendra BhosaleNo ratings yet
- Liquid Penetrant Testing Procedure for Non-Destructive TestingDocument9 pagesLiquid Penetrant Testing Procedure for Non-Destructive TestingvsnaiduqcNo ratings yet
- Dimensional Inspektion ReportDocument6 pagesDimensional Inspektion Reportdidi sudiNo ratings yet
- Welding Procedure and Safety ControlsDocument6 pagesWelding Procedure and Safety ControlsSIBINNo ratings yet
- LPT Written ProcedureDocument8 pagesLPT Written ProcedureManikantaSumanthNo ratings yet
- Quality Procedure: TrainingDocument7 pagesQuality Procedure: TrainingvsnaiduqcNo ratings yet
- Coke Crusher - Lubrication Pumps Run in TestDocument26 pagesCoke Crusher - Lubrication Pumps Run in TestsayedNo ratings yet
- API 5CT Scope For Pup JointsDocument3 pagesAPI 5CT Scope For Pup JointsKapil HarchekarNo ratings yet
- 01fitting in FabricationDocument11 pages01fitting in Fabricationv.bhamidi100% (1)
- T.C.L. Co. - Test & Control LaboratoriesDocument2 pagesT.C.L. Co. - Test & Control LaboratoriesA. ΒρατσισταNo ratings yet
- 2013-11-030M PT AHUDocument11 pages2013-11-030M PT AHUEdison WalitNo ratings yet
- SNEL2Document27 pagesSNEL2CarTech Dyno100% (2)
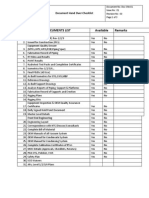
- Document Hndover ChecklistDocument3 pagesDocument Hndover ChecklistM Uzair ShaikhNo ratings yet
- Magnetic Particle Inspection Report: Test Performed by Witnessed/ Reviewed by Aries Client Class/TpiDocument1 pageMagnetic Particle Inspection Report: Test Performed by Witnessed/ Reviewed by Aries Client Class/TpiMurugan RajaNo ratings yet
- Pt. Sispum Sarana GrahaDocument2 pagesPt. Sispum Sarana GrahaMochammad AriefNo ratings yet
- Weld ElectrodesDocument42 pagesWeld ElectrodesNarendraNo ratings yet
- Welding Procedure Specification (WPS) & Procedure Hp-Bolir Esr0040020qmo4279a-2507 - 0BXDocument62 pagesWelding Procedure Specification (WPS) & Procedure Hp-Bolir Esr0040020qmo4279a-2507 - 0BXkingstonNo ratings yet
- Welder Testing Procedure 2014 2Document3 pagesWelder Testing Procedure 2014 2Sandip JawalkarNo ratings yet
- INSPECTION REPORT TITLEDocument7 pagesINSPECTION REPORT TITLEABEC Trombay siteNo ratings yet
- Punch List Report: Client Date Project No. Discipline Location Date of InspectionDocument1 pagePunch List Report: Client Date Project No. Discipline Location Date of InspectionHanuman RaoNo ratings yet
- N0200003 - NEW-F201-0 - Inspection & Test PlanDocument3 pagesN0200003 - NEW-F201-0 - Inspection & Test PlanAfiq RamliNo ratings yet
- Hardness TestDocument117 pagesHardness TestMohdHuzairiRusliNo ratings yet
- Tds Nitric Acid HuchemsDocument3 pagesTds Nitric Acid HuchemsB.R SinghNo ratings yet
- Weekly Safety Inspection Report: SampleDocument3 pagesWeekly Safety Inspection Report: SampleAviects Avie JaroNo ratings yet
- EX - 12.7MM - PLATE 01 PAUT Report TrainingDocument4 pagesEX - 12.7MM - PLATE 01 PAUT Report Trainingagung akbarNo ratings yet
- Jacking Procedurefor Construction of Tanks OLDDocument10 pagesJacking Procedurefor Construction of Tanks OLDVikram RangasamyNo ratings yet
- Calibrating Magnetic Yokes ProcedureDocument2 pagesCalibrating Magnetic Yokes ProcedureJohn Dolan100% (1)
- QCP & Report Rev 03Document30 pagesQCP & Report Rev 03Heri FebriyantoNo ratings yet
- 8615 Nozzle Orientation Report 01Document4 pages8615 Nozzle Orientation Report 01Bsc Aditya Singh Dinkar100% (1)
