You might also like
- LW Cosmic RaysDocument15 pagesLW Cosmic Rayskoochimetal100% (3)
- Embedded Structural Steel Connections PDFDocument9 pagesEmbedded Structural Steel Connections PDFphil brownNo ratings yet
- ACI Design AidsDocument60 pagesACI Design AidsNabeel SheikhNo ratings yet
- Steel DeckDocument13 pagesSteel Deckrini100% (1)
- Recommendations for Shear Lag Factors for Longitudinally Welded Tension MembersDocument22 pagesRecommendations for Shear Lag Factors for Longitudinally Welded Tension MembersSergioAlcantaraNo ratings yet
- PDF Awc Sdpws 2015 Withcommentary CompressDocument100 pagesPDF Awc Sdpws 2015 Withcommentary CompressJorge ChaconNo ratings yet
- Block+Shear+Equations+Revisited AgainDocument8 pagesBlock+Shear+Equations+Revisited AgainSergioAlcantaraNo ratings yet
- Concrete Masonry Units GuideDocument8 pagesConcrete Masonry Units GuideDilxan FdoNo ratings yet
- General Design of Rectangular Tanks: The Walls Are Designed Both For Direct Tension and Bending MomentDocument17 pagesGeneral Design of Rectangular Tanks: The Walls Are Designed Both For Direct Tension and Bending MomentAlvin AsinguaNo ratings yet
- The Effect of Eccentricity On Brace-To-Gusset AnglesDocument6 pagesThe Effect of Eccentricity On Brace-To-Gusset AnglesAnonymous 7MdZQn10% (1)
- DIY RC Foamboard PlaneDocument44 pagesDIY RC Foamboard Planeboon1961No ratings yet
- DDM04 S310 16 SupplementDocument4 pagesDDM04 S310 16 SupplementmojeebmashalNo ratings yet
- ACI 318/350 P-M Interaction Diagram: US Customary UnitsDocument6 pagesACI 318/350 P-M Interaction Diagram: US Customary UnitsMohit VatsNo ratings yet
- Canam Steel DeckDocument168 pagesCanam Steel DeckAnonymous 8hx6hKN3No ratings yet
- Aci 318-14 RC-PN-001Document6 pagesAci 318-14 RC-PN-001Bunkun15No ratings yet
- Three Moments of An Explosion 50 Page FridayDocument44 pagesThree Moments of An Explosion 50 Page FridayRandom House Publishing GroupNo ratings yet
- Beginners Method To Solving The 3x3 Rubiks CubeDocument8 pagesBeginners Method To Solving The 3x3 Rubiks Cubeboon1961100% (1)
- BIA - Steel Lintel DesignDocument7 pagesBIA - Steel Lintel Designgpax42No ratings yet
- Engine Health ManagementDocument5 pagesEngine Health ManagementkhagendrakryadavNo ratings yet
- SDI Design Aid PDFDocument6 pagesSDI Design Aid PDFgks6043No ratings yet
- Large Moment ExampleDocument5 pagesLarge Moment ExampleAmro Ahmad AliNo ratings yet
- Software Verification: AISC-360-10 Example 001Document9 pagesSoftware Verification: AISC-360-10 Example 001Davico HernandezNo ratings yet
- Unistrut CalcDocument12 pagesUnistrut Calcjacs127No ratings yet
- Adequate Masonry Wall DesignDocument3 pagesAdequate Masonry Wall DesignJacinto EstradaNo ratings yet
- RECTBEAMDocument16 pagesRECTBEAMselva84No ratings yet
- TR12 PDFDocument24 pagesTR12 PDFramorusoNo ratings yet
- Agilent Vacuum Training GuideDocument27 pagesAgilent Vacuum Training GuidesinytellsNo ratings yet
- Homemade PlasticDocument11 pagesHomemade Plasticboon1961No ratings yet
- Model Aircraft 2012-11Document84 pagesModel Aircraft 2012-11bobbyb121223486% (7)
- Cyclic Behavior of Steel Gusset Plate Connections PDFDocument165 pagesCyclic Behavior of Steel Gusset Plate Connections PDFliron4349No ratings yet
- Purlin Design To AISI LRFD Using Rational Buckling Analysis 09007dcc809cfddfDocument14 pagesPurlin Design To AISI LRFD Using Rational Buckling Analysis 09007dcc809cfddfEmrE GöktuĞ100% (1)
