You might also like
- Cold Box - Advantages To Brazed Fin ExchangersDocument13 pagesCold Box - Advantages To Brazed Fin ExchangersEdison ChoiNo ratings yet
- LNG Coil Wound Heat Exchangers Mid Sized LNG PlantsDocument5 pagesLNG Coil Wound Heat Exchangers Mid Sized LNG Plantschemsac2No ratings yet
- CNG Cylinder and LNG Tank Technology: Number 62 April 2012Document36 pagesCNG Cylinder and LNG Tank Technology: Number 62 April 2012mihailspiridonNo ratings yet
- Chapter 5 LPG RecoveryDocument17 pagesChapter 5 LPG RecoveryMohamed Sayed AbdoNo ratings yet
- Cryogenic TurboexpandersDocument9 pagesCryogenic TurboexpandersDwinaRahmayaniNo ratings yet
- Heat ExchangerDocument12 pagesHeat ExchangeremergingengineerNo ratings yet
- Simulation Study of Cryogenic Air Separation PDFDocument58 pagesSimulation Study of Cryogenic Air Separation PDFAHMEDNo ratings yet
- Cryogenic Techniques JT Vs Expander Limitations Benefits PDFDocument35 pagesCryogenic Techniques JT Vs Expander Limitations Benefits PDFMostafa SharafNo ratings yet
- Ch 30 - LNG Technology Processes - Cryogenic Heat Exchanger DesignDocument7 pagesCh 30 - LNG Technology Processes - Cryogenic Heat Exchanger DesignPutu Indra MahatrisnaNo ratings yet
- LNGDocument6 pagesLNGFahd HatemNo ratings yet
- Process Design and Optimization of Natural Gas PDFDocument6 pagesProcess Design and Optimization of Natural Gas PDFdigecaNo ratings yet
- LNG - Storage - Tank - Rollover PDFDocument7 pagesLNG - Storage - Tank - Rollover PDFchemsac20% (1)
- Mixed Refrigerant ProcessDocument2 pagesMixed Refrigerant ProcessWade ColemanNo ratings yet
- Comparison of Present Day Peakshaving Liquefaction TechnologiesDocument18 pagesComparison of Present Day Peakshaving Liquefaction Technologiesfericoolabiss100% (1)
- Simulation of Ammonia Production From Synthesis GaDocument12 pagesSimulation of Ammonia Production From Synthesis Gasagar dasguptaNo ratings yet
- Day2 1105 Decker Liquid-Hydrogen-Distribution-Technology LindeDocument27 pagesDay2 1105 Decker Liquid-Hydrogen-Distribution-Technology Lindeahmed hamdy100% (1)
- EIA NGL Workshop Anne KellerDocument47 pagesEIA NGL Workshop Anne KellerisbtanwirNo ratings yet
- Selecting: A Suitable ProcessDocument6 pagesSelecting: A Suitable ProcesstermdoxaNo ratings yet
- Heat Transfer in Packed BedDocument10 pagesHeat Transfer in Packed BedNidhi JainNo ratings yet
- Heat Exchanger Types and CalculationsDocument16 pagesHeat Exchanger Types and CalculationsAudrey Patrick KallaNo ratings yet
- Modeling of Naphtha Reforming Unit Applying Detailed 2014 Chemical EngineerDocument30 pagesModeling of Naphtha Reforming Unit Applying Detailed 2014 Chemical EngineerdownloadNo ratings yet
- Carbonyl Sulfide (COS) Removal From Propane GPADocument53 pagesCarbonyl Sulfide (COS) Removal From Propane GPAshitals_18100% (1)
- Techno-Economic Analyses of CO2 Liquefaction - Impact of Product Pressure and ImpuritiesDocument15 pagesTechno-Economic Analyses of CO2 Liquefaction - Impact of Product Pressure and Impuritieskglorstad100% (1)
- PropaneDocument20 pagesPropaneNicolae MarinNo ratings yet
- Shell & Tube Heat Exchanger Design ProcedureDocument30 pagesShell & Tube Heat Exchanger Design ProcedureQamar AbbasNo ratings yet
- APCI's Technology DevelopmentDocument4 pagesAPCI's Technology Developmentapi-3715370No ratings yet
- Design and Application of Ammonia Heat PumpDocument8 pagesDesign and Application of Ammonia Heat PumptasysatNo ratings yet
