Professional Documents
Culture Documents
Propuesta de Una Planta Piloto de Biodiésel para FESC-C4 - Tesis UNAM
Uploaded by
Alfonso MartínezOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Propuesta de Una Planta Piloto de Biodiésel para FESC-C4 - Tesis UNAM
Uploaded by
Alfonso MartínezCopyright:
Available Formats
UNIVERSIDAD NACIONAL AUTONOMA DE MEXICO
FACULTAD DE ESTUDIOS SUPERIORES CUAUTITLAN
PROPUESTA DE UNA PLANTA PILOTO DE BIODIESEL PARA FESC-C4
TESIS
QUE PARA OBTENER EL TITULO DE:
INGENIERO QUMICO
PRESENTAN:
ELIZABETH NATALIA GABRIEL CALIXTO
LZARO RAMOS OCHOA
ASESOR: ING. RAFAEL GARCA NAVA
CUAUTITLAN IZCALLI, EDO. DE MEX. 2011
2
Un da me trace una meta y hoy este es el resultado.
Primeramente agradezco a Dios por estar con nosotros hasta este momento.
Agradezco a mi familia, a mis padres (Pap Juan, Mam Carmen, Rami y Libia), a mi hermana
bombo), tos (Judith, Agustn, Juan, Roberto, Adolfo) y a mis primos (Cheche, Angi, Pelox). A
ustedes que da a da me motivan y luchan para que sea mejor.
A mi grandiosa UNAM que desde el primer da me ha permitido ver la vida desde otra perspectiva.
A mis profesores y maestros, a ustedes que da a da forjaron mi camino.
Con especial cario y aprecio a Miguel ngel Garca Campos, Aarn Barrios Camacho y por supuesto
a mi asesor Rafael Garca Nava, gracias por mostrarnos la realidad.
A ti que has estado conmigo en las buenas y en las malas, a ti con quien he vivido la transicin de
alumnos a profesionistas. A ti que me apoyas en mis tropiezos y celebras mis triunfos. Gracias por
hacerme ver lo bello de la vidaa ti amor, Lzaro Ramos.
No pueden faltar mis amigos. Violeta, Alfred, ngel, Csar gracias a ustedes por el apoyo y tiempo
dedicado. A ustedes con los que han surgido muchos de mis propsitos y anhelos. Gracias por cada
momento vivido.
En menos de 6 meses he aprendido lo que no aprend ni comprend a lo largo de mi viday es por
eso que hoy surge un sueo
..sueo que no lo puede otorgar los muchos aos de estudio, dedicacin, tiempo ni mucho
menos el dinero.
Es por eso que el triunfo de esta meta te la dedico a ti PELON, a ti que en dnde estas no se
necesitan ttulos ni profesiones.
A ti PELON que donde quiera que ests s que nos puedes ver, y s que estas contento y orgulloso
porque este no ser el primero ni el ltimo de los ttulos que nosotros tus hermanos te dediquemos.
A ti JUAN DANIEL CALIXTO CAMPOS que HOY HACES NACER EN MI UN SUEO.
ELIZABETH NATALIA G.
Amispadresa
AmisPadres
MiMadrePaulalamujerquemediolavidaysiempre
trabajoyluchoparaquenomefaltaranada,estettulo
esdedicadoati,yaquesiemprecresteenestesueo
milgraciasmama.
MiPapaPedroquesiemprefueyserlafuentede
inspiracinmsimportanteparamivida,ungran
ejemploaseguirqueadiariomedemuestraque
trabajandoyresponsabilidadsellegaalxitoGracias
AmisHermanos
MiHermanaElenaquiensiempremecuido,quienesunpilar
muyimportanteenmiformacinacadmicamuchasgracias
MihermanoCarlosquiensiemprecreyenmymedio
demasiadosconsejosyejemplosparasaliradelante,gracias
charlyyaquesintuapoyonohabrapodidolograreste
sueo.
AmiNovia
MiAmoreterno,miniabonita,atiElizabethgracias
porestarconmigoymostrarmelohermosoqueesel
amor,graciasporayudarmealograrestesueo
llamadoIngenieraQuimiagraciasporserungran
ejemploaseguir,sintinohubieralogradoestesueo.
SiempreJuntosFelicesyContentosenlasBuenasyenlas
Malas.
AmisSobrinos
Magali,Cesar,Julin,Ismael,Diego.
Ustedesquesonlaalegradelafamilia,graciasporexistiry
volvermomentosdifcilesenalegraatravsdesuinocencia,
ustedeslosmspequeossonungranmotivador,muchas
gracias
AmiCuado
GraciasAbrahamporhabermepermitoconocerte,t
fuisteunodelosprimerosquecreyeronenmi,paraser
realidadestesueo,algndatevolveraverpara
agrciateloenpersona,dondequieraqueestsmil
gracias
AmiAsesordetesis
GraciasIng.RafaelGarciaNava,notengopalabras
paraagradecertodoloquehizopormiyaqueustedes
elprincipalpilarenmiformacincomoIngeniero
Qumico,ustedmeenseolomaravillosoqueesesta
profesin,altenerunmotivadorenlavida,siemprese
cumplirnlossueos.
GraciasColega.
AlaFESC1UNAM
Graciasporhabermeformadocomoprofesionista,
habermeacogidoencadaunodesusrincones,aquse
formomisueodeIngenieroQumico,graciasporserlo
quees:
LaMximaCasadeEstudios.
AlasInstituciones
Gysapol,Pemex,PolmerosNacionales,Plafusa,
Procter&Gamble.
Quienessonyfueronlosquemehanpermito
desarrollarmecomoIngenieroQumicoGracias.
Alosprofesores
RafaelDecelis,AarnBarrios,Franco,Magadan,
quienessonlosquemshuelladejanenmiformacin
comoIngenieroQumicomuchasGracias.
AmisAmigos
Adrian,Ricardo,Lira,JorgeHaui,quienesestuvieronen
momentosbuenosymalosgraciascarnales.
6
INDICE
OBJETIVO......................................................................................................................................................9
INTRODUCCIN............................................................................................................................................9
CAPTULO1.ANTECEDENTES.......................................................................................................................10
1.1COMBUSTIBLES................................................................................................................................................10
1.1.1Definicindecombustible....................................................................................................................10
1.1.2Caractersticasdeloscombustibles.....................................................................................................10
1.1.2.1PoderCalorfico..............................................................................................................................................10
1.1.2.2TemperaturadeIgnicin................................................................................................................................11
1.1.2.3TemperaturadeInflamacin:.........................................................................................................................11
1.1.2.4ResiduosdeCombustin................................................................................................................................11
1.1.3Clasificacindeloscombustibles.........................................................................................................11
1.1.3.1Anlisisqumicosparaloscombustibleslquidos..........................................................................................11
1.2ELPETRLEO.PRINCIPALFUENTEDEOBTENCINDECOMBUSTIBLES...........................................................................13
1.2.1DemandadecombustiblesenMxico.................................................................................................14
1.3PROBLEMTICAACTUALDELOSCOMBUSTIBLESDERIVADOSDEHIDROCARBUROS..........................................................15
1.3.1Reservasdepetrleo............................................................................................................................15
1.3.2Efectosambientales.............................................................................................................................16
1.4CONCLUSINDECAPTULO.................................................................................................................................17
CAPTULO2.BIOCOMBUSTIBLES:UNAALTERNATIVA..................................................................................18
2.1BIOCOMBUSTIBLES.TIPOSYCARACTERSTICAS........................................................................................................18
2.2PRINCIPALESBIOCOMBUSTIBLES..........................................................................................................................21
2.2.1Bioetanol..............................................................................................................................................21
2.2.2Biogs..................................................................................................................................................21
2.2.3Biodiesel...............................................................................................................................................22
2.3BIODIESEL,UNAPROPUESTAVIABLEVSDIESEL.......................................................................................................22
2.3.1Descripcinqumicadelbiodiesel........................................................................................................22
2.3.2Propiedadesdelbiodiesel....................................................................................................................22
2.3.3Ventajasdelbiodiesel.........................................................................................................................23
2.3.4Desventajasdelbiodiesel....................................................................................................................24
2.3.5Situacinpolticainternacionaldelbiodiesel......................................................................................24
2.3.6SituacinpolticadelbiodieselenMxico...........................................................................................25
2.4CONCLUSINDECAPTULO................................................................................................................................26
CAPTULO3.FABRICACINDEBIODIESEL...................................................................................................27
3.1PROCESOSDEFABRICACINDEBIODIESEL..............................................................................................................27
3.1.1Transesterificacin...............................................................................................................................27
3.1.1.1Reaccinymecanismodereaccindetransesterificacin............................................................................27
3.1.1.2Transesterificacinconcatlisisbsica...........................................................................................................29
3.1.2Esterificacincidacatalizada.............................................................................................................30
3.2PROCESOSINDUSTRIALESPARALAPRODUCCINDEBIODIESEL...................................................................................31
3.2.1Procesodiscontinuo.............................................................................................................................31
3.2.2Procesocontinuo..................................................................................................................................32
3.3CONCLUSINDECAPTULO.................................................................................................................................33
7
CAPTULO4.ACEITESYGRASASCOMOMATERIAPRIMAPARALAFABRICACINDEBIODIESEL..................34
4.1FUENTESDEACEITESYGRASAS............................................................................................................................34
4.2EVALUACINYSELECCINDEMATERIAPRIMADEACEITESYGRASASPARALAPRODUCCINDEBIODIESEL...........................34
4.2.1Jatropha,lamejoropcin...................................................................................................................35
4.2.1.1Caractersticasdelajatropha.........................................................................................................................35
4.2.1.2Impactospositivosdelajatrophaeneldesarrollo.........................................................................................36
4.2.1.3Impactospositivosdelajatrophaenelmedioambiente...............................................................................36
4.2.1.4Riesgosgeneradosporelusodejatropha......................................................................................................36
4.3CONCLUSINDECAPTULO.................................................................................................................................36
CAPTULO5.PROCESODEELABORACINDEBIODIESEL..............................................................................37
5.1PRETRATAMIENTO...........................................................................................................................................37
5.1.1Obtencindelaceite............................................................................................................................37
5.1.1.1Cosecha...........................................................................................................................................................38
5.1.1.2Tratamientodelgrano....................................................................................................................................38
5.1.1.3Machacadodelgrano.....................................................................................................................................38
5.1.1.4Coccindelgrano...........................................................................................................................................38
5.1.1.5Prensado.........................................................................................................................................................38
5.1.1.6Extraccinporsolvente..................................................................................................................................39
5.1.1.7Tratamientodelatortafinal...........................................................................................................................39
5.1.2Tratamientodelaceite.........................................................................................................................40
5.1.2.1Refinacindelaceite......................................................................................................................................40
5.2REACCINDETRANSESTERIFICACIN....................................................................................................................40
5.2.1Mezcladodemetanolconcatalizador.................................................................................................41
5.2.2Reaccindetransesterificacin...........................................................................................................41
5.2.3Remocindelmetanol.........................................................................................................................41
5.2.4Separacin...........................................................................................................................................41
5.2.5Neutralizacindelaglicerina..............................................................................................................41
5.2.6Lavadodelmetilster..........................................................................................................................42
5.3POSTTRATAMIENTODEPRODUCTOS....................................................................................................................42
5.3.1Recuperacinyneutralizacindelaglicerina......................................................................................42
5.3.2Recuperacindelmetanol...................................................................................................................42
5.4TECNOLOGA...................................................................................................................................................42
5.5CONCLUSINDECAPTULO.................................................................................................................................43
CAPTULO6.INGENIERACONCEPTUALDELAPLANTA................................................................................45
6.1LOCALIZACINDELAPLANTA..............................................................................................................................45
6.1.1Condicionesclimatolgicasdelazona................................................................................................45
6.2BASESDEDISEO.............................................................................................................................................45
6.2.1Funcindelaplanta.............................................................................................................................45
6.2.2Tipodeoperacin................................................................................................................................45
6.2.3Capacidad,rendimientoyflexibilidad..................................................................................................45
6.2.3.1FactordeServicio...........................................................................................................................................46
6.2.3.2Capacidadyrendimiento................................................................................................................................46
6.2.3.3Flexibilidad......................................................................................................................................................46
6.3ESPECIFICACIONESDEMATERIASPRIMAS...............................................................................................................47
6.3.1AceitedeJatropha...............................................................................................................................47
6.3.2HidrxidodeSodio(NaOH)..................................................................................................................47
6.3.3Metanol(CH
3
OH).................................................................................................................................47
8
6.3.4Hexano(C
6
H
14
).....................................................................................................................................48
6.3.5cidoClorhdrico(HCl).........................................................................................................................48
6.4ESPECIFICACIONESDELOSPRODUCTOS.................................................................................................................48
6.4.1Biodiesel...............................................................................................................................................48
6.4.2Glicerina...............................................................................................................................................49
6.5PROCEDENCIADEMATERIASPRIMA......................................................................................................................49
6.6ELIMINACINDEDESECHOS................................................................................................................................49
6.7ALMACENAMIENTO...........................................................................................................................................49
6.8SERVICIOSAUXILIARES.......................................................................................................................................50
6.8.1Aguapotableydeproceso...................................................................................................................50
6.8.2Aguacontraincendio...........................................................................................................................50
6.8.3Aguadedesecho..................................................................................................................................50
6.8.4combustible..........................................................................................................................................51
6.8.5Energaelctrica..................................................................................................................................51
6.8.6Comunicaciones...................................................................................................................................51
6.9CONCLUSINDECAPTULO.................................................................................................................................51
CAPTULO7.INGENIERABSICA.................................................................................................................52
7.1INTRODUCCIN................................................................................................................................................52
7.2BALANCEDEMATERIA.......................................................................................................................................52
7.3LISTADEEQUIPO..............................................................................................................................................52
7.4HOJASDEDATOSDEEQUIPO...............................................................................................................................53
7.5DIAGRAMASDETUBERAEINSTRUMENTACIN.......................................................................................................53
7.5.1DTIdeProduccindebiodiesel............................................................................................................54
7.5.2DTIdeAguadeServicio.......................................................................................................................55
7.5.3DTIdeGeneracindeVapor...............................................................................................................56
7.5.4DTIdeSistemadeEnfriamiento..........................................................................................................57
7.5.5DTIdeGasCombustible......................................................................................................................58
7.6PLANODELOCALIZACINGENERAL.PLOTPLAN.....................................................................................................59
7.7CONCLUSINDECAPTULO.................................................................................................................................59
CAPTULO8.CRITERIOSDEDISEO............................................................................................................60
8.1CRITERIOSDEDISEOYSELECCINDEEQUIPO........................................................................................................60
8.1.1Seccindealmacenamientodelquidos..............................................................................................60
8.1.2Dimensionamientodelneasdetuberas.............................................................................................62
8.1.3Dimensionamientodebombas............................................................................................................62
8.2DFPProduccindeBiodiesel...................................................................................................................65
8.2.1DFPdeAguadeServicio......................................................................................................................66
8.2.2DFPdeGeneracindeVapor..............................................................................................................67
8.2.3DFPdeSistemadeEnfriamiento.........................................................................................................68
8.2.4PLOTPLAN...........................................................................................................................................69
8.3Balanceeconmico.................................................................................................................................70
8.4CONCLUSINDECAPTULO.................................................................................................................................71
CAPTULO9.CONCLUSIN..........................................................................................................................72
BIBLIOGRAFA.............................................................................................................................................73
Objetivo.
Generar un proyecto para que en un futuro cercano se cuente con la ingeniera bsica para poder instalar una
planta piloto para la elaboracin de biodiesel, a partir de Jatropha, mediante una investigacin bibliogrfica de
los procesos de generacin de biodiesel a nivel nacional e internacional.
Beneficiar a la FESC UNAM con la Planta Piloto de elaboracin de biodiesel con una mejor formacin de
futuros Ingenieros e ingresos econmicos para la institucin.
Introduccin.
La transesterificacin de los aceites vegetales fue desarrollada en 1853 por los cientficos E. Duffy y J. Patrick,
muchos aos antes de que el primer motor disel funcionase.
El primer modelo de Rudolf Diesel, un mono cilndrico de hierro de 3 metros con un volante en la base funcion
por vez primera en Augusta (Alemania), el 10 de agosto de 1893. En conmemoracin de dicho evento, el 10 de
agosto se ha declarado "Da Internacional del Biodisel". Diesel present su motor en la Exposicin Mundial de
Pars de 1898. Este motor es un ejemplo de la visin de Diesel, ya que era alimentado por aceite de cacahuete
un biocombustible, aunque no estrictamente biodisel, puesto que no era transterificado.
Diesel quera que el uso de un combustible obtenido de la biomasa fuese el verdadero futuro de su motor. En un
discurso de 1912, dice: el uso de aceites vegetales para el combustible de los motores puede parecer
insignificante hoy, pero tales aceites pueden convertirse, con el paso del tiempo, importantes en cuanto a
sustitutos del petrleo y el carbn de nuestros das. Durante los aos veinte, los fabricantes de motores disel
adaptaron sus propulsores a la menor viscosidad del combustible fsil (gasleo) frente al aceite vegetal. La
industria petrolera ampli as su hueco en el mercado de los carburantes porque su producto era ms econmico
de producir que la alternativa extrada de la biomasa. El resultado fue, por muchos aos, la casi completa
desaparicin de produccin de combustibles a partir de biomasa.
En 1970 el Biodiesel se desarrolla a partir de la crisis energtica y el elevado costo del petrleo. En 1982 en
Austria y Alemania se llevaron a cabo las primeras pruebas tcnicas sobre este combustible de origen vegetal. En
1985 en Austria se construy la primera planta piloto productora de Biodiesel a partir de semillas de colza.
Las recientes preocupaciones por el medio ambiente han provocado un resurgimiento de este combustible en
todo el mundo. Las plantas para la produccin de biodiesel son construidas por varias compaas en Europa
principalmente en Austria, Blgica, Francia, Alemania, Dinamarca e Italia, entre otros.
El biodiesel, obtenido a partir de materias primas renovables, es un combustible lquido no contaminante y
biodegradable, que se utiliza en el sector del transporte urbano, minero, agrcola y marino, as como en calderas
de calefaccin, incorporndolo directamente o mezclado con diesel.
Actualmente es producido y utilizado en toda Europa y ha ido ganando popularidad mundial como energa
renovable debido a sus muchas ventajas. Con el consumo de biodiesel se reduce el nivel de emisiones de CO2,
de sulfuros, el humo visible y los olores nocivos. Funciona normalmente en motores diesel sin modificar que
pueden operar con biodiesel puro o mezclado con el petrodiesel o diesel de petrleo, consiguiendo as
reducciones substanciales en las emisiones. Como su punto de inflamacin es superior, la manipulacin y el
almacenamiento son ms seguros que en el caso del combustible diesel convencional.
10
Captulo1.Antecedentes.
En este captulo se definir qu son los combustibles, cules son los combustibles lquidos derivados del petrleo
y la problemtica que actualmente presentan, as mismo, se muestran a los biocombustibles como una alternativa
a estos.
1.1Combustibles.
Los combustibles son de gran importancia en la vida cotidiana del ser humano, se utilizan principalmente como
sistemas generadores de energa, se usan para: obtener calor, generar electricidad o producir movimiento.
1.1.1Definicindecombustible.
Combustible es cualquier material capaz de liberar energa cuando se quema, y luego cambiar o transformar su
estructura qumica. Supone la liberacin de una energa de su forma potencial a una forma utilizable (por ser una
reaccin qumica, se conoce como energa qumica).
1.1.2Caractersticasdeloscombustibles.
Las caractersticas de un combustible son las que nos van a determinar la posibilidad de utilizar esa sustancia en
un momento determinado. Una de las propiedades que ms interesa de un combustible es su poder calorfico.
1.1.2.1PoderCalorfico.
Cantidad de calor generado al quemar una unidad de masa del material considerado como combustible. El poder
calorfico est relacionado con la naturaleza del producto. Expresado en Kcal/Kg Kcal/m
3
Kcal/mol Kcal/l.
FUENTE DENSIDAD PODER
CALORIFICO
INFERIOR
PODERCALORIFICO
SUPERIOR
Kg/lt kcal/lt kcal/kg kcal/lt kcal/kg
CarbnMineral S.9u 7.Su
Coque 6.8u 7.Su
PetrleoCrudo u,88 8.8S 1u.uu 9.29 1u.Su
Naftas u,7S 7.6u 1u.SS 8.2S 11.2u
KeroseneyComb.
