You might also like
- Aspen HYSYS - Steady States and Dynamic Simulator (Introduction) PDFDocument24 pagesAspen HYSYS - Steady States and Dynamic Simulator (Introduction) PDFtuan.huu2007No ratings yet
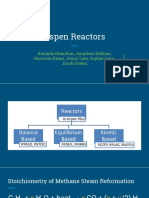
- Aspen Reactors StoichiometryDocument31 pagesAspen Reactors StoichiometryCristopher CanoNo ratings yet
- Jump Start To Crushing and Milling in AspenPlus v8 - DownLoadLy - IrDocument14 pagesJump Start To Crushing and Milling in AspenPlus v8 - DownLoadLy - IrMarcoiNo ratings yet
- Introduction to Chemical Process Simulators and DWSIMDocument22 pagesIntroduction to Chemical Process Simulators and DWSIMmarkoNo ratings yet
- ASPEN PLUS Lecture Presentation PDFDocument101 pagesASPEN PLUS Lecture Presentation PDFvenkatesh801No ratings yet
- Customizing RADFRAC ConvergenceDocument22 pagesCustomizing RADFRAC ConvergenceSurya Budi Widagdo75% (4)
- gPROMs软件介绍Document52 pagesgPROMs软件介绍sdrtfgNo ratings yet
- Vapor Liquid Separator PDFDocument10 pagesVapor Liquid Separator PDFClemenNo ratings yet
- ADSORPTION MODELING AND SIMULATIONDocument38 pagesADSORPTION MODELING AND SIMULATIONAtul TripathiNo ratings yet
- DWSIM - Open Source Chemical Process Simulator User Guide: October 2021Document258 pagesDWSIM - Open Source Chemical Process Simulator User Guide: October 2021RELTON ALVES DA SILVANo ratings yet
- UniSim Heat Exchangers User GuideDocument22 pagesUniSim Heat Exchangers User Guidebabis1980No ratings yet
- Aspen HNO3Document28 pagesAspen HNO3Ishan SharmaNo ratings yet
- CRE NotesDocument89 pagesCRE NotesAneesch PreethaNo ratings yet
- AspenPlus Solids JumpStartGuide ParticleScientist 120812 - DownLoadLy - Ir PDFDocument22 pagesAspenPlus Solids JumpStartGuide ParticleScientist 120812 - DownLoadLy - Ir PDFMarcoiNo ratings yet
- Absorption StrippingDocument25 pagesAbsorption StrippingJonny Yana CruzNo ratings yet
- GORUN User GuideDocument16 pagesGORUN User GuideLeynard NatividadNo ratings yet
- Theoretical Models of Chemical ProcessesDocument18 pagesTheoretical Models of Chemical ProcessesSparsh NegiNo ratings yet
- Rate-Based NaOH ModelDocument21 pagesRate-Based NaOH Modelniawd100% (3)
- Introduction To Aspen Plus-2012Document243 pagesIntroduction To Aspen Plus-2012D'Monthy José Salcedo Rosas100% (2)
- Info RASCHIG JAEGER Tripacks Hacketten 600Document26 pagesInfo RASCHIG JAEGER Tripacks Hacketten 600davlascNo ratings yet
- Modeling and Simulation of A Distillation Column Using ASPEN PLUS Libre PDFDocument9 pagesModeling and Simulation of A Distillation Column Using ASPEN PLUS Libre PDFmehul10941No ratings yet
- Introduction To Chemical Process SimulatorsDocument12 pagesIntroduction To Chemical Process Simulatorsanand upadhyayNo ratings yet
- Fortran User ModelDocument20 pagesFortran User ModelkingboboNo ratings yet
- Design and Operation of Wet Dust ScrubbersDocument2 pagesDesign and Operation of Wet Dust Scrubbersgaziahmad0% (2)
- Use of Dynamic Simulation To ConvergeDocument8 pagesUse of Dynamic Simulation To ConvergeneftNo ratings yet
- CO2 Adsorption Process Simulation in ASPEN HysysDocument5 pagesCO2 Adsorption Process Simulation in ASPEN HysysHussseinmubarkNo ratings yet
- Aspen Plus Tutorial 2 Absorption Column SimulationDocument12 pagesAspen Plus Tutorial 2 Absorption Column Simulation82ghost82No ratings yet
- Lab 3Document16 pagesLab 3Paen Zulkifli100% (1)
- Separation of Ammonia and WaterDocument5 pagesSeparation of Ammonia and WaterJamie MaloneNo ratings yet
- Design and Synthesis of Chemical Absorption ProcessDocument62 pagesDesign and Synthesis of Chemical Absorption ProcesscoxinhoNo ratings yet
