You might also like
- How To Select Shell and Tube HEDocument10 pagesHow To Select Shell and Tube HEgigihpradana100% (1)
- Heat ExchangerDocument36 pagesHeat ExchangerUsman MansuriNo ratings yet
- Considerations For A Safe in Situ PWHT of A Corrosion Process TowerDocument23 pagesConsiderations For A Safe in Situ PWHT of A Corrosion Process Towerعزت عبد المنعمNo ratings yet
- Induction BendingDocument2 pagesInduction BendingshaonaaNo ratings yet
- Tube To T Joints The Many Choices BJ SandersDocument38 pagesTube To T Joints The Many Choices BJ Sandersscbd83No ratings yet
- Heat Exchanger ClasificationDocument55 pagesHeat Exchanger ClasificationNikhil Sawant100% (1)
- Tube To Tube Sheet Joint Tightness StrengthDocument7 pagesTube To Tube Sheet Joint Tightness StrengthMuhammadShabbirNo ratings yet
- ASMEDocument27 pagesASMERoy DreinaNo ratings yet
- Heat Exchanger AnimationDocument12 pagesHeat Exchanger AnimationShan AliNo ratings yet
- Pressure Vessel and Heat Exchanger BooksDocument1 pagePressure Vessel and Heat Exchanger BooksgovimanoNo ratings yet
- The Role Stainless Steel in Industrial Heat ExchangersDocument46 pagesThe Role Stainless Steel in Industrial Heat ExchangerswholenumberNo ratings yet
- TEMA question and reply document titleDocument24 pagesTEMA question and reply document titleBaher Elsheikh100% (1)
- 14 Shell & Tube ExchangerDocument9 pages14 Shell & Tube ExchangerEdwin AldrinNo ratings yet
- Introduction To Heat Ex ChangersDocument49 pagesIntroduction To Heat Ex ChangersahemdmohiNo ratings yet
- Comparision Table For AluminumDocument2 pagesComparision Table For AluminumJigar M. UpadhyayNo ratings yet
- Heat Exchanger FinalDocument35 pagesHeat Exchanger Finalshabirahsan79No ratings yet
- Rubber LinedDocument6 pagesRubber LinedPrasanta Kumar BeheraNo ratings yet
- Tema Online Study Notes PDFDocument10 pagesTema Online Study Notes PDFumerhayatNo ratings yet
- Heat Exchanger VibrationDocument3 pagesHeat Exchanger VibrationTim KuNo ratings yet
- Heat Exchanger As Per TEMA Design PPT by Rakesh Mishra 31.03.2020Document34 pagesHeat Exchanger As Per TEMA Design PPT by Rakesh Mishra 31.03.2020Rakesh Mishra100% (1)
- Material For HEDocument36 pagesMaterial For HEMohd Idris MohiuddinNo ratings yet
- PV Enineering EHX - OutDocument144 pagesPV Enineering EHX - Out9913489806No ratings yet
- AWS Specifications For Filler MaterialDocument9 pagesAWS Specifications For Filler MaterialExsan OthmanNo ratings yet
- Detail DesignDocument67 pagesDetail DesignBHAVISHA GOHILNo ratings yet
- TEMA Type Heat Exchangers PDFDocument4 pagesTEMA Type Heat Exchangers PDFkinjalpatel123450% (1)
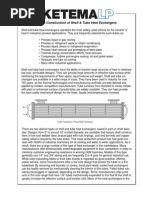
- Basic Construction of Shell & Tube Heat ExchangersDocument12 pagesBasic Construction of Shell & Tube Heat ExchangerslatshareNo ratings yet
- HT Heat ExchangerDocument17 pagesHT Heat Exchangerpatel jatinNo ratings yet
- Mock Up of Tube To Tubesheet Joints in Shell and Tube Heat ExchangersDocument4 pagesMock Up of Tube To Tubesheet Joints in Shell and Tube Heat ExchangersBaher ElsheikhNo ratings yet
- Rubber BellowDocument20 pagesRubber BellowPrateek100% (1)
- Heat Transfer Lect 6 (Heat Exchanger)Document45 pagesHeat Transfer Lect 6 (Heat Exchanger)Mostafa SabryNo ratings yet
