You might also like
- Analysis and Optimization of Friction Stir Welding of Dissimilar Metals (AA 5083 and AA 6082)Document31 pagesAnalysis and Optimization of Friction Stir Welding of Dissimilar Metals (AA 5083 and AA 6082)Md Imran0% (1)
- Friction Stir Welding ThesisDocument63 pagesFriction Stir Welding Thesisrobertalha80% (5)
- Friction Stir WeldingDocument26 pagesFriction Stir WeldingMahaManthra0% (1)
- Friction Stir Welding ENHANCEMENT SEMINAR Friction Stir WeldingDocument66 pagesFriction Stir Welding ENHANCEMENT SEMINAR Friction Stir Weldingrobertalha100% (1)
- Summary FSWDocument26 pagesSummary FSWhazelmyaNo ratings yet
- Friction Stir Welding of 5052 PHD Thesis by Iit DelhiDocument39 pagesFriction Stir Welding of 5052 PHD Thesis by Iit DelhiKaushik SenguptaNo ratings yet
- Friction WeldingDocument60 pagesFriction Weldingganeshkhavi100% (1)
- Friction Stir WeldingDocument23 pagesFriction Stir WeldingNallappan Rajj ANo ratings yet
- Metric Practices for Welding InspectionDocument39 pagesMetric Practices for Welding InspectionNDTInstructor100% (1)
- Introduction to SS Welding and Tig Welding TechniquesDocument41 pagesIntroduction to SS Welding and Tig Welding TechniquesaravindanNo ratings yet
- Welding PDFDocument6 pagesWelding PDFNavneet ChaubeyNo ratings yet
- Seminar on Friction Stir Welding: FSW Process, Parameters, ApplicationsDocument26 pagesSeminar on Friction Stir Welding: FSW Process, Parameters, ApplicationsDeepak Kaushal0% (1)
- Welding Technology Lecture Notes by DR - Behzad PDFDocument354 pagesWelding Technology Lecture Notes by DR - Behzad PDFAnonymous L9LWVE100% (7)
- 5083 Material FatigueDocument142 pages5083 Material Fatiguecen1510353No ratings yet
- Friction Stir WeldingDocument30 pagesFriction Stir WeldingDilip Patel100% (1)
- X20818 (Me6008 Ptme6008)Document3 pagesX20818 (Me6008 Ptme6008)saranNo ratings yet
- Solid State WeldingDocument14 pagesSolid State WeldingRaju_pancal100% (1)
- Rail WeldingDocument4 pagesRail WeldingOlga Sandoval RomeroNo ratings yet
- On Plasma Arc WeldingDocument12 pagesOn Plasma Arc WeldingSandeep MauryaNo ratings yet
- Seminar on Friction Stir Welding: FSW Process, Parameters, ApplicationsDocument26 pagesSeminar on Friction Stir Welding: FSW Process, Parameters, ApplicationsTharun Cyrus100% (1)
- TRISTAR-Tube Expanders For Heat ExchangersDocument24 pagesTRISTAR-Tube Expanders For Heat Exchangersapostu sorinNo ratings yet
- Bend Testing: Job Knowledge 73Document3 pagesBend Testing: Job Knowledge 73kevin herryNo ratings yet
- Murex Oxy Welding Poster 2008 PDFDocument1 pageMurex Oxy Welding Poster 2008 PDFPCNo ratings yet
- Friction Stir WeldDocument14 pagesFriction Stir Weldnadia syazwinaNo ratings yet
- Crankshaft Fatigue Failure Analysis ReviewDocument14 pagesCrankshaft Fatigue Failure Analysis ReviewFakada Dabalo Gurmesa100% (1)
- Effect of Alloying Elements On Steels Rev.BDocument402 pagesEffect of Alloying Elements On Steels Rev.BCharlie Chong100% (23)
- Fe-C Phase DiagramDocument34 pagesFe-C Phase DiagramYoung-long Choi100% (1)
- Sysweld Welding ReportDocument23 pagesSysweld Welding ReportAsiahKuzaimanNo ratings yet
- Internship Presentation in Grupo AntolinDocument19 pagesInternship Presentation in Grupo AntolinRavi GowdaNo ratings yet
- Heat Treatment of SteelDocument11 pagesHeat Treatment of SteelMohamed El-gammalNo ratings yet
- Solid State Welding ProcessDocument17 pagesSolid State Welding ProcessRathnakrajaNo ratings yet
- Gen - Importance of Welding in L & T PDFDocument30 pagesGen - Importance of Welding in L & T PDFSivaNo ratings yet
