You might also like
- Cpdmm012 - Multi Agri CutterDocument50 pagesCpdmm012 - Multi Agri CutterIyappan Alagappan0% (1)
- PID ControllerDocument6 pagesPID ControllerpavittarNo ratings yet
- Hy-Pro Catalog 3.3Document230 pagesHy-Pro Catalog 3.3RizkyNo ratings yet
- Power Train ManualDocument354 pagesPower Train ManualJackson Gonzalez BermudezNo ratings yet
- 41160Document94 pages41160Ron EmprerorNo ratings yet
- Fatigue TestingDocument10 pagesFatigue TestingMuhammed SulfeekNo ratings yet
- UNBRAKO Eng Guide 2004Document92 pagesUNBRAKO Eng Guide 2004nurek2100% (2)
- 8mm Video Mechanical Adjustment Manual IX - 992986111Document45 pages8mm Video Mechanical Adjustment Manual IX - 992986111Franco GaitanNo ratings yet
- W Hyda03Document20 pagesW Hyda03sanjozi89No ratings yet
- CM20190617 40dc1 03446Document16 pagesCM20190617 40dc1 03446غسان عبد الناظرNo ratings yet
- Markov ChainDocument10 pagesMarkov ChainmustufahaiderNo ratings yet
- CC IntroDocument86 pagesCC IntroLuis HuirseNo ratings yet
- PC-11 & GF-6: Engine Technology Drives Changes in Oil SpecsDocument84 pagesPC-11 & GF-6: Engine Technology Drives Changes in Oil Specsnnacy2702No ratings yet
- Bearing - Mate Mounting and Carrying Tool: Technical Product InformationDocument11 pagesBearing - Mate Mounting and Carrying Tool: Technical Product InformationmahaveenNo ratings yet
- ManagementDocument139 pagesManagementkefialewNo ratings yet
- Design Fabrication and Testing of MechanDocument80 pagesDesign Fabrication and Testing of MechanSANDIP PANDYANo ratings yet
- Gear Failures Scuffing: Dr.-Ing. Klaus MichaelisDocument28 pagesGear Failures Scuffing: Dr.-Ing. Klaus MichaelisSwarnava PaulNo ratings yet
- Operation ResearchDocument2 pagesOperation Researchaddis100% (1)
- Ar 0854Document240 pagesAr 0854r1c4rd0f3rNo ratings yet
- Frac To GraphyDocument639 pagesFrac To GraphyBHARANINo ratings yet
- Cleanliness Classes For Oils & FuelsDocument3 pagesCleanliness Classes For Oils & FuelsJuan Alejandro Cañas ColoradoNo ratings yet
- FM (MEE84) Module-1 PresentationDocument29 pagesFM (MEE84) Module-1 Presentationsonic somannaNo ratings yet
- Timken Seal Specification GuideDocument204 pagesTimken Seal Specification GuideRupesh DesaiNo ratings yet
- Lapox Epoxy Resin l12 With Hardener K 6 1 1 KG PackingDocument2 pagesLapox Epoxy Resin l12 With Hardener K 6 1 1 KG PackingKarthick MuruganNo ratings yet
- Piping T-Min and Half LifeDocument2 pagesPiping T-Min and Half LifeArun KrishnanNo ratings yet
- Structural Health MonitoringFrom EverandStructural Health MonitoringDaniel BalageasNo ratings yet
- How To Analyze Gear FailuresDocument12 pagesHow To Analyze Gear FailuresOuld EulerNo ratings yet
- Electric Motor Asset ManagementDocument12 pagesElectric Motor Asset ManagementmelanitisNo ratings yet
- Tutorial 6 Linear Regression and CorrelationDocument4 pagesTutorial 6 Linear Regression and CorrelationPeeka Syuhada RosliNo ratings yet
- 3017e PDFDocument26 pages3017e PDFedgarpolNo ratings yet
- Design and Fabrication of Agricultural Cutter Using 4 Bar MechanismDocument6 pagesDesign and Fabrication of Agricultural Cutter Using 4 Bar Mechanismகௌதம் முருகன்100% (1)
- Normal Distribution 1Document5 pagesNormal Distribution 1Inbang ChoiNo ratings yet
- Markov Chains QuestionsDocument3 pagesMarkov Chains Questionscaesar intivezNo ratings yet
- Training Report For AltairDocument4 pagesTraining Report For AltairRavi Teja KondetiNo ratings yet
- Modeling and Analysis of Cage Induction Motors Under Rotor Misalignment and Air Gap EccentricityDocument5 pagesModeling and Analysis of Cage Induction Motors Under Rotor Misalignment and Air Gap EccentricityMilutinNo ratings yet
- Buehler Book PDFDocument137 pagesBuehler Book PDFmarian111No ratings yet
- LCF HCFDocument85 pagesLCF HCFnotonectalNo ratings yet
- Verbal Times Review: Structures Example When They Are UsedDocument4 pagesVerbal Times Review: Structures Example When They Are UsedDiego GonzalezNo ratings yet
