You might also like
- Practical Lessons In Metal Turning - A Handbook For Young Engineers And Amateur MechanicsFrom EverandPractical Lessons In Metal Turning - A Handbook For Young Engineers And Amateur MechanicsNo ratings yet
- Grinding Lathe Tools On A Belt Sander - Part 3 - MachinistBlogDocument11 pagesGrinding Lathe Tools On A Belt Sander - Part 3 - MachinistBlogredneckrepairsNo ratings yet
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- Lathe MachineDocument38 pagesLathe Machinealmir_rimlaNo ratings yet
- Accessories and Attachments of Lathe MachineDocument6 pagesAccessories and Attachments of Lathe MachinejadeNo ratings yet
- Facing Operations LatheDocument7 pagesFacing Operations LatheJennifer Nicky ShakerNo ratings yet
- Lathe Holding DeviceDocument28 pagesLathe Holding Devicetere_aquinoluna828No ratings yet
- Ins Ha Per 1Document5 pagesIns Ha Per 1David SaylorNo ratings yet
- Lathe Chuck Backplate FittingDocument2 pagesLathe Chuck Backplate FittingAnonymous iYKTkmhpZ100% (3)
- 16 Metalworking Workshop Projects for Home Machinists: Practical & Useful Ideas for the Small ShopFrom Everand16 Metalworking Workshop Projects for Home Machinists: Practical & Useful Ideas for the Small ShopRating: 5 out of 5 stars5/5 (1)
- Grinding Lathe Tools On A Belt Sander - For The New Guy - MachinistBlogDocument13 pagesGrinding Lathe Tools On A Belt Sander - For The New Guy - MachinistBlogredneckrepairs100% (1)
- Auto-Powered Arc Welder: by Norman E. SchuttzDocument60 pagesAuto-Powered Arc Welder: by Norman E. SchuttzPierre799es100% (1)
- Knurling ToolDocument5 pagesKnurling Tool4U6ogj8b9snylkslkn3nNo ratings yet
- A Rotary Sine Bar For The LatheDocument2 pagesA Rotary Sine Bar For The LatheTheodor EikeNo ratings yet
- Apron: Apron To Saddle ConnectionDocument10 pagesApron: Apron To Saddle ConnectionFernando EricesNo ratings yet
- Installing the adjuster plate and jackshaft assemblyDocument31 pagesInstalling the adjuster plate and jackshaft assemblystilmix60100% (2)
- Single Lip Cutter D-BitDocument2 pagesSingle Lip Cutter D-Bitsjdarkman1930No ratings yet
- Lathe Parts: - Being A Brief Description of The Names and Functions of PartsDocument7 pagesLathe Parts: - Being A Brief Description of The Names and Functions of PartsDipanjana Bhowmik100% (1)
- Mill Keyways On LatheDocument1 pageMill Keyways On LatheJim100% (3)
- Forcing Cone and Throat ReamingDocument5 pagesForcing Cone and Throat Reamingrooster59No ratings yet
- Crucible Size and Surounding Space Size For Furnace - Home Model Engine MachinistDocument4 pagesCrucible Size and Surounding Space Size For Furnace - Home Model Engine MachinistKhin Aung ShweNo ratings yet
- Lathe - LVDocument23 pagesLathe - LVakshaygiitmNo ratings yet
- Tricking Out HF 9x20 LatheDocument48 pagesTricking Out HF 9x20 LatheCliff Miller100% (1)
- Make Pinion Cutters Using LatheDocument19 pagesMake Pinion Cutters Using LatheBruno Delsupexhe100% (1)
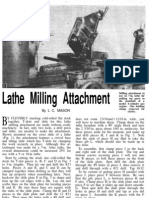
- Lathe Milling Attachment GuideDocument7 pagesLathe Milling Attachment Guidedodgydonkey100% (1)
- 3 Jaw Chuck RepairDocument2 pages3 Jaw Chuck RepairbrianatburleighNo ratings yet
