You might also like
- Barrier FilmsDocument37 pagesBarrier FilmsJulio GarcíaNo ratings yet
- Lamination: - Bhupendra SinghDocument37 pagesLamination: - Bhupendra SinghSachin Kothari100% (1)
- Basic Laminating Technology 4Document16 pagesBasic Laminating Technology 4Ronaldo latumanuwyNo ratings yet
- Solving Engineering Problems with SolidWorks Flow Simulation 2009Document80 pagesSolving Engineering Problems with SolidWorks Flow Simulation 2009Olafl0No ratings yet
- The Essential Ingredients in A PVC Formulation AreDocument7 pagesThe Essential Ingredients in A PVC Formulation AreRicky DavisNo ratings yet
- Indian Printing Industry Profile 2010Document36 pagesIndian Printing Industry Profile 2010Anil YadavNo ratings yet
- PP Cast FilmDocument4 pagesPP Cast FilmMiguel MarujoNo ratings yet
- Film Properties-Tests and DetailsDocument40 pagesFilm Properties-Tests and DetailsShubham Kumar100% (2)
- Packaging AssignmentDocument11 pagesPackaging AssignmentAbhijeetKumarNo ratings yet
- International Chemistry Olympiad Problems Volume 03 (2009-2013)Document291 pagesInternational Chemistry Olympiad Problems Volume 03 (2009-2013)Science Olympiad Blog75% (4)
- LAMINATION SUITABILITYDocument3 pagesLAMINATION SUITABILITYSwapnesh GoswamiNo ratings yet
- BR Tamboli UV Basics 22.04.2016Document47 pagesBR Tamboli UV Basics 22.04.2016sambasivaNo ratings yet
- A Guide To Thermoplastic Polyurethanes (TPU)Document26 pagesA Guide To Thermoplastic Polyurethanes (TPU)camb1967No ratings yet
- 04 Laminating-Adhesives Glasbrenner PDFDocument28 pages04 Laminating-Adhesives Glasbrenner PDFAlmoosawiNo ratings yet
- Extrusion of Blown Film ProductionDocument47 pagesExtrusion of Blown Film ProductionnamNo ratings yet
- Polymer AdditivesDocument7 pagesPolymer AdditivesS S S REDDY100% (1)
- Redesign of Scott Bicycle Frame AnalysisDocument11 pagesRedesign of Scott Bicycle Frame Analysisraghunath670743No ratings yet
- Lamination Vs CoatingDocument7 pagesLamination Vs CoatingJscribd100% (1)
- Cast Polypropylene Film Production ProcessDocument3 pagesCast Polypropylene Film Production Processrajput_ajay_mba6815100% (1)
- DSM NeoResins+ Film Coatings Provide Functionality and AestheticsDocument69 pagesDSM NeoResins+ Film Coatings Provide Functionality and Aestheticskhalidkhanani100% (2)
- Flexible Packaging: (Basic Films / Raw Materials For Converting)Document10 pagesFlexible Packaging: (Basic Films / Raw Materials For Converting)pandu krNo ratings yet
- EP2566920A2 - Super-Soft Thermoplastic Elastomers - Google Patents PDFDocument20 pagesEP2566920A2 - Super-Soft Thermoplastic Elastomers - Google Patents PDFSimas ServutasNo ratings yet
- PVC PLasticisersDocument2 pagesPVC PLasticisersKrishna PrasadNo ratings yet
- Flexible Packaging Laminates for Food, Drugs and Consumer GoodsDocument13 pagesFlexible Packaging Laminates for Food, Drugs and Consumer GoodsHimanshu GuptaNo ratings yet
- Calander PDFDocument14 pagesCalander PDFansari_poly5264No ratings yet
- Extrusion Coating 6664Document61 pagesExtrusion Coating 6664An Phạm100% (1)
- Easaqua TolonateDocument11 pagesEasaqua TolonateAlptekinNo ratings yet
- Plastics AdditivesDocument95 pagesPlastics AdditivesJose Castro100% (1)
- Blown Film ManualDocument20 pagesBlown Film ManualJohn P. Bandoquillo100% (2)
- Acrylic Resin FundamentalsDocument5 pagesAcrylic Resin FundamentalsvaducNo ratings yet
- What Is Blown Film ExtrusionDocument2 pagesWhat Is Blown Film ExtrusionJonas BonfimNo ratings yet
- What Is MasterbatchesDocument9 pagesWhat Is MasterbatchesRaj50% (2)
