You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- HVAC Master Validation PlanDocument51 pagesHVAC Master Validation Plannavas197293% (30)
- Audio - Questions: Safety Equipment Reliability Handbook (SERH) 4th EditionDocument29 pagesAudio - Questions: Safety Equipment Reliability Handbook (SERH) 4th EditionLuc SchramNo ratings yet
- Marshall Stability Test AnalysisDocument5 pagesMarshall Stability Test AnalysisZick Zickry50% (2)
- Generator Neutral Earthed Resistor SpecsDocument4 pagesGenerator Neutral Earthed Resistor SpecsChava TejaNo ratings yet
- Analyze and Design Sewer and Stormwater Systems with SewerGEMSDocument18 pagesAnalyze and Design Sewer and Stormwater Systems with SewerGEMSBoni ClydeNo ratings yet
- Mrs. Universe PH - Empowering Women, Inspiring ChildrenDocument2 pagesMrs. Universe PH - Empowering Women, Inspiring ChildrenKate PestanasNo ratings yet
- CFO TagsDocument95 pagesCFO Tagssatyagodfather0% (1)
- Tender NoticeDocument1 pageTender NoticeChava TejaNo ratings yet
- Incidents Details: Total No - of Tickets 4Document6 pagesIncidents Details: Total No - of Tickets 4Chava TejaNo ratings yet
- Incidents Details: Total No - of Tickets 2Document6 pagesIncidents Details: Total No - of Tickets 2Chava TejaNo ratings yet
- PaperCode - 88-9Document16 pagesPaperCode - 88-9Chava TejaNo ratings yet
- List of State Code PDFDocument1 pageList of State Code PDFDemo DesignerNo ratings yet
- Bhargava Teja Chava: Emc Dmx/Vmax Tools: Symcli, Ecc, SMCDocument3 pagesBhargava Teja Chava: Emc Dmx/Vmax Tools: Symcli, Ecc, SMCChava TejaNo ratings yet
- Resume RakhiDocument3 pagesResume RakhiChava TejaNo ratings yet
- Harish Potu ResumeDocument2 pagesHarish Potu ResumeChava TejaNo ratings yet
- Bhargava Teja Chava: Emc Dmx/Vmax Tools: Symcli, Ecc, SMCDocument3 pagesBhargava Teja Chava: Emc Dmx/Vmax Tools: Symcli, Ecc, SMCChava TejaNo ratings yet
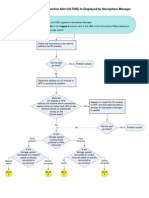
- Inactive Server Connection Alert PDFDocument8 pagesInactive Server Connection Alert PDFChava TejaNo ratings yet
- BhargavDocument3 pagesBhargavChava TejaNo ratings yet
- BhargavDocument3 pagesBhargavChava TejaNo ratings yet
- EMC Symmetrix DMX-4 EMC Symmetrix V-MaxDocument9 pagesEMC Symmetrix DMX-4 EMC Symmetrix V-MaxChava TejaNo ratings yet
- Cognos Active Report: Rich BI Content - in The Office or On The GoDocument10 pagesCognos Active Report: Rich BI Content - in The Office or On The GoChava TejaNo ratings yet
- Venkat ResumeDocument4 pagesVenkat ResumeChava TejaNo ratings yet
- Resume NaveenDocument4 pagesResume NaveenChava TejaNo ratings yet
- ImirDocument1 pageImirChava TejaNo ratings yet
- 18 Electrical Lab EquipmentDocument8 pages18 Electrical Lab EquipmentChava TejaNo ratings yet
- Point-In-Time Copy (Flashcopy) :: Read From The Source VolumeDocument6 pagesPoint-In-Time Copy (Flashcopy) :: Read From The Source VolumeChava TejaNo ratings yet
- Section C.4 Requirements of Electrical SystemDocument7 pagesSection C.4 Requirements of Electrical SystemChava TejaNo ratings yet
- Section D.8 Reinforced Concrete Structures and FoundationsDocument10 pagesSection D.8 Reinforced Concrete Structures and FoundationsChava TejaNo ratings yet
- 11 DC SystemDocument14 pages11 DC SystemChava TejaNo ratings yet
- 16 Fire Dection and Alarm SystemDocument5 pages16 Fire Dection and Alarm SystemChava TejaNo ratings yet
- Pioneer Gas Power Limited 380-425 MW Combined Cycle Power Plant Electrical SystemsDocument2 pagesPioneer Gas Power Limited 380-425 MW Combined Cycle Power Plant Electrical SystemsChava TejaNo ratings yet
- 8 Service TransformerDocument5 pages8 Service TransformerChava TejaNo ratings yet