Jets
u,8u 8.S2 1u.Su 8.94 11.u7
GasOl u,84 8.61 1u.2u 9.21 1u.9u
DieselOl u,88 8.8u 1u.uu 9.41 1u.7u
FuelOl u,94 9.26 9.8u 9.92 1u.Su
Mezcla7030 u,91 8.99 9.88 9.6S 1u.S9
GasNatural 8.Su 9.Su
Gasolina u,S6 6.18 1u.9u 6.7S 11.87
GasLicuado u,SS 1u.9S 6.41 11.9S
Existen dos clases de poder calorfico: el Poder Calorfico Inferior (PCI) y el Poder Calorfico Superior (PCS)
PCS: Es el poder calorfico superior o total. Es la cantidad de calor desprendida en la combustin de un Kg de
combustible cuando se incluye el calor de condensacin del agua que se desprende en la combustin
PCI: Es el poder calorfico inferior o neto. Es el calor desprendido en la combustin de 1 Kg de combustible
cuando el vapor de agua originado en la combustin no condensa. Cuando el combustible no tiene H, entonces
no es posible la formacin de agua y esto implicar que PCS=PCI
Tabla1.Comparacindepoderescalorficos.
11
Otras propiedades de los combustibles son:
1.1.2.2TemperaturadeIgnicin
Temperatura mnima ha la que debe ser calentado un material en el aire, para que en ella se pueda iniciar y
mantener una combustin independiente de la fuente de calor. Este parmetro tambin se conoce como
temperatura de auto ignicin.
1.1.2.3TemperaturadeInflamacin:
Temperatura mnima a la cual el material se gasifica, es decir comienza a emitir vapores que pueden inflamarse
ante una fuente de calor, este parmetro presenta especial importancia en combustibles lquidos.
1.1.2.4ResiduosdeCombustin
Es lo que no arde en un combustible. Son de dos clases, segn la fase en la cual se encuentren:
Gaseosos: Estn en el seno de los humos o gases que se desprenden de los combustibles
Slidos: Cenizas o escorias
1.1.3Clasificacindeloscombustibles.
Los combustibles se pueden clasificar segn su origen, grado de preparacin, estado de agregacin.
Origen:
Fsiles: Proceden de la fermentacin de los seres vivos.
No fsiles: Materiales encontrados en la naturaleza o sintetizados que generan energa al quemarse.
Grado de Preparacin:
Naturales: Se utilizan tal y como aparecen en su origen
Elaborados: Antes de ser consumidos se someten a determinados procesos de transformacin
Estado de Agregacin:
Slidos. Naturales: Madera y residuos vegetales, Hullas.
Artificiales: Coque, Carbn vegetal.
Lquidos. Derivados del petrleo: Gasolinas (C
4
-C
10
), keroseno(C
10
-C
14
), gasleos (C
15
-C
18
), Fuel-ol (>18C)
Residuales
Gaseosos. Gas natural.
Gases licuados de petrleo: Propano y Butano.
Gases artificiales: Gas de agua, gas de horno alto.
1.1.3.1Anlisisqumicosparaloscombustibleslquidos.
Volatilidad
La volatilidad se estudia de acuerdo a la curva de destilacin ASTM. La volatilidad se define como la tendencia
a pasar a fase vapor en condiciones determinadas. Es necesario conocer:
12
IBP (PIE): punto inicial de ebullicin
PFE: punto final de ebullicin
Punto en el que se recoge: 10% destilado, 20% destilado y 50% destilado
% total de residuo
% total prdidas
El estudio de la curva de destilacin nos dice cmo se va a comportar el combustible, cuando lo metamos en un
motor.
Estabilidad al almacenamiento
Se evala por la tendencia que presentan los combustibles lquidos a formar gomas. Las gomas son residuos que
se forman durante el almacenamiento cuando parte de sus componentes se han evaporado. Esta evaporacin ha
transcurrido en contacto con aire y con metales. Estas gomas corresponden a compuestos originales por la
oxidacin y polimerizacin de las olefinas (Olefinasalquenos, parafinasalcanos) y de las gasolinas. Los
problemas que pueden originar estos residuos pueden estar en el sistema de combustible o en el motor:
Las gomas se clasifican en:
Actuales: Son aqullas que estn presentes en un momento dado. Pueden dar residuos en el sistema de induccin.
Se trata de ver cmo se evapora la gasolina cuando hacemos incidir sobre ella agua recalentada a 160C
Potenciales: Igual que las actuales, pero en condiciones oxidantes
Tanto las gomas actuales como las potenciales deben estar limitadas para evitar problemas.
Octanaje
Es la medida de la tendencia de la gasolina a la detonacin (sonido metlico que percibimos acompaado de
recalentamiento, prdida de potencia). Nos sirve el octanaje para clasificar las gasolinas. Para medirlo se usa un
motor de dimensiones especificadas, mono cilndrico, en el que se puede variar su relacin de compresin. La
escala empleada para la medida del octanaje es totalmente arbitraria pero con dos puntos de referencia:
Comportamiento del hepteno: ndice 0
Comportamiento del iso-octano: ndice 100
El n de octano es el porcentaje de iso-octano en una mezcla de heptano e iso-octano que presenta las mismas
caractersticas detonantes que el combustible que estemos ensayando.
Existen dos procedimientos para medir el ndice octano:
Mtodo Motor D-2700: Se mide el comportamiento de un motor a gran velocidad
Mtodo Research D-2699: Se mide el comportamiento de un motor a baja velocidad
Para las gasolinas de automocin hay tres nmeros de octano:
NOM: Nmero de octano MOTOR
NOR: Nmero de octano RESEARCH
RON (RDON): Nmero de octano en carretera
Como son todas escalas arbitrarias no coinciden los valores entre ellas. Sin embargo, existen relaciones entre las
distintas escalas. Se han definido las siguientes magnitudes:
Sensibilidad: S=NOM-NOR
Deprecacin en carretera: D=RDON-NOR
13
El anlisis de numero de octano RON esto se lleva a cabo con una maquina motor, donde se tiene un patrn
inicial el cual se disea con un ISO-OCTANO patrn de 100 octanos y se mezcla con otro y se lleva al octano
patrn deseado. Y con esto se compara.
Otro mtodo es con los instrumentos porttiles que trabajan con sensores son equipos electroqumicos porttiles
pero tienen un rango de error alto, estos funcionan previa programacin. No son exactos solo son indicadores de
octano aproximados.
El ensayo de la destilacin tambin es muy empleado en los anlisis sobre todo el punto inicial de destilacin (la
primera gota que cae en este ensayo recuperado al 50% de la muestra y punto final cuando ya se destil toda la
muestra ejemplo 98% por que el resto se perdi por volatilidad u otro.
Gravedad API es la expresin similar a la densidad, es una unidad de densidad aparente que tiene un rango
apropiado, determina la calidad EL NUMERO DE OCTANO Y LA DESTILACIN
1.2Elpetrleo.Principalfuentedeobtencindecombustibles.
El petrleo es esencialmente una mezcla de hidrocarburos, y an los elementos no hidrocarbonados, estn
generalmente presentes como componentes de molculas complejas de carcter predominantemente
hidrocarbonado, pero conteniendo pequeas cantidades de oxgeno, azufre, nitrgeno, vanadio, nquel y cromo.
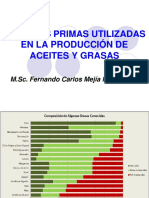
En la siguiente grfica se observa que el petrleo es el energtico ms importante; un recurso natural no
renovable que aporta el mayor porcentaje del total de la energa.
Fuente: PEMEX produccin.
Grfica1.ConsumototaldeenergaenMxicoportipo(2009).
El petr
hidroca
1.2.1D
rleo no se u
arburos que tien
Demandade
Grfica3
usa como se e
nen usos espec
F
ecombustib
Fuente: Pemex r
3.Pronsticodeof
extrae de la n
cficos, los prin
Fuente: Reportes tr
blesenMxi
refinacin, Subdire
Grfica2
fertaydemandad
naturaleza, sin
ncipales se obse
rimestrales de PEM
ico.
eccin de Planeaci
2.Produccin dep
egasolinas,2006
no que se sep
ervan en la sigu
MEX produccin.
in, Evaluacin y
petrolferos(Mbd)
2014.
para en mezcl
uiente grfica.
Coordinacin.
.
las ms simpl
14
les de
15
Fuente: Pemex refinacin, Subdireccin de Planeacin, Evaluacin y Coordinacin.
1.3Problemticaactualdeloscombustiblesderivadosdehidrocarburos.
Las perspectivas energticas y ambientales del planeta estn bajo una intensa presin, el petrleo un recurso no
renovable se agota conforme se usa y el uso de los derivados del petrleo representa un problema ambiental, lo
cual se tratar en este apartado.
1.3.1Reservasdepetrleo.
Gelogos expertos en petrleo y fuentes de energa han dado la voz de alarma hace ya algunos aos. La
explotacin de petrleo est a punto de llegar a su cenit. Esto es, al punto de produccin mxima. Una vez
alcanzado este punto, la produccin de petrleo comenzar a declinar todos los aos en un gran porcentaje.
Fuente: Reporte anual de PEMEX.
Grfica4.Pronsticodeoferta ydemandadediesel,20062014
Grfica5.EvolucindelasreservasdepetrleoenMxico.
16
Al agotarse la mezcla de hidrocarburos, se estara agotando nuestra principal fuente de materia prima de los
combustibles, lo cual creara un caos total, de ah la importancia de crear combustibles alternativos.
1.3.2Efectosambientales.
Aunque el cambio climtico es un fenmeno global, recordemos que la inmensa mayora del consumo en
Mxico, particularmente en el transporte, depende de los hidrocarburos.
La combustin de los derivados del petrleo produce productos residuales: partculas, CO
2
, So
n
(xidos de
azufre), NO
x
(xidos nitrosos), etc. Lo cual ocasiona un incremento en la temperatura global del planeta. Ello
implica fenmenos meteorolgicos mucho ms intensos, por lo que los escenarios de huracanes, deshielo en los
polos e inundacin de amplias zonas de la plataforma continental deben ser considerados en los planes y
programas de desarrollo de combustibles alternos a fin de mitigar sus efectos.
En la siguiente imagen se explican los principales problemas ambientales que ocasiona el uso de combustibles
derivados del petrleo.
Ilustracin1.Efectoinvernaderoycalentamientoglobal.
17
1.4Conclusindecaptulo.
Como se ha mencionado en el captulo, los combustibles son indispensables en la vida cotidiana y su fuente
principal de obtencin son los hidrocarburos.
En el mundo se vive una problemtica debido a las reservas/uso del petrleo, en el ao 2000 las reservas
probadas en Mxico eran de 25.1 MMMbpce (Miles de millones de petrleo crudo equivalente) de las cuales
hemos gastado el 55.77% contando actualmente con 14 MMMbpce, las reservas se agotan notablemente y la
demanda de combustibles como gasolina y diesel incrementan. En el pas la demanda de gasolina en 2010 a
incrementado 12.2% respecto al 2006, mientras que el diesel ha incrementado 15.6% para el mismo periodo, lo
cual nos muestra claramente la urgencia de encontrar una fuente de suministro de combustibles.
Hoy en da nos vemos en la necesidad de analizar y mejorar las alternativas de obtencin con la finalidad de
encontrar un combustible viable, econmico y amable con el ambiente, siendo este ltimo un tema de gran
importancia que atae al mundo entero, ya que actualmente estamos sufriendo las consecuencias del mal uso y
control de los recursos naturales as como de los contaminantes que generamos al producir/usar combustibles.
Los principales problemas que buscamos aminorar con la alternativa de obtencin de combustibles son los
efectos climticos generados por el efecto invernadero y el dao a la capa de ozono as como los efectos nocivos
que estos representan para los seres vivos.
En el siguiente captulo se presenta una alternativa de generacin energa a travs de los biocombustibles, los
cuales no incrementan las emisiones netas de CO
2
, ya que las plantas absorben el CO
2
generado por la
combustin de estos.
18
Captulo2.Biocombustibles:unaalternativa.
En este captulo se presentan las caractersticas y tipos de biocombustibles,
siendo el bioetanol, biogs y biodiesel los principales integrantes de este grupo.
As mismo presentamos al biodiesel como una propuesta viable para sustituir el
diesel basndonos en las ventajas y desventajas que presenta el biocombustible
frente al combustible fsil.
Mencionaremos la situacin poltica nacional e internacional en tema de
biocombustibles, siendo este un factor muy importante para la
produccin/comercializacin del biodiesel.
Los biocombustibles son portadores de energa que almacenan la energa
derivada de la biomasa. Se puede utilizar una amplia gama de fuentes de
biomasa para producir bioenerga en diversas formas. Por ejemplo, los
alimentos, las fibras y los residuos de madera elaborada proveniente del sector
industrial; los cultivos energticos y los desechos agrcolas provenientes del
sector de la agricultura, tanto como los residuos provenientes del sector
forestal, se pueden usar para generar electricidad, calor, calor y energa
combinados y otras formas de bioenerga.
Los biocombustibles pueden reemplazar parcialmente a los combustibles
fsiles. En comparacin con otras energas alternativas, como la proporcionada
por el hidrgeno, el reemplazo de los combustibles fsiles por biocombustibles
en el sector de transporte carretero puede ser realizado con menores costos,
debido a que no requieren grandes cambios en la tecnologa actualmente
utilizada, ni tampoco en el sistema de distribucin. Utilizar otro tipo de
energa, como la obtenida a travs del hidrgeno, que se basa en una tecnologa
totalmente distinta, requerira grandes cambios en el stock de capital. Esto no
implica que se deban descartar nuevas fuentes de energa, sino que los
biocombustibles sern los que tendrn ms crecimiento en el corto plazo.
Tanto los combustibles fsiles como los biocombustibles, tienen origen
biolgico. Toda sustancia susceptible de ser oxidada puede otorgar energa. Si
esta sustancia procede de plantas, al ser quemada devuelve a la atmsfera
dixido de carbono que la planta tom del aire anteriormente. Las plantas,
mediante la fotosntesis, fijan energa solar y dixido de carbono en molculas
orgnicas. El petrleo es energa proveniente de fotosntesis realizada hace
millones de aos concentrada. Al provenir de plantas de hace millones de aos,
su cantidad es limitada.
2.1Biocombustibles.Tiposycaractersticas.
Los biocombustibles son recursos energticos procesados por el ser humano a partir de materias producidas
recientemente por seres vivos, a las cuales se les denomina biomasa. Pueden ser lquidos, slidos o gaseosos, y
su finalidad ltima es liberar la energa contenida en sus componentes qumicos mediante una reaccin de
combustin. Existen varios tipos de biocombustibles, a los cuales se les clasifica de acuerdo al insumo o materia
prima y a la tecnologa empleada para producirlos. Debido a los avances en la tecnologa, esta clasificacin se
realiza por generaciones.
Ilustracin2.Biocombustibles:desdelamateria
primahastaelusofinal.
19
Primera generacin.
Algunos de los insumos son de procedencia agrcola y estn conformados por las partes alimenticias de las
plantas, las cuales tienen un alto contenido de almidn, azcares y aceites. Ejemplos de estas materias son el
jugo de la caa de azcar, granos de maz, jugo betabel, aceite de semilla de girasol, aceite de soya, aceite de
palma, aceite de ricino, aceite de semilla de algodn, aceite de coco, aceite de man o cacahuate, entre otros.
Tambin se emplean como insumos a las grasas animales, grasas y aceites de desecho provenientes de la coccin
y elaboracin de alimentos, y desperdicios slidos orgnicos.
Los biocombustibles son producidos empleando tecnologa convencional como la fermentacin (para azcares y
carbohidratos), transesterificacin (para los aceites y grasas), y la digestin anaerobia (para los desperdicios
orgnicos). De estos procesos se obtiene etanol, metanol y n-butanol (a partir de azcares), biodiesel (a partir de
los aceites), y biogs (mezcla de metano y anhdrido carbnico, tambin conocidos como gas natural y dixido
de carbono respectivamente, obtenida a partir de los desperdicios orgnicos).
Las ventajas de estos biocombustibles son su facilidad de procesamiento, sus bajas emisiones de gases de efecto
invernadero (excepto en el caso del maz, donde el balance de estas emisiones es casi nulo) y un balance positivo
en dichas emisiones, pero tiene como desventaja el desvo de recursos alimenticios hacia la produccin de
energticos.
Segunda generacin.
Los insumos son residuos agrcolas y forestales compuestos principalmente por celulosa. Ejemplos de ellos son
el bagazo de la caa de azcar, el rastrojo de maz (tallo, hojas y olote), paja de trigo, aserrn, hojas y ramas
secas de rboles, etctera.
Los procesos de produccin tienen un nivel de complejidad ms alto que los de primera generacin, y como
ejemplos destacan la sacarificacin-fermentacin y el proceso Fischer-Tropsch. Este ltimo proceso tambin
recibe los nombres de proceso GTL y proceso BTL, cuyas siglas en ingls provienen de Gas-To-Liquids y
Biomass-To-Liquids respectivamente, los cuales consisten en la gasificacin del carbn y de la materia
lignocelulsica de la biomasa, para despus sintetizar algn combustible lquido como el etanol.
Mediante los procesos de segunda generacin se fabrica etanol, metanol, gas de sntesis (mezcla de anhdrido
carbonoso, mejor conocido como monxido de carbono, e hidrgeno), biodiesel, 2.5-dimetilfurano (DMF), entre
otros.
La ventaja principal en la produccin de estos biocombustibles es la inexistencia de desviaciones de alimentos
provenientes de la agricultura hacia el sector energtico, pero su desventaja es la poca ganancia en disminucin
de las emisiones de gases de efecto invernadero durante el procesamiento de los insumos, respecto a los
biocombustibles de primera generacin.
Tercera generacin.
Los insumos son vegetales no alimenticios de crecimiento rpido y con una alta densidad energtica almacenada
en sus componentes qumicos, por lo que se les denomina cultivos energticos. Entre estos vegetales estn los
pastos perennes, rboles y plantas de crecimiento rpido, y las algas verdes y verde azules.
20
Los procesos de obtencin de biocombustibles se encuentran en fase de desarrollo, sin embargo, se ha logrado
producir biodiesel y etanol a nivel planta piloto.
Las ventajas de estos biocombustibles son el secuestro de anhdrido carbnico (CO
2
) para la produccin de los
insumos y un balance positivo en la emisin de gases de efecto invernadero, pero su desventaja es la utilizacin
de tierras de cultivo de alimentos para sembrar los insumos, con excepcin de las algas verdes.
Cuarta generacin.
Los biocombustibles son producidos a partir de bacterias genticamente modificadas, las cuales emplean
anhdrido carbnico (CO2) o alguna otra fuente de carbono para la obtencin de los biocombustibles.
A diferencia de las generaciones anteriores, en las que tambin se pueden emplear bacterias y organismos
genticamente modificados como insumo o para realizar alguna parte de los procesos, en la cuarta generacin, la
bacteria es la que efecta la totalidad del proceso de produccin de los biocombustibles.
Actualmente esta generacin de biocombustibles se encuentra en fase terica, slo se conoce la posible ruta de
sntesis del etanol a partir de anhdrido carbnico, sin embargo, depende totalmente de la informacin gentica
de una bacteria artificial y puede tener limitaciones termodinmicas importantes.
Como es sabido, la humanidad ha hecho uso de la biomasa por varios miles de aos. El uso directo de la misma
sin procesamiento alguno podra constituir una Generacin Cero de los biocombustibles, entre los cuales se
pueden mencionar a la lea, la paja de trigo, el rastrojo de otras plantas de cultivo, el estircol del ganado, y el
carbn vegetal. No es sino hasta fines del siglo XIX que se comenz a procesar la biomasa para producir
combustibles derivados de la misma. A finales del siglo XX aparecieron los primeros mercados de estos recursos
energticos y se vislumbra un mayor crecimiento, desarrollo y expansin de los mismos tendiente a su
globalizacin.
Los biocombustibles se pueden clasificar segn la fuente y el tipo. Se derivan de productos forestales, agrcolas y
pesqueros o desechos municipales, as como de subproductos y desechos de la agroindustria, la industria
alimentaria y los servicios alimentarios.
Pueden ser:
slidos, como la lea, el carbn vegetal y los grnulos de madera
lquidos, como el etanol, el biodiesel y el aceite de pirolisis
gaseosos, como el biogs.
Tambin se hace una distincin elemental entre biocombustibles primarios (sin elaborar) y secundarios
(elaborados):
Los biocombustibles primarios, como la lea, las astillas y los grnulos de madera son aquellos en los
que el material orgnico se usa esencialmente en su forma natural (tal como se han recogido). Este tipo
de biocombustible es de combustin directa y en general se usa para satisfacer la demanda de
combustible para cocinar o generar calefaccin o electricidad en aplicaciones industriales en pequea y
gran escala.
Los biocombustibles secundarios en forma slida (por ejemplo, el carbn vegetal), lquida (por
ejemplo, el etanol, el biodiesel y el bio-petrleo), o gaseosa (por ejemplo, el biogs, el gas de sntesis y
el hidrgeno) pueden usarse en un nmero mayor de aplicaciones, como el transporte y procesos
industriales a altas temperaturas.
21
Ilustracin3.Aplicacionesdelbiogs.
No todos los biocombustibles son iguales.
