You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Handbook On Radio AstronomyDocument164 pagesHandbook On Radio Astronomygenih44348No ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Hydrocyclones For Particle Size SeparationDocument7 pagesHydrocyclones For Particle Size SeparationJean DejardinNo ratings yet
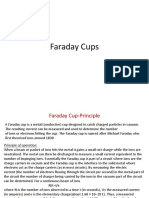
- Faraday CupsDocument10 pagesFaraday CupsAshish SharmaNo ratings yet
- Steam Condensers and Cooling Towers ExplainedDocument43 pagesSteam Condensers and Cooling Towers ExplainedrrhoshackNo ratings yet
- 000000000001001849Document544 pages000000000001001849Dante Filho100% (1)
- MP91-2000 Healthcare Risk ManagementDocument167 pagesMP91-2000 Healthcare Risk Managementfructora100% (2)
- AP CentacTraining Manual V2 PDFDocument262 pagesAP CentacTraining Manual V2 PDFubaldo caraballo89% (9)
- Walking Column Detailed DesignDocument1 pageWalking Column Detailed DesignTommaso Pascon100% (1)
- Material Selection For Design TemperatureDocument1 pageMaterial Selection For Design TemperaturefructoraNo ratings yet
- Material Safety Data Sheet: Maleic AnhydrideDocument6 pagesMaterial Safety Data Sheet: Maleic AnhydridefructoraNo ratings yet
- Material Safety Data Sheet: Nitrogen TrifluorideDocument6 pagesMaterial Safety Data Sheet: Nitrogen TrifluoridefructoraNo ratings yet
- Stagnation behaviour of solar thermal systemsDocument13 pagesStagnation behaviour of solar thermal systemsfructoraNo ratings yet
- Varisol ManualDocument24 pagesVarisol ManualfructoraNo ratings yet
- HENGSTEBECKDocument6 pagesHENGSTEBECKfructoraNo ratings yet
- Material Safety Data Sheet: Barium SulfateDocument6 pagesMaterial Safety Data Sheet: Barium SulfatefructoraNo ratings yet
- Dimensioning of ST Systems PDFDocument50 pagesDimensioning of ST Systems PDFMaycon FiorezeNo ratings yet
- Material Safety Data Sheet: NicotineDocument6 pagesMaterial Safety Data Sheet: NicotinefructoraNo ratings yet
- Material Safety Data Sheet: Isobutyl AcetateDocument6 pagesMaterial Safety Data Sheet: Isobutyl AcetatefructoraNo ratings yet
- List of Problems 030519aDocument19 pagesList of Problems 030519afructoraNo ratings yet
- R 020200Document6 pagesR 020200fructoraNo ratings yet
- R 019800Document6 pagesR 019800fructoraNo ratings yet
- List of Problems 030519aDocument19 pagesList of Problems 030519afructoraNo ratings yet
- R 030700Document6 pagesR 030700fructoraNo ratings yet
- R 007800Document6 pagesR 007800fructoraNo ratings yet
- R 029900Document6 pagesR 029900fructoraNo ratings yet
- R 024200Document6 pagesR 024200fructoraNo ratings yet
- Material Safety Data Sheet: Tetramethyl LeadDocument6 pagesMaterial Safety Data Sheet: Tetramethyl LeadfructoraNo ratings yet
- R 025600Document6 pagesR 025600fructoraNo ratings yet
- R 022600Document6 pagesR 022600fructoraNo ratings yet
- Nutrition Therapy Recommendations For The Management of Adults With Diabetes - ADA 2013Document22 pagesNutrition Therapy Recommendations For The Management of Adults With Diabetes - ADA 2013Ardel RomeroNo ratings yet
- Material Safety Data Sheet: TrichloroethyleneDocument6 pagesMaterial Safety Data Sheet: TrichloroethylenefructoraNo ratings yet
- Defoamer MSDSDocument9 pagesDefoamer MSDSfructoraNo ratings yet
- R 037900Document6 pagesR 037900fructoraNo ratings yet
