You might also like
- Tabela Carburadores WeberDocument24 pagesTabela Carburadores Webercarburetor72% (156)
- Lavadora de roupas: manual de instruçõesDocument46 pagesLavadora de roupas: manual de instruçõesgilsoncemil50% (2)
- 09 Cartilha de Avaliacao o Que e e Como Contratar PDFDocument76 pages09 Cartilha de Avaliacao o Que e e Como Contratar PDFferantdiasNo ratings yet
- 3232020-54733-pm - Manual EA 2018 - PT R02 - 2Document21 pages3232020-54733-pm - Manual EA 2018 - PT R02 - 2maicon sulivanNo ratings yet
- 1 - Arquitetura Naval PDFDocument128 pages1 - Arquitetura Naval PDFMarcelo Cardoso88% (8)
- GV CaldeirasDocument40 pagesGV Caldeirasjpn19100% (2)
- Manual de VistoriaDocument85 pagesManual de VistoriaLANCARDON100% (1)
- AEA - 30 anos: a Associação Brasileira de Engenharia Automotiva e sua históriaFrom EverandAEA - 30 anos: a Associação Brasileira de Engenharia Automotiva e sua históriaNo ratings yet
- Apostila - Análise de ÓleoDocument71 pagesApostila - Análise de ÓleoJoão Paulo Pereira da costaNo ratings yet
- Timken AutocompensadorDocument197 pagesTimken AutocompensadorandrestzNo ratings yet
- Causas de falhas em rolamentosDocument44 pagesCausas de falhas em rolamentosFreitas1202 FreitasNo ratings yet
- Aula 15 Mancal - RolamentoDocument35 pagesAula 15 Mancal - RolamentoRômulo CastroNo ratings yet
- Dimensionamento de Feixe de Molas Semi-ElipticaDocument16 pagesDimensionamento de Feixe de Molas Semi-Elipticajoao fleuryNo ratings yet
- Apostila Controle Da Contaminação em Sistemas Hidráulicos - M3001-2 BRDocument134 pagesApostila Controle Da Contaminação em Sistemas Hidráulicos - M3001-2 BRThiago Romero100% (1)
- Curvas Generales Bombas Centrifugas PDFDocument8 pagesCurvas Generales Bombas Centrifugas PDFJosé Gabriel LacléNo ratings yet
- Especificações EscavadeiraDocument4 pagesEspecificações EscavadeiraJúlio CésarNo ratings yet
- Fuso de Esferas THKDocument488 pagesFuso de Esferas THKkakobianchiNo ratings yet
- TCC - Dispositivo de Aperto de Alto Torque - Entrega Final.1Document46 pagesTCC - Dispositivo de Aperto de Alto Torque - Entrega Final.1Brendo JustinoNo ratings yet
- Weg Cestari Motorredutor Wcg20 2Document164 pagesWeg Cestari Motorredutor Wcg20 2TIPAZONo ratings yet
- PROVA PERICIAL: INSALUBRIDADE E PERICULOSIDADEDocument35 pagesPROVA PERICIAL: INSALUBRIDADE E PERICULOSIDADEborn2_4der100% (1)
- NBR 6173 TB 35 - Terminologia de Tolerancias E AjustesDocument3 pagesNBR 6173 TB 35 - Terminologia de Tolerancias E AjustesLeonardo FonsecaNo ratings yet
- Manual de Produtos de Cilindros Pneumaticos - 20170619 - 114457 - Pneum PDFDocument112 pagesManual de Produtos de Cilindros Pneumaticos - 20170619 - 114457 - Pneum PDFJose luiz coelhoNo ratings yet
- Falhas BronzinasDocument2 pagesFalhas Bronzinasleaokamikaze100% (2)
- Teste 3 - CN - 7 (2017.18)Document4 pagesTeste 3 - CN - 7 (2017.18)Odete RuivoNo ratings yet
- Martelos H110E H130EDocument8 pagesMartelos H110E H130Epaimporcate100% (1)
- Troca Do Rolamento Do Cubo Volvo b8rDocument15 pagesTroca Do Rolamento Do Cubo Volvo b8rPedro Vicente100% (1)
- Parametros Analise Óleo AllianceDocument15 pagesParametros Analise Óleo AllianceFelipeNo ratings yet
- Ajustes e Tolerancia MecânicaDocument6 pagesAjustes e Tolerancia MecânicaarybutoloNo ratings yet