- True Up That Worn Lathe Chuck:, WFTHDocument1 pageTrue Up That Worn Lathe Chuck:, WFTHjsmith3455No ratings yet
- Multimachine Concrete Lathe Ver 1 10Document73 pagesMultimachine Concrete Lathe Ver 1 10edgarinventor100% (1)
- Mini Mill Users GuideDocument28 pagesMini Mill Users Guidechriswood_gmailNo ratings yet
- MCP 101 Product Realization Lab ManualDocument75 pagesMCP 101 Product Realization Lab ManualjasvindersinghsagguNo ratings yet
- Metal Steel Bending Press PlansDocument16 pagesMetal Steel Bending Press PlansFrenchwolf42080% (5)
- SphericalturninglathetoolDocument14 pagesSphericalturninglathetoolFrenchwolf420No ratings yet
- Drill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderDocument14 pagesDrill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderAndy L100% (1)
- Fabrication of Quick Change Tool Post PDFDocument2 pagesFabrication of Quick Change Tool Post PDFBetty0% (1)
- Modern American LATHE PRACTICEDocument438 pagesModern American LATHE PRACTICEJollygreen21No ratings yet
- Dbs22 enDocument14 pagesDbs22 enmilivoj11No ratings yet
- Lathe Diagram With ExplanationDocument3 pagesLathe Diagram With ExplanationEnrico959No ratings yet
- Workshop Practice Series 05 - Milling Operations in The Lathe - 3Document64 pagesWorkshop Practice Series 05 - Milling Operations in The Lathe - 3farid said errahmani100% (2)
- Lathe Machine OperationDocument21 pagesLathe Machine OperationsufisaifNo ratings yet
- Preview Thread CuttingDocument21 pagesPreview Thread CuttingAnonymous mKdAfWif33% (3)
- Gemco Metal Shaper BrochureDocument16 pagesGemco Metal Shaper Brochureaa987100% (1)
- Tricking Out Asian 9x20 LatheDocument48 pagesTricking Out Asian 9x20 Lathearanicki8587No ratings yet
- Chapter 2 - Metal Cutting LatheDocument165 pagesChapter 2 - Metal Cutting LathebmdbmdbmdNo ratings yet
- Lathes and Lathe Machining OperationsDocument11 pagesLathes and Lathe Machining OperationsJunayed HasanNo ratings yet
- Balancing Grinder WheelsDocument8 pagesBalancing Grinder WheelsmountaineerjpNo ratings yet
- Web QCGBDocument19 pagesWeb QCGBpramponiNo ratings yet
- WPS 39 Model Engineers Workshop Projects PDFDocument55 pagesWPS 39 Model Engineers Workshop Projects PDFabeeraj100% (3)
- The Degradation of The American MachinistDocument3 pagesThe Degradation of The American MachinistAlberto CastiñeirasNo ratings yet
- 05 - Milling Operations in The LatheDocument125 pages05 - Milling Operations in The Lathej43951048No ratings yet
- 31B6E TurningDocument26 pages31B6E Turningwienslaw5804100% (1)
- MD Profiler Instruction ManualDocument11 pagesMD Profiler Instruction ManualTatiana Trenogina100% (1)
- DIY Knife Sharpening Jig Guided Knife SharpenerDocument15 pagesDIY Knife Sharpening Jig Guided Knife SharpenerAlejandro MaffoniNo ratings yet
- Welding SymbolsDocument17 pagesWelding SymbolsJustine WilliamsNo ratings yet
- Toyota ApprentishipDocument20 pagesToyota ApprentishipResshille Ann T. SalleyNo ratings yet
- The Second HomecomingDocument3 pagesThe Second HomecomingResshille Ann T. Salley100% (1)
- OJT Form 03 Performance EvaluationDocument2 pagesOJT Form 03 Performance EvaluationResshille Ann T. SalleyNo ratings yet
