You might also like
- PM Estratégica MantenimientoDocument5 pagesPM Estratégica MantenimientoWilder Ortiz VelasquezNo ratings yet
- Toma de Decisiones para La Mejora Del Plan Maestro de MantenimientoDocument5 pagesToma de Decisiones para La Mejora Del Plan Maestro de MantenimientoCarlos Torres100% (1)
- ADMINISTRACIÓN ESTRATÉGICA (Presentacion)Document14 pagesADMINISTRACIÓN ESTRATÉGICA (Presentacion)Leonardo ParraNo ratings yet
- Kpis MantenimientoDocument13 pagesKpis MantenimientoAnonymous JsAdg5No ratings yet
- Indicadores Del MantenimientoDocument4 pagesIndicadores Del MantenimientoAndres SkaNo ratings yet
- AMEF-AnálisisModoEfectoFallasDocument21 pagesAMEF-AnálisisModoEfectoFallasSebastian PalaciosNo ratings yet
- Amef Unidad 4Document30 pagesAmef Unidad 4Arisa Suzy50% (2)
- Costos mantenimiento equiposDocument20 pagesCostos mantenimiento equiposJuan Ayala100% (1)
- Análisis de Modos de Fallo y Sus Efectos (ROSA)Document10 pagesAnálisis de Modos de Fallo y Sus Efectos (ROSA)JUAN DIEGO GUTIERREZNo ratings yet
- Mantenimiento ProactivoDocument2 pagesMantenimiento ProactivoAnonymous ThjObYNo ratings yet
- Analisis de Vibraciones DesalinemientgoDocument25 pagesAnalisis de Vibraciones DesalinemientgoDiego HuenchupaniNo ratings yet
- Que Es RCM 1Document8 pagesQue Es RCM 1Anonymous ABPUPbKNo ratings yet
- Gestión de Mantenimiento Trabajo IDocument26 pagesGestión de Mantenimiento Trabajo IManuelDomingoGonzalezTorresNo ratings yet
- Analisis de FallasDocument33 pagesAnalisis de FallasjlfyNo ratings yet
- Bombas 793 CATDocument3 pagesBombas 793 CATDaniel AlejandroNo ratings yet
- Indicadores de gestión municipalDocument33 pagesIndicadores de gestión municipalOscar BenavidesNo ratings yet
- Unidad 4 Planeacion Del MantenimientoDocument24 pagesUnidad 4 Planeacion Del Mantenimientoalexander izcali celaya luis100% (1)
- Ensayo de MantenimientoDocument11 pagesEnsayo de MantenimientoGuadalupe GomezNo ratings yet
- Eliminar valor no agregado en mantenimientoDocument5 pagesEliminar valor no agregado en mantenimientoDiego AlejandroNo ratings yet
- Diapositivas MantenimientoDocument40 pagesDiapositivas MantenimientolatasileNo ratings yet
- Mantenimiento planificado: claves para optimizar equipos industrialesDocument10 pagesMantenimiento planificado: claves para optimizar equipos industrialesleider palaciosNo ratings yet
- Casio AQ-160WD-1BVE PDFDocument4 pagesCasio AQ-160WD-1BVE PDFque_lo_parioNo ratings yet
- Los 5 Porqués de Toyota y DiagnósticoDocument5 pagesLos 5 Porqués de Toyota y DiagnósticoJesus Miguel Arroyo FloresNo ratings yet
- Plan Maestro para La Aplicación de Una Táctica TPM en Una EmpresaDocument4 pagesPlan Maestro para La Aplicación de Una Táctica TPM en Una EmpresaJose Manuel Alva ReyesNo ratings yet
- 3 Administracion EstratigicaDocument17 pages3 Administracion EstratigicaVictoria Yaret Cahum WicabNo ratings yet
- Mantenimiento Productivo TotalDocument27 pagesMantenimiento Productivo TotalJuan Carlos Murillo LarrotaNo ratings yet
- Mantenimiento Proyecto 33Document25 pagesMantenimiento Proyecto 33LIZETH PEREZ MONONo ratings yet