- Material Safety Data Sheet: Phthalic AnhydrideDocument6 pagesMaterial Safety Data Sheet: Phthalic AnhydridefructoraNo ratings yet
- Material Safety Data Sheet: Vinyl BromideDocument6 pagesMaterial Safety Data Sheet: Vinyl BromidefructoraNo ratings yet
- Material Safety Data Sheet: ThioureaDocument6 pagesMaterial Safety Data Sheet: ThioureafructoraNo ratings yet
- Og TerminologyDocument10 pagesOg TerminologyfructoraNo ratings yet
- Marine Consultant Analysis of Planing Hull PerformanceDocument6 pagesMarine Consultant Analysis of Planing Hull PerformanceNadia Quayyum100% (1)
- SECONDPAPERDocument5 pagesSECONDPAPERSantiagoSossaUNo ratings yet
- Process of Formation of All MineralsDocument1 pageProcess of Formation of All MineralsStephanie CorpuzNo ratings yet
- Thermal Expansion in Solids and Liquids: (Item No.: P2310100)Document8 pagesThermal Expansion in Solids and Liquids: (Item No.: P2310100)Shera IeraNo ratings yet
- Advantages & Disadvantages of Glass As A Building MaterialDocument9 pagesAdvantages & Disadvantages of Glass As A Building MaterialRohithNo ratings yet
- Behavior and Design of Selected Elastomeric Bearing Pads PDFDocument20 pagesBehavior and Design of Selected Elastomeric Bearing Pads PDFyhszaNo ratings yet
- STC PhysicsDocument1 pageSTC PhysicsKetan TiwariNo ratings yet
- Measuring Principles Lecture on Sources of ErrorDocument18 pagesMeasuring Principles Lecture on Sources of ErrorAbhinav SinglaNo ratings yet
- Group Delay and Mode Delay Factor: Fiber MaterialsDocument49 pagesGroup Delay and Mode Delay Factor: Fiber MaterialsPavani MandapatiNo ratings yet
- Standard Specification For: 1. ScopeDocument2 pagesStandard Specification For: 1. ScopeSalma AlzwayNo ratings yet
- Ce2202 - Mechanics of FluidsDocument3 pagesCe2202 - Mechanics of FluidsPrashant GaradNo ratings yet
- Damped Simple Harmonic Motion ExplainedDocument3 pagesDamped Simple Harmonic Motion ExplainedRifky Indra PrasetiaNo ratings yet
- 2014 To Study High Temperature Erosion-Corrosion of Detonation 1111111111111111111111111Document5 pages2014 To Study High Temperature Erosion-Corrosion of Detonation 1111111111111111111111111Harkulvinder SinghNo ratings yet
- Anti-Vibration Pads For CNC Machines-EnglishDocument3 pagesAnti-Vibration Pads For CNC Machines-EnglishDynemech Anti Vibration TechnologyNo ratings yet
- Review Article: Aerogels As Promising Thermal Insulating Materials: An OverviewDocument11 pagesReview Article: Aerogels As Promising Thermal Insulating Materials: An OverviewWullidaNo ratings yet
- CR - Installation and Operating InstructionsDocument48 pagesCR - Installation and Operating InstructionsHusniNo ratings yet
- Lab On A Chip: PaperDocument9 pagesLab On A Chip: PaperMateoNo ratings yet
- ChE 100 HW7Document5 pagesChE 100 HW7kelly_wu_5No ratings yet
- Bioclimatic Architecture: BENAIL Mohammed El AmineDocument9 pagesBioclimatic Architecture: BENAIL Mohammed El AmineMama HbibaNo ratings yet
- Research GateDocument34 pagesResearch GateMustafa ÇakırNo ratings yet
- Electro Chemistry (Final) - 01-TheoryDocument35 pagesElectro Chemistry (Final) - 01-TheoryRaju SinghNo ratings yet
- Water - Dynamic and Kinematic ViscosityDocument6 pagesWater - Dynamic and Kinematic ViscosityWibisono DNo ratings yet
- Electric Log PDFDocument1 pageElectric Log PDFAyu FadhilahNo ratings yet