Professional Documents
Culture Documents
C SSTM
Uploaded by
Cheptea VictorOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
C SSTM
Uploaded by
Cheptea VictorCopyright:
Available Formats
UNIVERSITATEA TEHNIC A MOLDOVEI
STUDIUL $I TEHNOLOGIA
MATERIALELOR
ndrumar pentru lucrri de laborator
CHI$INU
2006
UNIVERSITATEA TEHNIC A MOLDOVEI
Facultatea Inginerie yi Management n
Construc(ia de Mayini
Catedra Studiul yi Tehnologia Materialelor
STUDIUL $I TEHNOLOGIA
MATERIALELOR
ndrumar pentru lucrri de laborator
CHI$INU
U.T.M.
2006
Prezenta lucrare este destinat studentilor
specialittilor de inginerie si management 521.8, Inginerie i
management n construcia de maini, Inginerie i
management n transport, Transporturi internaionale,
precum poate fi utilizat si pentru executarea lucrrilor de
laborator si de studentii de alte specialitti. ndrumarul este
elaborat de profesorii catedrei STM: lucrrile 1-3 si 5-8 de
dr.I.Ciofu, lucrarea 4 de dr.I.Solpan, lucrarea 5 de
dr.P.Postolache, lucrarea 8 de asist.univ. T.Nitulenco.
Elaborare: conf.univ., dr. Iurie Ciofu
conf.univ., dr.
conf.univ., dr. Iurie Solpan
Tatiana Nitulenco
Redactor coordonator: conf. univ., dr. Iurie Ciofu
Recenzent: conf. univ., dr. Tudor Alcaz
U.T.M., 2006
Petru Postolache
STUDIUL $I TEHNOLOGIA MATERIALELOR
ndrumar pentru lucrri de laborator
Elaborare: Iurie Ciofu
Iurie Solpan
Tatiana Nitulenco
Bun de tipar 24.01.06 Formatul 60 x 84 1/16.
Hrtie ofset. Tipar ofset. Tirajului 300 ex.
Coli de tipar 8,0 Comanda nr.
U.T.M., 2004, Chisinu, bd. Stefan cel Mare si Sfnt, 168
Sectia Redactare si Editare a U.T.M.
2068, Chisinu, str. Studentilor, 11.
Petru Postolache
3
Lucrarea de laborator nr. 1
METODE, TEHNICI $I APARATE DE ANALIZ A
STRUCTURII MATERIALELOR
Scopul lucrrii: cunoasterea metodelor de analize
macroscopic si microscopic a structurii materialelor, studierea
aparatajului utilizat.
Utilaje yi materiale: probe pentru analize, chimicale,
dispozitive, microscop metalografic.
NOTIUNI GENERALE
Examinarea structurii materialelor yi prepararea
probelor metalografice
Se cunoaste c structura materialelor determin
propriettile acestora. Prin influenta factorilor exteriori
(presiunea, temperatura, radiatia) si interiori (compozitia
chimic, gradul de puritate s.a.) este posibil modificarea
structurii materialelor, n scopul mbunttirii propriettilor
existente sau obtinerii unei game de proprietti noi, impuse.
Sub notiunea de structur se subntelege un ansamblu
de elemente din constitutia materialelor care posed
interconexiune si care pot fi identificate, si studiate prin metode
si tehnici speciale.
Domeniul stiintific care se preocup de studierea si
descrierea structurii materialelor metalice poart denumirea de
metalografie.
Epruvetele care se folosesc la studierea structurii
materialelor si aliajelor se numesc probe metalografice.
n functie de dimensiunile elementelor structurale,
structura materialelor se cunoaste, n general, de dou feluri:
macrostructur yi microstructur.
4
Macrostructura este structura materialelor metalice
care se caracterizeaz prin elemente de dimensiuni mari, care
pot fi vzute si studiate cu ochiul liber sau cu ajutorul unor
dispozitive, de exemplu, lupe, dar cu puterea de mrire nu mai
mare de 30 ori.
Examinarea macrostructurii poart denumirea de
analiza macroscopic. Analiza macroscopic se execut pe
suprafata de rupere sau pe sectiuni speciale. Prin aceast analiz
se studiaz forma si aranjarea elementelor structurii, (granule,
grunti), orientarea fibrelor n piesele prelucrate prin deformare
plastic (forjarea si matritarea), calitatea mbinrilor sudate,
structura dendritic n piesele turnate etc. La fel se depisteaz
si se studiaz defectele structurii incluziunile de gaze sub
form de porozitti si goluri, retasurile, fisurile, incluziunile de
zgur, neomogenittile chimice (licvatiile de sulf si de fosfor)
s.a..
Proba pentru analiza macroscopic se debiteaz din
locul stabilit, suprafata de studiu fiind orientat n directia
respectiv pentru a fi ct mai expresiv si corespunztoare
cercetrilor n cauz. Se practic, de obicei, debitarea a mai
multor probe, variind locul debitrii si planurile de orientare.
Dup debitare, proba se studiaz cu ochiul liber, apoi suprafata
de examinare se supune prelucrrii mecanice (frezare,
rectificare) si manuale (pilire, slefuire) n scopul obtinerii unei
suprafete plane si netede, care se curt cu un tampon de vat.
n astfel de stare proba deja poate fi examinat ocular
sau cu lupa n scopul identificrii si studierii structurii (forma,
dimensiunile si aranjarea granulelor etc.), precum si a
imperfectiunilor la nivelul macro al golurilor, rupturilor,
porozittilor etc. Pentru examinarea mai calitativ si profund a
acestor particularitti, precum si pentru dezvluirea si
examinarea altor defectiuni si proprietti structurale, probele
metalografice, prelucrate mecanic, se supun tratamentului
5
chimic: atacul cu reactiv chimic, specific pentru fiecare tip de
cercetare.
Microstructura materialelor metalice reprezint o
constructie fin a structurii, care poate fi evidentiat numai prin
atacul chimic metalografic (decapare cu solutii chimice
speciale) si examinat cu ajutorul aparatelor optice
(microscoape) cu gradul de mrire pn la 2000 ori.
Examinarea microstructurii se numeste analiz
microscopic. Prin analiza microscopic pot fi determinate:
- pentru materiale metalice monofazice: forma,
dimensiunile si orientarea gruntelui;
- pentru materiale metalice polifazice: forma si
dimensiunile gruntilor din fiecare faz, orientarea lor
reciproc, raportul ntre ei si distribuirea lor n spatiu
etc.;
- cantitatea si raportul elementelor (compusilor) chimici
n structur,
- incluziunile nemetalice (oxizi, sulfizi etc.);
- modificrile structurale cauzate de tratamentele termice,
termochimice, actiunile mecanice etc.;
- imperfectiunile structurale la nivelul micro: microfisuri,
microsufluri, microsegregatii etc.
Analiza microscopic include n sine:
1. Prepararea probelor metalografice respective;
2. Examinarea ulterioar a acestora cu ajutorul
microscopului metalografic.
Prepararea probelor metalografice se realizeaz prin
urmtoarele etape:
1. Debitarea probei.
2. Pregtirea suprafetei plane.
3. Decaparea micrografic (atacul chimic metalografic).
n continuare vom face cunostint cu specificul acestor
etape.
6
Debitarea probei se produce n locul potrivit, n
dependent de scopurile analizei microscopice. Tierea
epruvetei se face prin diferite metode: de mn cu bomfaierul,
mecanic cu frez-disc, cu cutit de strungire, cu disc abraziv
s.a., electromecanic. Cerintele principale, impuse la debitarea
probei sunt: alegerea corect a locului, planului si directiei de
tiere (mai ales pentru materiale deformate si anizotropice,
monocristaline) si neadmiterea nclzirii probei n timpul
debitrii si prelucrrii la temperaturi care pot provoca
schimbri structurale ale materialului cercetat, pentru ce se
practic rcirea locului de tiere.
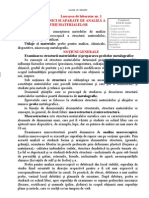
Cele mai utile forme ale probelor se consider probele
cilindrice cu diametrul de 10 - 15 mm si nltimea de 0,7 - 0,8
mm din diametrul probei sau prismele cu baza ptrat (10x10
mm, 12x12 mm) si nltimea de 10 mm (fig. 1.1, a, b). n cazul
probelor mici (din srm, foi, piese mici etc.), ele se montez n
dispozitive speciale. Probele se toarn n cilindri cavi (inel,
montur) n aliaje speciale, usor fuzibile (aliajul Wood) sau n
mas plastic (polistiren, bachelit) (fig.1.1,c). n unele cazuri,
epruvetele se monteaz n dispozitive speciale: menghin de
mn s.a. (fig.1.1,d).
a) b) c) d)
Fig. 1.1. Probe microscopice: a) cilindric; b) ptrat;
c) n montur (1- cilindru cav, inel; 2 mas plastic;
3 prob); d) prins n dispozitiv de mn (1 dispozitiv
de strngere, 2 prob)
13
1
0
2
1
3
1
2
1
0
12
12
7
Pregtirea suprafe(ei plane de cercetare este a doua
etap de producere a probei metalografice micro care se
realizeaz, la rndul su, prin slefuirea si lustruirea (polizare)
suprafetei alese. Aceste prelucrri pot fi executate cu mna sau
la masini, dispozitive speciale (200-1400 tur/min). Att ntr-un
caz, ct si n altul proba se tine n mn si se roade cu suprafata
respectiv de hrtie smirghel.
$lefuirea se execut cu hrtie smirghel de diferit
granulatie, n ordine de la granulatia mare la cea mic (tab. 1.1).
Tabelul 1.1
Caracteristica hrtiei smirghel
(GOST 10054 - 88)
Slefuirea ncepe n directia perpendicular a
neregularittilor aprute dup debitarea probei si se execut
pn la disparitia acestora. Apoi se trece la hrtia smirghel de
alt numr, lund n considerare c la fiecare schimbare a hrtiei
proba se spal bine de produsele slefuirii, iar directia slefuirii
totdeauna se schimb la 90.
Nu se admite trecerea brusc a hrtiei smirghel de la un
numr mare la un numr mult mai mic, fiindc n acest caz
rezultatul prelucrrii va fi necalitativ: n microadncituri va
ptrunde praf, aschie, abraziv, ceea ce se va evidentia n etapele
ulterioare de preparare a probei si va cere prelucrarea sa
repetat. n cadrul slefuirii la fel nu se admite apsarea fortat a
Hrtia nr.
Granule, m
Hrtia nr.
Granule, m
12 150-125 M40 40-28
10 125-105 M28 28-20
8 105-75 M20 20-14
6 84-63 M14 14-10
5 63-42 M10 10-7
4 53-28 M7 7-5
3 42-20 M5 5-3,5
8
probei pentru urgentarea prelucrrii, fiindc n acest caz se
produce nclzirea suprafetei prelucrate si ptrunderea n ea a
particulelor abrazive, ceea ce va defecta proba prin prezenta n
imaginea structurii a punctelor negre. Slefuirea se realizeaz cu
utilizarea nu mai putin a 4-5 tipuri de hrtie smirghel si se
finalizeaz, de obicei, cu hrtia M 20 sau M 10.
Lustruirea probelor se execut cu mna sau mecanic,
numai n loc de hrtie smirghel se folosesc diferite pnze,
testuri (postav, fetru, catifea) impregnate cu solutii speciale de
lustruire. Solutia pentru lustruire reprezint o suspensie srac
(5-15 g la un 1itru de ap) a materialelor abrazive (oxid de
crom, oxid de aluminiu s.a.) de o dispersitate fin (particulele
de ~ 1m). Pentru aliajele dure, n calitate de material abraziv
de lustruire, poate fi folosit praful de diamant (10 1 m).
Astfel de lustruire se numeste mecanic.
n cazul cnd n componenta solutiei de lustruire se
introduc si substante chimice care particip la polizarea
suprafetei respective, lustruirea se numeste chimico-mecanic.
Astfel de lustruire se realizeaz, de exemplu, cu pasta GOI, n
componenta creia intr stearin, materiale abrazive si acid
aleic. Utilizarea pastei GOI urgenteaz lustruirea probei
metalografice. Mai exist si polizarea electrochimic. Ea const
n dizolvarea anodic a microneregularittilor de pe suprafata
lustruit a probei, care se aseaz n baia electrolitic n calitate
de anod n circuitul electric, catodul fiind otel inoxidabil. La
trecerea curentului electric proeminentele suprafetei se dizolv.
Calitatea acestei lustruiri depinde de tipul electrolitului,
densitatea curentului electric la anod si tipul polizrii.
Polizarea se petrece tot cu schimbarea directiei de
lustruire pn la obtinerea suprafetei absolut netede de
oglind, care se obtine, de obicei, n 5-10 min. Dup lustruire,
proba se spal cu ap, iar suprafata lustruit se spal cu alcool,
apoi se usuc cu vat uscat sau hrtie de filtru. Probele
9
lustruite se pstreaz ntr-un vas special (exicator) cu clorur
de calciu pentru a fi protejate de oxidare.
Dup aceste etape nu se cunoaste si nu poate fi
examinat microstructura probei. Totodat, pe aceste probe pot
fi observate si studiate diferite imperfectiuni: goluri, fisuri,
porozitti, precum si incluziuni nemetalice (oxizi, sulfuri,
silicati etc.), care se evidentiaz prin niste culori deosebite de
culoarea metalului (aliajului) de baz.
Decaparea este ultima etap de preparare a probei
metalografice micro si are ca scop scoaterea n evident a
microstructurii metalului (aliajului) studiat. Decaparea se
realizeaz printr-un atac chimic al suprafetelor lustruite cu
diferite substante chimice (acizi, baze, sruri) sub form de
solutii cu ap sau solutii obtinute din substantele nominalizate.
Fiindc prtile componente ale structurii materialului examinat
posed diferite valori ale energiilor libere si, respectiv, diferit
activitate chimic, n rezultatul actiunii reactivului asupra
suprafetei lustruite pe ea se vor evidentia elementele
microstructurii (gruntii, hotarele, iesirea dislocatiilor etc.) ce se
motiveaz prin dizolvarea sau colorarea deosebit a acestora.
Se cunosc mai multe metode de decapare: decaparea
chimic (cu scufundarea probei n reactiv chimic cu suprafata
lustruit orientat n sus sau n jos, cu ungerea suprafetei
lustruite cu reactiv), decaparea electrolitic, decaparea
termic n vid s.a. Durata decaprii depinde de tipul
materialului si structura acestuia, dar nu depseste, de obicei,
cteva secunde.
Dup decapare, proba se spal cu ap, iar suprafata
studiat cu alcool se si usuc. Dac structura nu este clar,
decaparea se consider insuficient si ea se repet n mod
stabilit. n cazul cnd suprafata a devenit prea ntunecat si
roas, proba se consider supradecapat. Pentru nlturarea
acestei defectiuni prepararea probei se repet, ncepnd cu etapa
10
lustruirii si la decapare se modific timpul decaprii si (sau)
compozitia reactivului etc.
Dup producerea decaprii si obtinerii probei
metalografice micro calitative ea se examineaz la microscopul
optic metalografic.
Microscopul metalografic este un aparat de optic fin,
complicat si costisitor. Fiindc la astfel de microscop se
examineaz materialele opace, el formeaz imaginea n baza
luminii reflectate (fig.1.2).
a) b) c)
Fig. 1.2. Schema de reflectare a razelor de lumin la diferite
etape de preparare a probei metalografice: a) dup slefuire; b)
dup lustruire; c) dup decaparea probei
Vom face cunostint cu constructia si principiul de
functionare al microscopului optic metalografic (schema
optic) n baza microscopului de tip MIM7.
Acest microscop are constructia vertical, este destinat
vizionrii oculare sau (si) fotografierii obiectelor studiate si este
constituit din urmtoarele componente de baz: sursa de lumin,
suportul cu un stativ, corpul inferior cu camera foto, corpul
superior cu un obiectiv si un tub vizual, n care se instaleaz
ocularul, port - obiect si sistemul mecanic de reglare. Schema
optic de principiu a microscopului MIM-7 este prezentat n
figura 1.3.
Razele de lumin provin de la sursa de lumin 1 (bec cu
incandescent), se reflect de la o plac reflectoare (oglind) 2
si trec printr-un set de diafragme si lentile 3, unde razele se
11
paralelizeaz si se concentreaz, formnd un flux de lumin
puternic si regulat, ce este necesar pentru a obtine o imagine
calitativ.
Fig.1.3. Schema optic de principiu a microscopului
MIM-7: 1- surs de lumin; 2, 9, 12 plci reflectoare
(oglinzi); 3 set de lentile si diafragm; 4 pentaprism
reflectar; 5 plac semitrasparent; 6 obiectiv; 7 msut
port - obiect; 8 prob metalografic; 10 ocular; 11
fotoocular; 13 plac sau pelicul foto
Apoi fluxul de lumin trece prin prisma reflectar 4,
placa semitransparent 5, obiectivul 6 si se reflect n sfrsit de
la suprafata cercetat a probei metalografice 8, stabilit pe
msuta port - obiect 7. Razele reflectate de la proba
metalografic 8 traverseaz n sens opus obiectivul 6, placa
semitrasparent 5 si, reflectndu-se de la placa 9, transmite
1
2
3
4
5
6
7
8
9
10
11
12
13
12
imaginea produs n ocularul 10, unde ea si este privit de
ochiul cercettorului. Pentru a fotografia structura probei,
dispozitivul (tub) pe care sunt montate ocularul 10 si oglinda 9
se deplaseaz n pozitia prezentat cu linii ntrerupte, oglinda 9
se retrage din calea razelor reflectate de la proba 8 si ele trec
respectiv prin fotoocularul 11, se reflect de la placa 12 si se
proiecteaz pe placa sau pelicula foto 13 (ansamblul pieselor
11, 12 si 13 formeaz camera de fotografiat).
Asadar, microscopul optic are destinatia de a majora
puterea ochiului uman n scopul vizionrii unor obiecte mici si
posed urmtoarele caracteristici de baz: puterea (gradul) de
mrire, puterea de separare, adncimea de ptrundere si
apertura.
Puterea de mrire a microscopului M poate fi
determinat ca produsul dintre gradul de mrire a obiectivului
M
ob
si a ocularului M
oc
: M= M
ob
M
oc
.
Puterea de mrire poate mai fi prezentat prin raportul
dintre puterea de separare a ochiului uman d si puterea de
separare a microscopului d
1
: M = d/d
1
.
Puterea de separare reprezint capacitatea de a
reproduce cele mai mici detalii si este definit prin distanta
minim dintre dou puncte ale obiectului examinat, aflate n
acelasi plan care apar distinct n imagine.
Puterile de separare a diferitor aparate optice sunt
prezentate n tabelul 1.2.
Tabelul 1.2
Puterea de separare a aparatelor optice
Aparate optice Gradul de separare d i d
1
Ochiul uman 0,2 0,3 mm
Microscop optic 0,0002 mm =0,2m
Microscop cu raze ultraviolete
0,0001 mm =0,1m
Microscop electronic (1,5 2,0)10
-4
m
13
Microscopul MIM-7 admite urmtoarele mriri:
n cazul vizionrii: de la M =60 pn la M =1440,
n cazul fotografiei: de la M =70 pn la M =1350.
Variatii de formare a puterii de mrire cu microscopul
MIM-7 sunt prezentate n tabelul 1.3.
Tabelul 1.3
Puterea de mrire a microscopului MIM-7 n cazul vizionrii
oculare
Puterea de mrire a
obiectivului
Puterea de mrire a ocularului
x7 x10 x15 x20
Obisnuit Puterea de mrire a microscopului
x8,6 x60 x90 x130 x170
x14,4 x100 x140 x200 x300
x24,5 x170 x240 x360 x500
x32,5 x250 x320 x500 x650
Cu ulei de cedru
x72,2 x500 x720 x1080 X1440
Pe lng caracteristicile sus-numite (puterea de mrire si
puterea de separare), trebuie de mentionat si adncimea de
ptrundere (puterea de separare vertical) care determin
capacitatea aparatului de a reda clar imaginea unor puncte ale
obiectului ce se afl n planuri diferite si apertura
caracteristica obiectivelor care indic capacitatea de a reda cele
mai mici detalii, deci de a forma calitatea (finetea) imaginii.
APLICATII PRACTICE
Examinarea vizual a microstructurii se realizeaz
prin urmtoarele actiuni consecutive:
- n primul rnd, se regleaz sursa de lumin a
microscopului n asa mod, ca fluxul de lumin s fie concentrat
pe pozitia central si s asigure iluminarea omogen a cmpului
de vizibilitate;
14
- se alege puterea (gradul) de mrire a microscopului
prin formarea ansamblului respectiv de ocular si obiectiv (tab.
1.3);
- obiectivul si ocularul se monteaz pe microscop n
locurile prevzute;
- se regleaz msuta port-prob: pe ea se instaureaz
suportul de prob si el se coordoneaz n asa mod, ca fluxul de
lumin de la obiectiv s vin n centrul orificiului suportului
pentru prob;
- proba metalografic micro se aseaz pe suportul
msutei port-prob cu suprafata de examinat n jos, pe orificiu,
spre obiectiv (este deosebit de important ca proba s fie bine
uscat, altfel picturile de ap, alcool sau reactiv pot s
defecteze suportul msutei si obiectivul microscopului);
- cu ajutorul suruburilor macro si micro de reglare se
realizeaz focalizarea imaginii;
- se studiaz microstructura obiectului examinat (prin
deplasarea msutei cu proba metalografic se examineaz
diferite domenii ale suprafetei decapate nu se admite n acest
scop mutarea probei pe suprafata suportului msutei port-
prob).
Imaginea privit poate fi fixat prin dou metode: prin
schitarea sau fotografierea acesteia. La schitare se arat detaliile
de baz ale structurii studiate, ignornd cele secundare (oxizi,
zgrieturi etc.), iar prin fotografie se redau exact toate
elementele microstructurii.
Determinarea dimensiunilor elementelor
microstructurii se produce cu ajutorul ocular-micrometrului
care reprezint o plac transparent de sticl cu o scar de o
sut de diviziuni, aranjat n planul focal al ocularului.
Utilizarea acestei scri (sau plase) nu este posibil
deodat, fiindc nu se stie valoarea unei diviziuni, care variaz
n functie de gradul de mrire a microscopului. Deci, pentru
practici de msur, n fiecare caz concret, initial se determin
15
scara ocularului, cu un dispozitiv din setul microscopului numit
micrometru de obiectiv (obiect-micrometru). Obiect-
micrometrul reprezint o plcut de metal cu un orificiu n
centru, pe care este fixat o sticlut cu o scar de 1 mm cu o
sut de diviziuni (o diviziune are 0,01 mm).
Determinarea scrii ocular-micrometrului se realizeaz
n felul urmtor: obiect - micrometrul se instaleaz pe msuta
microscopului cu scara n jos, spre obiectiv, apoi scrile
ocularului si obiectivului se suprapun si se determin numrul
de diviziuni ale scrii obiect-micrometrului si numrul de
diviziunii ale scrii ocular-micrometrului care au coincis la
aceeasi distant (fig.1.4). Prin urmare, scara ocularului poate fi
determinat dup formula:
,
N
C M
oc
C
oc
ob ob
=
n care:
M
ob
- numrul diviziunilor obiect-micrometrului
suprapuse peN
oc
;
N
oc
- numrul diviziunilor ocularului microscopului
suprapuse peM
ob
;
C
oc
- scara metric a ocularului, mm;
C
ob
- scara metric a obiect-micrometrului (0,01 mm).
