You might also like
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionFrom EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionNo ratings yet
- FCA Nozzle Non-Slam Check Valve CatalogueDocument16 pagesFCA Nozzle Non-Slam Check Valve CataloguePatricio AcuñaNo ratings yet
- Case 2864 9Cr–1Mo–VDocument1 pageCase 2864 9Cr–1Mo–VAlevj Db100% (1)
- 03SA0S04Document5 pages03SA0S04Jhonny RinconesNo ratings yet
- Star Core 6Document2 pagesStar Core 6jmur10No ratings yet
- TTU Fittings Ttu Industrial Corp., LTD.: Manufacturer'S CertificateDocument1 pageTTU Fittings Ttu Industrial Corp., LTD.: Manufacturer'S CertificateMohamed RaafatNo ratings yet
- Astm f1548 1994Document6 pagesAstm f1548 1994dharlanuctcomNo ratings yet
- Mech Malleable Iron Fittings Catalogue PDFDocument12 pagesMech Malleable Iron Fittings Catalogue PDFics companyNo ratings yet
- Wrought Austenitic Stainless Steel Piping Fittings: Standard Specification ForDocument8 pagesWrought Austenitic Stainless Steel Piping Fittings: Standard Specification FormilecsaNo ratings yet
- Alterations Made To Saudi Aramco Standards From 1985 - 2004Document265 pagesAlterations Made To Saudi Aramco Standards From 1985 - 2004Saad AshrafNo ratings yet
- Add02 1060.1Document14 pagesAdd02 1060.1Diego Calderón AlvaradoNo ratings yet
- Es7 PDFDocument4 pagesEs7 PDFayoungaNo ratings yet
- Ansi B16.1Document6 pagesAnsi B16.1Edison Mauiricio Pulluquitin LaicaNo ratings yet
- SST (GMAW) Welding Process PDFDocument4 pagesSST (GMAW) Welding Process PDFmudrijasm100% (1)
- Welding Products Catalogue Provides SolutionsDocument8 pagesWelding Products Catalogue Provides SolutionsNeetesh SoniNo ratings yet
- B88-14 Standard Specification For Seamless Copper Water TubeDocument7 pagesB88-14 Standard Specification For Seamless Copper Water TubeislamakthamNo ratings yet
- Product Categories: Fittings, Valves, Clamps & Accessories For Hose, Pipe and TubeDocument35 pagesProduct Categories: Fittings, Valves, Clamps & Accessories For Hose, Pipe and TubeRaj DomadiyaNo ratings yet
- Api600 Valve Trim ChartDocument2 pagesApi600 Valve Trim ChartBoankNo ratings yet
- Astm A192 Asme Sa192 PDFDocument4 pagesAstm A192 Asme Sa192 PDFWil Vasquez C100% (1)
- Astm A234-A234m-06Document8 pagesAstm A234-A234m-06NadhiraNo ratings yet
- Aws Publications Catalog: Summer 2010Document20 pagesAws Publications Catalog: Summer 2010saeedahmad901No ratings yet
- Copper Nickel CatalogDocument40 pagesCopper Nickel CatalogpetertaboadaNo ratings yet
- Age-Hardening Alloy Steel Forgings For Pressure Vessel ComponentsDocument4 pagesAge-Hardening Alloy Steel Forgings For Pressure Vessel ComponentsGustavo SuarezNo ratings yet
- Astm A53Document2 pagesAstm A53DeepakNo ratings yet
- Böhler Welding GuideDocument519 pagesBöhler Welding GuideJoseph DsilvaNo ratings yet
- Valves, Flanges, Fittings, and Gaskets: Asme B16Document14 pagesValves, Flanges, Fittings, and Gaskets: Asme B16mhmd telfah100% (1)
- Welding Advanced Chromium Alloys for High-Temperature ServiceDocument5 pagesWelding Advanced Chromium Alloys for High-Temperature Servicesaji_t1984100% (1)
- Corrosion Resistance TablesDocument9 pagesCorrosion Resistance TablesManoj BNo ratings yet
- Piping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature ServiceDocument10 pagesPiping Fittings of Wrought Carbon Steel and Alloy Steel For Moderate and High Temperature ServiceNagLakshmananNo ratings yet
- STD-INSP-0125 IGC Phases Practice - A - (ASTM A923) DUPLEXDocument2 pagesSTD-INSP-0125 IGC Phases Practice - A - (ASTM A923) DUPLEXAkshay KalraNo ratings yet
- Jeremias INSTALL DS-GOV PDFDocument28 pagesJeremias INSTALL DS-GOV PDFjudi sierNo ratings yet