- Monthly Report - OJTDocument7 pagesMonthly Report - OJTResshille Ann T. SalleyNo ratings yet
- Reproductive Health Bill - Term PaperDocument12 pagesReproductive Health Bill - Term PaperResshille Ann T. SalleyNo ratings yet
- Anti Bullying Act of 2012Document5 pagesAnti Bullying Act of 2012Resshille Ann T. SalleyNo ratings yet
- Book of Jasaan SpotsDocument5 pagesBook of Jasaan SpotsResshille Ann T. Salley100% (1)
- Cabinet Secretaries of Aquino IIIDocument37 pagesCabinet Secretaries of Aquino IIIResshille Ann T. SalleyNo ratings yet
- Filipino Culture PracticeDocument4 pagesFilipino Culture PracticeResshille Ann T. SalleyNo ratings yet
- EthiopiaDocument12 pagesEthiopiaResshille Ann T. SalleyNo ratings yet
- Wire Rope DesignationDocument4 pagesWire Rope DesignationResshille Ann T. SalleyNo ratings yet
- Management Information System - Case StudyDocument13 pagesManagement Information System - Case StudyResshille Ann T. Salley100% (3)
- Brake and TypesDocument4 pagesBrake and TypesResshille Ann T. SalleyNo ratings yet
- Performance Evaluation of EmployeeDocument6 pagesPerformance Evaluation of EmployeeResshille Ann T. SalleyNo ratings yet
- SurgeonDocument7 pagesSurgeonResshille Ann T. SalleyNo ratings yet
- Slack WareDocument28 pagesSlack WareResshille Ann T. SalleyNo ratings yet
- ResshilleDocument10 pagesResshilleResshille Ann T. SalleyNo ratings yet
- Interfacing ProjectDocument3 pagesInterfacing ProjectResshille Ann T. SalleyNo ratings yet
- Implement VTPDocument30 pagesImplement VTPResshille Ann T. SalleyNo ratings yet
- Most Expensive AuctionDocument2 pagesMost Expensive AuctionResshille Ann T. SalleyNo ratings yet
- Packet TracerDocument15 pagesPacket TracerResshille Ann T. SalleyNo ratings yet
- Implementation of The Virtual LANDocument6 pagesImplementation of The Virtual LANResshille Ann T. SalleyNo ratings yet
- Organizational ChartDocument5 pagesOrganizational ChartResshille Ann T. SalleyNo ratings yet
- Legislative Tracking System in Jasaan MunicipalityDocument211 pagesLegislative Tracking System in Jasaan MunicipalityResshille Ann T. Salley100% (7)
- Industrial Safety and MaintenanceDocument12 pagesIndustrial Safety and MaintenanceResshille Ann T. SalleyNo ratings yet
- Internship IDocument14 pagesInternship IResshille Ann T. SalleyNo ratings yet
- Internship IIDocument22 pagesInternship IIResshille Ann T. SalleyNo ratings yet
- John Williams - WikipediaDocument2 pagesJohn Williams - Wikipedia三木和代No ratings yet
- ĐỀ CƯƠNG ANH 9 - CK2 (23-24)Document7 pagesĐỀ CƯƠNG ANH 9 - CK2 (23-24)thuyhagl2710No ratings yet
- Imp RssDocument8 pagesImp RssPriya SharmaNo ratings yet
- Capex Vs RescoDocument1 pageCapex Vs Rescosingla.nishant1245No ratings yet
- TESTIS PHYSIOLOGY Spermatogenic Cell Syncytium Makela and Toppari 2018Document10 pagesTESTIS PHYSIOLOGY Spermatogenic Cell Syncytium Makela and Toppari 2018LudimilaNo ratings yet
- Goes 300 S Service ManualDocument188 pagesGoes 300 S Service ManualШурик КамушкинNo ratings yet
- UK Commutator Maintenance CatalogueDocument9 pagesUK Commutator Maintenance CatalogueCarlosNo ratings yet
