You might also like
- 34 Samss 711 PDFDocument26 pages34 Samss 711 PDFFlorin Daniel AnghelNo ratings yet
- 34 Samss 611Document8 pages34 Samss 611naruto256No ratings yet
- 04 Samss 049Document7 pages04 Samss 049balajiNo ratings yet
- 04-Samss-35 ValvesDocument28 pages04-Samss-35 ValvesNabeel AKNo ratings yet
- 04 Samss 035 PDFDocument19 pages04 Samss 035 PDFnadeem shaikhNo ratings yet
- 04 Samss 048Document11 pages04 Samss 048SamiNo ratings yet
- 01-SAMSS-017 Auxiliary Piping For Mechanical EquipmentDocument13 pages01-SAMSS-017 Auxiliary Piping For Mechanical EquipmentAbdul HannanNo ratings yet
- Saes L 136Document8 pagesSaes L 136kartik_harwani4387No ratings yet
- Ball Valves SpecificationDocument12 pagesBall Valves SpecificationIbrahim Levent AkkoyunluNo ratings yet
- 01 Samss 031Document3 pages01 Samss 031Awais CheemaNo ratings yet
- SAER1972Document9 pagesSAER1972zamil2008No ratings yet
- 01-Samss-046 10302013Document11 pages01-Samss-046 10302013Anonymous jKuXWubR8No ratings yet
- 01 Samss 016Document13 pages01 Samss 016nasrpkNo ratings yet
- 175 000003 PDFDocument1 page175 000003 PDFSohail TisekarNo ratings yet
- 04 Samss 003 PDFDocument4 pages04 Samss 003 PDFnadeem shaikhNo ratings yet
- SAEP-1106 - Welding Test Supplement S06 For GTAW, Aluminum With BackingDocument5 pagesSAEP-1106 - Welding Test Supplement S06 For GTAW, Aluminum With BackingFiras AlbaweiNo ratings yet
- Inspection and testing requirements for pipe componentsDocument2 pagesInspection and testing requirements for pipe componentsAbu Anas M.SalaheldinNo ratings yet
- 09 Samss 071Document6 pages09 Samss 071inatt101100% (1)
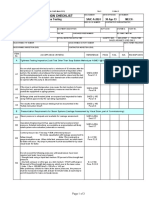
- SAUDI ARAMCO INSPECTION CHECKLIST FOR LEAK TESTINGDocument3 pagesSAUDI ARAMCO INSPECTION CHECKLIST FOR LEAK TESTINGpookkoya thangalNo ratings yet
- 04 SAMSS 051 Ball ValvesDocument11 pages04 SAMSS 051 Ball ValvesShino UlahannanNo ratings yet
- Dokumen - Tips Saep-1135pdfDocument12 pagesDokumen - Tips Saep-1135pdfArsalan HaiderNo ratings yet
- Saes L 101Document13 pagesSaes L 101samsurendran_mech4020No ratings yet
- Piping Components Spec for Low Temp ServiceDocument6 pagesPiping Components Spec for Low Temp ServiceFlorante NoblezaNo ratings yet
- 01-SAMSS-043 2018 ASTM Carbon Steel and Low Alloy Pipes For On-Plot ApplicationsDocument18 pages01-SAMSS-043 2018 ASTM Carbon Steel and Low Alloy Pipes For On-Plot ApplicationsWHWEN100% (1)
- 04 Samss 055Document42 pages04 Samss 055nadeem shaikh100% (1)
- Receiving Inspection of Pressure VesselsDocument5 pagesReceiving Inspection of Pressure Vesselsரமேஷ் பாலக்காடுNo ratings yet
- 04 Samss 058 PDFDocument5 pages04 Samss 058 PDFbalajiNo ratings yet
- 17 Samss 006Document13 pages17 Samss 006Ahamedulla KhanNo ratings yet
- QP SPC L 0002 Rev 1 PDFDocument80 pagesQP SPC L 0002 Rev 1 PDFsouravrobinNo ratings yet
- 04 SAMSS 005 Check ValvesDocument9 pages04 SAMSS 005 Check ValvesShino UlahannanNo ratings yet
- Saes L 109Document16 pagesSaes L 109Abdullah RiazNo ratings yet
- Saep 1144Document23 pagesSaep 1144Amit shahNo ratings yet
- Saep 324Document13 pagesSaep 324Up WeldNo ratings yet
- 01 Samss 048 PDFDocument21 pages01 Samss 048 PDFMohamed SolimanNo ratings yet
