You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Application Form - Example ChinaDocument4 pagesApplication Form - Example Chinaigeorge79No ratings yet
- Trouble With Paint - AdhesionDocument8 pagesTrouble With Paint - Adhesionigeorge79100% (1)
- IACS For PSPC PDFDocument18 pagesIACS For PSPC PDFigeorge79100% (1)
- Trouble With Paint - Blistering of Paint On MetalDocument10 pagesTrouble With Paint - Blistering of Paint On Metaligeorge79100% (1)
- 8 - MrSangSooSeo PSPCDocument36 pages8 - MrSangSooSeo PSPCigeorge79No ratings yet
- Trouble With Paint - Barrier CoatingsDocument15 pagesTrouble With Paint - Barrier Coatingsigeorge79100% (1)
- Shipbuilding and Repair Quality Rec47Document58 pagesShipbuilding and Repair Quality Rec47Lorena BarrosNo ratings yet
- Importance of Certified Coating Inspectors for IMO RulesDocument21 pagesImportance of Certified Coating Inspectors for IMO Rulesigeorge7950% (2)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Lab Manual Foundation EngineeringDocument39 pagesLab Manual Foundation Engineeringartiraha100% (1)
- Microstructure-Property Correlations For Hard, Superhard, and Ultrahard MaterialsDocument244 pagesMicrostructure-Property Correlations For Hard, Superhard, and Ultrahard MaterialsJH ShinNo ratings yet
- Thermon Sa - Heat Trace Technologies - Energy SavingsDocument9 pagesThermon Sa - Heat Trace Technologies - Energy Savingsjose manuel alvarez rodriguezNo ratings yet
- Thermal Issues in Materials Processing: Yogesh JaluriaDocument14 pagesThermal Issues in Materials Processing: Yogesh JaluriarahulNo ratings yet
- Bending Load Cell Type 54: ApplicationsDocument3 pagesBending Load Cell Type 54: ApplicationsFaizeus CorpNo ratings yet
- Manganese Bronze Data SheetDocument10 pagesManganese Bronze Data SheetKapil HarchekarNo ratings yet
- Application of ACFM-1Document5 pagesApplication of ACFM-1NILESHNo ratings yet
- Studies On Cyclohexanone FormaldehydeDocument5 pagesStudies On Cyclohexanone FormaldehydeNanasaheb PatilNo ratings yet
- Magnetoplastic Effect in Nonmagnetic MaterialsDocument8 pagesMagnetoplastic Effect in Nonmagnetic MaterialsSeindahNyaNo ratings yet
- BiCMOS TechnologyDocument21 pagesBiCMOS TechnologyMohd YasirNo ratings yet
- Specification and Schedule of Quantities BrickworkDocument11 pagesSpecification and Schedule of Quantities BrickworkSyed AbthahirNo ratings yet
- Chemistry: Pearson EdexcelDocument28 pagesChemistry: Pearson EdexcelThuvarakaNo ratings yet
- ASTM G48 Pitting & Crevice Corrosion of Stainless Steel PDFDocument12 pagesASTM G48 Pitting & Crevice Corrosion of Stainless Steel PDFndt_inspectorNo ratings yet
- Non-Destructive Testing: Laboratory ManualDocument65 pagesNon-Destructive Testing: Laboratory ManuallokendraNo ratings yet
- MYBRICK Brick BrochureDocument2 pagesMYBRICK Brick BrochureBouabreNo ratings yet
- Catalytic Reforming ProcessDocument28 pagesCatalytic Reforming ProcessSiddesh PatilNo ratings yet
- Environmental Engineering SlidesDocument30 pagesEnvironmental Engineering SlidesDurka AghnaNo ratings yet
- GTU BE Semester V Mass Transfer Operations I Exam QuestionsDocument2 pagesGTU BE Semester V Mass Transfer Operations I Exam QuestionsShivam PanchalNo ratings yet
- CgtophDocument2 pagesCgtophcristian orihuelaNo ratings yet
- DIPRA Member Companies Design Ductile Iron Pipe Thrust Restraint SystemsDocument10 pagesDIPRA Member Companies Design Ductile Iron Pipe Thrust Restraint SystemsSaravanan MuthuramanNo ratings yet
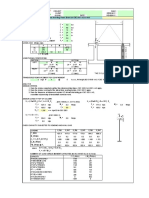
- Basement Column Design Analysis and Capacity CheckDocument3 pagesBasement Column Design Analysis and Capacity CheckPhanithNo ratings yet
- Isocure: Concrete Curing AgentDocument1 pageIsocure: Concrete Curing AgentshafiullahNo ratings yet
- Gandhar - Reliance Industries Limited.Document2 pagesGandhar - Reliance Industries Limited.ash61117No ratings yet
- By Todd Harvey at 10:31 Am, Sep 30, 2013: API 661 Air-Cooled Heat Exchanger - Specification SheetDocument12 pagesBy Todd Harvey at 10:31 Am, Sep 30, 2013: API 661 Air-Cooled Heat Exchanger - Specification SheetPackage RotaryNo ratings yet
- Resistência Da Cor Ao Calor Prensagem A Quente - AATCC 133-2010Document2 pagesResistência Da Cor Ao Calor Prensagem A Quente - AATCC 133-2010raissaNo ratings yet
- Consolidation - Odoemeter TestDocument30 pagesConsolidation - Odoemeter TestLuqman YusofNo ratings yet
- Product14 File1 0 Product Pages - Buildex ScrewDocument4 pagesProduct14 File1 0 Product Pages - Buildex ScrewKoko Putra AriadiNo ratings yet
- MQ SP M 4002 PDFDocument28 pagesMQ SP M 4002 PDFjaseelNo ratings yet
- Asme BPVC - Ssc.i.ii.v.ix - Xiii-2023Document42 pagesAsme BPVC - Ssc.i.ii.v.ix - Xiii-2023mmendozagNo ratings yet
- Use of Water Reducers To Impove Grindability and Performance of PC Clinker PDFDocument10 pagesUse of Water Reducers To Impove Grindability and Performance of PC Clinker PDFTran Huynh NamNo ratings yet