You might also like
- The CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0From EverandThe CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Rating: 5 out of 5 stars5/5 (1)
- G-code Programming Language GuideDocument16 pagesG-code Programming Language GuideArnold NagyNo ratings yet
- G-Code - Wikipedia, The Free EncyclopediaDocument21 pagesG-Code - Wikipedia, The Free Encyclopediabeta2009No ratings yet
- G-Code: ImplementationsDocument19 pagesG-Code: Implementationsfedek2810No ratings yet
- G Code WikipediaDocument16 pagesG Code Wikipediamohsindalvi87No ratings yet
- G CodeDocument16 pagesG CodezidaaanNo ratings yet
- Specific Codes: Letter AddressesDocument16 pagesSpecific Codes: Letter AddressesVijay KumarNo ratings yet
- Appeared in Designed By: (Citation Needed)Document18 pagesAppeared in Designed By: (Citation Needed)Akemi MurasakiNo ratings yet
- Mach4 G and M Code Reference ManualDocument81 pagesMach4 G and M Code Reference ManualMegi Setiawan SNo ratings yet
- Mach4 G and M Code Reference ManualDocument60 pagesMach4 G and M Code Reference ManualRAKESH PRAJAPATI100% (1)
- List of G Codes: SR - NO. Code Function 1. 2. 3. 4Document28 pagesList of G Codes: SR - NO. Code Function 1. 2. 3. 4pmagrawal100% (1)
- Getting Started With CNC GcodeDocument7 pagesGetting Started With CNC Gcodeleonard1971No ratings yet
- G - CodesDocument4 pagesG - CodesRey Danielle NaveaNo ratings yet
- G-Code For CNC MachineDocument13 pagesG-Code For CNC MachinezokiplusNo ratings yet
- CNC TechDocument20 pagesCNC TechBharath KumarNo ratings yet
- Axis positions, feedrates, tool offsets and more for CNC machiningDocument13 pagesAxis positions, feedrates, tool offsets and more for CNC machiningzokiplusNo ratings yet
- CNC Machine Programming CourseDocument33 pagesCNC Machine Programming CourseHemant MeenaNo ratings yet
- Unit 4 57 PDFDocument20 pagesUnit 4 57 PDFVimal ZizouNo ratings yet
- Notes CNC ProgramDocument58 pagesNotes CNC Programzairul100% (1)
- New Microsoft Word DocumentDocument19 pagesNew Microsoft Word DocumentŤhåýğųŢjNo ratings yet
- NC PRGDocument9 pagesNC PRGNAGU2009No ratings yet
- ASSIGNMENT 1 Cad PDFDocument8 pagesASSIGNMENT 1 Cad PDFSasank SaiNo ratings yet
- Lab 3 Background On G-Code GenerationDocument4 pagesLab 3 Background On G-Code GenerationRaymond KwonNo ratings yet
- G-code Interpolator for Real-Time Contour Machining of Free-Form SurfacesDocument30 pagesG-code Interpolator for Real-Time Contour Machining of Free-Form SurfacesMusadiq MalikNo ratings yet
- CNC Programming FundamentalsDocument26 pagesCNC Programming Fundamentalsmohamed alsalhyNo ratings yet
- Lathe Miscellaneous FunctionDocument7 pagesLathe Miscellaneous FunctionsuryavenkatramanNo ratings yet
- Fundamentals of Part ProgrammingDocument20 pagesFundamentals of Part ProgrammingAzaath AzuNo ratings yet
- G-Code - Wikipedia, The Free EncyclopediaDocument6 pagesG-Code - Wikipedia, The Free EncyclopediajoydeepNo ratings yet
- Lab Manual CNC LatheDocument10 pagesLab Manual CNC LatheSai Naga Sri Harsha100% (1)
- Practical No1Document8 pagesPractical No1Dept. Of Mechanical Engg.No ratings yet
- CNC Part Programming IDocument9 pagesCNC Part Programming IRajendra Kumar YadavNo ratings yet
- CNC Project FullDocument22 pagesCNC Project FullDebabrata NandaNo ratings yet