- Electrically Induced Bearing Damage and Shaft CurrentsDocument83 pagesElectrically Induced Bearing Damage and Shaft CurrentshamidrezaNo ratings yet
- Composite Failure ModesDocument11 pagesComposite Failure ModesMohammed IrfanNo ratings yet
- Multiscale Modeling of Composite Materials and Structures With ANSYSDocument12 pagesMultiscale Modeling of Composite Materials and Structures With ANSYSIhab El Sawi100% (1)
- Question 2 - Bearing DamageDocument3 pagesQuestion 2 - Bearing DamageMuhd Ilyas100% (1)
- Atsede AyeleADocument54 pagesAtsede AyeleAEyuael SolomonNo ratings yet
- Iyasu Tafese Jiregna1 PDFDocument14 pagesIyasu Tafese Jiregna1 PDFFakada Dabalo Gurmesa100% (1)
- Tool Wear Prediction in End Milling of Ti-6Al-4V Through Kalman Filter Based Fusion of Texture Features and Cutting ForcesDocument12 pagesTool Wear Prediction in End Milling of Ti-6Al-4V Through Kalman Filter Based Fusion of Texture Features and Cutting ForcesMuhabi DwiNo ratings yet
- Vibrations Solutions - PartialDocument15 pagesVibrations Solutions - Partialayariseifallah100% (1)
- Engin Analysis of A Diesel Generator Crankshaft FailureDocument9 pagesEngin Analysis of A Diesel Generator Crankshaft FailureDarel DalmassoNo ratings yet
- Engineering Failure Analysis - DA1Document13 pagesEngineering Failure Analysis - DA1koushikNo ratings yet
- DDTW Properties For High Strength Line Pipe SteelsDocument5 pagesDDTW Properties For High Strength Line Pipe SteelsWagner Duarte FloresNo ratings yet
- QE White Paper - How To Improve Asset LifespanDocument16 pagesQE White Paper - How To Improve Asset LifespanArturo PintoNo ratings yet
- Title: Failure Analysis of Thermowell Weldment CrackingDocument12 pagesTitle: Failure Analysis of Thermowell Weldment CrackingFandrio PermataNo ratings yet
- AISC - Experience With Use of Heavy W Shapes in TensionDocument15 pagesAISC - Experience With Use of Heavy W Shapes in TensionChris ScheinerNo ratings yet
- Bolted Conn. With Hot-Dip Galv. Steel Memb.Document14 pagesBolted Conn. With Hot-Dip Galv. Steel Memb.PaulNo ratings yet
- The Use of Serrated Metallic Gaskets On Air CoolersDocument12 pagesThe Use of Serrated Metallic Gaskets On Air Coolerssammar_10No ratings yet
- Fracture Failure Analysis of 4Cr13 Stainless Steel Linkages in Circuit BreakersDocument7 pagesFracture Failure Analysis of 4Cr13 Stainless Steel Linkages in Circuit BreakersnaderbahramiNo ratings yet
- RunoutDocument14 pagesRunoutMajid SattarNo ratings yet
- Paper No. 857. (Quote When Citing This Article) : 11 WceeDocument8 pagesPaper No. 857. (Quote When Citing This Article) : 11 WceeVanessa KarinaNo ratings yet
- C1 Kolb PaperDocument13 pagesC1 Kolb PaperOprea IulianNo ratings yet
- 1992 - 07 Slotted Bolted Connection Energy DissipatersDocument26 pages1992 - 07 Slotted Bolted Connection Energy DissipatersHenry HoyosNo ratings yet
- Failure Mode of Dissimilar Resistance Spot Welds Between Austenitic Stainless and Low Carbon Steels M. Pouranvari, P. Marashi, M. GoodarziDocument6 pagesFailure Mode of Dissimilar Resistance Spot Welds Between Austenitic Stainless and Low Carbon Steels M. Pouranvari, P. Marashi, M. GoodarziNarayanan SubramanianNo ratings yet
- Worm Gears & Worms - 48 Pitch: MaterialDocument1 pageWorm Gears & Worms - 48 Pitch: MaterialODG_290473No ratings yet
- HX324C11SRK2/16: 16GB (8GB 1G X 64-Bit X 2 PCS.) DDR3-2400 CL11 240-Pin DIMMDocument2 pagesHX324C11SRK2/16: 16GB (8GB 1G X 64-Bit X 2 PCS.) DDR3-2400 CL11 240-Pin DIMMODG_290473No ratings yet
- Ocean Power Conversion For Electricity Generation and Desalinated Water ProductionDocument8 pagesOcean Power Conversion For Electricity Generation and Desalinated Water ProductionODG_290473No ratings yet
- Photo Indication Dimension Diagram: H.264 Megapixel Ip D/N Poe Box CameraDocument2 pagesPhoto Indication Dimension Diagram: H.264 Megapixel Ip D/N Poe Box CameraODG_290473No ratings yet