- NBR 07367 NB 281 - Projeto e Assent Amen To de Tubulacoes de PVC Rigido para Sistemas de Esgoto SanitarioDocument17 pagesNBR 07367 NB 281 - Projeto e Assent Amen To de Tubulacoes de PVC Rigido para Sistemas de Esgoto SanitarioJersé Messias100% (5)
- Alinhamento de eixosDocument18 pagesAlinhamento de eixosNilson VenancioNo ratings yet
- Cuidados com engrenagens e conjuntosDocument24 pagesCuidados com engrenagens e conjuntosBiancaChaves100% (2)
- Lubrificante LITHOLINE EPDocument1 pageLubrificante LITHOLINE EPAlissonFernandes17No ratings yet
- Eixos Cardan VoithDocument36 pagesEixos Cardan VoithCarlos Rangel Wiezel100% (1)
- Vertimax - Motorredutores e Redutores de Engrenagens HelicoidaisDocument177 pagesVertimax - Motorredutores e Redutores de Engrenagens HelicoidaisDiego RincónNo ratings yet
- Controle de Máquinas Disponibilidade & Incidencias SGL I Template 2020Document533 pagesControle de Máquinas Disponibilidade & Incidencias SGL I Template 2020Jeimav JeielNo ratings yet
- Aula de Caldeiras PDFDocument51 pagesAula de Caldeiras PDFGleiciianee RoochaNo ratings yet
- Polaris Sportman 500 PortuguesDocument148 pagesPolaris Sportman 500 PortuguesZelibertNo ratings yet
- Força de PrensagemDocument10 pagesForça de PrensagemPauloNo ratings yet
- Escolha do Ajuste para Eixos e RolamentosDocument4 pagesEscolha do Ajuste para Eixos e RolamentosCaio2101100% (1)
- Slide Aristóteles - Teoria Do ConhecimentoDocument9 pagesSlide Aristóteles - Teoria Do ConhecimentoJoão Marcos Maciel LuizNo ratings yet
- Redutores técnicosDocument6 pagesRedutores técnicosCarlinho NicolaNo ratings yet
- Catalogo Acoplamento AgDocument5 pagesCatalogo Acoplamento AgJessica Matheus MafessoniNo ratings yet
- Balanço energético em caldeiraDocument11 pagesBalanço energético em caldeiraReginaldo Dias Dos Santos100% (1)
- Balanço energético em caldeiraDocument11 pagesBalanço energético em caldeiraReginaldo Dias Dos Santos100% (1)
- DIMEP - Manual Do Programa - Relógio de Ponto Biométrico PrintPoint IIDocument69 pagesDIMEP - Manual Do Programa - Relógio de Ponto Biométrico PrintPoint IIEriston Xavier100% (1)
- 2017 10 17 Fisica Lista de Exercicios de Campo Magnetico PDFDocument2 pages2017 10 17 Fisica Lista de Exercicios de Campo Magnetico PDFChico VieiraNo ratings yet
- Preparativos e montagem de bucha de fixaçãoDocument12 pagesPreparativos e montagem de bucha de fixaçãoRodnei100% (2)
- Consumo de combustível de equipamentos VolvoDocument8 pagesConsumo de combustível de equipamentos VolvoAnthony PozoNo ratings yet
- Treinamento Identificação e Especificação de Mangotes Hidráulicos - Vale Ferrovia PDFDocument40 pagesTreinamento Identificação e Especificação de Mangotes Hidráulicos - Vale Ferrovia PDFSidarta TrovãoNo ratings yet
- P DW 09 2006Document36 pagesP DW 09 2006rjrcardosoNo ratings yet
- Atego 2426 6x2 Plataforma B09916597Document2 pagesAtego 2426 6x2 Plataforma B09916597José Carlos Cruz JuniorNo ratings yet
- Rotary vane vacuum pumpsDocument6 pagesRotary vane vacuum pumpsFelix VeraNo ratings yet
- Relatório Análise Do MotorDocument8 pagesRelatório Análise Do MotorRobert MatheusNo ratings yet
- Temperatura de RoletesDocument5 pagesTemperatura de RoletesLeonardo Augusto MamutteNo ratings yet
- Retentor MedidasDocument66 pagesRetentor Medidasvcarneiro82No ratings yet