- Engineering For Steel ConstructionDocument2 pagesEngineering For Steel ConstructionBiju Muttathukatil0% (1)
- AISC - Design Guide 10 - Errata - Erection Bracing of Low - Rise Structural Steel Buildings PDFDocument2 pagesAISC - Design Guide 10 - Errata - Erection Bracing of Low - Rise Structural Steel Buildings PDFapuhapuh_153349No ratings yet
- Wood Shear Wall Design Examples For WindDocument4 pagesWood Shear Wall Design Examples For WindAbdurrahman ÇINARNo ratings yet
- SWD-CSA-A23.3-04 Shear Wall Design ManualDocument82 pagesSWD-CSA-A23.3-04 Shear Wall Design ManualYohan LimNo ratings yet
- Toe-Nail Connection Design Based on NDS 2005Document1 pageToe-Nail Connection Design Based on NDS 2005leroytuscanoNo ratings yet
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesFrom EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesNo ratings yet
- SGS Annual 2019 Form V Mathematics Advanced Multiple ChoiceDocument36 pagesSGS Annual 2019 Form V Mathematics Advanced Multiple ChoiceDog DogNo ratings yet
- The Bare Minimum DIY LatheDocument5 pagesThe Bare Minimum DIY Latheboon1961100% (1)
- SDI-C-2011 Standard for Composite Steel Floor Deck-SlabsDocument36 pagesSDI-C-2011 Standard for Composite Steel Floor Deck-SlabsDiego Torres100% (1)
- Bolt-to-Rectangular HSS Wall Connections DesignDocument1 pageBolt-to-Rectangular HSS Wall Connections DesignronyNo ratings yet
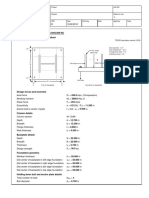
- Base Plate Anchor Bolt DesignDocument8 pagesBase Plate Anchor Bolt DesignnoneofyourbusineesNo ratings yet
- Buck, Pearl S. - Fourteen Stories (Pocket Books, 1963)Document239 pagesBuck, Pearl S. - Fourteen Stories (Pocket Books, 1963)EnglishSmj100% (2)
- Protective TextilesDocument6 pagesProtective TextilesKhubab ShakerNo ratings yet
- Engineering Journal: Methods for Incorporating Live Load Reduction in Frame AnalysisDocument174 pagesEngineering Journal: Methods for Incorporating Live Load Reduction in Frame AnalysisIlham setyabudiNo ratings yet
- Designofwallsbin00ketcuoft BW PDFDocument612 pagesDesignofwallsbin00ketcuoft BW PDFmohamnamam100% (2)
- WS TDG 35 Floor Diaphrams in Timber Buildings 09-20Document34 pagesWS TDG 35 Floor Diaphrams in Timber Buildings 09-20Joseph Booker100% (1)
- Drill Press LatheDocument13 pagesDrill Press Latheboon1961No ratings yet
- AISC DESIGN GUIDE eXCERPTDocument3 pagesAISC DESIGN GUIDE eXCERPTMike2322No ratings yet
- Gypsy Wagon BuildingDocument20 pagesGypsy Wagon Buildingboon1961No ratings yet
- Phase DiagramsDocument72 pagesPhase DiagramsRahul PandeyNo ratings yet
- HHS Connection DesignDocument3 pagesHHS Connection Designwii2001No ratings yet
- Edge Distance - For HolesDocument2 pagesEdge Distance - For Holessamix999No ratings yet
- Hotel Design ConsiderationsDocument6 pagesHotel Design ConsiderationsAlther DabonNo ratings yet
- ACI code requirements for structural concrete parametersDocument5 pagesACI code requirements for structural concrete parametersOscarCVNo ratings yet
- Design of Aluminum StructureDocument29 pagesDesign of Aluminum StructurerobcfuNo ratings yet
- Meet The Experts - Steel JoistsDocument2 pagesMeet The Experts - Steel Joistsseth_gzbNo ratings yet
- Design and analysis of composite concrete-steel deck systemsDocument16 pagesDesign and analysis of composite concrete-steel deck systemsAhmad FitrahNo ratings yet
