You might also like
- Semana N°04 Ejercicios Teorico Mecanismo de VálvulasDocument12 pagesSemana N°04 Ejercicios Teorico Mecanismo de VálvulasLuis Llanos Llanos SanchezNo ratings yet
- Calculo de Suspension Por Ballestas y Barra de Torsion 1Document22 pagesCalculo de Suspension Por Ballestas y Barra de Torsion 1Cristian LaraNo ratings yet
- Dinámica Lateral ManiobrabilidadDocument20 pagesDinámica Lateral Maniobrabilidademanuel sandovalNo ratings yet
- Factores que aceleran el desgaste en sistemas de lubricaciónDocument1 pageFactores que aceleran el desgaste en sistemas de lubricaciónJosé Luis de León50% (2)
- Tratamiento Térmico T6Document3 pagesTratamiento Térmico T6Sebastian Gomez MorenoNo ratings yet
- Fabricacion Del Bloque de MotorDocument8 pagesFabricacion Del Bloque de MotorMauricio Araujo AriasNo ratings yet
- Trabajo Grupal PDFDocument8 pagesTrabajo Grupal PDFXavi Too100% (2)
- Materiales Usados en La Fabricación de RodamientosDocument11 pagesMateriales Usados en La Fabricación de RodamientosLuis CarrealNo ratings yet
- Banco de PreguntasDocument6 pagesBanco de Preguntasluis19264No ratings yet
- Nte Inen 2582Document24 pagesNte Inen 2582César LGNo ratings yet
- Introducción A La LubricaciónDocument31 pagesIntroducción A La LubricaciónPeluso GarciaNo ratings yet
- Manual de Instrucciones b230 20 Perù Ago07Document528 pagesManual de Instrucciones b230 20 Perù Ago07Luis Yataco LeónNo ratings yet
- Diagrama de Distribusion de Los Motores de Combustion InternaDocument30 pagesDiagrama de Distribusion de Los Motores de Combustion InternaSergio100% (6)
- Marco TeoricoDocument7 pagesMarco Teoriconeftali bmxNo ratings yet
- 1er ParcialDocument1 page1er ParcialMauricio HTNo ratings yet
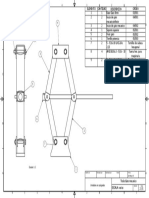
- Planos Gatomec02Document1 pagePlanos Gatomec02sebastianNo ratings yet
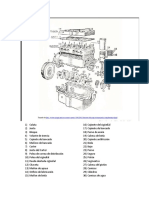
- Partes principales motorDocument3 pagesPartes principales motorJoseCorreaNo ratings yet
- Proyectogokart Mantenimiento Avance Unidad 4Document21 pagesProyectogokart Mantenimiento Avance Unidad 4Daniel VeraNo ratings yet
- UNIDAD 10 Mandrinado o AlesadoDocument52 pagesUNIDAD 10 Mandrinado o AlesadoGustavo Recalde ChamorroNo ratings yet
- Sae 3115 Ficha de PropiedadesDocument1 pageSae 3115 Ficha de PropiedadesWalter MartinezNo ratings yet
- Ejercicios Rotacion y TraslacionDocument8 pagesEjercicios Rotacion y TraslacionAdrianNo ratings yet
- Motor CompoundDocument16 pagesMotor CompoundEder Cotrina HuamanNo ratings yet
- Cadena de RodillosDocument20 pagesCadena de RodillosDanilo Ariza Gtz100% (1)
- Mantenimiento de flechas cardan y juntas universalesDocument13 pagesMantenimiento de flechas cardan y juntas universalesMarco Antonio Vargas CedilloNo ratings yet
- Selección de rodamiento para contraeje de poleasDocument14 pagesSelección de rodamiento para contraeje de poleasJosé Luis100% (1)
- Siempre He de AdorarteDocument7 pagesSiempre He de AdorartevilmafaunaNo ratings yet
- Elementos Estaticos y Dinamicos de Un Motor 1Document45 pagesElementos Estaticos y Dinamicos de Un Motor 1Fredyamerico M Villalobos0% (1)
- Ejercicio Sobre CojineteDocument3 pagesEjercicio Sobre CojineteMartin Ariel GaleanoNo ratings yet
- Fluido de transmisión dual de embrague (DCTF) para vehículos Volkswagen, Audi, Ford y másDocument1 pageFluido de transmisión dual de embrague (DCTF) para vehículos Volkswagen, Audi, Ford y másPabloNo ratings yet
- Ciclo de Refrigeración por Compresión de VaporDocument10 pagesCiclo de Refrigeración por Compresión de VaporDaniel Petroche LeónNo ratings yet
- Calculos de EmbraguesDocument5 pagesCalculos de EmbraguesAlexander SolanoNo ratings yet