- AspenPolymersUnitOpsV8 - 4-Usr PDFDocument841 pagesAspenPolymersUnitOpsV8 - 4-Usr PDFValeria MolinaNo ratings yet
- Modeling and Simulation (OEC-II)Document78 pagesModeling and Simulation (OEC-II)Anjali ShrivastavNo ratings yet
- Adsorption Chapter: Key Concepts and EquipmentDocument77 pagesAdsorption Chapter: Key Concepts and EquipmentAkvis Fauzi RamadhaniNo ratings yet
- Aspen PlusDocument17 pagesAspen PlusNéia CostaNo ratings yet
- Mechanical Biological & Chemical (MBC) Treatment Plant: Collection of Waste WaterDocument4 pagesMechanical Biological & Chemical (MBC) Treatment Plant: Collection of Waste Watervinay ChalagundlaNo ratings yet
- HYSYS2016Document254 pagesHYSYS2016Lizet Daniela Chambi100% (1)
- Solids Process Modeling in Aspen PlusDocument26 pagesSolids Process Modeling in Aspen Plusmontoyazumaeta50% (2)
- 06 Convergence Algorithm and Diagnostics-LibreDocument25 pages06 Convergence Algorithm and Diagnostics-LibreKamesh ReddiNo ratings yet
- Process Simulation Essentials - Example BookDocument63 pagesProcess Simulation Essentials - Example BookRebeca LópezNo ratings yet
- Design of Packed Absorption Tower Using One Inch Ceramic BerlDocument86 pagesDesign of Packed Absorption Tower Using One Inch Ceramic BerlObiora IfeyinwaNo ratings yet
- Chemical Equilibrium by Gibbs Energy Minimization on SpreadsheetsDocument5 pagesChemical Equilibrium by Gibbs Energy Minimization on SpreadsheetskaarevalomNo ratings yet
- Intro Heat Exchanger Process ControlDocument3 pagesIntro Heat Exchanger Process ControlAimi AthirahNo ratings yet
- Pipesys TutorialDocument62 pagesPipesys TutorialNatalia Prieto JimenezNo ratings yet
- Simulink Development of Single Effect Evaporator Using MatlabDocument12 pagesSimulink Development of Single Effect Evaporator Using MatlabRhea MambaNo ratings yet
- Essential Process Control For Chemical EngineersDocument208 pagesEssential Process Control For Chemical EngineersAhmed Elzawawi100% (2)
- Chemical Process Control Introduction Theory PracticeDocument3 pagesChemical Process Control Introduction Theory Practicefaizfrasat1230% (1)
- 01 GettingStartedInSteadyStateDocument20 pages01 GettingStartedInSteadyStatetaeebNo ratings yet
- Convergence Hints (Aspen)Document13 pagesConvergence Hints (Aspen)Saurabh GuptaNo ratings yet
- Aspen Plus Gettingstarted ElectrolytesDocument63 pagesAspen Plus Gettingstarted ElectrolytessamrickyNo ratings yet
- (MEA) CO2 Capture PFDsDocument95 pages(MEA) CO2 Capture PFDsfNo ratings yet
- SimCentral TDM User GuideDocument83 pagesSimCentral TDM User Guidejrtn100% (1)
- A Stability/Bifurcation Framework for Process DesignDocument24 pagesA Stability/Bifurcation Framework for Process Designraj1067No ratings yet
- Multivariable Predictive Control: Applications in IndustryFrom EverandMultivariable Predictive Control: Applications in IndustryNo ratings yet
- Insights into Chemical Engineering: Selected Papers of P.V. DanckwertsFrom EverandInsights into Chemical Engineering: Selected Papers of P.V. DanckwertsNo ratings yet
- Ion Exchange TechnologyFrom EverandIon Exchange TechnologyF. C. NachodNo ratings yet
- CO2 From Flue GasDocument49 pagesCO2 From Flue Gasjeffbush23No ratings yet
- Helpful Aspen TutorialDocument64 pagesHelpful Aspen Tutorialjeffbush23No ratings yet
- Economic Evaluation of Membrane SystemsDocument19 pagesEconomic Evaluation of Membrane Systemsjeffbush23No ratings yet
- CO2 Separation by Membrane Technologies: Applications and PotentialitiesDocument6 pagesCO2 Separation by Membrane Technologies: Applications and Potentialitiesjeffbush23No ratings yet
- Development of MembranesDocument9 pagesDevelopment of Membranesjeffbush23No ratings yet
- Green Up SuzukiDocument3 pagesGreen Up Suzukijeffbush23No ratings yet