- Presented By: Laminating Adhesives For Flexible PackagingDocument14 pagesPresented By: Laminating Adhesives For Flexible PackagingKarim BoudaouchNo ratings yet
- Bopp and Pet PropertiesDocument10 pagesBopp and Pet PropertiesIzhar ShaikhNo ratings yet
- Lecture - 15 Additives and CompoundingDocument34 pagesLecture - 15 Additives and CompoundingK.Raghavendra100% (1)
- INNATE Customer PresentationDocument35 pagesINNATE Customer PresentationSayed Abu Sufyan100% (1)
- Common finishing problems and solutions guideDocument16 pagesCommon finishing problems and solutions guideSyamlal Skaku100% (1)
- Film Extrusion PDFDocument63 pagesFilm Extrusion PDFTrần Hữu Như100% (1)
- LDPE Shrink Film SpecificationsDocument1 pageLDPE Shrink Film SpecificationsSriniNo ratings yet
- Extrusion 180709144910 PDFDocument78 pagesExtrusion 180709144910 PDFkathiravanpr_6744097No ratings yet
- Extrusion Coating & LaminationDocument24 pagesExtrusion Coating & Laminationzus2012100% (1)
- Thermal Analysis of Albendazole Investigated by HSM, DSC and FTIRDocument8 pagesThermal Analysis of Albendazole Investigated by HSM, DSC and FTIRElvina iskandarNo ratings yet
- RIL BoppDocument14 pagesRIL BoppSaurabh PariharNo ratings yet
- Blown Film CatalogueDocument12 pagesBlown Film CatalogueMohammad-reza NabavinezhadNo ratings yet
- CIT PVC ProcessingDocument45 pagesCIT PVC ProcessingThao Nguyen Van100% (1)
- Flexible PackagingDocument16 pagesFlexible Packagingdreamwakeman100% (1)
- Polyactic Acid Shrink Films and MethodsDocument16 pagesPolyactic Acid Shrink Films and MethodshatharasingheNo ratings yet
- Adding Vistamaxx PBE Reduces Stretch Film Material Use by 16Document1 pageAdding Vistamaxx PBE Reduces Stretch Film Material Use by 16Selva RajanNo ratings yet
- Dry Film LaminationDocument9 pagesDry Film LaminationDieselJakeNo ratings yet
- Fertilizer Packaging BagsDocument11 pagesFertilizer Packaging BagsVidushi ShuklaNo ratings yet
- BOPP SummaryDocument4 pagesBOPP SummaryPriankush ChakrabortyNo ratings yet
- Guide To BondingDocument46 pagesGuide To Bondingbotan_mihaiNo ratings yet
- Everything about plastic filmsDocument16 pagesEverything about plastic filmspraveenNo ratings yet
- BoPET Applications 2016Document32 pagesBoPET Applications 2016SHRIPAD AMATENo ratings yet
- Flexo Printing Machinery Catalog English UpdatedDocument8 pagesFlexo Printing Machinery Catalog English UpdatedOMAR JOSE LEALNo ratings yet
- Blown Film Lines BrochureDocument20 pagesBlown Film Lines BrochureOsmar JrNo ratings yet
- Adhesive Bopp Tape PDFDocument8 pagesAdhesive Bopp Tape PDFjitendrajain161050% (2)
- Blown FilmDocument4 pagesBlown FilmAdinda LNo ratings yet
- Skar BorealisDocument22 pagesSkar BorealisAsier FloresNo ratings yet
- 2015 BASF Flexible-Packaging-Inks Landscape ELDocument12 pages2015 BASF Flexible-Packaging-Inks Landscape ELPongthip PesachpinankulNo ratings yet
- Metal Bearing Waste Streams: Minimizing, Recycling and TreatmentFrom EverandMetal Bearing Waste Streams: Minimizing, Recycling and TreatmentNo ratings yet
- Corona PretreatmentDocument8 pagesCorona PretreatmentcehigueraNo ratings yet
- Development and Simulation of Extrusion Lamination Process With PolyethyleneDocument11 pagesDevelopment and Simulation of Extrusion Lamination Process With Polyethylenecehiguera100% (1)
- Extrusion Coating Substrates GuideDocument17 pagesExtrusion Coating Substrates GuidecehigueraNo ratings yet
- Chap3 Forward KinematicsDocument32 pagesChap3 Forward Kinematicsjoseph samuelNo ratings yet
- Motorola Driver LogDocument4 pagesMotorola Driver LogVanii BalbastroNo ratings yet