Fig.1.4. Determinarea scrii metrice a ocularului microscopului:
1 scara obiect-micrometrului, 2 scara ocularului
1
6 7 5 4 3 2 1
2
16
Asadar, aflnd scara metric a ocular-micrometrului,
putem deja determina valorile metrice liniare ale oricrei piese
din microstructura probei, dimensiunile granulelor, grosimea
straturilor, dimensiunile impurittilor etc. (fig. 1.5).
a) b)
Fig. 1.5. Determinarea dimensiunilor:
a) granulelor 1; b) stratului 1 (2 scara ocularului)
De exemplu, dimensiunile granulelor se determin
a) prin msurarea acestora, n cazul gruntilor mari:
D
gr
= N
oc
C
oc
, [mm],
unde:
D
gr
- dimensiunea gruntelui;
N
oc
numrul de diviziuni ale scrii ocularului ce revin
acestui grunte;
C
oc
valoarea unei diviziuni a scrii ocularului, mm;
b) prin aflarea dimensiunii medii (D
mgr
), n cazul
gruntilor mici:
,
A
C N
D
oc oc
mgr
=
[mm],
unde:
N
oc
numrul de diviziuni al scrii ocularului care
revine numrului de grunti A;
C
oc
scara metric a ocularului, mm.
2
5 4 3 2 1
2
1
5 4 3 2 1
1
2
17
Grosimea stratului B se determin ca produsul ntre N
oc
numrul de diviziuni ale ocularului ce revin stratului si C
oc
valoarea metric a unei diviziuni; n mm:
B = N
oc
C
oc
.
Asadar, n baza examinrii probei metalografice micro,
cu ajutorul microscopului optic metalografic putem obtine
urmtoarele date de baz:
- tipul structurii, numrul constituentilor structurali,
- forma si dimensiunile gruntilor si imperfectiunilor
structurale,
- tipul de prelucrare a materialului (turnare, deformare
plastic, tratare termic, termochimic etc.),
- raportul aproximativ ntre constituentii structurali si
elementele chimice din aliaje,
- alte proprietti.
MODUL DE LUCRU
1. Se studiaz notiunile teoretice la analiza metalografic,
constructia, functionarea si caracteristicile
microscopului metalografic MIM 7 (se schiteaz sche-
ma optic).
2. Se studiaz realizarea aplicatiilor practice n cadrul
analizei microscopice.
3. Se vizioneaz, se schiteaz si se descriu microstructurile
mono- si bifazic.
4. Se determin scara metric a ocular-micrometrului (sau
a plasei ocularului) si se determin dimensiunile
granulelor, straturilor, impurittilor (pori, fisuri,
incluziuni nemetalice etc.).
5. Se ntocmeste un raport la lucrare.
18
CONTINUTUL DRII DE SEAM
1. Denumirea lucrrii.
2. Scopul lucrrii.
3. Partea teoretic (cu schema optic a microscopului).
4. Partea practic - determinarea scrii metrice a ocular-
micrometrului (sau a plasei ocularului) si dimensiunilor
granulelor, straturilor, impurittilor.
NTREBRI DE CONTROL
1. Ce reprezint structura (macro si micro) a materialelor
metalice?
2. Ce reprezint analizele macro si microscopice?
3. Care sunt obiectivele analizelor macro- si microscopice?
4. Ce reprezint si cum se prepar probele metalografice
macro si micro (etapele, materialele si tehnicile)?
5. Care este principiul de functionare a microscopului optic
metalografic?
6. Artati si explicati schema optic si caracteristicile de
baz ale microscopului MIM 7.
7. Cum se realizeaz examinarea vizual si fotografierea
structurilor la microscopul metalografic?
8. Ce reprezint si pentru ce servesc ocular-micrometrul si
obiect-micrometrul?
9. Cum se produce determinarea dimensiunilor elementelor
microstructurii?
19
Lucrarea de laborator nr. 2
STUDIEREA ALIAJELOR METALICE
Scopul lucrrii: cunoasterea bazelor teoriei aliajelor si a
diagramei de echilibru "fier-carbon", studierea aliajelor n baza fierului
si a cuprului.
Materiale yi utilaje: microscopul metalografic, probe
metalografice ale aliajelor n baza fierului si cuprului, fotografii ale
microstructurilor aliajelor metalice.
NOTIUNI GENERALE
Dat fiind faptul c materialele pure posed, de obicei, proprietti
fizico-mecanice si tehnologice sczute, ele sunt putin utilizate n
ramurile economiei nationale (exceptii: electro-radiotehnic, centrale
atomice, cercetri stiintifice s.a.).
Pentru obtinerea materialelor constructoare cu propriettile
mecanice si tehnologice bune si variate, au fost inventate materiale n
baza metalelor, numite aliaje metalice. Astzi aliajele metalice
constituie baza material a tehnicii si sunt folosite n toate domeniile
industriei, precum si n constructie, agricultur, medicin s.a.
Aliajele reprezint materiale obtinute prin contopire, sinterizare
sau sublimare a dou sau mai multe componente. Drept componenti
pot servi elementele chimice (metale si nemetale) si compusii chimici
(care nu disociaz la nclzire). n functie de numrul componentilor
aliajele pot fi binare, tertiale etc.
Aliajele metalice se numesc aliaje n care cel putin un
component, cel de baz, este un metal. Totalitatea aliajelor obtinute
din aceiasi componenti n diferite proportii constituie un sistem de
aliaje.
n functie de tipul de interactiune a componentilor n stare solid
n structura aliajelor se cunosc complexuri de grunti, numiti
20
constituenti structurali, care pot fi de dou feluri: omogeni sau
eterogeni. Constituentii omogeni (se mai numesc si faze) nu pot fi
mprtiti n elementele de alt natur. Acestea sunt componen(i
(elementele chimice si compusii chimici) yi solu(ii solide (atomii unui
component, numit dizolvat, se aranjeaz n nodurile sau golurile
retelei cristaline a altui component de baz, numit dizolvant).
n aliaje este posibil formarea unui amestec din dou sau mai
multe faze (componenti) care nu interactioneaz n stare solid, el se
numesteamestec mecanic (constituent eterogen).
Studierea aliajelor include studierea diagramelor de echilibru.
Diagrama de echilibru reprezint interpretarea grafic a strii
si structurii aliajelor n dependent de temperatur si compozitie.
Din diagram putem afla temperaturile de topire si de
transformri fazice (structurale) pentru orice aliaj din sistemul dat,
compozitia si raportul cantitativ ntre fazele aliajului la temperatura
dat etc. Informatia obtinut din diagramele de echilibru serveste la
determinarea temperaturii tratrii termice a aliajelor, temperaturilor
tehnologice de prelucrare (prin deformare plastic, la turnare) s.a.
Diagramele de echilibru pentru aliaje binare (cu doi componenti) se
construiesc n coordonate cu trei axe: dou verticale, termice (pentru
fiecare din componenti) si una orizontal, de compozitie.
Notiunile teoretice referitoare la diagramele de echilibru vor fi
nsusite n practic prin studierea diagramei de echilibru a celui mai
frecvent utilizat sistem de aliaje - diagrama binar Fe-C (fig. 2.1).
21
Fig. 2.1. Diagrama de echilibru Fe C ( A
*
- este un punct
conventional pentru o variant simplificat a diagramei)
Fierul este un material plastic cu temperatura de topire
1539C. Sunt cunoscute dou modificri polimorfice ale fierului: cub
cu volum centrat (C.V.C.) si cub cu fete centrate (C.F.C.).
La temperaturi mai joase de 768C fierul are constructia
cristalin C.V.C. si este feromagnetic. Aceast modificare este numit
fierul- o (Fe
o
). n intervalul 768910C fierul are aceiasi retea
cristalin dar este lipsit de magnetism, este nemagnetic (paramagnetic)
- aceast modificare a fierului se numeste fierul- | (Fe
).
La temperatura de 910C fierul - | se transform n fierul cu
reteaua cristalin sub form de cub cu fete centrate si este numit fier-
C
A
*
Lichid
Au+L
L+Ce
I
C
E
Le
1
+Ce
I
Le
2
+Ce
I
Au+Ce
II
+Le
1
L
e
d
e
b
u
r
i
t
Pe+Ce
II
+Le
2 Pe+Ce
II
P
e
r
l
i
t
Q
Au+Ce
II
Fr+Au
G
P
S
F
Au
0,8 2,14 4,3 6,67
L
400
910
600
768
1100
D
K
0,02
1539
1392
1147
727
% , C
Fr+Pe
0
10 20
30
40
50 60 70 80 90 100
Fe
3
C, %
Fr
Q(0,006 %, C)
F
r
+
C
e
I
I
I
22
(Fe
y
). n sfrsit, la temperatura 1392C fierul - trece din nou n cub
cu volum centrat. Aceast modificare, numit fier- o (Fe
), exist pn
la temperatura de topire.
Carbonul exist n natur n dou modificri: ca grafit si ca
diamant.
Grafitul are reteaua cristalin hexagonal cu legturi
interatomice puternice n straturi si foarte slabe ntre aceste straturi.
Temperatura de topire a grafitului e de~ 5000C. Diamantul prezint
o structur simetric cubic cu fortele de actiune interatomice foarte
nalte - aceast structur se obtine n conditii specifice de presiune si
temperatur nalt.
Avnd atomii de dimensiuni mici, carbonul formeaz solutii
solide de ptrundere a carbonului n interstitiile retelei fierului.
Limitele de dizolvare a carbonului variaz considerabil n functie
de tipul retelei cristaline a fierului si de conditiile termice.
Solutia solid a carbonului n modificrile de fier o, | si o poart
denumire deferit (Fr). Valorile maxime a carbonului n ferit sunt: la
727C - 0,02 % (punctul P), iar la temperatura de camer - 0,006 %
(punctul Q).
Solutia solid a carbonului n fier - se numesteaustenit (Au).
Cantitatea maxim a carbonului dizolvat n fier - este de 2,14 % la
1147C (punctul E).
n afar de solutii solide, fierul formeaz cu carbonul, la
6,67 % C, o compozitie chimic cu formula Fe
3
C, care a fost numit
cementit (Ce). Cementita se caracterizeaz prin legturi puternice
ntre atomii deFe si C si prin duritate nalt. Totodat, cementita este
o substant energetic instabil care, la anumite conditii, se descompune
cu formarea carbonului liber sub form de grafit.
n continuare vom face o analiz succint a diagramei Fe C.
Mai sus de linia ACD (linia lichidus) toate aliajele se afl n
stare lichid, iar mai jos deAECD (linia solidus) - n stare solid.
Transformrile fazice sub linia solidus poart denumirea de
recristalizare sau cristalizare secundar, ele sunt motivate de
transformri polimorfice ale fierului.
23
Linia AC indic temperaturile de formare a austenitei din
topitur, linia CD - de formare a cementitei din faza lichid (Ce
I
-
cementit primar).
LiniaAE este locul finisrii de formare a austenitei. Pe liniaGS
ncepe si peGP se termin formarea feritei din austenit, iar mai jos de
liniaES (indic variatia solubilittii carbonului n fier - ) surplusul de
carbon prseste austenita si formeaz cementit, numit secundar
(Ce
II
). LiniaPQ reprezint variatia solubilittii carbonului n fier - o ,
mai jos de ea surplusul de carbon din nou formeaz cu fierul
cementit, numit dejater(ial (Ce
III
).
Un rol deosebit n diagrama Fe - C apartine punctelor C si S si
liniilor ECF si PSK.
n punctul C (4,3 %, 1147C) si pe liniaECF, la rcire, din faz
lichid concomitent cristalizeaz dou faze: austenit si cementit,
formnd amestec mecanic. Astfel de proces se numeste reac(ie
eutectic, iar amestecul obtinut (eutectic) a fost numit ledeburit
(Le):
L
c
Le
1
(Au
E
+Ce
I
F
).
Un proces analogic, dar n stare solid, are loc n punctul S (0,8
% C, 727C) si pe liniaPSK: la rcire, din austenit se produce un
amestec mecanic format din ferit si cementit (secundar). Acest
proces a fost numit reactie eutectoid, iar amestecul obtinut
(eutectoidul) se numesteperlit:
Au
S
Pe (Fr
P
+Ce
II
K
).
Prin urmare, sub temperatura de 727C, se schimb si
compozitia ledeburitei:
Le
1
Le
2
(Pe +Ce
II
K
).
Aliajele din sistemul Fe - C se clasific astfel: cu continutul de
1147C
727C
727C
24
carbon ntre 0 si 0,02 % C ele poart denumirea de ferite sau fier
tehnic, ntre 0,02 si 2,14 % - o(eluri - carbon, iar cele cu continutul
de carbon n intervalul 2,14...6,67 % se numesc fonte.
Conforn diagramei de echilibru Fe - C deosebim urmtoarele
tipuri de otel carbon: hipoeutectoide (0,02...0,8 % C), eutectoid (0,8
% C), si hipereutectoide (0,8...2,14 % C).
Respectiv, se cunosc urmtoarele tipuri de font: hipoeutectic
(2,14...4,3 % C), eutectic (4,3 % C) si hipereutectica (4,3...6,67 %
C).
Schematic structurile acestor aliaje sunt prezentate n figurile 2.2
si 2.3.
Fig.2.3. Structurile fontelor albe:
a hipoeutectic; b eutectic; c hipereutectic
Fig. 2.2. Structurile otelurilor-carbon:
a hipoeutectoid; b eutectoid; c hipereutectoid
a b c
Pe
Fr
Pe
Pe
Ce
II
a b c
Ce
II
Pe
Le
Le
Le
Ce
I
25
Aliaje fier-carbon
A. Fonte
Fontele, prezentate n diagrama de echilibru, se numesc fonte
albe. Continutul de carbon n ele, n exces, fat de oteluri, se gseste
sub form de cementit. Din cauza durittii si fragilittii ridicate ale
cementitei si ledeburitei, prezente n structura fontei albe, utilizarea ei
la producerea articolelor este limitat.
Fonta alb se foloseste la confectionarea pieselor ce
functioneaz la uzare prin frecare sau compresiuni: cilindri de laminor,
tvlugi pentru mori, roti de vagoane, axe cu came pentru motoare cu
ardere intern si al. n constructie din font alb se confectioneaz
calorifere, articole de tehnic sanitar, tevi s.a.
Partea major a fontelor produse (80 - 85 %) se foloseste n
calitate de materie prim la elaborarea otelurilor si fontelor de
constructie (fontelor cenuyii), n care o parte de carbon se contine n
stare liber sub form degrafit (Gr).
Propriettile fontelor cenusii si, respectiv, utilizarea lor sunt
determinate de forma si dimensiunile incluziunilor de grafit, si de tipul
bazei metalice a acestora care poate fi feritic, perlitic si feritico-
perlitic.
n functie de forma grafitului se cunosc urmtoarele categorii de
fonte:
- fonte cenuyii, n care incluziunile de grafit au form de foite
(n sectiune -filamente);
- fonte maleabile, n care grafitul are form de cuiburi;
- fonte nodulare, n care grafitul are form de bile, noduli.
Schematic, structurile acestor fonte sunt prezentate n figura 2.4.
26
Fig. 2.4. Structurile fontelor cenusii:
a - font cenusie; b - font maleabil; c - font nodular
(pentru toate felurile baza metalic este ferit)
Fontele cenuyii, n dependent de structura bazei metalice, pot
fi: feritice, feritico - perlitice, perlitice. Fontele cenusii se obtin n baz
de cristalizare a fontei brute cu viteza mic de rcire si adaosul n
topitur, ca modificator, circa 2 % de Si.
Conform GOST 1412-79 fontele cenusii se noteaz cu literele
CH (c ep t u y ry n ), urmate de cifre, ce indic limita de rezistent la
tractiune [x10 MPa]: Cu 10, Cu 12 - feritice; Cu 15, Cu 20 -
feriticoperlitice; Cu 21, Cu 24, Cu 25, Cu 30, Cu 40 Cu 45 -
perlitice.
n Romnia, conform STAS 568-82, fontele cenusii se noteaz
cu litereleFc (fonte cenusii) si cifre ce reprezint limita rezistentei la
tractiune [MPa]: Fc 100, Fc 150, Fc 200 etc.
Din fontele cenusii se confectioneaz prin turnare piese masive:
batiuri ale masinilor-unelte, bucse de antifrictiune, corpuri de
mecanisme, pistoane, cilindri s.a.
Fontele maleabile se obtin prin recoacerea fontei albe la
temperatura de aproximativ 950 C n decurs de cteva zile.
Forma mai compact a grafitului n fonta maleabil aduce la
cresterea considerabil a limitei de rezistent la tractiune, totodat, se
mreste si plasticitatea n comparatie cu fontele cenusii.
Aceste fonte se noteaz, conform GOST 1215-79, cu literele
a b c
Fr
Gr
Fr
Gr Gr
Fr
27
KH (xonxn u y ry n ) si dou grupe de numere: primul arat limita
rezistentei la rupere [x10 MPa], iar al doilea - alungirea relativ (%).
De exemplu Ku 30-6; Ku 33-8; Ku 35-10; Ku 45-7; Ku 80-
1,5.
Conform STAS 569-79 fontele maleabile se noteaz cu literele
Fma, Fmn, Fmp (F - font, m - maleabil, a - alb. n - neagr, p -
pestrit) si cifrele adugate ce reprezint minim la rupere, n MPa:
Fma 400, Fmn 350, Fmp 600, Fmp 700 etc.
Propriettile mecanice superioare ale fontelor maleabile au fcut
posibil utilizarea lor pentru executarea unor piese de mare
important: cartere de reductoare, punti-spate pentru autovehicule,
bucse, crlige etc.
Fontele nodulare se obtin prin modificarea fontelor eutectice
sau hipereutectice cu cantitti mici de magneziu (pn la 0,07...0,1 %)
sau ceriu (0,02...0,04 %). Prin influenta modificatirilor grafitul obtine
forma sferoidal (nodular), iar propriettile mecanice ale fontelor
nodulare se apropie de propriettile otelului turnat, pstrnd avantajele
specifice fontelor. Aceasta a servit la utilizarea fontelor nodulare
pentru fabricarea arborilor de motoare, pieselor pentru prese, pompe,
tractoare, masini electrice etc.
Notarea conform GOST 7293-85 se face cu literele BH
(nt c oxon p ou nt u y ry n ) si cifrele ce indic limita rezistentei la
rupere [x10 MPa]: Bu35... Bu100.
n Romnia fontele nodulare se noteaz cu litereleFgn (font cu
grafit nodular) urmate de dou numere: primul indic limita rezistentei
la rupere, n MPa, iar al doilea - alungirea relativ, n % (STAS 6071-
82); Fgn 370-17, Fgn 400-12, Fgn 450-5, Fgn 500-7, Fgn 800-2.
B. O(eluri
Prelucrarea fontei n otel const n micsorarea continutului de
carbon si altor elemente nsotitoare. Aceste procese se produc prin
oxidarea lor, iar apoi, prin dezoxidare si aliere, se continu eliminarea
elementelor duntoare, a gazelor si a incluziunilor nemetalice,
28
realiznd, totodat, compozitia prescris a mrcii respective de otel. n
prezent otelul se elaboreaz prin trei procedee de baz: prin suflare de
aer sau oxigen n convertizoare: n cuptoare cu flacr dup procedeul
Martin; n cuptoare electrice.
Elementele nsotitoare (Mn, Si, S, P, N, O, H) influenteaz
propriettile otelurilor n felul urmtor:
manganul mreste rezistenta mecanic, micsoreaz fragilitatea
la rosu, pe care o cauzeaz sulful;
siliciul ridic simtitor rezistenta mecanic si limita de curgere,
micsoreaz stantarea;
sulful este un element nociv pentru oteluri: el reduce
plasticitatea si rezistenta mecanic, rezistenta la uzur prin frecare si la
coroziune, formeaz sulfura FeS, care cauzeaz fragilitatea la rosu;
fosforul confer otelului fragilitatea la rece (fragilitatea la
albastru), reduce plasticitatea materialului;
azotul, oxigenul si hidrogenul formeaz n oteluri oxizi fragili,
nitrati sau spatii cu gaze, care devin concentratori de tensiuni si duc la
scderea propriettilor mecanice.
Conform domeniului de utilizare otelurile - carbon se mpart n
dou categorii mari: de constructie si de scule.
Cele de constructie, la rndul su, se mpart n:
- otel-carbon de uz general, obisnuit;
- otel-carbon de calitate;
- otel pentru prelucrare la masini-unelte automate.
O(elurile de construc(ie cu destina(ie general, conform
GOST 380-88, se mpart dup destinatie si dup propriettile
garantate, n 3 grupe: A - livrate dup propriettile mecanice, F -
livrate dup compozitia chimic, B - dup propriettile mecanice si
compozitia chimic.
Ele contin: sulf - 0,055...0,06 %, fosfor - 0,045...0,08 %.
Notarea acestui grup de oteluri, conform GOST 380 - 88, se
face cu litereleC1., urmate de cifrele 0, 1, 2, 3, 4, 5, 6. Aceste cifre
nu reprezint nimic, dect numrul ordinar, avnd n crestere
propriettile mecanice si cantitatea carbonului.
29
Simbolul otelului din grupele F sau B ncepe cu aceste litere, la
prima grup litera A nu se indic. Gradul de dezoxidare (reducerea si
eliminarea oxigenului aflat sub form de FeO si, respectiv, eliberarea
fierului) se indic prin adugarea la simbol a literelor: "xn" - xnn x m ax
c r ant , otel necalmat, "cn" - c n oxo nax c r ant , otel calmat, sau "nc" -
n ony c n oxo nax c r ant , otel semicalmat. De exemplu: Cr.1 nc; FCr.3
xn; BCr.6 cn.
n Romnia, conform STAS 500/2-80, otelurile carbon
obisnuite se noteaz cu litereleOL sauOT (O - otel, L laminat, T -
turnat), urmate de un numr, care indic rezistenta minim la rupere
prin tractiune, n N/mm
2
. De exemplu: OL - 300, OL - 500, OL - 700,
OT - 600 s.a.
Aceste oteluri se folosesc ca elemente de constructii metalice:
plci metalice de fundatie, parapete de scri, balustrade, plase de
armtur n constructii beton armat, ferme, rame, sine etc.
O(elul-carbon de calitate se elaboreaz conform GOST 1050-
74 n cuptoare Martin si electrice (calmat, semicalmat si necalmat) si
posed o compozitie chimic mai precis, precum si cantitti reduse
de elemente duntoare: S, P <0,04 %.
Otelurile acestui grup se noteaz cu dou cifre care indic
continutul mediu de carbon n sutimi de procent: 08, 10, 15, 20, ... 85.
Otelurile prevzute pentru executarea pieselor prin turnare dup cifre
au liter mareA: 15H, 45H etc.
Conform STAS 880-80 (Romnia) simbolurile acestor oteluri
cuprind litereleOLC (O - otel, L - laminat, C - de calitate) si cifre,
care indic continutul de carbon n sutimi de procent: OLC 10, OLC
20...OLC 60.
Otelurile-carbon de calitate se produc mai ngrijit si au o
cantitate mai sczut de sulf si fosfor. Calitatea mai bun le face apte
pentru confectionarea pieselor importante, solicitate la diferite sarcini,
inclusiv la socuri.
Otelurile cu continutul carbonului pn la 0,25 % nu se trateaz
termic, dar se supun cementrii, se stanteaz usor si posed o
sudabilitate ridicat, iar cele cu C >0,25 % si mresc eficient duritatea
30
prin tratare termic (clire si revenire).
Otelurile 05xn, 08xn, 10xn, 20xn se folosesc pentru producerea
pieselor cu pereti subtiri (caroseria auto, discuri, saibe etc), 08cn, 10cn
n constructii metalice si alte obiecte (redresoare, tevi), efectuate prin
sudare.
Din otelurile 40, 50, 55 se produc piese de tip: arbori cotiti, roti
dintate, melci, came, tije etc.
Din otelurile 60, 65 se produc piese cu rezistent ridicat,
combinat cu elasticitate: excentrice, arcuri, resorturi etc.
