You might also like
- APQP and PPAP ExplainedDocument3 pagesAPQP and PPAP ExplainedignaunaqNo ratings yet
- APQP Guide for SuppliersDocument19 pagesAPQP Guide for SuppliersrjzepfelNo ratings yet
- D 020 4 03 EN RevEDocument28 pagesD 020 4 03 EN RevEnrupbalarNo ratings yet
- PPAP ChecklistDocument2 pagesPPAP ChecklistSudhagarNo ratings yet
- Giriraj Precision Screws PVT - Ltd. Quality Manual Procedure APQP (Advanced Product Quality Planning) 1. PurposeDocument9 pagesGiriraj Precision Screws PVT - Ltd. Quality Manual Procedure APQP (Advanced Product Quality Planning) 1. PurposeMohit KaushikNo ratings yet
- Appendix 25 VDA 6 3 Process AuditDocument12 pagesAppendix 25 VDA 6 3 Process AuditSeda De Drasnia100% (1)
- APQP & PPAP Training ProgramDocument1 pageAPQP & PPAP Training Programbalakumar rajaram100% (1)
- APQP Workbook TrainingDocument31 pagesAPQP Workbook TrainingFranciscoNo ratings yet
- Apqp Material PDFDocument13 pagesApqp Material PDFHariharan PNo ratings yet
- 18 Point Ppap Plan Approval-WaiverDocument4 pages18 Point Ppap Plan Approval-WaiverBrenda GillNo ratings yet
- APQPDocument18 pagesAPQPMy Dad My World100% (1)
- PFEMA Attachment B Rev 16fe15Document1 pagePFEMA Attachment B Rev 16fe15Saulo TrejoNo ratings yet
- Apqp VolvoDocument7 pagesApqp Volvofdsa01No ratings yet
- 1 ApqpDocument30 pages1 ApqpVIPIN YADAVNo ratings yet
- PPAP ChecklistDocument4 pagesPPAP ChecklistHirbod HirmandNo ratings yet
- VDA6.3 - Engl06 04 04 PDFDocument26 pagesVDA6.3 - Engl06 04 04 PDFjpenjerryNo ratings yet
- PPAPDocument16 pagesPPAPRohit JanardananNo ratings yet
- Advanced Product Quality Planning: Why PlanDocument29 pagesAdvanced Product Quality Planning: Why PlanSudhagarNo ratings yet
- Ppap Review ChecklistDocument8 pagesPpap Review ChecklistVipin RanaNo ratings yet
- Procedure For ApqpDocument19 pagesProcedure For ApqpRaja RehaNo ratings yet
- Wi SPCDocument4 pagesWi SPCSujeet Kumar100% (1)
- PPAP: Production Part Approval ProcessDocument62 pagesPPAP: Production Part Approval ProcessSirius100% (1)
- Register Forum Home Page Post Attachment Files All Help Lost PasswordDocument3 pagesRegister Forum Home Page Post Attachment Files All Help Lost PasswordKirthivasanNo ratings yet
- IATF Audit Observation 21.06.2021-23.06.2021Document6 pagesIATF Audit Observation 21.06.2021-23.06.2021Karan MalhiNo ratings yet
- Kit Comunicatie ANPQP-V23Document20 pagesKit Comunicatie ANPQP-V23djclaudiuNo ratings yet
- APQP ENG SiemensDocument12 pagesAPQP ENG SiemensVikash KumarNo ratings yet
- DRBFM Worksheet AnalysisDocument1 pageDRBFM Worksheet AnalysisHareth MRAIDINo ratings yet
- APQP Requirements Matrix Supplier ReviewDocument4 pagesAPQP Requirements Matrix Supplier ReviewOmkar waghuleNo ratings yet
- ZF QD83-2018 - English-French - WebDocument70 pagesZF QD83-2018 - English-French - WebBESNo ratings yet
- Procedure For Ppap: Input / Output DiagramDocument5 pagesProcedure For Ppap: Input / Output DiagrammuthuselvanNo ratings yet
- Final - Awareness For IATF 16949Document39 pagesFinal - Awareness For IATF 16949Hem Upadhyay100% (1)
- APQP Checklist Combined Rev 5 - 2Document17 pagesAPQP Checklist Combined Rev 5 - 2Neil SarkarNo ratings yet
- PPAP Process Checklist / Sign Off Sheet InstructionsDocument7 pagesPPAP Process Checklist / Sign Off Sheet InstructionsSantosh TiwariNo ratings yet
- APQP Manual VolvoDocument30 pagesAPQP Manual VolvoVictor Hugo50% (2)
- Core ToolsDocument1 pageCore Toolsbil bilNo ratings yet
- PPAP Check List FormDocument5 pagesPPAP Check List FormRaju.PalNo ratings yet
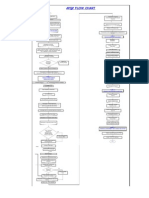
- APQP Flow Chart GuideDocument2 pagesAPQP Flow Chart GuidebajjhiNo ratings yet
- Ppap Guidelines For Submission: Supplier Production Part Approval ProcessDocument33 pagesPpap Guidelines For Submission: Supplier Production Part Approval ProcessAndy PriceNo ratings yet
- Product Part Approval Process: Automotive Quality Management SystemDocument3 pagesProduct Part Approval Process: Automotive Quality Management SystemrajaNo ratings yet
