You might also like
- Visserie - BoulonnerieDocument9 pagesVisserie - BoulonneriedimachampionNo ratings yet
- Présentation Des Fasteners Février 2016Document154 pagesPrésentation Des Fasteners Février 2016Aymane QariohNo ratings yet
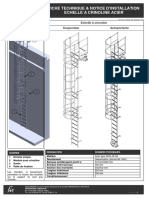
- CrinolineDocument17 pagesCrinolinemathematicosNo ratings yet
- Rondelle NordlockDocument12 pagesRondelle NordlockVgvr Gvlsv100% (1)
- Douilles de Fixation Demu-Vemo: BetonDocument20 pagesDouilles de Fixation Demu-Vemo: BetonjonrasNo ratings yet
- Assemblages Par BoulonsDocument42 pagesAssemblages Par BoulonsSabrine Boudjenah100% (1)
- Fra IniezioneDocument20 pagesFra Iniezioneasmamsolly98No ratings yet
- H SPI Resma 2011Document22 pagesH SPI Resma 2011Nacir BoualiNo ratings yet
- Brochure Arbres TransmissionDocument25 pagesBrochure Arbres TransmissionNeoXana01No ratings yet
- 2012 ADETS EurocodeDocument84 pages2012 ADETS EurocodeFALLNo ratings yet
- Different Cour de SoudageDocument37 pagesDifferent Cour de SoudageTRAORENo ratings yet
- Cours Hydraulique 34 Connectique 1 Raccord ImplantationDocument3 pagesCours Hydraulique 34 Connectique 1 Raccord ImplantationSebastien MouliniéNo ratings yet
- Comment Choisir Une Vanne - AVK FranceDocument4 pagesComment Choisir Une Vanne - AVK FrancelhabsNo ratings yet
- Cours - La Liaison Complete Demontable Par Elements FiletesDocument8 pagesCours - La Liaison Complete Demontable Par Elements FiletesSihamaSiham100% (1)
- Raccord NPTDocument30 pagesRaccord NPTSanaNo ratings yet
- Serflex 040618Document24 pagesSerflex 040618Patrick BaridonNo ratings yet
- Ecole Nationale PolytechniqueDocument11 pagesEcole Nationale PolytechniqueGOUAL SaraNo ratings yet
- NF P22-430Document6 pagesNF P22-430Chakir LaiminaNo ratings yet
- Assemblages en CMDocument48 pagesAssemblages en CMPapa NdiayeNo ratings yet
- ST C64-L64 - Isolateurs en VerreDocument12 pagesST C64-L64 - Isolateurs en Verremohamed0167No ratings yet
- BRB HostilesDocument22 pagesBRB Hostilesnanoman77No ratings yet
- Produits en Acier Pour Béton ArméDocument32 pagesProduits en Acier Pour Béton ArméMeyer EdouardNo ratings yet
- Brochure AmecaDocument20 pagesBrochure AmecaAzabou SlehNo ratings yet
- Chap 2 Les Liaisons Mecaniques PDFDocument14 pagesChap 2 Les Liaisons Mecaniques PDFSimo StitNo ratings yet
- Fiche Technique 1265Document3 pagesFiche Technique 1265Anonymous 7OG1zANo ratings yet
- Sika Carbodur SDocument6 pagesSika Carbodur SOthmane TouzaniNo ratings yet
- Chapitre 4 Choix Un Assemblage Boulonne Fix - Chap Lmod4Document23 pagesChapitre 4 Choix Un Assemblage Boulonne Fix - Chap Lmod4Wael MaatougNo ratings yet
- 8 FiletagesDocument9 pages8 FiletagesRegaieg HoussemNo ratings yet
- 02-Technologie Des RoulementsDocument18 pages02-Technologie Des Roulementslagrange29 lagrangeNo ratings yet
- Cours Hydraulique 69 Tube HydrauliqueDocument2 pagesCours Hydraulique 69 Tube HydrauliqueBillou100% (1)
- CandélabreDocument6 pagesCandélabreyoussefoneaneziNo ratings yet
- TH AccessoiresDocument22 pagesTH AccessoiresIbrahim Abdou100% (1)
- Informations Techniques CATALOGUE 2013Document62 pagesInformations Techniques CATALOGUE 2013Etienne Bouron100% (1)
- Info PDFDocument14 pagesInfo PDFDODOHICHAMNo ratings yet
- Freinage Des FiletagesDocument8 pagesFreinage Des FiletagesAnonymous 9IbJK5jhVNNo ratings yet
- F4.2 EtanchéitéDocument18 pagesF4.2 EtanchéitéjeanlucbuathierNo ratings yet
- VanneDocument18 pagesVanneassoua kloliè konanNo ratings yet
- CAT-GSKMNF-FRE Rev 0 03-2016Document14 pagesCAT-GSKMNF-FRE Rev 0 03-2016Sebastien HeurleyNo ratings yet
- s2000 6062204 0321 f1 12s Screen PDFDocument12 pagess2000 6062204 0321 f1 12s Screen PDFAdony Ndinga NdingaNo ratings yet