- CNC Part ProgrammingDocument17 pagesCNC Part ProgrammingGptc ChekkanuraniNo ratings yet
- 9.2 Part Programming For NC SystemsDocument6 pages9.2 Part Programming For NC SystemsWeween IbrahimNo ratings yet
- G and M Codes For CNC LatheDocument8 pagesG and M Codes For CNC LatheLuis Gonzalo Castañeda GalindoNo ratings yet
- G CodesDocument8 pagesG Codesdinesh2705No ratings yet
- CHAPTER 8manual Part ProgrammingDocument111 pagesCHAPTER 8manual Part ProgrammingHrishikesh deshpandeNo ratings yet
- Unit - III CNC Part ProgrammingDocument39 pagesUnit - III CNC Part ProgrammingNarayana PerumalNo ratings yet
- Jefferson R. Medina BSME-2 Machine Shop Theory 1.G Code?Document4 pagesJefferson R. Medina BSME-2 Machine Shop Theory 1.G Code?Jeff MedinaNo ratings yet
- Mach4 Mill GCode Manual PDFDocument60 pagesMach4 Mill GCode Manual PDFDao - Ngoc LamNo ratings yet
- Lathe GCode ProgrammingDocument89 pagesLathe GCode ProgrammingluisNo ratings yet
- CADCAM QB AnswersDocument21 pagesCADCAM QB AnswersbhargavganeshkarriNo ratings yet
- Experiment P3 CNC Machining: ObjectiveDocument13 pagesExperiment P3 CNC Machining: ObjectivePhạm Ngọc HòaNo ratings yet
- Turning: Chapter ObjectivesDocument78 pagesTurning: Chapter ObjectivesDany EscobarNo ratings yet
- Types of Information: G CodesDocument3 pagesTypes of Information: G CodesCad CamacademyNo ratings yet
- Numerical ControlDocument36 pagesNumerical ControlsaishvNo ratings yet
- Chapter 3 English From The BookDocument16 pagesChapter 3 English From The BookAbdelhakim DORBANENo ratings yet
- CAM Lab Manual Expereiment - 10-13 - CAMDocument9 pagesCAM Lab Manual Expereiment - 10-13 - CAMmilanmottaNo ratings yet
- NC CNC DNC FMS TheoryDocument21 pagesNC CNC DNC FMS Theorykamleshyadavmoney100% (1)
- Report On Modelling of 3D Shape On Wire Cut Machine: AbstractDocument4 pagesReport On Modelling of 3D Shape On Wire Cut Machine: AbstractfarhanNo ratings yet
- Yashwant InternshipDocument17 pagesYashwant InternshipGoku RocksNo ratings yet
- Lab 6 - Face Milling On CNC MachineDocument5 pagesLab 6 - Face Milling On CNC MachineHaris NaveedNo ratings yet
- 4 Variabile Coduri GDocument20 pages4 Variabile Coduri Gkuvvatmyrat hommanovNo ratings yet
- Cam Lab ManualDocument14 pagesCam Lab Manualelangandhi0% (1)
- Mach4 Mill GCode ManualDocument60 pagesMach4 Mill GCode Manualsahiljain_146No ratings yet
- CNC Programming and OperationDocument42 pagesCNC Programming and OperationAlbert ArominNo ratings yet
- Computer Numerical Control Programming Basics: DefinitionsDocument8 pagesComputer Numerical Control Programming Basics: DefinitionsActem PmeNo ratings yet
- CNC Basics of G PDFDocument14 pagesCNC Basics of G PDFAli NorooziNo ratings yet
- Production Automation Paper Mid Term Summer 2017Document1 pageProduction Automation Paper Mid Term Summer 2017Shaukat Ali ShahNo ratings yet
- AI 110 OverviewDocument13 pagesAI 110 OverviewShaukat Ali ShahNo ratings yet
- Robotics Final Exam Spring 2021Document2 pagesRobotics Final Exam Spring 2021Shaukat Ali ShahNo ratings yet
- UET Peshawar Comprehensive Exam Questions on CAD/CAMDocument2 pagesUET Peshawar Comprehensive Exam Questions on CAD/CAMShaukat Ali ShahNo ratings yet
- AI 000 TitleDocument11 pagesAI 000 TitleShaukat Ali ShahNo ratings yet