- 9 Características de Un Equipo de Alto RendimientoDocument3 pages9 Características de Un Equipo de Alto RendimientoJavier MoralesNo ratings yet
- Presentacion TPM MANTENIMIENTODocument15 pagesPresentacion TPM MANTENIMIENTO202100693No ratings yet
- Proceso de Obtencion de EquiposDocument22 pagesProceso de Obtencion de EquiposJim HalNo ratings yet
- Gerencia de proyectos: Introducción a la administración de proyectosDocument24 pagesGerencia de proyectos: Introducción a la administración de proyectosalmezNo ratings yet
- Gestión del mantenimiento industrialDocument39 pagesGestión del mantenimiento industrialpruebas2No ratings yet
- VSM 2007Document8 pagesVSM 2007Franklin Rodriguez PonceNo ratings yet
- Auditoria CMMS Español VFDocument6 pagesAuditoria CMMS Español VFerodrguezNo ratings yet
- TPM pilares mantenimiento compresorDocument6 pagesTPM pilares mantenimiento compresorAdrian Felipe Muñoz VegaNo ratings yet
- Mantenimiento Autónomo de Una MarmitaDocument4 pagesMantenimiento Autónomo de Una MarmitaReikxxxNo ratings yet
- Manual de La LenaDocument22 pagesManual de La LenamariodelducaNo ratings yet
- Unidad 3Document86 pagesUnidad 3Vrios ChairezNo ratings yet
- UNIDAD 2 Taxonomía de Los Tipos de MantenimientosDocument93 pagesUNIDAD 2 Taxonomía de Los Tipos de MantenimientosCitlali FloresNo ratings yet
- Mantenimiento Productivo Total TPMDocument23 pagesMantenimiento Productivo Total TPMSam Vazquez RumpelstilskinNo ratings yet
- Procesos de fabricación y manufactura: introducción generalDocument10 pagesProcesos de fabricación y manufactura: introducción generalGabrielNo ratings yet
- Manual para Implementar KAIZENDocument19 pagesManual para Implementar KAIZENjober123No ratings yet
- Metodología Seis Sigma ExposicionDocument12 pagesMetodología Seis Sigma ExposicionjimmNo ratings yet
- Optimización Integral de Mantenimiento "Enfoque Organizacional" PDFDocument13 pagesOptimización Integral de Mantenimiento "Enfoque Organizacional" PDFEquipoOIM100% (1)
- Metricas e IndicadoresDocument6 pagesMetricas e IndicadoresrgoproNo ratings yet
- Implementación Del Mantenimiento Productivo TotalDocument12 pagesImplementación Del Mantenimiento Productivo TotalGib ArNo ratings yet
- TPM origen conceptos y aplicacionesDocument5 pagesTPM origen conceptos y aplicacionesCristhian Macas SandovalNo ratings yet
- Tacticas de MantenimientoDocument9 pagesTacticas de Mantenimientolopablito24No ratings yet
- Fórmulas de Cálculo de IndicadoresDocument2 pagesFórmulas de Cálculo de IndicadoresJulio GamboaNo ratings yet
- Materiales para MecanizadoDocument4 pagesMateriales para MecanizadoJimmy CansecoNo ratings yet
- Iso 9000-2005Document32 pagesIso 9000-2005Herb LopezNo ratings yet
- Sistemas de Manufactura ReconfigurableDocument5 pagesSistemas de Manufactura ReconfigurableDrako100% (1)
- Barreras Del TPMDocument12 pagesBarreras Del TPMFran JimenezNo ratings yet
- Mantenimiento BCMDocument22 pagesMantenimiento BCMhlozanog100% (8)
- Mantenimiento en MinaDocument24 pagesMantenimiento en MinaEder RiveraNo ratings yet
