You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- EjectorDocument269 pagesEjectormbsahgNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Rolling Bearings GuideDocument245 pagesRolling Bearings GuideMiloradRadnovicNo ratings yet
- NETA Handbook Series I Insulating Oils PDFDocument112 pagesNETA Handbook Series I Insulating Oils PDF1981todurkar50% (2)
- Lempor Ejector Calculator Beta 1.1Document21 pagesLempor Ejector Calculator Beta 1.1myungkwan haNo ratings yet
- X Steam Tables (English Units)Document8 pagesX Steam Tables (English Units)Troy ThennisNo ratings yet
- API 510 PC 20 31 Aug05 Final Exam OpenDocument4 pagesAPI 510 PC 20 31 Aug05 Final Exam OpennikafiqNo ratings yet
- Basic principles of vacuum technology overviewDocument54 pagesBasic principles of vacuum technology overviewFederico Leon100% (1)
- ZR Handbook Rev2 PDFDocument80 pagesZR Handbook Rev2 PDFmyungkwan haNo ratings yet
- Emission Calculation 2Document12 pagesEmission Calculation 2myungkwan haNo ratings yet
- Ejectors: Wide Uses & Selection GuideDocument6 pagesEjectors: Wide Uses & Selection Guidehappale2002No ratings yet
- MotorDocument1 pageMotormyungkwan haNo ratings yet
- PSV Calculation SheetDocument9 pagesPSV Calculation Sheetmyungkwan haNo ratings yet
- DOE 1090 Chap11Document45 pagesDOE 1090 Chap11harrinsonfNo ratings yet
- Duct Bulk Materials Calculation Sheet Project Name: SraacDocument6 pagesDuct Bulk Materials Calculation Sheet Project Name: Sraacmyungkwan haNo ratings yet
- Design Concept of Once-Through CW SystemDocument12 pagesDesign Concept of Once-Through CW Systemmyungkwan haNo ratings yet
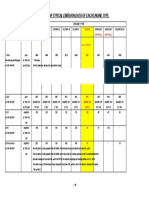
- Comparision Table For Typical Emission Data of Each Engine TypeDocument1 pageComparision Table For Typical Emission Data of Each Engine Typemyungkwan haNo ratings yet
- Boiler Tuning BasicsDocument14 pagesBoiler Tuning Basicsveeru290683_20976731No ratings yet
- Radiator Fan Moterating CalculationDocument20 pagesRadiator Fan Moterating Calculationmyungkwan haNo ratings yet
- Motor torque calculations for two load casesDocument4 pagesMotor torque calculations for two load casesmyungkwan haNo ratings yet
- Comparision of EmissionDocument13 pagesComparision of Emissionmyungkwan haNo ratings yet
- Heat Exchanger DesignDocument2 pagesHeat Exchanger DesignAmit Sharma ParasharNo ratings yet
- Lecture 5Document40 pagesLecture 5Harry RamzaNo ratings yet
- Appendix B PDFDocument1 pageAppendix B PDFLuis Felipe Mera GrandasNo ratings yet
- Indoor Air Unit Conversions PDFDocument4 pagesIndoor Air Unit Conversions PDFmyungkwan haNo ratings yet
- 5EH Steam Jet Ejectors Brochure PDFDocument19 pages5EH Steam Jet Ejectors Brochure PDFB R RavichandranNo ratings yet
- How To Measure Carbon Dioxide: Operation Principle of Infrared SensorsDocument4 pagesHow To Measure Carbon Dioxide: Operation Principle of Infrared SensorsDejan BošnjakNo ratings yet
- Entropy 17 07869Document22 pagesEntropy 17 07869Victor VazquezNo ratings yet
- Ejector Configuration For Designing A Simple and High Performance Solar Cooling SystemDocument8 pagesEjector Configuration For Designing A Simple and High Performance Solar Cooling Systemmyungkwan haNo ratings yet
- 5EH Steam Jet Ejectors Brochure PDFDocument19 pages5EH Steam Jet Ejectors Brochure PDFB R RavichandranNo ratings yet