- 2 Classification of Welding PDFDocument31 pages2 Classification of Welding PDFSiva Narendra100% (2)
- (Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.) ) FrictiDocument79 pages(Bekir Sami Yilbas, Ahmet Z. Sahin (Auth.) ) FrictiMuthukumarNo ratings yet
- Joining of Plastics and CeramicsDocument73 pagesJoining of Plastics and Ceramicsrohit mathankerNo ratings yet
- Non Destructive TestingDocument25 pagesNon Destructive Testingkeval patelNo ratings yet
- ISO Welding Symbols Guide for Joint Design & Weld TypesDocument22 pagesISO Welding Symbols Guide for Joint Design & Weld TypesMuhammed SulfeekNo ratings yet
- Manufacturing Technology: Unit - IDocument12 pagesManufacturing Technology: Unit - Iapi-271354682No ratings yet
- Manufacturing Technology Question Papers of JntuaDocument15 pagesManufacturing Technology Question Papers of JntuaHimadhar SaduNo ratings yet
- A Project Report On Microstructure Analysis of Gray Cast Iron, Aluminium and Brass Using Optical MicrographsDocument26 pagesA Project Report On Microstructure Analysis of Gray Cast Iron, Aluminium and Brass Using Optical MicrographsManvendra Pratap Singh Bisht100% (8)
- BiT Welding Lab Manual - Manufacturing Processes Lab GuideDocument35 pagesBiT Welding Lab Manual - Manufacturing Processes Lab Guidedanielrita570No ratings yet
- A. Determine A Radius of Riser: To Calculate Welding Length On TKY Joint Please Follow Below InstructionDocument3 pagesA. Determine A Radius of Riser: To Calculate Welding Length On TKY Joint Please Follow Below InstructionBHARANINo ratings yet
- Welding CopperDocument9 pagesWelding CopperSudhakar KumarNo ratings yet
- A Seminar Presentation On: "Ultrasonic Welding"Document14 pagesA Seminar Presentation On: "Ultrasonic Welding"Pávåñ Kûmâr Vākä100% (1)
- ME3393 Manufacturing Processes 03 - by LearnEngineering - inDocument37 pagesME3393 Manufacturing Processes 03 - by LearnEngineering - inUrbhi SahaNo ratings yet
- 17 Weldability of SteelsDocument40 pages17 Weldability of SteelsJawed Akhter100% (1)
- 01 - Fundamentals of Metalworking-2017son01Document92 pages01 - Fundamentals of Metalworking-2017son01emreNo ratings yet
- Obtaining desired shape through removal of materialDocument71 pagesObtaining desired shape through removal of materialsuneel kumar rathoreNo ratings yet
- Day-1 Lecture 1 Welding TechnologyDocument141 pagesDay-1 Lecture 1 Welding TechnologyRavi ShankarNo ratings yet
- Arc Welding Electrodes Powerpoint PPT PresentationDocument4 pagesArc Welding Electrodes Powerpoint PPT PresentationramuNo ratings yet
- Lincoln Welding MachineDocument4 pagesLincoln Welding MachinemevansmetreelNo ratings yet
- Zeppelin Standard SilosDocument83 pagesZeppelin Standard SilosdgcereijoNo ratings yet
- TIG Welding Process GuideDocument20 pagesTIG Welding Process GuideEnache DaniNo ratings yet
- Weld Metal Solidification-1 - Grain StructureDocument51 pagesWeld Metal Solidification-1 - Grain StructureChelekara Subramanian Abhilash Iyer100% (3)
- Optimization of ECM Process ParametersDocument62 pagesOptimization of ECM Process Parametersnirmala bogireddyNo ratings yet
- Internship MechanicalDocument25 pagesInternship MechanicalAkshay KumarNo ratings yet
- Modelling and Assembly of Cam Shaft in Fusion 360Document28 pagesModelling and Assembly of Cam Shaft in Fusion 360CHINNANo ratings yet
- VTU Internship Report on Automotive Sheet Metal ComponentsDocument24 pagesVTU Internship Report on Automotive Sheet Metal ComponentsHarsh Gaming100% (1)
- Deformation Behaviour of Aluminium Alloy AlDocument55 pagesDeformation Behaviour of Aluminium Alloy AlPrashant TiwariNo ratings yet
