You might also like
- La Conjetura de GoldbachDocument12 pagesLa Conjetura de GoldbachRonald Richard Quiliche GalvezNo ratings yet
- La Historia Del Número Más Famoso de Las MatemáticasDocument35 pagesLa Historia Del Número Más Famoso de Las Matemáticasalfredc20No ratings yet
- MMC manipulación manual cargasDocument47 pagesMMC manipulación manual cargasLuis Napa PeraltaNo ratings yet
- Ejercicios LimitesDocument20 pagesEjercicios LimitesDavid Guano OjedaNo ratings yet
- Derivada de Una FunciónDocument7 pagesDerivada de Una FunciónJorge Lanz NightrayNo ratings yet
- Límites Infinitos y Límites Al InfinitoDocument13 pagesLímites Infinitos y Límites Al InfinitoJosueNo ratings yet
- Tema de Mecanica de RocasDocument66 pagesTema de Mecanica de Rocashugo teran100% (1)
- Taller Modulo 1 Derivadas ..Document11 pagesTaller Modulo 1 Derivadas ..Moli MoliNo ratings yet
- Ejercicios de IntegralesDocument6 pagesEjercicios de Integralesfranz charlieNo ratings yet
- CalculoDerivadasParcialesDocument13 pagesCalculoDerivadasParcialesDC RicardoNo ratings yet
- MATEMÁTICAI AmerinsaDocument424 pagesMATEMÁTICAI AmerinsaRenee Pancca QuispeNo ratings yet
- Teoria Límites 2 Bach CcssDocument5 pagesTeoria Límites 2 Bach Ccsseleaedu100% (1)
- HT 4 Matba Ing WaDocument3 pagesHT 4 Matba Ing WaJAVICNo ratings yet
- Derivacion ImplicitaDocument5 pagesDerivacion ImplicitaAlfredo BV100% (1)
- Teorema Fundamental Del Calculo IntegralDocument6 pagesTeorema Fundamental Del Calculo IntegralShavy Gf100% (1)
- Guia de Ejercicios de Integrales SimplesDocument6 pagesGuia de Ejercicios de Integrales SimplesAdalberto Jesús FaríaNo ratings yet
- Serie de Calculo IntegralDocument47 pagesSerie de Calculo IntegralTraceur Carlos M. NNo ratings yet
- 12 Integral Definida Aplicaciones PDFDocument3 pages12 Integral Definida Aplicaciones PDFjesusgarciasanchezNo ratings yet
- EcuacionesDocument13 pagesEcuacionesHades InfernoNo ratings yet
- Enque Consiste El Efecto PuntaDocument1 pageEnque Consiste El Efecto PuntaWilson Tapie100% (1)
- Ejercicios Resueltos de Gráficas de Funciones II - SuperprofDocument21 pagesEjercicios Resueltos de Gráficas de Funciones II - SuperprofRosis AlvaradoNo ratings yet
- DerivadasDocument44 pagesDerivadasMartin Ocando CorleoneNo ratings yet
- Métodos de Métodos de Integración Integración: Proyecto 1Document60 pagesMétodos de Métodos de Integración Integración: Proyecto 1Camila CincoNo ratings yet
- RACIONALIZACIONDocument4 pagesRACIONALIZACIONErick Barrera100% (1)
- Derivadas ParcialesDocument18 pagesDerivadas ParcialesLibardo Augusto Trigos RamirezNo ratings yet
- Guia 1 TrigonometriaDocument13 pagesGuia 1 TrigonometriaVicadama VicadamaNo ratings yet
- Teorema de DivergenciaDocument7 pagesTeorema de DivergenciaLaura FlorezNo ratings yet
- Productos notables algebraicosDocument7 pagesProductos notables algebraicosAlejandro OspinaNo ratings yet
- Parcial GavDocument3 pagesParcial GavCarlos Sosa MerinoNo ratings yet
- Derivacion Implicita S 3Document21 pagesDerivacion Implicita S 3neimer chetilan rodriguezNo ratings yet
- Funciones de Varias VariablesDocument62 pagesFunciones de Varias VariablesAmIn20122100% (2)
