You might also like
- Reciprocating Compressor4Document19 pagesReciprocating Compressor4Vijay AcharyaNo ratings yet
- Reciprocating Compressor CalculationDocument10 pagesReciprocating Compressor CalculationVIJAYIOCLNo ratings yet
- Whitepaper Reciprocating MachineryDocument19 pagesWhitepaper Reciprocating MachinerySofiane HalimiNo ratings yet
- Compression Machinery for Oil and GasFrom EverandCompression Machinery for Oil and GasKlaus BrunRating: 4 out of 5 stars4/5 (4)
- Multiphase Flow 1995From EverandMultiphase Flow 1995A. SerizawaNo ratings yet
- Reciprocating CompressorsDocument4 pagesReciprocating CompressorsRoyalAryans100% (1)
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineFrom EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineRating: 5 out of 5 stars5/5 (1)
- Hoer Questions and AnswersDocument4 pagesHoer Questions and AnswersAnonymous LfeGI2hMNo ratings yet
- 002 - Reciprocating CompressorDocument16 pages002 - Reciprocating CompressorMuhammad TariqNo ratings yet
- Load Sharing CompressorDocument2 pagesLoad Sharing CompressorleakNo ratings yet
- 1 - Cylinder RingsDocument36 pages1 - Cylinder RingsVIJAYIOCL100% (1)
- Forsthoffer’s Component Condition MonitoringFrom EverandForsthoffer’s Component Condition MonitoringRating: 4 out of 5 stars4/5 (2)
- Anti-Surge White PaperDocument8 pagesAnti-Surge White Papervgogulakrishnan100% (1)
- Crankshaft Failure in CompressorDocument12 pagesCrankshaft Failure in CompressorKristomiDerMarine-IngenieurNo ratings yet
- Pressure Pulsation in Reciprocating Pump - Part 1Document9 pagesPressure Pulsation in Reciprocating Pump - Part 1Jose PradoNo ratings yet
- Compresores Reciprocantes Arranque y Metodos de ControlDocument8 pagesCompresores Reciprocantes Arranque y Metodos de Controlroberdani12No ratings yet
- Compressor TheoryDocument4 pagesCompressor TheoryGuillermo ArdenaNo ratings yet
- Centrifugal Compressor HorsepowerDocument9 pagesCentrifugal Compressor HorsepowerCurtis DookieNo ratings yet
- Compressors, An Introduction: © Siemens AG 2008. All Rights ReservedDocument63 pagesCompressors, An Introduction: © Siemens AG 2008. All Rights ReservedMuhammad Saad KhanNo ratings yet
- GASPACDocument8 pagesGASPACario13No ratings yet
- 1.dresser Rand Surge ControlDocument4 pages1.dresser Rand Surge ControlHimawan Sigit NugrohoNo ratings yet
- Recip. Comp ECDPDocument51 pagesRecip. Comp ECDPSkydriver Paul100% (1)
- Centrifugal Compressor System InteractionDocument6 pagesCentrifugal Compressor System Interactionshivajireturns100% (1)
- Centrifugal Gas Compressor Volume 1Document32 pagesCentrifugal Gas Compressor Volume 1Gilang AdityaNo ratings yet
- Meeting the Pump Users Needs: The Proceedings of the 12th International Pump Technical ConferenceFrom EverandMeeting the Pump Users Needs: The Proceedings of the 12th International Pump Technical ConferenceNo ratings yet
- Recip. CompressorDocument19 pagesRecip. CompressorSubbarayan SaravanakumarNo ratings yet
- Some Technical and Practical Recommendations About Pulsation Dampeners in Circuits With Dosing or Volumetric PumpsDocument10 pagesSome Technical and Practical Recommendations About Pulsation Dampeners in Circuits With Dosing or Volumetric PumpsRoberto Leon MendezNo ratings yet