- Electrochemical Mechanical Internal Polishing of Stainless Steel PipesDocument37 pagesElectrochemical Mechanical Internal Polishing of Stainless Steel Pipesnirmala bogireddyNo ratings yet
- The Simultaneous Use of Two or More Friction Stir Welding ToolsDocument6 pagesThe Simultaneous Use of Two or More Friction Stir Welding ToolsrobertalhaNo ratings yet
- Friction Stir Welding-Process Developmentannd VariantDocument21 pagesFriction Stir Welding-Process Developmentannd VariantrobertalhaNo ratings yet
- Friction Stir Welding Twin Tool Twin Tool MainaxleDocument1 pageFriction Stir Welding Twin Tool Twin Tool MainaxlerobertalhaNo ratings yet
- Friction Stir Welding Twin Tool ColletDocument1 pageFriction Stir Welding Twin Tool ColletrobertalhaNo ratings yet
- Friction Stir Welding Twin Tool Twin Tool ToolDocument1 pageFriction Stir Welding Twin Tool Twin Tool ToolrobertalhaNo ratings yet
- Friction Stir Welding Shridhar Rev-1Document26 pagesFriction Stir Welding Shridhar Rev-1robertalhaNo ratings yet
- Friction Stir Welding Twin Tool Twin Tool SideaxleDocument1 pageFriction Stir Welding Twin Tool Twin Tool SideaxlerobertalhaNo ratings yet
- Friction Stir WeldingDocument43 pagesFriction Stir WeldingrobertalhaNo ratings yet
- Friction Stir Welding Twin Tool Twin Tool ViewsDocument1 pageFriction Stir Welding Twin Tool Twin Tool ViewsrobertalhaNo ratings yet
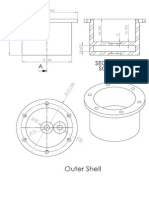
- Friction Stir Welding Twin Tool Twin Tool Outer ShellDocument1 pageFriction Stir Welding Twin Tool Twin Tool Outer ShellrobertalhaNo ratings yet
- Friction Stir Welding Twin Tool FlywheelDocument1 pageFriction Stir Welding Twin Tool FlywheelrobertalhaNo ratings yet
- Friction Stir Welding Twin Tool GearDocument1 pageFriction Stir Welding Twin Tool GearrobertalhaNo ratings yet
- Friction Stir Welding Twin Tool 1020ball BearingDocument1 pageFriction Stir Welding Twin Tool 1020ball BearingrobertalhaNo ratings yet
- Friction Stir WeldingDocument43 pagesFriction Stir WeldingrobertalhaNo ratings yet
- Friction Stir Welding-Process Developmentannd VariantDocument21 pagesFriction Stir Welding-Process Developmentannd VariantrobertalhaNo ratings yet
- Friction Stir Welding Twin Tool Twin Tool ViewsDocument1 pageFriction Stir Welding Twin Tool Twin Tool ViewsrobertalhaNo ratings yet
- The Simultaneous Use of Two or More Friction Stir Welding ToolsDocument6 pagesThe Simultaneous Use of Two or More Friction Stir Welding ToolsrobertalhaNo ratings yet
- Friction Stir Welding Twin Tool Twin Tool ToolDocument1 pageFriction Stir Welding Twin Tool Twin Tool ToolrobertalhaNo ratings yet
- Friction Stir Welding Twin Tool Twin Tool SideaxleDocument1 pageFriction Stir Welding Twin Tool Twin Tool SideaxlerobertalhaNo ratings yet
- Friction Stir Welding Twin Tool FlywheelDocument1 pageFriction Stir Welding Twin Tool FlywheelrobertalhaNo ratings yet
- Friction Stir Welding Twin Tool Twin Tool Outer ShellDocument1 pageFriction Stir Welding Twin Tool Twin Tool Outer ShellrobertalhaNo ratings yet
- Friction Stir Welding Shridhar Rev-1Document26 pagesFriction Stir Welding Shridhar Rev-1robertalhaNo ratings yet
- Friction Stir Welding Twin Tool Twin Tool MainaxleDocument1 pageFriction Stir Welding Twin Tool Twin Tool MainaxlerobertalhaNo ratings yet
- Friction Stir Welding Twin Tool ColletDocument1 pageFriction Stir Welding Twin Tool ColletrobertalhaNo ratings yet
- Friction Stir Welding Twin Tool GearDocument1 pageFriction Stir Welding Twin Tool GearrobertalhaNo ratings yet
- Friction Stir Welding Twin Tool 1020ball BearingDocument1 pageFriction Stir Welding Twin Tool 1020ball BearingrobertalhaNo ratings yet