- E Hconsulting CC: Civil and Structural DesignDocument4 pagesE Hconsulting CC: Civil and Structural DesignGaurav MalyaNo ratings yet
- Discussion - Design of W-Shapes For Combined Bending and TorsionDocument2 pagesDiscussion - Design of W-Shapes For Combined Bending and TorsionnaimNo ratings yet
- AISI Wall Stud 2004Document34 pagesAISI Wall Stud 2004MoGHNo ratings yet
- A Design Guide For Bracing Cold-Formed Steel StructuresDocument10 pagesA Design Guide For Bracing Cold-Formed Steel StructuresSaravanan SilambanNo ratings yet
- Standard Hooks Card-ASTMDocument2 pagesStandard Hooks Card-ASTMAnonymous ANo ratings yet
- W14x43 To HSS6x6x1 - 2 Moment ConnDocument21 pagesW14x43 To HSS6x6x1 - 2 Moment ConnrajedmaglinteNo ratings yet
- 05 - Monotonic and Cyclic Response of Speed-Lock Connections With Bolts in Storage RacksDocument16 pages05 - Monotonic and Cyclic Response of Speed-Lock Connections With Bolts in Storage RacksJosé Miguel Martínez100% (1)
- Weld Analysis For DummiesDocument6 pagesWeld Analysis For DummiesJosh SmithNo ratings yet
- AISC-Connections in SteelDocument42 pagesAISC-Connections in SteelAlan PeterNo ratings yet
- Ej 2021 q1 IssueDocument82 pagesEj 2021 q1 IssueReab SimanthNo ratings yet
- Review of AISI Design Guide For Cold-Formed Steel Purlin Roof FraDocument17 pagesReview of AISI Design Guide For Cold-Formed Steel Purlin Roof FraguillermoNo ratings yet
- Risa Base Plate ExampleDocument2 pagesRisa Base Plate ExampleFandy SipataNo ratings yet
- Design of Short ColumnsDocument4 pagesDesign of Short ColumnsNikitaBhattaraiAcharya0% (1)
- Roberts 1991Document18 pagesRoberts 1991guojie zhouNo ratings yet
- AISC Member Dimensions ViewerDocument1 pageAISC Member Dimensions ViewerAulia MirzaNo ratings yet
- WessexDocument120 pagesWessexboon1961100% (1)
- Canoe SailDocument11 pagesCanoe Sailboon1961100% (1)
- Shut Up and Take My Money - The Motoped - RideApartDocument8 pagesShut Up and Take My Money - The Motoped - RideApartboon1961100% (1)
- LRTDocument1 pageLRTboon1961No ratings yet
- Gas Beating Electric Race KartDocument9 pagesGas Beating Electric Race Kartboon1961No ratings yet
- Bench Lathe 3 in 1 Lathe Sander GrinderSharpenerDocument13 pagesBench Lathe 3 in 1 Lathe Sander GrinderSharpenerboon1961No ratings yet
- Stain PVC Any Color You Like - MAKEDocument13 pagesStain PVC Any Color You Like - MAKEboon1961No ratings yet
- Pallet Coffee Table From Reclaimed WoodDocument14 pagesPallet Coffee Table From Reclaimed Woodboon1961No ratings yet
- Make A Sharpening System With A Sharpening Stone ADocument5 pagesMake A Sharpening System With A Sharpening Stone Aboon1961100% (1)
- Mini Tablesaw Router Shaper For Dremel RotaryDocument14 pagesMini Tablesaw Router Shaper For Dremel Rotaryboon1961No ratings yet
- Tennis Ball Launcher 2Document48 pagesTennis Ball Launcher 2boon1961No ratings yet
- Woodturning With A Drill PressDocument18 pagesWoodturning With A Drill Pressboon1961No ratings yet
- DIY Fishing Tackle Tube Using PVC PipeDocument6 pagesDIY Fishing Tackle Tube Using PVC Pipeboon1961No ratings yet
- Easy Paracord USB Flash Drive CaseDocument9 pagesEasy Paracord USB Flash Drive Caseboon1961No ratings yet
- Turn Your Office Into A KayakDocument9 pagesTurn Your Office Into A Kayakboon1961No ratings yet
- Table Saw Sled For Precise Angled CutsDocument7 pagesTable Saw Sled For Precise Angled Cutsboon1961No ratings yet