- Reciprocating compressor guide covering types, parts, and constructionDocument59 pagesReciprocating compressor guide covering types, parts, and constructionAhmad Aloudah100% (4)
- Surge ProtectedDocument42 pagesSurge ProtectedRaul Roque Yujra100% (2)
- Process Design of TurboexpanderDocument55 pagesProcess Design of TurboexpanderSaidFerdjallahNo ratings yet
- Windrock 6310-PA Hoerbiger CompressedDocument64 pagesWindrock 6310-PA Hoerbiger CompressedManuel Otero Alza100% (3)
- What Is A Centrifugal Compressor SurgeDocument8 pagesWhat Is A Centrifugal Compressor SurgeMaruthiramNo ratings yet
- Multiphase PumpsDocument24 pagesMultiphase PumpsAdam BartonNo ratings yet
- Hofim For Upstream Gas: CompressionDocument8 pagesHofim For Upstream Gas: CompressionJaswindersingh BhatiaNo ratings yet
- Gas CompressorDocument44 pagesGas CompressorPrakash22462100% (2)
- Bypass Method For Recip Compressor Capacity ControlDocument4 pagesBypass Method For Recip Compressor Capacity Controlel mouatez billah messiniNo ratings yet
- Compressor Anti Surge DynamicsDocument5 pagesCompressor Anti Surge Dynamicsapple0444100% (2)
- Rod Load Calculations and Def Int Ions For Reciprocating Compressor MonitoringDocument4 pagesRod Load Calculations and Def Int Ions For Reciprocating Compressor MonitoringdwightbordelonNo ratings yet
- NewLecture8 Centrifugal CompressorsDocument126 pagesNewLecture8 Centrifugal CompressorsKhalid Mahmood100% (1)
- Optimize Reciprocating Compressor Control and MonitoringDocument2 pagesOptimize Reciprocating Compressor Control and MonitoringPedro DiazNo ratings yet
- JIP Compressor FoulingDocument3 pagesJIP Compressor FoulinglvicencioaNo ratings yet
- GE Reciprocating Compressor BrochureDocument13 pagesGE Reciprocating Compressor Brochurepratik banerjeeNo ratings yet
- Novel Method of Detection of Surge - Gas Machinery Journal Q2 - 13Document16 pagesNovel Method of Detection of Surge - Gas Machinery Journal Q2 - 13mantosh_bhattacharyaNo ratings yet
- Multiphase - Pumps - Axel CalgaryDocument45 pagesMultiphase - Pumps - Axel CalgaryAlberto Enrique De Santa Anna CampderáNo ratings yet
- S 28AT XP EXP EngDocument6 pagesS 28AT XP EXP EngpramodtryNo ratings yet
- Turbomachinery Centrifugal Compressors: Class 13Document70 pagesTurbomachinery Centrifugal Compressors: Class 13Manoj BaishyaNo ratings yet
- 2012 Paper Screw CompressorsDocument25 pages2012 Paper Screw CompressorsravisankarNo ratings yet
- Compressor Frame DetailssDocument98 pagesCompressor Frame Detailssmmcsw75100% (2)
- Pulsation Dampener 자료Document10 pagesPulsation Dampener 자료이가람No ratings yet
- The Axial Flow Compressor CompromiseDocument8 pagesThe Axial Flow Compressor Compromisekincandia100% (4)
- Turbo ExpanderDocument71 pagesTurbo ExpanderMachineryeng100% (2)
- Superior - Cylinder Databook - ValvesDocument8 pagesSuperior - Cylinder Databook - ValvesJake NavarreteNo ratings yet
- Reciprocating Compressor BasicsDocument57 pagesReciprocating Compressor BasicsManuel Quimson100% (5)
- Cavitation and Pump NPSHRDocument39 pagesCavitation and Pump NPSHRRicardo BarrosNo ratings yet
- Compressor Performance AnalysisDocument30 pagesCompressor Performance Analysisdnageshm4n244100% (2)
- Field Testing of CompressorsDocument12 pagesField Testing of CompressorsmishraenggNo ratings yet