- Saf Fro FR Chap3 Consommables Arc2870527885232716754Document74 pagesSaf Fro FR Chap3 Consommables Arc2870527885232716754babaarome0% (1)
- Raccords À Bagues Inox - FG INOXDocument14 pagesRaccords À Bagues Inox - FG INOXFGINOXNo ratings yet
- Calcul de Vis D Assemblage WIKIDocument19 pagesCalcul de Vis D Assemblage WIKIyapiyoupi100% (1)
- AT1 PresentationDocument6 pagesAT1 PresentationasdasdasdasdasdasdaNo ratings yet
- BK 71Document1 pageBK 71Hedi DERBELNo ratings yet
- Embouti SsageDocument96 pagesEmbouti SsageMohamed ATOUFINo ratings yet
- Paliers Lisses, Coussinets, RotulesDocument11 pagesPaliers Lisses, Coussinets, RotulesBabacar Kane100% (1)
- Module Sur La VisserieDocument9 pagesModule Sur La Visseriecvolant4No ratings yet
- Tourbillon - Notice TechniqueDocument24 pagesTourbillon - Notice TechniqueabdouNo ratings yet
- Tarif-CirculaireDocument85 pagesTarif-CirculaireB. ABDELLAHNo ratings yet
- S.A. Aquawal: Joints D ' EtancheiteDocument7 pagesS.A. Aquawal: Joints D ' EtancheiteJohn Arguelles AriasNo ratings yet
- F5 - Assemblage Et FixationDocument44 pagesF5 - Assemblage Et FixationjeanlucbuathierNo ratings yet
- E5 F 02 13Document6 pagesE5 F 02 13Mohammed BerhdadiNo ratings yet
- BoulonsDocument9 pagesBoulonstallef001100% (1)
- Technologie automobile: Les Grands Articles d'UniversalisFrom EverandTechnologie automobile: Les Grands Articles d'UniversalisNo ratings yet
- Produit 1859527Document1 pageProduit 1859527edima79No ratings yet
- Weber - Niv PrimoDocument2 pagesWeber - Niv Primoedima79No ratings yet
- Dessin 1Document1 pageDessin 1edima79No ratings yet
- 171 Koemalite F 0113 SDocument4 pages171 Koemalite F 0113 Sedima79No ratings yet
- FLINTKOTEDocument1 pageFLINTKOTEharrazyNo ratings yet
- Weber Dry s23 p16Document1 pageWeber Dry s23 p16edima79No ratings yet
- Molda3normal FrenchDocument2 pagesMolda3normal Frenchedima79No ratings yet
- Weber Prim RPDocument1 pageWeber Prim RPedima79No ratings yet
- Mono Brosse SpintecDocument1 pageMono Brosse Spintecedima79No ratings yet
- Wolmanit - Doc TechniqueDocument2 pagesWolmanit - Doc Techniqueedima79No ratings yet
- Stratifies Polyrey 1Document1 pageStratifies Polyrey 1edima79No ratings yet
- Weber Prim AD FRDocument4 pagesWeber Prim AD FRedima79No ratings yet
- Dt-10.133 FR AquadereDocument2 pagesDt-10.133 FR Aquadereedima79No ratings yet
- Normes en 12004 & en 12002Document2 pagesNormes en 12004 & en 12002edima79No ratings yet
- Joint Coup-Feu - Doc Technique PDFDocument1 pageJoint Coup-Feu - Doc Technique PDFedima79No ratings yet
- Fprod 10 ADocument1 pageFprod 10 Aedima79No ratings yet
- Fiche Technique Weber Niv ProDocument2 pagesFiche Technique Weber Niv Proedima79No ratings yet
- FPROD30ADocument1 pageFPROD30Aedima79No ratings yet
- 174 08122011 Socoba Couronnes Forage Carotteuse AvionDocument1 page174 08122011 Socoba Couronnes Forage Carotteuse Avionedima79No ratings yet
- FLINTKOTEDocument1 pageFLINTKOTEharrazyNo ratings yet
- Sopralene Equerre de RenfortDocument2 pagesSopralene Equerre de Renfortedima79No ratings yet
- Sopralene Equerre de RenfortDocument2 pagesSopralene Equerre de Renfortedima79No ratings yet
- Dt-09.060 FR SopradereDocument2 pagesDt-09.060 FR Sopradereedima79No ratings yet
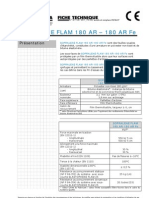
- Dt-09.087 - FR Ce Sopralene Flam 180 Ar - 180 Ar FeDocument4 pagesDt-09.087 - FR Ce Sopralene Flam 180 Ar - 180 Ar Feedima79No ratings yet
- Sopralene Equerre de RenfortDocument2 pagesSopralene Equerre de Renfortedima79No ratings yet
- Dt-09.027 - FR Ce Elastophene Flam 25Document3 pagesDt-09.027 - FR Ce Elastophene Flam 25edima79No ratings yet