- Supplier APQP TrainingDocument29 pagesSupplier APQP Trainingfdsa01No ratings yet
- APQP (27) ElementsDocument31 pagesAPQP (27) Elementssam1hi5No ratings yet
- ANPQP - 3.0 - Category 1Document6 pagesANPQP - 3.0 - Category 1jefry sitorusNo ratings yet
- Updated Closer IATFDocument8 pagesUpdated Closer IATFSandeep Verma100% (1)
- APQP Sample FormatDocument32 pagesAPQP Sample FormatManigandan RNo ratings yet
- 4th Edition PPAPDocument83 pages4th Edition PPAPTerri Paleno Lebow100% (1)
- PPAP Package for Inner Pipe PartDocument31 pagesPPAP Package for Inner Pipe PartPk NimiwalNo ratings yet
- PPAP 101 - What You Need To KnowDocument9 pagesPPAP 101 - What You Need To KnowQGFNo ratings yet
- FAU-S-DSG-2200 - PMCS Frame Work, Key Activities - V1 Mar 2016Document31 pagesFAU-S-DSG-2200 - PMCS Frame Work, Key Activities - V1 Mar 2016HammamiSalah100% (1)
- Exedy India Ltd. APQP Process DocumentsDocument3 pagesExedy India Ltd. APQP Process Documentssam1hi5No ratings yet
- Ppap Worksheet (GM 1411) : S Master Status: Lab StatusDocument6 pagesPpap Worksheet (GM 1411) : S Master Status: Lab Statuscong daNo ratings yet
- Volkswagen Group Customer Specific Requirements Feb 2022Document6 pagesVolkswagen Group Customer Specific Requirements Feb 2022Ivonete VieiraNo ratings yet
- VDA 6.3 Process Audit and Checklist For The Car Industry - NimonikAppDocument6 pagesVDA 6.3 Process Audit and Checklist For The Car Industry - NimonikApprodolfo barbosaNo ratings yet
- 06131-En-23 Inspection ReportDocument4 pages06131-En-23 Inspection ReportSerchecko JaureguiNo ratings yet
- C8 TurtleDiagramCustomerFeedbackProcess顾客反馈过程乌龟图 EnDocument1 pageC8 TurtleDiagramCustomerFeedbackProcess顾客反馈过程乌龟图 EnBAlaNo ratings yet
- Quality APQP & PPAP DefinitionsDocument2 pagesQuality APQP & PPAP DefinitionsprafakeNo ratings yet
- What Is Apqp & PpapDocument5 pagesWhat Is Apqp & PpapprafakeNo ratings yet
- What is PPAP? ExplainedDocument5 pagesWhat is PPAP? ExplainedsandeepNo ratings yet
- Fundamental vs. Technical: ThestreetDocument11 pagesFundamental vs. Technical: ThestreetYogaditya ModukuriNo ratings yet
- Sample - Ts 16949 Pocket GuideDocument16 pagesSample - Ts 16949 Pocket GuideAbhishek Ranjan0% (1)
- PartsrgDocument8 pagesPartsrgYogaditya ModukuriNo ratings yet
- Pages From Australian Standards AS1428 Stair TreadsSINGLE PAGEDocument1 pagePages From Australian Standards AS1428 Stair TreadsSINGLE PAGEYogaditya ModukuriNo ratings yet
- Service AcceessDocument6 pagesService AcceessYogaditya ModukuriNo ratings yet
- Mount Rainier LinksDocument1 pageMount Rainier LinksYogaditya ModukuriNo ratings yet
- Certified Quality Engineer: Quality Excellence To Enhance Your Career and Boost Your Organization's Bottom LineDocument12 pagesCertified Quality Engineer: Quality Excellence To Enhance Your Career and Boost Your Organization's Bottom LineAkash Rs0% (1)
- 7 Chart Patterns That Consistently Make MoneyDocument92 pages7 Chart Patterns That Consistently Make Moneygeorgemtchua438593% (136)
- Rotary Drill: Basic SpecificationsDocument24 pagesRotary Drill: Basic SpecificationsYogaditya ModukuriNo ratings yet
- Asq Certification Exam Pass RateDocument13 pagesAsq Certification Exam Pass RateEduNo ratings yet
- Different Pump PrinciplesDocument9 pagesDifferent Pump PrinciplesYogaditya ModukuriNo ratings yet
- Motor: ForceDocument2 pagesMotor: ForceYogaditya ModukuriNo ratings yet
- TPMDocument5 pagesTPMYogaditya ModukuriNo ratings yet
- Medc Autord Directory 2007Document114 pagesMedc Autord Directory 2007Yogaditya ModukuriNo ratings yet
- How To Answer Interview Questions Top50Document111 pagesHow To Answer Interview Questions Top50Yogaditya ModukuriNo ratings yet
- John Crane Dash BoardDocument44 pagesJohn Crane Dash BoardYogaditya ModukuriNo ratings yet
- 45Document2 pages45Ashu SharmaNo ratings yet
- Instructions For The Dash BoardDocument2 pagesInstructions For The Dash BoardYogaditya ModukuriNo ratings yet