- Tercerización de La Lubricación-La Diferencia Entre El Exito y El FracasoDocument2 pagesTercerización de La Lubricación-La Diferencia Entre El Exito y El FracasoEduardo TapiaNo ratings yet
- Tesis MineriaDocument25 pagesTesis MineriaArturo CarreraNo ratings yet
- Administracion Del MantenimientoDocument5 pagesAdministracion Del MantenimientoEliana MartinezNo ratings yet
- Hector Salcedo ING FabricioDocument5 pagesHector Salcedo ING FabricioHECTOR VICENTE SALCEDO SILVANo ratings yet
- Hector Salcedo ING FabricioDocument5 pagesHector Salcedo ING FabricioHECTOR VICENTE SALCEDO SILVANo ratings yet
- Programa de Mantenimiento Volvo - VM 6X4RDocument1 pagePrograma de Mantenimiento Volvo - VM 6X4REVCY100% (3)
- Arranque Con Cable Axuliar 140kDocument2 pagesArranque Con Cable Axuliar 140kEVCYNo ratings yet
- R976 AGSIIIA Es PDFDocument32 pagesR976 AGSIIIA Es PDFEVCYNo ratings yet
- LoadDocument34 pagesLoadEVCYNo ratings yet
- Ashq7680 00Document4 pagesAshq7680 00EVCYNo ratings yet
- Solucionario Motores Muestra UD1Document4 pagesSolucionario Motores Muestra UD1Diego ObarrioNo ratings yet
- Ashq7680 00Document4 pagesAshq7680 00EVCYNo ratings yet
- 336 Serie GdyDocument2 pages336 Serie GdyEVCY100% (1)
- Arranque Con Cable Axuliar 140kDocument2 pagesArranque Con Cable Axuliar 140kEVCYNo ratings yet
- D65ex 16 EspDocument14 pagesD65ex 16 EspChavitop Waf100% (1)
- Ajuste de Cadena 336DDocument4 pagesAjuste de Cadena 336DEVCYNo ratings yet
- 3 - Tolerancia y AjusteDocument17 pages3 - Tolerancia y AjusteAndresNo ratings yet
- LiricsDocument3 pagesLiricsEVCYNo ratings yet
- Sistemas de Combustible Cs533eDocument2 pagesSistemas de Combustible Cs533eEVCY100% (1)
- LiricsDocument3 pagesLiricsEVCYNo ratings yet
- First TimeDocument2 pagesFirst TimeEVCYNo ratings yet
- 938 KDocument13 pages938 KEVCYNo ratings yet
- 938 KDocument13 pages938 KEVCYNo ratings yet
- Operacion A Maxima Pendiente MG PDFDocument1 pageOperacion A Maxima Pendiente MG PDFEVCYNo ratings yet
- Operacion A Maxima Pendiente MGDocument1 pageOperacion A Maxima Pendiente MGEVCYNo ratings yet
- BOOMER2Document13 pagesBOOMER2EVCYNo ratings yet
- Codigos de Falla ActrosDocument84 pagesCodigos de Falla ActrosFabio Bernardo Castro Pietroboni88% (128)
- Unit3l1s (PPPC)Document38 pagesUnit3l1s (PPPC)EVCY50% (2)
- Clasificacion de MaquinasDocument111 pagesClasificacion de MaquinasEVCY100% (1)
- Cs-533e Soil Compactor Tjl00001-Up (Machine) Powered by 3054c Engine (Kebp035Document123 pagesCs-533e Soil Compactor Tjl00001-Up (Machine) Powered by 3054c Engine (Kebp035EVCYNo ratings yet
- Examen 2 2009-2Document5 pagesExamen 2 2009-2EVCYNo ratings yet
- Descripción motor y componentesDocument251 pagesDescripción motor y componentesEVCY92% (64)
- Gets Serie KDocument2 pagesGets Serie KEVCYNo ratings yet
- Curso Del Estudiante AT2 PDFDocument35 pagesCurso Del Estudiante AT2 PDFEVCYNo ratings yet
- Pavimentadoras Cat Specalog cs78b Espanol PDFDocument2 pagesPavimentadoras Cat Specalog cs78b Espanol PDFpabloIbgNo ratings yet
- REVESTIMIENTOSDocument12 pagesREVESTIMIENTOSCarlOs Muñoz RuizNo ratings yet