Los biocombustibles pueden marcar la diferencia a la hora de lograr los diferentes objetivos buscados. No
obstante, no todos los biocombustibles actan de igual modo en trminos de su impacto sobre el clima, la
seguridad energtica y los ecosistemas. Los impactos ambientales y sociales tienen que ser evaluados a lo
largo de todo el ciclo de vida.
2.2Principalesbiocombustibles.
2.2.1Bioetanol.
El bioetanol es un alcohol de origen vegetal que se produce a travs de la fermentacin de distintos tipos de
materias primas tales como los cereales, maz, trigo y cebada al igual que de cultivos con alto contenido en
azucares como la caa de azcar o la remolacha. Tambin se puede producir a partir de distintos compuestos
lignocelulsicos como la paja, la madera o distintos residuos vegetales como el caote del maz o el bagazo.
El bioetanol se utiliza en mezclas con gasolina de forma directa o travs de compuestos oxigenados como el
ETBE (etil ter-butil ter). Su uso aumenta el nmero de octanos y promueve una mejor combustin, reduciendo
las emisiones contaminantes por el tubo de escape, como monxido de carbono, dixido de carbono y distintos
hidrocarburos. Del mismo modo contribuye al cumplimiento del Protocolo de Kioto al ser el CO
2
emitido de
ciclo cerrado. La materia prima utilizada en la fabricacin del bioetanol fija el CO
2
emitido en su combustin al
realizar el proceso de la fotosntesis, bsico en el crecimiento de la planta.
2.2.2Biogs.
El biogs es un gas que se genera en medios naturales o en dispositivos especficos, por las reacciones de
biodegradacin de la materia orgnica, mediante la accin de microorganismos (bacterias metano gnicas, etc.),
y otros factores, en ausencia de oxgeno (esto es, en un ambiente anaerbico). El producto resultante est
formado por metano (CH
4
), dixido de carbono (CO
2
), monxido de carbono (CO) y otros gases en menor
proporcin. Este gas se ha venido llamando gas de los pantanos, puesto que en ellos se produce una
biodegradacin de residuos vegetales semejante a la descrita.
En principio el biogs puede ser utilizado en cualquier equipo comercial diseado para uso con gas natural. El
grfico que se encuentra a continuacin resume las posibles aplicaciones.
22
2.2.3Biodiesel.
El biodiesel es un biocombustible lquido que se obtiene a partir de lpidos naturales como aceites vegetales o
grasas animales, con o sin uso previo, mediante procesos industriales de esterificacin y transesterificacin, y
que se aplica en la preparacin de sustitutos totales o parciales del petrodisel o gasleo obtenido del petrleo.
El biodiesel puede mezclarse con gasleo procedente del refino de petrleo en diferentes cantidades. Se utilizan
notaciones abreviadas segn el porcentaje por volumen de biodiesel en la mezcla: B100 en caso de utilizar slo
biodiesel, u otras notaciones como B5, B15, B30 o B50, donde la numeracin indica el porcentaje por volumen
de biodiesel en la mezcla.
2.3Biodiesel,unapropuestaviablevsDiesel.
2.3.1Descripcinqumicadelbiodiesel.
La American Standard for Testing and Materials (ASTM) define el biodiesel como una mezcla de esteres mono
alqulicos de cidos grasos de cadena larga derivados de lpidos renovables tales como aceites vegetales y que se
emplea en los motores de ignicin de compresin (motores diesel) o en calderas de calefaccin.
Un ster mono alqulico es el producto de la reaccin de un alcohol de cadena abierta no ramificada, tal como
metanol o etanol, con una grasa o un aceite (triglicridos) para formar glicerol (glicerina) y los esteres de cidos
grasos de cadena larga, comnmente definido como biodiesel. Los mayores componentes de un aceite vegetal
son los triglicridos, tambin llamados "triacilgliceroles" en el caso de grasa animal. Los triglicridos son steres
de glicerol con cidos de cadena larga, llamados usualmente cidos grasos (fatty acids en ingls).
2.3.2Propiedadesdelbiodiesel
Su produccin es renovable. En su proceso de produccin primaria y elaboracin industrial determina un balance
de carbono menos contaminante que los combustibles fsiles.
Cumple con los requisitos EPA (Enviromental Protection Agency), para los combustibles alternativos de
emplearse puro o combinado con los combustibles fsiles en cualquier proporcin. El biodiesel puede mezclarse
con gasleo procedente del refino de petrleo en diferentes cantidades. Se utilizan notaciones abreviadas segn
el porcentaje por volumen de biodiesel en la mezcla: B100 en caso de utilizar slo biodiesel, u otras notaciones
como B5, B15, B30 o B50, donde la numeracin indica el porcentaje por volumen de biodiesel en la mezcla.
Ilustracin 4. Estructura qumica del triglicrido tripalmitoilglicerol.
23
Volcado al medioambiente se degrada ms rpidamente que los petrocombustibles. No contiene azufre y por
ende no genera emanaciones de SOx que son los responsables de la lluvia cida.
Los derrames de este combustible en las aguas de ros y mares resultan menos contaminantes y letales para la
flora y fauna marina que los combustibles fsiles.
2.3.3Ventajasdelbiodiesel.
Numerosos estudios destacan los beneficios de usar biodiesel en vez de diesel, o por lo menos una mezcla de los
dos. A continuacin se dan las principales ventajas del biodiesel:
Su fabricacin necesita poca energa, esencialmente utilizada en los procesos de extraccin, laboreo de
las zonas agrcolas.
Permite aumentar el nmero de cetano, o sea la capacidad del combustible en auto encenderse,
produciendo una mejor combustin.
Es un combustible biodegradable que se disuelve fcilmente en la naturaleza sin crear contaminacin
del ambiente, en caso de derrame accidental.
Este combustible permite una reduccin notable de las emisiones nocivas a la atmsfera.
Tiene un balance neutro en CO
2
porque se consume por fotosntesis el dixido de carbono emitido en
vegetales que se pueden usar para fabricar de nuevo biodiesel.
La viscosidad cinemtica es mayor, mejorando la capacidad del biodiesel a lubricar el motor.
El contenido de azufre es casi nulo, permitiendo disminuir las emisiones de SO
2
.
Este nuevo combustible es fcil de implementar porque se puede usar en mezcla con diesel.
Su mayor punto de ignicin disminuye el peligro de explosin durante el almacenamiento.
El Biodiesel es un combustible clase IIIB y como tal no tiene mayores requerimientos de proteccin
contra incendios que con los del petrleo diesel que es clase II.
No son necesarias modificaciones de la infraestructura de distribucin (estaciones de servicio,
transporte, etc.).
Vemos que el uso de biodiesel permite disminuir de manera importante las emisiones de monxido de carbono
CO y los hidrocarburos no quemados.
Cuanto ms importante es la proporcin de biodiesel en la mezcla con diesel, ms grande es la baja de los
contaminantes tradicionales.
Tabla 2. Comparacin de propiedades fisicoqumicas de biodiesel y diesel.
24
2.3.4Desventajasdelbiodiesel.
El biodiesel, a pesar de las mejoras que conlleva su uso en motores de combustin interna, presenta algunas
desventajas que no se pueden despreciar:
Las emisiones de xidos de nitrgeno NOx aumentan, hasta un 10% cuando se usa biodiesel puro. Este
compuesto participa en la creacin del smog foto qumico, pero se puede eliminar de manera eficiente
con el uso de un catalizador.
El biodiesel puro genera corrosin y es incompatible con algunos plsticos, por lo que se deben cambiar
ciertas partes del motor para usarlo como B100.
No es necesario modificar el motor en su totalidad para que funcione con biodiesel, pero hay que hacer
ajustes y comprobar algunas cosas, como retarda el tiempo de inyeccin dos o tres grados para
compensar el hecho de que el biodiesel tiene mayor nmero de cetanos provocando que el combustible
arda a menor temperatura y reduzca las emisiones de xidos de nitrgeno.
Al principio revisa regularmente los filtros del combustible ya que el biodiesel es un buen disolvente, el
cual arrastrara la suciedad de estos.
Reemplazar las piezas de caucho natural del sistema de distribucin por vitn (copolmero hecho de
fluoruro de vinilideno y hexafluoropropileno).
La glicerina presente en el compuesto final se debe purificar, con costo adicional, mediante un arrastre
con vapor.
Este combustible tiene problema de fluidez a bajas temperaturas. Tal caracterstica impide su uso en
ciertas regiones de clima difcil o la obligacin de agregarle aditivos especiales.
Su vida til es inferior a 6 meses por su escasa estabilidad oxidativa, o sea que pierde su capacidad a
oxidarse en el proceso de combustin en la cmara del motor.
No se puede almacenar durante un tiempo largo y se debe vender rpidamente despus de su
fabricacin.
2.3.5Situacinpolticainternacionaldelbiodiesel.
Estados Unidos de Amrica
La produccin anual de biodiesel en este pas fue de aproximadamente 770 millones de litros en 2008.
La principal aplicacin vehicular que se tiene del biodiesel en este pas est en las flotas vehiculares del ejrcito
as como de agencias gubernamentales, sin embargo los gobiernos estatales y el Ministerio de Energa han
venido trabajando en expandir el mercado del biodiesel en base al reconocimiento que obtuvo el empleo de
biodiesel (B100) como combustible alterno. Entre los gobiernos estatales ms activos en promover el uso del
biodiesel se encuentra el de Minnesota; que a partir del ao 2005 promovi un mandato para que el diesel
destinado al autotransporte contenga un 2% de biodiesel.
Uno de los aspectos que ha permitido el crecimiento del mercado del biodiesel es establecimiento de normas de
calidad; en diciembre de 2001 la Asociacin Americana para la Evaluacin y Materiales (ASTM) public una
especificacin para el biodiesel (D6751). Por su parte la Barra Nacional del Biodiesel estableci la Comisin
Nacional para la Acreditacin del Biodiesel para desarrollar e implementar un programa voluntario para la
acreditacin de productores y comercializadores de biodiesel.
25
Unin Europea
La Unin Europea es lder mundial en la produccin y consumo de biodiesel, tan slo en el ao 2004 produjo
alrededor de 2.2 billones de litros de biodiesel y donde los tres principales pases productoras de este
bioenergtico son: Alemania (con 1.4 millones de toneladas), Francia (0.35 millones de toneladas) e Italia (0.32
millones de toneladas).
Alemania y Austria han concentrado sus esfuerzos a la promocin del B100, en contraste con el uso exclusivo de
B5 en Francia. En Italia, la mitad de la produccin de biodiesel es utilizada para emplearlo como aceite de
calefaccin y el resto para utilizarlo como mezcla B5.
Han sido dos factores que han permitido a la Unin Europea convertirse en los lderes en la produccin de
biodiesel. La primera tiene que ver con una Poltica Agrcola en Comn (CAP) que est orientada a una poltica
de cultivos de los miembros de la Unin Europea en donde se promovi el subsidio a los productores de granos,
oleaginosas y cultivos protenicos que dedicaran un 10% de sus tierras para la produccin de insumos para
obtener el biodiesel.
El segundo factor son los altos impuestos en los combustibles, que han permitido establecer subsidios directos a
los biocombustibles a partir de una parcial o total exencin de impuestos, tan slo en el ao de 1994 el
Parlamento Europeo exento en un 90% los impuestos al biodiesel, en Alemania el biodiesel est exento al 100%
de impuestos.
Con la finalidad de promover la aceptacin tanto de consumidores como de fabricantes de automviles, en 1993
las autoridades de Alemania presentaron la norma de aseguramiento de calidad del biodiesel DIN 51606 que
remplaz a la EN 14214 publicada por el Comit Europeo de Normalizacin. Es preciso mencionar que desde el
origen de la industria del biodiesel ha trabajado conjuntamente con la industria automotriz.
2.3.6SituacinpolticadelbiodieselenMxico.
Mxico
En Mxico se tiene muy poca experiencia con el uso del biodiesel, dentro de los proyectos de biodiesel destaca
el de la planta de biodiesel de Grupo Energticos en Cadereyta, Nuevo Len que produce este biocombustible a
partir de aceites y grasas recicladas de la cafetera del Instituto Tecnolgico de Monterrey, la produccin de sta
planta es de 300 m
3
al mes, aunque segn su directivo puede llegar a los 600 m
3
al mes. Con esta produccin se
abastece de una mezcla B20 a un autobs de transporte de personal, as como a dos vehculos compactos
propiedad del Instituto.
Otro proyecto es el de la Universidad Vasconcelos de Oaxaca, en el que producen una mezcla B20 a partir de
aceites vegetales de desecho, en la etapa demostrativa se tiene una produccin de 3.6 m
3
al mes de biodiesel el
cual es consumido por un autobs propiedad de la Universidad.
Segn el estudio Potenciales y Viabilidad del Uso de Bioetanol y Biodiesel para el Transporte en Mxico
menciona que una alternativa para la introduccin y empleo de biodiesel en Mxico se puede basar en materias
primas de bajo costo, como es el caso de los aceites y grasas recicladas. Y que a un mediano plazo se requerirn
esquemas de incentivos para llegar a una meta de sustituir de entre el 2% al 5% del diesel de petrleo (ao
2012), para lo cual se requieren entre otras cosas: el aumento significativo de los cultivos oleaginosos, la
instalacin de 10 plantas industriales con una capacidad de 100 000t/ao o ms de 140 plantas pequeas con una
capacidad de 5 000 t/ao, as como inversiones de alrededor de $3,100 millones de pesos.
26
Legislacin existente.
Actualmente en Mxico no se cuenta con un marco legal que permita el empleo de biodiesel como combustible
en los vehculos automotores, as como el correspondiente que permita normar la calidad y su comercializacin.
Uno de los primeros pasos se dio recientemente con la aprobacin de la Ley para el Desarrollo y Promocin de
los Bioenergticos y que segn sus desarrolladores, permitir impulsar la agroindustria para la produccin de
etanol, biodiesel y otros biocombustibles como alternativa para contar con la autosuficiencia energtica a travs
de fuentes renovables.
Sin embargo, en sta no se especifican claramente los mecanismos financieros y fiscales que se utilizarn para
detonar y mantener el mercado. Asimismo en esta ley no se contempla la obtencin de biodiesel a partir de
grasas animales y desechos de aceites vegetales.
Otro instrumento que est en discusin entre los legisladores es la Ley para el Aprovechamiento de las
Fuentes Renovables de Energa, en la cual se pretende cubrir un amplio abanico de diversas fuentes de energa
renovables y su posible aplicacin (electricidad, trmico, mecnicas, biocombustibles, etc.), de forma compatible
con atribuciones de planeacin energtica del sector. Dentro de esta ley se propone un programa con metas de
penetracin de las energas renovables (incluyendo el etanol y el biodiesel para su uso en el transporte),
compatible con un crecimiento de la oferta energtica nacional.
2.4Conclusindecaptulo.
Los biocombustibles pueden reemplazar a los combustibles fsiles. En comparacin con otras energas
alternativas, como la proporcionada por el hidrgeno, el reemplazo de los combustibles fsiles por
biocombustibles en el sector de transporte carretero puede ser realizado con menores costos, debido a que no
requieren grandes cambios en la tecnologa actualmente utilizada, ni tampoco en el sistema de distribucin.
Utilizar otro tipo de energa, como la obtenida a travs del hidrgeno, que se basa en una tecnologa totalmente
distinta, requerira grandes inversiones. Esto no implica que se deban descartar nuevas fuentes de energa, sino
que los biocombustibles sern los que tendrn ms crecimiento en el corto plazo.
Al pretender disminuir-sustituir la dependencia de los combustibles fsiles y lograr mayor seguridad energtica
ha surgido un gran inters por los biocombustibles. Como vimos en el captulo, existen diversas ventajas de los
biocombustibles con respecto al diesel, como la menor contaminacin ambiental, la sustentabilidad de los
mismos y las oportunidades para sectores rurales.
El biodiesel, es un combustible lquido con bajas emisiones contaminantes, las cuales se pueden eliminar con el
uso de un catalizador, es un producto biodegradable que se utiliza en diversas ramas del transporte como el
urbano, minero y agrcola. Con su consumo se reduce el nivel de emisiones de CO
2
, de sulfuros, el humo visible
y los olores nocivos. Como su punto de inflamacin es superior, la manipulacin y el almacenamiento son ms
seguros que en el caso del combustible diesel convencional.
Hemos establecido al biodiesel como una alternativa viable para reemplazar a los combustibles ptreos siendo el
nico combustible alternativo que puede usarse directamente en cualquier motor diesel, sin modificaciones
extremas ya que se est comentado que es corrosivo y que hay cambios en materiales del motor. Como sus
propiedades son similares al diesel, se pueden mezclar en cualquier proporcin, sin ningn tipo de problema, de
acuerdo a estndares internacionales.
Al analizar las emisiones de gases de efecto invernadero, el cambio de uso de los terrenos, el agua y la
biodiversidad se encontr que la mejor opcin es la elaboracin de biodiesel.
En el siguiente captulo hablaremos de los procesos de obtencin de este biocombustible.
27
Captulo3.Fabricacindebiodiesel.
Este captulo presenta el tratamiento de los mecanismos de fabricacin de biodiesel del punto de vista qumico
as como industrial con el detalle de los procesos utilizados en la fabricacin industrial a nivel mundial. Expone
un panorama de los procesos ocupados de manera general con el fin de elegir la tecnologa adecuada a nuestras
necesidades presentes y futuros requerimientos en base a la demanda y/o posibles nuevas materias primas,
insumos, etc.
En este punto se incluye el proceso general de transesterificacin y de esterificacin. Separndolos en procesos
discontinuos y continuos.
Aunque estos procesos tienen varios puntos comunes, existen mltiples opciones de operacin viables para la
fabricacin de biodiesel. Muchas de estas tecnologas pueden ser combinadas de diferentes maneras variando las
condiciones del proceso y la alimentacin del mismo.
3.1Procesosdefabricacindebiodiesel.
En la actualidad existen varias formas de obtencin de biodiesel, sin embargo las fuentes ms importantes son:
Transesterificacin bsica catalizada.
Esterificacin cida catalizada.
Aunque la transesterificacin es la reaccin ms utilizada a nivel mundial, los otros procesos se proponen para
tratar aceites que contienen mayor porcentaje de cidos grasos.
La mayora de los procesos para fabricar biodiesel utiliza un catalizador para iniciar la reaccin. Su uso es
necesario porque el alcohol es escasamente soluble en la fase aceitosa. El catalizador crea un aumento de la
solubilidad para permitir que la reaccin se desarrolle a velocidad razonable.
3.1.1Transesterificacin.
La transesterificacin se basa en la reaccin de molculas de triglicridos con alcoholes de bajo peso molecular
para producir esteres y glicerina.
El contenido mximo de cidos grasos libres aceptable con el proceso de transesterificacin es de 2%, lo mejor
siendo inferior a 1%.
3.1.1.1Reaccinymecanismodereaccindetransesterificacin.
En la siguiente figura se explica qumicamente el proceso de transformacin de una de las tres cadenas cida de
un triglicrido, el componente principal de un aceite vegetal, en un metil-ster (biodiesel).
En el paso (a) de la reaccin el alcohol (CH
3
OH) reacciona con el catalizador bsico. R1 es el grupo alquilo que
forma parte de la cadena del cido graso del triglicrido. En el paso (b) el radical cargado negativamente (CH
3
O)
reacciona con el doble enlace del grupo carbonilo del triglicrido. En el paso (c) se forma una molcula del ster
alqulico (R1COO CH
3
) en nuestro caso especfico se trata del metil ster. En el paso (d) se regenera el
catalizador formndose un diglicrido. Los pasos (a) al (d) se repiten hasta la desaparicin del triglicrido con la
formacin del monoalquil ster y glicerina como productos finales.
La reaccin de transesterificacin se desarrolla en una proporcin molar de alcohol a triglicrido de 3 a 1,
reaccionando en la metanlisis 1 mol de triglicrido con 3 moles de alcohol (aunque se aade una cantidad
adicional de alcohol para desplazar la reaccin hacia la formacin del ster metlico). Adems, la formacin de la
28
base de la glicerina, inmiscible con los esteres metlicos, juega un papel importante en el desplazamiento de la
reaccin hacia la derecha, alcanzndose conversiones cercanas al 100%.
R1 = radicales alquilo, X = catalizador
Para resumir, se puede aadir que en la transesterificacin tienen lugar tres reacciones reversibles y
consecutivas:
Ilustracin5.Mecanismodereaccindetransesterificacin
Ilustracin6.Reaccionesdetransesterificacin.
29
El triglicrido es convertido consecutivamente en diglicrido, monoglicrido y glicerina. En cada reaccin un
mol de ster metlico es liberado.
En la reaccin de transesterificacin se utiliza un catalizador para mejorar la velocidad de reaccin y el
rendimiento final. Es importante destacar que sin l, no sera posible esta reaccin.
Los catalizadores pueden ser:
cidos homogneos (H
2
SO
4
, HCl, H
3
PO
4
).
cidos heterogneos (Zeolitas, Resinas Sinfnicas, SO
4
/ZrO
2
, WO
3
/ZrO
2
).