O(elurile-carbon de scule se caracterizeaz prin calitatea
nalt (S, P < 0,04 %) si cantitatea mare de carbon (0,7... 1,3 % C).
Conform GOST 1435-99 ele se noteaz prin literaY si cifre,
care indic continutul mediu de carbon n zecimi de procente: V7, V8,
V9, V10, V12, V13.
n Romnia (STAS 1700-80) simbolizarea include un grup de
litere OSC (O - otel, S - scule, C - de calitate) si cifre care, la fel,
reprezint continutul mediu de carbon n zecimi de procent: OSC 7,
OSC 8, OSC 10, OSC 11, OSC 13.
Otelurile de scule pstreaz o duritate si proprietti aschietoare
bune n conditiile termice pn la 200-250 C.
Din aceast cauz, precum si din cauza clibilittii reduse, din
ele se execut scule care lucreaz la viteze de aschiere mici sau
moderate:
V7 - ciocane de forjare la cald, baroase, foarfece, surubelnite,
scule de tmplrie, clesti - patent s.a.;
V8 - puncttoare, matrite pentru materiale plastice, dlti
pentru piatr s.a.;
V9 ferstrie pentru lemn, piese de uzur la masini agricole,
burghie s.a.;
V10, V12, V13 - filiere, burghie, freze, alezoare pentru metale
moi, calibre, matrite, cutite de strunjire, instrumente chirurgicale,
brice, pile etc.
Otelurile-carbon de calitate si de scule cu continutul mai redus
de impuritti duntoare (S, P <0,03 %) se numesc oteluri superioare
31
si la coada mrcii respective se adaug literaA (GOST 1050-88) sau
X (STAS 880-88): 45A, 08A, OLC45X etc.
Otelurile pentru prelucrarea la strunguri automate au o cantitate
ridicat de sulf si fosfor pentru majorarea fragilittii aschiei. Ele se
noteaz dup GOST 1414-75 prin literaA, urmat de cifra care indic
continutul mediu de carbon n sutimi de procente: A12, A20, A30,
A40. Conform STAS 1350-89 otelurile pentru prelucrare la masini-
unelte automate se noteaz cu litereleAUT urmate de dou cifre, ce
indic continutul mediu de carbon n sutimi de procente: AUT 40,
AUT 50 etc.
C. O(elurile aliate
Pentru obtinerea propriettilor fizico-mecanice, chimice si
tehnologice avantajoase n otelurile - carbon n mod voit se introduc
elemente de impurificare (de aliere). Acest procedeu se numeste
procedeu de aliere, iar otelurile obtinute sunt numite oteluri aliate.
Conform GOST 4543-71 otelurile aliate se noteaz cu cifre, care
indic continutul de carbon n sutimi de procent, urmate de un grup de
litere si cifre. Literele reprezint elementul de aliere (A - azot, F - bor, B
- wolfram, I - manganul, D - cupru, K - cobalt. M - molibden, H -
nichel, R - aluminiu, C - siliciu, X - crom s.a.m.d.), iar cifrele ce stau
dup litere - continutul acestor elemente n procente. De exemplu: otel
18X2H4 posed 0,18 % C, 2 % Cr si 4 % Ni. Lipsa cifrelor n capul
mrcii sau dup litere nseamn prezenta carbonului si a elementelor de
aliere n jurul la un procent, de exemplu : otel 35IC are 0,35 % C, ~1
% Mn si ~1 % Si, sau otel de marc XBI 1 % C, 1 % Cr, 1% W, 1
% Mn.
n Romnia (STAS 791-80) otelurile aliate sunt notate printr-
un grup de cifre, urmat de un grup de litere si la urm un alt grup de
cifre cu urmtoarea semnificatie: primele cifre arat continutul mediu
de carbon n sutimi de procent; literele - simbolurile elementelor de
aliere; ultimele cifre indic continutul mediu, n zecimi de procent, al
elementului principal de aliere, al crui simbol este scris imediat
32
anterior cifrelor. De exemplu: 21 MoMnCr12 care se decifreaz n
felul urmtor - 0,21 este % de C; 0,2 - 0,3 % de Mo; 0,8 - 1,2 % de
Mn si 1,2 % de Cr.
Otelurile de constructie slab aliate (cantitatea sumar a
elementelor de aliere mai mic de 2,5 %) se folosesc pentru constructii
metalice de nalt responsabilitate si ca armtur la producerea
betonului armat.
ALIAJE N BAZA CUPRULUI
Cuprul (arama) posed plasticitate ridicat (o ~45 %), termo- si
electroconductibilitate foarte nalte, rezistenta la coroziune.
Temperatura topirii -1083C, greutatea specific 8,9 g/cm
3
.
Principalele aliaje n baza cuprului sunt: alamele - aliaje ntre
cupru si zinc si bronzurile - aliaje ntre cupru si alte elemente, cu
exceptia zincului.
Conform GOST 15527-2004 alamele obisnuite se noteaz cu
literaA (nar y nt ) si cifre, ce indic continutul de aram n %: H59,
H75, H90 etc. Alamele speciale (aliate) se noteaz cu literaA urmat
de un grup de litere si cifre. Literele reprezint elemente de aliere, iar
cifrele-continutul acestor elemente n ordinea respectiv. De exemplu:
HC59-1 (H - alam (nar y nt ), C - Pb, 59 - % Cu, 1 -% Pb); HAH 50-
2-3 (H - alam, A Al, H Ni, 50 - % Cu, 2 - % Al, 3 - % Ni).
Conform STAS 95-75, 199/1-80, 199/2 (Romnia) notarea alamelor
obisnuite include simbolurile elementelor de baz (Cu,Zn), urmate de
cifre, care conform continutul zincului: CuZn 5, CuZn 10, CuZn 40
etc. Pentru alame speciale n continuare la acest grup de litere si cifre
se adaug simbolurile elementelor de aliere si continutul lor n
procente (dac cifra lipseste aproximativ 1 %). De exemplu:
CuZn33Pb2 are n componenta sa 65 % Cu, 33 % Zn, 2% Pb;
CuZn40Mn2Al 53 % Cu, 40 % Zn, 2 % Mn si 1 % Al.
Alamele se utilizeaz la fabricarea pieselor, obiectelor ce
functioneaz n mediile agresive - conductelor, tevilor, robinetelor,
coliviilor de rulmenti, lagrelor, bucselor, armturilor etc.
33
Bronzurile se noteaz (GOST 5017-74) cu litereleBp. (p onsa )
urmate de un grup de litere si cifre; literele indic elemente
componente, n afar cuprului iar cifrele - continutul acestor
elemente, de exemplu: Fp .Ou10 - 1 se decifreaz n felul urmtor:
Fp.- bronz (p onsa ), O - Sn(onono), u - P (] oc ] op ), 10 - % de Sn,
1 - % de P.
n Romnia (STAS 95-76, 203-75 s.a.) principiul de notare a
bronzurilor este tot acelasi ca si al alamelor. De exemplu: CuSn 12
contine 88 - %Cu si 12 - %Sn; CuSn5Zn5Pb5 contine 85 - %Cu, 5 -
%Sn, 5 - %Zn, 5 - %Pb; CuAl10Fe3 87 - %Cu, 10 - %Al, 3 - %
Fe etc.
Utilizarea bronzurilor este mult mai larg, datorit variettii de
compozitie, si respectiv, a propriettilor nalte mecanice, anticorosive,
antifrictiune s.a. Ele se folosesc la fabricarea conductelor, armturilor,
pieselor din industria chimic, flanselor, elicelor la vapoare, paletelor
de turbine, furniturilor sanitare, elementelor decorative si de ngrdire
la constructii etc.
PARTEA PRACTIC
Partea practic const n examinarea la microscop a probelor
aliajelor metalice, identificarea acestor aliaje si completarea (tab.2.1).
Tabelul 2.1
Analiza microscopic a aliajelor metalice
Desenul
microstructurii
Constituen(ii
structurali
Denumirea yi
caracteristica
aliajului,
marca
Utilizarea n
construc(ie
de mayini
34
CONTINUTUL DRII DE SEAM
1.Denumirea lucrrii.
2.Scopul lucrrii.
3.Partea teoretic (cu diagrama Fe-C).
4.Partea practic - examinarea si caracterizarea probelor ale aliajelor
metalice.
NTREBRI DE CONTROL
1. Ce este aliaj metalic?
2. Ce tip de constituentii structurali se obtin n aliaje?
3. Ce prezint diagrama de echilibru?
4. Caracterizati fierul si carbonul.
5. Ce este ferita, austenita, cementita, perlita, ledeburita?
6. Explicati transformrile n diagrama de echilibru Fe-C.
7. Fonte albe: structura, propriettile, utilizarea.
8. Fonte cenusii: fabricarea, structura, propriettile, simbolizarea,
utilizarea.
9. Fonte maleabile: obtinerea, structura, propriettile, simbolizarea,
utilizarea.
10. Fonte nodulare: obtinerea, structura, propriettile, simbolizarea,
utilizarea.
11. Ce se numeste font, otel-carbon?
12. Clasificarea otelurilor-carbon.
13. Otelurile-carbon de uz general: structura, simbolizarea, utiliza-rea.
14. Otelurile-carbon de calitate: structura, simbolizarea, utilizarea.
15.Otelurile-carbon de scule: structura, simbolizarea, utilizarea.
16 Otelurile-carbon pentru prelucrare la masini-unelte automate:
simbolizarea si utilizarea.
17. Oteluri aliate: definirea, clasificarea, simbolizarea, utilizarea.
18. Propriettile cuprului.
19. Alamele: definirea, clasificarea, simbolizarea utilizarea.
20. Bronzurile: definirea, clasificarea, simbolizarea, utilizarea.
35
Lucrarea de laborator nr. 3
CLIREA $I REVENIREA OTELULUI
Scopul lucrrii : cunoasterea tehnologiilor clirii, revenirii
si metodelor de determinare a durittii.
Materiale yi utilaje: cuptor pentru nclzirea epruvetelor,
vase cu medii de rcire, garnitur de epruvete din otel - carbon,
aparate pentru determinarea durittii conform metodelor Brinell si
Rockwell, cleste, hrtie abraziv.
NOTIUNI GENERALE
Tratamentul termic (T.T.) constituie totalitatea operatiilor
de nclzire, mentinere si rcire a probelor metalice conform unui
regim determinat, n scopul schimbrii structurii microscopice
pentru a le comunica diverse proprietti: rezistent la rupere,
duritate, rezistent la uzur, prelucrabilitate etc.
Tratamentul termic poate fi prealabil si final.
Tratamentul termic final determin propriettile
suprafetelor de munc ale pieselor finite. Variatia propriettilor
otelurilor dup tratamentul termic este determinat de schimbarea
structurii microscopice.
n prezenta lucrare se studiaz variatia structurii si a
propriettilor otelului-carbon dup clire si revenire.
CLIREA OTELULUI
Scopul clirii este majorarea durittii si rezistentei la uzare
a otelurilor.
Pot fi supuse clirii numai metalele si aliajele ce suport
transformri de faz n starea solid. Temperatura de nclzire se
alege mai sus de temperatura transformrilor de faz. Dup
mentinerea la aceast temperatur se efectueaz rcirea cu o vitez
36
destul de mare pentru asigurarea unei structuri n afar de
echilibru. Dup clire este majorat duritatea si rezistenta la
rupere.
Clirea este caracterizat prin temperatura de nclzire,
prin timpul mentinerii si regimul de rcire.
nclzirea la clire trebuie s asigure structura austenitic
sau austenito-cementitic. Prezenta structurii feritice nu asigur
scopul clirii si poate fi prezent doar n cazuri separate.
Temperatura la nclzire pentru clire se determin pentru
otelurile hipereutectoide din corelatia t
cl
= A
3
(linia GS) +
(30...50)
C, iar pentru cele eutectoide si hipoeutectoide cu
30...50
C mai sus de punctul A
1
(linia PSK) (fig.3.1).
Mentinerea la temperatura de nclzire trebuie s fie
suficient pentru formarea total a austenitei (se determin dup
dimensiunile probei si temperatura de nclzire).
Fig. 3.1. Alegerea temperaturii de clire pentru otelurile - carbon
Structura otelurilor dup clire este influentat de viteza de
clire. Exist dou tipuri de transformare a austenitei suprarcite:
prin difuzie (n amestec de ferit cu cementit) si fr difuzie (n
martensit).
0,2
0,8 1,2
C
1,6 %, C
700
800
900
1000
1100
A u s t e n i t
Pe+Ce
II
Au+Ce
II
Q
S
Fr
G
0,4 0,6 1,0 1,4 1,8 2
K
2,2
600
Pe+Fr
P
E
Au+Fr
37
Amestecul de ferit cu cementit la transformarea
austenitei prin difuzie, n dependent de gradul de suprarcire sau
de viteza de rcire, are diverse grade de dispersie si poart
denumirile: perlit, sorbit si troostit.
La limitele dintre lamelele de ferit si cementit apar
tensiuni, ce durific otelul.
Perlita este un amestec mai grosolan si are duritatea
n limitele 180...250 daN/mm
2
. Sorbita este mai dispers dect
perlita si are duritate de la 250 pn la 350 daN/mm
2
. Troostita
este cea mai dens structura cu duritatea de 350...450 daN/mm
2
.
Transformarea austenitei fr difuzie n martensit are loc
la viteze mai mari de cea critic. Se numeste vitez critic de
clire viteza minim pentru obtinerea numai a martensitei.
Aceast transformare const n rearanjarea atomilor de fier din
reteaua C.F.C n reteaua C.V.C. cu pstrarea cantittii de atomi ai
carbonului.
Prin urmare cantitatea supraabundent a carbonului
modific reteaua cristalin a fierului si o transform din cubic n
tetragonal. Gradul de tetragonalitate al acestei retele (c/a >1)
depinde de cantitatea carbonului (nivelul de suprasaturatie).
Martensit este o solutie suprasaturat a carbonului n
fierul cu volum centrat cu retea tetragonal.
Sporirea cantittii de carbon n martensit, odat cu
mrirea gradului de tetragonalitate, duce la intensificarea
distorsiunilor retelei si la majorarea durittii.
Alegerea vitezei de rcire se execut cu ajutorul datelor din
tabelul 3.1.
38
Tadelul 3.1
Viteza de rcire pentru diverse medii
Mediul de rcire
Viteza de rcire, C/s
650...550 300200
Solutie de clorur de sodiu n ap
(10%)
1100 300
Solutie de sod caustic n ap (10 %) 800 270
Acid sulfuric n ap (10 %) 750 300
Apa la 18C 600 270
Apa la 50C 100 200
Apa la 75C 30 270
Ap cu spun 30 200
Emulsie de ulei n ap 70 20
Ulei de transformator 120 25
Ulei mineral de masin 150 30
Toate structurile obtinute la clire sunt metastabile,
tensionate, fragile si, de aceea, ulterior trebuie supuse revenirii.
Revenirea este destinat nlturrii tensiunilor de clire si
obtinerii structurilor mai stabile.
Exist revenire nalt (temperatura nclzirii ~600
C),
medie (~400
C) si joas (~200
C).
Cu ct este mai nalt temperatura de revenire, cu att se
micsoreaz mai mult tensiunile de clire.
Timpul mentinerii la temperatura revenirii depinde de
dimensiunile probei, iar rcirea se produce, de obicei, la aer.
DETERMINAREA DURITTII
Duritatea este o caracteristic important a propriettilor
mecanice.
Se numeste duritate proprietatea oricrui material, corp fizic
de a opune rezistenta la ptrunderea n suprafetele lor unui corp
din exterior, mai dur si nedeformabil.
39
Exist cteva metode de determinare a durittii (prin
penetrare, zgriere s.a.) Mai frecvente n practic sunt metodele de
adncire a penetartorului la preseleT$ (cu bil metoda Brinell)
si TC (cu con metoda Rockwel).
Determinarea durit(ii conform metodei Brinell. Prin
aceast metod se determin rezistenta pe care o opune un
material la ptrunderea n el a unei bile din otel clit de diametrul
D sub actiunea unei sarcini constante P care actioneaz un timp
dat (fig. 3.2).
Diametrul D al bilei se alege n functie de grosimea
materialului. Bilele folosite n practic au diametrele de 10; 5 si
2,5 mm. Bila cu diametrul de 10 mm se foloseste la piesele cu
grosimea de peste 6 mm. Bila cu diametrul de 5 mm este folosit
pentru piese cu grosimea n limitele36mm. La grosimea piesei
mai mic de 3 mm se utilizeaz bila cu diametrul de 2,5 mm.
Fig. 3.2. Schema de ncercare a durittii conform metodei Brinell
Alegerea sarcinii P se face n functie de natura materialului,
prin corelatiaP = kD
2
.
Constanta k are valoarea 30 (pentru oteluri si fonte); 10
(pentru alame, bronzuri); 2,5 (pentru aliaje antifrictiune).
Duritatea Brinell se noteaz HB ( H - prima liter a
cuvntului englezesc Hardness - duritate; B - prima liter din
cuvntul Brinell - metoda Brinell) si este egal cu raportul dintre
sarcina aplicat P si aria amprentei sfericeF, lsate de bil:
h
D
P
d
40
HB = P/F [ daN / mm
2
] .
Aria F se obtine din corelatia :
, ,
2 2
d D D
2
D
F =
t
,
unded este diametrul calotei sferice (amprentei), mm.
Pentru comoditate valorile durittilor pentru diametrele d =
2...6 mm sunt calculate si prezentate n tabeluri specializate.
Notarea deplin a durittii Brinell contine simbolul HB si valoarea
numeric, de exempluHB 218, HB 400 etc.
Determinarea durit(ii conform metodei Rockwell. n
aceast metod se utilizeaz un penetrator (corp de ptrundere) de
diamant de form conic cu unghiul la vrf de 120 sau o bil din
otel clit cu diametrul de 1,588 mm (fig. 3.3).
Aceast metod permite determinarea duritattii
materialelor brute si tratate termic. Cu alte cuvinte, metoda
Rockwell poate fi utilizat pentru determinarea durittii a
materialelor plastice (moale), precum si a materialelor foarte
dure.
Duritatea Rockwell se noteaz HR (H - Hardness; R -
Rockwell - metoda Rockwell) iar valoarea numeric a ei este
invers proportional cu mrimea adncirii penetratorului. Drept
valoare a unei unitti de duritate este deplasarea penetratorului la
0,002 mm, prin urmare unitti de msur a durittii dup
Rockwell sunt unitti conventionale.
n functie de corpul de ptrundere si valoarea sarcinii P
exist trei tipuri de ncercri si notri ale durittii Rockwell: HRA,
HRB si HRC.
n timpul acestor ncercri se aplic sarcina initial 10 daN
(P
0
) si respectiv suprasarcinile (P
1
) 50 (scaraA), 90 (scaraB), si
140 (scara C) daN. Notarea durittii materialului examinat se
realizeaz cu simbolurile numite (HRA, HRB, HRC) si valoarea
numeric, de exemplu HRA 20, HRB 40, HRC 50 etc.
41
Fig. 3.3. Schema de ncercare a durittii conform metodei
Rockwell
Pentru a determina duritatea conform metodei Rockwell este
necesar:
- de slefuit suprafetele de reazem si de ncercare cu ajutorul
hrtiei abrazive;
- de ales scara respectiv si de fixat greutatea respectiv;
- de fixat penetratorul necesar (pentr scrile A si C - con,
pentru scara B - bil);
- de aranjat epruveta pe msuta durimetrului;
- prin ridicarea msutei cu epruveta de efectuat forta initial
(ultima va fi cnd acul mic va coincide cu punctul rosu al
cadranului durimetrului);
- prin deplasarea cadranului de efectuat coinciderea
gradatiei zero scrii cu acul mare;
- de aplicat penetratorului suprasarcina prin apsarea pedalei
(nlturarea sarcinii se face n mod automat);
- de citit valoarea durittii care se determin prin pozitia
acului mare fat de cadran.
h
h
1
P
0
P
0
P
1
P
0
P
42
MODUL DE LUCRU
1. De studiat notiunile teoretice ale lucrrii.
2. De desenat partea diagramei Fe-C (vezi fig. 3.1).
3. De determinat temperatura de nclzire pentru clirea
probelor n conformitate cu diagrama Fier-carbon
(vezi fig. 3.1).
4. De determinat intervalul de timp pentru nclzirea
epruvetelor.
5. De determinat viteza de rcire, utiliznd tabelul 3.1.
6. De efectuat nclzirea si clirea epruvetelor n
conformitate cu regimurile alese pentru mrcile
respective de otel. Pentru aceasta, dup mentinerea
epruvetelor la temperaturile necesare, de le rcit n ap,
ulei si la aer (cte o prob). n timpul rcirii n ap si n
ulei de miscat intensiv si energic probele n lichid.
7. De slefuit dup rcire ambele sectiuni si de determinat
duritatea conform metodei Rockwell. Rezultatele se
vor nscrie n tabelul 3.2.
8. De construit curba variatiei durittii n dependent de
viteza de rcire.
CONTINUTUL DRII DE SEAM
1. Denumirea lucrrii.
2. Scopul lucrrii.
3. Scurte notiuni teoretice (desenati fig. 3.1).
4. Rezultatele clirii (tab. 3.2) si graficul duritatea - viteza
de rcire cu comentarii.
43
Tabelul 3.2
Rezultatele experimentale
N
r
.
e
p
r
u
v
e
t
e
i
M
a
r
c
a
o
(
e
l
u
l
u
i
Temperatura
de nclzire,
C
T
i
m
p
u
l
e
x
p
o
z
i
z
i
e
i
,
m
i
n
Mediul
de
rcire
Viteza
de
rcire,
C/s
D
u
r
i
t
a
t
e
a
,
H
R
C
Structura
conform
TT
1 Ap
2
Ulei de
mayin
3 Aer
NTREBRI DE CONTROL
1. Ce este tratamentul termic si ce modalitti de tratament
termic cunoasteti?
2. Care aliaje se clesc?
3. Ce reprezint clire si revenire?
4. Cum se alege temperatura de clire?
5. Structura otelurilor dup clire.
6. Caracteristica perlitei, sorbitei si troostitei.
7. Care este viteza critic de clire?
8. Ce reprezint martensit?
9. Menirea si tipurile revenirii.
10. Modalittile de determinare a durittii.
11. Ce este duritatea?
12. Metoda Brinell : caracteristica, metodica, notarea.
13. Metoda Rockwell: caracteristica, metodica, notarea.
14. Cum influenteaz viteza de rcire asupra durittii?
44
Lucrarea de laborator nr. 4
EXECUTAREA FORMEI TEMPORARE N DOU RAME
CU MODEL SECTANT
Scopul lucrrii: studierea fazelor de elaborare si realizare
a proceselor tehnologice de turnare n forme temporare.
Utilaje, materiale, scule: amestec de formare, amestec de
model si de umplutur; miez, confectionat prealabil din amestec
de miez; pudr de model; rame de formare (inferioar si
superioar); modelele retelei de turnare (piciorul plniei,
rsufltorul, capttorul de zgur etc.); planset sau plac de
formare; tasator manual, sit, lantet, troil, croset, rigl de lemn
sau de metal, vergea-ac de otel, lopat.
NOTIUNI GENERALE
Turnarea este procedeul tehnologic de realizare a pieselor
prin solidificarea aliajului topit ntr-o form adecvat scopului
urmrit.
Metodele diverse de turnare se pot clasifica n modul urmtor:
- turnarean forme temporare din amestec de formare obisnuit;
- procedee speciale de formare si turnare.
Folosirea turnrii, ca procedeu tehnologic, este dictat de
caracterul productiei care poate fi individual (sub 100 bucti), de
serie mijlocie 500 5000 buc., de mas - peste 20 000 buc.,
realizndu-se importante avantaje tehnico-economice fat de alte
procedee.