- Materials System SpecificationDocument6 pagesMaterials System SpecificationFAPM1285No ratings yet
- Materials System SpecificationDocument14 pagesMaterials System SpecificationZubair Raoof100% (1)
- Satr W 2012Document1 pageSatr W 2012Mohammed Hamed BaganNo ratings yet
- Materials System SpecificationDocument9 pagesMaterials System SpecificationFAPM1285No ratings yet
- SAIC-K-2026 Rev 0Document2 pagesSAIC-K-2026 Rev 0philipyapNo ratings yet
- Preparing Saudi Aramco Engineering StandardsDocument9 pagesPreparing Saudi Aramco Engineering StandardsDemac SaudNo ratings yet
- 31 Samss 009Document7 pages31 Samss 009Sivareddy InduriNo ratings yet
- SAIC-L-2014 Flange Joint Insp PDFDocument7 pagesSAIC-L-2014 Flange Joint Insp PDFAnonymous S9qBDVkyNo ratings yet
- Saep 306Document15 pagesSaep 306nadeem shaikh100% (1)
- Materials System SpecificationDocument13 pagesMaterials System SpecificationMoustafa Bayoumi100% (1)
- 02 Samss 008Document11 pages02 Samss 008inatt101No ratings yet
- Saep 747Document20 pagesSaep 747Anonymous 4IpmN7OnNo ratings yet
- Saudi Aramco Test Report Pre-Pressure Test Checklist (Form)Document2 pagesSaudi Aramco Test Report Pre-Pressure Test Checklist (Form)Rijwan MohammadNo ratings yet
- Saudi Aramco tank inspection requirementsDocument2 pagesSaudi Aramco tank inspection requirementssridhar100% (1)
- Inspect Weld OverlaysDocument3 pagesInspect Weld OverlaysRijwan MohammadNo ratings yet
- Pip PNSM0105Document6 pagesPip PNSM0105romerobernaNo ratings yet
- 15 Saip 50Document5 pages15 Saip 50malika_00No ratings yet
- 175-022501 Flanges (WN, BL, Forged Steel & As)Document2 pages175-022501 Flanges (WN, BL, Forged Steel & As)ALINo ratings yet
- Shop-Applied Internal FBE CoatingsDocument18 pagesShop-Applied Internal FBE CoatingsFahad AhmadNo ratings yet
- 04-SAMSS-035 ARAMCO General Reuirement For ValvesDocument18 pages04-SAMSS-035 ARAMCO General Reuirement For ValvesAhmed100% (4)
- 04-SAMSS-048 Valve Inspection and Testing RequirementsDocument8 pages04-SAMSS-048 Valve Inspection and Testing RequirementsHAYKEL79100% (1)
- 04 Samss 035Document28 pages04 Samss 035SamiNo ratings yet
- Saep-1160 (NDT - Tracking and Reporting of Welding, NDT and Pressure Testing For Capital ProjectsDocument12 pagesSaep-1160 (NDT - Tracking and Reporting of Welding, NDT and Pressure Testing For Capital ProjectsShajin Mohammed Shamsudhin88% (8)
- 01 Samss 035Document28 pages01 Samss 035Cherukunnon Jubu100% (2)
- 34 Samss 711Document26 pages34 Samss 711Mohamed Ahmed MaherNo ratings yet
- 04 SAMSS 035 ARAMCO General Reuirement For Valves PDFDocument18 pages04 SAMSS 035 ARAMCO General Reuirement For Valves PDFmohdNo ratings yet
- X 218434 01Document4 pagesX 218434 01Krishna Prasad RNo ratings yet
- 01 Samss 005Document5 pages01 Samss 005Flower LovingNo ratings yet
- 01 Samss 005Document5 pages01 Samss 005Flower LovingNo ratings yet
- ACI 547R-79 Refractory ConcreteDocument17 pagesACI 547R-79 Refractory ConcreteKrishna Prasad R75% (4)
- ACI 547R-79 Refractory ConcreteDocument17 pagesACI 547R-79 Refractory ConcreteKrishna Prasad R75% (4)
- 1518 5Document2 pages1518 5hogoyoNo ratings yet
- Asme CCase 2029-2Document2 pagesAsme CCase 2029-2ADAMJSRAONo ratings yet
- API 570 PresentationDocument36 pagesAPI 570 PresentationMohamed El Sayad100% (1)