Bsicos heterogneos (MgO, CaO, Na/NaOH/Al
2
O
3
).
Bsicos homogneos (KOH, NaOH).
Enzimticos (Lipasas: Candida, Penicillium, Pseudomonas).
De todos ellos, los catalizadores que se suelen utilizar a escala comercial son los catalizadores homogneos
bsicos ya que actan mucho ms rpido y adems permiten operar en condiciones moderadas.
En el caso de la reaccin de transesterificacin, cuando se utiliza un catalizador cido se requieren condiciones
de temperaturas elevadas y tiempos de reaccin largos, lo que limita su inters.
Sin embargo, la utilizacin de lcalis, que como se ha comentado es la opcin ms utilizada a escala industrial,
implica que los glicridos y el alcohol deben ser anhidros (<0,06 % v/v) para evitar que se produzca la
saponificacin. Adems, los triglicridos deben tener una baja proporcin de cidos grasos libres (AGL) para
evitar que se neutralicen con el catalizador y se formen tambin jabones.
De esta manera las reacciones secundarias no deseadas que se pueden dar son las siguientes:
Reaccin de saponificacin.
Reaccin de neutralizacin de cidos grasos libres (AGL).
3.1.1.2Transesterificacinconcatlisisbsica.
La transesterificacin alcalina catalizada es el proceso ms simple y ms utilizado para fabricar biodiesel. Sin
embargo, requiere de un aceite con bajo contenido de cidos grasos libres, agua y otras impurezas, o de procesos
adicionales de pre tratamiento de la materia prima para asegurar esta calidad. Adems, requiere de pasos
posteriores de postratamiento del biodiesel para reducir su contenido de impurezas procedentes del proceso,
principalmente restos de catalizador, y de postratamiento de la glicerina para purificarla parcialmente e
incrementar su valor de mercado. Es por esto que otros procesos han sido desarrollados para aceites menos
puros, para mejorar el rendimiento de la transesterificacin, o para intentar acelerarla, pero sin embargo su uso
an no est generalizado.
Casi la totalidad de los metil esteres que se producen en la actualidad se hacen con el mtodo de
transesterificacin lcali-catalizada, porque este mtodo es el ms econmico:
Proceso con baja temperatura (60-70C) y presin (1,3 bar).
Gran rendimiento de conversin (98%) con reacciones laterales mnimas.
Tiempo de reaccin corto.
La conversin en metil ster es directa, sin pasos intermedios
No se necesitan materiales de construccin caros.
La catlisis bsica es relativamente rpida porque el tiempo de residencia suele ser de 5 minutos a 1 hora, segn
la temperatura, la concentracin, etc.
30
Los catalizadores que se ocupan en esta reaccin usualmente son el hidrxido de sodio (NaOH), el hidrxido de
potasio (KOH) y el metxido de sodio (obtenido por mezcla del metanol con NaOH).
3.1.2Esterificacincidacatalizada.
Aunque los catalizadores cidos pueden ser utilizados para transesterificacin, se considera generalmente que
son demasiado lentos para una fabricacin industrial de biodiesel.
Los sistemas con catlisis cida se caracterizan entonces por una velocidad de reaccin baja y un requerimiento
de relacin alcohol: triglicrido alto (20:1 y ms).
Por esta razn, la reaccin con catlisis acida se utiliza ms comnmente para la esterificacin de cidos grasos
libres (AGL) a esteres o para convertir jabones a esteres, siendo una etapa de pre-tratamiento de materia base con
alto contenido de AGL.
De este modo, este proceso se combina con la transesterificacin de manera a aprovechar el subproducto de
cidos grasos y producir asimismo biodiesel. Dada la importancia de los esteres se han desarrollado numerosos
procesos para obtenerlos. El ms comn es el calentamiento de una mezcla del alcohol y del cido
correspondiente con cido sulfrico, utilizando el reactivo ms econmico en exceso para aumentar el
rendimiento y desplazar el equilibrio hacia la derecha (esterificacin de Fischer).
Los catalizadores cidos incluyen el cido sulfrico y el cido fosfrico. El tiempo de residencia de la mezcla en
el reactor puede variar de 10 min a 2 horas. Al usar cido sulfrico, este sirve tanto de catalizador como de
sustancia higroscpica que absorbe el agua formada en la reaccin. A veces es sustituido por cido fosfrico
concentrado. En la prctica este procedimiento tiene varios inconvenientes. El alcohol puede sufrir reacciones
de eliminacin formando olefinas, esterificacin con el propio cido sulfrico o de formacin del ter, y el cido
orgnico puede sufrir decarboxilacin.
Este proceso tiene varias caractersticas generales:
- puede ser en lote o continuo
- la temperatura es de 200 a 250C y las presiones superiores a 10 bar.
- necesita un retiro continuo del agua (porque esta inhibe el catalizador)
- se necesita aceros resistentes al cido
- el rendimiento alcanza 99% en sistemas de contra corriente
La catlisis cida no se utiliza en el proceso industrial de transesterificacin por ser lento e intensivo en consumo
de energa (para calendar y presurizar la mezcla).
Los sistemas de esterificacin producen agua como co-producto. El cido necesitara neutralizacin cuando se
termine el proceso, pero se puede hacer al agregar el catalizador bsico en el proceso siguiente de
transesterificacin de los triglicridos restantes en la mezcla de aceite con biodiesel (despus de este pre-
tratamiento por esterificacin).
Ilustracin7.Reaccindeesterificacincidacatalizada.
31
Las etapas de este proceso son relativamente sencillas. Se mezcla primero el aceite de alto contenido en AGL, el
metanol y el cido en un reactor. Despus de la reaccin, se debe separarla capa de aceite de bajo AGL y ster de
la capa de cido, metanol y agua. El agua se extrae generalmente por un proceso de evaporacin, llevando el
alcohol al mismo tiempo. Como en el caso de transesterificacin, se puede hacer este proceso en dos etapas para
llegar a un mejor rendimiento, como se observa en la siguiente figura.
Despus de esta esterificacin, el aceite tratado para eliminar los AGL se puede transesterificar para convertir los
triglicridos en biodiesel. La mezcla (agua, jabones y aceite) es secada, saponificada y esterificada con metanol
utilizando como catalizador un cido inorgnico. El proceso necesita un gran exceso de alcohol y el costo de
recuperacin de este alcohol determina la factibilidad de este proceso.
3.2Procesosindustrialesparalaproduccindebiodiesel.
Tal y como se ha comentado en el apartado de reacciones anterior, qumicamente, la transesterificacin proceso
industrial utilizado en su produccin- consiste en tres reacciones reversibles y consecutivas. El triglicrido es
convertido consecutivamente en diglicrido, monoglicrido y glicerina. En cada reaccin un mol de ster
metlico es liberado. Todo este proceso se lleva a cabo en un reactor donde se producen las reacciones y en
posteriores fases de separacin, purificacin y estabilizacin.
En este punto se describirn los procesos para la produccin de biodiesel, analizando en cada uno de ellos las
ventajas y desventajas que presentan, tal como los equipos a utilizar, costos, espacio requerido, seguridad,
servicios auxiliares, condiciones de operacin, tiempo de reaccin, tratamiento y uso de los desechos o
subproductos generados, factores que son de gran importancia y que estn directamente relacionados con los
costos-beneficios de produccin.
3.2.1Procesodiscontinuo.
El mtodo ms simple para la produccin de biodiesel es el uso de un reactor con un agitador dentro del estanque
donde tiene lugar la reaccin. Se denominan estos reactores "batch" por funcionar por lotes, donde la produccin
se hace en forma discontinua.
Las condiciones de operacin ms habituales son a temperaturas de 65C, aunque rangos de temperaturas desde
25C a 85C tambin han sido publicadas. El catalizador ms comn es el NaOH, aunque tambin se utiliza el
KOH.
Es necesaria una agitacin intensiva al principio de la reaccin para obtener una buena mezcla del aceite, del
catalizador y del alcohol en el reactor. Hacia el fin de la reaccin, la agitacin debe ser menor para permitir al
Ilustracin8.Procesodetransesterificacinendosetapas.
32
glicerol separarse de la fase ster. Se han publicado en la bibliografa resultados entre el 85% y el 94% de
eficiencia.
En la transesterificacin, cuando se utilizan catalizadores cidos, se requiere temperaturas elevadas y tiempos
largos de reaccin, generalmente de 20 min. a 1 hora.
Descripcin del diagrama de proceso de transesterificacin en discontinuo.
Primero, se carga el aceite en el sistema, y despus el catalizador y el metanol. El sistema esta agitado durante el
tiempo de reaccin y al final se corta la agitacin.
En algunos procesos, se deja la mezcla que reaccion reposar para iniciar una separacin entre glicerol y steres.
En otros procesos, la mezcla se bombea hacia un estanque de decantacin o se separa en una centrifuga.
El alcohol se remueve de ambos glicerol y ster utilizando un evaporador o una unidad "flash" (alta temperatura,
baja presin). Los steres son neutralizados, lavados suavemente utilizando agua caliente levemente cida para
remover las sales y el metanol residual, antes de secarlo. El biodiesel final se manda a almacenamiento. Por otra
parte, el flujo de glicerol se neutraliza y lava con agua suave, antes de entrar a una etapa de refinacin.
3.2.2Procesocontinuo.
Consta de una serie de reactores continuos del tipo tanque agitado. Son los llamados CSTR del ingls,
Continuous Stirred Tank Reactor. Este tipo de reactores puede ser variado en volumen para permitir mayores
tiempos de residencia y lograr aumentar los rendimientos de la reaccin.
As, tras la decantacin de glicerol primario, la reaccin en un segundo CSTR es mucho ms rpida, con un
porcentaje del 98% de producto de reaccin.
Ilustracin9.Procesobatchdetransesterificacin
Ilustracin10.Procesocontinuodetransesterificacin.
33
En la fig. se presenta un diagrama de bloques de un proceso de transesterificacin mediante reactores de flujo
pistn. En este proceso, se introducen los triglicridos con el alcohol y el catalizador y se somete a diferentes
operaciones (se utilizan dos reactores) para dar lugar al ster y la glicerina.
3.3Conclusindecaptulo.
El biodiesel se obtiene a partir del proceso de la transesterificacin el cual consiste en intercambiar el grupo
alcoxi de un ster por otro alcohol. Estas reacciones son frecuentemente catalizadas mediante la adicin de un
cido o una base.
Dicho en otras palabras el proceso de transesterificacin consiste en combinar, el aceite (normalmente aceite
vegetal) con un alcohol ligero, normalmente metanol, y deja como residuo de valor aadido glicerina que puede
ser aprovechada por la industria cosmtica, entre otras.
Entre las tecnologas disponibles destaca principalmente la transesterificacin de aceites vegetales en
medios bsicos por sus moderados requerimientos de presin y temperatura y sus altas velocidades de
reaccin lo que influye en bajos costos, representando una menor inversin comparada con la reaccin
con catlisis cida, recuperndose en corto tiempo.
El bajo costo se ve reflejado debido al tipo de materiales de construccin gracias a la baja agresividad
qumica de los reactivos, capacidad de los equipos, requerimiento y caractersticas de materias primas e
insumos, mismas que nos ofrecen un proceso ms manejable y seguro.
Los catalizadores cidos conllevan una serie de problemas por los aspectos de corrosin y las dificultades
relacionadas con la separacin y purificacin de los productos.
El proceso a utilizar es la transesterificacin bsica catalizada, debido a la factibilidad que nos representa
en requerimientos, datos que informan las empresas proveedoras de tecnologas y fabricadoras de biodiesel, sin
embargo es necesario conocer las caractersticas de las materias primas, tema que trataremos en el siguiente
captulo.
34
Captulo4.Aceitesygrasascomomateriaprimaparalafabricacinde
biodiesel.
En este captulo se describen las materias primas para la produccin de biodiesel aceites y grasas en cuanto a
sus fuentes, realizando una evaluacin de estas y seleccionar la materia prima a utilizar en la fabricacin de
biodiesel para el proyecto que se desarrolla en esta tesis.
Una vez seleccionada la materia prima se describirn sus caractersticas generales, impactos en el medio
ambiente, desarrollo as como los riesgos que se generan al usarla.
4.1Fuentesdeaceitesygrasas.
La materia prima de partida que permite la fabricacin del biodiesel est generalmente dividida en tres categoras
en funcin de su procedencia. A pesar de que hoy en da prcticamente la totalidad del biodiesel producido se
fabrica a partir de aceites vegetales, tambin se puede elaborar biodiesel partiendo de aceites usados o incluso
grasas animales.
Se denominan aceites vegetales aquellos que se producen a travs de cultivos agrcolas, principalmente de
oleaginosas.
Se identifican una gran variedad de materias primas:
Aceites vegetales:
Aceites vegetales convencionales: girasol, colza, soja, coco, palma.
Aceites vegetales alternativos: Jatropha Curcas, Brassica carinata.
Aceites vegetales de final de campaa: Aceite de oliva de alta acidez.
Aceites de semillas modificados genticamente: Aceite de girasol de alto oleico.
Aceites de fritura usados.
Grasas animales: sebo de distintas calidades.
Cada tipo de materia prima tiene asociados ventajas e inconvenientes que conviene tener presentes antes de su
eleccin como suministro para la fabricacin de biodiesel.
Los aceites vegetales convencionales presentan en su conjunto un mismo inconveniente: la competencia con
otros grandes sectores. El principal sector damnificado con la entrada en escena de los biocarburantes como
alternativa al petrleo es el sector alimentario. En efecto, la competencia por la materia prima tiende a encarecer
el producto.
Se ha decidido solo considerar a los aceites vegetales como materia prima principal para la elaboracin de
biodiesel, debido a que el fin de este proyecto es cultivar la materia prima dentro de FESC-C4, aprovechando los
terrenos disponibles.
4.2Evaluacinyseleccindemateriaprimadeaceitesygrasasparala
produccindebiodiesel.
En este apartado se analizaron todas aquellas directrices que van dirigidas a la sostenibilidad de las acciones que
se realicen y, en concreto, a las relacionadas con la agricultura, de manera que stas sean: ecolgicamente
seguras, econmicamente viables, socialmente justas y culturalmente apropiadas.
35
En el siguiente cuadro se presentan las caractersticas de los cultivos a partir de los cuales se puede obtener el
aceite para la elaboracin del biodiesel.
As mismo se considero el uso del suelo, la prdida de biodiversidad, el uso de agua, el almacenamiento de
semillas y la proteccin de variedades autctonas, la Soberana/Seguridad Alimentaria, etc.
4.2.1Jatropha,lamejoropcin.
La jatropha el arbusto que cumple con las directrices mencionadas anteriormente. Se ha adaptado a las diferentes
regiones climticas del planeta, aunque las regiones tropicales son las que albergan la mayor cantidad de
variedades de ellas. Su especie no se usa con propsitos comerciales y son excelentes fuentes de aceite, entre
otras caractersticas favorables.
4.2.1.1Caractersticasdelajatropha.
Originaria de Mxico y Centroamrica
Es una oleaginosa de porte arbustivo con ms de 3500 especies agrupadas en gneros.
Crece ms de 2 m. de altura con corteza blanca griscea y exuda un ltex translucido.
Su distribucin ms exitosa ha sido en regiones de trpico seco.
Crece con precipitaciones de 300-1000 mm.
Se adapta bien a condiciones climticas ridas y semiridas.
Crece en suelos drenados con escasos nutrientes pero bien aireados.
Tolera heladas leves.
Crece a temperaturas arriba de 20C.
Tabla3.Principalescaractersticasdeloscultivosmsutilizadosparalaobtencindebiodiesel.
Ilustracin11.SemilladeJatrophaCurca
36
4.2.1.2Impactospositivosdelajatrophaeneldesarrollo.
Generacin de empleos en comunidades rurales.
Beneficios para inversionistas y productores.
Productores en comunidades rurales aseguran ingreso adicional duradero.
Uso de terrenos improductivos.
Reduccin de emisiones de CO
2
.
Se evita la utilizacin de alimentos para elaboracin de biocombustibles.
Se participa en programas y mecanismos relacionados con energa limpia.
Promocin de la sustentabilidad en el medio rural.
4.2.1.3Impactospositivosdelajatrophaenelmedioambiente.
Captura de CO
2
atmosfrico.
No se interviene en el ciclo del Carbono.
Se evita la desertificacin, la deforestacin y degradacin en los suelos.
Se favorece la bio-diversidad y conservacin ecolgica en zonas marginales.
Reduccin en el uso de energa fsil primaria.
Disminucin de las emisiones de CO
2
(gas de efecto invernadero).
4.2.1.4Riesgosgeneradosporelusodejatropha.
Riesgos Naturales: Incendios, plagas y enfermedades en los cultivos; productividad menor a la
esperada; sequas; inundaciones; vientos dainos y heladas.
Factores Antropognicos: Invasin de terrenos; robo de cosechas; vandalismo; escasez de fuerza
laboral.
Riesgos Polticos: Cambios en las polticas; inestabilidad en los gobiernos.
Factores Econmicos: Cambios en tasas de inters; moneda; costos; precios a la baja de la biomasa,
biocombustibles; precio de los terrenos.
4.3Conclusindecaptulo.
Al seleccionar la materia prima se consideraron las caractersticas de estas as como el impacto que generan en el
medio ambiente y en la sociedad. Tomando como base importante la seguridad alimentaria, teniendo el referente
del impacto que genero hace algunos aos el uso del maz para generar bioetanol.
La Jatropha es una buena opcin para la obtencin del aceite, adems de tener bajos requerimientos para su
cultivo no es una semilla comestible, lo cual nos beneficia en gran manera al no afectar la seguridad alimentaria
y por ende no se incrementan los precios.
El aceite se obtiene de la semilla, misma que debe de pasar por un proceso para su extraccin, tema que
trataremos al inicio del siguiente captulo, una vez obtenido el aceite se detallara el proceso de transesterificacin
para la obtencin del biodiesel.
37
Captulo5.Procesodeelaboracindebiodiesel.
En este captulo se habla del proceso de elaboracin de biodiesel mediante transesterificacin, se detalla paso a
paso el proceso de obtencin del aceite de la semilla de jatropha hasta el manejo de los productos de la reaccin.
El proceso de elaboracin de biodiesel lo clasificaremos en las siguientes etapas:
Pre-tratamiento.
Reaccin de transesterificacin.
Post-tratamiento de productos.
As mismo se mencionan las empresas que ofrecen las tecnologas para la elaboracin de biodiesel, mismas que
se evalan para seleccionar la que mejor se adecue a nuestros requerimientos actuales y futuros.
5.1Pretratamiento.
5.1.1Obtencindelaceite.
El proceso de obtencin de aceite se realiza mediante prensado y extraccin por solvente.
Las diferentes etapas que lo constituyen son las mismas, slo cambia la tecnologa de algunos equipos, por
ejemplo el extractor por solvente.
Ilustracin12.ProcesodeobtencindeaceitedeJatropha.
38
5.1.1.1Cosecha.
La parte de cosecha de la semilla no se describe en esta tesis. No obstante, es interesante saber en qu forma
llega el vegetal a la planta para saber cmo se debe procesar antes de entrar al proceso de extraccin propiamente
tal. En el campo, se extrae directamente el grano y la planta queda en la tierra, en conclusin se realiza similar a
cualquier cosecha mecanizada y se transporta solamente semilla a la planta.
5.1.1.2Tratamientodelgrano.
Antes de entrar a la planta, es necesario lavar la semilla para evitar que entren particular extraas que podran
perjudicar tanto la calidad de los productos finales como la integridad de los equipos. Se suele aplicar tres tipos
de tratamiento que se siguen y pueden concentrarse en un solo equipo. Se aplica una aspiracin para remover los
polvos, cscaras y otros vegetales presentes. Un filtrado fino permite remover la arena y otras piedras todava
presentes mediante el uso de tamices por ejemplo. Por fin, el grano pasa por una serie de imanes que permiten
recuperar las partculas metlicas finas.
5.1.1.3Machacadodelgrano.
El grano preparado entra en una herramienta de machacado ("crushing") cuyos rodillos fijados tienen una
separacin estrecha de manera de romper la capa superior del grano. El machacador sirve para romper la ms
grande cantidad de grano sin afectar la calidad del aceite.
El grueso ptimo de la escama de raps se coloca entre 0,3 y 0,38mm, porque un grueso inferior da un grano muy
frgil y uno superior baja el rendimiento de extraccin de aceite.
5.1.1.4Coccindelgrano.
Las escamas pasan por una serie de hornos apilados calentados por vapor o elctricamente.
Este calentamiento permite romper trmicamente las celdas aceitosas que resistieron al machacado, reducir la
viscosidad del aceite para promover la reunin de las gotas de aceite, aumentar la velocidad de difusin de la
torta en el sistema y neutralizar las enzimas hidrolticas. Esta etapa permite tambin ajustar el nivel de humedad,
lo que asegura un mejor prensado. Al principio, la temperatura se lleva a unos 80-90C de manera de desactivar
enzimas que podran afectar la calidad de los productos finales. El ciclo continuo de coccin puede durar 15 a 20
minutos, con temperaturas entre 80 y 105C, lo mejor siendo alrededor de
88C.