- Unidad 2 - Primera ParteDocument13 pagesUnidad 2 - Primera ParteLC Jay100% (1)
- Mantenimiento Preventivo Planificado de Un Avión (Recuperado Automáticamente)Document7 pagesMantenimiento Preventivo Planificado de Un Avión (Recuperado Automáticamente)Vladimir Joel Vilchez SilvaNo ratings yet
- Ejercicio de Ciclo EricssonDocument19 pagesEjercicio de Ciclo EricssonDavid Ospina Moreno0% (1)
- Orden de Encendido de Un Motor Boxer de 4 CilindrosDocument3 pagesOrden de Encendido de Un Motor Boxer de 4 CilindrosJenrry david Huamani ramos100% (2)
- Diagrama Eléctrico de Un Compresor HerméticoDocument1 pageDiagrama Eléctrico de Un Compresor HerméticocortesrolizNo ratings yet
- Guía completa carburadoresDocument5 pagesGuía completa carburadoresNestor Daniel RiquelmeNo ratings yet
- Proceso de Maquinado de Engranaje RectoDocument7 pagesProceso de Maquinado de Engranaje RectoGincNo ratings yet
- Averias Del Conjunto MovilDocument9 pagesAverias Del Conjunto MovilledafeloyNo ratings yet
- Electrcidad Semana 3Document8 pagesElectrcidad Semana 3Daniel SebastianNo ratings yet
- Friccion ExpoDocument8 pagesFriccion ExpoMauricio ValdiviaNo ratings yet
- Cengel 8ed 09 35Document17 pagesCengel 8ed 09 35RichardCamachoNo ratings yet
- TALLER 3 EJERCICIOS CON ELECTRONEUMATICA - BarahonaDavidDocument5 pagesTALLER 3 EJERCICIOS CON ELECTRONEUMATICA - BarahonaDavidDavid BarahonaNo ratings yet
- Diagrama de MandoDocument2 pagesDiagrama de Mandoedwin100% (1)
- PRÁCTICA DIRIGIDA #03 Elementos de MaquinasDocument1 pagePRÁCTICA DIRIGIDA #03 Elementos de MaquinasMiguel Angel Mamani Mejia100% (1)
- Ejercicios Unidad 1Document9 pagesEjercicios Unidad 1Aldair MartinezNo ratings yet
- Piezas Motor SolidDocument18 pagesPiezas Motor SolidKevin CalyecacNo ratings yet
- MARCO TEÓRICO Del Motor DieselDocument1 pageMARCO TEÓRICO Del Motor DieselCristhian Cazas100% (1)
- Cuestionario Cap. 26Document5 pagesCuestionario Cap. 26Michell ContrerasNo ratings yet
- Mecanizado de bocín: Análisis de materiales y tiempos de maquinadoDocument11 pagesMecanizado de bocín: Análisis de materiales y tiempos de maquinadowilliamNo ratings yet
- I-OP-MT-087 Instructivo para Realizar Cambio de Rodamientos y o Motores de 10 HP o Mayores IMPRESODocument7 pagesI-OP-MT-087 Instructivo para Realizar Cambio de Rodamientos y o Motores de 10 HP o Mayores IMPRESODiego Frias100% (1)
- Criterios para La Selección de Un Motor y Controles EléctricosDocument11 pagesCriterios para La Selección de Un Motor y Controles EléctricosDaniel Steven Garcia0% (1)
- Respuestas a preguntas sobre conceptos básicos de termodinámicaDocument5 pagesRespuestas a preguntas sobre conceptos básicos de termodinámicaFreddy CarriónNo ratings yet
- GTZ - Ejercicios Calculo Tecnico-6Document1 pageGTZ - Ejercicios Calculo Tecnico-6Arelis Coraizaca100% (2)
- Grados de Viscosidad SAEDocument5 pagesGrados de Viscosidad SAESylvia MdmNo ratings yet
- w20160822161306160 - 7000002169 - 09-09-2016 - 203741 - PM - Mantto Correctivo y Paràmetros de ManttoDocument50 pagesw20160822161306160 - 7000002169 - 09-09-2016 - 203741 - PM - Mantto Correctivo y Paràmetros de ManttoJhordin Fernandez QuispeNo ratings yet
- Tarea Tercer Parcial, Elementos Sometidos A Cargas de TorsiónDocument1 pageTarea Tercer Parcial, Elementos Sometidos A Cargas de Torsiónadrian bravoNo ratings yet
- Diseño Del Disco de FriccionDocument7 pagesDiseño Del Disco de FriccionSanti Llivisaca RamosNo ratings yet
- Valvulas, Asientos y GuiasDocument43 pagesValvulas, Asientos y GuiasSonia Sanchez VargasNo ratings yet
- Muelles o Resortes Helicoidales-MaterialesDocument12 pagesMuelles o Resortes Helicoidales-MaterialesLuciano Martinez100% (1)