Fluxul tehnologic al procesului de turnare n forme temporare
const din urmtoarele etape:
45
4.1. Elaborarea procesului tehnologic
4.1.1. Proiectarea piesei turnate:
Fig. 4.1. Desenul piesei
Dup desenul piesei turnate (fig.4.1), conform GOST
3.1125-88, se noteaz indicatiile tehnologice, necesare pentru
confectionarea modelului si formei miezului, precum si
descrierea tuturor fazelor de executare, stabilire si calculul retelei
de turnare etc., tinndu-se seam de criteriul de baz: asigurarea
calittii superioare a piesei si utilitatea economic.
Principalele operatii sunt:
4.1.2. Alegerea planului de separa(ie
La aceast etap se va tine cont de faptul c prtile
responsabile si masive se cere a fi amplasate n semiforma
interioar, deoarece n partea de sus a piesei se acumuleaz multe
defecte: goluri, retasur, incluziuni nemetalice etc. Se va tine cont
de comoditatea formrii si demulrii (extragerii modelului)
(fig.4.2).
E necesar ca suprafetele de baz, prelucrate ulterior prin
aschiere s fie instalate n aceiasi semiform. Planul de separatie a
Fig. 4.2. Stabilirea planului de separatie a adaosurilor
46
modelului (M) si formei (F) se noteaz pe desenul piesei turnate,
indicnd superiorul (S) si inferiorul (I) ei. Pe desenul miezului se
indic directia de umplere a cutiei de miez si deschiderea cutiei de
miez.
4.1.3. Stabilirea adaosurilor
Pentru confectionarea modelului se vor prevedea trei tipuri de
adaosuri:
- adaosuri de prelucrare (3, fig.4.2), prevzute doar pe
suprafetele ce vor fi prelucrate ulterior prin aschiere (se
stabilesc conform GOST 1855-75, 26645-88 si se schimb n
functie de natura aliajului si dimensiunile piesei turnate de la
2,0 pn la 10,0 mm);
- adaosuri de contracie (3, fig.4.2), ce reprezint un surplus
dimensional , prevzut pentru a compensa contractia n stare
lichid a piesei turnate. Coeficientul de contractie se ia n
functie de natura aliajului, bunoar: fonta cenusie 1 %,
font maleabil 1,5 %, otel carbon 2 %, bronz 1,5 %,
alam 1,75 %, aliaje de aluminium 1,5 %;
- adaosuri tehnologice (1,2, fig.4.2) reprezint surplusuri de
material prevzute pe unele suprafete ale pieselor turnate si
cuprind adaosuri la turnarea golurilor si gurilor mici, sporuri
de nclinare a peretilor piesei turnate, adaosuri suplimentare
pentru fixarea piesei, nervuri etc.
La proiectarea piesei turnate se vor lua n considerare acele
variante tehnologice, care necesit folosirea unor adaosuri
tehnologice si de prelucrare ct mai reduse. La confectionarea
modelului se prevd conicitti, nclinri constructive si raze de
racordare, care sunt necesare pentru facilitarea demulrii.
Stabilirea dimensiunilor miezurilor dup GOST 38606-74,
185575 (fig.4.3).
Fig. 4.3. Desenul piesei turnate cu miez
47
4.2. Realizarea materialelor yi rechizitelor necesare
4.2.1. Confec(ionarea modelului
Modelul (fig.4.4) reprezint reproducerea suprafetei
exterioare a piesei de turnat, cu ajutorul cruia se obtine amprenta
(negativul piesei) n form.
Pentru piesele simple modelul const, de obicei, din dou
semimodele, ajustate una peste cealalt princepuri de ghidare (3,
fig.4.4) dup planul de separare. Pentru comoditatea demulrii,
semimodelul inferior este prevzut cu bucs cu filet (4, fig.4.4).
Dimensiunile modelului vor depsi dimensiunile piesei finite
la valoarea tuturor adaosurilor prevzute. n afar de aceasta
modelul va fi prevzut cu:
- proeminente, numite rci (2, fig.4.3) pentru sprijinirea si
asigurarea unei anumite pozitii ale miezului n form;
- conicit i (1, fig.4.4) ai peretilor verticali n vederea unei
pstrri mai bune a amprentei la demulare (valoarea
conicittilor nu depseste 1-3).
Modelul este confectionat din lemn (pentru produse unicate si
serie mic), mase plastice sau aliajele de aluminiu - pentru serii
mari si de mas, n aceste cazuri ele pot fi aplicate pe plci
metalice, alctuind un ansamblu denumit plac de model.
Modelele din lemn se protejeaz mpotriva umezelii prin
vopsire n culori conventionale: rou pentru font, albastru pentru
otel, galben pentru neferoase.
Mrcile miezului se vopsesc n negru, n timp ce suprafetele
de asamblare a semimodelelor - nverde. Durabilitatea miezurilor
Fig. 4.4. Modelul n ansamblu
48
constituie 100-200 forme (lemn) si 70 000 150 000 (plastic sau
metal).
4.3. Prepararea amestecurilor de formare
Amestecul de formare este alctuit din nisip cuartos, argil,
diferite adaosuri si ap.
Nisipul confer refractaritate amestecului si contine cca 98 %
de SiO
2
. Argila se contine n cantitti de 20 50 % si se remarc
prin plasticitate si refractaritate nalt. Adaosurile sunt folosite
pentru mbunttirea propriettilor tehnologice astfel, pentru
mrirea permeabilittii si compresibilittii se folosesc: rumegus de
lemn, pleav, turbe, iar pentru refractaritate cocs, grafit, crbune
etc. Apa ndeplineste functia deliant.
Amestecul de formare poate fi: de model (proaspt cernut),
care vine n contact direct cu modelul si de umplere (regenerat)
cu care se umple spatiul liber din ramele de formare. n sectiile de
formare mecanizat se foloseste un singur amestec de formare,
denumit unic. Sectiile de preparare a amestecurilor de formare
sunt dotate cu utilaje de sfrmare, omogenizare, clasare, sortare
si regenerare.
Amestecurile de formare trebuie s respecte urmtoarele
conditii tehnice:
a) refractaritate ridicat rezistenta la temperatura ridicat
a metalului topit;
b) plasticitate proprietatea de a se modela usor si a
forma exact amprenta;
c) rezistent mecanic rezistenta opus presiunii
exercitate de metalul lichid n form;
d) permeabilitate proprietatea de a permite eliminarea
gazelor din form;
e) compresibilitate proprietatea de a ceda presiunii fr
fisurare sub actiunea metalului topit.
Amestecurile de miez se obtin din nisip cuartos n amestec
cu lianti organici: dextrin, melas, lesie sulfuric, ulei, colofoniu,
49
silicat de natriu. Pentru mrirea rezistentei deseori se armeaz cu
retele din srm sau cu cuie de otel. Amestecurile de miez trebuie
s corespund acelorasi proprietti ca si cele de formare, ns la
un grad mai nalt.
4.4. Confec(ionarea miezurilor
Miezul, (fig.4.5) serveste pentru obtinerea suprafetelor si
cavittilor interioare ale piesei turnate, iar uneori si celor
exterioare. Miezul, (1, fig.4.6) se execut prin ndesarea
amestecului de miez n cutia de miez (fig.4.6), format din dou
jumtti (2, fig.4.6), strpunse de clem (3, fig.4.6). Dup batere,
cutia se deschide si miezul primit este trimis la uscare.
4.5. Re(ele de turnare
Umplerea cavittii formei cu metalul lichid se realizeaz
printr-un sistem de canale, care se numeste reea de turnare. Ea
trebuie s asigure umplerea rapid si linistit a formei fr a se
forma stropi sau vrtejuri si fr a se distruge peretii formei sub
actiunea dinamic a jetului de metal, s retin zgura, incluziunile
nemetalice, s repartizeze corect temperatura n form. Reteaua de
turnare este constituit din:
a) plnie care are o form tronconic si este destinat primirii
mai usoare a metalului lichid si mentinerii debitului de
aliaj lichid. Plnia retine partial o cantitate de zgur si
impuritti, mbunttind calitatea pieselor turnate;
b) piciorul plniei este canalul vertical care leag plnia de
colectorul de zgur;
Fig.4.5 Miezul
Fig. 4.6. Cutia de miez
50
c) colectorul de zgur este un canal orizontal ce leag
piciorul plniei de alimentator. El retine zgura, oxizii,
spuma si asigur ptrunderea linistit a metalului lichid n
alimentator. Colectorul are sectiune trapezoidal cu
nltime si lungime relativ mari pentru a da posibilitate
zgurii s se ridice la suprafat, datorit greuttii specifice
mai mici;
d) alimentatorii sunt zonele de atac ale metalului n cavitatea
formei. Ei au sectiune trapezoidal la plecare si
dreptunghiular la intrarea n pies cu o crestere usoar de
sectiune pentru a reduce viteza metalului;
e) sufltoarele sunt prevzute pe punctele superioare ale
modelului si reprezint canale cu iesire la suprafat prin
care este dezlocuit aerul din cavitatea formei, se degaj
gazele si prin intermediul crora se supraalimenteaz
forma, la necesitate. Rsufltoarele mai servesc si ca
semnalizatoare ale finalizrii turnrii metalului lichid;
f) maselotele sunt rezervoare, care se umplu cu metal pentru
alimentarea suplimentar a pieselor la solidificare n
scopul evitrii retasurii. Se prevd pe prtile de vrf ale
pieselor turnate din aliaje cu contractie mare.
Aria sectiunilor transversale ale elementelor retelei de turnare
se calculeaz ncepnd cu alimentatorul. Raportul ariilor
sectiunilor transversale este urmtorul: F
a
< F
c.z.
< F
p.p.
= F
a
: F
c.z.
:
F
p.p.
=1:1,1:1,5 (pentru font cenusie) sau 1:1,2:1,4 (pentru otel).
Retelele de turnare pot fi convergente (sectiunea minim este la
alimentator) folosite pentru font, oteluri, alame si divergente
(sectiunea minim este la baza piciorului plniei), folosite pentru
fonte albe, aluminiu, magneziu s.a.
4.6. Alte rechizite
Ramele de formare sunt niste cadre rigide si trainice din
materiale metalice n care se ndeas amestecul de formare. Pentru
centrarea ramelor se folosesc bucse si dibluri de ghidare.
51
Sculele de formare servesc pentru ndesare (bttoare,
tasatoate, ciocane, troile etc.), si finisarea formei (mistrii, lancete,
rigle etc.).
4.7. Procesul tehnologic de executare a formei
temporare
n tabelul 4.1. este prezentat schematic ordinea
operatiunilor n cazul executrii formei de turnare pentru pies din
fig. 4.1.
Tabelul 4.1
Ordinea executrii formei de turnare
Nr.
opera(ie.
Denumirea opera(iei Schema opera(iei
1 2 3
1
Asezarea pe sol a
plansetei
2
Asezarea ramei
inferioare pe planset
cu dispozitivul de
ghidare n jos
3
Asezarea
semimodelului
inferior cu planul de
separatie pe planset
4
Cernerea amestecului
de model peste
semimodel si
ndesarea lui cu
degetele
5
Tasarea (ndesarea)
amestecului de
formare cu partea
conic a tasatorului n
cercuri concentrice
52
Tabelul 4.1 (continuare)
1 2 3
6
Tasarea (ndesarea)
amestecului de
formare cu partea lat
a tasatorului n
cercuri concentrice
7
Rzuirea surplusului
de amestec ( 1- linial)
si xecutarea canalelor
de aerisire ( 2 ver-
gea metalic)
8
Rsturnarea ramei
inferioare cu 180
0
, si
asezarea acesteia pe
planset
9
Asamblarea
semimodelului
superior cu cel
inferior prin cepurile
de ghidare
10
Asezarea ramei
superioare ghidat pe
rama inferioar si
fixarea acesteia
11
Plasarea modelelor
pentru canalele
verticale ale retelei de
turnare
53
Tabelul 4.1 (continuare)
1 2 3
12
Repetarea operatiilor
4,5,6,7
13
Extragerea modelelor
pentru canale vertica-
le ale retelei de turna-
re, executarea plniei
de turnare si a canale-
lor de aerisire
14
Demontarea ramelor,
extragerea semimo-
delelor (demularea) si
asamblarea acestora
mpreun cu miezul
pentru obtinerea for-
mei de turnare asam
blate. Turnarea
15
Solidificarea si rci-
rea.
Dezbaterea si extra-
gerea piesei turnate
16
Retezarea retelei de
turnare si curtirea
54
MODUL DE LUCRU
1. Studiati notiunile generale si succesiunea operatiilor de
formare.
2. Executati manual forma unei piese.
3. Elaborati procesul tehnologic al unei piese date conform
variantei A sau B.
4. Stabiliti adaosurile de prelucrare si contractie (tab.4.2).
5. Executati urmtoarele desene:
a) schita piesei cu indicatiile de turnare;
b) schita modelului piesei si a miezului;
c) schita formei asamblate;
d) schita retelei de turnare;
e) forma gata de turnare.
Variantele piesei turnate
Varianta A
d
1
d
2
d
3
l
3
l
2
1
l
4
l
5 l
6 d
5 d
4
d
6
S
u
b
v
a
r
i
-
a
n
t
a
Dimensiuni, mm
C
l
a
s
a
d
e
e
x
e
c
u
t
a
r
e
e r i a -
d
1
d
2
d
3
d
4
d
5
d
6
l
1
l
2
l
3
l
4
l
5
l
6
1 300 180 116 60 134 220 550 132 94 320 160 190 1 Font
2 200 80 16 20 70 120 400 60 40 220 80 90 2 Otel
3 400 280 216 120 234 320 650 232 188 420 260 290 1 Font
4 450 330 266 170 284 370 700 282 248 470 320 340 2 Otel
5 500 380 310 220 334 420 750 342 290 520 370 390 1 Font
6 550 430 366 270 384 470 800 392 340 570 420 440 2 Otel
7 600 480 416 320 434 520 850 440 300 440 460 490 1 Font
8 650 500 450 370 480 570 900 490 350 490 500 510 2 Otel
55
Varianta B
1
3
5
4
d
5
d
3
d
2
d
1
h
2
h
1
h
3
S
u
b
v
a
r
i
-
a
n
t
a
Dimensiuni, mm
C
l
a
s
a
d
e
e
x
e
c
u
t
a
r
e
M
a
t
e
r
i
a
-
l
u
l
d
1
d
2
d
3
d
4
d
5
h
1
h
2
h
3
1 300 290 150 100 80 130 100 10 1 Otel
2 350 340 200 120 90 160 130 20 2 Font
3 400 350 240 130 100 200 160 20 1 Otel
4 450 355 300 140 110 230 200 20 2 Font
5 500 357 340 150 120 260 230 30 1 Otel
6 550 360 380 160 130 300 260 30 2 Font
7 600 363 420 170 140 340 300 30 1 Otel
8 650 365 460 180 150 380 340 40 2 Font
Tabelul 4.2
Adaosurile de prelucrare a pieselor turnate, mm pentru
Rz 40-80 (GOST 26645-88) (valoarea mai mic a adaosului
corespunde clasei I-i de executare, cea mare clasei a II-a)
Dimensiuni
de gabarit
maximal,
mm
Pozi(ia
suprafe(ei
la turnare
Dimensiunea nominal, mm
P
l
a
5
0
d
e
l
a
5
0
p
l
a
1
2
0
d
e
l
a
1
2
0
p
l
a
2
6
0
d
e
l
a
2
6
0
p
l
a
5
0
0
d
e
l
a
5
0
0
p
l
a
8
0
0
1 2 3 4 5 6 7
Piese turnate din font cenuyie
<120 sus 2,5-3,5 2,5-4,0
jos, lateral 2,0-2,5 2,0-3,0
56
Tabelul 4.2 (continuare)
1 2 3 4 5 6 7
120-160 sus 2,5-4,0 3,0-4,5 3,0-5,0
jos, lateral 2,0-3,0 2,5-3,5 2,5-4,0
260-500 sus 3,5-4,5 3,5-5,0 4,0-6,0 4,5-6,5
jos, lateral 2,5-3,5 3,0-4,0 3,5-4,5 3,5-5,0
500-800 sus 4,5-5,0 4,5-6,0 5,0-6,5 5,5-7,0 5,5-7,5
jos, lateral 3,5-4,5 3,5-4,5 4,0-4,5 4,5-5,0 4,5-5,5
800-1200 sus 5.0-6.0 4.0-5.0 4.5-5.0 4.5-5.0 5.0-5.5
jos, lateral 3.5-4.0 4.0-5.0 4.5-5.0 4.5-5.0 5.0-5.5
1250-2000 sus 5.5-7.0 6.0-7.5 6.5-8.0 7.0-8.0 7.0-9.0
jos, lateral 4.0-4.5 4.5-5.0 4.5-5.5 5.0-5.5 5.0-6.5
Piese turnate din o(el
<120 sus 3,5-4,0 4,0-7,5
jos, lateral 3,0-4,0 4,0-4,5
120-160 sus 4,0-5,0 5,0-6,0 6,0-7,0
jos, lateral 3,0-4,0 3,5-4,0 4,0-5,0
260-500 sus 5,0-6,0 5,0-7,0 6,0-7,0 7,0-8,0
jos, lateral 3,0-5,0 4,0-5,0 4,0-6,0 6,0-7,0
500-800 sus 5,0-7,0 6,0-8,0 7,0-9,0 7,0-10,0
jos, lateral 4,0-5,0 4,5-6,0 5,0-6,0 5,0-7,0
800-1200 sus 7,0-8,0 7,0-9,0 8,0-10,0 8,0-10,0
jos, lateral 5,0-6,0 5,0-7,0 6,0-7,0 6,08,0
1250-2000 sus 8,0-9,0 8,0-10,0 9,0-10,0 9,0-11,0
jos, lateral 6,0-7,0 6,0-7,0 6,0-8,0 7,0-8,0
Not: adaosurile de contractie la volum constituie - 1 %
pentru font si 1,2 % pentru otel.
CONTINUTUL DRII DE SEAM
1.Denumirea lucrrii.
2.Scopul lucrrii.
3.Scurte notiuni teoretice (cu figurile indicate n Modul de
lucru, p.5).
3.Procesul tehnologic de executare a formei temporare pentru
piesa indicat de profesor.
57
NTREBRI DE VERIFICARE
1.Ce reprezint procesul de turnare?
2.Ce componente servesc la prepararea amestecurilor de
formare si de miez?
3.Care este destinatia elementelor retelei de turnare?
4.Care este deosebirea dintre piesa finit si modelul acesteia?
5.Care este consecutivitatea formrii?
6.Ce este si cum se confectioneaz modelul?
7.Ce este si cum se confectioneaz miezul?
8. Cum se alege planul de separare?
9. Cum se determin adaosuri?
10.Conditii tehnice impuse amestecurilor de formare si de miez.
11.Destinatia rechizitelor de formare temporar (manual).
58
Lucrarea de laborator nr. 5
STUDIEREA PROCESULUI DE LAMINARE A
METALELOR
Scopul lucrrii: studierea conditiilor de laminare si
determinarea parametrilor tehnologici la prelucrarea metalelor
prin laminare, studierea utilajului tehnologic.
Utilaje, materiale, scule: laminor de laborator, benzi de
plumb sau aluminiu, subler.
NOTIUNI GENERALE
Laminarea este procedeul de prelucrare prin deformare
plastic, realizat prin trecerea fortat a semifabricatului prin
spatiul dintre doi cilindri care se rotesc n sensuri contrare.
Schema de principiu a procesului de laminare este
prezentat n figura 5.1. Semifabricatul initial 1, cu lungimeal
0
,
ltimea b
0
, si grosimea h
0
, se introduce ntre cilindrii 2,
rezultnd n final produsul 3, cu dimensiunilel
1
, b
1
, h
1
.
Fig.5.1. Schema de principiu a
procesului de laminare si geometria
zonei de deformare
Nemijlocit deformrii metalul este supus n spatiu dintre
cilindri, aflat ntre punctele de contact AG si jocul (deschidere)
b
m
b
1
b
0
o
h
0
o
E
B
O
F
C
G
D
V
c
V
c
A
1
2
3
h
1
x
59
ntre cilindri BC (fig. 5.1). Aceast zon (ABCG) poart
denumirea de focar de deformare. Parametrii geometrici de baz
ai cruia sunt: o (Z AOB) - unghiul de prindere, arcul de
contact AB, lungimea focarului AE, grosimeah
0
la intrare si h
1
la iesire, ltimeab
0
la intrare si b
1
la iesire.
Ca semifabricate initiale se folosesc: lingouri, bare
(blocuri) turnate continuu, produse laminate n prealabil
(blumuri, brame, tagle, platine) etc.
Prin laminare se obtin bare cu sectiunea ptrat, rotund,
hexagonal, oval etc. de dimensiuni standardizate precum si
profiluri: cornier, profil nI, profil nU, profil n T, profil n Z
cu dimensiuni n conformitate cu STAS sau GOST, table
groase, table subtiri, tevi cu custur si fr custur, profiluri
speciale.
n timpul laminrii se produce o reducere a grosimii -
Ah = h
0
- h
1
, crestere a ltimii Ab = b
1
- b
0
si a lungimii
Al = l
1
- l
0
semifabricatului.
Laminarea substantial modific propriettile
materialelor. Se modific structura dendritic a metalului turnat
n grunti dispersi, se lichideaz porozitti si microfisuri, se
micsoreaz segregarea, se formeaz macrostructura fibroas, ce
majoreaz propriettile mecanice.
Condi(ia de prindere a semifabricatului
Conditia de prindere a semifabricatului se determin
prin analiza fortelor ce actioneaz n punctul de contact A (fig.
5.2).
Fig.5.2. Conditia de prindere a
semifabricatului
P
y
o
0
X
E
F
x
P
x
N
x
N
F
A
58
n zona de contact, n momentul prinderii materialului,
ntre cilindrii de laminare si materialul ce se lamineaz
actioneaz dou forte: forta radial de deformare N si forta
tangential de antrenareF (datorit frecrii):
F = f N,
n caref este coeficientul de frecare.
Componenta vertical P
y
a rezultantei P
,
denumit fort
de deformare, are un efect de compresiune asupra materialului,
provocnd reducerea nltimii semifabricatului.
Componenta orizontal P
x
a rezultantei P determin
antrenarea semifabricatului ntre cilindri.
Prin urmare conditia necesar de prindere este:
F
x
> N
x
, sau
F cos o > N sin o .
Respectiv F / N > tg o sautg > tg o ,
unde este unghiul de frecare.
Avnd n vedere relatia F = f N rezult c coeficientul
de frecaref este egal cutg :
f ~ tg .
Asadar, conditia de prindere la laminare se exprim cu
relatiile: f > tg o, respectivtg > tg o sau > o .
Geometric unghiul de prindere o se determin din
relatia:
cos o = 1 - Ah / D,
undeD este diametrul cilindrilor.
n dependent de conditiile de laminare valorile
unghiului o sunt de 6 - 8 pentru laminarea la rece cu cilindrii
netezi si 18 - 22 pentru laminarea la cald cu cilindri profilati.
Lungimea zonei de deformarel
d
poate fi determinat din
relatia:
l
d
= R sin o (din A ABE) sau l
d
~
h RA
.
59
Parametrii tehnologici ai procesului de laminare
Laminarea poate fi caracterizat prin valorile absolute si
relative de deformare, si numrul de treceri. Valorile absolute
sunt: reducerea absolut Ah = h
1
h
0
, irea absolut
Ab = b
1
b
0
si alungirea absolut Al = l
0
l
1
, iar cele relative -
gradul de deformare c si coeficienii liniare de deformare , |
si .
