You might also like
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
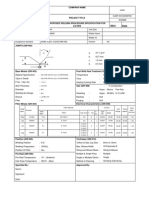
- WPS FormatDocument1 pageWPS FormatAbdullah AnsariNo ratings yet
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985From EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985No ratings yet
- AWS A5.21-A5.21 M - 2011 SPC For Electrods & Rodes For SurfacingDocument12 pagesAWS A5.21-A5.21 M - 2011 SPC For Electrods & Rodes For Surfacingkdalavadi390550% (2)
- ISO Standards On WeldingDocument22 pagesISO Standards On Weldingmoxshyde100% (1)
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- Start-Up Sample BPDocument54 pagesStart-Up Sample BPsteven100% (1)
- BK5TQ4 248 094 - WPS For Ducting & Support Structure Stainless Steel V Groove WeldDocument2 pagesBK5TQ4 248 094 - WPS For Ducting & Support Structure Stainless Steel V Groove WeldHarkesh RajputNo ratings yet
- Qw-482 - Welding Procedure Specification: (Ref. Specification: Asme Section Ix)Document48 pagesQw-482 - Welding Procedure Specification: (Ref. Specification: Asme Section Ix)kamalakarsastry13530% (1)
- WPS 316 LDocument4 pagesWPS 316 Llaz_k100% (2)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Prof. Dr. Ismail A. AbdallahDocument3 pagesProf. Dr. Ismail A. Abdallahabidaliabid167% (3)
- Weld Joint 1Document81 pagesWeld Joint 1rajibali27100% (1)
- Welding Terms and Definitions PDFDocument6 pagesWelding Terms and Definitions PDFtomj9104No ratings yet
- WELDING PROCEDURE SPECIFICATION FOR TANK TK 5109/5110/5111Document15 pagesWELDING PROCEDURE SPECIFICATION FOR TANK TK 5109/5110/5111surya1960No ratings yet
- Operating FactorDocument9 pagesOperating Factormekhman mekhtyNo ratings yet
- WPS For Structure Mild Steel Fillet WeldDocument2 pagesWPS For Structure Mild Steel Fillet WeldHarkesh Rajput76% (17)
- PWPS For Piping-API 1104Document6 pagesPWPS For Piping-API 1104Nguyen Tien Luong100% (1)
- WPS GTAW Stainless SteelDocument4 pagesWPS GTAW Stainless SteelAnand NarayananNo ratings yet
- MANUFACTURING PROCESS WELDING OVERVIEWDocument70 pagesMANUFACTURING PROCESS WELDING OVERVIEWAzmeer Mohamed100% (1)
- WPSDocument2 pagesWPSJuli Agus50% (2)
- Loading Unloading Temperature Welding ProgressionDocument5 pagesLoading Unloading Temperature Welding ProgressionRajesh Owaiyar71% (7)
- PQR-WPS-WPQR XXX Rev 0Document6 pagesPQR-WPS-WPQR XXX Rev 0Brett Gosselin100% (1)
- WPS FormatDocument2 pagesWPS FormatAmit SarkarNo ratings yet
- AWS 2007 standards library color codesDocument12 pagesAWS 2007 standards library color codesWagnerTarossiNo ratings yet
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationAhmed saber100% (2)
- MRPL Mangalore CDU VDU Heaters Welding Procedure SpecificationDocument5 pagesMRPL Mangalore CDU VDU Heaters Welding Procedure SpecificationDeepak100% (1)
- Welding Terms & Definitions GuideDocument42 pagesWelding Terms & Definitions GuidepchakkrapaniNo ratings yet
- WPS PQR A36.20Document5 pagesWPS PQR A36.20gchaves504100% (2)
- Wps Sp14 Reva PDFDocument9 pagesWps Sp14 Reva PDFravi00098No ratings yet
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesFrom EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- GIS 18-012 Procurement, Storage, and Control of Welding ConsumablesDocument12 pagesGIS 18-012 Procurement, Storage, and Control of Welding ConsumablesDinesh NadarNo ratings yet
- Lecture 13 - HEAT FLOW AND HEAT BALANCE IN WELDINGDocument10 pagesLecture 13 - HEAT FLOW AND HEAT BALANCE IN WELDINGVINAYAK SHARMANo ratings yet
- WPS GTAW pipe welding procedureDocument2 pagesWPS GTAW pipe welding procedureRichard PeriyanayagamNo ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Interview Questions and AnswersDocument8 pagesInterview Questions and AnswersMahendra Prasad100% (4)
- P 91 - Welding WPSDocument2 pagesP 91 - Welding WPSSuhailshah123475% (4)
- Sample Wps-Carbon Steel GTAW+SMAWDocument2 pagesSample Wps-Carbon Steel GTAW+SMAWchetan85100% (7)
- Materials Data for Cyclic Loading: Low-Alloy SteelsFrom EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsRating: 5 out of 5 stars5/5 (2)
- BS EN 196-Part1Document29 pagesBS EN 196-Part1abidaliabid167% (3)