5.1.1.5Prensado.
La semilla machacada y caliente entra en un tornillo largo que exprime el aceite contenido en las celdas rotas.
Este equipo est constituido de un tornillo que gira en un barril cilndrico largo constituido de barras de acero
planas y fijadas en la periferia de este, espaciadas para permitir que el aceite fluya entre las barras mientras que
la torta sigue avanzando dentro del barril. El eje que rota presiona la torta contra una estrangulacin ajustable, lo
que estrecha parcialmente la descarga de la torta al extremo del barril.
Este proceso permite remover gran parte del aceite sin pasar por temperaturas o presiones excesivas. Logra
generalmente remover entre 60 y 70% del aceite contenido en la semilla, maximizando as el uso del tornillo y
del extractor por solvente
Ilustracin 13. Prensa por tornillo.
39
5.1.1.6Extraccinporsolvente.
La torta que entra al extractor tiene un contenido de 14 a 20% en peso de aceite. El solvente tiene la finalidad de
extraer el aceite restante de la torta. Se usa hexano o ter-etlico por su aptitud a diluir el aceite y removerlo del
vegetal.
En los procesos mecnicos encontrados, se puede ver que existen varios tipos de extractores pero todos mueven
la torta y la miscela (mezcla de aceite con hexano) en sentidos opuestos para efectuar una extraccin en contra
corriente. Las dos mayores tecnologas de extractores son los "loop" continuos donde la torta entra por arriba y
baja dentro del loop para descargarse por la parte baja y los "basket" rotatorios que hacen rotar la torta alrededor
de un eje vertical.
La torta entra por un lado del extractor, se mueve por un transportador al mismo tiempo que se inunda con
solvente o miscela. Una serie de bombas mandan la miscela sobre la torta, teniendo en cada etapa una miscela
ms pobre en solvente, o sea que contiene cada vez ms aceite.
El solvente se infiltra por gravedad dentro del lecho de torta, difundindose y saturando los fragmentos de torta.
El orujo compuesto de torta saturada en hexano que sale del extractor contiene despus de un ltimo lavado por
solvente fresco contiene menos de 1% de aceite.
La miscela saliendo del extractor contiene pequeas impurezas vegetales como cscaras que se deben eliminar.
La solucin elegida es el uso de un cicln que separa el aceite de las partculas por efectos centrfugos.
5.1.1.7Tratamientodelatortafinal.
La torta seca que sale del extractor contiene un alto porcentaje de hexano que se debe recuperar. Esto se hace en
un solo equipo llamado "desolventizer-toaster". En una primera etapa, se recupera la mayora del solvente en una
seria de compartimientos por inyeccin de vapor en contacto directo que vaporiza el hexano. Despus, la torta
entra en un horno cuya temperatura de 103 a 107C permite extraer el ltimo solvente y secar el producto. El
tiempo de operacin es generalmente de 20 minutos, dejando la torta libre de hexano y con 1% de aceite y 15 a
18% de humedad.
Ilustracin14.Cortedeunextractorporsolvente,tipo"loop".
Ilustracin15.Cortedeuncicln.
40
Muchos industriales agregan un tratamiento final que permite sacar ms humedad y enfriar el producto, llamado
"dryer-cooler". En este caso, las 4 etapas se renen en un solo equipo en altura que usa el principio de gravedad
para el movimiento de la torta hacia la salida debajo de la torre. Este equipo se define como "DTDC" para
"desolventizer-toaster-dryer-cooler". Al salir para almacenamiento, la torta esta bajo forma de harina que se
podra compactar y contiene 8 a 10% de humedad.
5.1.2Tratamientodelaceite.
Se considera ahora la produccin del biodiesel al recibir un aceite crudo saliendo de una planta de extraccin.
Debido a su contenido de contaminantes (cidos grasos libres, etc), es necesario hacer un pre-tratamiento a este
aceite antes de entrar a la reaccin de transesterificacin.
5.1.2.1Refinacindelaceite.
El aceite vegetal crudo se debe refinar para eliminar los fosftidos y cidos grasos libres, porque estos
compuestos interfieren en la reaccin de transesterificacin, bajando el rendimiento de conversin a metil
steres.
El aceite contiene cidos grasos libres que pueden ser perjudiciales en la reaccin de transesterificacin por lo
que son eliminados utilizando hidrxido de sodio. Posteriormente se realiza un lavado con agua para remover el
jabn formado.
R C00E + No0E - RC00No + E
2
0
ciuo giaso libie Sosa caustica jabon agua
5.2Reaccindetransesterificacin.
La reaccin de transesterificacin la clasificamos con los siguientes pasos:
Ilustracin16.Reaccindeeliminacindecidosgrasoslibresdelaceite.
Ilustracin17.Diagramadebloquesdelprocesodetransesterificacin.
41
5.2.1Mezcladodemetanolconcatalizador.
El catalizador normalmente usado es hidrxido de sodio (soda custica). La sosa custica se disuelve en metanol
por simple mezclado. Se debe tener cuidado al trabajar con soda custica para asegurarse que esta no contenga
agua almacenada. Esto podra causar aglutinamientos difciles de disolver. El agua tambin tiene un impacto
adverso sobre el proceso.
5.2.2Reaccindetransesterificacin
La mezcla de metanol y catalizador es entonces cargada en un reactor, ya sea en forma continua o por lotes, y se
adiciona el aceite. La mezcla se mantiene aproximadamente a 65 C, por entre 1 y 8 horas bajo una vigorosa
agitacin. El exceso de metanol es usado normalmente para asegurar la conversin total del aceite o la grasa en
metil ster. El catalizador reaccionar primero con cualquier cido graso libre en el aceite para formar jabn.
Debe haber suficiente catalizador adicional, para catalizar la reaccin tanto como para reaccionar con los cidos
grasos libres.
Si el nivel de cidos grasos libres es demasiado elevado (0,5% a 1%) o si hay agua presente, el jabn formado
empieza a generar emulsiones con el metanol y el aceite, impidiendo que la reaccin ocurra. En algunos casos la
emulsin puede ser tan fuerte que forma un producto irrompible de apariencia similar al queso. En este caso el
producto debe ser removido fsicamente del sistema, y luego puede ser desfragmentado. Por estas razones, el
aceite es tratado para remover cidos grasos y todas las corrientes de alimentacin se mantienen libres de agua.
La reaccin de transesterificacin es:
5.2.3Remocindelmetanol.
En algunos sistemas el exceso de metanol se remueve por un simple proceso de destilacin. En otros sistemas el
metanol se remueve despus de que la glicerina y los rectores han sido separados. En cualquiera de los casos el
metanol se recupera y reutiliza usando un equipo convencional. Se debe tener cuidado para asegurarse que no se
acumule agua en las corrientes de recuperacin del metanol.
5.2.4Separacin.
Una vez que la reaccin se ha completado y el metanol ha sido removido, existen dos productos principales:
Metil ster
Glicerina
Debido a la diferencia de densidades entre la glicerina y el metil ster, los dos pueden ser separados por
gravedad y la glicerina es simplemente retirada por el fondo. En algunos casos se usa una centrfuga para la
separacin.
Cualquier capa difusa puede ser reciclada o enviada a un tratamiento de efluentes.
5.2.5Neutralizacindelaglicerina.
La glicerina resultante contiene catalizador que no ha sido utilizado y jabn, el cual se neutraliza con un cido
formando sales, y se enva a almacenamiento como glicerina cruda. En algunos casos la sal se recupera y se
utiliza como fertilizante. La mayora de las veces, sin embargo, se usa cido clorhdrico y soda custica, que
forman cloruro de sodio el cual es dejado simplemente en la glicerina. La glicerina tiene generalmente una
pureza de entre 80% y 88% y puede ser vendida como glicerina cruda.
Ilustracin18.Reaccindetransesterificacin.
42
5.2.6Lavadodelmetilster.
Una vez separado de la glicerina, el metil ster se lava con agua tibia para remover catalizador residual o jabn,
se seca, y se enva a almacenamiento.
Algunos procesos pueden eliminar la etapa de lavado a travs del uso de insumos limpios.
Este proceso da como resultado un ster con 98% de pureza que puede ser vendido como combustible. En
algunos casos, los steres se destilan al vaco para conseguir un nivel ms alto de pureza. La etapa de lavado est
fuertemente afectada por el nivel de cidos grasos libres en la alimentacin. A mayor cantidad de stos, mayor
formacin de jabn, y por consiguiente mayor necesidad de agua de lavado. Si el contenido de jabn es alto, ser
necesaria mucha agua de lavado, la que puede reaccionar con el aceite originando una reaccin en cadena que
dar por resultado la formacin de ms jabn.
Obviamente, esto se traduce en una disminucin del rendimiento.
5.3Posttratamientodeproductos.
5.3.1Recuperacinyneutralizacindelaglicerina.
La glicerina resultante es separada del metanol que contenga por medio de destilacin. Para neutralizar esta
glicerina recuperada se usa cido clorhdrico. La glicerina tiene generalmente una pureza de entre 80% y 88% y
puede ser vendida como glicerina cruda.
5.3.2Recuperacindelmetanol.
El metanol y el agua provenientes de los procesos de recuperacin de glicerina y de purificacin del metilster se
envan a una segunda columna de destilacin para recuperar el metanol. Este ser reutilizado en el proceso.
Se debe tener cuidado para asegurarse que no se acumule agua en las corrientes de recuperacin del metanol.
5.4Tecnologa.
A continuacin se listan en la siguiente tabla las principales tecnologas disponibles actualmente en el mercado.
Entre todas las tecnologas disponibles destaca principalmente la transesterificacin de aceites vegetales en
medios bsicos.
Tabla4.Principalestecnologasdetransesterificacindeaceitesvegetales.
43
Las tecnologas existentes, pueden ser combinadas de diferentes maneras variando las condiciones del proceso y
la alimentacin del mismo. La eleccin de la tecnologa fue basada en la capacidad deseada de produccin,
alimentacin, calidad y recuperacin del alcohol y del catalizador.
En general, plantas de menor capacidad y diferente calidad en la alimentacin (utilizacin al mismo tiempo de
aceites refinados y reutilizados) suelen utilizar procesos Batch o discontinuos. Los procesos continuos, sin
embargo, son ms idneos para plantas de mayor capacidad que justifique el mayor nmero de personal y
requieren una alimentacin ms uniforme.
A pesar de que el costo es sin duda uno de los factores primordiales en la seleccin de la tecnologa, tambin es
necesario tomar en cuenta otros elementos como la disponibilidad de esta, la calidad de los productos obtenidos,
costos de produccin generado por la calidad de las materias primas e insumos, rendimiento, flexibilidad de
operacin, posibilidad de desarrollo futuro, los subproductos y residuos generados considerando los requisitos
legales en cuanto a medio ambiente y normas sanitarias, tiempo de vida esperada, grado de obsolescencia as
como la complejidad al usarla.
En el proceso continuo la reaccin de transesterificacin se realiza en menor tiempo comparado con el proceso
Batch, lo cual satisface los requerimientos de la planta piloto propuesta, obtenindose una mayor eficiencia en
menor tiempo; adems cuenta con la flexibilidad de adecuarse en un tiempo futuro como un proceso discontinuo
de acuerdo a las necesidades, cuestin que el proceso por lotes no presenta ya que implicara un gasto igual o
mayor que una planta nueva.
El proceso continuo nos es ms favorable para el fin de la planta piloto ya que se requiere que sea eficiente, de
bajo costo y % de conversin aceptable, caractersticas que hacen ms factible que el presente proyecto se ponga
en marcha en corto plazo, siendo el beneficio para la FES Cuautitln y con la factibilidad de recuperar la
inversin en corto tiempo.
Tomando en cuenta todo lo anterior nosotros proponemos la tecnologa desarrollada por Westfalia y Biox.
Las tecnologas seleccionadas presentan flexibilidad de materias primas y cambio de operacin, procesos
totalmente automatizados con integracin flexible de tecnologa, bajo consumo energtico, bajo consumo de
productos qumicos, costo reducido de mantenimiento, facilidad de instalacin y puesta en marcha, as como una
posible conexin Ethernet que permite monitorear y controlar el proceso a distancia.
Al requerir condiciones de reaccin menores nos beneficia en bajo costo de material y produccin.
La evaluacin de los procesos se realizo en base a la factibilidad, mediante los objetivos medibles, rentables y
alcanzables en cada uno de ellos.
As mismo tomamos en cuenta los factores econmicos, calidad, seguridad, recuperacin as como la inversin.
5.5Conclusindecaptulo.
Tal y como se ha expuesto, existen diversos factores que inciden en el rendimiento y en las caractersticas de una
planta de produccin de biodiesel. Adems del tipo de catlisis y los parmetros de reaccin, otros procesos del
ciclo de produccin, como la purificacin del biodiesel o el acondicionamiento de los subproductos, caracterizan
la viabilidad de la fbrica.
Las plantas para la produccin de biodiesel son construidas por varias compaas en los Estados Unidos y en
Europa principalmente en Italia, Alemania, Austria, Blgica, Francia, Dinamarca e Italia, entre otros. As mismo
existe una gran variedad de tecnologas para producir biodiesel a partir de diferentes materias primas renovables.
Comparando los procesos de fabricacin de biodiesel, tenemos que el proceso continuo mantiene un flujo
permanente de materia prima, no existen perdidas de materia ni de calor, representa un menor costo de mano de
44
obra (operacin), se obtiene una mayor capacidad de produccin as como un mejor control y homogenizacin
de la calidad del producto, siendo el alto costo de inversin inicial su principal desventaja. Por otro lado el
proceso batch tiene una mayor flexibilidad para la realizacin de ajustes cuando se presentan variaciones de
materias primas o condiciones de proceso, la tecnologa es de fcil adquisicin, operacin y mantenimiento pero
presenta tiempos de produccin grandes, tiene grandes dificultades para garantizar uniformidad de la calidad del
combustible entre diferentes lotes, hay una gran dificultad para evitar la presencia de contaminantes y productos
intermedios en el producto final, tiene elevados requerimientos de espacio y la principal desventaja es que no es
viable tcnica ni econmicamente para producciones a gran escala.
Por todo lo anterior seleccionamos un proceso continuo, el cual nos permite utilizar una gran variedad de
materias primas y la posibilidad de adecuarlo a futuras necesidades de la facultad y/o del mercado, incluyendo
aumento de capacidad y requerir un menor gasto en la operacin.
La tecnologa elegida es la de las compaas Westfalia y Biox, ambas trabajan con bajos requerimientos de
presin y temperatura, mediante un proceso continuo.
En el siguiente captulo se desarrollar la ingeniera conceptual, es decir, hablaremos de los factores que estn
involucrados en el diseo de la planta.
45
Captulo6.Ingenieraconceptualdelaplanta.
Los precedentes captulos permitieron obtener un panorama de los diferentes procesos que se usan a nivel
industrial en el mundo. Se detallar a continuacin el mtodo de diseo del proceso, que consta de la Ingeniera
Bsica preliminar que incluye de la elaboracin construccin de los diagrama de la planta, del clculo de los
flujos principales asociados as como de una lista de equipos principales con su tamao.
6.1Localizacindelaplanta.
La planta estar localizada dentro de la Facultad de Estudios Superiores Cuautitln Campo 4, localizada en Km
2.5 Carretera CuautitlnTeoloyucan, San Sebastin Xhala, Cuautitln Izcalli, Estado de Mxico.
CP. 54714.Latitud 19 66 46, longitud 99 1725 y 2.25 m sobre el nivel del mar.
6.1.1Condicionesclimatolgicasdelazona.
Condiciones Valores
Temperatura mxima (C) 23
Temperatura mnima (C) 5
Presin atmosfrica (lb/in
2
) 15.0
Precipitacin pluvial media (mm) 600 - 800
Humedad relativa (%) 41
Direccin de vientos dominantes NNE 30
Tipo de clima Templado semihumedo
6.2Basesdediseo.
Este documento tiene la finalidad de definir bajo qu condiciones y especificaciones se disear la planta. En l
se define lo referente a la funcin de la planta, capacidad, flexibilidad, tipo de operacin, especificaciones de
materia prima y productos, eliminacin de desechos y condiciones de suministro de los servicios auxiliares.
6.2.1Funcindelaplanta.
Para dar solucin a la problemtica de los combustibles de hidrocarburos y a la problemtica que estos generan,
la funcin de la planta ser satisfacer y sustituir los requerimientos de combustible por biocombustible utilizado
en autos, camiones y tractores, as como generadores de energa de la Facultad de Estudios Superiores
Cuautitln, campo 4 y en un futuro cercano, campo 1 y dems planteles de la UNAM.
6.2.2Tipodeoperacin.
El proceso consistir en la transesterificacin bsica de la mezcla del aceite de jatropha y NaOH-metanol, la
cual se llevar a cabo a condiciones de operacin ligeras.
El proceso ser batch con la caracterstica de adaptarse para trabajar con otro tipo de materia prima base y a
proceso continuo dependiendo de la demanda de biodiesel.
6.2.3Capacidad,rendimientoyflexibilidad.
La determinacin del tamao responde a un anlisis interrelacionado de las siguientes variables: demanda,
disponibilidad de insumos, localizacin y plan estratgico comercial de desarrollo, partiendo de cero inventarios
Tabla5.CondicionesclimatolgicasdeSanSebastinXhalaCuautitlnIzcalli.
46
(Lean manufacturing: los inventarios solo sirven para cubrir ineficiencias y la capacidad de la planta debe ser tal
que cubra la demanda con cero inventarios).
La cantidad demandada proyectada a futuro es el factor condicionante ms importante con el que se defini la
capacidad.
El rendimiento de biodiesel es de 12.5 Km/l en los transportes de pasajeros, considerando que existan 21
unidades destinadas a dar servicio tanto a campo 1 como a campo 4, incluyendo los intercampus y que estos den
3 vueltas cada uno tendramos el siguiente requerimiento de biodiesel:
Servicio para campo 1.
Se tienen contempladas 9 unidades, 3 provenientes del metro politcnico, 3 del metro rosario y 3 del metro
cuatro caminos. La distancia que recorren de cada destino a campo 1 es de 25 km por lo tanto:
9(2S km)(S)
12.S
km
l
= S4 l
Servicio para campo 4.
Se tienen contempladas 9 unidades, 3 provenientes del metro politcnico, 3 del metro rosario y 3 del metro
cuatro caminos. La distancia que recorren de cada destino a campo 4 es de 40 km por lo tanto:
9(4u km)(S)
12.S
km
l
= 86.4 l
Servicio para intercampus.
Se tienen contempladas 3 unidades. La distancia que recorren es de 15 km por lo tanto:
S(1S km)(S)
12.S
km
l
= 1u.8 l
El consumo total de biodiesel para cubrir el servicio de transporte es de 151.2 L/da, un ao escolar UNAM
incluyendo sbados est comprendido aproximadamente de 260 das, por lo cual tendramos un requerimiento de
39 312 L/ao escolar, por lo cual se ha decidido tener una capacidad de 50 000 L anuales.
6.2.3.1FactordeServicio.
El sistema de produccin se diseara para operar 290 das al ao, por lo tanto, el factor de servicio es de 0.8.
6.2.3.2Capacidadyrendimiento.
La planta estar diseada para producir 50 000 L/ao en proceso batch. La capacidad de operacin ser igual a la
de diseo.
6.2.3.3Flexibilidad.
A falta de energa elctrica la planta operar con energa generada dentro de los lmites de batera. Se prevn
aumentos de capacidad as como posibles alternativas de materia prima base.
6.3E
6
Especi
Densida
ppm Az
% de h
% Ace
ndice d
% casca
Tabla6.E
6
Especi
Aparien
Graved
Punto d
Punto d
Presin
Viscosi
pH en s
PM
Solubili
Tabla7.E
6
Especi
Aparien
Graved
Punto d
Punto d
Pureza
pH en s
PM
Solubili
Tabla8.E
specificac
6.3.1Aceited
ificaciones del
ad
zufre
humedad
ites
de yodo
ara / %semilla
Especificacionesfis
6.3.2Hidrx
ificaciones fsi
ncia, olor y est
dad especfica a
de ebullicin (
de fusin (C)
n de vapor (mm
idad (cp.) a 350
solucin a 5%
idad
Especificacionesfis
6.3.3Metano
ificaciones fsi
ncia y olor.
dad especfica a
de ebullicin (
de fusin (C)
%
solucin a 1%
idad
Especificacionesfis
cionesdem
deJatropha
l aceite Ja
sicoqumicasdela
idodeSodio
icas y qumica
ado fsico
a 25C
C)
mHg) a 999C
0C
sicoqumicasdelh
ol(CH
3
OH).
icas y qumica
a 25C
C)
sicoqumicasdelm
materiasp
.
atropha Curc
0.920
10-14
7
48.5
97.5
42.7/56.5
aceitedeJatropha
o(NaOH).
as Na
Slido
inodoro
de es
2
13
3
4
4
Soluble
alcohol y
hidrxidodesodio
as CH
Lquid
incolo
alcohli
0.