Gradul de deformare c se determin prin valoarea
reducerii relative din relatia:
% 100
h
h
% 100
h
h h
0 0
1 0
A
=
= c
,
unde: Ah - reducerea absolut;
h
1
- grosimea final dup deformare;
h
0
- grosimea initial a semifabricatului nainte de
deformare.
Procesul de laminare poate fi caracterizat cu urmtorii
coeficieni de deformare: coeficientul de reducere (eboare)
= h
0
/h
1
, coeficientul de l ire | = b
1
/b
0
, coeficientul de
lungire =
1
/
0
.
La laminare se respect una din legile de baz a
proceselor de prelucrare a materialelor prin deformare plastic -
legea volumului constant. n conformitate cu aceast lege se
poate scrie:
h
1
b
1
l
1
= h
0
b
0
l
0
.
Utilaje folosite n procesul ale laminare
Principalul utilaj folosit la laminare se numeste laminor.
Laminorul este un complex tehnologic de masini si agregate
care execut nu numai laminarea propriu-zis, ci si transportul
si prelucrarea ulterioar.
60
Prtile componente principale ale laminorului (fig. 5.3)
sunt: 1- motorul electric; 2 si 3 - mecanismele de transmisie
dintre motor si cilindrii laminorului 5; compuse din reductorul
2; caja de angrenare 3 cu roti dintate si arborii de cuplare 4; 6 -
caja de laminare; 7 - mecanismele de reglaj (ce servesc la
modificarea distantei dintre cilindri), ghidajele (ce servesc la
dirijarea si conducerea metalului).
Fig.5.3. Schema laminorului
MODUL DE LUCRU
1. Studiati notiunile generale ale procesului.
2. Studiati utilajele folosite la laminare.
3. Executati laminarea unei benzi de plumb (3 - 4 treceri),
fixnd modificrile dimensionale, completati tabelul 5.1.
7
1 2
3
4 5 6
61
Tabelul 5.1
Rezultatele msurrilor si calculelor
N
r
.
t
r
e
c
e
r
i
i
Dimensiunile
ini(iale,
mm
Dimensiunile
dup trecere,
mm
c,
%
|
1 h
0
b
0
l
0
h
i
b
i
l
i
2
3
4
CONTINUTUL DRII DE SEAM
1. Denumirea lucrrii.
2. Scopul lucrrii.
3. Sintez a aspectelor teoretice ale laminrii.
4. Schema zonei de deformare (vezi fig. 5.1), a conditiei
de prindere (vezi fig. 5.2) si a laminorului (vezi
fig.5.3).
5. Calculele necesare pentru completarea tabelului 5.1.
NTREBRI DE CONTROL
1.Ce prezint procesul de laminare?
2.Ce modificri sufer materialul la laminare?
3.Care sunt prtile constituente ale laminorului?
4.Care e cauza aparitiei devansrii si scopul determinrii
ei?
5.Care sunt elementele geometrice ale zonei de
laminare?
6.Care sunt parametrii tehnologici ai procesului de
laminare?
7.Cum se determin conditia de prindere la laminare?
62
Lucrarea de laborator nr. 6
SUDAREA CU ARC ELECTRIC DESCOPERIT
(MANUAL). STUDIEREA SURSELOR PENTRU ARC LA
SUDARE $I STABILIREA REGIMULUI DE SUDARE
Scopul lucrrii: studiul bazelor fizice ale procedeului de
sudare cu arc electric si al surselor de curent pentru arc la sudare,
stabilirea regimului de sudare.
Materiale yi utilaje necesare: post de sudare, prevzut cu
surs de curent, electrozi, portelectrod, plci de otel pentru probe,
materiale pentru protectia muncii (sort de piele, mnusi de piele,
jambiere de piele, masc de sudur).
NOTIUNI GENERALE
Sudarea este un procedeu tehnologic de prelucrare a
materialelor care const n obtinerea mbinrii nedemontabile ntre
dou sau mai multe piese. Pentru ca mbinarea sa aib loc, este
necesar s apar forte de legtura ntre atomii corpurilor
asamblate, adic s se realizeze distanta de ordinul razelor
atomice ntre ei.
Starea energetic, necesar apropierii indicate, se poate realiza
prin nclzirea prtilor de mbinat (sudarea prin topire), sau prin
aplicarea unei presiuni ntre suprafetele de mbinat (sudarea prin
presiune), sau combinat prin aplicarea celor dou metode.
Realizarea unei sudri prin topire se produce prin
urmtoarele faze:
- topirea marginilor pieselor n locul sudrii si a metalului
de adaos (electrod);
- formarea bii metalice comune din metal topit a pieselor
de mbinare si a metalului de adaos;
- solidificarea bii metalice cu formarea sudurii dintre piesele
mbinate.
63
n calitatea sursei de cldur la mai multe tipuri de sudare
prin topire se utilizeaz energia electric. Iar cele mai importante
surse electrice de cldura utilizate la sudare sunt: 1 - descrcrile
electrice n medii gazoase si 2 - efectul Joule, dezvoltat n
conductori de curent electric de tip solid sau lichid.
Pentru un mare numr de modalitti de sudare prin topire,
drept surs de cldur, serveste fenomenul, numit arcul electric.
Arcul electric este o descrcare electrica ntr-un mediu gazos
(aer), nsotit de producerea unei mari cantitti de cldur si de
radiatii luminoase. Arcul electric se formeaz ntre doi electrozi
(rolul unui electrod poate s-l execute piesa sudat).
Fenomenul de trecere a metalului prin arcul electric n
sensul electrod - pies poart denumirea de transfer de metal prin
arc.
n conditii normale si la temperaturi obisnuite, aerul este
un izolant ru conductor de electricitate. Pentru trecerea
curentului electric, este necesar ionizarea spatiului n care se
produce arcul electric. Sub influenta potentialului de ionizare
(tensiunea cmpului electric care accelereaz electronii metalului,
productor de electroni, n asa msur nct ciocnindu-se cu
atomii gazului (aerul), sa-l ionizeze), electronii emisi de catod
(polul minus) sunt respinsi spre anod (polul plus).
n drumul lor ei lovesc moleculele de gaze (aer), pe care le
disociaz n ioni pozitivi si n electroni. Asadar, n spatiul gazos
purttorii de curent electric devin electronii, care sunt dirijati spre
anod, si ionii pozitivi, atrasi de catod.
64
Fig. 6.1. Arcul electric de sudare:
1)electrod; 2) pies de sudat;
3)catod (zona catodic -L
ca
);
4) anod (zona anodic -L
an
);
5) arcul (coloana arcului -L
col
)
Practic aprinderea arcului se face prin realizarea unui contact
ntre electrodul de sudare si piesa de sudat. Curentul de
scurtcircuit nclzeste puternic, prin efectul J oule, zona
contactului, provocnd o topire local. n continuare electrodul se
dezlipeste de pies, apoi catodul ncepe sa emit electronii, care,
fiind accelerati de cmpul electric, se ndreapt spre anod ioniznd
din ce n ce mai mult aerul ntre electrod si pies. n figura 6.1
este prezentat constructia arcului electric de sudare n actiunea
stabil, care se formeaz din trei zone:
1) zona catodic - L
ca
= 10
-6
mm, T
ca
= 2400 C;
2) coloana arcului - L
co1
= 3-6 mm,T
co1
= (6-7)10
3
C;
3) zona anodic - L
an
= 10
-4
-10
-6
mm, T
an
= 2600 C.
Pentru amorsarea arcului electric de sudare este necesar o
tensiune electric relativ mic 40 - 60 V; n cazul curentului
continuu 50 - 70 V, pentru curent alternativ (cu folosirea
electrozilor fuzibili, metalici). Valoarea tensiunii de sudare dup
aprinderea arcului se afl, de obicei, n limitele 15 - 30 V.
Stabilitatea arderii arcului este n functie direct cu
cresterea tensiunii si intensittii curentului. Stabilitatea arcului se
asigur prin protectia arcului de mediul nconjurtor.
+
-
L
ca
L
co1
L
an
1
2
4
5
3
65
SURSE DE CURENT PENTRU SUDAREA CU ARC
ELECTRIC
Sursele de curent se mpart n dou categorii n functie de
tipul curentului folosit la sudare: surse de curent alternativ -
transformatoare de sudare si surse de curent continuu -
generatoare de sudare sau redresoare de sudare.
Stabilitatea arcului si, respectiv, calitatea sudurii este
conditionat de un sir de proprietti si caracteristici impuse
totalittii surselor de curent pentru sudarea cu arc electric
descoperit (manual).
n primul rnd, sursei i se impune o caracteristic static,
numit si caracteristic exterioar descendent (cobortoare) - prin
care se ntelege dependenta ntre tensiunea la bornele sursei si
curentul de sarcin (intensitatea curentului produs), atunci cnd
sursa debiteaz pe o rezistent cunoscut. Aceast conditie este
determinat de scurtcircuitele ce apar n mod natural n procesul
de sudare. Totodat, functionarea stabil a arcului va depinde de
corelatia ntre caracteristica extern a sursei de curent si
caracteristica arcului U
a
= f (I
s
).
n figura 6.2 sunt prezentate caracteristica static a sursei
(1) si caracteristicile statice ale arcului (2). Punctul A corespunde
regimului de mers n gol al sursei, punctul D - regimului de
scurtcircuit, punctul B - arderii instabile si punctul C -
functionrii stabile a arcului. Din analiza figurii se poate dovedi,
c functionarea stabil are loc n punctele de intersectie C
1
, C
1
, C
3
ale curbelor 1 si 2. Cu ct panta caracteristicii externe este mai
mare, cu att variatia curentului la modificarea lungimii arcului
este mai mic.
66
Fig. 6.2. Caracteristicile pentru determinarea conditiilor de
functionare stabil a unui arc electric:
1 - caracteristica static a sursei; 2 caracteristici
statice ale arcului; l
a
- lungimea arcului
Surselor de curent li se mai impun urmtoarele conditii:
- functionarea unui timp ndelungat n regim de
scurtcircuit, curentul cruia s fie n limita 1,2...1,5a curentului de
sudare I
s
: I
a.c
=(1,2...1,5)I
s
; valoarea maximal a curentului de
scurtcircuit pentru sursa de curent se arat n marcarea sursei:
TS - 300 (I
s.c.max
=300 A), PS - 500 (I
a.c.max
=500 A);
- caracteristic dinamic (variatia n timp a tensiunii si a
curentului, trecerea rapid din regim de scurtcircuit n regim de
sarcin si invers) bun, mai mic de 0,03 s;
- valoarea tensiunii de mers n gol suficient pentru
amorsarea usoar a arcului, U
m.g.
=(1,8...2,5) U
a
;
- reglarea curentului n limitele largi si n trepte fine
(cu defazaj cos =0,35 - 0,45);
- randamentul ridicat si un consum minim la mers n gol;
- constructia durabil, comod de manipulare si deservire.
U,
I, A
A
0
D
B
C
1
(L
a1
)
C
2
(L
a2
)
C
3
(L
a3
)
2
1
67
n dependent de valorile tensiunii (U
a
), curentului (I
s
),
rezistentei electrice n locul sudrii (R
s
) si lungimii arcului (L
a
),
se cunosc urmtoarele regimuri ale surselor de curent:
a) regimuri auxiliare: mers n gol (mg), electrodul este
ndeprtat de pies la o distant insuficient pentru
arderea arcului (R
s
, U
a
= U
m.g
, I
s
= 0);
- scurtcircuit (sc), electrodul este contactat ("lipit ) de
pies (R
s
O, U
a
= U
sc
, I
s
= I
sc
);
b) regimuri de sudare:
- arcul scurt (I
as
~ 0,5d
e
), arcul arde stabil (R
s
= R
as
;
U
a
= U
as
, I
s
= I
as
);
- arcul lung (I
al
~ 1,2 d
e
), arcul arde stabil, dar distanta
de ndeprtare a electrodului de pies este maxim
(R
s
= R
al
; U
a
= U
al
; I
s
= I
al
).
S facem cunostint cu schemele electrice si cu constructia
aparatelor electrice, utilizate ca surse de curent la sudarea
manual.
Transformatorul de sudare (fig.6.3). n cazul
transformatorului caracteristica extern cobortoare se obtine prin
aranjarea bobinei primare si a celei secundare pe diferite miezuri
sau la o distant n cazul aranjrii pe un miez comun. Prin astfel
de aranjare se mreste dispersia magnetic, tinnd cont de
deprtarea dintre bobine. Reglarea curentului de sudare se produce
prin schimbarea distantei dintre bobina mobil secundar (2) si
cea primar fix (1) cu ajutorul mecanismului elicoidal (3).
Mrirea distantei provoac scderea curentului secundar si invers.
68
Fig. 6.3. Schema principial a transformatorului de sudare:
1 - bobin primar, 2 - bobin secundar, 3 - mecanism elicoidal,
4 - miez, 5 - condensator de compensare (mreste cos o), 6 -
manivel, 7 - portelectrod, 8 - pies sudat, 9 - electrod
Avantajele de baz ale transformatoarelor sunt: constructia
simpl, deservirea usoar, randamentul nalt (75 - 85 %), indicii
economici potriviti etc. Dezavantaje - tensiunea de amorsare a
arcului este mai mare dect a surselor de curent continuu, conditii
suplimentare pentru mentinerea arcului (inductant, caracteristic
mai pronuntat, defazaj).
Transformatoarele de sudare sunt montate pe roti. Astfel,
transportul lor n ateliere, sectii sau santiere poate fi fcut cu
usurint. Transformatoarele pot fi alimentate la primar cu
6
220 - 380V
5
1
2
3
4
9
7
8
69
tensiunile 220sau 380 V. Mai des folosite sunt transformatoarele
de tipul TS, TD, TSK (TS - 300, TD - 500, TSK - 300).
Generatoarele de sudare sunt surse de curent continuu si
reprezint un ansamblu compus dintr-un generator de curent
continuu, cu o caracteristic extern pronuntat cobortoare,
antrenat de un motor care poate fi electric, cu ardere intern sau
hidraulic. Generatoarele se clasific dup mrimea intensittii
curentului produs si dup felul excitatiei. n figura 6.4 este
prezentat schema generatorului cu excitatie n derivatie si cu
serie antagonist. Bobina de excitatie A se alimenteaz de la una
din periile principale (a) si peria auxiliar (c), asezat ntre periile
principale (a) si (b). Cderea de tensiune (formarea caracteristicii
externe cobortoare) se realizeaz prin demagnetizarea produs de
excitatie, serie B. Fluxul magnetic F
1.m
(de magnetizare) produs
de bobina A nu depinde de sarcin, iar fluxul F
2dm
(de
demagnetizare) depinde de curentul de sudare si este antagonist cu
F
1m,
de unde si se produce caracteristica extern cerut.
Reglarea curentului de sudare se realizeaz cu ajutorul
reostatului (R) prin schimbarea curentului de excitatie n nfsurarea
derivatiei.
Fig. 6.4. Schema principal a generatorului cu excitatie n
derivatie si serie antagonist: A - bobin de excitatie;
B - bobin de excitatie serie; a, b, c - periile statorului;
1 - portelectrod; 2 electrod; 3 - pies sudat
F
2
d
m
F
1
m
b a
c
B
A
R
1
2
3
70
Avantajele de baz - stabilitatea sporit a arcului electric,
posibilitatea sudrii cu polaritate invers, posibilitatea de sudare
cu toate tipurile de electrozi etc.
Dezavantajele - utilaj costisitor, randamentul sczut ~40 %
(~ 50 % din randamentul transformatorului), constructia mai
complicat si, respectiv, o deservire mai anevoioas, greutate
mare etc.
Pentru un singur post de sudare mai des sunt utilizate
agregate de marc PS si PSO (PS - 300M; PS - 500; PSO - 300;
PSO - 500; PSO - 800). n conditii industriale un generator
puternic deserveste mai multe posturi de sudare (tip. PSM - 1000).
STABILIREA REGIMULUI DE SUDARE
Sub notiunea regim de sudare se ntelege totalitatea
parametrilor procesului de sudare, care asigur obtinerea unor
mbinri de form, dimensiuni si calitate impuse. n cazul sudrii
manuale din acestea fac parte; tipul si diametrul electrodului (d
e
),
curentul de sudare (I
s
), tensiunea arcului (U
a
), tipul curentului si
polaritatea, viteza de sudare (V
s
), lungimea optim a arcului (L
a
)
s.a.
La etapa initial se determin tipul electrozilor, tipul
curentului. Acestea se aleg n functie de calitatea materialului
pieselor de sudat (material de baz), pozitia de sudare, utilajul
disponibil s.a.m.d.
Tipul curentului yi polaritatea. De exemplu, la sudarea
metalului subtire ( <4 mm), sudarea de montaj n plan vertical si
peste cap (pe plafon), sudarea ncheieturilor la conducte, sudarea
cu srm subtire (0,8...2 mm), si executarea custurilor cu
cerintele ridicate, este utilizat curentul continuu (pentru oteluri-
carbon cu C > 0,25 % si cele aliate - cu polaritatea invers). La
alegerea polarittii se tine cont si de faptul c polul pozitiv se
nclzeste mai tare dect cel negativ. Prin aceasta se motiveaz
aplicarea polarittii directe (electrod - minus, piesa - plus), de
71
obicei, la sudarea tablelor groase, iar polarittii inverse - la
sudarea tablelor subtiri.
Puterea surselor de curent se determin n functie de
valorile parametrilor procesului de sudare, n prim - plan de
mrimea curentului de sudare.
Din tabelul 6.2 puteti afla unele proprietti si aplicarea
unui grup de electrozi (n conformitate cu GOST).
Tabelul 6.2
Caracteristice tehnologice ale unui grup de electrozi
(GOST 9467-75)
Tipul Marca Domeniul utilizrii
Coeficient
de topire,
o
t
Tipul
curentului,
polaritatea
1 2 3 4 5
3380 MT Oteluri C <0,25 % 7,0
Alternativ,
continuu
3420 OMM-5 Oteluri C <0,25 % 7-8
Alternativ,
continuu
3420 03C-2
Oteluri C >0,25 % sau
slab aliate
9,5...10
Continuu,
polaritatea
invers
3420A
VOHH
13/45
Oteluri-carbon pe tot
diapazonul si slab
aliate
8-9
Continuu,
polaritatea
invers
3500A
VOHH
13/55
Oteluri-carbon pe tot
diapazonul si slab
aliate
8-9
Continuu,
polaritatea
invers
3850
VOHH
13/NI
Oteluri medii si
multaliate cu destinatii
speciale (inoxidabile)
10...12
Continuu,
polaritatea
invers
Pregtirea anticipat a marginilor pieselor pentru
sudare se face n functie de grosimea piesei, (tab.6.3.) Tabelul 6.3
a fost ntocmit conform STAS -74 (Romnia), n paranteze datele
conform GOST 8713-79.
72
Tabelul 6.3
Forme si dimensiuni ale mbinrilor la sudare manual cu arc
electric
G
r
o
s
i
m
e
a
m
e
t
a
l
u
l
u
i
S
,
m
m
D
e
n
u
m
i
r
e
a
c
u
s
t
u
r
i
i
Forma rostului yi
mbinrii
Dimensiunile rostului
b, mm
C,
mm
o,grad
1 2 3 4 5 6
4
(1,5...3)
n I cu
margini
rsfrnte
0,5...2 - -
3...20
(3...20)
n Y
(S8)
0...3
(2-3)
1...3
50...60
(80...90)
3...20 n V 0...3 1...3 50...60
12...40
(12...60)
n X
(S15)
0...3
(2-3)
0...2
(2...4)
50...60
(60)
50...90
(60)
Diametrul electrodului, d
e
, depinde de grosimea materialului de
baz a piesei sudate si poate fi calculat din relatiile:
b
S
S
c
o
b
o
2
o
1
b
c
S
S
+
2
S
b
73
d
e
= 1,5
S
, (6.1)
sau
d
e
= S/2 + 1. (6.2)
Dar mai des diametrul se alege dup recomandrile prezentate n
tabelul 6.4.
Tabelul 6.4
Diametrul electrodului n functie de grosimea piesei la sudare cap
la cap
Grosimea
tablei, S,
mm
1-2 3 4...8 9...12 13...15 16...20 20
d
e
, mm 1,6...2,0 3 4 4-5 5 5-6 6...10
Formulele si tabelul pentru aflarea diametrului d
e
sunt
empirice (obtinute n baz experimental).
Valoarea curentului de sudare pentru electrozi, I
s
, este
indicat pe eticheta ambalajului. Dar n calcule aproximative
curentul I
s
se determin cu ajutorul formulei
I
s
= k d
e
, (6.3)
unde:
d
e
- diametrul electrodului, mm;
k - coeficientul experimental, A/mm.
Valorile coeficientului k sunt n limitele de 40...60 A/mm
pentru electrozi din otel-carbon si de 35...40 A/mm pentru
electrozi din oteluri aliate. Totodat coeficientul k depinde si de
tipul nvelisului: el se ia mai mic n cazul nvelisurilor mai subtire
de tip acidic sau bazic si, respectiv, mai mare pentru nvelisuri mai
groase si de tip rutilic sau celulozic. n tabelul 6.5 sunt date
valorilek n dependent ded
e
.
74
Tabelul 6.5
Valorile coeficientului k din formula (6.3)
d
e
1 2 3 4 5
k 25...30 30...45 35...50 40...45 45...60
Mai exact, curentul de sudare, I
s
, se stabileste n functie de
sectiunea electrodului si de densitatea admisibil de curent:
j
4
d
I
2
e
s
=
t
, A, (6.4)
unde j este densitatea de curent, A/mm
2
.
Densitatea se alege n functie de natura nvelisului
(tab.6.6).
Tabelul 6.6
Densitatea admisibil de curent la sudarea manual
Tipul nveliyului
Densitatea j pentru electrozi cu diametrul d
e
3 4 5 6
Acidic, rutilic 14...20 11,5...16 10...13,5 9,5...12,5
Bazic 13...18,5 10...14,5 9...12,5 8,5...12,0
Calitatea custurii formate depinde mult de lungimea
arcului - L
a
. De obicei, L
a
=3...6 mm. Propriettile metalului
depus vor fi mai bune n cazul utilizrii arcului scurt. Lungimea
optim L
a
poate s fie calculat cu formula:
L
a
= 0,5 (d
e
+ 2) mm. (6.5)
Tensiunea arcului, U
a
, se stabileste n fiecare moment
prin intermediul parametrilor de sudare. De exemplu, ea poate fi
exprimat prin relatia:
U
a
= n + m L
a
, (6.6)
75
unde:
n - suma cderilor de tensiune la anod si catod (pentru otel
10...12 V);
m - cderea specific medie a tensiunii (2-3 V/mm);
L
a
- lungimea arcului, mm.
Tensiunea necesar amorsrii arcului este egal cu 30...50 V
n cazul curentului continuu sau 50...70 V pentru curent alternativ.
Numrul de straturi, N
i
, se determin n functie de aria
custurii depuse (n sectiune). Pentru sudri de tip cap la capN
i
se
calculeaz cu formula:
N
i
=
1
F
F F
i
1 s
+
,
(6.7)
unde F
1
este aria (n sectiune) pentru primul strat depus la
rdcina cordonului:
F
1
= (6 - 8) d
e
, mm
2
,
F
i
- pentru straturile urmtoare:
F
i
= (8 - 12) d
e
, mm
2
,
F
s
este aria cordonului n sectiune, se determin n functie
de configuratia geometric a rostului dintre prtile sudate.
Pentru sudarea mbinrilor de colt sau n T numrul de
treceri N
i
se determin cu ajutorul relatiei:
N
i
=
30
F
s
. (6.8)
Valorile parametrilor de baz ale procedeului de sudare cu
arc electric manual, obtinute anterior, servesc la stabilirea altor
indici.