- Sourcing Secerets Ali-BabaDocument5 pagesSourcing Secerets Ali-BabafaisalnadimNo ratings yet
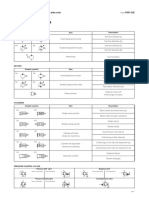
- Symbols PDFDocument2 pagesSymbols PDFKuttappa I GNo ratings yet
- ATT03 Pages From HTGD693025V9019 Disassembly of The Intermediate Bearing PedestalDocument16 pagesATT03 Pages From HTGD693025V9019 Disassembly of The Intermediate Bearing PedestalfaisalnadimNo ratings yet
- How To Search Product HuntingDocument5 pagesHow To Search Product HuntingShadab FaysalNo ratings yet
- p92 & t23 - Esope France, 2004Document1 pagep92 & t23 - Esope France, 2004faisalnadimNo ratings yet
- How To Create Store On FacebookDocument20 pagesHow To Create Store On FacebookfaisalnadimNo ratings yet
- Divertor DamperDocument53 pagesDivertor DamperfaisalnadimNo ratings yet
- M26831 - NEW - (For IGV N VSV) - 5 - 18Document36 pagesM26831 - NEW - (For IGV N VSV) - 5 - 18faisalnadimNo ratings yet
- Rdlo / Rdlo V: Axially Split Volute Casing PumpDocument24 pagesRdlo / Rdlo V: Axially Split Volute Casing PumpfaisalnadimNo ratings yet
- General Overhead Crane Maintenance GuideDocument18 pagesGeneral Overhead Crane Maintenance GuidefaisalnadimNo ratings yet
- Exercise 3: Problem StatementDocument2 pagesExercise 3: Problem StatementfaisalnadimNo ratings yet
- p92 & t23 - Esope France, 2004Document13 pagesp92 & t23 - Esope France, 2004adityadhNo ratings yet
- Goat Fattening Farm 450 Animals Rs. 7.35 Million Mar-2018Document25 pagesGoat Fattening Farm 450 Animals Rs. 7.35 Million Mar-2018Ashat Ul Haq100% (1)
- Operating Manual: BHIKKI 1180MW CCPP Project Serve OnlyDocument62 pagesOperating Manual: BHIKKI 1180MW CCPP Project Serve OnlyfaisalnadimNo ratings yet
- Heatexchangers 140603082139 Phpapp01Document67 pagesHeatexchangers 140603082139 Phpapp01esamhamadNo ratings yet
- WPS P008Document1 pageWPS P008faisalnadimNo ratings yet
- Performance Monitoring Guidelines For Power PlantsDocument1 pagePerformance Monitoring Guidelines For Power PlantsKeyur Patel0% (1)
- ALLWEIR NTT40 PumpDocument12 pagesALLWEIR NTT40 PumpfaisalnadimNo ratings yet
- I.G.V Openning and Closing CurveDocument3 pagesI.G.V Openning and Closing CurveHussam Baiee100% (3)
- Calculation of Thermal Stress and Fatigue Life of 1000 MW Steam Turbine RotorDocument6 pagesCalculation of Thermal Stress and Fatigue Life of 1000 MW Steam Turbine RotorLe Anh TuanNo ratings yet
- Biomass Pretreatment: Mats Galbe Dept. Chemical Engineering Lund UniversityDocument57 pagesBiomass Pretreatment: Mats Galbe Dept. Chemical Engineering Lund UniversityfaisalnadimNo ratings yet
- Weekly preventive maintenance scheduleDocument2 pagesWeekly preventive maintenance schedulefaisalnadimNo ratings yet
- Fuel Oil System DescriptionDocument11 pagesFuel Oil System DescriptionfaisalnadimNo ratings yet
- 4 Types of Heat Exchanger Failures ArticleDocument6 pages4 Types of Heat Exchanger Failures ArticleAamir KhanNo ratings yet
- 5 ImpactsDocument60 pages5 ImpactsfaisalnadimNo ratings yet
- Guidelines 0n Pump Vibration First Edition Final July 2013Document17 pagesGuidelines 0n Pump Vibration First Edition Final July 2013ridzim4638No ratings yet
- Guidelines 0n Pump Vibration First Edition Final July 2013Document17 pagesGuidelines 0n Pump Vibration First Edition Final July 2013ridzim4638No ratings yet