- NS Toolbox Sdftalk 006 Welding Consumable Control and TracebilityDocument1 pageNS Toolbox Sdftalk 006 Welding Consumable Control and TracebilityNeil SoansNo ratings yet
- AE-CS-WF-200 Rev.aDocument30 pagesAE-CS-WF-200 Rev.asteve aNo ratings yet
- W QC A 004 Rev1, WQT ProcedureDocument15 pagesW QC A 004 Rev1, WQT ProcedureAlif Rahmat FebriantoNo ratings yet
- Quality Control ManualDocument15 pagesQuality Control ManualJBStringerNo ratings yet
- Draft Offshore ChecklistDocument2 pagesDraft Offshore Checklistmohamad nur saufiNo ratings yet
- Welding Log BookDocument1 pageWelding Log Booksamsurendran_mech4020No ratings yet
- Painting Maual For Power Sector ErectionDocument32 pagesPainting Maual For Power Sector Erectionnagarathinam82No ratings yet
- Welding Inspection Report SummaryDocument2 pagesWelding Inspection Report Summarytrinhminhkhoa100% (1)
- Visual Inspection FormatDocument2 pagesVisual Inspection Formattuan mai vanNo ratings yet
- Welding Coordinator WeldMap Weld Data Sheet PDFDocument1 pageWelding Coordinator WeldMap Weld Data Sheet PDFAzhar AhmadNo ratings yet
- Welding Procedure DocumentDocument7 pagesWelding Procedure DocumentikponmwonsaNo ratings yet
- QCP-12 Valve Leak Test Procedure PDFDocument21 pagesQCP-12 Valve Leak Test Procedure PDFIbrahim100% (3)
- Method of Statement VBDocument9 pagesMethod of Statement VBAhmed IrakyNo ratings yet
- 06 QC Inspection - Grade1Document68 pages06 QC Inspection - Grade1Harry Doble100% (1)
- 05 Application Grade1Document32 pages05 Application Grade1Harry Doble100% (1)
- Paint technology overview: binders, pigments, solvents and generic typesDocument34 pagesPaint technology overview: binders, pigments, solvents and generic typesHarry Doble100% (1)
- Corrosion: Understanding the Causes and PreventionDocument23 pagesCorrosion: Understanding the Causes and PreventionHarry DobleNo ratings yet
- 04 Pretreatment - Grade1Document35 pages04 Pretreatment - Grade1Harry Doble100% (1)
- Ultrasonic TestDocument11 pagesUltrasonic TestHarry DobleNo ratings yet
- 03 Steel Preparation - Grade1Document27 pages03 Steel Preparation - Grade1Harry DobleNo ratings yet
- IACS NDT ForginsDocument18 pagesIACS NDT Forginsflore73No ratings yet
- Air TestDocument4 pagesAir TestHarry DobleNo ratings yet
- Ultrasonic TestDocument11 pagesUltrasonic TestHarry DobleNo ratings yet
- MAGNETIC PARTICLE TEST PROCEDUREDocument4 pagesMAGNETIC PARTICLE TEST PROCEDUREHarry Doble100% (1)
- Penetrant TestDocument4 pagesPenetrant TestHarry DobleNo ratings yet
- Subic Drydoc NDT Quality ManualDocument14 pagesSubic Drydoc NDT Quality ManualHarry Doble100% (2)
- Magnetic Particle TestDocument4 pagesMagnetic Particle TestHarry Doble100% (1)
- 5TH Week EnergyDocument6 pages5TH Week EnergyMira VeranoNo ratings yet
- Department of Mechanical Engineering, Uet Lahore Refrigeration and Air Conditioning LaboratoryDocument7 pagesDepartment of Mechanical Engineering, Uet Lahore Refrigeration and Air Conditioning LaboratoryTauQeer ShahNo ratings yet
- 8 Ways To Achieve Efficient Combustion in Marine EnginesDocument10 pages8 Ways To Achieve Efficient Combustion in Marine EnginestomNo ratings yet
- 050, 051Document28 pages050, 051kefaja67% (3)
- Stress-Strain Behaviour of Steel-Fibre-Reinforced Recycled Aggregate Concrete Under Axial TensionDocument16 pagesStress-Strain Behaviour of Steel-Fibre-Reinforced Recycled Aggregate Concrete Under Axial TensionAndrucruz CruzNo ratings yet