- TEMA Type E Heat Exchanger DesignDocument8 pagesTEMA Type E Heat Exchanger DesignLEONARDO MOLERO CLEMENTENo ratings yet
- Exchanger Tube Min ThicknessDocument2 pagesExchanger Tube Min ThicknessMohamed ElshehnyNo ratings yet
- Design Considerations For Compact Heat ExchangersDocument16 pagesDesign Considerations For Compact Heat ExchangersHaunted HunterNo ratings yet
- Basics of Double Pipe Heat Exchanger (Heat Transfer Slides)Document38 pagesBasics of Double Pipe Heat Exchanger (Heat Transfer Slides)Asad Imran Munawwar100% (2)
- Accessen Plate Heat Exchanger Specification SheetDocument1 pageAccessen Plate Heat Exchanger Specification Sheetfakir mohammadNo ratings yet
- STP Piping BoqDocument4 pagesSTP Piping Boqdhanu_lagwankarNo ratings yet
- Petroleum Refining Fouling Mitigation TrainingDocument27 pagesPetroleum Refining Fouling Mitigation TrainingAtifNo ratings yet
- Handbook - Filler Metal ASTM SteelsDocument1 pageHandbook - Filler Metal ASTM SteelsadelNo ratings yet
- Induction PWHTDocument6 pagesInduction PWHTMallinatha PNNo ratings yet
- Asme Ix QW MTDocument57 pagesAsme Ix QW MTharabiNo ratings yet
- Hitachi Be Bic On Air CompressorDocument2 pagesHitachi Be Bic On Air CompressorFOTOPLES Digital PrintingNo ratings yet
- Calculation Minimum Required Thickness, Corrosion Rate and Estimated Life SpentDocument11 pagesCalculation Minimum Required Thickness, Corrosion Rate and Estimated Life SpentPand AemonaEonNo ratings yet
- FTP PDFDocument16 pagesFTP PDFPankaj RaneNo ratings yet
- PWHTDocument57 pagesPWHTssNo ratings yet
- Foster Wheeler Bengal Pvt. LTD.: Piping DepartmentDocument27 pagesFoster Wheeler Bengal Pvt. LTD.: Piping Departmentsubhadip sadhukhanNo ratings yet
- Heat ExchangersDocument47 pagesHeat Exchangersmohammed alaa eldinNo ratings yet
- Tube Expander-Tools PDFDocument120 pagesTube Expander-Tools PDFmarceilinus devaluantoNo ratings yet
- Documents Covering Welding Inspection and QualificationDocument28 pagesDocuments Covering Welding Inspection and QualificationMohamed El SayadNo ratings yet
- Lalitpur Power Generation Company Limited - Welding & PWHT RequirementsDocument7 pagesLalitpur Power Generation Company Limited - Welding & PWHT RequirementsNavneet SinghNo ratings yet
- Static Equipment in Oil and Gas IndustryDocument93 pagesStatic Equipment in Oil and Gas IndustryRaghavanNo ratings yet
- Piping QuizDocument20 pagesPiping QuizAlex CarreraNo ratings yet
- Codes and Standards: ASME B31 Piping CodesDocument44 pagesCodes and Standards: ASME B31 Piping CodesMuthukumar ThangaiahNo ratings yet
- Failure Analysis and Remaining Life Assessment of Service Exposed Primary Reformer Heater TubesDocument21 pagesFailure Analysis and Remaining Life Assessment of Service Exposed Primary Reformer Heater TubesOwais MalikNo ratings yet
- Classification According To Construction FeaturesDocument30 pagesClassification According To Construction FeaturesImraan KhanNo ratings yet
- Heat ExchangersDocument7 pagesHeat ExchangersAgustin Gago LopezNo ratings yet
- Heat Exchanger Design - ProcessDocument42 pagesHeat Exchanger Design - Processalokbdas100% (1)
- Chemical Design of Heat Exchanger TerdesakDocument22 pagesChemical Design of Heat Exchanger TerdesakNor Ain100% (4)