- Spectrophotometric Determination of The Equilibrium Constant of A ReactionDocument5 pagesSpectrophotometric Determination of The Equilibrium Constant of A Reactionnarras11100% (1)
- Engineering With Nuclear Explosives (Vol. 1.) Symposium, 1970Document868 pagesEngineering With Nuclear Explosives (Vol. 1.) Symposium, 1970MisterSpacerockNo ratings yet
- Metalic AsDocument16 pagesMetalic AsKarencita Genesis LapibaNo ratings yet
- Make a castable lab test mixDocument16 pagesMake a castable lab test mixthaituan237No ratings yet
- Bhavans Public School, Doha - Qatar: Model Question Paper 2016-17 MathematicsDocument4 pagesBhavans Public School, Doha - Qatar: Model Question Paper 2016-17 MathematicsSanthosh KrishnanNo ratings yet
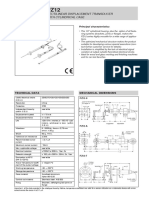
- Rectilinear Displacement Transducer With Cylindrical Case: Technical Data Mechanical DimensionsDocument2 pagesRectilinear Displacement Transducer With Cylindrical Case: Technical Data Mechanical Dimensionsl561926No ratings yet
- Modeling of Synchronous Generators in Power System Studies: October 2016Document12 pagesModeling of Synchronous Generators in Power System Studies: October 2016aswardiNo ratings yet
- Job 1 SksoDocument5 pagesJob 1 SksoFajAr OkTaNo ratings yet
- Name: Teacher: Date: Score:: Identify The Properties of MathematicsDocument2 pagesName: Teacher: Date: Score:: Identify The Properties of MathematicsMacPapitaNo ratings yet
- Catalog Whatman 2018.compressedDocument214 pagesCatalog Whatman 2018.compressedRakha Milan BachtiarNo ratings yet
- Computer Networks Radio Waves: Submitted By: 1.naina Gupta 2.sunidhi Dwivedi Submitted To: Ms. Asha Ma'amDocument9 pagesComputer Networks Radio Waves: Submitted By: 1.naina Gupta 2.sunidhi Dwivedi Submitted To: Ms. Asha Ma'amsantaNo ratings yet
- Inline Desilter ManualDocument18 pagesInline Desilter ManualdesaviniciusNo ratings yet
- Static Mixers for Solid-Solid MixingDocument8 pagesStatic Mixers for Solid-Solid MixingSalsa_Picante_BabyNo ratings yet
- Partition Coefficients and Their UsesDocument92 pagesPartition Coefficients and Their UsesquelenigNo ratings yet
- Chapter 2 1 - Linear EquationsDocument23 pagesChapter 2 1 - Linear Equationsapi-263209117No ratings yet
- Field-Weakening Control Algorithm For Interior Permanent Magnet Synchronous Motor Based On Space-Vector Modulation TechniqueDocument9 pagesField-Weakening Control Algorithm For Interior Permanent Magnet Synchronous Motor Based On Space-Vector Modulation TechniqueArpan GayenNo ratings yet
- MIT2 080JF13 Lecture2 PDFDocument26 pagesMIT2 080JF13 Lecture2 PDFAbhilashJanaNo ratings yet
- Assignment MetrologyDocument8 pagesAssignment MetrologyPratama sudibyo0% (1)
- Comparing Masses of Reactants and ProductsDocument4 pagesComparing Masses of Reactants and ProductsDaniel TriumbariNo ratings yet
- ANSYS Model of A Cylindrical Fused Silica Fibre-01Document15 pagesANSYS Model of A Cylindrical Fused Silica Fibre-01lamia97No ratings yet
- Temperature Regulator With Two Temperature SensorsDocument2 pagesTemperature Regulator With Two Temperature SensorsSandi AslanNo ratings yet
- Atomic Structure and Fundamental ParticlesDocument32 pagesAtomic Structure and Fundamental ParticleshumayunbashaNo ratings yet
- MechanicsDocument558 pagesMechanicsfejiloNo ratings yet
- Astm A82 1979Document6 pagesAstm A82 1979yoki_triwahyudiNo ratings yet
- A Simple Lamina Flow Engine PDFDocument2 pagesA Simple Lamina Flow Engine PDFSelva KumarNo ratings yet
- Effect of Speration in Modified BitumenDocument12 pagesEffect of Speration in Modified BitumenyadavameNo ratings yet