Viteza de sudare, V
s
, se afl din formula:
, s / cm ,
F 3600
I
V
i
t
s
s
o
=
(6.9)
76
n care:
o
t
- coeficientul de topire al electrozilor (7...12 g / (Ah)
din tabelul 6.2);
- masa specific (pentru otel =7,85g/cm
3
);
F
i
- sectiunea custurii depuse la o trecere, cm
2
.
Timpul ac(iunii arcului, t
a
, se calculeaz cu relatia:
i a
N
Vs
L
t =
, s (6.10)
undeL este lungimea custurii, cm.
Timpul integral al sudrii, t
s
, depinde de randamentul
postului de sudare n felul urmtor:
a
s
t
t =
, s (6.11)
pentru sudarea manual = 0,6 .
Cldura total, Q, dezvoltat de arcul electric se
determin din relatia:
Q = U
a
I
s
t
a
, J (6.12)
undet
a
este timpul de actiune, s.
Cldura efectiv, Q
e
,va fi:
Q
e
= q
a
Q, (6.13)
undeq
a
esterandamentul arcului ce depinde de conditii de sudare
- pentru sudarea cu arc descoperit cu actiune direct
q
a
= 0,7...0,85, iar pentru sudarea manual q
a
= 0,8.
Cantitatea de metal topit, M
t
, se exprim prin relatia
M
t
= o
t
I
s
t
a
, g (6.14)
77
unde:
o
t
- coeficientul de topire, g/(Ah) ( tab.6.2);
I
s
- curentul de sudare, A;
t
a
- timpul de actiune a arcului, ore (h).
Aceast cantitate, M
t
, practic ne arat cantitatea de mas a
electrozilor, M
e
, necesar efecturii mbinrii sudate date.
Cantitatea de metal depus, M
d
, se determin din
formula:
M
d
= o
d
I
s
t
a
, g (6.15)
unde este o
d
- coeficientul de depunere, g/Ah, care se calculeaz
din relatia:
o
d
= (1 - +) o
t
, (6.16)
unde T sunt pierderile n stropiri, oxidare, vaporizare ale
metalului de electrod, care variaz pentru sudarea manual
ntre 16...25 % (0,16...0,25).
Aproximativ o
d
se poate afla si din relatia determinat pe
cale experimental:
2
d
30
e
d
+ = o
(6.17)
Masa metalului depus se poate verifica, bazndu-se pe
forma geometric a custurii:
M
d
= L F
s
, (6.18)
unde:
L - lungimea custurii, cm;
F
s
- aria sectiunii custurii, cm
2
;
- greutatea specific (pentru otel aproximativ 7,85 g/cm
3
).
78
Consumul de energie electric, E
s
, la fel se calculeaz cu
formula empirica:
E
s
= q M
t
, kWt h ; (6.19)
unde:
q - consumul specific de energie electric, kWth/kg, ce
depinde de genul curentului: pentru cel continuu
q = 7 - 8, pentru alternativ - 3 - 4 kWth / kg;
M
t
- masa de metal topit , kg.
MODUL DE LUCRU
1. Studierea surselor de curent pentru sudarea manual
Se va face cunostint cu informatia teoretic, se vor face
notite privind notiunile si explicatiile de baz (figurile 6.1, 6.3,
6.4).
Se vor nota datele necesare pentru construirea
caracteristicii exterioare a unei surse de curent pentru sudarea
manual.
Rezultatele obtinute se vor nscrie n tabelul 6.7 si se vor
prezenta n diagramaU
a
~ f (I
s
).
Tabelul 6.7
Rezultatele experimentale
Regimul de func(ionare yi parametrii sursei - arc la sudare
Mers n gol Scurt circuit
Sudarea
rcul scurt rcul lung
U
a
,V I
s
,A U
a
,V I
s
,A U
a
,V I
s
,A U
a
,V I
s
,A
2. Stabilirea regimului de sudare
Se studiaz notiunile teoretice n sensul sudrii cu arc
electric, manual.
Se urmreste formarea unei custuri de sudare:
succesivitatea , tipul miscrilor etc.
Se determin dup varianta dat (tab.6.8) parametrii unui
regim de sudare, rezultatele obtinute se nscriu n tabelul 6. 9.
79
Tabelul 6.8
Variantele lucrrii
N
r
.
v
a
r
i
a
n
t
e
i
Materialul
de baz
(MB),
o(eluri
Grosimea
MB,S, mm
N
r
.
v
a
r
i
a
n
t
e
i
Materialul
de baz
(MB),
o(eluri
Grosimea
MB,S, mm
1 30 10 13 BC1 3 c n 22
2 C1.3 n c 8 14 OX18H9 15
3 35 < C 6 15 20 30
4 X 17 4 16 09 < 2 34
5 20X2H 12 17 B.C1.2 n c 32
6 25 I 2C 16 18 C1.3 n c 38
7 BC1. 5 c n 24 19 X12H25 9
8 08X17T 5 20 09 I2C 17
9 10 28 21 BC1. 3 n c 8
10 40X 14 22 25 4
11 15 32 23 15XM 3
12 14 I 2 18 24 17C 7
- lungimea sudurii se prevede peste tot de 1000 mm,
- la variantele 3, 7, 11, 15, 18 si 22 se prevede mbinarea de colt.
Tabelul 6.9
Rezultatele lucrrii
N
r
.
v
a
r
i
a
n
t
e
i
M
a
t
e
r
i
a
l
d
e
b
a
z
(
M
B
)
G
r
o
s
i
m
e
a
M
B
S
,
m
m
F
o
r
m
a
r
o
s
t
u
l
u
i
A
r
i
a
t
r
a
n
s
v
e
r
s
a
l
a
c
u
s
t
u
r
i
i
,
F
s
m
m
2
T
i
p
u
l
c
u
r
e
n
t
u
l
u
i
y
i
p
o
l
a
r
i
t
a
t
e
a
T
i
p
u
l
s
u
r
s
e
i
d
e
c
u
r
e
n
t
T
i
p
u
l
y
i
m
a
r
c
a
e
l
e
c
t
r
o
d
u
l
u
i
D
i
a
m
e
t
r
u
l
e
l
e
c
t
r
o
d
u
l
u
i
d
e
,
m
m
C
u
r
e
n
t
u
l
d
e
s
u
d
a
r
e
,
A
L
u
n
g
i
m
e
a
a
r
c
u
l
u
i
L
a
,
m
m
T
e
n
s
i
u
n
e
a
a
r
c
u
l
u
i
U
g
,
V
N
r
.
d
e
s
t
r
a
t
u
r
i
,
N
i
V
i
t
e
z
a
d
e
s
u
d
a
r
e
,
V
s
,
c
m
/
s
T
i
m
p
u
l
s
u
d
r
i
i
,
t
s
,
s
C
a
n
t
i
t
a
t
e
a
d
e
m
e
t
a
l
t
o
p
i
t
,
M
t
,
g
C
a
n
t
i
t
a
t
e
a
d
e
m
e
t
a
l
d
e
p
u
s
M
d
,
g
C
o
n
s
u
m
u
l
d
e
e
n
e
r
g
i
e
e
l
e
c
t
r
i
c
E
s
,
k
W
t
h
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
80
CONTINUTUL DRII DE SEAM
1.Denumirea lucrrii.
2.Scopul lucrrii.
3.Sintez a aspectelor teoretice ale sudrii manuale.
4.Schema arcului electric (fig.6.1) si schemele transformatoru-
lui si generatorului de sudare manual (fig. 6.3 si 6.4).
5.Calculele necesare pentru completarea tabelului 6.8.
NTREBRI DE CONTROL
1. Ce este sudarea?
2. Care sunt bazele fizice ale procedeelor de sudare?
3. Dati definitia arcului electric.
4. Numiti conditiile necesare functionrii arcului electric.
5. Cum functioneaz (fazele) si care este constructia arcului
electric?
6. Enumerati clasificarea surselor de curent pentru sudare?
7. Care sunt conditiile impuse surselor de curent pentru suda-
rea manual ?
8. Ce regimuri de functionare ale surselor de curent cunoas-
teti?
9. Care este schema de functionare, avantajele si dezavantajele
transformatorului de sudare?
10. Care este schema de functionare, avantajele si dezavanta-
jele generatorului de sudare?
11. Care este schema de functionare, avantajele si dezavanta-
jele redresorului de sudare?
12. Explicati forma caracteristicii exterioare, obtinute n lucra-
re?
13. Ce include notiunea regim de sudare ?
14. Cum se alege tipul curentului de sudare si polaritatea?
15. Care sunt bazele stabilirii tipului si mrcii electrodului
pentru sudare?
81
16. Numiti formele de pregtire a marginilor pentru sudarea
manual. Cum se aleg ele?
17. Cum se afl diametrul electrodului?
18. Numiti cile de stabilire a curentului de sudare?
19. Cum se afl lungimea arcului?
20. Cum se determin tensiunea arcului?
21. Cum se calculeaz numrul de straturi la sudura dat?
22. Cum se stabileste viteza de sudare?
23. Cum se afl timpul actiunii arcului si timpul integral al su-
drii?
24. Cum se determin cldura total dezvoltat de arcul elec-
tric la sudare?
25. Cum se afl cantitatea de metal topit?
26. Cum se afl cantitatea de metal depus?
27. Prin ce valoare se deosebeste cantitatea de metal topit n
raport cu cantitatea de metal depus?
28. Cum se afl valoarea energiei electrice consumate la
sudarea cu arc electric manual?
82
Lucrarea de laborator nr. 7
STUDIEREA SUDRII CU FLACRA
OXIACETILENIC
Scopul lucrrii: studierea procedeului de sudare cu
flacra oxiacetilenic, generatorului acetilenic si a tehnologiei
de sudare cu gaz.
Materiale yi utilaje: generator de acetilen, butelie de
oxigen, suflaiuri (arztori, becuri), echipament de protectie la
sudarea cu gaz.
NOTIUNI GENERALE
Sudarea cu flacr oxiacetilenic face parte din categoria
procedeelor de sudare prin topire ( fig.7.1).
Fig. 7.1. Schema sudrii oxiacetilenic: 1 - piesa sudat;
2 - becul arztorului (suflaiului); 3 flacra oxiacetilenic;
4 - baia metalului topit; 5 - custura de sudare; 6 - metal
de adaos; V
s
- directia sudrii
Flacra de sudare oxiacetilenic se realizeaz prin arderea
amestecului gazos compus din gazul combustibil (acetilen) si
oxigen la iesirea dintr-un arztor.
C
2
H
2
+O
2
V
s
4
5
6
2
1
3
83
Flacra oxiacetilenic const din patru zone (fig.7.2).
Compartimentele flcrii se caracterizeaz n felul
urmtor:
- zona rece 1 este format din amestecul de gaze nc
neaprins;
- nucleul luminos, 2 corespunde disocierii acetilenei si
nceputului arderii a carbonului:
C
2
H
2
+ O
2
2C +H
2
+ O
2
,
2C +H
2
O 2CO + H
2
+ Q,
- flacra primar 3 este sediul reactiei de ardere
primar cu flacra la formarea oxidului de carbon si degajarea
unei cantitti mari de cldur, aceast zon are caracter
reductor datorit prezentii gazelor CO si H
2
;
- flacra secundar 4 corespunde arderii complete:
2CO + H
2
+ O
2
CO
2
+ H
2
O +Q ,
si are temperatura mai sczut, datorit efectului de rcire al
mediului nconjurtor.
Fig. 7.2. Structura flcrii: oxiacetilenice, normale cu variatia
temperaturii n lungul flcrii: 1 - zona rece; 2 - nucleul flcrii;
3 - flacra primar; 4 - flacr secundar
Materialul
de sudat
Distan(a de la bec
Bec
1
2
3
4
0
550
1000
1500
2000
2500
2300
3500 3100
C
84
Structura si formarea flcrii depinde de raportul
volumetric al componentilor amestecului gazos:
2 2
2
H C
O
K =
care n conditiile unei arderi complete trebuie s fie unitar
(practic k = 1,1 - 1,2), dac k = 1,2 - 1,5 flacra este oxidant,
n zonele 2 si 3 predomin O
2
, ea este redus n dimensiuni,
arde zgomotos, avnd o nuant violet pe fon albastru si este
utilizat numai la sudarea alamelor.
Dac k = 1,1 - 1,2, flacra este normal, neutr, zonele
flcrii sunt perfect delimitate. Acest tip de flacr este cel mai
des utilizat la sudarea aliajelor feroase si neferoase, datorit
caracterului reductor al flcrii primare si temperaturii nalte.
Dac k = 0,7 - 1,1, flacra este carburat, zonele flcrii
se ntreptrund, flacra fiind deformat, lung, de culoare
rosietic. Aceast flacr se utilizeaz pentru sudarea
aluminiului si fontei.
Pentru sudarea oxiacetilenic sunt necesare o serie de
instalatii dintre care: generatorul de acetilen cu supap de
sigurant, butelia de oxigen cu reductorul de presiune, arztor,
furtune de cauciuc pentru acetilen si oxigen, diverse accesorii
si materiale de protectie.
Generatorul. Generatorul de acetilen este aparatul n
care se produce acetilena, C
2
H
2
, n urma reducerii carburei de
calciu conform reactiei:
CaC
2
+ 2H
2
O = C
2
H
2
+ Ca(OH)
2
+ Q.
Unul din cei mai utilizati n producere este generatorul de
acetilen de marc IHB 1,25 (abrevierea e dat cu caractere
slavone si se descifreaz n felul urmtor: I - generator
(renep ar op - din limba rus), H - de joas presiune
(nnsxoro annennx), B - cu contact intermitent ntre carbur
si apa (noa na xap n), numrul 1,25 indic debitul
nominal de acetilen n m
3
/h. Schema functional a
generatorului de acetilen IHB - 1,25 este dat n figura 7.3.
85
Fig. 7.3. Schema functional a generatorului de
acetilen IHB - 1,25 (A-generator de acetilen;
B-supap de sigurant):
1 capac; 2 - carbur de calciu n colivie; 3 retort;
4 - furtunul de cauciuc de ap; 4a - teava de ap;
5 robinetul; 6 - fund desprtitor; 7, 9, 17 - teav con-
duct de acetilen; 8 - indicator (rondel) al nivelului de
ap n generator ncrcat; 10 - furtunul de transportare a
gazului spre supap de sigurant; 11 - camer de deslo-
care a apei din retort; 12 robinet de acetilen;
13 plnie de ncrcare a supapei de sigurant;
14 teav de protectie a supapei de sigurant; 15 n-
magazintor al gazului (acetilenei); 16 - corpul supapei
de sigurant; 18 - iesirea din supap de sigurant a
gazului (acetilenei) spre suflai; 19 - robinet preaplin;
20 - plac de separare a gazului; 21 - orificiu de
evacuare a gazului
B A
86
Generatorul este constituit din dou parti: vasul de jos si
vasul de sus, desprtite ntre ele de fundul 6. Totodat aceste
prti posed o comunicare prin teava 4a. n partea de jos se afl
retorta 3, n care se instaleaz cosul (colivie) cu carbura de
calciu, 2.
La nceputul lucrului, dup ce sa introdus CaC
2
, se
nchide capacul 1 si robinetul 5, si se deschide robinetul 12. n
continuare generatorul se alimenteaz cu ap prin turnarea
acesteia n vasul de sus pn la nivelul rondelei 8. Pentru a
ncepe producerea acetilenei robinetul 12 se nchide si se
deschide robinetul 5. Prin furtunul 4 apa vine n retort 3 si,
dup contactul ntre ap si carbur, se produce acetilen, care,
prin intermediul tevei 7, se acumuleaz n rezervorul 15 de
unde prin furtunul 10 si supapa hidraulic de sigurant B, n
cazul robinetului 12 deschis, trece la arztor.
Reglarea cantittii de acetilen produs se efectueaz
n mod automat prin valoarea presiunii gazului acumulat n
partea superioar a rezervorului 15: n cazul cnd presiunea
creste apa refuleaz sub nivelul robinetului 5 (prin teava 4a se
ridic n vasul de sus), livrarea apei n retort se opreste si
producerea acetilenei se reduce, iar la scderea presiunii apa se
rentoarce n vasul de jos, respectiv n retort, readucn-d la
elaborareaC
2
H
2
.
Toate instalatiile de sudare sunt prevzute cu supape de
sigurant pentru evitarea ptrunderii (ntoarcerii) flcrii n
generator si exploziei acestuia. ntoarcerea flcrii se produce
din urmtoarele cauze: neetansitatea n conducte, alegerea
incorect a becului arztor, nclzirea excesiv a arztorului,
ntreruperea brusc de livrare a gazului arztor, presiunea prea
mic a gazului combustibil s.a.
n continuare vom face cunostint cu modul de
functionare a supapei de sigurant, prezentat n figura 7.3.
Supapa se umple cu ap prin plnia 13 pn la nivelul
87
robinetului de control 19. Gazul C
2
H
2
, n conditii normale de
lucru, trece prin tubul 17, care e dislocat n teava de sigurant
14, prin apa din cilindru 16 si prin robinetul 18 spre arztor. La
ntoarcerea flcrii explozia gazului se produce n cavitatea
corpului de jos al supapei 16, respectiv unda exploziv
refuleaz apa din cilindrul 16, ea se deplaseaz prin orificiu 21
al tubului interior al supapei, prin care trece gazul, formnd n
el un dop de ap si opturnd frontul flcri. Amestecul de gaze
si ap, n urma actiunii presiunii de explozie, este evacuat n
atmosfer prin tubul exterior al supapei si plnia 13.
Arztoarele. Arztoarele asigur formarea amestecului
dintre gazul combustibil cu oxigenul si formarea flcrii.
Dup presiunea acetilenei si modul n care se realizeaz
amestecul ntreC
2
H
2
si O
2
arztoarele pot fi:
- fr injector (de presiune egal);
- cu injector - acestea au un domeniu de utilizare mai larg
deoarece pot fi folosite la presiuni medii s-au mici ale
acetilenei, oxigenul intr la presiunea de 15-50 N/cm
2
, se
destinde la trecerea din injector spre camera de amestec,
ajungnd la bec cu o presiune de 1.1-1.5 N/cm
2
.
Constructia schematic a arztorului cu injector este
prezentat n figura 7.4, iar n tabelul 7.1 sunt artate
caracteristicile unui grup de suflare.
Fig. 7.4. Schema de principiu a arztorului cu injector:
1 - tub de transportare a oxigenului; 2 - tub de transportare a
acetilenei; 3 injector; 4 - injector n sectiune; 5 - camer de
amestec; 6 - bec
6
O
2
2
C
2
H
2
C
2
H
2
O
2
4
1
P
1
3
P
2
5
88
Tabelul 7.1
Caracteristicile tehnice ale arztoarelor pentru sudare
Nr. arztor 0 1 2 3 4 5 6 7
Grosimea
materialului
sudat,
mm
0-1 1-2 2-4 4-6 6-9 9-14 14-20 20-30
Consum de
acetilen,
dm
3
/h, l/h
5 150 300 500 750 1200 1700 2500
Consum de
oxigen,
l/h
76 175 330 550 825 1320 1850 1750
Presiunea
oxigenului,
daN/cm
2
1,5-2,0 1,8-2,5 2,5-2,8 2,5-3,0 2,8-3,5 3,5-4,0 3,8-4,5 4,0-5,0
Lungimea
nucleului
6 8 12 15 17 19 21 25
Viteza de sudare,
m/h
12-16 8-6 6,4 4,3 3,2
1-
1,5
1,5-1 1-0,75
Buteliile de oxigen
Oxigenul gazos se transport si se pstreaz n butelii
cu capacitatea de 40 l, ncrcate la presiunea de 150 daN/cm
3
.
Buteliile sunt vopsite n culoarea albastr.
Pentru destinderea gazului la presiunea necesar n
arztor (0,5...5 daN/cm
3
) se folosesc reductoare de presiune
reglabile.
Acetilena poate fi pstrat si transportat n butelii n care
se afl o mas poroas mbibat cu aceton, care, dizolvnd
acetilen, permite nbutilierea la presiuni mari (1,5 MPa).
Aceste butelii se vopsesc n culoarea alb cu inscriptie n rosu.
Tehnologia de sudare cu flacr oxiacetilenic
presupune: pregtirea pieselor pentru sudare si stabilirea
metodelor de sudare, regimurilor de sudare, modului operator,
eventualelor tratamente termice.
Pregtirea pieselor pentru sudare const n curtirea
marginilor pe ambele fete, prelucrarea acestora, cerndu-se
89
resturi de forme si dimensiuni care depind de grosimea
materialului si forma mbinrii.
METODELE DE SUDARE
n acest capitol se va face cunostint cu unele notiuni
tehnologice de baz privind aplicatiile sudrii cu flacra de gaz,
determinarea elementelor ale regimului de sudare etc.
Stabilirea regimului de sudare const n alegerea
puterii arztorului, metalului de adaos, formei si structurii
flcrii, volumului de gaz si oxigen consumate s.a.
Consumul de acetilen se calculeaz conform formulei:
Q = K S, l /mm,
unde:
K- coeficient experimental, care se alege n limitele 80 -
150 pentru otelurile Fe-C; 70 - 120 - pentru otelurile
aliate, 110 -130 pentru aliaje de Cu si 150 -200 pentru
fonte;
S - grosimea pieselor, mm.
Debitul gazelor, n functie de metal sudat, poate fi aflat si
din tabelul 7.2.
Tabelul 7.2
Valori ale debitului volumetric specific
Metalul de
baz
O(el
Fonta
cenuyie
Cupru
Alame yi
bronzuri
Aluminiu
yi aliaje
Plumb
Debit volumet-
ric specific,
(dm
3
/h)/mm
80-180 100-150 180-225 125-180 75-125 10-25
Raport de gaze
2 2
2
H C
0
D
D
k =
1,0-1,2 0,9-1,0 1,1-1,2
1,3-1,5
1,1-1,2
0,9-1,0 1,0-1,1
n functie de consum de acetilen si grosimea pieselor
se alege si numrul arztorului respectiv (tab.7.1).
Metalul de adaos se alege cu diametrul si compozitia n
functie de grosimea si compozitia chimic a metalului de baz.
90
Diametrul metalului de adaos se alege dup relatii
empirice:
d
ma
= (0,5-0,25) - pentru S < 5mm,
d
ma
= (1,2-1,50) - pentru S > 5mm.
Compozitia chimic a metaluli de adaos trebuie s fie
ca a metalului de baz sau nbunttit. Masa metalului de
adaos, n g/m, se calculeaz n functie de grosimea metalului de
baz si este dat de relatia:
M = o s
2
,
n careo = 12 pentru tablele cu grosimea de1- 5 mm[ g/m
3
],
o = 10 - 7 pentru tablele cu grosimea de peste5 mm, n
functie de unghiul rostului de 90 - 60.
Modul operator se refer la deplasarea si miscrile
arztorului si metalului de adaos n timpul procesului de
sudare.
Sudare spre stnga (nainte) se aplic la sudarea tablelor
cu grosimea pn la 5-7 mm si const n deplasarea arztorului
(cu eventuale oscilatii transversale) spre stnga, naintea sudurii
efectuate (fig.7.5, a). Viteza de sudare n acest caz este mic,
debitul de gaze este mare, iar calitatea mbinrii sudate este
sczut.
Sudarea spre dreapta (napoi) se aplic tablelor cu
grosimea 5-30 mm si la tablele cu conductivitatea termic
mare, (fig.7.5, b). Aceast metod este mai greu de nsusit,
productivitatea ei este mai ridicat (20-25 %), consum de gaze
este redus cu 10-15 %.
a) b)
Fig. 7.5. Metodele de sudare cu flacr:
a - spre stnga (nainte); b - spre dreapt (napoi)
45
V
s
45
V
s
91
Arztorul si metalul de adaos se deplaseaz n axa
rostului, corespunztor grosimii componentilor, executnd si
miscri transversale pe axa rostului n scopul repartizrii
uniforme a cldurii si a metalului de adaos (fig.7.6). Miscrile
metalului de adaos sunt n opozitie cu cele ale arztorului.