- Determining The Redundancy FactorDocument6 pagesDetermining The Redundancy FactorEdris Salehi GolsefidiNo ratings yet
- 2014-6-2 PCED South Hill Coalition Proposed Elements MatrixDocument2 pages2014-6-2 PCED South Hill Coalition Proposed Elements MatrixSpokane City CouncilNo ratings yet
- Cs 180 Notes UCLADocument3 pagesCs 180 Notes UCLAnattaq12345No ratings yet
- XHLE Long Coupled Centrifugal Pump EnglishDocument8 pagesXHLE Long Coupled Centrifugal Pump Englishgagi1994brahimNo ratings yet
- Kepb003404 PDFDocument472 pagesKepb003404 PDFELIAS100% (1)
- Filter DesignDocument4 pagesFilter Designhassan11783No ratings yet
- ESD Protection in CMOS: Characterization and Failure AnalysisDocument113 pagesESD Protection in CMOS: Characterization and Failure AnalysisElisavNirolfNo ratings yet
- Please Note That This Form Details Exploration and Production Api Titles Available For OrderDocument8 pagesPlease Note That This Form Details Exploration and Production Api Titles Available For Orderhaotran68No ratings yet
- Catalog Advantys AS-I IP20-IP67 - 803510 - DIA3ED2040909EN - 200408Document30 pagesCatalog Advantys AS-I IP20-IP67 - 803510 - DIA3ED2040909EN - 200408Jean MarzanNo ratings yet
- Calgon Tech SpecDocument4 pagesCalgon Tech SpecDanStratoNo ratings yet
- Consolidation: By. Rajesh S.GujarDocument33 pagesConsolidation: By. Rajesh S.Gujardarshan_dave17No ratings yet
- Iraqi Code for Reinforced Concrete StructuresDocument71 pagesIraqi Code for Reinforced Concrete Structuresmamandawe50% (2)
- Tabla 1 Engine ControlDocument2 pagesTabla 1 Engine Controljulio montenegroNo ratings yet
- ARRIMAX New Service Manual ENDocument20 pagesARRIMAX New Service Manual ENMohammed IsmailNo ratings yet
- NDI Manual 2013 - v10Document13 pagesNDI Manual 2013 - v10Yudha Bhakti NugrahaNo ratings yet
- 83 - Detection of Bearing Fault Using Vibration Analysis and Controlling The VibrationsDocument12 pages83 - Detection of Bearing Fault Using Vibration Analysis and Controlling The VibrationsmaulikgadaraNo ratings yet
- Engine & Transmission ToolsDocument45 pagesEngine & Transmission Toolsabduallah muhammad100% (1)
- CV Enric Durany enDocument2 pagesCV Enric Durany enenricduranyNo ratings yet
- Stressman Engineering - Brochure Norway 2018-6Document8 pagesStressman Engineering - Brochure Norway 2018-6FelipeNo ratings yet
- Smart Structural Protective Packaging Design Approach For Handicrafts ProductsDocument12 pagesSmart Structural Protective Packaging Design Approach For Handicrafts ProductsNohaNo ratings yet
- Reinforced ConcreteDocument13 pagesReinforced ConcreteRenukadevi Rpt17% (18)
- Advanced Data Structures and ImplementationDocument56 pagesAdvanced Data Structures and ImplementationSyam Prasad Reddy BattulaNo ratings yet
- 06-Fc428mar Water-in-Fuel Indicator Sensor Circuit - Voltage Above Normal or Shorted To High SourceDocument3 pages06-Fc428mar Water-in-Fuel Indicator Sensor Circuit - Voltage Above Normal or Shorted To High SourceSuryadiNo ratings yet
- Assignment - Iv Examples of Design of Transformer: W 2 M 2 T W WDocument1 pageAssignment - Iv Examples of Design of Transformer: W 2 M 2 T W Wiamketul6340No ratings yet
- 3 Phase Induction Motors Objective Questions With AnswersDocument3 pages3 Phase Induction Motors Objective Questions With AnswersMohan Raj0% (2)