6
-9
99
3
Soluble
ter e
metanol.
primas.
a
.
aOH
o blanco,
o en forma
scamas.
.13
390
318
42
4
14
40
e en agua,
y glicerol.
o.
H
3
OH
do claro
oro, olor
ico fuerte.
796
4.5
97.8
9.85
7
32
en agua y
etlico.
47
48
6.3.4Hexano(C
6
H
14
).
Especificaciones fsicas y qumicas C
6
H
14
Apariencia y olor. Gas incoloro e
inodoro
Gravedad especfica a 25C 0.66
Punto de ebullicin (C) 68
Punto de fusin (C) -95
PM 86
Solubilidad Soluble en
compuestos
orgnicos.
Tabla9.Especificacionesfisicoqumicasdelhexano.
6.3.5cidoClorhdrico(HCl).
Especificaciones fsicas y qumicas HCl
Apariencia, color y olor. Lquido humeante incoloro o
ligeramente amarillo con olor
penetrante e irritante.
Gravedad especfica a 25C 1.184
Punto de ebullicin (C) 50
Punto de fusin (C) -66
PM 36.5
Solubilidad Soluble en agua, alcoholes,
ter y benceno.
Tabla10.Especificacionesfisicoqumicasdelcidoclorhdrico.
6.4Especificacionesdelosproductos.
6.4.1Biodiesel.
Especificaciones fsicas y qumicas
EN 14214
Biodiesel
Apariencia, color y olor. Lquido viscoso ligeramente
amarillo-naranja con olor
caracterstico.
Contenido en ster %(p/p) 96.5
Densidad a 15C (Kg/m
3
) 860 - 900
Viscosidad a 40C (mm
2
/s) 3.5 - 5.0
Punto de ignicin (C) 130
Azufre (mg/Kg) 10
Humedad (mg/Kg) 500
Tabla11.Especificacionesfisicoqumicasdelbiodiesel.
49
6.4.2Glicerina.
Especificaciones fsicas y qumicas Glicerina
Pureza (% peso) 80 - 85
Agua (% peso) 10 - 13
Sales (% peso) 2 - 5
Metanol < 0.1
Impurezas (% peso) 5 - 10
Tabla12.Especificacionesfisicoqumicasdelaglicerina.
6.5Procedenciademateriasprima.
6.6Eliminacindedesechos.
Los desechos sern eliminados por drenaje qumico bajo las regulaciones establecidas por la EPA (Eviromental
Protection Agency) y la SEDESOL (Secretaria de Desarrollo Social).
6.7Almacenamiento.
Materia Tipo de almacenamiento
Semillas Sacos
Aceite vegetal Tanque de almacenamiento
NaOH Contenedor de compra
Etanol Contenedor de compra
HCl Contenedor de compra
Biodiesel Tanque de almacenamiento
Glicerina Tanque de almacenamiento
Materia Procedencia de
materias primas
Semillas Cultivo de FESC-C4
Aceite vegetal Extraccin del cultivo
NaOH Alquimia Mexicana
Etanol Alquimia Mexicana
HCl Alquimia Mexicana
Tabla13.Procedenciadelasmateriasprimas.
Tabla14.Almacenamientodemateriasprimasyproductosterminados.
50
6.8Serviciosauxiliares.
Los elementos auxiliares de produccin son todos aquellos que quedan fuera del propio proceso industrial
principal. Sin ellos este proceso no se podra desarrollar, o bien sus condiciones no seran adecuadas para el
trabajo de los operarios desde el punto de vista de necesidades de stos o desde el punto de vista normativo de
los lugares de trabajo.
As pues, no se puede concebir la idea de realizar una distribucin en planta sin tenerlos en cuenta, pensando tan
slo en las necesidades del proceso industrial.
Los diagramas correspondientes a los servicios auxiliares se encuentran adjuntos en el apartado de anexos.
6.8.1Aguapotableydeproceso.
El agua ser utilizada en el lavado del biodiesel para quitar residuos de co-producto no deseado y para la
limpieza general de la planta de proceso.
La fuente de suministro del agua ser la proporcionada por la red municipal: Operagua de Cuautitln Izcalli.
El agua de proceso debe estar libre de sedimentos, totalmente clarificada, con una cantidad mxima de 500 ppm
de sales y tener un pH cercano a la neutralidad.
6.8.2Aguacontraincendio.
El agua utilizada para este fin deber encontrarse libre de sedimentos y almacenada en un contenedor
independiente del agua de proceso. Se utilizaran bombas accionadas por motor-biodiesel y una bomba jockey
elctrica para mantener presurizada la red contra incendio.
6.8.3Aguadedesecho.
Las descargas de aguas residuales provenientes de la planta de biodiesel sern desechadas en el alcantarillado
municipal, cumpliendo siempre con los siguientes parmetros, segn la NOM-002-ECOL-1996.
LMITESMXIMOSPERMISIBLES
PARMETROS
(mg/L)
Piomeuio
Nensual
Piomeuio
Biaiio
Instantneo
uiasas y Aceites Su 7S 100
Soliuos Seuimentables (mll) S 7.5 10
Aisnico total u.S 0.75 1
Caumio total u.S 0.75 1
Cianuio total 1 1.5 2
Cobie total 1u 15 20
Ciomo hexavalente u.S 0.75 1
Neicuiio total u.u1 0.015 0.02
Niquel total 4 6 8
Plomo total 1 1.5 2
Zinc total 6 9 12
Tabla 15. Lmites mximos permisibles para agua de desecho.
51
6.8.4combustible.
Los combustibles se utilizaran para los motores de las bombas y para la generacin de vapor. El combustible a
utilizar ser biodiesel, el mismo que produzca la planta, por lo tanto ser un proceso autosustentable.
6.8.5Energaelctrica.
La energa elctrica ser abastecida por la red de distribucin de energa elctrica del municipio de Cuautitln
Izcalli. A travs de la electricidad se implementa la energa necesaria para el alumbrado y accionamiento de los
equipos de proceso.
6.8.6Comunicaciones.
Cualquier industria debe poseer un eficiente sistema de comunicaciones, ya sea para las transacciones de
compra-venta o para el control de la misma.
El sistema telefnico es uno de los ms rpidos y eficientes en lo que se refiere a comunicaciones y es
establecido a travs de la red de lneas telefnicas de TELMEX.
En lo que se refiere a transportacin terrestre se encuentra la red de carreteras, las que operan los 365 das del
ao.
6.9Conclusindecaptulo.
Como bien sea detallado en este captulo es necesario conocer la capacidad, localizacin,
especificaciones de los materiales a utilizar as como los servicios necesarios; con la finalidad de
poderllevaracaboeldesarrolloypuestaenmarchadeplantapilotopropuesta,paraelbeneficiode
FESCUNAM.Yaquesinestainformacinseraimposiblepodellevaracabounproyectodeestetipo.
Capt
7.1
De acue
captulo
costo.
7.2
Una vez
flujos b
pertinen
PM (g/mo
(g/ml)
mol
V (l)
m (Kg)
7.3
Este co
el apart
equipo
CLA
GA
GA
GA
GA
GA
GA
GA
GA
GA
GA
GA
GA
ES1
LS1
EA
EV1
TM
TA
TA
TA
TS1
tulo7.Ing
1introduc
erdo a la ingen
o se definir el
2Balanced
z establecidos
bsicos para lle
ntes para cump
A
ol)
3Listadee
nsiste en un lis
tado de diagram
de acuerdo a e
LISTA
AVE
101
102
103
104
105
106
107
201
202
301
401
402
101
101
101
101
101
101 T
102 T
103 T
101
Tabla16.Ba
genierab
ccin.
niera conceptu
desarrollo del
demateri
las bases de di
evar a cabo el p
plir con tal fina
Aceite vegetal
884
0.92
104
100
92
equipo.
stado general d
mas), clasific
estndares de in
ADEEQUIPOS
NOMBREDEL
BOMBACENT
BOMBACENT
BOMBACENT
BOMBACENT
BOMBACENT
BOMBACENT
BOMBACENT
BOMBACENT
BOMBACENT
BOMBACENT
BOMBACENT
BOMBACENT
EXTRACTORDE
LAVADORDE
EXTRACTORD
EVAPORA
TANQUEDEM
TANQUEDEALMA
TANQUEDEALMA
TANQUEDEALMA
TANQUEDESE
lancedemateria
Tabla17.
bsica.
al de la planta
proyecto y los
a.
iseo y el diagr
proceso, en esta
alidad.
+ 3 etan
46
0.7
312
14
11
de todos los eq
ndolos de man
ngeniera como
LEQUIPO
TRIFUGA
TRIFUGA
TRIFUGA
TRIFUGA
TRIFUGA
TRIFUGA
TRIFUGA
TRIFUGA
TRIFUGA
TRIFUGA
TRIFUGA
TRIFUGA
ESEMILLAS
SEMILLAS
DEACEITE
ADOR
MEZCLADO
ACENAMIENTO
ACENAMIENTO
ACENAMIENTO
PARACIN
propuestopara10
.Listadeequipo.
y haber determ
s requerimiento
rama de flujo d
a seccin se ha
nol
6
9
2
4
1
quipos mostrad
nera ordenada,
o se muestra a
CLAVE
RT101
TA201
TB201
FA301
GV301
GT301
EA301
TA401
TE401
EA401
TAG501
00LdeaceitedeJ
minado la mejo
os necesarios p
de proceso, es n
acen todas las c
3
dos en el diagra
, para esto lti
continuacin:
LISTA
REA
GE
I
I
TAN
atropha.
or opcin de te
para su ejecuci
necesario defin
consideracione
3 Biodiesel
298
0.88
312
106
93
ama de flujo d
imo se les asig
ADEEQUIPOS
NOMBREDEL
ACTORDETRANST
CISTERN
TANQUEDEBA
ACUMULAD
NERADORDEVAP
TURBINA
INTERCAMBIADOR
CISTERN
TORREDEENFRI
INTERCAMBIADOR
QUEALMACENAM
ecnologa, en e
n y estimados
nir paso a paso
es ingenieriles
+ Glicerin
92
1.26
104
8
10
de proceso (ane
gnan claves seg
EQUIPO
TERIFICACIN
NA
ALANCE
DOR
POR(CALDERA)
A
RDECALOR
NA
AMIENTO
RDECALOR
MIENTODEGAS
52
ste
s de
los
na
exo en
gn el
53
7.4Hojasdedatosdeequipo.
Una vez definido el balance de materia y energa, y posteriormente completado el diseo y especificacin de
equipos se genera la hoja de datos de los mismos.
La hoja de datos es un documento que tiene como fin mostrar las caractersticas inherentes de cada equipo, como
son: tipo, cdigo de identificacin, longitud, dimetro, niveles, alarmas, potencia as como la seleccin de
materiales y dispositivos de seguridad y alivio.
7.5Diagramasdetuberaeinstrumentacin.
En estos diagramas se instrumentan todos los equipos de proceso y las lneas, previendo con ello el monitoreo y
control de las variables de proceso.
Adicionalmente se instrumentan todos los dispositivos para actuar bajo condiciones anormales (falla elctrica,
descenso de presin, etc.).
54
7.5.1DTIdeProduccindebiodiesel
T A-103
T A-102
T A -101
V
a
p
o
r b
a
ja
Agua de
s ervicio
etanol
s os a
T M-101
E V-101
Vapor baja
A G V-301
A AU TOT ANQ U E
L S -101
E A-101
NC
NC
DD
DD
G A-102
G A-102R
P I
004
M
M
P B
005
P B
006
HS
003
P
A
HS
004
P B
007
P B
008
A
P I
005
N
C NC DD
DD
G
A
-1
0
1
G
A
-1
0
1
R M M
P
B
00
1
P
B
0
0
2
H
S
0
0
1
P A
H
S
0
02
P
B
0
0
3 P
B
0
0
4
A
N
C
N
C
D
D
D
D
G A-103
G A -103R
P I
006
M
M
P B
009
P B
010
H S
005
P
A
HS
006
P B
011
P B
012
A
P I
007
NC
NC
DD
DD
G A-105
G A -105-R
P I
011
M
M
P B
017
P B
018
HS
009
P
A
HS
010
P B
019
P B
020
A
P I
012
NC
DD
G A-107
P I
015
M
P B
025
P B
026
H S
013
P
A
NC
NC
DD
DD
G A-104
G A-104R
P I
008
M
M
P B
013
P B
014
HS
007
P
A
HS
008
P B
015
P B
016
A
P I
009
L G
L S H
001
L A H
001
L S L
001
L A L
001
L G
L S H
002
L AH
002
L S L
002
L AL
002
L G
L S H
004
L AH
004
L S L
004
L AL
004
L G
L S H
005
L AH
005
L S L
005
L AL
005
L G
L S H
001
L AH
001
L S L
001
L AL
001
L G
L S H
006
L AH
006
L S L
006
L AL
006
P
I
0
0
1
P
I
0
0
2
P I
003
T I
001
P I
021
TI
005
V apor alta
P I
022
TI
006
P S V
001
ATM
L G
L S H
003
L AH
003
L S L
003
L AL
003
P
B
1
0
1
A
2
A
P B102A2A P B103A 2A
P
B
1
0
4
A
2
A
P
B
1
0
5
A
2
A
P
B
1
0
6
A
2
A
P
B
1
0
7
A
2
A
P
B
1
0
8
A
2
A
P
B
1
0
9
A
2
A
P B110A2A
P B 111A2A
P B112A 2A
N.min
A BN
NN
A AN
N.max
P I
010
TI
002
P
B
1
1
3
A
2
A
P
B
1
1
4
A
2
A
P
B
1
1
5
A
2
A
P B 116A 2A
P B 117A 2A
P
B
1
1
8
A
2
A
3
/8
P
B
1
1
9
A
2
A
3
/8
P
B
1
2
0
A
2
A
3
/8
P
B
1
2
1
A
2
A
3/8P B 122A2A
3/8P B123A 2A
3
/8
P
B
1
2
4
A
2
A
N.min
ABN
N.N
AAN
N.maX
P
B
1
2
5
A
2
A
P
B
1
2
6
A
2
A
P
B
1
2
7
A
2
A
P B128A2A
P B129A2A
P B 130A 2A
NN
A BN
N.min
A AN
N.max
N.min
A BN
NN
AA N
N.max
NC
DD
G A -107-R
P I
016
M
P B
027
P B
028
H S
014
P
A
N
C
D
D
G
A
-1
0
6
P
I
01
3
M
P
B
02
1
P
B
02
2
H
S
0
11
P A
N
C
D
D
G
A
-1
0
6
-R
P
I
01
4
M
P
B
02
3
P
B
02
4
H
S
0
12
P A
NC
DD
G A-108
P I
017
M
P B
029
P B
030
HS
015
P
A
NC
DD
G A-108-R
P I
018
M
P B
031
P B
032
HS
016
P
A
T S -101
P
B
1
3
1
A
2
A
P B 132A2A P B 133A2A
P
B
1
3
4
A
2
A
P
B
1
3
5
A
2
A
P
B
1
3
6
A
2
A
P B 137A2A
P
B
1
3
8
A
2
A
P
B
1
3
9
A
2
A
P B 140A2A
P B141A2A
P B142A 2A
P B143A2A
P B144A 2A
3
/8
P
B
1
4
5
A
2
A
3
/8
P
B
1
4
6
A
2
A
3
/8
P
B
1
4
7
A
2
A
3/8P B148A 2A
3/8P B 149A2A
3/8P B150A 2A
V
a
p
o
r a
lta
T R C
002
TR C
001
P I
019
P I
020
T I
004
TI
003
P S V
003
A T M
P S V
003
AT M
P S V
004
P S V
005
P S V
006
P S V
007
AT M
A T M
A T M
6
P
B
1
5
1
A
2
A
5
P
B
1
5
2
A
2
A
5P B154A 2A
6P B153A 2A
1P B155A 2A
P S V
008
A T M
E S -101
R T -101
55
7.5.2DTIdeAguadeServicio
56
7.5.3DTIdeGeneracindeVapor
GV-301
GT-301
VA EV-101
VA RT-101
R VB RT-101
R VB EV-101
AS
b
io
d
ie
s
e
l
G
a
s
c
o
m
b
u
s
tib
le
TI
012
EA-301
AE-T R AF-T
TRC
001
NC
NC
DD
DD
GA-301
GA-301R
PI
002
PI
001
M
M
PB
001
PB
002
HS
001
P
A
HS
002
PB
003
PB
004
A
Nmin
ABN
NN
AAN
Nmax
NC
DD
FA-301
LG
LSH
002
LAH
002
LSL
002
LAL
002
LG
LSH
001
LAH
001
LSL
001
LAL
001
FCI
001
PI
003
TI
001
PI
004
PI
005
PI
006
PI
007
PI
007
PI
008
TI
002 FCI
002
TI
003
TI
004
TI
005
TI
008
TI
009
TI
010
TI
011
PI
006
PI
009 PI
010
PI
011
PSV
001
ATM
2
"
G
V
3
0
1
A
2
A
2
"
G
V
3
0
2
A
2
A
2
"
G
V
3
0
4
A
2
A
2
"
G
V
3
0
3
A
2
A
2
"
G
V
3
0
7
A
2
A
2"GV305A2A
2"GV306A2A
10"GV308A2A
1
0
"
G
V
3
0
9
A
2
A
6"GV310A2A
6"GV311A2A
6"GV312A2A
5"GV313A2A
5
"
G
V
3
1
4
A
2
A
5"GV315A2A
5"GV316A2A
5
"
G
V
3
1
7
A
2
A
5"GV318A2A 2"GV319A2A
2
"
G
V
3
2
0
A
2
A
1
/
2
"
G
V
3
2
1
A
2
A
1
/
2
"
G
V
3
2
2
A
2
A
57
7.5.4DTIdeSistemadeEnfriamiento
TA-401
R
V
B
R
V
B
TE-401
E
A
-
4
0
1
P DAN
002
PDI
002
NC
NC
DD
DD
GA-401
GA-401R
PI
002
PI
001
M
M
PB
001
PB
002
HS
001
P
A
HS
002
PB
004
PB
003
P
A
NC
DD
P DAN
001
PDI
001
NC
DD
FG-401
FG-401R
2
"
S
E
4
0
1
A
2
A
2
"
A
S
4
0
2
A
2
A
2
S
E
4
0
3
A
2
A
LG
LSH
001
LAH
001
LSL
001
LAL
001
2"SE406A2A
NC
NC
DD
DD
GA-402
GA-402R
PI
004
PI
003
M
M
P B
005
P B
006
HS
003
P
A
HS
004
PB
007
P B
008
A
DD
T
R
C
0
0
1
T
I
0
0
2
T
I
0
0
3
TI
001
FCI
001
2"SE404A2A
2"SE405A2A
2
"
S
E
4
0
7
A
2
A
2
"
S
E
4
0
8
A
2
A
2
"
S
E
4
0
9
A
2
A
2
"
S
E
4
1
0
A
2
A
2"SE411A2A
2"SE412A2A
2"SE413A2A
2"SE414A2A
FCI
002
58
7.5.5DTIdeGasCombustible
TAG-501
N.min
ABN
NN
AAN
N:max
GAS DE
AUTOTANQUE
A GV-301
LG
ATM
PSV
001
PI
001
TI
001
59
7.6Planodelocalizacingeneral.PlotPlan.
En este plano se muestra el arreglo general de todos los equipos y su localizacin obedece a las prcticas que
definen seguridad en cuanto a orientacin de equipos peligrosos desde el punto de vista operacional, as como a
prcticas de mantenimiento de equipo.
En este plano se muestran los equipos e instalaciones en un esbozo como si se observara la planta despus de su
construccin y en una vista area.
Este plano se encuentra anexo en el apartado de diagramas.
7.7Conclusindecaptulo.
Enestecaptulosenosaindicacualessonloselementosprincipalesdelaingenierabsica,conla
finalidaddepoderllevaracaboloscriteriosdediseoylasespecificacionesadetallejuntoconla
ingenieraconceptualparapoderobtenerinformacindetalladadeloscostosqueserequierenpara
poderllevaracaboelproyectopropuestodePlantaPilotodeBiodieselparaFESC4.
60
Captulo8.Criteriosdediseo.
Los criterios generales de diseo se establecen como una serie de los principios empricos aunados a
lineamientos obtenidos a partir de fuentes bibliogrficas en los cuales se fundamenta el proceso desarrollado.
En lo que se refiere al proceso de fabricacin de biodiesel a partir de jatropha se consideran los siguientes
criterios
8.1Criteriosdediseoyseleccindeequipo.
