You might also like
- Reassembly: Seat - Front Seat Assembly (For Power Seat)Document5 pagesReassembly: Seat - Front Seat Assembly (For Power Seat)diemnganNo ratings yet
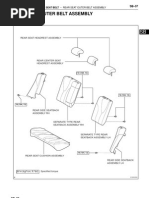
- Rear Seat Assembly: ComponentsDocument6 pagesRear Seat Assembly: ComponentsdiemnganNo ratings yet
- FRONT SEAT ASSEMBLY (For Power Seat) : ComponentsDocument4 pagesFRONT SEAT ASSEMBLY (For Power Seat) : ComponentsdiemnganNo ratings yet
- Removal: (A) Remove The 3 Screws. (B) Disconnect The Connector and Remove The Power Seat SwitchDocument4 pagesRemoval: (A) Remove The 3 Screws. (B) Disconnect The Connector and Remove The Power Seat SwitchdiemnganNo ratings yet
- Removal: Seat Belt - Rear Seat Outer Belt AssemblyDocument4 pagesRemoval: Seat Belt - Rear Seat Outer Belt AssemblydiemnganNo ratings yet
- Installation: SB-34 23. Remove Rear Seat Inner With Center Belt Assembly LHDocument3 pagesInstallation: SB-34 23. Remove Rear Seat Inner With Center Belt Assembly LHdiemnganNo ratings yet
- Deploy Front Seat Belt Pretensioner Before DisposalDocument5 pagesDeploy Front Seat Belt Pretensioner Before DisposaldiemnganNo ratings yet
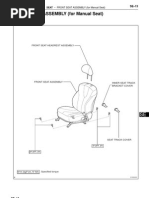
- FRONT SEAT ASSEMBLY (For Manual Seat) : ComponentsDocument3 pagesFRONT SEAT ASSEMBLY (For Manual Seat) : ComponentsdiemnganNo ratings yet
- Front Seat Cushion Heater: ComponentsDocument2 pagesFront Seat Cushion Heater: ComponentsdiemnganNo ratings yet
- Rear Seat Inner Belt Assembly Removal and InstallationDocument3 pagesRear Seat Inner Belt Assembly Removal and InstallationdiemnganNo ratings yet
- Front Seatback Heater: ComponentsDocument2 pagesFront Seatback Heater: ComponentsdiemnganNo ratings yet
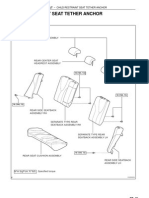
- Child Restraint Seat Tether Anchor: ComponentsDocument3 pagesChild Restraint Seat Tether Anchor: ComponentsdiemnganNo ratings yet
- Lumbar Support Adjuster Assembly: ComponentsDocument2 pagesLumbar Support Adjuster Assembly: ComponentsdiemnganNo ratings yet
- Removal: Seat Belt - Rear Seat Inner Belt AssemblyDocument2 pagesRemoval: Seat Belt - Rear Seat Inner Belt AssemblydiemnganNo ratings yet
- Rear Seat Outer Belt Assembly Removal and InstallationDocument3 pagesRear Seat Outer Belt Assembly Removal and InstallationdiemnganNo ratings yet
- Seat Heater Switch Testing and Replacement GuideDocument4 pagesSeat Heater Switch Testing and Replacement GuidediemnganNo ratings yet
- Front Power Seat Lumbar Switch: ComponentsDocument2 pagesFront Power Seat Lumbar Switch: ComponentsdiemnganNo ratings yet
- Removal: Seat - Front Seat Cushion HeaterDocument2 pagesRemoval: Seat - Front Seat Cushion HeaterdiemnganNo ratings yet
- Removal: Seat - Front Seat Assembly (For Power Seat)Document2 pagesRemoval: Seat - Front Seat Assembly (For Power Seat)diemnganNo ratings yet
- Removal: Seat - Front Seat Assembly (For Manual Seat)Document2 pagesRemoval: Seat - Front Seat Assembly (For Manual Seat)diemnganNo ratings yet
- Seat Belt Warning System OperationDocument2 pagesSeat Belt Warning System OperationdiemnganNo ratings yet
- Child Restraint Seat Anchor Bracket: ComponentsDocument2 pagesChild Restraint Seat Anchor Bracket: ComponentsdiemnganNo ratings yet
- 028005Document3 pages028005diemnganNo ratings yet
- Removal: Seat - Front Seat Assembly (For Manual Seat)Document2 pagesRemoval: Seat - Front Seat Assembly (For Manual Seat)diemnganNo ratings yet
- Child Restraint Seat Anchor Bracket: ComponentsDocument2 pagesChild Restraint Seat Anchor Bracket: ComponentsdiemnganNo ratings yet
- Remove and Replace Front Power Seat Lumbar SwitchDocument2 pagesRemove and Replace Front Power Seat Lumbar SwitchdiemnganNo ratings yet
- Front Seat Frame With Adjuster: InspectionDocument2 pagesFront Seat Frame With Adjuster: InspectiondiemnganNo ratings yet