- Dinámica Rotacional y Momento de Inercia (Ejercicios)Document15 pagesDinámica Rotacional y Momento de Inercia (Ejercicios)sergievitchNo ratings yet
- Trabajo de Investigación de Cálculo VectorialDocument8 pagesTrabajo de Investigación de Cálculo VectorialJessy CelyNo ratings yet
- Calculo Ejercicios de AplicacionDocument4 pagesCalculo Ejercicios de AplicacionGustavo Martinez100% (1)
- FACTORIZACIONDocument18 pagesFACTORIZACIONCarlos H. Ponce0% (1)
- Ondas: elementos, clasificación y fenómenos ondulatoriosDocument17 pagesOndas: elementos, clasificación y fenómenos ondulatoriosJohana TalaveraNo ratings yet
- Guia de FactorizacionDocument9 pagesGuia de FactorizacionHernan Correa SeguraNo ratings yet
- Act#3 CalculoDocument3 pagesAct#3 CalculoJquan PabloNo ratings yet
- HT 12 Matba Ing Limites Trigonometricos 2018 IIDocument2 pagesHT 12 Matba Ing Limites Trigonometricos 2018 IIcarlos daniel hernández riveraNo ratings yet
- Aprender Calculo Integral en 27 LeccionesDocument97 pagesAprender Calculo Integral en 27 Leccioneslidcin100% (1)
- Multiplicadores de LagrangeDocument6 pagesMultiplicadores de LagrangeItalo A. MartinezNo ratings yet
- 09 - Derivadas DireccionalesDocument12 pages09 - Derivadas DireccionalesKeynes Simp de AikyanNo ratings yet
- Propiedades Mecánicas de Las RocasDocument4 pagesPropiedades Mecánicas de Las RocasNicolai Torres AnguloNo ratings yet
- Teorema Fundamental Del CalculoDocument21 pagesTeorema Fundamental Del CalculoRafaelBaltaNo ratings yet
- Método de Gauss SeidelDocument11 pagesMétodo de Gauss SeidelAbran JimenesNo ratings yet
- Ejercicios Sobre CurvaturaDocument5 pagesEjercicios Sobre CurvaturaArturito AcostaNo ratings yet
- Teorema Fundamental Del Calculo IIDocument6 pagesTeorema Fundamental Del Calculo IIusersmallNo ratings yet
- Interpolacion de LagrangeDocument6 pagesInterpolacion de LagrangeArmando CasasNo ratings yet
- Inecuaciones Ejercicios y ProblemasDocument2 pagesInecuaciones Ejercicios y ProblemasQuispe Carhuatocto Daniel CarlosNo ratings yet
- Ecuaciones de primer grado y métodos de resoluciónDocument6 pagesEcuaciones de primer grado y métodos de resoluciónRudy Revolorio BlancoNo ratings yet
- Ejercicios Resueltos - Limites 01 PDFDocument31 pagesEjercicios Resueltos - Limites 01 PDFangel daniel samillan veraNo ratings yet
- Operaciones Fundamentales Del Proceso de Fundición de PiezasDocument27 pagesOperaciones Fundamentales Del Proceso de Fundición de PiezasWilfredo MoralesNo ratings yet
- Ensayo de ArenasDocument18 pagesEnsayo de ArenasjhossetenriquezNo ratings yet
- Examen parcial de solidificación: propiedades de las arenas y características de la arcillaDocument49 pagesExamen parcial de solidificación: propiedades de las arenas y características de la arcillaKenny SalazarNo ratings yet
- Marco TeóricoDocument8 pagesMarco TeóricoJoel JBNo ratings yet
- Resumen de materiales y mezclas para moldearDocument11 pagesResumen de materiales y mezclas para moldeardiego silvaNo ratings yet
- ArenasDocument21 pagesArenasMichel DominguezNo ratings yet
- Materiales de FundiciónDocument57 pagesMateriales de FundiciónCarlos Gerardo RosasNo ratings yet
- Pastas, morteros, adhesivos y hormigones. EOCB0209From EverandPastas, morteros, adhesivos y hormigones. EOCB0209No ratings yet