- CSTB Avis Technique Elasto. Soprel FlamDocument22 pagesCSTB Avis Technique Elasto. Soprel Flamedima79No ratings yet
- Dt-09.086 - FR Ce Sopralene Flam 180Document3 pagesDt-09.086 - FR Ce Sopralene Flam 180edima79No ratings yet
- Emfimastic Pu 40Document2 pagesEmfimastic Pu 40edima79No ratings yet
- Caddie Starlight BasicDocument2 pagesCaddie Starlight Basicedima79No ratings yet
- Durabilite Des Ouvrages Bois - CTBA - FIBCDocument32 pagesDurabilite Des Ouvrages Bois - CTBA - FIBCsautier_thomasNo ratings yet
- TP Cours N°3Document2 pagesTP Cours N°3sbahadaNo ratings yet
- CatalogueDocument72 pagesCatalogueSnoumatrap TpbNo ratings yet
- Securite Structurale EN1990 2005 Cle722726Document62 pagesSecurite Structurale EN1990 2005 Cle722726radoudouNo ratings yet
- Petit: Manuel D'ArchitectureDocument156 pagesPetit: Manuel D'ArchitectureMamadiu Oury BarryNo ratings yet
- 1112 CCDocument1 page1112 CCel mlili YoussefNo ratings yet
- Fondations (Suite)Document42 pagesFondations (Suite)S-eau Facultatif Dplg100% (1)
- Epovic LM 12Document2 pagesEpovic LM 12Abdessalam OSFORINo ratings yet
- Les AdjuvantsDocument13 pagesLes AdjuvantsSINGONo ratings yet
- Dossier Max FiniDocument22 pagesDossier Max Finiboulissieremaxime3No ratings yet
- Introduction Aux Matériaux de Construction - Ahmed Jlidi - ModifiéDocument12 pagesIntroduction Aux Matériaux de Construction - Ahmed Jlidi - ModifiéManar MouadhenNo ratings yet
- 13 1 063 PDFDocument47 pages13 1 063 PDFSaid Morhlia100% (1)
- Tde2-Circuits Premier Ordre CorrDocument12 pagesTde2-Circuits Premier Ordre Corrcalimiro1234No ratings yet
- Produits Préfabriqués en Béton - Systèmes de Planchers À Poutrelles Et Entrevous Partie 1 PoutrellesDocument101 pagesProduits Préfabriqués en Béton - Systèmes de Planchers À Poutrelles Et Entrevous Partie 1 Poutrellesananas100% (1)
- Etude Geotechniques Pour Les BarragesDocument102 pagesEtude Geotechniques Pour Les BarragesAly OUEDRAOGO100% (1)
- 18 - SCH 80 Pipe PDFDocument2 pages18 - SCH 80 Pipe PDFanon_255255890No ratings yet
- Adaptateur À Bride Très Grande Tolérence C141-A PDFDocument2 pagesAdaptateur À Bride Très Grande Tolérence C141-A PDFsoufitoutiNo ratings yet
- BTS EEC Etudes Techniques 2016 Annale 43966Document12 pagesBTS EEC Etudes Techniques 2016 Annale 43966LagaffNo ratings yet
- Calcul C1 Sougueur Esc R+1Document7 pagesCalcul C1 Sougueur Esc R+1nory17fNo ratings yet
- Protections Des Circuits Et Materiels Electriques Lycée Colbert - Tourcoing Bts Electrotechnique Protec - 1.wDocument10 pagesProtections Des Circuits Et Materiels Electriques Lycée Colbert - Tourcoing Bts Electrotechnique Protec - 1.wBillel SotiNo ratings yet
- CCTP Lot 1 Gros-Oeuvre MaconnerieDocument33 pagesCCTP Lot 1 Gros-Oeuvre MaconneriefourNo ratings yet
- Dalle A HourdisDocument10 pagesDalle A HourdisRania Imakor100% (1)
- Concepts Fondamentaux de La Mécanique de La Rupture: Master Mécanique-Matériaux-Structures-ProcédésDocument36 pagesConcepts Fondamentaux de La Mécanique de La Rupture: Master Mécanique-Matériaux-Structures-ProcédésnacerazizNo ratings yet
- Propriétés Diélectriques Des MatériauxDocument34 pagesPropriétés Diélectriques Des MatériauxWiame NaimNo ratings yet
- Dta Somdrain t5 0 PDFDocument19 pagesDta Somdrain t5 0 PDFmezouedNo ratings yet
- Ouvragestypes 3-1 Picf Pipo PodDocument31 pagesOuvragestypes 3-1 Picf Pipo Podtest liliNo ratings yet
- THB Fraesen FRDocument92 pagesTHB Fraesen FRzora samaNo ratings yet
- Hassaaeclic 553Document3 pagesHassaaeclic 553Baye TraoreNo ratings yet
- Rapport YehiaDocument56 pagesRapport YehiaamalNo ratings yet
- Étude Des DallesDocument9 pagesÉtude Des DallesFredj Ben SalemNo ratings yet