- AI 930 Safe CommunicationDocument14 pagesAI 930 Safe CommunicationShaukat Ali ShahNo ratings yet
- DOM Test PDFDocument3 pagesDOM Test PDFShaukat Ali ShahNo ratings yet
- Production Automation Paper Mid Term Summer 2018Document1 pageProduction Automation Paper Mid Term Summer 2018Shaukat Ali ShahNo ratings yet
- Production Automation Paper Final Term Summer 2017Document2 pagesProduction Automation Paper Final Term Summer 2017Shaukat Ali ShahNo ratings yet
- Ai 230 PLCDocument105 pagesAi 230 PLCShaukat Ali ShahNo ratings yet
- Automated InspectionDocument31 pagesAutomated InspectionVijay Kumar100% (8)
- Industrial AutomationDocument33 pagesIndustrial AutomationRaghuNo ratings yet
- Automated Material Handling SystemsDocument19 pagesAutomated Material Handling Systemssiva_karthidpmNo ratings yet
- Automated InspectionDocument31 pagesAutomated InspectionShaukat Ali ShahNo ratings yet
- Ai 412 EddlDocument16 pagesAi 412 EddlShaukat Ali ShahNo ratings yet
- Industrial Automation InstrumentsDocument59 pagesIndustrial Automation InstrumentsShaukat Ali ShahNo ratings yet
- Ch03Document15 pagesCh03Shaukat Ali ShahNo ratings yet
- AI 140 HierarchyDocument25 pagesAI 140 HierarchyShaukat Ali ShahNo ratings yet
- Assembly Systems and Assembly Line BalancingDocument37 pagesAssembly Systems and Assembly Line BalancingShaukat Ali ShahNo ratings yet
- Assembly Systems and Assembly Line BalancingDocument37 pagesAssembly Systems and Assembly Line BalancingShaukat Ali ShahNo ratings yet
- Limits Fits ToleranceDocument18 pagesLimits Fits ToleranceShaukat Ali ShahNo ratings yet
- 03 Production AutomationDocument46 pages03 Production AutomationAdel AbdelmaboudNo ratings yet
- Ch14Document28 pagesCh14Shaukat Ali ShahNo ratings yet
- Structure of Automated CappDocument5 pagesStructure of Automated CappmaddyvarmaNo ratings yet
- The FMS: Henry C. Co Technology and Operations Management, California Polytechnic and State UniversityDocument38 pagesThe FMS: Henry C. Co Technology and Operations Management, California Polytechnic and State UniversityYasir NawazNo ratings yet
- 04 Assembly Line BalancingDocument11 pages04 Assembly Line BalancingShaukat Ali ShahNo ratings yet
- Production Automation Paper Final Term Fall 2014Document2 pagesProduction Automation Paper Final Term Fall 2014Shaukat Ali ShahNo ratings yet
- Production Automation (Lecture 8)Document4 pagesProduction Automation (Lecture 8)Nauman KhanNo ratings yet
- Production AutomationDocument1 pageProduction AutomationShaukat Ali ShahNo ratings yet
- Metal Casting IntroDocument9 pagesMetal Casting IntroShaukat Ali ShahNo ratings yet
- M.Prasad Naidu MSC Medical Biochemistry, PH.D Research ScholarDocument31 pagesM.Prasad Naidu MSC Medical Biochemistry, PH.D Research ScholarDr. M. Prasad NaiduNo ratings yet
- LNG SamplingSystemDocument2 pagesLNG SamplingSystemGuillermo Lopez-FloresNo ratings yet
- Revision Notes Grade 11Document3 pagesRevision Notes Grade 11anuelisajoseNo ratings yet
- Three-Dimensional Effects For Supported Excavations in ClayDocument7 pagesThree-Dimensional Effects For Supported Excavations in ClayrkNo ratings yet
- Physics Grade 11 Gas Laws and WavesDocument6 pagesPhysics Grade 11 Gas Laws and WavesNatalia WhyteNo ratings yet