- AFHEWebinar29-Nov-2011 - Final Fired HeaterDocument26 pagesAFHEWebinar29-Nov-2011 - Final Fired HeaterAmit Goel100% (3)
- Gtl-Gas To LiquidDocument136 pagesGtl-Gas To LiquidDoger Dudesky100% (2)
- CO2 ProductionDocument111 pagesCO2 ProductionGhufran SaeedNo ratings yet
- Simple Reactor DesignDocument30 pagesSimple Reactor DesignSehry SyedNo ratings yet
- Ambient Vaporizer BrochureDocument3 pagesAmbient Vaporizer Brochurewerxcvfds100% (1)
- Lect 5 - Liquefaction - 2015 PDFDocument6 pagesLect 5 - Liquefaction - 2015 PDFAnonymous oqlnO8e100% (1)
- Basic Data Sources and Distillation FundamentalsDocument27 pagesBasic Data Sources and Distillation FundamentalsChakerZagroubaNo ratings yet
- Sthe SSDocument43 pagesSthe SSNathanianNo ratings yet
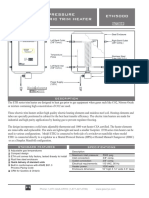
- Trim Heater PDFDocument2 pagesTrim Heater PDFsaadashfaq100% (1)
- Roll Over of LNG: Export Gas Quality VariationsDocument2 pagesRoll Over of LNG: Export Gas Quality VariationsFyaSofiaNo ratings yet
- HPCL IT DHDS Block OverviewDocument37 pagesHPCL IT DHDS Block OverviewSrija Mummidi100% (1)
- Enhanced NGL Recovery ProcessDocument5 pagesEnhanced NGL Recovery ProcessEdgar HuancaNo ratings yet
- Biotechnological H2S RemovalDocument39 pagesBiotechnological H2S RemovalWoMeiYouNo ratings yet
- 3 3 MR Robert PardemannDocument47 pages3 3 MR Robert Pardemannhoremheb1No ratings yet
- Boiler Heat FluxDocument8 pagesBoiler Heat FluxMubarik Ali100% (1)
- Selecting Tube Inserts For Shell-and-Tube Heat ExchangersDocument7 pagesSelecting Tube Inserts For Shell-and-Tube Heat Exchangerskamranonline999No ratings yet
- Chap2 - Fundamentals and Principles of Natural Gas ProcessingDocument22 pagesChap2 - Fundamentals and Principles of Natural Gas Processingghgh140No ratings yet
- Heat ExchangersDocument36 pagesHeat ExchangersSyukri ShahNo ratings yet
- Integrated NGL and LNG ProcessDocument16 pagesIntegrated NGL and LNG ProcessD K SNo ratings yet
- Main Combustion ChamberDocument31 pagesMain Combustion Chambershaliq28No ratings yet
- 07 Hydrogen From SMRDocument6 pages07 Hydrogen From SMRmaheshNo ratings yet
- Selection of Cryogenic InsulationDocument9 pagesSelection of Cryogenic Insulationanwarhas05No ratings yet
- PRE - Ppt-Thermal Cracking DesignDocument16 pagesPRE - Ppt-Thermal Cracking DesignnikhilNo ratings yet
- Cryogenic DistillationDocument62 pagesCryogenic DistillationRapee Puaksungnoen100% (1)
- Ethylene Splitter Rev01 WebDocument24 pagesEthylene Splitter Rev01 WebaizatmaricanNo ratings yet
- Aspentech Course Catalog Fy18Document27 pagesAspentech Course Catalog Fy18Waseem AkramNo ratings yet
- 2.1 RefSYS Reactor ModelsDocument20 pages2.1 RefSYS Reactor ModelsGoutam Giri100% (1)
- TEP10 Natural Gas Liquefaction - 2008Document28 pagesTEP10 Natural Gas Liquefaction - 2008viknesh100% (1)
- Comparison AAV, SAV, and IFVDocument9 pagesComparison AAV, SAV, and IFVInggitNo ratings yet
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- International Thermodynamic Tables of the Fluid State: Propylene (Propene)From EverandInternational Thermodynamic Tables of the Fluid State: Propylene (Propene)No ratings yet
- Steam and Water Flow Circuit: Apl Mundra Power Plant 5×660Mw ProjectDocument2 pagesSteam and Water Flow Circuit: Apl Mundra Power Plant 5×660Mw ProjectParveen NakwalNo ratings yet
- ENRG406 - L1 - Boiling and CondensationDocument46 pagesENRG406 - L1 - Boiling and Condensationanasaoa2002No ratings yet