- Brochure Roll Bonded Clad Plates EDocument36 pagesBrochure Roll Bonded Clad Plates EAries MarteNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Pipeline and Energy Plant Piping: Design and TechnologyFrom EverandPipeline and Energy Plant Piping: Design and TechnologyRating: 5 out of 5 stars5/5 (2)
- All Position Stainless Steel Welding ProcedureDocument6 pagesAll Position Stainless Steel Welding ProcedureJaime PatrónNo ratings yet
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysFrom EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNo ratings yet
- Brittle Fracture in Steel StructuresFrom EverandBrittle Fracture in Steel StructuresG.M. BoydNo ratings yet
- SS312 Type310Document4 pagesSS312 Type310Vimin PrakashNo ratings yet
- New IELTS Writing Answer SheetDocument4 pagesNew IELTS Writing Answer Sheetraaj2240% (5)
- PQR Asme Template EDITABLEDocument6 pagesPQR Asme Template EDITABLErcpretoriusNo ratings yet
- Welding Procedure Specification Joint Venture: Azzawiya Control System Modernization ProjectDocument4 pagesWelding Procedure Specification Joint Venture: Azzawiya Control System Modernization ProjectwentropremNo ratings yet
- Automation and Robotisation in Welding and Allied Processes: Proceedings of the International Conference Held at Strasbourg, France, 2-3 September 1985, under the Auspices of the International Institute of WeldingFrom EverandAutomation and Robotisation in Welding and Allied Processes: Proceedings of the International Conference Held at Strasbourg, France, 2-3 September 1985, under the Auspices of the International Institute of WeldingP D BoydNo ratings yet
- WPS Indosol 001 (ASME) RDocument2 pagesWPS Indosol 001 (ASME) RDoni HardiNo ratings yet
- Welding Procedure Specification-1Document8 pagesWelding Procedure Specification-1Suresh Rathod100% (1)
- Everything You Need to Know About Stainless Steel Welding Procedure SpecificationDocument6 pagesEverything You Need to Know About Stainless Steel Welding Procedure SpecificationDanem HalasNo ratings yet
- WPS For Smaw06-001 (Pipe 6G CS)Document10 pagesWPS For Smaw06-001 (Pipe 6G CS)walitedison100% (1)
- Prestige Engineering L.L.C: Welding Procedure Specification (WPS)Document24 pagesPrestige Engineering L.L.C: Welding Procedure Specification (WPS)Sarathiraja SekarNo ratings yet
- Ami-003 WPSDocument2 pagesAmi-003 WPSBenjamin BrownNo ratings yet
- Welding Variables for Qualification of Base Metals and Filler MetalsDocument3 pagesWelding Variables for Qualification of Base Metals and Filler MetalsAdilMunirNo ratings yet
- Plates ASTM-A240 Gr 304LDocument6 pagesPlates ASTM-A240 Gr 304Labhishek198327No ratings yet
- Astm A53-A53m-12Document23 pagesAstm A53-A53m-12abidaliabid1100% (2)
- QW 483Document2 pagesQW 483delta lab sangliNo ratings yet
- MIl W 8611.PDF Rev ADocument10 pagesMIl W 8611.PDF Rev ABryan MartinezNo ratings yet
- WPS TITLEDocument2 pagesWPS TITLERichard Periyanayagam86% (14)
- (EW-471) - Gas Metal Arc Welding (2012 - 1998, Hobart Institute of Welding Technology)Document9 pages(EW-471) - Gas Metal Arc Welding (2012 - 1998, Hobart Institute of Welding Technology)Juan Diego AlvarezNo ratings yet
- Groove DesignDocument4 pagesGroove DesignElizabeth SpenceNo ratings yet
- p22MNVMB MN Gtaw+Smaw (Pipe)Document2 pagesp22MNVMB MN Gtaw+Smaw (Pipe)abidaliabid1No ratings yet
- 1035 03Document2 pages1035 03Anuj ShahiNo ratings yet
- Des QC 8505 Ab 08Document3 pagesDes QC 8505 Ab 08Touseef RafiqueNo ratings yet
- 2005-05 - WPS & PQR C5Document6 pages2005-05 - WPS & PQR C5misthahNo ratings yet
- Nit 2019 20 56 Wps 1569579575Document16 pagesNit 2019 20 56 Wps 1569579575vijayachiduNo ratings yet
- Final WPS - ItdcDocument2 pagesFinal WPS - ItdcsarancivilrajNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document2 pagesQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- Interiew Stuff Adfasd Adf Asdfafads FaDocument46 pagesInteriew Stuff Adfasd Adf Asdfafads Faabidaliabid1No ratings yet
- The Sssessential List of Microsoft Outlook Keyboard ShortcutsDocument3 pagesThe Sssessential List of Microsoft Outlook Keyboard Shortcutsabidaliabid1No ratings yet
- Ultramag Sg3: Mild Steel Solid WireDocument1 pageUltramag Sg3: Mild Steel Solid Wireabidaliabid1No ratings yet
- Business Plan Fill in Form PDFDocument12 pagesBusiness Plan Fill in Form PDFabidaliabid1No ratings yet