- 3240-B0 Programmable Logic Controller (SIEMENS ET200S IM151-8)Document7 pages3240-B0 Programmable Logic Controller (SIEMENS ET200S IM151-8)alexandre jose dos santosNo ratings yet
- Conservation of Kuttichira SettlementDocument145 pagesConservation of Kuttichira SettlementSumayya Kareem100% (1)
- Case Study On Vivekananda Flyover BridgeDocument8 pagesCase Study On Vivekananda Flyover BridgeHeta PanchalNo ratings yet
- 2020 - Audcap1 - 2.3 RCCM - BunagDocument1 page2020 - Audcap1 - 2.3 RCCM - BunagSherilyn BunagNo ratings yet
- UntitledDocument4 pagesUntitledMOHD JEFRI BIN TAJARINo ratings yet
- Effects of War On EconomyDocument7 pagesEffects of War On Economyapi-3721555100% (1)
- NRSPDocument27 pagesNRSPMuhammad Farhan67% (3)
- Trabajo de Investigación FormativaDocument75 pagesTrabajo de Investigación Formativalucio RNo ratings yet
- Divide Fractions by Fractions Lesson PlanDocument12 pagesDivide Fractions by Fractions Lesson PlanEunice TrinidadNo ratings yet
- Mapeflex Pu50 SLDocument4 pagesMapeflex Pu50 SLBarbara Ayub FrancisNo ratings yet
- PSAII Final EXAMDocument15 pagesPSAII Final EXAMdaveadeNo ratings yet
- After EffectsDocument56 pagesAfter EffectsRodrigo ArgentoNo ratings yet
- American Woodworker No 171 April-May 2014Document76 pagesAmerican Woodworker No 171 April-May 2014Darius White75% (4)
- 4 DiscussionDocument2 pages4 DiscussiondreiNo ratings yet
- KG ResearchDocument257 pagesKG ResearchMuhammad HusseinNo ratings yet
- Cypress Enable Basic Rer Erence ManualDocument2 pagesCypress Enable Basic Rer Erence ManualCarlos RodasNo ratings yet
- Module 7 - Assessment of Learning 1 CoursepackDocument7 pagesModule 7 - Assessment of Learning 1 CoursepackZel FerrelNo ratings yet
- Plumbing Arithmetic RefresherDocument80 pagesPlumbing Arithmetic RefresherGigi AguasNo ratings yet
- Rpo 1Document496 pagesRpo 1Sean PrescottNo ratings yet
- Recent Advances in Active Metal Brazing of Ceramics and Process-S12540-019-00536-4Document12 pagesRecent Advances in Active Metal Brazing of Ceramics and Process-S12540-019-00536-4sebjangNo ratings yet
- Aveva Installation GuideDocument48 pagesAveva Installation GuideNico Van HoofNo ratings yet
- 6.standard CostingDocument11 pages6.standard CostingInnocent escoNo ratings yet
- Farm mechanization subsidy applications invitedDocument2 pagesFarm mechanization subsidy applications inviteddraqbhattiNo ratings yet
- Crazy for the Storm: A Memoir of SurvivalFrom EverandCrazy for the Storm: A Memoir of SurvivalRating: 3.5 out of 5 stars3.5/5 (217)
- Becky Lynch: The Man: Not Your Average Average GirlFrom EverandBecky Lynch: The Man: Not Your Average Average GirlRating: 4.5 out of 5 stars4.5/5 (12)
- Horse Training 101: Key Techniques for Every Horse OwnerFrom EverandHorse Training 101: Key Techniques for Every Horse OwnerRating: 4.5 out of 5 stars4.5/5 (27)
- The Importance of Being Earnest: Classic Tales EditionFrom EverandThe Importance of Being Earnest: Classic Tales EditionRating: 4.5 out of 5 stars4.5/5 (42)
- The Arm: Inside the Billion-Dollar Mystery of the Most Valuable Commodity in SportsFrom EverandThe Arm: Inside the Billion-Dollar Mystery of the Most Valuable Commodity in SportsRating: 4 out of 5 stars4/5 (49)