- Section 11 Piping Systems, Valves and Pumps: I - Part 1 GL 2012 Page 11-1Document52 pagesSection 11 Piping Systems, Valves and Pumps: I - Part 1 GL 2012 Page 11-1Andy PhoenixNo ratings yet
- ValveDocument9 pagesValveAdhie_ginthinkNo ratings yet
- QCF312 WPQRDocument2 pagesQCF312 WPQRminhnnNo ratings yet
- Sae j429 Vs Astm A354 BDDocument2 pagesSae j429 Vs Astm A354 BDAdam GordonNo ratings yet
- Astm A529 1975Document4 pagesAstm A529 1975dharlanuctcomNo ratings yet
- Aws D10.4-1986Document42 pagesAws D10.4-1986Lalo PeraltaNo ratings yet
- Asme b18!8!4m Pin Materials and HardnessDocument2 pagesAsme b18!8!4m Pin Materials and Hardnessjaskaran singhNo ratings yet
- Ab 536 Requirements For The Integrity Management of Grade 91 Steel Used Above Currently Permitted Allowable StressesDocument17 pagesAb 536 Requirements For The Integrity Management of Grade 91 Steel Used Above Currently Permitted Allowable StressesCarlos Maldonado SalazarNo ratings yet
- Cement-Mortar Lined & Coated Steel PipeDocument5 pagesCement-Mortar Lined & Coated Steel Pipenay denNo ratings yet
- A338 Steel StandardDocument2 pagesA338 Steel StandardguilhermehsssNo ratings yet
- JIS Standard ValveDocument8 pagesJIS Standard ValveJong JavaNo ratings yet
- Crane Bronze ValveDocument62 pagesCrane Bronze ValveAritz BilbaoNo ratings yet
- B729Document3 pagesB729LambertWayneNo ratings yet
- Stainless Steel Bars and Shapes: Standard Specification ForDocument7 pagesStainless Steel Bars and Shapes: Standard Specification ForMarcelo Santos100% (1)
- CARGAS B31.4 Sostenidas Ocasionales Constructivas Transitorias Valores de Esfuerzos PermisiblesDocument6 pagesCARGAS B31.4 Sostenidas Ocasionales Constructivas Transitorias Valores de Esfuerzos PermisiblesFREDYTOAPANTANo ratings yet
- Astm A 350-2018Document10 pagesAstm A 350-2018Mohammed AliNo ratings yet
- AISI 12L14 Steel Analysis and PropertiesDocument2 pagesAISI 12L14 Steel Analysis and PropertiessyuepiNo ratings yet
- Ferritic/Austenitic (Duplex) Stainless Steel Pipe Electric Fusion Welded With Addition of Filler MetalDocument7 pagesFerritic/Austenitic (Duplex) Stainless Steel Pipe Electric Fusion Welded With Addition of Filler MetalSameh AminNo ratings yet
- Anclajes Red HeadDocument8 pagesAnclajes Red HeadLeonardo AvilaNo ratings yet
- Astm A 494Document7 pagesAstm A 494Rodrigo BarrosNo ratings yet
- Cobalt Based Super AlloysDocument203 pagesCobalt Based Super AlloysLou ParkerNo ratings yet
- Filler Wires PDFDocument7 pagesFiller Wires PDFJayaram MVNo ratings yet
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceFrom EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNo ratings yet
- The Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaFrom EverandThe Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaD M R TaplinNo ratings yet
- Guidelines for Specification, Welding and Inspection of Stainless Alloy PipingDocument19 pagesGuidelines for Specification, Welding and Inspection of Stainless Alloy Pipingafr5364No ratings yet
- D10.4 R1986PVDocument7 pagesD10.4 R1986PVGabriela AxinteNo ratings yet
- KAT-A 2429 EROX-F Edition5 05-12-2012 EN 01Document3 pagesKAT-A 2429 EROX-F Edition5 05-12-2012 EN 01Gabriela AxinteNo ratings yet
- KAT A 2410 PA ZETA Pneumatic Edition7!31!01 2013 enDocument3 pagesKAT A 2410 PA ZETA Pneumatic Edition7!31!01 2013 enGabriela AxinteNo ratings yet
- Kat A 2410 Ea XL Zeta XL Ea From Dn700 Edition7!31!01 2013 enDocument2 pagesKat A 2410 Ea XL Zeta XL Ea From Dn700 Edition7!31!01 2013 enGabriela AxinteNo ratings yet
- KAT-A 2422-M ERI-M Edition5 05-12-2012 EN 01Document2 pagesKAT-A 2422-M ERI-M Edition5 05-12-2012 EN 01Gabriela AxinteNo ratings yet