- Nanotecnología agrícola: beneficios de formulaciones biológicasDocument37 pagesNanotecnología agrícola: beneficios de formulaciones biológicasFer Tuesta0% (1)
- Problemas Propuestos de Excavación y TransporteDocument3 pagesProblemas Propuestos de Excavación y TransporteMiguel Andrés100% (1)
- La PC Enciende Pero No Da VIDEODocument6 pagesLa PC Enciende Pero No Da VIDEOMiguel Angel Roa BecerrilNo ratings yet
- Manual de Pedidos y Adquisiciones SIGADocument30 pagesManual de Pedidos y Adquisiciones SIGAfilemon252No ratings yet
- Metodología para La Determinación de Hidrógeno Difusible en Procesos de Soldadura Mediante Cromatografía de Gases PDFDocument9 pagesMetodología para La Determinación de Hidrógeno Difusible en Procesos de Soldadura Mediante Cromatografía de Gases PDFjuanNo ratings yet
- Aspectos Ambientales en La Recuperacion SecundariaDocument3 pagesAspectos Ambientales en La Recuperacion SecundariaAlejandro Gabriel MaidanaNo ratings yet
- Idoc - Pub - Tipo de Medio Arbol de ValvulasDocument20 pagesIdoc - Pub - Tipo de Medio Arbol de ValvulasJesus T. GarciaNo ratings yet
- Diseño concreto livianoDocument11 pagesDiseño concreto livianoCristian Frans XemoxNo ratings yet
- Pedagogía - Resumen de Carpeta de Trabajo - Universidad Virtual de Quilmes.Document54 pagesPedagogía - Resumen de Carpeta de Trabajo - Universidad Virtual de Quilmes.Agustina Arrién83% (6)
- Procedimiento Red ContraincendioDocument5 pagesProcedimiento Red ContraincendioNacianceno LópezNo ratings yet
- Diseño y DistribucionDocument3 pagesDiseño y DistribucionJorge MadridNo ratings yet
- AeH2 Informe FinalDocument228 pagesAeH2 Informe FinalCarlos Augusto VieiraNo ratings yet
- Separador SEPOL - PolysiusDocument5 pagesSeparador SEPOL - PolysiusRAricaS100% (2)
- CAtalogo Maresa PDFDocument290 pagesCAtalogo Maresa PDFh10gomezNo ratings yet
- PROJOVEN Programa de Empleo JuvenilDocument135 pagesPROJOVEN Programa de Empleo JuvenilnegreirosociologoNo ratings yet
- Escribimos acrósticosDocument7 pagesEscribimos acrósticosPily Rt100% (1)
- Memoria-Descriptiva - Cordova CordovaDocument6 pagesMemoria-Descriptiva - Cordova CordovaJean Paul Miñano VelizNo ratings yet
- Obtencion de Acido NítricoDocument13 pagesObtencion de Acido NítricoChristian Charcape Velasquez100% (10)
- Manual Caravana MoncayoDocument17 pagesManual Caravana MoncayoXoán Villarmea100% (1)
- Examen Procesos IndustrialesDocument12 pagesExamen Procesos IndustrialesatracadunoNo ratings yet
- Enfriamiento de cilindros con camisasDocument15 pagesEnfriamiento de cilindros con camisasElectricidad Practica InicialNo ratings yet
- Implementación de Sistema de Información para Col. San AntonioDocument19 pagesImplementación de Sistema de Información para Col. San AntonioPatricio Javier VeraNo ratings yet
- Primer Ejercicio de Glosa: Luchetti, E. (1998) - El Diagnóstico en El Aula. Conceptos, Procedimientos, Actitudes y Dimensiones Complementarias.Document5 pagesPrimer Ejercicio de Glosa: Luchetti, E. (1998) - El Diagnóstico en El Aula. Conceptos, Procedimientos, Actitudes y Dimensiones Complementarias.YeoryettNo ratings yet
- Lista de Cotejo para Evaluar Lluvias de Idea1Document3 pagesLista de Cotejo para Evaluar Lluvias de Idea1api-254627324No ratings yet
- Mantenimiento RCM Tarea 3 UsachDocument7 pagesMantenimiento RCM Tarea 3 UsachAndré FuenzalidaNo ratings yet
- Dibujo Mecanico 2015Document5 pagesDibujo Mecanico 2015Héctor Fidel Chire RamírezNo ratings yet
- Guía de respuestas del curso de negociosDocument5 pagesGuía de respuestas del curso de negociosMassiel Anculle100% (1)
- Lineas y Subestaciones ElectricasDocument4 pagesLineas y Subestaciones ElectricasƇezâƦ KoƦƬșNo ratings yet