You might also like
- Hydraulic Calculations Manual (Rev 3) PDFDocument6 pagesHydraulic Calculations Manual (Rev 3) PDFsauroNo ratings yet
- Escalators - How To Plan, Design and Update 1Document5 pagesEscalators - How To Plan, Design and Update 1sauroNo ratings yet
- Compressed Air Installation GuideDocument24 pagesCompressed Air Installation Guidesauro100% (1)
- BSPT Thread Sizes & TypesDocument3 pagesBSPT Thread Sizes & TypesuttampokharkarNo ratings yet
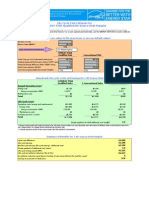
- CALC Plant Volume SUL-13-212Document1 pageCALC Plant Volume SUL-13-212sauroNo ratings yet
- Methods and Devices For The Prevention of Backflow and Back-SiphonageDocument9 pagesMethods and Devices For The Prevention of Backflow and Back-SiphonagesauroNo ratings yet
- Hose Usage ChartDocument1 pageHose Usage ChartsauroNo ratings yet
- Non-Stationary Thermal Model of Indoor Transformer StationsDocument9 pagesNon-Stationary Thermal Model of Indoor Transformer StationssauroNo ratings yet
- Eaching High-Rise Plumbing DesignDocument19 pagesEaching High-Rise Plumbing Designm_salah20202000No ratings yet
- Improve Your Vehicle Workshop with Nederman SolutionsDocument8 pagesImprove Your Vehicle Workshop with Nederman SolutionssauroNo ratings yet
- Plan Your Plumbing Grey and Black Water LayoutDocument1 pagePlan Your Plumbing Grey and Black Water LayoutsauroNo ratings yet
- Typical Uses for Positive Displacement PumpsDocument3 pagesTypical Uses for Positive Displacement PumpsQasim SarwarNo ratings yet
- MGP Chapter3 Wastewater Treatment Overview Jan 2005Document8 pagesMGP Chapter3 Wastewater Treatment Overview Jan 2005sauroNo ratings yet
- CALC Pressure Loss SUL-13-214Document1 pageCALC Pressure Loss SUL-13-214sauroNo ratings yet
- Design of SBR Activated Sludge ProcessDocument2 pagesDesign of SBR Activated Sludge ProcesssauroNo ratings yet
- Ashp Sav CalcDocument5 pagesAshp Sav CalcsauroNo ratings yet
- Correlating Biochemical and Chemical Oxygen Demand of EffluentsDocument11 pagesCorrelating Biochemical and Chemical Oxygen Demand of EffluentssauroNo ratings yet
- Ac 3134Document40 pagesAc 3134sauroNo ratings yet
- Environmental Risk-Based Approaches For Managing Municipal Wastewater Effluent (MWWE)Document230 pagesEnvironmental Risk-Based Approaches For Managing Municipal Wastewater Effluent (MWWE)sauroNo ratings yet
- M13L17 Digester DesignDocument12 pagesM13L17 Digester DesignPragathees WaranNo ratings yet
- Dairy Wastewater CharacteristicsDocument189 pagesDairy Wastewater Characteristicsjoozmax6No ratings yet
- Loading S Calculations by Dr. Ghaida Abu Rumman enDocument36 pagesLoading S Calculations by Dr. Ghaida Abu Rumman ensauroNo ratings yet
- LC 125 LabGuidelinesStandardsDocument36 pagesLC 125 LabGuidelinesStandardssauroNo ratings yet
- Design of Primary Sewage Treatment PlantDocument80 pagesDesign of Primary Sewage Treatment Plant000123456789No ratings yet
- An Intro To Sludge Hand Treat DisposalDocument44 pagesAn Intro To Sludge Hand Treat DisposalEusoofNo ratings yet
- 06 Plumbing and CollectionDocument28 pages06 Plumbing and CollectionsauroNo ratings yet
- Low-Cost Innovative Solutions For Treating Public Market Wastewater in The PhilippinesDocument6 pagesLow-Cost Innovative Solutions For Treating Public Market Wastewater in The PhilippinessauroNo ratings yet
- Eqpm Ventilation and Airconditioning PDFDocument79 pagesEqpm Ventilation and Airconditioning PDFRodrigo Alonso Rosales OrtegaNo ratings yet
- Energy Impacts of Chiller Water Piping ArrangementDocument8 pagesEnergy Impacts of Chiller Water Piping ArrangementSharon LambertNo ratings yet
- 03 Sewage Treatment Utilizing SoilDocument41 pages03 Sewage Treatment Utilizing SoilsauroNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
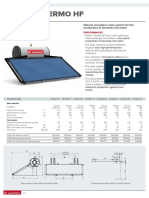
- Kairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionDocument4 pagesKairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionFILID MADNo ratings yet
- Chapter 3b Fugacity and Fugacity Coefficient For MixtureDocument26 pagesChapter 3b Fugacity and Fugacity Coefficient For MixtureSeptiana AyuningtiasNo ratings yet
- Your First Day Lifeguarding: How To Vacuum and Backwash A PoolDocument4 pagesYour First Day Lifeguarding: How To Vacuum and Backwash A PoolMattMonroeNo ratings yet
- Flange Design Tablated FormDocument4 pagesFlange Design Tablated Formmukesh100% (1)
- Exercises Marine Engineer + Internal Combustion EnginesDocument3 pagesExercises Marine Engineer + Internal Combustion EnginesGeorge GaneaNo ratings yet
- Sany 230C - Sy230c8c3kDocument268 pagesSany 230C - Sy230c8c3kLS Hidráulica ManilhaNo ratings yet
- 2014 Miteebite Catalog WebDocument40 pages2014 Miteebite Catalog WebDonald NeislerNo ratings yet
- Unfired Pressure VesselDocument30 pagesUnfired Pressure VesselSrinivasan RajenderanNo ratings yet
- Pegasus EX 3200-5200 Parts ListDocument120 pagesPegasus EX 3200-5200 Parts ListJanos KornfeldNo ratings yet
- January 2009 QP - Unit 1 Edexcel PhysicsDocument19 pagesJanuary 2009 QP - Unit 1 Edexcel PhysicsnaamashirNo ratings yet
- Materi TM-300 28 Feb 2013Document26 pagesMateri TM-300 28 Feb 2013kharimulazizNo ratings yet
- Goodyear Hydraulics Adapters Catalog PDFDocument165 pagesGoodyear Hydraulics Adapters Catalog PDFpsolutions.franciscoNo ratings yet
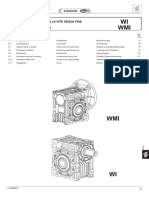
- STM WDocument18 pagesSTM WEdgardo GambandeNo ratings yet
- Service News: Installation of Stage 2 Long MK Ii Onzr4 Priority: Iv Gac: 48 Ecb Aif 1357/C1 Date: 17/07/2004Document30 pagesService News: Installation of Stage 2 Long MK Ii Onzr4 Priority: Iv Gac: 48 Ecb Aif 1357/C1 Date: 17/07/2004Muhammad HardiusNo ratings yet
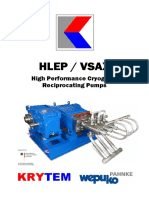
- Hlep / Vsax: High Performance Cryogenic Reciprocating PumpsDocument4 pagesHlep / Vsax: High Performance Cryogenic Reciprocating Pumpsbarun1977No ratings yet
- Hiab 320Document152 pagesHiab 320Jasbir Jammu Repairing & Maintence LLCNo ratings yet
- UiiuDocument20 pagesUiiupravi2010No ratings yet
- Sae As 81819 2001 (En) PDFDocument35 pagesSae As 81819 2001 (En) PDFWilliam LooNo ratings yet
- Certificado - Flange Adapter 125MM - XindaDocument3 pagesCertificado - Flange Adapter 125MM - XindaGR CarlosNo ratings yet
- Amblygon Ta 15-2: Product InformationDocument2 pagesAmblygon Ta 15-2: Product InformationGregory Alan Francisco IINo ratings yet
- ProgManual - DXF (EZ Trak Programming and Operating Manual-March 2001)Document289 pagesProgManual - DXF (EZ Trak Programming and Operating Manual-March 2001)Mike Ham100% (1)
- Sheet Metal OperationsDocument27 pagesSheet Metal OperationsbmvinayNo ratings yet
- Gerstle1989 PDFDocument8 pagesGerstle1989 PDFJorge HenriqueNo ratings yet
- 4.DB Flats (1-7) & SMDB TypicalDocument9 pages4.DB Flats (1-7) & SMDB TypicalhpzenNo ratings yet
- GH60RS RSVRST Procedures MAR 15.pptversion 2Document103 pagesGH60RS RSVRST Procedures MAR 15.pptversion 2Ionut TanaseNo ratings yet
- Sp329a PRIMAAX EX For Mack HDT PDFDocument6 pagesSp329a PRIMAAX EX For Mack HDT PDFJonathan Smith Vargas torresNo ratings yet
- ANSYS Stress Analysis of Impeller Blade at Various RPMDocument13 pagesANSYS Stress Analysis of Impeller Blade at Various RPMcena3135No ratings yet
- Adsorption Gas Treatment Plant - Design Information: Spec. NumberDocument5 pagesAdsorption Gas Treatment Plant - Design Information: Spec. NumberabhmarsNo ratings yet
- Rail Transportation Safety Investigation Report R21C0070Document7 pagesRail Transportation Safety Investigation Report R21C0070CTV CalgaryNo ratings yet
- Gravity Sewer Acceptance Testing Results Sheet: Sewer Pipeline Pressure TestDocument1 pageGravity Sewer Acceptance Testing Results Sheet: Sewer Pipeline Pressure TestLulouch Raiz100% (1)