- Fundamentos Dos RolamentosDocument47 pagesFundamentos Dos RolamentosGilson TadeuNo ratings yet
- Transmissão - Idemitsu CVT FluidDocument4 pagesTransmissão - Idemitsu CVT FluidLuiz FelipeNo ratings yet
- Lubrificação Seleção Graxa Adequada PDFDocument19 pagesLubrificação Seleção Graxa Adequada PDFNicolas SzernekNo ratings yet
- Tabela de Ajuste de Rols Autocompensadores de Rolos Sobre BuchasDocument1 pageTabela de Ajuste de Rols Autocompensadores de Rolos Sobre BuchasJairo Gonzaga100% (2)
- Catálogo técnico de uniões rotativas e juntas rotativasDocument15 pagesCatálogo técnico de uniões rotativas e juntas rotativasNícoli Galo100% (1)
- Armazenamento de Graxa para Evitar Sangramento e SeparaçãoDocument7 pagesArmazenamento de Graxa para Evitar Sangramento e SeparaçãoJosé Cesário NetoNo ratings yet
- Informações de Auxilio Da Tomador de Amostra Sonda ObliquaDocument3 pagesInformações de Auxilio Da Tomador de Amostra Sonda ObliquaAndré MariaNo ratings yet
- MTBF: Um indicador de confiabilidadeDocument10 pagesMTBF: Um indicador de confiabilidadeAlexandre SilvaNo ratings yet
- Catalogo AMF Elementos de Fixacao HidraulicosDocument320 pagesCatalogo AMF Elementos de Fixacao HidraulicosOdil Elizandro BaldiatiNo ratings yet
- ISO 1219 símbolos gráficos hidráulicosDocument10 pagesISO 1219 símbolos gráficos hidráulicosReginato Rezende MoschenNo ratings yet
- Redutor Bonfiglioli Serie ADocument104 pagesRedutor Bonfiglioli Serie AFernando SantosNo ratings yet
- Manual Do Coletor DADocument20 pagesManual Do Coletor DAshesiliNo ratings yet
- ABNT CB-48 - Comitê Brasileiro de Máquinas RodoviáriasDocument25 pagesABNT CB-48 - Comitê Brasileiro de Máquinas RodoviáriasdiegodoriguelloNo ratings yet
- Aula 15 Listas de ExecciosDocument41 pagesAula 15 Listas de ExecciosRoger De Moraes LinkNo ratings yet
- ND 325 CeDocument1 pageND 325 CejeorgepolettoNo ratings yet
- Guia de instalação e operação do moinho FMODocument23 pagesGuia de instalação e operação do moinho FMOCarlos Cesar MaiaNo ratings yet
- Correntes e Rodas DentadasDocument10 pagesCorrentes e Rodas DentadasMurilo ZanellaNo ratings yet
- NPT 004 Simbolosgraficos PDFDocument15 pagesNPT 004 Simbolosgraficos PDFMarcos AurelioNo ratings yet
- Construcaodeventiladores PDFDocument13 pagesConstrucaodeventiladores PDFAdriano SantosNo ratings yet
- Construção de Ventiladores CentrífugosDocument17 pagesConstrução de Ventiladores Centrífugosjpn19No ratings yet
- João Adeu Domingues HipolitoDocument78 pagesJoão Adeu Domingues Hipolitojpn19No ratings yet
- Aprendendo & Praticando Eletrônica Vol 50 PDFDocument47 pagesAprendendo & Praticando Eletrônica Vol 50 PDFjpn19No ratings yet
- Guia de vistorias para instalações de biocombustíveisDocument38 pagesGuia de vistorias para instalações de biocombustíveisBruno281087No ratings yet
- Guia de vistorias para instalações de biocombustíveisDocument38 pagesGuia de vistorias para instalações de biocombustíveisBruno281087No ratings yet
- ALINHAMENTO PRECISO POR DERIVAÇÃODocument9 pagesALINHAMENTO PRECISO POR DERIVAÇÃOjpn19No ratings yet
- Manual Relógio Ponto NFDocument18 pagesManual Relógio Ponto NFjpn19No ratings yet
- Fotografia SensualDocument14 pagesFotografia Sensualjpn19No ratings yet