- Treatment of Textile Dye Effluent Using A Polyamide-Based Nanofiltration MembraneDocument9 pagesTreatment of Textile Dye Effluent Using A Polyamide-Based Nanofiltration MembraneOmaya TariqNo ratings yet
- Lecture 2 - Principles of Hemodialysis - Dr. FranciscoDocument7 pagesLecture 2 - Principles of Hemodialysis - Dr. FranciscoElijah TeodosioNo ratings yet
- Membrane SeparationDocument9 pagesMembrane SeparationDhananjay Kadam0% (1)
- 2013 Berghof MT Introduction RTLDocument65 pages2013 Berghof MT Introduction RTLBagus OktiNo ratings yet
- Membrane Filter Air PDFDocument1 pageMembrane Filter Air PDFUjak KimiaNo ratings yet
- N2 Generator System PDFDocument12 pagesN2 Generator System PDFNguyễn Ngọc100% (1)
- Membrane Gas Separation - Davis and RandalDocument7 pagesMembrane Gas Separation - Davis and RandalMuzzy VoraNo ratings yet
- Advanced Waste Water Treatment Martin-Systems BrochureDocument20 pagesAdvanced Waste Water Treatment Martin-Systems BrochuresmithworkNo ratings yet
- Impactos Ambientales Industrias FarmaceuticasDocument15 pagesImpactos Ambientales Industrias Farmaceuticasfabrizzio molina perez100% (1)
- Abdullah, Baraka Post - Lab 4Document4 pagesAbdullah, Baraka Post - Lab 4Baraka AbdullahNo ratings yet
- Seminar Report On Membrance TechnologyDocument32 pagesSeminar Report On Membrance TechnologyAlok Shukla50% (2)
- Glossary of Water Treatment Terms: Term ExplanationDocument12 pagesGlossary of Water Treatment Terms: Term ExplanationprakashNo ratings yet
- Biodata of ProfvssapkalDocument30 pagesBiodata of ProfvssapkalTimur Atau TengahNo ratings yet
- Catálogo Membranas OsmoseDocument118 pagesCatálogo Membranas OsmoseÉrica FernandaNo ratings yet
- 1.11 Ceramic MembranesDocument28 pages1.11 Ceramic Membranesfzl123007No ratings yet
- Membrane-Based Separation Processes ExplainedDocument120 pagesMembrane-Based Separation Processes ExplainedRimeli RoychoudhuryNo ratings yet
- M.Tech Chemical Engineering Curriculum RegulationsDocument20 pagesM.Tech Chemical Engineering Curriculum RegulationsRajkamal TheGraduateNo ratings yet
- Usp 788Document19 pagesUsp 788GRINE FaroukNo ratings yet
- Second Use For Old Reverse Osmosis Membranes: Wastewater TreatmentDocument8 pagesSecond Use For Old Reverse Osmosis Membranes: Wastewater TreatmentMokni skanderNo ratings yet
- An Introduction To Reverse Osmosis Pre FiltrationDocument13 pagesAn Introduction To Reverse Osmosis Pre FiltrationHendi RustandiNo ratings yet
- Membrane Separation Process-Week 10Document52 pagesMembrane Separation Process-Week 10baymaxxxxxNo ratings yet
- Economic Assessment of Membrane Processes For Water and Waste Water TreatmentDocument15 pagesEconomic Assessment of Membrane Processes For Water and Waste Water TreatmentNeal CuaNo ratings yet
- Membrane Filter Elements: Operating ManualDocument70 pagesMembrane Filter Elements: Operating ManualRonel MendozaNo ratings yet
- TOPIC 8 Downstream Processing in Industrial BiotechnologyDocument22 pagesTOPIC 8 Downstream Processing in Industrial BiotechnologySara Layla50% (2)
- Introduction MembraneDocument29 pagesIntroduction Membraneson quan100% (1)
- PRDocument14 pagesPRJitendra SanwariyaNo ratings yet
- Masters2 52558Document91 pagesMasters2 52558nermeen ahmedNo ratings yet
- ISO Manufacturing Example ReportDocument2 pagesISO Manufacturing Example ReportLucero MarinNo ratings yet
- Cleanliness, Particle Quantification Inspection Specification (ITEM) 16724Document34 pagesCleanliness, Particle Quantification Inspection Specification (ITEM) 16724pathinathanNo ratings yet
- DCMD For PythonDocument10 pagesDCMD For PythonMuhanad FakhriNo ratings yet