- Inventos, Inventores e InventorasDocument11 pagesInventos, Inventores e InventorasMaria Pilar CarillaNo ratings yet
- Practica 2 CinematicaDocument4 pagesPractica 2 CinematicaPitter Ali moralesNo ratings yet
- Diseno de Planos IsometricosDocument37 pagesDiseno de Planos IsometricosSaure GnuNo ratings yet
- Esquema MonoproticoDocument128 pagesEsquema MonoproticoJonathan VillafañeNo ratings yet
- Unidad Xvi Cálculo de Las Redes de DesagüeeDocument10 pagesUnidad Xvi Cálculo de Las Redes de DesagüeeZander Meza ChoqueNo ratings yet
- Reacción de ciclohexeno con Baeyer y oxidación con KMnO4Document4 pagesReacción de ciclohexeno con Baeyer y oxidación con KMnO4Rodolfo Torres50% (4)
- MarcoNormativo Mediciones Petróleo PDFDocument26 pagesMarcoNormativo Mediciones Petróleo PDFDiego MontoyaNo ratings yet
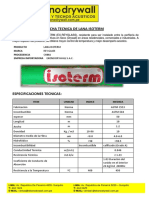
- Ficha Tecnica de Lana IsotermDocument2 pagesFicha Tecnica de Lana IsotermFares WanuzNo ratings yet
- Plantas de AsfaltoDocument57 pagesPlantas de AsfaltoMariana LarrosaNo ratings yet
- Diseno de Presas de Tierra y RelavesDocument29 pagesDiseno de Presas de Tierra y RelavesArturitoNo ratings yet
- Matriz EppDocument24 pagesMatriz EppTatiana Restrepo ZapataNo ratings yet
- 2-Inf 156 Analisis - GW-GMDocument8 pages2-Inf 156 Analisis - GW-GMDaniel Cuevas SNo ratings yet
- Desafío 5 Tarea 1 CalculoDocument10 pagesDesafío 5 Tarea 1 Calculomiguel duranNo ratings yet
- Estabilidad de taludes minerosDocument20 pagesEstabilidad de taludes minerosCardenas YhorNo ratings yet
- SPORTAGEDocument1 pageSPORTAGEDaniel AylasNo ratings yet
- Osmosis InversaDocument5 pagesOsmosis InversaCecilia Melgarejo HuamanNo ratings yet
- Msj-Sst-Fo-013 Matriz EppDocument2 pagesMsj-Sst-Fo-013 Matriz EppColombianito expressNo ratings yet
- Manual de EMovDocument25 pagesManual de EMovalexander_osorio_1No ratings yet
- Curso Propedeutico Maestra Ana Fletes Maestro Jesus LopezDocument35 pagesCurso Propedeutico Maestra Ana Fletes Maestro Jesus LopezHugo LpezNo ratings yet
- Valorizacion Nº04 Ad.03Document6 pagesValorizacion Nº04 Ad.03Andre Leonardo Ventura AlvaNo ratings yet
- MRP y ErpDocument11 pagesMRP y ErpFrancisco DiazNo ratings yet
- PalasDocument15 pagesPalasHugoRamosMamaniNo ratings yet
- RTD características y materialesDocument1 pageRTD características y materialesTu Chamakito X LeyNo ratings yet
- Informe de QuimicaDocument7 pagesInforme de QuimicaOscar David Camacho CristanchoNo ratings yet
- Desarrollo Histórico Investigación de OperacionesDocument6 pagesDesarrollo Histórico Investigación de OperacionesjesusNo ratings yet
- Creación y edición de presupuestos en S10Document41 pagesCreación y edición de presupuestos en S10Cesar Samame ArCeNo ratings yet
- Listado de Empresas: Empresas e Instituciones Instaladas En: AbidiamDocument43 pagesListado de Empresas: Empresas e Instituciones Instaladas En: AbidiamRafa Coto SanchezNo ratings yet
- Módulos prefabricados y casetasDocument4 pagesMódulos prefabricados y casetasconsultor9010No ratings yet
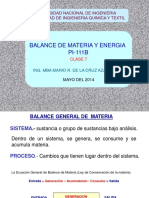
- Balance de Materia SECADORDocument24 pagesBalance de Materia SECADORFabbian ZNo ratings yet