- Ejectormodeling 82-A563Document7 pagesEjectormodeling 82-A563jlcheefei9258No ratings yet
- Pump Installation: Tim Sullivan, P.EDocument61 pagesPump Installation: Tim Sullivan, P.ELeo NardoNo ratings yet
- Ejectormodeling 82-A563Document7 pagesEjectormodeling 82-A563jlcheefei9258No ratings yet
- Atomic Bonding LectureDocument15 pagesAtomic Bonding LectureSarahNo ratings yet
- Is 11384Document19 pagesIs 11384Akhlaq HussainNo ratings yet
- Title: Tensile TestDocument5 pagesTitle: Tensile TestAbdulrahmanNo ratings yet
- EN 287-1-2011-Otkl (Grupi Celici)Document1 pageEN 287-1-2011-Otkl (Grupi Celici)Vasko MandilNo ratings yet
- Marcet BoilerDocument7 pagesMarcet BoilerSt Oong100% (1)
- DynamicsDocument15 pagesDynamicstomtom9649100% (4)
- Dimensional analysis and chemical engineering equationsDocument8 pagesDimensional analysis and chemical engineering equationsleishara0% (1)
- ETA210756 CrossFix Facade System ConsDocument34 pagesETA210756 CrossFix Facade System ConsJelena GraovčevićNo ratings yet
- DistributionatalogueDocument38 pagesDistributionatalogued22027lingmail.comNo ratings yet
- Jorg B. Gotte Et Al - Light Beams With Fractional Orbital Angular Momentum and Their Vortex StructureDocument14 pagesJorg B. Gotte Et Al - Light Beams With Fractional Orbital Angular Momentum and Their Vortex StructureVing666789No ratings yet
- Annual Xi Sample Paper 22-23Document6 pagesAnnual Xi Sample Paper 22-23Cat ChanNo ratings yet
- Manufacturing Lab Manual and ScheduleDocument22 pagesManufacturing Lab Manual and ScheduleSunitNo ratings yet
- Heat Shrinking AllDocument46 pagesHeat Shrinking AllCaylie KirbyNo ratings yet
- Spark LightningDocument92 pagesSpark LightningaaNo ratings yet
- Đề ANH chuyên 5Document7 pagesĐề ANH chuyên 5Phạm Ngô Hiền MaiNo ratings yet
- Bismuth TellurideDocument6 pagesBismuth Tellurideramin pouriaNo ratings yet
- Thermodynamics of Ag CL H, O, Ag BR H, ODocument9 pagesThermodynamics of Ag CL H, O, Ag BR H, Oहरिओम हरीNo ratings yet
- Polymers PDFDocument11 pagesPolymers PDFMy StudymateNo ratings yet
- BIOSEMDocument18 pagesBIOSEMAllan DuplaNo ratings yet
- Design of an Ice PlantDocument30 pagesDesign of an Ice PlantJonan TutaanNo ratings yet
- Turbulent Flow Through Pipes: Friction Factor and Velocity DistributionDocument17 pagesTurbulent Flow Through Pipes: Friction Factor and Velocity Distributiondurga345No ratings yet
- Pile Foundation Design: Dr. Magdi ZumrawiDocument19 pagesPile Foundation Design: Dr. Magdi Zumrawiahmed_cv30No ratings yet
- BNT Quartet BrochureDocument2 pagesBNT Quartet BrochureAnonymous 0oFWTQFNo ratings yet
- Laser Beam Expanders Basics and Applications: Vision System Vision SystemDocument6 pagesLaser Beam Expanders Basics and Applications: Vision System Vision SystemAtul SharmaNo ratings yet
- Geosphere and GeochemistryDocument20 pagesGeosphere and GeochemistrygengkapakNo ratings yet
- Free Electron TheoryDocument68 pagesFree Electron TheoryV Sree Suswara SuswaraNo ratings yet
- UNIVERSITI TUNKU ABDUL RAHMAN Mechanics Tutorial Rotational Motion & DynamicsDocument3 pagesUNIVERSITI TUNKU ABDUL RAHMAN Mechanics Tutorial Rotational Motion & DynamicsYong HaoNo ratings yet
- MP ProblemsDocument2 pagesMP Problemskartikesh prasadNo ratings yet