- Pastas, morteros, adhesivos y hormigones. IEXD0409From EverandPastas, morteros, adhesivos y hormigones. IEXD0409No ratings yet
- ITILDocument15 pagesITILluisNo ratings yet
- Noticias BackusDocument3 pagesNoticias BackusluisNo ratings yet
- Clase N2 de TiemposDocument13 pagesClase N2 de TiemposluisNo ratings yet
- Trabajo Monográfico WordDocument140 pagesTrabajo Monográfico WordluisNo ratings yet
- Costeo Por Proceso UNI 2Document113 pagesCosteo Por Proceso UNI 2luisNo ratings yet
- T-03 Materiales y Mezclas para MoldearDocument14 pagesT-03 Materiales y Mezclas para MoldearluisNo ratings yet
- Capitulo 2Document44 pagesCapitulo 2luis100% (1)
- Análisis del flujo de fondos como herramienta de gestiónDocument10 pagesAnálisis del flujo de fondos como herramienta de gestiónKharla DiazNo ratings yet
- Costeo Por Proceso UNIDocument115 pagesCosteo Por Proceso UNIluisNo ratings yet
- Análisis de La Envoltura de DatosDocument9 pagesAnálisis de La Envoltura de DatosluisNo ratings yet
- Trabajo Monográfico WordDocument139 pagesTrabajo Monográfico WordluisNo ratings yet
- Clase N1 de DT2Document37 pagesClase N1 de DT2luisNo ratings yet
- T-01 Introduccion Tecnologia Del Proceso de FundicionDocument11 pagesT-01 Introduccion Tecnologia Del Proceso de FundicionluisNo ratings yet
- T-02 Diseño y Elaboración de Los Juegos de ModeloDocument19 pagesT-02 Diseño y Elaboración de Los Juegos de ModeloluisNo ratings yet
- T-01 Introduccion Tecnologia Del Proceso de FundicionDocument11 pagesT-01 Introduccion Tecnologia Del Proceso de FundicionluisNo ratings yet
- T-02 Diseño y Elaboración de Los Juegos de ModeloDocument19 pagesT-02 Diseño y Elaboración de Los Juegos de ModeloluisNo ratings yet
- CEP-control y MejoraDocument7 pagesCEP-control y MejoraluisNo ratings yet
- Ley-N30222 Modifica Ley 29783 PDFDocument4 pagesLey-N30222 Modifica Ley 29783 PDFjoelescobedoNo ratings yet
- TermoquimicaDocument48 pagesTermoquimicaluisNo ratings yet
- Primera Clase TeoriaDocument3 pagesPrimera Clase TeorialuisNo ratings yet
- Trabajo de AplicaciónDocument3 pagesTrabajo de AplicaciónluisNo ratings yet
- P R U E B A D E Y O D O F O R M O: Almacén Usuario 1 Usuario 2 Usuario 3 Procesos ResponsablesDocument18 pagesP R U E B A D E Y O D O F O R M O: Almacén Usuario 1 Usuario 2 Usuario 3 Procesos ResponsablesluisNo ratings yet
- Contrato Privado de Segundo PisoDocument1 pageContrato Privado de Segundo PisoluisNo ratings yet
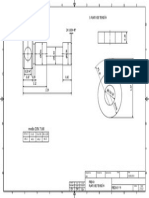
- Plano de Fabricacion 3Document1 pagePlano de Fabricacion 3luisNo ratings yet
- Pieza 3 y 9impre PDFDocument1 pagePieza 3 y 9impre PDFluisNo ratings yet
- Pieza 3 y 9 PDFDocument1 pagePieza 3 y 9 PDFluisNo ratings yet
- Mesa de Centro PDFDocument1 pageMesa de Centro PDFluisNo ratings yet
- Piezas 4, 8 y 12 PDFDocument1 pagePiezas 4, 8 y 12 PDFluisNo ratings yet
- Pieza 7, 5 y 11impre PDFDocument1 pagePieza 7, 5 y 11impre PDFluisNo ratings yet
- Presentación OCRE 2017-1. Ymnm. Mzo, 2017Document14 pagesPresentación OCRE 2017-1. Ymnm. Mzo, 2017Irvin Capha OsoresNo ratings yet
- C 04 Alteraciones HidrotermalesDocument45 pagesC 04 Alteraciones HidrotermalesEduardo Limay CoronadoNo ratings yet
- Contenido de Sílice en Las RocasDocument3 pagesContenido de Sílice en Las RocasCosita-AndrePullasFuertesNo ratings yet