- Tank Jet MixersDocument2 pagesTank Jet MixersGabriela Axinte100% (1)
- Kat-A 1544 Reto-Stop 1-1 06-10 enDocument4 pagesKat-A 1544 Reto-Stop 1-1 06-10 enGabriela AxinteNo ratings yet
- KAT A - 1030 1033 F5 EA - EKOplus - 6 2 - 21 11 2012 - EN - 01Document3 pagesKAT A - 1030 1033 F5 EA - EKOplus - 6 2 - 21 11 2012 - EN - 01Gabriela AxinteNo ratings yet
- Hvac NotesDocument9 pagesHvac NotesMegha SinghNo ratings yet
- To Study The Construction and Working of 4 - Stroke Petrol / Diesel EngineDocument7 pagesTo Study The Construction and Working of 4 - Stroke Petrol / Diesel EngineBanwari Lal PrajapatNo ratings yet
- Pressure Relief Valve Fig.1319Document2 pagesPressure Relief Valve Fig.1319fernandoNo ratings yet
- Aqa MM1B W QP Jun07Document8 pagesAqa MM1B W QP Jun07Annan_Faridi_517No ratings yet
- Corner Cast in Place AnchorDocument7 pagesCorner Cast in Place Anchorwaweng22No ratings yet
- Fluid StaticsDocument53 pagesFluid StaticsUsama AlameedyNo ratings yet
- Behavior and Analysis of Curved and Skewed Steel Girder BridgesDocument14 pagesBehavior and Analysis of Curved and Skewed Steel Girder Bridgestrabajosic100% (1)
- Modeling Cracked Behavior of Shear Walls in ETABSDocument2 pagesModeling Cracked Behavior of Shear Walls in ETABSjadlouis100% (3)
- Strengthening Mechanisms ExplainedDocument74 pagesStrengthening Mechanisms ExplainedRyan TorresNo ratings yet
- ABB Single Phase MotorsDocument30 pagesABB Single Phase MotorsErvin BošnjakNo ratings yet
- Section 8 Maintenance & SpecificationsDocument30 pagesSection 8 Maintenance & SpecificationsTaha RdmanNo ratings yet
- Redox Breaker + Hour MeterDocument6 pagesRedox Breaker + Hour Meterhenry vegaNo ratings yet
- Axial Piston Pump Lecture 8Document12 pagesAxial Piston Pump Lecture 8ssbudzNo ratings yet
- Fisher Control Valve Sourcebook - Power and Severe ServiceDocument220 pagesFisher Control Valve Sourcebook - Power and Severe Servicemtrj59No ratings yet
- Module-3: Kinematics: ExercisesDocument1 pageModule-3: Kinematics: ExercisesHamza SiddiquiNo ratings yet
- Atlas EbookDocument48 pagesAtlas EbookVyas SrinivasanNo ratings yet
- Catalogue: Creative SpiritDocument88 pagesCatalogue: Creative Spiritedy105No ratings yet
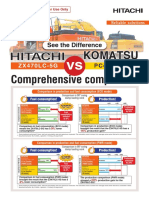
- ZX470-5G Vs Komatsu PC400-8Document3 pagesZX470-5G Vs Komatsu PC400-8Sohibul AminNo ratings yet
- Depressurisation - A Practical GuideDocument20 pagesDepressurisation - A Practical GuideAhmad Firman Masudi100% (2)
- Chapter 3. Part 2Document49 pagesChapter 3. Part 2yohannes lemiNo ratings yet
- Generator Diesel Chicago Pneumatic CPSG 9Document2 pagesGenerator Diesel Chicago Pneumatic CPSG 9diconNo ratings yet
- NH E135B Código de Erro MotorDocument27 pagesNH E135B Código de Erro MotorFernando SabinoNo ratings yet
- 10016-COM-020 Rev0 Procedure For Commissioning of MBF UnitDocument15 pages10016-COM-020 Rev0 Procedure For Commissioning of MBF UnitsithulibraNo ratings yet
- HP237Document20 pagesHP237Asif HameedNo ratings yet
- Steel and Cast Iron Bar Compression ProblemDocument26 pagesSteel and Cast Iron Bar Compression ProblemLarete PaoloNo ratings yet
- District Cooling: Efficiency Improvement in District Cooling System Using Direct CondensationDocument16 pagesDistrict Cooling: Efficiency Improvement in District Cooling System Using Direct CondensationIzah FriendsNo ratings yet
- Product Release: CKMTA12 / 24Document9 pagesProduct Release: CKMTA12 / 24Zewdu TsegayeNo ratings yet
- Coduto10 9Document3 pagesCoduto10 9bagmassNo ratings yet
- Service & Maintenance Manual for 260MRT Aerial LiftDocument110 pagesService & Maintenance Manual for 260MRT Aerial LiftКосNo ratings yet