Fig.7.6. Miscrile arztorului:
a - s =1,5 mm; n - s =2 10 mm;
c - s =11 - 30 mm; d - s
1
= s
2
nclinarea arztorului fat de suprafata de sudare
depinde de grosimea pieselor sudate (fig.7.7), iar metalul de
adaos are o nclinatie constant 30 - 45.
Fig. 7.7. nclinarea arztorului fat de suprafat piesei sudate
Viteza de sudare poate fi calculat cu formula:
s
B
V
s
=
m/h,
unde: B - coeficientul empiric, care depinde de tipul sudrii:
pentru sudarea spre stnga B =14, pentru cea spre
dreapta B =18;
s - grosimea pieselor sudate, mm.
92
Timpul general la sudare se afl prin relatia:
a
t
T
s
g
=
h,
unde: t
s
- timpul sudrii, h;
o - randamentul postului de sudare, n limitele 0,3 - 0,7.
La rndul su:
,
) p V ( Q
t
md md
s
| |
= =
unde: Q
md
- masa metalului depus, g/h;
V
md
- volumul metalului depus, cm
3
;
- densitatea (greutatea specific), g/cm
3
,
| - coeficientul care tine cont de debitul acetilenei si este
egal cu puterea flcrii (cu numrul arztorului);
| = 1 7.
Sau, prin alt relatie:
t
s
= s, min/m,
unde: =5 pentru sudare spre stnga si = 4 pentru sudarea
spre dreapta;
s - grosimea tabelei, mm.
Sudarea cu gaz (oxiacetilenic) se utilizeaz la sudarea
constructiilor metalice din otel, materiale si aliaje neferoase,
(table, tvi, bare etc.) precum si pentru lucrri de reparatie si
ncarcare.
MODUL DE LUCRU
1. Se studiaz notiuni teoretice, constructia si functionarea
utilajului la sudarea cu gaz, oxiacetilenic.
2. Se urmreste formarea custurii practice prin sudarea
oxiacetilenic.
3. Se determin, conform variantei, tab.7.3, parametrii regi-
mului de sudare oxiacetilenic: puterea flcrii (nr. arztoru-
lui), metoda sudrii, diametrul metalului de adaos, debitele
de acetilen si oxigen, timpul si viteza de sudare, consumul
93
de acetilen si oxigen, masa metalului de adaos. Rezultatele
obtinute se vor prezenta n tabelul 7.4.
Tabelul 7.3
Variantele lucrrii
Metalul de
baz (MB)
V
a
r
i
a
n
t
a
G
r
o
s
i
m
e
a
M
B
,
m
m
V
a
r
i
a
n
t
a
G
r
o
s
i
m
e
a
M
B
,
m
m
V
a
r
i
a
n
t
a
G
r
o
s
i
m
e
a
M
B
,
m
m
O(el-carbon 1 1,5 8 9,0 15 16,0
O(el-carbon 2 2,0 9 10.0 16 17,0
Font 3 4,0 10 11,0 17 18,0
Alam 4 5,0 11 12,0 18 19,0
Bronz 5 6,0 12 13,0 19 20,0
Aluminiu 6 7,0 13 14,0 20 21,0
Duraluminiu 7 8,0 14 15,0 21 25,0
Not: 1. Lungimea custurii peste tot e de 1000 mm;
2. Tipul mbinrii: cap la cap.
Tabelul 7.4
Parametrii regimului de sudare
V
a
r
i
a
n
t
a
M
e
t
a
l
u
l
d
e
b
a
z
(
M
B
)
G
r
o
s
i
m
e
a
M
B
,
m
m
M
e
t
o
d
a
s
u
d
r
i
i
D
i
a
m
e
t
r
u
l
m
e
t
a
l
u
l
u
i
d
e
a
d
i
o
s
d
m
a
,
m
m
N
r
.
a
r
z
t
o
r
u
l
u
i
D
e
b
i
t
u
l
C
2
H
2
/
O
2
,
(
d
m
3
/
h
)
/
m
m
C
o
n
s
u
m
u
l
C
2
H
2
/
O
2
,
d
m
3
/
h
,
l
/
h
M
a
s
a
m
e
t
a
l
u
l
u
i
d
e
a
d
a
o
s
,
g
/
m
V
i
t
e
z
a
d
e
s
u
d
a
r
e
V
s
,
m
/
h
T
i
m
p
u
l
g
e
n
e
r
a
l
d
e
s
u
d
a
r
e
T
g
,
h
1 2 3 4 5 6 7 8 9 10 11
CONTINUTUL DRII DE SEAM
1. Denumirea lucrrii.
2. Scopul lucrrii.
3. Sintez a aspectelor teoretice ale sudrii oxiacetilenice.
4. Schemele sudrii oxiacetilenice (fig.7.1), structurii
flcrii (fig.7.2), si generatorului de acetilen (fig.7.1).
5. Calculele necesare pentru completarea tab. 7.4.
94
NTREBRI DE CONTROL
1. Dati definitia caracteristicii de baz si schema sudrii cu
flacr.
2. Care este constructia si chimizmul flcrii oxiacetileni-
ce, tipurile flcrii ?
3. Numiti destinatia, constructia si functionarea generato-
rului acetilenic si supapei de sigurant.
4. Care este menirea, constructia si caracteristica arztori-
lor ?
5. n ce si cum se pstreaz oxigenul de sudare ?
6. Care sunt prtile componente ale procesului tehnologic
de sudare oxiacetilenic.
7. Care sunt parametrii regimului de sudare si determina-
rea lor?
8. De ce depind si cum sunt miscrile si nclinrile arzto-
rului la sudarea cu gaz?
97
Lucrarea de laborator nr. 8
PRELUCRAREA LA STRUNGURI $I LA MA$INI DE
GURIT
Scopul lucrrii: studierea constructiei strungului normal
1K62 si a masinii de gurit 2A135, a sculelor utilizate, geometriei
cutitului normal si burghiului elicoidal, procedeelor principale de
prelucrare si dispozitivelor utilizate.
Utilaje, scule, materiale: strungul normal 1K62 si masina
de gurit 2A135, cutite, burghie, dispozitive, instrumente de
msur.
A. PRELUCRAREA LA STRUNGURI
CONSIDERATII GENERALE
Strungul normal 1K62 este cel mai frecvent utilizat,
datorit caracterului universal de destinatie: pe el pot fi prelucrate
piese scurte si lungi, din bar laminat sau din semifabricate
individuale. Acest strung se foloseste n productia de unitate sau
de serii mici precum si la lucrrile de reparatie.
Dimensiuni caracteristice
Diametrul maxim de prelucrare deasupra batiului
constituie 400 mm, deasupra saniei transversale - 200 mm.
Diametrul maxim al barei de prelucrat este ale 45 mm. Lungimea
maximal a piesei prelucrate cu fixarea ntre vrfuri - 710 mm.
Puterea motorului principal - 10 kW.
98
Construc(ia strungului normal
Fig. 8.1 Schema de principiu a strungului normal 1K62
Prtile componente principale (fig.8.1): A - batiul (serveste
ca suport la montarea tuturor ansamblurilor si subansamblurilor
strungului pe el; B - ppusa fix (n ea este montat cutia de
viteze, prin intermediul creia se asigur diferite turatii axului
principal); C - ppusa mobil ce serveste la centrarea pieselor
lungi ntre vrfuri si fixarea unor scule (burghie, lrgitoare,
adncitoare, alezoare); D - cruciorul cu port-cutitul E si cutia
cruciorului F (port-cutitul serveste la fixarea cutitelor, cutia
cruciorului - la transformarea miscrii de rotatie a axului
avansurilor sau a surubului conductor n miscare de translatie a
portcutitului), K - cutia de avansuri ce serveste la asigurarea
diferitelor turatii ale axului avansurilor si surubului conductor cu
scopul de a obtine diferite viteze de avans; L - axul avansurilor ce
serveste la transmiterea miscrilor de la cutia de avansuri la cutia
cruciorului; M - surubul conductor ce asigur deplasarea
cruciorului n directia longitudinal la filetare; H - lira rotilor de
schimb (pentru racordarea strungului).
99
Organele de dirijare: 1, 4 - mnerele de dirijare a cutiei de
viteze; 2 - mnerul lantului de modificare a pasului; 3 - manivela
inversrii la filetare (de dreapta si de stnga); 5 - volantul pentru
deplasarea manual longitudinal a cruciorului; 6 - cursorul cu
nsturas pentru cuplare-decuplare a pinionului cremalierei
cruciorului; 7- mnerul deplasrii manuale a saniei transversale;
8 - butoanele de conectare si decuplare a strungului; 9 - mnerul
deplasrii manuale a saniei portcutitului; 10 - butonul cuplrii
miscrilor accelerate a cruciorului; 11 - mnerul cuplrii-
decuplrii si inversrii avansului longitudinal si transversal; 12,
14- mnerele de cuplare si livrare a rotatiilor axului principal;
13 mnerul de conectare a piulitei conductoare a cruciorului;
15, 16 - mnerele de dirijare a cutiei de avansuri.
Miycrile de baz
Miycare de aychiere (sau principal) este numit
miscarea de rotatie a axului principal cu semifabricatul de
prelucrat, iar miycarea de avans - deplasarea cruciorului n
directie longitudinal sau transversal. Ppusa mobil poate fi
deplasat n directia longitudinal mpreun cu cruciorul. Toate
miscrile de avans sunt miscri de translatie rectilinii.
Miycri auxiliare sunt: deplasarea accelerat a
cruciorului n directiile longitudinal si transversal de la un
motor electric auxiliar; miscrile de instalare manual a
cruciorului n directiile longitudinal si transversal; schimbarea
pozitiei portcutitului sub orice unghi fat de axa de rotatie a
semifabricatului, alte miscri de dirijare si de msur.
Procedeele de prelucrare la strungul normal
Strunjirea suprafeelor exterioare cilindrice se execut cu
cutitul normal de strunjit, avnd avans longitudinal. La raportul
L/Ds4 (unde L lungimea si D diametrul semifabricatului),
semifabricatul se prinde n platou (fig.8.2,a); la 4<L/D<10
semifabricatul se fixeaz ntre vrfuri, utilizndu-se flanse cu
100
inim cu antrenare (fig.8.2,b), iar la L/D>10 semifabricatul se
fixeaz ntre vrfuri si se prelucreaz folosind luneta.
Fig. 8.2. Strunjirea suprafetelor cilindrice
Strunjirea suprafeelor conice se efectueaz cu cutitul
normal prin urmtoarele procedee:
a) prin deplasarea transversal a corpului ppusii mobile la
o distant h (fig.8.3,a).
n acest caz generatoarea suprafetei conice devine paralel
cu axa vrfurilor si prelucrarea se execut cu avansul longitudinal.
Metoda se utilizeaz la strunjirea conicittilor cu unghi mic la vrf
(2o s 10) la piese lungi.
n cazul cnd lungimea total a semifabricatului este L,
iar lungimea conicittii - , atunci, valoarea h se determina din
relatia:
L
2
d D
h
=
;
b) strunjirea conica cu ajutorul riglei de copiat (fig.8.3,b)
posed un avantaj prin permiterea avansului mecanic uniform al
sculei.
Se utilizeaz rigla rigid nclinat cu unghiul o/2 dintre
generatoarea conului si axa de rotatie a piesei. Unghiul se regleaz
pe un cadran gradat al dispozitivului. Rigla se prinde de sania
transversal, decupnd piulita surubului transversal, astfel c la
deplasarea longitudinal a cruciorului cutitul este obligat s se
deplaseze paralel cu rigla, rezultnd generatoarea conic a piesei.
101
Prin aceast metod se prelucreaz conicitti lungi cu unghiul la
vrf 2o egal cu 30 - 40;
Fig.8.3. Strunjirea suprafetelor conice: a) prin deplasarea
transversal a ppusii mobile; b) folosind rigla de copiat; c) prin
rotirea sniei port-cutit; d) cu ajutorul cutitului lat
c) strunjirea conic prin rotirea sniei port-cutit cu un
unghi o/2 (fig.8.3,c).
Astfel de prelucrare se efectueaz cu avansul manual ale
sniei transversale a cruciorului, n cazul cnd conicittile cu
diverse unghiuri la vrf sunt scurte;
d) strunjirea conic prin utilizarea cutitului lat avnd
unghiul de ataco/2 (fig.8.3,d).
Prelucrarea se efectueaz n cele mai multe cazuri cu avans
longitudinal. Lungimea tisului cutitului trebuie s fie mai mare
dect lungimea generatoarei conului. Prin aceast metod se
prelucreaz conicitti scurte de 25-30 mm.
102
Strunjirea suprafeelor profilate scurte (20-30 mm) se
efectueaz cu avans transversal, folosind cutite profilate de tip
disc (fig. 8.4,a) sau prismatice (fig.8.4,b), care se instaleaz la
nivelul centrilor strungului, sau cu cutite tangentiale instalate mai
jos de linia centrelor (fig.8.4, c).
Fig. 8.4. Strunjirea suprafetelor profilate
Suprafetele profilate lungi se prelucreaz cu ajutorul
riglelor de copiat prin avans longitudinal, conform traiectoriei
curbilinie, asemenea celei din figura 8.3, b.
Prelucrarea suprafeelor frontale (fig.8.5,a) se execut cu
cutite de strunjit cu avansul transversal spre centru sau de la
centru.
Strunjirea canalelor se execut cu cutite de canelat prin
avansul transversal (fig.8.5,b).
Executarea racordrilor (fig.8.5,c) se efectueaz cu cutite
de canelat, avnd vrful rotunjit, ori cu cutite de racordare.
Retezarea pieselor (fig.8.5,d) se execut cu cutite de rete-
zat, care pot avea tis drept sau nclinat, prin avans transversal.
103
Fig. 8.5. Scheme de strunjire ale:
suprafetei frontale (a), canalelor (b), racordrilor (c) si retezare (d)
Burghierea, zencuirea, lrgirea, adncirea i alezarea se
execut cu ajutorul sculelor respective (fig. 8.6, a, b, c, d). Sculele
si procedeele sunt descrise n a doua parte a acestei lucrri.
Fig. 8.6. Schemele de burghiere (a), lrgire (b),
adncire (c), alezare (d)
104
Strunjirea interioar se produce cu cutite de strunjire
interioar cu avansul longitudinal (fig.8.7).
Filetarea pe suprafete exterioare se execut cu cutitele de
filetare cu profil ce corespunde profilului filetului. Cutitele se
instaleaz astfel ca vrfurile lor s fie la nivelul liniei centrelor
strungului, iar axa profilului - perpendicular ei (fig.8.8).
Fig. 8.7. Schema strunjirii interioare Fig. 8.8. Schema filetrii
Pentru prelucrarea suprafetelor la strung se folosesc
diferite cutite, care se clasific conform urmtoarelor criterii:
dup procedeul prelucrrii (fig.8.9,a) - strunjire exterioar
longitudinal (1, 2, 3), plan transversal (7), de strunjire interioar
(6, 7), de retezat (8), de profilat disc (9) si prismatice (11), de
filetat (10); dup caracterul prelucrrii - de degrosare (l, 2) de
strunjire de semifinisare si finisare (5); dup forma pr(ii active
- drepte (1, 3), ncovoiate (2, 4, 6), ntinse (8); dup direc(ia
avansurilor (fig.8.9,b) - de dreapta (1,2), de stng (1, 3); dup
confec(ionare - monobloc, cu capul sudat, cu plcile dure sudate,
lipite ori fixate mecanic (fig.8.9, d); dup material din otel rapid,
cu plcute din carburi metalice, din mineraloceramic, cu
diamante.
105
Fig.8.9. Tipul cutitelor pentru strunjire
Dispozitive pentru strunguri
Pentru rotirea semifabricatului n miscarea principal este
necesar ca acesta s fie prins coaxial cu axa de rotatie a axului
principal. n acest scop se folosesc diferite dispozitive, cum ar fi:
platouri, vrfuri, lunete, monturi (mandrine).
Platourile pot fi:
- simple cu trei flci autocentrante (universal, fig. 8.10,a), este
utilizat mai frecvent pentru fixarea semifabricatelor scurte;
- cu 4 flci (flg.8.10,b) - pentru fixarea semifabricatelor
asimetrice;
- cu inim de antrenare (fig.8.10,c) se foloseste la
prelucrarea pieselor prinse ntre vrfuri;
- cu bucs elastic (flg.8.10,d), utilizate la strunguri automate;
- plansaib (cu caneluri n form de T) (fig. 8.10, e), pentru
prelucrarea pieselor asimetrice si n form de cutie.
106
a
e
d
Fig.8.10. Constructia platourilor
Vrfurile si lunetele se folosesc la prelucrarea
semifabricatelor lungi (vezi p.1.4 si fig. 8.2, b).
Vrfurile (fig. 8.11) pot fi simple (a), cu degajare (b),
sferice (c), inverse (d), rotative (e), canelate (f), cu ciuperc (g).
Lunetele sunt mobile si fixe. Cea mobil se ntreste pe
sania cruciorului, iar cea fix - pe ghidajele batiului.
Monturile se utilizeaz la prelucrarea suprafetelor
concentrice.
b
c
d
g
f
e
Fig. 8.11. Constructia vrfurilor de centrare
107
Construc(ia yi geometria cu(itului de strunjire
Pr(ile yi elementele cu(itului
Cutitul drept (normal) este compus din dou prti: activ
(capul) si de fixare (corpul) (fig. 8.12).
1
2
4
6
3
5
I
I
I
Fig. 8.12. Prtile componente si elementele cutitului
normal (drept)
Partea activ a sculei particip n mod direct la detasarea
aschiei si formarea suprafetei prelucrate. Ea cuprinde urmtoarele
elemente: fata de degajare (1) pe care alunec aschia n procesul
de aschiere; fata de asezare principal (2), orientat spre suprafata
de aschiere; fata de asezare secundar (3), orientat spre suprafata
prelucrat; tisul principal (4) format la intersectia fetei de
degajare cu fata de asezare principal; tiusul secundar (5), format
la intersectia fetei de degajare cu fata de asezare secundar, vrful
cutitului (6) intersectia muchiilor corespunztoare celor dou
tisuri.
Suprafe(e yi plane de referin(
Pentru a determina geometria (unghiurile) cutitului sunt
prevzute unele suprafete si planuri de referint.
n figura 8.13 se arat suprafetele si planele de referinta.
Suprafata 1 este suprafata piesei supus prelucrrii.
Suprafata 3 este acea parte din suprafata piesei care se
108
formeaz dup prelucrare.
Suprafata de aschiere 2 este o suprafat temporar care se
formeaz ntre suprafata neprelucrat a piesei si cea prelucrat.
Ca plane de referint deosebim planul de baz si cel de
aschiere.
Plan de baz (PB) - 4 se numeste planul paralel cu cele
doua miscri de avansS
l
si S
tr
(fig.8.13,a).
Plan de aschiere(PA) - 5 este planul care trece prin tisul
principal al sculei perpendicular pe planul de baz si tangent la
suprafata de aschiere.
La determinarea unghiurilor cutitului se folosesc planele
secante.
Planul secant principal N-N este perpendicular pe proiectia
tisului principal al sculei pe planul de baz (fig.8.13,b).
Planul secant secundar N1-N1 este perpendicular
proiectiei tisului secundar pe planul de baz.
Fig. 8.13. Suprafete si planuri de referint
Unghiurile pr(ii active
Pentru a determina unghiurile cutitului se consider c:
axa cutitului este perpendicular liniei dintre vrfurile strungului;
vrful cutitului se afl la nivelul liniei vrfurilor (fig.8,14).
109
Fig. 8.14. Unghiurile cutitului n sistemul de referint
constructiv
Unghiurile determin forma geometric a prtii active a
cutitului, realizat prin aschiere. n acest caz cutitul este privit
static ca un corp geometric.
Unghiurile care se determin n planul secant principal
sunt:
- unghiul de degajare principal (este format ntre fat
de degajare si un plan constructiv condus prin tisul principal
perpendicular pe planul de aschiere);
o - unghiul de ayezare principal (se formeaz ntre fata de
asezare principala si planul de aschiere);
| - unghiul de ascu(ire (este format ntre fata de degajare
si fata de asezare principal: | = 90- (+o);
o - unghiul de ayezare (e format ntre fata de degajare si
planul de aschiereo = 90 .
110
Unghiurile care se determin n planul de baz sunt:
- unghiul de atac principal format ntre proiectia
tisului principal pe planul de baz si directia avansului
longitudinal;
1
- unghiul de atac secundar format de proiectia tisului
secundar pe planul de baz si directia invers a avansului
longitudinal;
c - unghiul la vrf format ntre proiectiile pe planul de
baz ale celor dou tisuri: c = 108-(+
1
).
n planul de aschiere se determin unghiul de nclinare al
tiyului principal , care este format ntre proiectia tisului
principal pe planul de aschiere si linia trasat prin vrful cutitului
paralel planului de baz. El poate avea valoare pozitiv, negativ
si egal cu zero (fig.8.15):
n cazul cnd vrful cutitului este punctul maxim superior
al tisului, se consider negativ (fig.8.15,a), n acest caz aschia
lunec n directia prelucrrii.
a b c
-
Fig. 8.15. Unghiurile de nclinare ale tisului principal
n cazul cnd tisul principal este paralel cu planul de
baz, atunci = 0 (fig.8.15,b) si aschia lunec de-a lungul axei
cutitului.
Cnd vrful cutitului este punctul minim inferior al tisului
principal (fig.8.15,c) este pozitiv si aschia lunec n directia
invers prelucrrii.
111
B. PRELUCRAREA LA MA$INI DE GURIT
CONSIDERATII GENERALE
Masinile de gurit cu ax vertical se folosesc n sectii cu
productie unicat si n serii mici, precum si n ateliere de reparatie.
Pe masinile de gurit cu ax vertical se execut burghierea si alte
prelucrri ale suprafetelor gurilor.
Construc(ia mayinii de gurit cu ax vertical 2A135
Componentele principale (fig.8.16): A - masa pentru
fixarea semifabricatului; B-capul (contine cutia de avansuri si
mecanismul de deplasare vertical); C - cutia de viteze (asigur o
gam de turatii axului principal); D - batiul(poart toate organele
masinii de gurit); E-placa de fundatie.
Miycrile de baz
Miycarea principal (de aschiere) este numit miscarea
de rotatie a axului principal mpreun cu scula.
Miycare de avans este miscarea vertical a axului
principal mpreun cu scula. Miscrile auxiliare sunt miscri
manuale ale mesei si capului n directie vertical si miscarea
rapid a axului principal n directia vertical precum si alte
miscri de dirijare si de msur.
112
Fig. 8.16. Schema de principiu a masinii de gurit 2A135
Opera(iile principale
Burghierea este operatia de prelucrare prin aschiere,
pentru executarea unei guri n material compact, folosindu-se
drept scul burghiul (fig.8.17, a).
Lrgirea este operatia mririi diametrului unei guri. Se
lrgesc gurile cu diametrul mai mare de 20 mm, care sunt greu de
efectuat direct cu burghiul din cauza fortelor axiale mari. Mai nti
se obtine gaur cu diametrul d =(0,2 - 0,3) D, apoi se lrgeste cu
113
burghiul, care are diametrul D (fig.8.17, b).
Fig. 8.17. Operatiile efectuate la masinile de gurit:
burghierea (a); lrgirea (b); lrgirea (zencuirea), (c);adncirea (d,
e); centruirea (f); lamarea (g); filetarea (tarodarea (k); alezarea (l)
Zencuirea este operatia de prelucrare prin aschiere pentru
mrirea diametrul gurii. Aceast operatie se aplic la prelucrarea
unor guri obtinute n prealabil prin burghiere, turnare, forjare s.a.