- Crane 70 MT Lifting DiagramDocument1 pageCrane 70 MT Lifting DiagramChava TejaNo ratings yet
- STG Structural Steel Fabrication and Erection DPRDocument7 pagesSTG Structural Steel Fabrication and Erection DPRChava TejaNo ratings yet
- Section A.15 Miscellaneous PumpsDocument4 pagesSection A.15 Miscellaneous PumpsChava TejaNo ratings yet
- Hi-Line Sportsmen Banquet Is February 23rd: A Chip Off The Ol' Puck!Document8 pagesHi-Line Sportsmen Banquet Is February 23rd: A Chip Off The Ol' Puck!BS Central, Inc. "The Buzz"No ratings yet
- Arta Kelmendi's resume highlighting education and work experienceDocument2 pagesArta Kelmendi's resume highlighting education and work experienceArta KelmendiNo ratings yet
- Peran Dan Tugas Receptionist Pada Pt. Serim Indonesia: Disadur Oleh: Dra. Nani Nuraini Sarah MsiDocument19 pagesPeran Dan Tugas Receptionist Pada Pt. Serim Indonesia: Disadur Oleh: Dra. Nani Nuraini Sarah MsiCynthia HtbNo ratings yet
- SNC 2p1 Course Overview 2015Document2 pagesSNC 2p1 Course Overview 2015api-212901753No ratings yet
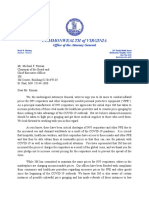
- Letter From Attorneys General To 3MDocument5 pagesLetter From Attorneys General To 3MHonolulu Star-AdvertiserNo ratings yet
- Rapport DharaviDocument23 pagesRapport DharaviUrbanistes du MondeNo ratings yet
- Production of Sodium Chlorite PDFDocument13 pagesProduction of Sodium Chlorite PDFangelofgloryNo ratings yet
- PNBONE_mPassbook_134611_6-4-2024_13-4-2024_0053XXXXXXXX00 (1) (1)Document3 pagesPNBONE_mPassbook_134611_6-4-2024_13-4-2024_0053XXXXXXXX00 (1) (1)imtiyaz726492No ratings yet
- Duca Industries March 2023 pay slip for Dipankar MondalDocument1 pageDuca Industries March 2023 pay slip for Dipankar MondalPritam GoswamiNo ratings yet
- Big Joe Pds30-40Document198 pagesBig Joe Pds30-40mauro garciaNo ratings yet
- AtlasConcorde NashDocument35 pagesAtlasConcorde NashMadalinaNo ratings yet
- Composite Structures: A. Grimaldi, A. Sollo, M. Guida, F. MaruloDocument15 pagesComposite Structures: A. Grimaldi, A. Sollo, M. Guida, F. MaruloSharan KharthikNo ratings yet
- EC GATE 2017 Set I Key SolutionDocument21 pagesEC GATE 2017 Set I Key SolutionJeevan Sai MaddiNo ratings yet
- Display PDFDocument6 pagesDisplay PDFoneoceannetwork3No ratings yet
- Techniques in Selecting and Organizing InformationDocument3 pagesTechniques in Selecting and Organizing InformationMylen Noel Elgincolin ManlapazNo ratings yet
- Oxygen Cost and Energy Expenditure of RunningDocument7 pagesOxygen Cost and Energy Expenditure of Runningnb22714No ratings yet
- Ofper 1 Application For Seagoing AppointmentDocument4 pagesOfper 1 Application For Seagoing AppointmentNarayana ReddyNo ratings yet
- Technical Specification of Heat Pumps ElectroluxDocument9 pagesTechnical Specification of Heat Pumps ElectroluxAnonymous LDJnXeNo ratings yet
- Assignment - Final TestDocument3 pagesAssignment - Final TestbahilashNo ratings yet
- Build A Program Remote Control IR Transmitter Using HT6221Document2 pagesBuild A Program Remote Control IR Transmitter Using HT6221rudraNo ratings yet
- Stroboscopy For Benign Laryngeal Pathology in Evidence Based Health CareDocument5 pagesStroboscopy For Benign Laryngeal Pathology in Evidence Based Health CareDoina RusuNo ratings yet
- DOE Tank Safety Workshop Presentation on Hydrogen Tank TestingDocument36 pagesDOE Tank Safety Workshop Presentation on Hydrogen Tank TestingAlex AbakumovNo ratings yet
- EXPERIMENT 4 FlowchartDocument3 pagesEXPERIMENT 4 FlowchartTRISHA PACLEBNo ratings yet
- Chromate Free CoatingsDocument16 pagesChromate Free CoatingsbaanaadiNo ratings yet