Los criterios de diseo de equipo comprenden aspectos relevantes que determinan el dimensionamiento y
seleccin de los equipos principales del sistema de produccin.
8.1.1Seccindealmacenamientodelquidos.
Para el diseo de los tanques se consideran las condiciones de operacin requeridas en el proceso.
Diseo del cuerpo Cilndrico.
En base al anlisis de esfuerzos en cilindros de pared delgada el espesor del cuerpo se calcula de acuerdo a la
siguiente ecuacin:
t
s
=
rJ(E - 1)
144 (S)
Conociendo que la densidad relativa (G) es la relacin entre la densidad de un fluido y la del agua, adems de
considerar los efectos de desgaste por corrosin y la eficiencia de soldadura:
t
s
=
0 (62.S7S)(12 )(E - 1)
144 (S E)
+ C
Considerando:
a) Que el material de construccin es acero al carbono y tiene un esfuerzo de trabajo de 21 000
lb/in.
b) La eficiencia utilizada comnmente es del 85% para uniones soldadas a tope.
c) Para la densidad relativa generalmente se toma el valor de 1 para cumplir la prueba
hidrosttica o bien la densidad del fluido si esta es mayor a 1.
Tenemos:
t
s
=
2.6 ( 0)(E - 1)
21 uuu (u.8S)
+ C
Donde:
D = Dimetro [ft]
H = Altura [ft]
C = Espesor por corrosin [in]
t
s
= Espesor mnimo [in]
61
Los espesores que resulten de la aplicacin de esta ecuacin en ningn caso debern ser menores que los
mnimos especificados, con objeto de cubrir los problemas de estabilidad estructural, cargas vivas, viento, etc.
Espesor mnimo especificado.
Dimetro (ft) Espesor
Hasta 50 3/16
50 a 120 1/4
120 a 200 5/16
>200 3/8
Estos espesores no incluyen el espesor por corrosin. El mximo espesor nominal para tanques ser de 1 .
Criterios parta fijar las dimensiones finales de los recipientes atmosfricos.
Para la obtencin de las dimensiones finales de estos recipientes se utilizan las tablas recopiladas en el API-650-
C donde se establecen las dimensiones de los recipientes y sus correspondientes capacidades.
Estas tablas estn basadas en el conocimiento de las dimensiones y dimetros de tapas disponibles en el
mercado.
Seleccin de cabezas.
Para realizar la seleccin de cabezas se utilizan las siguientes recomendaciones:
Seleccin del tipo de cabezas.
Tipo de cabeza Dimetro recipiente (ft) Presin de diseo (Psig)
Toriesfrica < 15 < 100
Semielipsoidales < 15 100 < P <450
hemisfricas > 15 < > 450
Niveles de lquido.
En forma general en cualquier equipo de proceso se pueden establecer los siguientes criterios:
a) El nivel mnimo se establece a 6 medidas a partir de la parte inferior del recipiente.
b) El nivel mximo se sita a 9 medidas a partir de la parte superior del recipiente o a 0.15D, eligiendo el
nmero mayor superior.
c) El nivel normal se considerar al 60% entre el nivel mximo y mnimo.
d) Cuando se instale una alarma por alto nivel esta se colocar al 80% entre el nivel mnimo y el mximo.
e) Cuando se instale una alarma por bajo nivel esta se colocar al 25% entre el nivel mnimo y el mximo.
62
D
i
=dimetrointernoenin
W=flujomsicoenlb/Hrs
=densidadenlb/pie
3
V=velocidadoptimapie/s
8.1.2Dimensionamientodelneasdetuberas.
Para el estimado del dimetro de las lneas se considera la siguiente ecuacin:
Ecuacin para fluidos no compresibles
= _
u.uSu9xw
pxI
Ejemplo de dimensionamiento para el dimetro interno de tubera para aceite de jatropha:
= _
u.uSu9x4uS1.u26lbEr
(S7.SSlbpic
3
)x6pics
= u.774"
Por lo tanto el dimetro nominal es .Dato pg. B-23 CRANE
Tabla de velocidades optimas de los fluidos
densidad en lb/pie
3
100 62.4 50 1 0.1 0.075 0.01
Viscosidad en cP 1 1 1 0.02 0.02 0.02 0.02
velocidad optima pie/s 6.5 7.4 7.9 31 61 67 122
PERRY Biblioteca del Ingeniero Qumico 5 Edicin tomo II pg. 5-36
EJEMPLO DE DENOMINACION DE TUBERIAS EN DTIS
Dimetr
o
Servicio o
Proceso
No de tubera Clase sintetizando
PB 101 A2A PB101A2A
8.1.3Dimensionamientodebombas.
Una bomba queda definida hidrulicamente por los siguientes trminos:
a) Fluido que maneja. Es importante especificar el fluido que se maneja, ya que al conocerlos se
podr averiguar sus caractersticas y seleccionar adecuadamente los materiales y los factores
de diseo.
Si contiene slidos, deber indicarse el tamao promedio de partcula y el porcentaje de estos.
b) Gasto normal y de diseo. Este est determinado por el balance de materia y energa.
Comnmente se toma el gasto mximo de operacin. El gasto de diseo es un porcentaje
referido al gasto normal, los fabricantes recomiendan de 10 a 15 % arriba del gasto normal.
c) Temperatura de bombeo. El conocer la temperatura de bombeo, ayuda en la seleccin de
materiales, tipo de sistema de enfriamientos y sello y nos indicara con junto con la presin de
succin la condicin del fluido manejado.
d) Densidad relativa. Es la relacin de la densidad del fluido manejado entre la densidad de un
fluido de referencia (agua a 4C). Por medio de este valor se encuentra la relacin entre la
presin diferencial y la altura de la bomba.
63
e) Presin de vapor a la temperatura de bombeo. A determinada temperatura el fluido
manejado tiene una presin de vapor. Cuando la presin de vapor es igual a la presin de
operacin, el lquido est saturado. Esto es muy importante porque se va a determinar la
energa total positiva de succin de la bomba, haciendo que en determinadas condiciones se
eleve el recipiente de succin para aumentar tal energa.
f) Viscosidad del fluido a la temperatura de bombeo. La viscosidad es un parmetro que
permitir seleccionar el tipo de impulsor, as como calcular las cadas de presin por friccin
en el sistema.
g) Presin de succin (P
s
) y presin de descarga (P
d)
.
P
s
= P
1
+
Z
1
S
g
2.S1
- P
Is
- P
E
Donde:
P
s
= Presin de succin de la bomba [lb/in
2
man]
P
1
= Presin en el tanque de succin [lb/in
2
man]
Z
1
= Altura [ft]
S
g
= Gravedad especifica del fluido
P
fs
= Cada de presin por friccin en la lnea de succin [lb/in
2
man]
P
E
= Cada de presin provocada por cualquier equipo que existiera en la succin [lb/in
2
man]
P
d
= P
2
+
Z
2
S
g
2.S1
+ P
Id
+ P
vc
+ P
P
0
Donde:
P
d
= Presin a la descarga de la bomba [lb/in
2
man]
P
2
= Presin en el tanque de descarga [lb/in
2
man]
Z
2
= Altura [ft]
S
g
= Gravedad especifica del fluido
P
fd
= Cada de presin por friccin en la lnea de descarga [lb/in
2
man]
P
vc
= Cada de presin provocada en la vlvula de control [lb/in
2
man]
P
po
= Cada de presin provocada por la placa de orificio [lb/in
2
man]
Si el tanque es horizontal, Z ser tomado desde el lecho bajo del tanque. Si el recipiente
esta a un nivel ms bajo que el nivel de la bomba, la altura Z ser negativa.
La cada de presin de la vlvula de control va de 15 a 20 psi en este tipo de sistemas.
La placa de orificio sirve como elemento de medicin del flujo para el circuito de control,
su cada de presin comnmente es de 3.6 psi.
h) Presin diferencial de la bomba. [ P
B
]. Es la diferencia entre la presin de descarga y la
presin de succin.
i) Altura de la bomba o cabeza diferencial. Es la energa que suministra la bomba y es igual a
la presin diferencial transformada a unidades de longitud.
B
=
P
B
K
Donde:
P
B
= Presin diferencial [lb/in
2
]
K = 144 [lb
m
/lb
f
]
= densidad del fluido manejado [lb/ft
3
]
64
Como una medida adecuada se aade un factor de seguridad a la cabeza calculada, para
prevenir inexactitudes en los clculos o perdidas de presin por imprevistos. Frecuentemente
el valor de este factor es del 10%.
j) Cabeza Neta Positiva de Succin [NPSH]. Se define como la altura neta positiva arriba de la
presin de vapor del fluido manejado, disponible en la brida de succin de la bomba.
Es decir, el NPSH es la energa con que el fluido cuenta para producir la velocidad absoluta de
entrada que se requiere en el impulsor.
Existen 2 tipos de NPSH:
NPSH requerido [NPSH
R
]: Es funcin del diseo del impulsor y en la prctica representa la
cada de presin desde la brida de entrada hasta la punta del alabe del impulsor. Si la presin
en la punta del alabe es menor a la presin de vapor del lquido manejado parte de este lquido
pasara al estado vapor y se producir cavitacin en la bomba cuando las burbujas formadas
entren a la zona de mayor presin. Este valor es determinado por el fabricante.
NPSH disponible [NPSH
D
]: Es la energa proporcionada por el sistema, mediante la cual el
fluido llegar a la bomba.
NPSB
D
= (P
1
- P
0
)
2.S1
Sg
+ Z
1
- (P
]s
)
2.S1
Sg
Donde:
NPSH
D
= Cabeza neta positiva de succin [ft]
P
1
= Presin en el tanque de succin [lb/in
2
abs]
P
0
v
= Presin de vapor del fluido manejado [lb/in
2
]
Z
1
= Altura [ft]
Sg = Gravedad especifica del fluido
P
fs
= Cada de presin por ficcin en la lnea de succin.
Para evitar problemas con el mal funcionamiento de la bomba, es necesario siempre que el
NPSH
D
este por lo menos 2 ft arriba del NPSH
R
, esto con el fin de evitar la cavitacin.
Cuando el fluido manejado este saturado, es decir, cuando su presin de vapor es igual a la
presin en el tanque de succin el NPSH
D
solo es logrado con la altura del recipiente, por lo
tanto se deber elevar el recipiente, sin embargo, si el tanque queda demasiado alto aumentar
el costo de la estructura, faldn y cimentacin y si queda demasiado bajo, aumenta el costo de
la bomba, entonces un balance econmico dar la solucin ptima.
k) Potencia hidrulica. La potencia hidrulica es la energa que la bomba transmite al fluido
manejado al subir la presin.
BP =
QB
247uu - ef
Donde:
Q = GPM
H = ft
= lb/ft
3
e =eficiencia de la bomba en fracciones
65
RT-101
TS-101
GA-108
GA-103
GA-106
GA-105
V
a
p
o
r
a
lta
9
TA-103
TA-102
TA-101
10
13
14
11
12
1 5
V
a
p
o
r
b
a
ja
1 7
ES-101
Agua de
servicio
19
etanol
sosa
20
21
GA-104
TM-101
GA-101
EV-101
Vapor alta 16
GA-102
2
Vapor baja 18
1
3
4
5
6
7
8
GA-107
A GV-301
A AUTOTANQUE 24
25
23
22
P 15P SIA
73.4F T
20 P SIA
73.4F
P
T
15P SIA
212F
P
T
620 P SIA
600F
P
T
28 P SIA
212F
P
T
20P SIA
212F
P
T
15P SIA
73.4F
P
T
28P SIA
73.4F
P
T
15P SIA
20P SIA
P
T
15 P SIA
73.4F
P
T
P
T
15 P SIA
73.4F
20P SIA
73.4F
P
T
620 PSIA
600F
P
T
28 P SIA
212F
P
T
20P SIA P
73.4F T
15 P SIA
212F
P
T
15 P SIA P
T 212F
15 P SIA
73.4F
P
T
20P SIA P
T 73.4F
15 P SIA
73.4F
P
T
P
T
20 P SIA
73.4F
P
T
20P SIA
73.4F P
T
15 P SIA
73.4F
20 P SIA P
T 73.4F
20 P SIA
73.4F
P
T
LS-101
EA-101
8.2DFPProduccindeBiodiesel
66
8.2.1DFPdeAguadeServicio
1
2
M
E
T
R
O
S
SERVICIO
VARIOS
LAVADODE
SEMILLAS DE J ATROPHA
AGENERACION
DE VAPOR
TA-201
TB-201
1
2
3
4
5
6
7
GA-201
GA-202
P 15PSIA
T 73.4F
P
T
28PSIA
73.4F
P
P
P
P
T
21.5PSIA
73.4F
73.4F
21.6PSIA P
T
T
28PSIA
73.4F
28PSIA
28PSIA
73.4F
73.4F
T
T
67
FA-301
GA-301
GV-301
GT-301
VA EV-101
VA RT-101
10
9
11
12
R VB RT-101
R VB EV-101
13
6
7 8
14
2 3
AS 1
4
5
EA-301
28PSIA
73.4F
P
T
b
io
d
ie
s
e
l
G
a
s
c
o
m
b
u
s
tib
le
15 16
P
T
28PSIA
73.4F
P
T
28PSIA
73.4F
P
T
28PSIA
73.4F
P
T
21.6PSIA
41F
P
T
21.6PSIA
185F
T
P 28PSIA
212F
P
T
28PSIA
212F
28PSIA
212F
P
T
620PSIA P
T 600F
28PSIA
212F
P
P
T
T
620PSIA
600F
T 600F
620PSIA P
620PSIA P
600F T
P
T
20PSIA
73.4F
15PSIA
60F
P
T
AE-T R AF-T
8.2.2DFPdeGeneracindeVapor
68
TA-401
GA-401
GA-402
R VB R VB
1
2
3
4
5 6
TE -401
E A-401
7
15 P S IA
73.4 F
P
T 73.4 F
15 P S IA
P
T
P
T
28 P S IA
212 F
P
T
28 P S IA
73.4 F
P
T
21.6P S IA
185F
P
T
15P S IA
41F
P 21.6P S IA
T 41F
8.2.3DFPdeSistemadeEnfriamiento
69
8.2.4PLOTPLAN
8.3B
Para re
producc
dedica a
Para ini
de otras
Para ob
a sembr
V (l)
$ (pesos)
Por cad
14 L eta
pesos.
$ Mater
El prec
El preci
increme
El prec
estaram
econom
Balanceeco
ealizar el bala
cin-distribuci
a la venta de se
iciar con la pro
s. Los precios d
btener el precio
rar/cosechar la
Ac
da Kg de etanol
anol (0.79 Kg/
rias primas por
cio de producc
io del diesel qu
entado en los s
cio de fabricac
mos $1.50 deb
ma del consum
Tabla19.Co
onmico.
ance econmic
n de producto
emillas para el
oduccin del bi
de las materias
Materia P
Semilla de
Aceite de
o de biodiesel u
as semillas para
ceite vegetal
100
331.2
l se requiere 1
/ L etanol) = 1
r cada 100 L de
cin por litro d
ue vende Peme
siguientes mese
cin del biodie
bajo del precio
midor.
Tabla18.P
stodemateriaspr
co se solicitar
os qumicos y
aborar biodies
iodiesel es nec
s primas se mu
Prima Pre
e Jatropha 400
Jatropha 300
utilizaremos el
a la extraccin
+ 3 etan
14
16.8
Kg de NaOH
1.06 Kg etanol
e aceite vegeta
de biodiesel es
ex tiene un cost
es del ao.
esel es de $ 3.
o de Pemex, s
reciosdematerias
rimasporcada10
ron cotizacion
a MML ENT
el as como tec
esario comprar
estran en la tab
ecio/ Ton Mate
0 USD Etano
0 USD NaOH
costo del aceit
del aceite.
ol
para la prepara
l = 11.06 Kg N
al = $ NaOH +
= $ 38.71 +
= $ 389.71/
s de $3.648 pe
to de $8.80 / L
.648 por lo qu
significando qu
sprimas
0Ldeaceitevege
nes a Mexiche
ERPRISES CO
cnologa para l
r las semillas, s
bla siguiente:
eria Prima Prec
ol 1200
H 3500
te de jatropha,
3 B
acin del met
NaOH requerid
$ etanol + $ ac
$ 16.8 + $ 331
/ 106 L biodies
esos.
L, esto a fecha d
ue bien podram
ue el proyect
etal
em, empresa q
OMPANY LT
a misma.
sembrar alguna
cio/ Ton
0 pesos
0 pesos
la semilla se c
Biodiesel +
106
xido, por lo qu
dos lo que tiene
ceite
1.2
sel
de 15 de agosto
mos venderlos
to es rentable
que se dedica
D, compaa q
as y extraer el
omprar para i
+ Glicerina
8
ue:
e un costo de $
o, precio que s
s al doble y au
y favorable p
70
a a la
que se
aceite
iniciar
$38.71
e ver
un as
ara la
71
El costo de la tecnologa para la capacidad requerida es de $400 000 y el costo de las materias primas para la
fabricacin de los 50 000 L de biodiesel anuales es de $ 182 410, lo que nos da un total de $ 582 410.
La inversin total sera de $762 410 pesos, de los cuales $582 410 estn destinados para la compra de la
tecnologa y materias primas, $100 000 para pisos e instalaciones, $80 000 para un tanque de almacenamiento
extra y $0 para la operacin de la planta piloto ya que esta estar a cargo de estudiantes.
La glicerina es un subproducto de la reaccin de transesterificacin, misma que se puede comercializar y as
incrementar las ganancias. Procter & Gamble planta Talismn vende la glicerina que obtiene de la reaccin de
saponificacin a $ 25 /Kg, cabe mencionar que las caractersticas de esta son similares a la que se obtiene del
proceso de transesterificacin.
En un ao se obtienen 4 754 Kg de glicerina, al venderla al mismo precio que P&G se obtienen ganancias de
$118 850.
Si nos enfocramos en recuperar la inversin nicamente con la venta de biodiesel manteniendo un precio de
$7.30/ L, la inversin total se recuperara en 2.08 aos, sin embargo, con la venta de glicerina la inversin se
recupera en 1 ao 3 meses.
8.4Conclusindecaptulo.
La planta piloto de biodiesel ser instalada en FES Cuautitln campo 4, la cual tendr una capacidad de 50 000
litros anuales, usando este producto como combustible alterno o sustituyente de los combustibles fsiles, en
especfico del diesel.
El biodiesel fabricado se utilizar como combustible en los camiones de transporte que dan servicio de metro
cuatro caminos, rosario y politcnico a campo 1 y campo 4 as como a los intercampus. Considerando que el
servicio sea ofrecido por 21 unidades de transporte y cada uno realice 3 vueltas el consumo total diario ser de
151.2 litros.
La inversin total es de $762 410 pesos, el costo de produccin por litro de biodiesel es de $3.648 y el precio de
venta de $7.30, precio con el cual la inversin se estara recuperando en 2.08 aos.
Considerando los costos actuales de diesel y el continuo incremento de este, se concluye que el futuro del
proyecto es prometedor, no solo por el beneficio que genera con la produccin/uso del biodiesel, sino tambin a
largo plazo la obtencin de ganancias que pueden ser invertidas en otros proyectos para beneficio de la facultad,
mismos que benefician a la comunidad universitaria.
72
Captulo9.Conclusin
Los biocombustibles, aunque no son la solucin a los problemas energticos, econmicos y ambientales, son un
medio por el cual se puede llevar a cabo la transicin energtica de una economa sustentada en los combustibles
fsiles a una economa mundial basada en fuentes renovables de energa. Este es el siglo donde debe dejar de
quemarse al petrleo, pues es un bien de alto valor industrial, ya que de l se producen plsticos, medicinas,
aditivos alimenticios, colorantes, detergentes, lubricantes, y otras sustancias importantes. En este siglo debe
impulsarse una economa de los biocombustibles no provenientes de recursos alimenticios ni de algunos otros
recursos que impacten a la sustentacin humana ni al medio ambiente.
En Mxico aun tenemos muchas reas de oportunidad en el mercado de biocombustibles, oportunidades que sin
duda tendrn gran impacto en el desarrollo de nuestro pas.
Los biocombustibles son un tema que ha encontrado puntos de vista profundamente polarizados entre los
responsables polticos y el pblico en general.
Se han caracterizado por considerarse como una panacea que representa una tecnologa central en la lucha contra
el cambio climtico.
La sustentabilidad a largo plazo del sector bioenergtico solamente se puede alcanzar con polticas correctas y
con planificaciones que tengan en cuenta una gama de tendencias globales entre las que se incluyan el
crecimiento de la poblacin, las mejoras de la produccin agrcola, el cambio de los patrones dietticos y el
cambio climtico, mismas que cubre actualmente el biodiesel.