(fig. 8.17,c), urmrind scopul mbunttirii calittii suprafetei,
preciziei dimensionale si formei. Prin acest proces se nltur asa
defecte ale gurilor cum ar fi: conicitatea, forma eliptic, forma de
butuci, forma concav si neperpendicularitatea axei gurii fat de
suprafata de intrare. Sculele folosite n acest scop se numesc
zencuitoare.
Adncirea este o operatie de prelucrare a extremittii
gurii. Se folosesc adncitoare cilindrice (fig.8.17,d) si conice
(fig.8.17,e).
114
Centruire este numit operatia pentru executarea gurilor
de centrare (fig. 8.17,f). Operatia se execut cu ajutorul burghielor
de centruire.
Lamarea este o operatie de prelucrare a suprafetei frontale
a gurii cu scopul asigurrii perpendicularittii ei pe axa gurii
(fig. 8.17,g).
Filetarea (tarodarea) este o operatie executat n vederea
realizrii filetului gurilor (fig.8.17,k). Scula utilizat se numeste
tarod.
Alezarea este o operatie de prelucrare a suprafetei
interioare a gurii cu scopul de a mri precizia si netezimea ei n
vederea unei asamblri (fig.8.17). Sculele folosite n acest scop se
numesc alezoare.
Sculele utilizate
Sculele principale folosite la masinile de gurit sunt:
burghiele, lrgitoarele, adncitoarele, lamatoarele, tarozii,
alezoarele.
Burghiele se mpart n: elicoidale, cu canale drepte de
centruire, late, pentru guri adnci, inelare.
Burghiele elicoidale se confectioneaz cu coada cilindric de
diametru 0,1-12 mm si cu coada conic de diametrul 10 - 75 mm.
Burghiele cu canale drepte se folosesc la prelucrarea
gurilor n materiale maleabile si n piese subtiri.
Burghiele de centruire se ntrebuinteaz la executarea
gurilor de centrare, necesare pentru fixarea semifabricatelor n
vrfuri (la strunjire).
Burghiele late au form de lopeti si se folosesc la
executarea gurilor n semifabricatele turnate si forjate cu duritate
nalt.
Burghiele pentru guri adnci se confectioneaz cu canale
de rcire.
Burghiele inelare sunt utilizate la prelucrarea unor guri
adnci si cu diametrul mai mare de 60 mm.
115
Zencuitoarele (fig.8.18,a) sunt scule cu 3 - 4 dinti. Dup
constructie pot fi: elicoidale cu coad conic pentru dimensiuni
mici (ds 35 mm) si elicoidale cu alezaj conic, care pot fi: cu dinti
monoliti (pentru diametre de pn la 80 mm) sau cu dinti reglabili
(pentru diametre pn la 100 mm).
Alezoarele (fig. 8.18, b) au un numr mare de dinti (6-18).
Dup forma gurii ce se prelucreaz alezoarele pot fi cilindrice si
conice. Dup modul de utilizare ele se mpart n mecanice si
manuale, iar dup constructie n alezoare monolit si cu dinti
demontabili. Pentru a mri durabilitatea prtii aschietoare a
alezorului, dintii se armeaz cu plci din aliaje dure.
Tarozii (fig. 8.18,c) din punct de vedere al actionrii se
mpart n: manuali, la care partea de calibrare nu se detaloneaz,
si de masin, n care detalonarea se face pe toat lungimea prtii
de lucru. n cazul cnd lungimea gurii este mai mare dect
portiunea aschietoare a tarodului, atunci pentru filetare se folosesc
doi sau trei tarozi. Primul tarod de dimensiuni mai mici dect
diametrul final realizeaz degrosarea, efectund circa 60 % din
lucrul mecanic de aschiere, al doilea este tot de degrosare cu
producerea a circa~ 30 % din lucru, iar al treilea de finisare
efectueaz circa 10 % din lucrul mecanic de aschiere .
Dispozitivele folosite
Sculele cu coad conic se pun n orificiul tronconic al
axului principal direct sau prin intermediul unor conuri de
reductie, iar sculele cu coad cilindric se prind ntr-o mandrin,
care la rndul ei, se fixeaz n orificiul axului principal.
O aplicare larg au dispozitivele de ghidare (fig.8.19),
datorit crora se evit trasarea. Ghidarea sculelor aschietoare n
timpul lucrului se face cu ajutorul bucselor de ghidare, executate
din otel clit si rectificate cu o nalt precizie.
Cel mai frecvent semifabricatele se fixeaz cu ajutorul
urmtoarelor dispozitive: plci de strngere (fig. 8.20,a),
menghine pentru masini (fig. 8.20,b), prisme (fig. 8.20,c).
116
B
B
l
1
l
2
l
5
l
4
l
3
L
l
A
l
1 l
2
A
2
l
1
l
4
l
3
l
5
l
l
5
l
4
l
1
l
2
l
5
L
Fig. 8.18. Sculele utilizate la masinile de gurit:
lrgitor (zencuitor) (a); alezor (b); tarod (c);
(1 partea util, 1
1
partea aschietoare, 1
2
partea de ghidare,
1
3
gt, 1
4
coad, 1
5
antrenor, si 2 - unghiul la vrf)
S 1 2
V
Fig. 8.19. Dispozitiv de ghidare:
1 semifabricat; 2 bucse de ghidare
A-A
B-B
117
Pentru prinderea semifabricatelor ce cere fixare special,
se folosesc echere simple (fig. 8.20,d) si universale (fig. 8.20,e).
Fig. 8.20. Dispozitivele utilizate la masinile de gurit:
plci de strngere (a); menghine pentru masini (b); prisme (c);
echer simplu (d); si echer universal (e)
Construc(ia yi geometria burghiului elicoidal
Pr(ile yi elementele burghiului
Burghiul elicoidal (fig. 8.21) este compus din: partea util
1, n care se include partea aschietoare1
1
si partea de ghidare1
2
;
gtul 1
3
; coada 1
4
, care poate fi conic (n acest caz burghiul se
fixeaz direct n axul principal reductiilor) sau cilindric (pentru
fixarea n mandrin), antrenorul 1
5
serveste pentru transmiterea
momentului de torsiune si ca spijin la extragerea burghiului din
orificiul axului principal.
a)
b)
c)
d)
e)
Semifabricatul
118
l
5
l
4
l
2
l
3
l
l
1
6
7 8 9 1 0 1 1
1
2 3 4
5
1 2
1 3
1 4
Fig.8.21. Elementele burghiului elicoidal
Partea aschietoare (fig. 8.21,b) are doi dinti aschietori
desprtiti prin miez (13). Fiecare dinte aschietor are o fat de
degajare (12, 14), o fat de asezare (5, 11), un tis principal (4, 7)
si ndeplinesc lucrul principal de aschiere. Tisul transversal (10)
se formeaz la intersectia fetelor de asezare. Pe partea util a
burghiului sunt prevzute dou canale elicoidale (1, 6) pentru
evacuarea aschiilor. Partea de ghidare 1
2
este prevzut cu dou
tisuri secundare (2, 8) de-a lungul fetelor (3, 9), care asigur
ghidarea burghiului n procesul guririi.
Parametrii geometrici ai burghiului elicoidal
Burghiul elicoidal are urmtorii parametri:
o - unghiul de ayezare se distinge n planul A-A paralel
cu axa burghiului (fig. 8.22). Pentru punctul considerat X se
schimb de lao
min
~ 7 la periferia burghiului pn lao
max
~ 26
la centrul lui;
a)
b)
119
o
2
C
C
x
x
o
2
2
B
B
A
A
Fig. 8.22.Geometria burghiului elicoidal
- unghiul de degajare se msoar n planul B-B
perpendicular pe tisul principal. Pentru punctul X se schimb de
la ~ 3 la vrful burghiului la ~ 30 la periferia lui;
w - unghiul de nclinare a canalului elicoidal determin
mrimea unghiului de degajare si variaz de la 10 (la gurirea
materialelor fragile) pn la 45 (pentru materiale maleabile);
1
unghiul conului invers variaz ntre 0,05 - 0,1 mm la
100 mm lungime a prtii utile. Serveste pentru a evita strngerea
burghiului n timpul gurii;
2 - unghiul la vrf, cuprins ntre tisurile principale, se
realizeaz prin ascutirea burghiului si valorile lui se aleg n functie
de materialul de prelucrare:
- pentru fonte, oteluri, bronzuri - 2 =116...118;
- pentru aliaje usoare (duraluminiu, aluminiu s.a), aluminiu -
2 =140;
- pentru ebonit, marmor, materiale fragile - 2 =80...90;
- unghiul de nclinare a tiyului transversal este
unghiul dintre proiectia tisului transversal si proiectia tisului
90
90
C-C
B-B
A-A
e
120
principal pe un plan perpendicular pe axa burghiului ( =
50...55).
MODUL DE LUCRU
1. Se studiaz notiuni teoretice, constructia si functionarea
strungului normal si masinei de gurit, procedeele de
prelucrare, sculele si dispozitivele necesare.
2. Se studiaz constructia si geometria cutitului de strunjire si
burghiului elicoidal.
3. Se caracterizeaz cutitul de strunjire si burghiul elicoidal
indicate de profesor si se produc msurrile elementelor, si
unghiurilor ale sculelor numite, rezultatele se nscriu n
tabelurile 8.1 si 8.2.
Tabelul 8.1
Caracteristica si unghiurile cutitului de strunjire
D
e
n
u
m
i
r
e
a
s
c
u
l
e
i
M
a
t
e
r
i
a
l
u
l
p
r
(
i
i
a
c
t
i
v
e
Unghiurile, grade
n planul secant
principal
n planul de baz
n planul
de
aychiere
o | o
1
c
Tabelul 8.2
Caracteristica si unghiurile burghiului elicoidal
D
e
n
u
m
i
r
e
a
b
u
r
g
h
i
u
l
u
i
M
a
t
e
r
i
a
l
u
l
p
r
(
i
i
a
y
c
h
i
e
t
o
a
r
e
Elementele constructive ale
burghiului
Unghiul, grad
D
i
a
m
e
t
r
u
l
,
D
,
m
m
L
u
n
g
i
m
e
a
,
L
,
m
m
L
u
n
g
i
m
e
a
p
r
(
i
i
u
t
i
l
e
,
l
,
m
m
G
r
o
s
i
m
e
a
m
i
e
z
u
l
u
i
,
b
,
m
m
L
a
v
r
f
,
2
o
D
e
n
c
l
i
n
a
r
e
a
t
i
y
u
l
u
i
t
r
a
n
s
v
e
r
s
a
l
,
C
o
n
u
l
u
i
i
n
v
e
r
s
,
1
D
e
n
c
l
i
n
a
r
e
a
c
a
n
a
l
u
l
u
i
e
l
i
c
o
i
d
a
l
,
=
121
CONTINUTUL DRII DE SEAM
1. Denumirea si scopul lucrrii.
2. Procedeele de prelucrare la strung si masina de gurit si
schemele de prelucrare.
3. Schita cutitului drept cu indicatia elementelor si parametrilor
geometrici.
4. Schita burghiului elicoidal cu indicatia elementelor si
parametrilor geometrici.
5. Tabelele 8.1 si 8.2 completate.
NTREBRI DE CONTROL
1. Elementele constructive ale strungului normal si destinatia lor.
2. Procedeele principale de prelucrare la strung.
3. Dispozitivele principale la strunjire.
4. Principiul de alctuire a lanturilor cinematice.
5. Elementele si parametrii geometrici ai cutitului.
7. Numiti prtile masinii de gurit 2A135 si destinatia lor.
8. Indicati operatiile, care se efectueaz la masinile de gurit.
9. Caracterizati dispozitivele folosite la masinile de gurit.
10. Descrieti sculele principale folosite la masinile de gurit.
11. Care sunt elementele si parametrii geometrici ai burghiului?
120
BIBLIOGRAFIE
1. P.Postolache., Iu.Ciofu., V.Sauga. Prelucrarea prin
deformare plastic si sudarea materialelor. ndrumar de
laborator. Chisinu, U.T.M.: 2000.
2. P.Postolache., Iu.Ciofu., G.Dntu. Studiul materialelor si
sudarea. ndrumar de laborator.- Chisinu, U.T.M.: 1999.
3. A.Palfavi s.a. Tehnologia materialelor. Publicatie reprint
dup editia editurii. Didactice si Pedagogice. - Bucuresti, 1985,
Chisinu, Stiinta.: 1993.
4. E.Alexeev., V.Melnic. Svarca pri stroitelinh i montajnh
rabotah. Editura Constructii. - Moscova.: 1969.
5. C.Ciochin., I.Mloreanu., A.Florescu., C.Moldovanu.,
O.Calancia., R. Dnil. Tehnologia materialelor. ndrumar
pentru lucrri de laborator. Iasi, Universitatea Tehnic
"G.Asachi".: 1993.
121
CUPRINS
Lucrarea nr.1. Metode, tehnici si aparate de analiz a
structurii materialelor............................................3
Lucrarea nr.2. Studierea aliajelor metalice................................19
Lucrarea nr.3. Clirea si revenirea otelului...............................35
Lucrarea nr.4. Executarea formei temporare n dou rame
cu model sectant.................................................44
Lucrarea nr.5. Studierea procesului de laminare a
metalelor.............................................................58
Lucrarea nr.6 Sudarea cu arc electric descoperit
(manual) - studierea surselor pentru arc la
sudare si stabilirea regimului de sudare.............62
Lucrarea nr.7 Studierea sudrii cu flacra oxiacetilenic..........82
Lucrarea nr.8 Prelucrarea la strunguri si masini de
gurit..................................................................95
Bibliografie .............................................................................120
You might also like
- Mecanica ClasicaDocument350 pagesMecanica ClasicaAndrei Navicon100% (2)
- Mecanica ClasicaDocument350 pagesMecanica ClasicaAndrei Navicon100% (2)
- Tema 3 - SIM - Pregătirea Probelor Pentru Analiza Optică Microstructurală - (Sapt. 7)Document4 pagesTema 3 - SIM - Pregătirea Probelor Pentru Analiza Optică Microstructurală - (Sapt. 7)Raluca Rociu0% (1)
- Stiinta Si Ingineria MaterialelorDocument17 pagesStiinta Si Ingineria MaterialelorRaresNo ratings yet
- Studiul Materialelor - Curs PDFDocument41 pagesStudiul Materialelor - Curs PDFjupitugrigore80% (5)
- Instalatii Termice CAZANEDocument73 pagesInstalatii Termice CAZANEVLADAN MARCEL100% (4)
- Instalatii Termice CAZANEDocument73 pagesInstalatii Termice CAZANEVLADAN MARCEL100% (4)
- Instalatii Termice CAZANEDocument73 pagesInstalatii Termice CAZANEVLADAN MARCEL100% (4)
- Analiza MicroscopicaDocument15 pagesAnaliza Microscopicarespect15No ratings yet
- Proiect BIBUDocument12 pagesProiect BIBURaluca Marin75% (4)
- Haidau Ronald Antonio - REFERAT DE SINTEZA - S.I.M. - Oteluri Si Fonte - Anul - I - MECATRONICA - (Sapt. 12)Document10 pagesHaidau Ronald Antonio - REFERAT DE SINTEZA - S.I.M. - Oteluri Si Fonte - Anul - I - MECATRONICA - (Sapt. 12)Florin Aleh100% (1)
- Termotehnica Si Masini Termice PDocument360 pagesTermotehnica Si Masini Termice PFlorin Stoica75% (4)
- MetalografieDocument16 pagesMetalografievladlucya100% (2)
- referAT STIINTA SI STUDIUL MATERIALELORDocument4 pagesreferAT STIINTA SI STUDIUL MATERIALELORLaurentiu MarinescuNo ratings yet
- Comportarea Mecanica A Unor Clase de Materiale NanostructurateDocument22 pagesComportarea Mecanica A Unor Clase de Materiale NanostructurateAndreea OpreaNo ratings yet
- Defectoscopie Cu Pulberi MagneticiDocument4 pagesDefectoscopie Cu Pulberi MagneticiBogdan Nedelcu50% (2)
- Stiinta Si Ingineria MaterialelorDocument17 pagesStiinta Si Ingineria MaterialelorRares100% (3)
- Producerea Energiei Electrice Şi TermiceDocument205 pagesProducerea Energiei Electrice Şi TermiceAndreiCeaglei100% (1)
- Pregatirea ProbelorDocument6 pagesPregatirea Probelorfabian_poisons100% (1)
- Tema 3 - SIM - Pregătirea Probelor Pentru Analiza Optică Microstructurală - (Sapt. 7) Referat RezolvatDocument4 pagesTema 3 - SIM - Pregătirea Probelor Pentru Analiza Optică Microstructurală - (Sapt. 7) Referat RezolvatFlorin Aleh100% (6)
- Fonta PerliticaDocument13 pagesFonta Perliticaluiza stefanescu100% (4)
- REFERAT SEMESTRIAL - SIM - Structuri de Echilibru Ale Aliajelor Fe-CDocument9 pagesREFERAT SEMESTRIAL - SIM - Structuri de Echilibru Ale Aliajelor Fe-CPopa CristianNo ratings yet
- Tema 2 - SIM - Metode de Analiză A Unor Aspecte Structurale Ale Materialelor Metalice .Document3 pagesTema 2 - SIM - Metode de Analiză A Unor Aspecte Structurale Ale Materialelor Metalice .Andrei Busuroi100% (1)
- Oteluri Si Fonte MASTERDocument7 pagesOteluri Si Fonte MASTEREmeric Tocai100% (1)
- Nicolae Loredana 117Document12 pagesNicolae Loredana 117Florin Aleh100% (1)
- REFERAT SEMESTRIAL - SIM - Structuri de Echilibru Ale Aliajelor Fier - Carbon - Sapt. 12Document10 pagesREFERAT SEMESTRIAL - SIM - Structuri de Echilibru Ale Aliajelor Fier - Carbon - Sapt. 12Florin Aleh100% (2)
- Laur IonutDocument11 pagesLaur IonutFlorin AlehNo ratings yet
- Pregatirea Probelor MetalograficeDocument6 pagesPregatirea Probelor MetalograficeCoca BogdanNo ratings yet
- PROIECT Control Nedistructiv Cu Pulberi MagneticeDocument29 pagesPROIECT Control Nedistructiv Cu Pulberi MagneticeOvidiu Popa50% (2)
- Stiinta Materialelor Ref1 PDFDocument19 pagesStiinta Materialelor Ref1 PDFMaria-Adriana PitigoiNo ratings yet
- Lucrare de Sinteza-Deac CalinDocument16 pagesLucrare de Sinteza-Deac CalinFlorin AlehNo ratings yet
- Oteluri Si FonteDocument7 pagesOteluri Si FonteLebada NeagraNo ratings yet
- 01 Cercetarea MacroscopicaDocument4 pages01 Cercetarea Macroscopicadaniel_grigoriu2009No ratings yet
- Analiza Microscopic A A MetalelorDocument9 pagesAnaliza Microscopic A A MetalelorSimona ElenaNo ratings yet
- Proiect Incercari MicrostructuraleDocument16 pagesProiect Incercari MicrostructuraleiarbafmNo ratings yet
- Prelevare Pregatire Probe Atac MicroscopDocument16 pagesPrelevare Pregatire Probe Atac MicroscopBogdan EneNo ratings yet
- Lucrare de Practica - 1 - Pregatirea Probelor MTN - IIDocument13 pagesLucrare de Practica - 1 - Pregatirea Probelor MTN - IIAndrei DianaNo ratings yet
- Cursuri La Studiul MaterialelorDocument16 pagesCursuri La Studiul MaterialelorTrincu SergiuNo ratings yet
- Lucrarea NR 2 Si NR 3Document7 pagesLucrarea NR 2 Si NR 3Cristina TirnovetchiNo ratings yet
- L03 - Cercetarea MacroscopicaDocument7 pagesL03 - Cercetarea MacroscopicaPopa DeliaNo ratings yet
- Rezumat Teza RUS DorinDocument57 pagesRezumat Teza RUS DorinIzabellaMolnarNo ratings yet
- Tematica Licenta - TCM - 2013-2014Document6 pagesTematica Licenta - TCM - 2013-2014supertarzanmanNo ratings yet
- Tehnologia Presarii La ReceDocument17 pagesTehnologia Presarii La ReceLuci Andronie100% (1)
- TAMAS RUDOLF - Analiza Suprafetelor de Rupere Prin FractografieDocument16 pagesTAMAS RUDOLF - Analiza Suprafetelor de Rupere Prin FractografieRudolf TamasNo ratings yet
- Tema Nr. 2Document2 pagesTema Nr. 2Alin MitrutNo ratings yet
- nr4 - копияDocument4 pagesnr4 - копияDan BrynzaNo ratings yet
- Stiinta Si Ingineria Materialelor - Pregatirea Probelor IceDocument7 pagesStiinta Si Ingineria Materialelor - Pregatirea Probelor IceRobert VargaNo ratings yet
- Universitatea Politehnica PROIECT TFPDocument12 pagesUniversitatea Politehnica PROIECT TFPBarariu AurelianNo ratings yet
- UI - 7 - Macroscopia Si Defectos PDFDocument34 pagesUI - 7 - Macroscopia Si Defectos PDFPetrescu BogdanNo ratings yet
- FIŞA CANDIDATULUI Sebastian BradDocument19 pagesFIŞA CANDIDATULUI Sebastian BradDumitru MariusNo ratings yet
- 09 12 28 392 Analiza GranulometricaDocument14 pages09 12 28 392 Analiza GranulometricaAlexandru EugenNo ratings yet
- Proteze nr5Document7 pagesProteze nr5Dunas DanNo ratings yet
- Elena ProiectDocument19 pagesElena ProiectMiroiu CristinaNo ratings yet
- Tema 7Document6 pagesTema 7Alina VechiuNo ratings yet
- Documentatie Master Foraj BATISTATUDocument111 pagesDocumentatie Master Foraj BATISTATUCristian GherghiţăNo ratings yet
- Laborator NR 3Document6 pagesLaborator NR 3Anishoara CovalciucNo ratings yet
- Micro Si Nanotehnologii de Prelucrare Cu Fascicul de ElectroniDocument17 pagesMicro Si Nanotehnologii de Prelucrare Cu Fascicul de Electronicristina_zaharia865440No ratings yet
- TribologieDocument87 pagesTribologieulen1953No ratings yet
- Cunoașterea Științifică, Volumul 2, Numărul 3, Septembrie 2023From EverandCunoașterea Științifică, Volumul 2, Numărul 3, Septembrie 2023No ratings yet
- Procedura de Deschidere A Unui SRL În Republica MoldovaDocument4 pagesProcedura de Deschidere A Unui SRL În Republica MoldovaDumitru BostanNo ratings yet
- FOREN 2016 Bostan DumitruDocument22 pagesFOREN 2016 Bostan DumitruDumitru BostanNo ratings yet
- MAI Partea 1Document47 pagesMAI Partea 1Dumitru BostanNo ratings yet
- Cazane DEDocument45 pagesCazane DEDumitru BostanNo ratings yet
- CAP1 Instalatii Electrice - TermiceDocument30 pagesCAP1 Instalatii Electrice - TermiceCătălin PetreNo ratings yet
- Indrumar La Studiul MaterialelorDocument125 pagesIndrumar La Studiul MaterialelorDumitru BostanNo ratings yet
- Impuls MecanicDocument25 pagesImpuls MecanicDumitru BostanNo ratings yet
- Indrumar La Studiul MaterialelorDocument125 pagesIndrumar La Studiul MaterialelorDumitru BostanNo ratings yet
- Impuls MecanicDocument25 pagesImpuls MecanicDumitru BostanNo ratings yet