- Check Seat Belt Warning System Using Data Link ConnectorDocument2 pagesCheck Seat Belt Warning System Using Data Link ConnectordiemnganNo ratings yet
- Seat Heater System: PrecautionDocument2 pagesSeat Heater System: PrecautiondiemnganNo ratings yet
- Power Seat Switch: ComponentsDocument2 pagesPower Seat Switch: ComponentsdiemnganNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Prediction of Welding Residual Stress Profile in Dissimilar Metal Nozzle Butt Weld of Nuclear Power PlantDocument6 pagesPrediction of Welding Residual Stress Profile in Dissimilar Metal Nozzle Butt Weld of Nuclear Power PlantMaritza Pérez UlloaNo ratings yet
- International Log Building StandardsDocument19 pagesInternational Log Building Standardsursind100% (1)
- Gbtâ 3524-2015 enDocument11 pagesGbtâ 3524-2015 enMohanrajMJNo ratings yet
- Asian Paints Woodtech Pu PalleteDocument2 pagesAsian Paints Woodtech Pu PalleteSiddharth BiswalNo ratings yet
- Is.1875 1992Document14 pagesIs.1875 1992Sadashiva sahooNo ratings yet
- Corrosion Testing Report Zinc Rich Primer Vs Stainless SteelDocument2 pagesCorrosion Testing Report Zinc Rich Primer Vs Stainless SteelOscar JiménezNo ratings yet
- KnaufDocument2 pagesKnaufknudsenDenmarkNo ratings yet
- 1photobook 2021 SW Global LRDocument159 pages1photobook 2021 SW Global LRSAIYED AFZALNo ratings yet
- Procedures For Hot Insulation - 2Document8 pagesProcedures For Hot Insulation - 2Quy RomNo ratings yet
- H05V-K PVC Single Core Cable SpecsDocument2 pagesH05V-K PVC Single Core Cable SpecsAlicia AltamiranoNo ratings yet
- DECORATIVE PLASTER ERPDocument2 pagesDECORATIVE PLASTER ERPAyubkhan250% (2)
- SPLE - Plumbing Code No. 02 - Answer KeyDocument4 pagesSPLE - Plumbing Code No. 02 - Answer KeyAlexander Nuevo San AndresNo ratings yet
- Assumptions For RCC Structure Quantity CalculationDocument1 pageAssumptions For RCC Structure Quantity CalculationmustafazahmedNo ratings yet
- Cmaa CM01 2019Document32 pagesCmaa CM01 2019Moren AlfonsoNo ratings yet
- BOQ FormDocument26 pagesBOQ FormChhomNo ratings yet
- WIweld01 Co2 Welding Rev 01Document1 pageWIweld01 Co2 Welding Rev 01Gautam KumarNo ratings yet
- INSULATION INSTALLATION GUIDEDocument8 pagesINSULATION INSTALLATION GUIDEMark Darrel AranasNo ratings yet
- Is - 1762Document12 pagesIs - 1762Kamal Engineering CorporationNo ratings yet
- 3/C CU 15kV 220 NLEPR 133% CPE MV-105: SPEC 46403Document2 pages3/C CU 15kV 220 NLEPR 133% CPE MV-105: SPEC 46403Yesith AlmanzaNo ratings yet
- Table 6 1 AWS D1 1 D1 1M 2010 PDFDocument1 pageTable 6 1 AWS D1 1 D1 1M 2010 PDFFu AdNo ratings yet
- Calcium Silicate False Ceiling Tiles - 1Document4 pagesCalcium Silicate False Ceiling Tiles - 1amittopnoNo ratings yet
- Design Guide: Sheet Metal FabricationDocument12 pagesDesign Guide: Sheet Metal FabricationSanatan ChoudhuryNo ratings yet
- SA-105/SA-105M Specification for Carbon Steel Forgings for Piping ApplicationsDocument8 pagesSA-105/SA-105M Specification for Carbon Steel Forgings for Piping Applicationsedisson_barrera100% (1)
- Corrosion Raccords Proform 2018 PDFDocument34 pagesCorrosion Raccords Proform 2018 PDFDiegoNo ratings yet
- Astm F2328M 14Document5 pagesAstm F2328M 14Farhad MoravvejNo ratings yet
- Damp ProofingDocument15 pagesDamp ProofingKhushboo PriyaNo ratings yet
- Topitor Plan PDFDocument1 pageTopitor Plan PDFJuly MorariuNo ratings yet
- PRISESDocument52 pagesPRISESChandra SekharNo ratings yet
- Solutions For Shear Connections: Hilti X-HVB SystemDocument40 pagesSolutions For Shear Connections: Hilti X-HVB Systemanon_721189062No ratings yet
- WITCHLINER Insulated U-Bolt with PTFE for Stainless Steel and Cupro-Nickel PipesDocument1 pageWITCHLINER Insulated U-Bolt with PTFE for Stainless Steel and Cupro-Nickel PipesAchraf BoudayaNo ratings yet