- Shell and Tube Heat Exchanger DesignDocument23 pagesShell and Tube Heat Exchanger DesignBernard BaluyotNo ratings yet
- ABC 200 Heat ExchangerDocument200 pagesABC 200 Heat Exchanger전상문100% (2)
- New Microsoft Word Document 4.1Document19 pagesNew Microsoft Word Document 4.1prashantmaukaNo ratings yet
- This User Guide Is Used For Reliance 3GDocument13 pagesThis User Guide Is Used For Reliance 3GPrateek JainNo ratings yet
- Test Your English Vocabulary in Use Upper IntermediateTest Your English Vocabulary in Use Upper IntermediateTest Your English Vocabulary in Use Upper IntermediateTest Your English Vocabulary in Use Upper IntermediateTest Your English Vocabulary in Use Upper IntermediateDocument1 pageTest Your English Vocabulary in Use Upper IntermediateTest Your English Vocabulary in Use Upper IntermediateTest Your English Vocabulary in Use Upper IntermediateTest Your English Vocabulary in Use Upper IntermediateTest Your English Vocabulary in Use Upper IntermediatePrateek JainNo ratings yet
- Date Source Name Phone Email Addres S Outlet Addres SDocument5 pagesDate Source Name Phone Email Addres S Outlet Addres SPrateek JainNo ratings yet
- Yuvika Agrawal PDFDocument2 pagesYuvika Agrawal PDFPrateek JainNo ratings yet
- Markiii RM PDFDocument285 pagesMarkiii RM PDFveehneeNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- TestYourEnglishVocabularyinUseUpperIntermediate PDFDocument153 pagesTestYourEnglishVocabularyinUseUpperIntermediate PDFPrateek JainNo ratings yet
- Template - For MerchandisingDocument3 pagesTemplate - For MerchandisingPrateek JainNo ratings yet
- Receipt You BB Recharge 7-Aug-2016Document1 pageReceipt You BB Recharge 7-Aug-2016Prateek JainNo ratings yet
- Maths Tips & TricksDocument5 pagesMaths Tips & TricksCATMentor100% (2)
- MandatoryDocument1 pageMandatoryPrateek JainNo ratings yet
- Grant Thornton-Cii-Food and Beverage Sector-The New WaveDocument44 pagesGrant Thornton-Cii-Food and Beverage Sector-The New WavePrateek JainNo ratings yet
- Quant ExercisesDocument41 pagesQuant ExercisesNeha GuptaNo ratings yet
- Htpfqa 2005Document15 pagesHtpfqa 2005Prateek JainNo ratings yet
- Maths Shortcuts 2Document6 pagesMaths Shortcuts 2api-3708715No ratings yet
- Certificate From Company GuideDocument1 pageCertificate From Company GuidePrateek JainNo ratings yet
- Maths Short CutsDocument4 pagesMaths Short CutsShailesh SharmaNo ratings yet
- Ti JVGDocument8 pagesTi JVGPrateek JainNo ratings yet
- CAT Paper 2004 PDFDocument24 pagesCAT Paper 2004 PDFPrateek JainNo ratings yet
- Mock 1Document93 pagesMock 1Prateek JainNo ratings yet
- Markiii RM PDFDocument285 pagesMarkiii RM PDFveehneeNo ratings yet
- Ongc Ongc OngcDocument3 pagesOngc Ongc OngcPrateek JainNo ratings yet
- Criteo Tealium IntegrationDocument24 pagesCriteo Tealium IntegrationPrateek JainNo ratings yet
- Mass PointDocument5 pagesMass PointPrateek JainNo ratings yet
- Facebook Analytics WhitepaperDocument14 pagesFacebook Analytics WhitepaperPrateek JainNo ratings yet
- Yepme CPT Rs. 50 campaign IO detailsDocument2 pagesYepme CPT Rs. 50 campaign IO detailsPrateek JainNo ratings yet
- CAT Paper 2004 PDFDocument24 pagesCAT Paper 2004 PDFPrateek JainNo ratings yet
- 4.1 Oil & Natural Gas Corporation LTD: An OverviewDocument1 page4.1 Oil & Natural Gas Corporation LTD: An OverviewPrateek JainNo ratings yet