- 2 4228Document13 pages2 4228Huneza AtaNo ratings yet
- TFA 1 2 3 4 5 6 7 8 9 10 in Nozzles Sizes: OptionDocument1 pageTFA 1 2 3 4 5 6 7 8 9 10 in Nozzles Sizes: OptionrajkumarfNo ratings yet
- Tensile Strength of Mass Concrete 913-938 PDFDocument28 pagesTensile Strength of Mass Concrete 913-938 PDFchutton681No ratings yet
- Review of Literature On Probability of Detection For Liquid Penetrant Nondestructive TestingDocument51 pagesReview of Literature On Probability of Detection For Liquid Penetrant Nondestructive TestingVicky GautamNo ratings yet
- The Weighted Histogram Analysis Method (WHAM) : Michael AndrecDocument14 pagesThe Weighted Histogram Analysis Method (WHAM) : Michael AndrecWilliam AgudeloNo ratings yet
- 1konsep Dasar TermodinamikaDocument39 pages1konsep Dasar TermodinamikamisrakandiNo ratings yet
- Beginner Ansys TutorialDocument114 pagesBeginner Ansys TutorialNGUYEN92% (12)
- MIT OCW Principles of Inorganic Chemistry II Lecture on Octahedral ML6 Sigma ComplexesDocument7 pagesMIT OCW Principles of Inorganic Chemistry II Lecture on Octahedral ML6 Sigma Complexessanskarid94No ratings yet
- Fourier Transform TablesDocument9 pagesFourier Transform TablesOrder17No ratings yet
- Notes Singly RF BeamDocument5 pagesNotes Singly RF Beamshivaji_sarvadeNo ratings yet
- Filtration of WaterDocument32 pagesFiltration of WaterYusuf Rahmat SidikNo ratings yet
- 16.100 Take-Home Exam SolutionsDocument3 pages16.100 Take-Home Exam SolutionslarasmoyoNo ratings yet
- Installation Operation Maintenance Manual (Harvest Series)Document36 pagesInstallation Operation Maintenance Manual (Harvest Series)berkahharianNo ratings yet
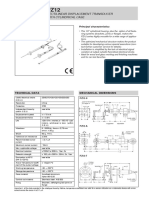
- Rectilinear Displacement Transducer With Cylindrical Case: Technical Data Mechanical DimensionsDocument2 pagesRectilinear Displacement Transducer With Cylindrical Case: Technical Data Mechanical Dimensionsl561926No ratings yet
- International Chemistry Olympiad Problems Volume 03 (2009-2013)Document291 pagesInternational Chemistry Olympiad Problems Volume 03 (2009-2013)Science Olympiad Blog75% (4)
- Centrifugal CastingDocument266 pagesCentrifugal Castinguzairmetallurgist100% (2)
- Lecture2 Semiconductor StatisticsDocument13 pagesLecture2 Semiconductor StatisticsRakib KhanNo ratings yet
- Image ProcessingDocument49 pagesImage ProcessingJyoti SinghNo ratings yet
- Electrical Conductivity of Carbon Blacks Under CompressionDocument7 pagesElectrical Conductivity of Carbon Blacks Under CompressionМирослав Кузишин100% (1)
- Comparison of Design of Steel Roof Truss Using IS 875 and SP 38Document3 pagesComparison of Design of Steel Roof Truss Using IS 875 and SP 38anbugobiNo ratings yet
- 06.-Medidor Cloro CL4000enDocument18 pages06.-Medidor Cloro CL4000enLeonel RubioNo ratings yet
- 1 s2.0 0304885395011137 MainDocument2 pages1 s2.0 0304885395011137 MainAyush VermaNo ratings yet
- Review Beer AgeingDocument25 pagesReview Beer AgeingTimothy WestNo ratings yet
- Mody Institute of Technology and Science, Lakshmangarh Faculty of Engineering and TechnologyDocument3 pagesMody Institute of Technology and Science, Lakshmangarh Faculty of Engineering and TechnologyAtul GaurNo ratings yet
- Chapter 2 1 - Linear EquationsDocument23 pagesChapter 2 1 - Linear Equationsapi-263209117No ratings yet