- Specification for Piping Materials Rev B3Document52 pagesSpecification for Piping Materials Rev B3shervinyNo ratings yet
- Asme Sec III NcaDocument24 pagesAsme Sec III NcaRoberto Chang Palma0% (2)
- Auc Asme ProgramDocument2 pagesAuc Asme ProgramyasserosmanNo ratings yet
- An Introduction to ASME Section IX QA/QC ResponsibilitiesDocument260 pagesAn Introduction to ASME Section IX QA/QC ResponsibilitiesShakir100% (3)
- Minera Yanacocha SRL Project Specification 000.250.50003 Yanacocha GSA - Project Date 03 Aug 2005 Contract 53229802 Page 1 of 12Document12 pagesMinera Yanacocha SRL Project Specification 000.250.50003 Yanacocha GSA - Project Date 03 Aug 2005 Contract 53229802 Page 1 of 12Pedro FalconNo ratings yet
- Guide To APIDocument14 pagesGuide To APIAbu HurairaNo ratings yet
- Design Codes & StandardsDocument21 pagesDesign Codes & StandardsJay Omana50% (2)
- ASME Pressure Vessel Certification Process for ManufacturersDocument4 pagesASME Pressure Vessel Certification Process for ManufacturersalokbdasNo ratings yet
- ASME U StampDocument2 pagesASME U StampAJAY1381No ratings yet
- Piping Interview QuestionsDocument6 pagesPiping Interview QuestionsCalvin Hobbes100% (1)
- ITP Mechanical Fabrication Piping and StructureDocument7 pagesITP Mechanical Fabrication Piping and StructureAdiguna DhanaNo ratings yet
- Piping Material IdentificationDocument21 pagesPiping Material IdentificationSudjono BroNo ratings yet
- 85-300 - 2012 TAT of GasketsDocument15 pages85-300 - 2012 TAT of GasketspradeepNo ratings yet
- Pressure Vessels The ASME Approach: Walter J. Sperko, P.E Sperko Engineering Services, Inc Greensboro, NC USADocument72 pagesPressure Vessels The ASME Approach: Walter J. Sperko, P.E Sperko Engineering Services, Inc Greensboro, NC USAWilhelm ThorleyNo ratings yet
- Asme B31.3-Interpretaciones PDFDocument98 pagesAsme B31.3-Interpretaciones PDFFabrizio Andres Miranda LarenasNo ratings yet
- Astm A 403 / A 403M - 06Document7 pagesAstm A 403 / A 403M - 06negg 348100% (1)
- Asme B16.44 2012Document24 pagesAsme B16.44 2012Nguyen Anh TungNo ratings yet
- Applying The Asme Codes Plant Piping and Pressure VesselsDocument216 pagesApplying The Asme Codes Plant Piping and Pressure VesselsIgnacio Moratinos CastañedaNo ratings yet
- PIPING CODESDocument4 pagesPIPING CODESGowtem Dm0% (1)
- Comparitive Study of Design of Piping SupportDocument18 pagesComparitive Study of Design of Piping SupportbkguptazNo ratings yet
- ResumeDocument3 pagesResumeyunikaNo ratings yet
- PNSC0001 ASME B31.3 Metallic Fabrication and ExamDocument17 pagesPNSC0001 ASME B31.3 Metallic Fabrication and ExamLuis Moreno Tovar100% (1)
- VESBI002 Design and Specification of Vessels For Bulk SolidsDocument73 pagesVESBI002 Design and Specification of Vessels For Bulk Solidsjose ocana100% (1)
- 36-775 Control of Plant Construction Repair and Maintenance Welding Activities (Rev 1)Document22 pages36-775 Control of Plant Construction Repair and Maintenance Welding Activities (Rev 1)Vinoth Rajendra100% (1)
- Fabricated Y-Type Strainers by CDB EngineeringDocument1 pageFabricated Y-Type Strainers by CDB EngineeringrodolfostiNo ratings yet
- UOP 2-12-5 Fired HeatersDocument45 pagesUOP 2-12-5 Fired Heaterskaboomi47100% (7)