- Poster PDFDocument1 pagePoster PDFHemant MunbodNo ratings yet
- Jürgen Breuste - The Green City - Urban Nature As An Ideal, Provider of Services and Conceptual Urban Design Approach-Springer (2022)Document393 pagesJürgen Breuste - The Green City - Urban Nature As An Ideal, Provider of Services and Conceptual Urban Design Approach-Springer (2022)Rafaela TeodoraNo ratings yet
- Ideal GasDocument24 pagesIdeal Gastechno studioNo ratings yet
- Volume IIIDocument2 pagesVolume IIIVansh PandyaNo ratings yet
- Refrigeration and Heat Pump.. (GROUP-5) PDFDocument6 pagesRefrigeration and Heat Pump.. (GROUP-5) PDFmahirtajuar128No ratings yet
- Powder Technology (POWDER TECHNOL)Document8 pagesPowder Technology (POWDER TECHNOL)Dappa DavidNo ratings yet
- Simple Harmonic MotionDocument41 pagesSimple Harmonic MotionHui JingNo ratings yet
- Multiphase SystemDocument20 pagesMultiphase Systemsrakeshkm@gmail.comNo ratings yet
- WPS Solution Work Power EnergyDocument4 pagesWPS Solution Work Power EnergyRahul HebsurNo ratings yet
- Chapt 6 Quiz Notes For Quiz On Primary and Secondary SuccessionDocument8 pagesChapt 6 Quiz Notes For Quiz On Primary and Secondary Successionicemaniceman1111100% (5)
- Lecture 8.0 Bearing Capacity of Shallow FoundationDocument30 pagesLecture 8.0 Bearing Capacity of Shallow FoundationjbjuanzonNo ratings yet
- Physics Formulae and Data Sheet Stage 3 2015Document4 pagesPhysics Formulae and Data Sheet Stage 3 2015Ang Yu LongNo ratings yet
- Thrust Into Space PDFDocument125 pagesThrust Into Space PDFruslanagNo ratings yet
- Engineering Guide to Steam Piping Layout and DesignDocument15 pagesEngineering Guide to Steam Piping Layout and DesignAeromoon AeroseekNo ratings yet
- CHEM2 Long Quiz 2Document4 pagesCHEM2 Long Quiz 2Maria Leonora PaltaoNo ratings yet
- Forman 1995 Some General Principles of Landscape and Regional EcologyDocument10 pagesForman 1995 Some General Principles of Landscape and Regional EcologyRodolfo FallasNo ratings yet
- TewariDocument50 pagesTewariDmitryRussu100% (1)
- KalpavrikshDocument23 pagesKalpavrikshKalpavrishkNo ratings yet
- Plants Nutrition Chapter SummaryDocument7 pagesPlants Nutrition Chapter Summaryaeae100% (1)
- Efficiency of Solar Energy in El Paso Alejandra Licon The University of Texas at El PasoDocument11 pagesEfficiency of Solar Energy in El Paso Alejandra Licon The University of Texas at El Pasoapi-302215696No ratings yet
- ATEX NotesDocument9 pagesATEX NotesborrowmanaNo ratings yet
- EDEXCEL MODEL PHYSICS ANSWERS 1995-2001 (04-Oct-10)Document265 pagesEDEXCEL MODEL PHYSICS ANSWERS 1995-2001 (04-Oct-10)Radiant ree100% (1)
- 12 Atomic State 13th - CC PDFDocument67 pages12 Atomic State 13th - CC PDFUttam Singh100% (1)
- Resolution Declaring A State of Climate EmergencyDocument2 pagesResolution Declaring A State of Climate EmergencyTeresa Carabuena-DizonNo ratings yet
- Energy ResourcesDocument48 pagesEnergy Resourcesnageshrg6212No ratings yet
- Environmental Ethics in The Hindu Vedas and PuranasDocument3 pagesEnvironmental Ethics in The Hindu Vedas and PuranasShalini DhalNo ratings yet
- Curriculum Map G9 ScienceDocument9 pagesCurriculum Map G9 ScienceReynald AntasoNo ratings yet
- Classification of Boreal Forest Ecosystem Goods and Services in FinlandDocument197 pagesClassification of Boreal Forest Ecosystem Goods and Services in FinlandSivamani SelvarajuNo ratings yet