- Solid Phase Synthesis - 1Document18 pagesSolid Phase Synthesis - 1Prateek JainNo ratings yet
- The LengthDocument1 pageThe LengthRAIZZ67% (3)
- Experiment # 7Document4 pagesExperiment # 7Maro VioNo ratings yet
- Mpe ReadingDocument2 pagesMpe ReadingShekhar NagarNo ratings yet
- Chapter 1 - Introduction To PolymersDocument94 pagesChapter 1 - Introduction To PolymersArnav Hasija0% (1)
- OldExamSolutions PDFDocument27 pagesOldExamSolutions PDFAsrawi ImamNo ratings yet
- Attenuation in Optical FiberDocument22 pagesAttenuation in Optical Fibermanishsoni30No ratings yet
- 0 Physics SyllabusDocument2 pages0 Physics Syllabusiffat fatima patilNo ratings yet
- Physics (With Maths Combination) : CorrectedDocument17 pagesPhysics (With Maths Combination) : CorrectedMohammed JamsheedNo ratings yet
- SaanouniDocument20 pagesSaanouniklomps_jrNo ratings yet
- 2ND Term S2 Further MathematicsDocument51 pages2ND Term S2 Further MathematicsOniyi EbukaNo ratings yet
- Jan 2017Document7 pagesJan 2017kirthikaNo ratings yet
- 5 Crystallization MechanismDocument49 pages5 Crystallization MechanismSarif NazarNo ratings yet
- Volume and Wetted Area of Partially Filled Horizontal Vessels - NeutriumDocument12 pagesVolume and Wetted Area of Partially Filled Horizontal Vessels - NeutriumsanjeevNo ratings yet
- SW#2 Integrals of Trigonometric FunctionsDocument1 pageSW#2 Integrals of Trigonometric FunctionsRachel MonesNo ratings yet
- Pyq of KTGDocument8 pagesPyq of KTG18A Kashish PatelNo ratings yet
- Crystal17 PDFDocument461 pagesCrystal17 PDFYhomn AcerNo ratings yet
- 9.moment of Inertia DefinitionDocument22 pages9.moment of Inertia DefinitionLady Alexandra Mendoza PascualNo ratings yet
- ASTM D971 - 2012 - Standard Test Method For Interfacial Tension of Oil Against Water by The Ring MethodDocument3 pagesASTM D971 - 2012 - Standard Test Method For Interfacial Tension of Oil Against Water by The Ring MethodAMSNo ratings yet
- Metcal MX DS1 User GuideDocument70 pagesMetcal MX DS1 User GuideGameBooy2020No ratings yet
- Torque Manual 2019 PDFDocument11 pagesTorque Manual 2019 PDFSHANKARNo ratings yet
- Physics XII CH 11 Physics Assertion Reasoning Dual Nature of Radiation and MATTERDocument8 pagesPhysics XII CH 11 Physics Assertion Reasoning Dual Nature of Radiation and MATTERAshwinNo ratings yet
- EMG 3207 NotesDocument42 pagesEMG 3207 NotesKIPKORIR DARIUSNo ratings yet
- 2015 PSPM Kedah Kimia3 W AnsDocument17 pages2015 PSPM Kedah Kimia3 W Ansjee2kk100% (3)
- Edexcel GCSE: Additional Science (5019) Physics (5047)Document20 pagesEdexcel GCSE: Additional Science (5019) Physics (5047)e101y7No ratings yet
- Lesson PlanDocument4 pagesLesson PlanElgaliza Karina DeviNo ratings yet
- Rule of Mixtures PDFDocument5 pagesRule of Mixtures PDFkbaabujiNo ratings yet
- 8403 - PDF - CH07 - Cópia PDFDocument28 pages8403 - PDF - CH07 - Cópia PDFRichard De Medeiros CastroNo ratings yet
- KELISTRIKAN RHVACDocument5 pagesKELISTRIKAN RHVACAlisa ZakiaNo ratings yet
- Properties of Double-Tee Cross-Section With Unequal FlangesDocument10 pagesProperties of Double-Tee Cross-Section With Unequal Flangesgulilero_yoNo ratings yet
- JC1 Mid-Year Chemistry Exam ReviewDocument10 pagesJC1 Mid-Year Chemistry Exam ReviewTimothy HandokoNo ratings yet