You might also like
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Steel Estimating TodayDocument9 pagesSteel Estimating Todayntah84100% (2)
- How To Estimate The Cost of Structural Steel - TechPaper - January2009Document9 pagesHow To Estimate The Cost of Structural Steel - TechPaper - January2009Rezky MuliaNo ratings yet
- 98 Tips For Designing Structural SteelDocument5 pages98 Tips For Designing Structural Steelklynchelle100% (1)
- AISC Design Fabrication and Erection of Steel Building Edge Form - 2002 PDFDocument24 pagesAISC Design Fabrication and Erection of Steel Building Edge Form - 2002 PDFhoustonhimselfNo ratings yet
- Commercial Steel Estimating: A Comprehensive Guide to Mastering the BasicsFrom EverandCommercial Steel Estimating: A Comprehensive Guide to Mastering the BasicsNo ratings yet
- 98 Tips: For DesigningDocument6 pages98 Tips: For DesigningKarthikeyan KrishNo ratings yet
- Design ManualDocument867 pagesDesign Manualvijaystructural83% (6)
- Lightweight Steel Framing Handbook GuideDocument16 pagesLightweight Steel Framing Handbook GuidetiagomecanicaNo ratings yet
- Steel Bridge EstimationDocument17 pagesSteel Bridge EstimationHowo4Die100% (3)
- Hand Book For Steel Structure Quality Control on SiteFrom EverandHand Book For Steel Structure Quality Control on SiteNo ratings yet
- Engineering Students' Guide To Multi-Storey Buildings - SteelConstruction - InfoDocument26 pagesEngineering Students' Guide To Multi-Storey Buildings - SteelConstruction - InfoDaniel HernandezNo ratings yet
- 02 STRUCTURAL STEEL DESIGN IntroDocument21 pages02 STRUCTURAL STEEL DESIGN IntroRi MarkuNo ratings yet
- Finite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesFrom EverandFinite Element Analysis and Design of Steel and Steel–Concrete Composite BridgesNo ratings yet
- Composite Steel Bridges - CorusDocument28 pagesComposite Steel Bridges - CorusRui OliveiraNo ratings yet
- Home Instruction for Sheet Metal Workers - Based on a Series of Articles Originally Published in 'Metal Worker, Plumber and Steam Fitter'From EverandHome Instruction for Sheet Metal Workers - Based on a Series of Articles Originally Published in 'Metal Worker, Plumber and Steam Fitter'No ratings yet
- Cost Effective ConnectionsDocument14 pagesCost Effective ConnectionsMarakan MaranNo ratings yet
- Engineering Students' Guide To Multi-Storey BuildingsDocument26 pagesEngineering Students' Guide To Multi-Storey BuildingsLingkaNo ratings yet
- Struc Steel Erection AidsDocument3 pagesStruc Steel Erection AidsSridhar MaharajaNo ratings yet
- Ductile Iron Data For Engineers PDFDocument135 pagesDuctile Iron Data For Engineers PDFGoran Bošković100% (1)
- AESS - Architecturally Exposed Structural SteelDocument15 pagesAESS - Architecturally Exposed Structural SteelJavi Alvarez IsasiNo ratings yet
- Design of Steel Structures: Materials, Connections, and ComponentsFrom EverandDesign of Steel Structures: Materials, Connections, and ComponentsNo ratings yet
- Reinforced Concrete Buildings: Behavior and DesignFrom EverandReinforced Concrete Buildings: Behavior and DesignRating: 5 out of 5 stars5/5 (1)
- 98 Tips For Designing Structural SteelDocument6 pages98 Tips For Designing Structural SteelVinod Kumar ReddyNo ratings yet
- Theory of Functions of A Real VariableDocument393 pagesTheory of Functions of A Real VariableredinezNo ratings yet
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- 2010v09 98 TipsDocument6 pages2010v09 98 Tipsvenkatesh19701No ratings yet
- Economical Use of Cambered Steel Beams For DesignDocument20 pagesEconomical Use of Cambered Steel Beams For DesigntaosyeNo ratings yet
- RSC IFramingDocument17 pagesRSC IFramingalmira cadoresNo ratings yet
- Industrial Buildings-Guidelines and CriteriaDocument5 pagesIndustrial Buildings-Guidelines and CriteriaAlexander Tavarez SantanaNo ratings yet
- Exposed Steel: ArchitecturallyDocument16 pagesExposed Steel: Architecturallykip099No ratings yet
- Petra University (Architecture - Ebook) - Metal - Building - Systems - Design - and - Specifications-20610-Part145 PDFDocument2 pagesPetra University (Architecture - Ebook) - Metal - Building - Systems - Design - and - Specifications-20610-Part145 PDFFWICIPNo ratings yet
- Chapter Ten: 10.2 Fixed-Base Versus Pinned-Base ColumnsDocument2 pagesChapter Ten: 10.2 Fixed-Base Versus Pinned-Base ColumnsNani TirumalasettiNo ratings yet
- Proprietary Connections Hamburger CordovaDocument8 pagesProprietary Connections Hamburger CordovaPauloAndresSepulvedaNo ratings yet