- Real Time Water Wash System of Gas Turbine in Power PlantDocument4 pagesReal Time Water Wash System of Gas Turbine in Power PlantfaisalnadimNo ratings yet
- 5 ImpactsDocument8 pages5 ImpactsfaisalnadimNo ratings yet
- 2006 j6Document12 pages2006 j6faisalnadimNo ratings yet
- ABZ 4.2V8 Wiring DiagramDocument7 pagesABZ 4.2V8 Wiring DiagramKosssxNo ratings yet
- Bomba de Direccion D8Document6 pagesBomba de Direccion D8gersonNo ratings yet
- QSK38-G2: EPA Tier 2Document3 pagesQSK38-G2: EPA Tier 2mohsen_cumminsNo ratings yet
- 2020 Two Stroke Tuning ManualDocument14 pages2020 Two Stroke Tuning ManualwillyhuaNo ratings yet
- 6295 2 10 6cyl 11x17foldout PDFDocument2 pages6295 2 10 6cyl 11x17foldout PDFTrent ScheuerNo ratings yet
- 303-03 Engine Cooling 2.3L EcoBoost - Removal and Installation - Coolant PumpDocument7 pages303-03 Engine Cooling 2.3L EcoBoost - Removal and Installation - Coolant PumpCARLOS LIMADANo ratings yet
- Injection Pump Calibration DataDocument2 pagesInjection Pump Calibration DataСергей ВладимировичNo ratings yet
- 2TR-FE Engine Lubrication SystemDocument2 pages2TR-FE Engine Lubrication SystemMaxi SardiNo ratings yet
- The Diagnostic Process VVDocument29 pagesThe Diagnostic Process VVahmad razaNo ratings yet
- Ecu Magneti Marelli IAW 8P.10Document1 pageEcu Magneti Marelli IAW 8P.10roroNo ratings yet
- 01 JMS 312 GS-BL 1065 KWDocument6 pages01 JMS 312 GS-BL 1065 KWSyed Mohammad NaveedNo ratings yet
- Standard Datasheet 7 5 To 3750kva DG SetsDocument1 pageStandard Datasheet 7 5 To 3750kva DG SetsAnil KumarNo ratings yet
- FPT N45 SM1A DatasheetDocument3 pagesFPT N45 SM1A DatasheethanspeterberigelNo ratings yet
- Bendix Duraflo 596 Air Compressor: DescriptionDocument40 pagesBendix Duraflo 596 Air Compressor: DescriptionSebastian OlayaNo ratings yet
- PK 1103 - DK60160BDocument210 pagesPK 1103 - DK60160BLidianeNo ratings yet
- October 2023 INCALDVD CoverLetterDocument4 pagesOctober 2023 INCALDVD CoverLetterJoséNo ratings yet
- Slick Mag Overhaul ManualDocument62 pagesSlick Mag Overhaul ManualMichael Kubler100% (3)
- Ix Ecsdc3 BlockdiagramDocument48 pagesIx Ecsdc3 BlockdiagramBranko Andric100% (1)
- Essential Marine Engine Maintenance Guide - Inspection & OverhaulDocument16 pagesEssential Marine Engine Maintenance Guide - Inspection & Overhaulsams shuvoNo ratings yet
- Nissan Altima ECU GuideDocument8 pagesNissan Altima ECU GuideJimmy Aleman67% (3)
- DieselNet Technology GuideDocument5 pagesDieselNet Technology Guidealoksemail2011No ratings yet
- Reciprocating PumpDocument15 pagesReciprocating PumpshubhamNo ratings yet
- New Ju6h Models Ads RevbDocument2 pagesNew Ju6h Models Ads RevbMarcos Nayib Brito100% (1)
- 51C1 (1H51C450E1) AT115C Nouvo ZDocument54 pages51C1 (1H51C450E1) AT115C Nouvo ZRenNo ratings yet
- Clarke Ju4h BrochureDocument9 pagesClarke Ju4h BrochurePusaka Buana Karya100% (1)
- Engine ClasificationDocument13 pagesEngine Clasificationvasanth9046No ratings yet
- 1410M 1-10% MixRite parts listDocument4 pages1410M 1-10% MixRite parts listaadNo ratings yet
- I.C. Engine (Lesson Plan)Document5 pagesI.C. Engine (Lesson Plan)Ravi SharmaNo ratings yet
- pm7 p28 PatchingDocument13 pagespm7 p28 PatchingKi Rekso AljeroNo ratings yet
- enDocument2 pagesenSören Christopher LaxNo ratings yet