El biodiesel de Jatropha curca es producido y utilizado en Europa en pases tales como Francia, Austria,
Alemania, Espaa, Suecia, Italia, etc. En los Estados Unidos, existen ya numerosas flotas de transporte pblico
que utilizan biodiesel en sus distintas mezclas. Este combustible ha ido ganando popularidad mundial como
energa renovable debido a sus ventajas econmicas, ambientales y sociales, lo que nos demuestra que es una
buena alternativa y avala el futuro de nuestro proyecto.
Por lo que consideramos que este proyecto es un gran inicio para poder hacer un cambio importante en la
industria de los combustibles en nuestro pas y sobre todo una aportacin para nuevas Generaciones de
Ingenieros Qumicos, de poder generar nuevas alternativas de energa.
73
Bibliografa.
1. Diario Oficial de la Federacin de los Estados Unidos Mexicanos.1 de Febrero de 2008. Ley de
Promocin y desarrollo de los bioenergticos.
2. Secretaria de Energa (SENER), Subsecretara de Planeacin Energtico y Desarrollo Tecnolgico,
Direccin General de Investigacin, Desarrollo Tecnolgico y Medio Ambiente. Potenciales y
Viabilidades del uso de Bioetanol y Biodiesel para el Transporte en Mxico. Noviembre del 2006
3. ASTM D 5167 Biodiesel Blend Stock Specification (100).
4. Handbook The Biodiesel. Editors: Gerhard Knothe, Jon Van Gerpen, Jrgen Krahl.Editorial AOCS
Champaign, Illinois United States 2005.
5. Morrison, R. Qumica Orgnica.5 Edicin.Editorial.Adison-Wesley Longman. Mxico,1998.
6. Streiweiser,A. Qumica Orgnica. Editorial: Mc Graw Hill 3 Edicin.Mexico,1989.
7. Ludwing Ernest E. Applied Process Design for Chemical and Petrochemical Plants, Volume 1. Third
Edition. Houston Texas 1999.
8. Peters,Max S. Klaus D. Timmerhaus Plant Design And Economics For Chemical Engineer. Editorial.
Mc Graw Hill 4Edition. United States 1991
9. Rase & Barrow. Ingeniera de Proyectos para Plantas de Proceso. Editorial Continental. Mxico 1988
10. Decelis Contreras Rafael. Evaluacin de Proyectos.Editorial.Costa Amic Editores. Mxico Edo Mxico
1995.
11. PMI. gua de los fundamentos de la direccin de proyectos. Gua del pmbok. Norma Nacional
Americana ANSI/PMI 99-001-2004
12. Perry Robert H. Biblioteca del Ingeniero Qumico. Editorial. Mc Graw Hill. 5 Edicin Mxico D.F.
1990.
13. Levenspiel Octave.Ingenieria de las Reacciones Qumicas. Editorial Reverte Barcelona Espaa,1976.
14. Walas Stanley M.Chemical Process Equipment Selection and Desing.Series in chemical engineering.
Massachusetts Institute of Technology United States 1990.
You might also like
- Seguridad BiodieselDocument8 pagesSeguridad BiodieselDavid Salomon AliagaNo ratings yet
- Prediseño planta biodiésel aceite recicladoDocument91 pagesPrediseño planta biodiésel aceite recicladoAlvaro VillabonaNo ratings yet
- Elaboracion de EncurtidosDocument11 pagesElaboracion de EncurtidosMercy Hernandez TejadaNo ratings yet
- ELABORACIÓN DE UNA SALSA PICANTE DE COCONA (Solanum Sessiliflorum Dunal) .Document6 pagesELABORACIÓN DE UNA SALSA PICANTE DE COCONA (Solanum Sessiliflorum Dunal) .Luis G Najera HNo ratings yet
- Plantilla Extracción de Aceite de AguacateDocument12 pagesPlantilla Extracción de Aceite de AguacateCristy Johanna Borrero PascuasNo ratings yet
- 1.ciencia Tecnologia e Imnovación. Metodos de Conservación yDocument48 pages1.ciencia Tecnologia e Imnovación. Metodos de Conservación yShirley Leiva RamosNo ratings yet
- DPA Pepinillo FINALDocument53 pagesDPA Pepinillo FINALOliver Moncada PinoNo ratings yet
- Ficha Tecnica de Procesado de FrutasDocument107 pagesFicha Tecnica de Procesado de FrutasRonny Cotrina EscobalNo ratings yet
- Prefactibilidad de Subproductos Del Pseudofruto Marañon en Colombia PDFDocument46 pagesPrefactibilidad de Subproductos Del Pseudofruto Marañon en Colombia PDFBrayan VillamorNo ratings yet
- Curso FrutasDocument140 pagesCurso FrutasAngela de LozadaNo ratings yet
- ENCURTIDO DE PEPINO Mónica y FabiolaDocument73 pagesENCURTIDO DE PEPINO Mónica y Fabiolakko-hector SilveroNo ratings yet
- Tesis 13.11.13Document22 pagesTesis 13.11.13Rafael PunchinNo ratings yet
- Laboratorio No.2 Chile en EscabecheDocument2 pagesLaboratorio No.2 Chile en EscabecheSabrina BocanegraNo ratings yet
- Resumen del proceso de elaboración del tofu y sus propiedades nutricionalesDocument3 pagesResumen del proceso de elaboración del tofu y sus propiedades nutricionalesAna Herrera JavierNo ratings yet
- Fideos de ArrozDocument2 pagesFideos de ArrozJHULISSA BELEN JIRON MERINONo ratings yet
- Elaboracion de Leche de Avena EsterilizadaDocument183 pagesElaboracion de Leche de Avena EsterilizadaThomasNo ratings yet
- Informe ConfitadosDocument4 pagesInforme ConfitadosRosmery Vilca AguirreNo ratings yet
- Cebollas EncurtidasDocument19 pagesCebollas Encurtidascarlos jhair rodriguezNo ratings yet
- Proyecto de Ingenieria de Procesos...Document18 pagesProyecto de Ingenieria de Procesos...Adolfo Geovanni de MartinezNo ratings yet
- Del Proyecto CACAO LicorDocument5 pagesDel Proyecto CACAO LicorRoberto Carrasco FloresNo ratings yet
- Cómo Hacer Vino de ArrozDocument5 pagesCómo Hacer Vino de ArrozEkaterina Reyes MijailovaNo ratings yet
- Tecnologia de Elaboracion Del Vino - PDocument43 pagesTecnologia de Elaboracion Del Vino - PTelio Tucto Santiago100% (1)
- Azucares Reductores e InvertidoDocument15 pagesAzucares Reductores e Invertidoceleste dayana ramos chavarryNo ratings yet
- Mermelada de Chile PicanteDocument4 pagesMermelada de Chile Picantecarlos camposNo ratings yet
- TESIS GUERRA-GIM 4ra CORRECCIONDocument121 pagesTESIS GUERRA-GIM 4ra CORRECCIONJosué CalderónNo ratings yet
- Elaboración de Goma de Mascar ArtesanalDocument3 pagesElaboración de Goma de Mascar ArtesanalmayhralugoNo ratings yet
- Materias Primas Utilizadas en La Producción de AceitesDocument203 pagesMaterias Primas Utilizadas en La Producción de AceitesLuiggi G Quispe RNo ratings yet
- Jarabe de MangoDocument3 pagesJarabe de MangoGustavo VelascoNo ratings yet
- Elaboracion de Carne Enchilada y SalmueraDocument10 pagesElaboracion de Carne Enchilada y SalmueraCristian Jasiel Barrios SuarezNo ratings yet
- Elaboración helado pailaDocument2 pagesElaboración helado pailaDiego FabNo ratings yet
- Sintesis de La GrenetinaDocument1 pageSintesis de La GrenetinaArmando PerezNo ratings yet
- Estndarizacion LecheDocument6 pagesEstndarizacion LecheKaRii Lu McCauslandNo ratings yet
- Ficha Técnica - Alta Vista Premium TorrontésDocument1 pageFicha Técnica - Alta Vista Premium TorrontésAlta CavaNo ratings yet
- Algodón de AzucarDocument9 pagesAlgodón de AzucarJorge Chavez QuispeNo ratings yet
- Licor café naranja recetaDocument2 pagesLicor café naranja recetaVictoria Bravo100% (1)
- Leofilización de CarambolaDocument17 pagesLeofilización de CarambolaPardave MarckNo ratings yet
- TESIS Gs. 192 - Estudio y Análisis Del Alpiste Phalaris Canariensis PDFDocument104 pagesTESIS Gs. 192 - Estudio y Análisis Del Alpiste Phalaris Canariensis PDFMireyaNo ratings yet
- Conserva de TomateDocument12 pagesConserva de TomateAdrimarospinaNo ratings yet
- Bocadillo de MangoDocument9 pagesBocadillo de MangoMaria Lorenza Martinez PuertaNo ratings yet
- Ups GT003158Document107 pagesUps GT003158José AntonioNo ratings yet
- Elaboración de Galletas Enriquecidas Con SoyaDocument11 pagesElaboración de Galletas Enriquecidas Con SoyaYersy BravoNo ratings yet
- Pelado y Escaldado QuimicosDocument13 pagesPelado y Escaldado QuimicosAnToni Bravo PalaciosNo ratings yet
- Producción de Leche de Soja y TofuDocument5 pagesProducción de Leche de Soja y TofuMaruja Del Pópolo GrzonaNo ratings yet
- Proceso de Extracción de Aceite de PataDocument11 pagesProceso de Extracción de Aceite de PataVICTORFORERONo ratings yet
- Guia - de - Aprendizaje #5 - 2020 - CMBC Dulceria ArtesanalDocument7 pagesGuia - de - Aprendizaje #5 - 2020 - CMBC Dulceria ArtesanalManuelBucheliNo ratings yet
- Hernandez Maria PDFDocument109 pagesHernandez Maria PDFJavier DiazNo ratings yet
- Aliño de CacaoDocument7 pagesAliño de Cacaodante856No ratings yet
- Pulpa de DuraznoDocument6 pagesPulpa de DuraznocascarincitoNo ratings yet
- Elaboración de TequilaDocument5 pagesElaboración de TequilaKaren GianellaNo ratings yet
- Licor Casero de Plátano - Receta Casera de Licor de Plátanos o BananaDocument2 pagesLicor Casero de Plátano - Receta Casera de Licor de Plátanos o BananaVictoria BravoNo ratings yet
- Elaboración y características del arequipe y manjar blancoDocument12 pagesElaboración y características del arequipe y manjar blancoOscar BerrioNo ratings yet
- Tecnología de Alimentos II UNDADocument6 pagesTecnología de Alimentos II UNDADiana Muñoz CisnerosNo ratings yet
- Extracción de AceitesDocument7 pagesExtracción de AceitesJoiss ChirinosNo ratings yet
- Grupo 6 Dulce-De-leche y Queso-Crema Anrango Canacuán Santillán TocaínDocument31 pagesGrupo 6 Dulce-De-leche y Queso-Crema Anrango Canacuán Santillán TocaínBryanAIsahcNo ratings yet
- Pseudo Cereales AndinosDocument8 pagesPseudo Cereales AndinosClaudio Rondan ChaconNo ratings yet
- Clase3 - Produccion de Leche PDFDocument38 pagesClase3 - Produccion de Leche PDFDiego Alexander Quiliche SánchezNo ratings yet
- Resumen OleaginosasDocument16 pagesResumen OleaginosasDaniel Reyes AmaroNo ratings yet
- Propuesta de Una Planta Piloto de Biodiesel para FESC C4 Tesis UNAM PDFDocument73 pagesPropuesta de Una Planta Piloto de Biodiesel para FESC C4 Tesis UNAM PDFEmmanuel Hernandez PedrazaNo ratings yet
- Yacimientos Petro Turbi PDFDocument181 pagesYacimientos Petro Turbi PDFRosario CruzNo ratings yet
- PD Saniquat Plus 2022Document2 pagesPD Saniquat Plus 2022Alfonso MartínezNo ratings yet
- ValorpresenteyvalorfuturoDocument11 pagesValorpresenteyvalorfuturoIsaías Jiménez de la CruzNo ratings yet
- Guía Validación de Procesos de Limpieza INVIMADocument17 pagesGuía Validación de Procesos de Limpieza INVIMAAlfonso MartínezNo ratings yet
- Formulario Reembolso GM EditDocument1 pageFormulario Reembolso GM EditAlfonso MartínezNo ratings yet
- ASTM D 445 - 06 Viscosidad CinemáticaDocument7 pagesASTM D 445 - 06 Viscosidad CinemáticaAlfonso Martínez100% (3)
- Biocombustibles EL SALVADORDocument17 pagesBiocombustibles EL SALVADORAlfonso MartínezNo ratings yet
- BFA PGR PersonasNaturalesDocument4 pagesBFA PGR PersonasNaturalesAlfonso MartínezNo ratings yet
- Pce Pda 01lDocument2 pagesPce Pda 01lAlfonso MartínezNo ratings yet
- Posada 2022Document4 pagesPosada 2022Alfonso MartínezNo ratings yet
- ASTM D 445 - 06 Viscosidad CinemáticaDocument7 pagesASTM D 445 - 06 Viscosidad CinemáticaAlfonso Martínez100% (3)
- Ciru - Clase 1 - Metabolismo QuirurgicoDocument18 pagesCiru - Clase 1 - Metabolismo QuirurgicoAlfonso MartínezNo ratings yet
- Astm D 287 - 00 Gravedad APIDocument3 pagesAstm D 287 - 00 Gravedad APIAlfonso MartínezNo ratings yet
- La CapitalDocument2 pagesLa CapitalAlfonso MartínezNo ratings yet
- NMX K 306 1972Document3 pagesNMX K 306 1972lohvNo ratings yet
- ASTM D 7371 - 07 Contenido de Biodiésel (Ésteres Metílicos de Ácidos Grasos) Por IRDocument5 pagesASTM D 7371 - 07 Contenido de Biodiésel (Ésteres Metílicos de Ácidos Grasos) Por IRAlfonso MartínezNo ratings yet
- Azufre Total Por Combustión OxidativaDocument4 pagesAzufre Total Por Combustión OxidativaAlfonso MartínezNo ratings yet
- ASTM D 7371 - 07 Contenido de Biodiésel (Ésteres Metílicos de Ácidos Grasos) Por IRDocument5 pagesASTM D 7371 - 07 Contenido de Biodiésel (Ésteres Metílicos de Ácidos Grasos) Por IRAlfonso MartínezNo ratings yet
- ASTM D 130 - 04 Corrosividad de CobreDocument6 pagesASTM D 130 - 04 Corrosividad de CobreAlfonso Martínez100% (2)
- Azufre Total Por Combustión OxidativaDocument4 pagesAzufre Total Por Combustión OxidativaAlfonso MartínezNo ratings yet
- I Conferencia Internacional Sobre Jatropha Curcas Celebrada en BarcelonaDocument6 pagesI Conferencia Internacional Sobre Jatropha Curcas Celebrada en BarcelonaAlfonso MartínezNo ratings yet
- ASTM D 613 - 08 Número de CetanoDocument11 pagesASTM D 613 - 08 Número de CetanoAlfonso Martínez100% (3)
- Punto de inflamación petróleo D93Document7 pagesPunto de inflamación petróleo D93Alfonso Martínez100% (2)
- Posibilidades de Éxito de Jatropha Curcas en ArgentinaDocument4 pagesPosibilidades de Éxito de Jatropha Curcas en ArgentinaAlfonso MartínezNo ratings yet
- Combustible VegetalDocument6 pagesCombustible VegetalAndyMedinaNo ratings yet
- Caracterizacion de Biodiésel (Principales Parámetros de Calidad)Document48 pagesCaracterizacion de Biodiésel (Principales Parámetros de Calidad)Alfonso Martínez100% (1)
- Biocombustibles Universidad NAMDocument85 pagesBiocombustibles Universidad NAMAlfonso MartínezNo ratings yet
- El Biodiesel, Una Alternativa Sostenible Al Gasoleo ConvencionalDocument13 pagesEl Biodiesel, Una Alternativa Sostenible Al Gasoleo ConvencionalcuentatairngaNo ratings yet
- Biocombustibles Liquidos en Uruguay Perspectivas Generales de DesarrolloDocument165 pagesBiocombustibles Liquidos en Uruguay Perspectivas Generales de DesarrolloAlfredo DuranNo ratings yet
- C QueriniDocument32 pagesC QueriniChagua HernandezNo ratings yet
- Vdocuments - MX - 310920524dm42101 Memoria de Calculos de Refuerzos en Tuberias y Espesor RevDocument37 pagesVdocuments - MX - 310920524dm42101 Memoria de Calculos de Refuerzos en Tuberias y Espesor RevRaymundo Maldonado AlvarezNo ratings yet
- CPF Tarea 1Document2 pagesCPF Tarea 1migueldalemanNo ratings yet
- Formacion HuamampampaDocument37 pagesFormacion HuamampampaAmilcito Ivan Garcia RamosNo ratings yet
- Monografía BiorremediaciónDocument25 pagesMonografía BiorremediaciónGamel1325% (4)
- Importancia de La Seguridad e HigieneDocument20 pagesImportancia de La Seguridad e Higienefelipollo21No ratings yet
- Fundamentos de QuímicaDocument8 pagesFundamentos de QuímicaEnrique CastilloNo ratings yet
- Ensayos de Agregados para PavimentosDocument28 pagesEnsayos de Agregados para PavimentosCarhua Castro PercoisitoNo ratings yet
- FDP GSJ GeografiaDocument14 pagesFDP GSJ GeografiaSopitaNo ratings yet
- Trabajo #1 (Comercializaciòn Del Gas Natural) .OdtDocument16 pagesTrabajo #1 (Comercializaciòn Del Gas Natural) .OdtYulihannys HerreraNo ratings yet
- CADENA DE PRECIOS (Marco Legal y Regulatorio) - FusionadoDocument244 pagesCADENA DE PRECIOS (Marco Legal y Regulatorio) - FusionadoEvelyn LecoñaNo ratings yet
- 8 Sim Tip Adm Unmsm SSMDocument16 pages8 Sim Tip Adm Unmsm SSMKarinaNo ratings yet
- Petroleo y Ambiente en EcuadorDocument73 pagesPetroleo y Ambiente en EcuadorJames Peralta DiazNo ratings yet
- Industria PetroleraDocument2 pagesIndustria PetroleraMaríaNo ratings yet
- Historia petróleo México prehispánico colonialDocument10 pagesHistoria petróleo México prehispánico colonialmaryNo ratings yet
- Proyecto Campo 3Document11 pagesProyecto Campo 3harolNo ratings yet
- Torres Ramirez Lyzbeth CoromotoDocument163 pagesTorres Ramirez Lyzbeth CoromotoDervis FuenmayorNo ratings yet
- Tipos de Simuladores y Mallas - Bryan Alvear P.Document3 pagesTipos de Simuladores y Mallas - Bryan Alvear P.Bryan5825No ratings yet
- Alicia Wood CasasDocument86 pagesAlicia Wood CasasBernardino RamosNo ratings yet
- Reservas de petróleo y gas en Caigua y TimboyDocument3 pagesReservas de petróleo y gas en Caigua y TimboyGrover MeallaNo ratings yet
- Helukabel Oilandgas MX 2022-01-27 WebDocument228 pagesHelukabel Oilandgas MX 2022-01-27 Webfernando.magalhaesmowNo ratings yet
- Deepwater HorizonDocument3 pagesDeepwater HorizonLi Ortega100% (1)
- Propiedades de Los Fluidos de Yacimientos PROYECTODocument19 pagesPropiedades de Los Fluidos de Yacimientos PROYECTOEmili Vio KantutaNo ratings yet
- Toneladas de PetroleoDocument2 pagesToneladas de PetroleoStephanny Yuliany Alvarez CarreñoNo ratings yet
- Serna Gutierrez Jhonn Iver Ingeniero en Gas Y Petroleo: Natural Del Campo Caigua"Document2 pagesSerna Gutierrez Jhonn Iver Ingeniero en Gas Y Petroleo: Natural Del Campo Caigua"Waldo LuceroNo ratings yet
- 4° Proyecto 12-2 Cuadernillo Mtro JP 23-24Document17 pages4° Proyecto 12-2 Cuadernillo Mtro JP 23-24Brianda PeñaNo ratings yet
- PARA TRINAR, 750 Buenas Noticias #CosechandoLogrosDocument127 pagesPARA TRINAR, 750 Buenas Noticias #CosechandoLogrosalvatitusNo ratings yet
- HAZOP OleoductoDocument8 pagesHAZOP OleoductoJosé Marcial Díaz Dávila100% (1)
- OGC-S-2001-FIS Agua y Sedimentos en Petróleo Crudo Por El Método de La CentrífugaDocument7 pagesOGC-S-2001-FIS Agua y Sedimentos en Petróleo Crudo Por El Método de La Centrífugamayra alejandra ovando RodríguezNo ratings yet
- Guia Destilacion Del Petroleo Pet-212Document8 pagesGuia Destilacion Del Petroleo Pet-212grissel yujraNo ratings yet
- Palma AceiteraDocument33 pagesPalma AceiteraChedog27100% (1)