- Friction Stir Welding RS REPORT-1 (17th April 13)Document52 pagesFriction Stir Welding RS REPORT-1 (17th April 13)robertalha100% (1)
- Friction Stir Welding Report Ent111Document45 pagesFriction Stir Welding Report Ent111robertalhaNo ratings yet
- ALE Between Two SAP SystemsDocument24 pagesALE Between Two SAP Systemsraghava nimmala100% (1)
- Barrels & Actions by Harold HoffmanDocument238 pagesBarrels & Actions by Harold HoffmanNorm71% (7)
- Fiziks: Basic Properties and Tools of ThermodynamicsDocument28 pagesFiziks: Basic Properties and Tools of ThermodynamicsSURAJ PRATAP SINGHNo ratings yet
- LEARNING GUIDE-spreadsheet (Repaired)Document53 pagesLEARNING GUIDE-spreadsheet (Repaired)Abel ZegeyeNo ratings yet
- Chapter 3 Step Wise An Approach To Planning Software Projects 976242065Document31 pagesChapter 3 Step Wise An Approach To Planning Software Projects 976242065RiajiminNo ratings yet
- TDT4171 Artificial Intelligence Methods Task 5 Creating A Decision Support SystemDocument12 pagesTDT4171 Artificial Intelligence Methods Task 5 Creating A Decision Support SystemKermess McNo ratings yet
- Refinery TankagesDocument4 pagesRefinery Tankagesmayuresh1101100% (1)
- Hargreaves 2007Document15 pagesHargreaves 2007Sam GonçalvesNo ratings yet
- Inductive TransducersDocument12 pagesInductive TransducersMUKESH SUNDARARAJANNo ratings yet
- Composition, Thermal and Rheological Behaviour of Selected Greek HoneysDocument13 pagesComposition, Thermal and Rheological Behaviour of Selected Greek HoneyssyazaqilahNo ratings yet
- Solidworks Flow SimulationDocument7 pagesSolidworks Flow SimulationpatrickNX94200% (1)
- Probability DPP (1 To 7) 13th WADocument16 pagesProbability DPP (1 To 7) 13th WARaju SinghNo ratings yet
- Antenna Specifications Electrical PropertiesDocument2 pagesAntenna Specifications Electrical PropertiesLuis Adolfo Mazini RodriguesNo ratings yet
- Full Paper Template IRC 2020Document3 pagesFull Paper Template IRC 2020Mobina AbdulRaufNo ratings yet
- Daikin RXS-K - Technical DataDocument21 pagesDaikin RXS-K - Technical DataPrestoneKNo ratings yet
- Mic 2282Document10 pagesMic 2282mariusz sNo ratings yet
- Central Angles and Inscribed Angles GuideDocument22 pagesCentral Angles and Inscribed Angles GuideEric de Guzman100% (1)
- Battery Testing, Test Methods and ProceduresDocument8 pagesBattery Testing, Test Methods and ProceduresMuraliKrishnaNo ratings yet
- Wound ScaleDocument4 pagesWound ScaleHumam SyriaNo ratings yet
- TM View Software User - S ManualDocument190 pagesTM View Software User - S ManualLuis SánchezNo ratings yet
- Pines City National High School Science 10 Quarter 2 Week 1 Answer SheetsDocument8 pagesPines City National High School Science 10 Quarter 2 Week 1 Answer SheetsAaron BalsaNo ratings yet
- JACOB ThirdDocument16 pagesJACOB ThirdWendell ReyesNo ratings yet
- Virtual Retinal DisplayDocument17 pagesVirtual Retinal Displaysaket_mnNo ratings yet
- ISO 11957 1996 en PreviewDocument5 pagesISO 11957 1996 en PreviewHoang TraNo ratings yet
- Activity No. 5 Capacitive Circuit ObjectivesDocument4 pagesActivity No. 5 Capacitive Circuit ObjectivesJohn Paul BaquiranNo ratings yet
- Nextion InstructionDocument53 pagesNextion InstructionMacp63 cpNo ratings yet
- Fix Disk & Partition ErrorsDocument2 pagesFix Disk & Partition Errorsdownload181No ratings yet
- Plasma CuttingDocument12 pagesPlasma Cuttingpavi32No ratings yet
- Booklet Momentum BWFDocument22 pagesBooklet Momentum BWFReem AshrafNo ratings yet
- Physics Assignment 1Document4 pagesPhysics Assignment 1Trí Võ PhạmNo ratings yet