- Especificaciones Tecnicas Cobertura MetalicaDocument16 pagesEspecificaciones Tecnicas Cobertura MetalicaRonald Chauca Huaman71% (7)
- FilosilicatosDocument8 pagesFilosilicatosAndy Romel Zegarra ChavezNo ratings yet
- EETT Herrajes para Conductor ACSR Curlew REPDocument31 pagesEETT Herrajes para Conductor ACSR Curlew REPKingmer FloresNo ratings yet
- AZUFREDocument16 pagesAZUFREPablo AlvarezNo ratings yet
- tal como se solicitó. Este título optimizado para cumple con el objetivo de identificar el tema principal del documento de forma clara y con menos deDocument101 pagestal como se solicitó. Este título optimizado para cumple con el objetivo de identificar el tema principal del documento de forma clara y con menos deJavier LabreNo ratings yet
- Metodo de Explotacion Por HundimientoDocument30 pagesMetodo de Explotacion Por HundimientoCintia GonzálesNo ratings yet
- Mecánica de Rocas Aplicada 0-AIDocument23 pagesMecánica de Rocas Aplicada 0-AIJesus Manuel Vera HuamaniNo ratings yet
- LutecioDocument2 pagesLutecioLuis Felipe Dávila DelgadoNo ratings yet
- Informe III-IV Compuestos Coordinación 2018Document11 pagesInforme III-IV Compuestos Coordinación 2018Daniel100% (1)
- Valencias de Metales y No MetalesDocument3 pagesValencias de Metales y No MetalesLyzetNo ratings yet
- Minería IncaicaDocument4 pagesMinería IncaicaJhilmar Salazar QuintoNo ratings yet
- Capitulo 6 (Estructura de Los Compuestos)Document47 pagesCapitulo 6 (Estructura de Los Compuestos)cecyNo ratings yet
- BONIFICADOSDocument5 pagesBONIFICADOSLsu Sadsj DsfsdjkNo ratings yet
- Sistema de losa aligerada T-Concreto: componentes, procedimiento y ventajasDocument30 pagesSistema de losa aligerada T-Concreto: componentes, procedimiento y ventajasJuan C. ChipanaNo ratings yet
- c1.2 Etapas de Un Proyecto MineroDocument15 pagesc1.2 Etapas de Un Proyecto MineroMaría Elizabeth Ormazabal0% (1)
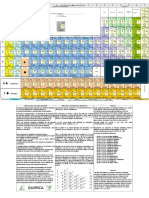
- Tabla PeriodicaDocument2 pagesTabla PeriodicaCompro ZarateNo ratings yet
- La Determinación Volumétrica de Sulfatos en La BibliografíaDocument36 pagesLa Determinación Volumétrica de Sulfatos en La BibliografíatanymccartneyNo ratings yet
- Potenciales RedoxDocument66 pagesPotenciales Redoxxlko0% (1)
- Guía Identificación de RocasDocument11 pagesGuía Identificación de Rocaseketiger100% (1)
- QUELATOMETRIADocument18 pagesQUELATOMETRIABrando HernándezNo ratings yet
- Minas en ApurimacDocument5 pagesMinas en ApurimacyulianNo ratings yet
- PermanganometriaDocument7 pagesPermanganometriaGaby CarranzaNo ratings yet
- Informe Completo Titulacion Acido-BaseDocument5 pagesInforme Completo Titulacion Acido-BaseLeonardo Medina GermanottaNo ratings yet
- Almacenamiento químico - Criterios de incompatibilidadDocument7 pagesAlmacenamiento químico - Criterios de incompatibilidadErnesto LunaNo ratings yet
- ANM RUCOM Comercializadores Consumidores CertificadosDocument778 pagesANM RUCOM Comercializadores Consumidores CertificadosMiguel CastilloNo ratings yet
- Ja 468808Document2 pagesJa 468808Oswaldo Ramos SparrowNo ratings yet
- Investigacion Grupal Materiales FerrososDocument6 pagesInvestigacion Grupal Materiales FerrososdomenicaNo ratings yet