- Steel Design ThesisDocument5 pagesSteel Design Thesiszuhemad0g0n3100% (2)
- Steel Interchange: Modern Steel's Monthly Steel Interchange Is For You! SendDocument2 pagesSteel Interchange: Modern Steel's Monthly Steel Interchange Is For You! SendAndres CasadoNo ratings yet
- HTTP WWW - Sefindia.org Q System Files Reinforcement-QualityDocument9 pagesHTTP WWW - Sefindia.org Q System Files Reinforcement-Qualityarunn1609No ratings yet
- D&F DesignPrinciple TypesofWeldedJoints MechJoints&ReinforcementDocument63 pagesD&F DesignPrinciple TypesofWeldedJoints MechJoints&ReinforcementFaiz IshakNo ratings yet
- Long Span Steel TrussDocument4 pagesLong Span Steel TrussDavid ReyesNo ratings yet
- STRUCTURAL STEEL DESIGN IntroDocument17 pagesSTRUCTURAL STEEL DESIGN IntroPrince QuimnoNo ratings yet
- One MarksDocument27 pagesOne MarksDeepak PooranachandranNo ratings yet
- Steelconstruction - Info: Accuracy of Steel FabricationDocument12 pagesSteelconstruction - Info: Accuracy of Steel FabricationRavindra ErabattiNo ratings yet
- Steel Structure ThesisDocument8 pagesSteel Structure Thesisdeniseenriquezglendale100% (2)
- Design Weld AaliDocument102 pagesDesign Weld Aali55312714No ratings yet
- Substantiation Is NeededDocument4 pagesSubstantiation Is NeededmarklesterNo ratings yet
- Detailing For Economy: 8.1 Detailing On Design Engineer's DrawingsDocument4 pagesDetailing For Economy: 8.1 Detailing On Design Engineer's DrawingsJoel Koma EmesangeNo ratings yet
- Standard For Steel Roof Deck: CSSBI 10M - 08 October 2008Document8 pagesStandard For Steel Roof Deck: CSSBI 10M - 08 October 2008Anonymous P73cUg73LNo ratings yet
- Research Paper On Analysis and Design ofDocument16 pagesResearch Paper On Analysis and Design ofPalesaNo ratings yet
- 1992 - 06 What Design Engineers Can Do To Reduce Fabrication CostsDocument6 pages1992 - 06 What Design Engineers Can Do To Reduce Fabrication CostsHenry HoyosNo ratings yet
- Steel ThesisDocument7 pagesSteel Thesisnibaditapalmerpaterson100% (2)
- Erection of Precast Concrete: C. Donald Johnson'Document9 pagesErection of Precast Concrete: C. Donald Johnson'josephbawaNo ratings yet
- Design WebDocument2 pagesDesign WebJesus CarvajalNo ratings yet
- Steel Design HomeworkDocument6 pagesSteel Design Homeworkafnofghmameqww100% (1)
- Si 10 2013 PDFDocument2 pagesSi 10 2013 PDFhector diazNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysFrom EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNo ratings yet
- Clickingbad BackupsDocument2 pagesClickingbad BackupsredinezNo ratings yet
- Clickingbad BackupsDocument2 pagesClickingbad BackupsredinezNo ratings yet
- Clickingbad BackupsDocument2 pagesClickingbad BackupsredinezNo ratings yet
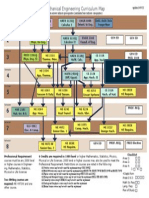
- Mechanical Engineering Curriculum MapDocument1 pageMechanical Engineering Curriculum MapredinezNo ratings yet
- AdsfafsdDocument1 pageAdsfafsdredinezNo ratings yet
- Case 25 NotesDocument5 pagesCase 25 NotesRohit AggarwalNo ratings yet
- Why Generation Y Yuppies Are Unhappy - Wait But WhyDocument4 pagesWhy Generation Y Yuppies Are Unhappy - Wait But WhyredinezNo ratings yet
- In Any CaseDocument1 pageIn Any CaseredinezNo ratings yet
- WP8 Enterprise Device Management ProtocolDocument96 pagesWP8 Enterprise Device Management ProtocolredinezNo ratings yet
- Clickingbad BackupsDocument2 pagesClickingbad BackupsredinezNo ratings yet
- 2012 Rapp Annuel en MetroDocument106 pages2012 Rapp Annuel en MetroredinezNo ratings yet
- Windows Phone 8 Security OverviewDocument23 pagesWindows Phone 8 Security OverviewredinezNo ratings yet
- T REC M.3050 200702 I!Sup1!PDF E PDFDocument54 pagesT REC M.3050 200702 I!Sup1!PDF E PDFredinezNo ratings yet
- Design and Behavior of A Real PR BuildingDocument12 pagesDesign and Behavior of A Real PR BuildingjudahbauerNo ratings yet
- Studies in Structural EngineeringDocument79 pagesStudies in Structural EngineeringredinezNo ratings yet
- Integrating Modeling Services BenefitDocument1 pageIntegrating Modeling Services BenefitredinezNo ratings yet
- Weighted Morrey-Herz Spaces and ApplicationsDocument8 pagesWeighted Morrey-Herz Spaces and ApplicationsredinezNo ratings yet
- ValueengrDocument23 pagesValueengrredinezNo ratings yet
- Happy DayDocument1 pageHappy DayredinezNo ratings yet
- Happy DayDocument1 pageHappy DayredinezNo ratings yet
- Happy and So OnDocument1 pageHappy and So OnredinezNo ratings yet
- Adamovsky - Middle Class PDFDocument29 pagesAdamovsky - Middle Class PDFredinezNo ratings yet
- Happy DayDocument1 pageHappy DayredinezNo ratings yet