- Elevate and Dominate: 21 Ways to Win On and Off the FieldFrom EverandElevate and Dominate: 21 Ways to Win On and Off the FieldRating: 5 out of 5 stars5/5 (4)
- I Never Had It Made: An AutobiographyFrom EverandI Never Had It Made: An AutobiographyRating: 3.5 out of 5 stars3.5/5 (38)
- What Winners Won't Tell You: Lessons from a Legendary DefenderFrom EverandWhat Winners Won't Tell You: Lessons from a Legendary DefenderRating: 4.5 out of 5 stars4.5/5 (7)
- House of Nails: A Memoir of Life on the EdgeFrom EverandHouse of Nails: A Memoir of Life on the EdgeRating: 3 out of 5 stars3/5 (4)
- The Inside Game: Bad Calls, Strange Moves, and What Baseball Behavior Teaches Us About OurselvesFrom EverandThe Inside Game: Bad Calls, Strange Moves, and What Baseball Behavior Teaches Us About OurselvesRating: 4 out of 5 stars4/5 (7)
- You Can't Joke About That: Why Everything Is Funny, Nothing Is Sacred, and We're All in This TogetherFrom EverandYou Can't Joke About That: Why Everything Is Funny, Nothing Is Sacred, and We're All in This TogetherNo ratings yet
- Bloodlines: The True Story of a Drug Cartel, the FBI, and the Battle for a Horse-Racing DynastyFrom EverandBloodlines: The True Story of a Drug Cartel, the FBI, and the Battle for a Horse-Racing DynastyRating: 4 out of 5 stars4/5 (9)
- The Teen’s Living Guide: Unlocking Your Potential for a Remarkable JourneyFrom EverandThe Teen’s Living Guide: Unlocking Your Potential for a Remarkable JourneyRating: 5 out of 5 stars5/5 (76)
- Endure: How to Work Hard, Outlast, and Keep HammeringFrom EverandEndure: How to Work Hard, Outlast, and Keep HammeringRating: 4.5 out of 5 stars4.5/5 (283)
- The Perfect Mile: Three Athletes, One Goal, and Less Than Four Minutes to Achieve ItFrom EverandThe Perfect Mile: Three Athletes, One Goal, and Less Than Four Minutes to Achieve ItNo ratings yet
- Last Child in the Woods: Saving Our Children From Nature-Deficit DisorderFrom EverandLast Child in the Woods: Saving Our Children From Nature-Deficit DisorderRating: 4 out of 5 stars4/5 (283)
- Badasses: The Legend of Snake, Foo, Dr. Death, and John Madden's Oakland RaidersFrom EverandBadasses: The Legend of Snake, Foo, Dr. Death, and John Madden's Oakland RaidersRating: 4 out of 5 stars4/5 (15)
- Patriot Reign: Bill Belichick, the Coaches, and the Players Who Built a ChampionFrom EverandPatriot Reign: Bill Belichick, the Coaches, and the Players Who Built a ChampionRating: 3.5 out of 5 stars3.5/5 (30)
- It's Hard for Me to Live with Me: A MemoirFrom EverandIt's Hard for Me to Live with Me: A MemoirRating: 4.5 out of 5 stars4.5/5 (10)
- The Mindful Athlete: Secrets to Pure PerformanceFrom EverandThe Mindful Athlete: Secrets to Pure PerformanceRating: 4.5 out of 5 stars4.5/5 (278)
- Summary: Range: Why Generalists Triumph in a Specialized World by David Epstein: Key Takeaways, Summary & Analysis IncludedFrom EverandSummary: Range: Why Generalists Triumph in a Specialized World by David Epstein: Key Takeaways, Summary & Analysis IncludedRating: 4.5 out of 5 stars4.5/5 (6)