- Manual iGO PrimoDocument98 pagesManual iGO PrimoMauro Lúcio Lage CarvalhoNo ratings yet
- Manual Operacao MiniPrint Suprema Rev05Document21 pagesManual Operacao MiniPrint Suprema Rev05qtsunamiNo ratings yet
- Catálogo de Parafusos TELLEPDocument52 pagesCatálogo de Parafusos TELLEPThaynan Faria100% (1)
- Parafusos IvDocument21 pagesParafusos IvGcad CadNo ratings yet
- Manual de Auto Proteçao Do CidadãoDocument129 pagesManual de Auto Proteçao Do CidadãoElvistheking1No ratings yet
- Manual Técnica PolicialDocument123 pagesManual Técnica Policialjpn19100% (5)
- Nós essenciais para escoteirosDocument26 pagesNós essenciais para escoteirosGilson CardosoNo ratings yet
- Energia mecânica em sistemas conservativosDocument13 pagesEnergia mecânica em sistemas conservativosDanielNo ratings yet
- TCC Jonatas Fritz Versao FinalDocument101 pagesTCC Jonatas Fritz Versao FinalFelipe MacielNo ratings yet
- Manual Berço CamaDocument5 pagesManual Berço CamaedojapzNo ratings yet
- Ilusões ÓpticasDocument75 pagesIlusões ÓpticasVera CordeiroNo ratings yet
- Transmissão Aula 19 20Document36 pagesTransmissão Aula 19 20Francisco SantosNo ratings yet
- Martelinho de ouro: manual de instruçõesDocument21 pagesMartelinho de ouro: manual de instruçõesDavi MarquesNo ratings yet
- Análise experimental da perda de carga em condutosDocument16 pagesAnálise experimental da perda de carga em condutosAnna LauraNo ratings yet
- Abnt NBR-11887 PDFDocument4 pagesAbnt NBR-11887 PDFJoão Marcelo T HNo ratings yet
- 17-02 - APS - EXTRACaO - PASTEURIZACaO PDFDocument32 pages17-02 - APS - EXTRACaO - PASTEURIZACaO PDFGaston Eteban Farias DroguettNo ratings yet
- Fisica - PSCIII - Campo ElétricoDocument4 pagesFisica - PSCIII - Campo ElétricoRaquel Filippi de SouzaNo ratings yet
- Análise de Riscos em ProjetosDocument35 pagesAnálise de Riscos em ProjetosjcledoNo ratings yet
- Curso SerigrafiaDocument33 pagesCurso SerigrafiaDeivison Gustavo100% (1)
- Remoção de índigo por POA e reuso da águaDocument44 pagesRemoção de índigo por POA e reuso da águaJean Cesar BenassiNo ratings yet
- Nts 010Document10 pagesNts 010Ricardo Valadão de CarvalhoNo ratings yet
- Jovens são as principais vítimas da violência em FortalezaDocument6 pagesJovens são as principais vítimas da violência em FortalezaCleverson LucasNo ratings yet
- OndasDocument35 pagesOndasMarcia CristinaNo ratings yet
- 2 Lista de Exercícios Resistencia Dos MateriaisDocument6 pages2 Lista de Exercícios Resistencia Dos MateriaisFábio SilvaNo ratings yet
- Físico-Química 7o Ano Avaliação 6 EnergiaDocument2 pagesFísico-Química 7o Ano Avaliação 6 EnergiaSandra CunhaNo ratings yet
- Distribuição eletrônicaDocument10 pagesDistribuição eletrônicaNei Silva100% (1)
- Dados Técnicos - Lâmpada Fluorescente Compacta Eletrônica TecnolampDocument2 pagesDados Técnicos - Lâmpada Fluorescente Compacta Eletrônica TecnolampLuiz GabrielNo ratings yet
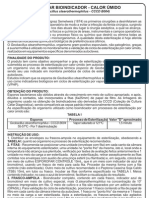
- Bioindicador calor úmidoDocument2 pagesBioindicador calor úmidodavidvianaNo ratings yet
- Sistemas - Auxiliares Do MotorDocument35 pagesSistemas - Auxiliares Do MotorvitcardosoNo ratings yet
- Propagação da incerteza em reconciliação de dados com restrições linearesDocument49 pagesPropagação da incerteza em reconciliação de dados com restrições linearesFernanda EliasNo ratings yet