- DIY Human Powered Hydrofoil The "Hydrothopter"Document15 pagesDIY Human Powered Hydrofoil The "Hydrothopter"boon1961No ratings yet
- Build Kayak from Recycled BottlesDocument8 pagesBuild Kayak from Recycled Bottlesboon1961No ratings yet
- 6 Tips For Cutting Complex Curves On A BandsawDocument8 pages6 Tips For Cutting Complex Curves On A Bandsawboon1961No ratings yet
- Small Foldable Tripod DollyDocument8 pagesSmall Foldable Tripod Dollyboon1961No ratings yet
- Bungee BazookaDocument35 pagesBungee Bazookaboon1961No ratings yet
- Building A Threaded Pipe Steadi CamDocument11 pagesBuilding A Threaded Pipe Steadi Camboon1961No ratings yet
- 1st Quarter Performance Task FREE FALLDocument28 pages1st Quarter Performance Task FREE FALLNimrod KoNo ratings yet
- Chapter 1 Introduction To Physics StudentDocument18 pagesChapter 1 Introduction To Physics StudentAizat ArifNo ratings yet
- Donkr Rational Bankroll Management Part2Document7 pagesDonkr Rational Bankroll Management Part2kustad33No ratings yet
- Dynasone User's ManualDocument19 pagesDynasone User's ManualbandorrNo ratings yet
- F'edtu: Standard Specification FOR Ceramic Fibre BlanketsDocument6 pagesF'edtu: Standard Specification FOR Ceramic Fibre BlanketsAnonymous dmMjTmyINo ratings yet
- Overview of 7FB Turbines PDFDocument22 pagesOverview of 7FB Turbines PDFNikhil MalhotraNo ratings yet
- Solved - Electrostatic Precipitator (ESP) Electrostatic Precipit... PDFDocument3 pagesSolved - Electrostatic Precipitator (ESP) Electrostatic Precipit... PDFAdeel ur RehmanNo ratings yet
- 2008-Teacher 20080324 1509 2Document20 pages2008-Teacher 20080324 1509 2Mateo PremarionNo ratings yet
- Form 5A: Term Distribution of Course: ST STDocument3 pagesForm 5A: Term Distribution of Course: ST STFrances TangubNo ratings yet
- CST Math 2015 - Day 10 - Situational ProblemsDocument20 pagesCST Math 2015 - Day 10 - Situational Problemsapi-245317729No ratings yet
- XZXZXDocument106 pagesXZXZXMustafa AkbarNo ratings yet
- Semikron Datasheet Skm100gb12t4 22892020Document5 pagesSemikron Datasheet Skm100gb12t4 22892020Mynk Maddy VsvkrmaNo ratings yet
- Setting I T Protection For Direct PWM Commutated MotorsDocument2 pagesSetting I T Protection For Direct PWM Commutated Motorsalpha1ahNo ratings yet
- 2ED Advanced Math William Guo ToC RefDocument11 pages2ED Advanced Math William Guo ToC RefOliver Henry CamonesNo ratings yet
- Chapter 14mDocument24 pagesChapter 14mamirNo ratings yet
- Setting and Atmosphere in Three Victorian Stories Setting in The Signalman'Document2 pagesSetting and Atmosphere in Three Victorian Stories Setting in The Signalman'Muhammad NadeemNo ratings yet
- Acid-base equilibria conceptsDocument2 pagesAcid-base equilibria conceptsNkemzi Elias NzetengenleNo ratings yet
- Fire Resistance DesignDocument43 pagesFire Resistance DesignPrantik Adhar SamantaNo ratings yet
- Partial Discharge 1 PDFDocument8 pagesPartial Discharge 1 PDFsamsungloverNo ratings yet
- Electrical Standards and ConventionsDocument23 pagesElectrical Standards and ConventionsAngelika ParedesNo ratings yet
- Do You Supply Similar Materials?: SAE J1392 Grade 070ZL Hot-RolledDocument4 pagesDo You Supply Similar Materials?: SAE J1392 Grade 070ZL Hot-RolledALEX MURPHYNo ratings yet
- Mossbauer SpectrometerDocument43 pagesMossbauer SpectrometerColin BullockNo ratings yet