- CP-200HT Peltier-Thermoelectric Cold Plate Cooler: Technology, IncDocument3 pagesCP-200HT Peltier-Thermoelectric Cold Plate Cooler: Technology, IncODG_290473No ratings yet
- 12 - Right Angle Drives: Catalog Series Material Pages RatiosDocument16 pages12 - Right Angle Drives: Catalog Series Material Pages RatiosODG_290473No ratings yet
- Isce Thrmac 800btu Broch 120611Document2 pagesIsce Thrmac 800btu Broch 120611ODG_290473No ratings yet
- Let Your Glory FallDocument1 pageLet Your Glory FallODG_290473No ratings yet
- Glory Cry The Angel ChoirsDocument1 pageGlory Cry The Angel ChoirsODG_290473No ratings yet
- Ansys Aqwa User Manual 2.4.1Document8 pagesAnsys Aqwa User Manual 2.4.1ODG_290473No ratings yet
- PIPE59Document28 pagesPIPE59ODG_290473No ratings yet
- Link 180Document8 pagesLink 180ODG_290473No ratings yet
- DNV OS D101 Machi Sys PDFDocument61 pagesDNV OS D101 Machi Sys PDFSaid Elhamydy100% (1)
- Sheet Metal Forming PDFDocument8 pagesSheet Metal Forming PDFAlpha WolfNo ratings yet
- Separ Filter SWK-2000 Series: Improves Diesel Engine ReliabilityDocument2 pagesSepar Filter SWK-2000 Series: Improves Diesel Engine ReliabilityJoel AgbekponouNo ratings yet
- Erico Facility Electrical ProtectionDocument64 pagesErico Facility Electrical Protectionnicky_balanNo ratings yet
- Pentapharm Brochure (En) 3.17.14Document12 pagesPentapharm Brochure (En) 3.17.14imakantisNo ratings yet
- Stud Welding Instruction ManualDocument5 pagesStud Welding Instruction Manualedwin jimenezNo ratings yet
- D 3633 - 98 - RDM2MZMDocument3 pagesD 3633 - 98 - RDM2MZMluisandrade100% (1)
- Preparation and CharacterizationDocument6 pagesPreparation and CharacterizationSAI ASSOCIATENo ratings yet
- DSE501 Data Sheet PDFDocument2 pagesDSE501 Data Sheet PDFChristopher100% (3)
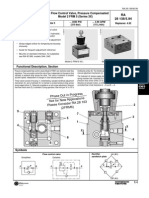
- 2-Way Flow Control Valve, Pressure Compensated Model 2 FRM 5 (Series 3X)Document4 pages2-Way Flow Control Valve, Pressure Compensated Model 2 FRM 5 (Series 3X)Dias EliNo ratings yet
- MB C Klasse Maintenance BookletDocument116 pagesMB C Klasse Maintenance BookletAlex BereanuNo ratings yet
- Egg Hatching Poster en 2015Document1 pageEgg Hatching Poster en 2015mahmudNo ratings yet
- MK GMB 07 Wettability Cap Pressure SaturationDocument28 pagesMK GMB 07 Wettability Cap Pressure SaturationRoni Hepson TambunNo ratings yet
- Dimethyl Ether SDS E4589Document7 pagesDimethyl Ether SDS E4589Daniil GhilescuNo ratings yet
- Astm D 6634-01 (2006)Document14 pagesAstm D 6634-01 (2006)Luis Alberto CalisayaNo ratings yet
- Argillon ICA DeNOx EnglishDocument2 pagesArgillon ICA DeNOx Englishukhfulajif;gNo ratings yet
- H4 Pipe Friction GroupDocument31 pagesH4 Pipe Friction GroupYash PersÌeNo ratings yet
- T-4.896.425 - C01 - MS ITP For Hot Cold Insulation WorksDocument20 pagesT-4.896.425 - C01 - MS ITP For Hot Cold Insulation Worksshahid imamNo ratings yet
- Carregadeira LiebherrDocument17 pagesCarregadeira Liebherrsanches pita100% (5)
- Carbon Alloy Steel Stainless SteelDocument4 pagesCarbon Alloy Steel Stainless Steelaswar_mhNo ratings yet
- Analysis of Ink by TLCDocument7 pagesAnalysis of Ink by TLCkeshavNo ratings yet
- LGFP 2: SKF Food Compatible Bearing GreaseDocument2 pagesLGFP 2: SKF Food Compatible Bearing GreaseJurun_BidanshiNo ratings yet
- Act 6+14Document4 pagesAct 6+14min95No ratings yet
- Mckinsey Report - Make It in AmericaDocument88 pagesMckinsey Report - Make It in AmericaAbhishekJindalNo ratings yet
- Bondek User GuideDocument0 pagesBondek User GuidemarioxguzmanNo ratings yet
- ESolarMark - CO2 - 30 WattDocument2 pagesESolarMark - CO2 - 30 WattJose Diaz100% (1)
- C-23 Life Cycle of Process Plants PDFDocument9 pagesC-23 Life Cycle of Process Plants PDFnike_y2k100% (1)
- Carrier FCUDocument140 pagesCarrier FCUInventor SolidworksNo ratings yet
- Swimming Pool PresentationDocument22 pagesSwimming Pool Presentationkhurshidoman123No ratings yet
- DokaDocument23 pagesDokaKarthik U WCFANo ratings yet