- November 2021, March 2022, and July 2022: API 653 Exam Administration - Publications Effectivity SheetDocument1 pageNovember 2021, March 2022, and July 2022: API 653 Exam Administration - Publications Effectivity SheetBala KrishnanNo ratings yet
- Codes and Standard LinksDocument1 pageCodes and Standard Linksabidaliabid1No ratings yet
- Ifs 2002PVDocument3 pagesIfs 2002PVdowNo ratings yet
- Pressure Conversion TableDocument1 pagePressure Conversion Tableabidaliabid1No ratings yet
- Benefits of Dot Gazing and Simple ExercisesDocument22 pagesBenefits of Dot Gazing and Simple Exercisesabidaliabid1No ratings yet
- National Law Provisions Concerning International Taxation: Training Material HRM Wing (FBR) - GizDocument22 pagesNational Law Provisions Concerning International Taxation: Training Material HRM Wing (FBR) - GizMuhammad MoizNo ratings yet
- IONE-Binder LabelDocument13 pagesIONE-Binder Labelabidaliabid1No ratings yet
- Article Writing With PlaigiarismaDocument5 pagesArticle Writing With Plaigiarismaabidaliabid1No ratings yet
- Thomas Fahasd Fasfjda Lkas Fjklfjalkfj AklfDocument2 pagesThomas Fahasd Fasfjda Lkas Fjklfjalkfj Aklfabidaliabid1No ratings yet
- Haarp Class Presentation Reprents New Knowledge in Technology and ScienceDocument40 pagesHaarp Class Presentation Reprents New Knowledge in Technology and Scienceabidaliabid1No ratings yet
- Instructions HP 61Document2 pagesInstructions HP 61Nabil Mambailong DolmatNo ratings yet
- Exam Flashcards: by Jonathan DonadoDocument157 pagesExam Flashcards: by Jonathan Donadoabidaliabid1No ratings yet
- Instructions HP 61Document2 pagesInstructions HP 61Nabil Mambailong DolmatNo ratings yet
- Standards & Codes Quick Reference LinksDocument1 pageStandards & Codes Quick Reference Linksabidaliabid1No ratings yet
- Flow ChartDocument3 pagesFlow Chartnitin235No ratings yet
- Do Not Copy This Sample: Career EpisodeDocument6 pagesDo Not Copy This Sample: Career Episodeabidaliabid1No ratings yet
- Mohamed Younies: QC Welding Engineer/InspectorDocument1 pageMohamed Younies: QC Welding Engineer/Inspectorabidaliabid1No ratings yet
- Welding Details - Night ShiftDocument3 pagesWelding Details - Night Shiftabidaliabid1No ratings yet
- Chintan Raval - Welding Engineer with Over 15 Years ExperienceDocument3 pagesChintan Raval - Welding Engineer with Over 15 Years Experienceabidaliabid1No ratings yet
- ASME Guides WeldCanadaDocument3 pagesASME Guides WeldCanadaSubhan50No ratings yet
- ISO 9001 2000 OverviewDocument47 pagesISO 9001 2000 Overviewjesmon_ajNo ratings yet
- Av Catalogo Completo 2005Document20 pagesAv Catalogo Completo 2005Marin LaurentiuNo ratings yet
- European Standards For Destructive Test MethodsDocument6 pagesEuropean Standards For Destructive Test MethodsAdil HasanovNo ratings yet
- Procedure Qualification Records (PQR)Document2 pagesProcedure Qualification Records (PQR)amine algNo ratings yet
- Factors in Selection of Filler Metals in WeldingDocument2 pagesFactors in Selection of Filler Metals in WeldingBalakumarNo ratings yet
- Umicore BrazeTec Principles of BrazingDocument28 pagesUmicore BrazeTec Principles of BrazingsboergertNo ratings yet
- TK Schweisszusatzwerkstoffe GB PDFDocument132 pagesTK Schweisszusatzwerkstoffe GB PDFMohammed Ady GanjarNo ratings yet
- Is - Ihb.1969-Arc Welding MethidsDocument163 pagesIs - Ihb.1969-Arc Welding Methidssuresh kumarNo ratings yet
- Rke PQR 01Document2 pagesRke PQR 01Satish KeskarNo ratings yet
- GTAW Tigfil 70S-2 Triple Deoxidized Copper Coated C-Mn Steel Filler RodDocument1 pageGTAW Tigfil 70S-2 Triple Deoxidized Copper Coated C-Mn Steel Filler RodSureshNo ratings yet
- Materials System SpecificationDocument9 pagesMaterials System Specificationnadeem shaikhNo ratings yet
- Ship and Boat Building and Repair-2Document5 pagesShip and Boat Building and Repair-2navalmamunNo ratings yet
- Welding SymbolsDocument12 pagesWelding SymbolsrsrtnjNo ratings yet
- Guidance On The Welding of Weathering SteelsDocument0 pagesGuidance On The Welding of Weathering Steelsinfinity_178No ratings yet
- Standard For Brazing Procedure and Performance QualificationDocument5 pagesStandard For Brazing Procedure and Performance QualificationvaibraineaterNo ratings yet