- Quality EngineerDocument3 pagesQuality EngineerYogaditya ModukuriNo ratings yet
- Advanced Ship ModellingDocument66 pagesAdvanced Ship ModellingAhly1970100% (2)
- ATR 267E Invitation To Voluntary Self IdentifyDocument2 pagesATR 267E Invitation To Voluntary Self IdentifyYogaditya ModukuriNo ratings yet
- Cambridge CAD Course Handouts and ExercisesDocument105 pagesCambridge CAD Course Handouts and ExercisesDanilo BorgesNo ratings yet
- BoosterDocument2 pagesBoosterYogaditya ModukuriNo ratings yet
- Creo LinksDocument2 pagesCreo LinksYogaditya ModukuriNo ratings yet
- This Is Not A: (Name Not Required But Answer All The Questions and No Malpractices)Document2 pagesThis Is Not A: (Name Not Required But Answer All The Questions and No Malpractices)Yogaditya ModukuriNo ratings yet
- Planning and Scheduling IndexDocument3 pagesPlanning and Scheduling IndexYogaditya ModukuriNo ratings yet
- CreoDocument2 pagesCreoYogaditya ModukuriNo ratings yet
- Tools Requ22iredDocument16 pagesTools Requ22iredYogaditya ModukuriNo ratings yet
- Timeline TitleDocument1 pageTimeline TitleYogaditya ModukuriNo ratings yet
- Implementation of TQM in VodafoneDocument27 pagesImplementation of TQM in Vodafonepratyush0501No ratings yet
- 9AAD102047-Project Management ProcessDocument54 pages9AAD102047-Project Management ProcessMarlonNo ratings yet
- Algorithms & Visual Basic - English at Apepanthiya - LKDocument2 pagesAlgorithms & Visual Basic - English at Apepanthiya - LKrazithNo ratings yet
- 08.03.05 - Quality Assurance - Construction Works at Project Site-R2Document5 pages08.03.05 - Quality Assurance - Construction Works at Project Site-R2tanmayascribdNo ratings yet
- NMIMS Python Lab Manual Week 1 - Flowcharts and InstallationDocument3 pagesNMIMS Python Lab Manual Week 1 - Flowcharts and InstallationSahil ShahNo ratings yet
- Computer Science Program Chapter 1Document52 pagesComputer Science Program Chapter 1Imran37AfiqNo ratings yet
- LTE Retainability OptimizationDocument34 pagesLTE Retainability OptimizationDeepanshu sharmaNo ratings yet
- HW 11 N°2Document23 pagesHW 11 N°2Christian David WillNo ratings yet
- LSS U2 NotesDocument48 pagesLSS U2 NotesKamal KannanNo ratings yet
- Essentials of Quality Management: Pn. Norkisme Zainal Abidin 019 620 8585 Norkisme@ukm - Edu.myDocument32 pagesEssentials of Quality Management: Pn. Norkisme Zainal Abidin 019 620 8585 Norkisme@ukm - Edu.mygeena1980No ratings yet
- Process Flow Chart and Factor Analysis in Production of A Jute MillsDocument8 pagesProcess Flow Chart and Factor Analysis in Production of A Jute MillsMaria Gabriella SNo ratings yet
- Chapter 1 - INTRODUCTION TO PROCESS AND TECHNOLOGYDocument44 pagesChapter 1 - INTRODUCTION TO PROCESS AND TECHNOLOGYTrietNo ratings yet
- Deped K To 12 Technology and Livelihood Education - Computer Hardware ServicingDocument7 pagesDeped K To 12 Technology and Livelihood Education - Computer Hardware Servicingyachiru121100% (4)
- CP Lab ManualDocument101 pagesCP Lab ManualmiraclesureshNo ratings yet
- Project Report on Process Documentation at Swaraj Tractor DivisionDocument59 pagesProject Report on Process Documentation at Swaraj Tractor DivisionRahul VermaNo ratings yet
- 10.algorithm FlowchartDocument21 pages10.algorithm FlowchartGR FaisalNo ratings yet
- BBS Syllabus 1st To 6th SemDocument37 pagesBBS Syllabus 1st To 6th SemVishwas ChoudharyNo ratings yet
- Program Classification (40Document52 pagesProgram Classification (40Haizmeer BonzieNo ratings yet
- G7 8 CSS Explo Module 4Document23 pagesG7 8 CSS Explo Module 4harurutNo ratings yet
- Requirements Analysis TechniquesDocument3 pagesRequirements Analysis TechniquesIrfaan Khan QasmiNo ratings yet
- Iot Black BookDocument27 pagesIot Black BookmitshuaNo ratings yet
- Internet and Computing Fundamentals CLMDocument61 pagesInternet and Computing Fundamentals CLMJethro Campos100% (3)
- Designing an Arduino-Based Automatic Nutrition System for HydroponicsDocument7 pagesDesigning an Arduino-Based Automatic Nutrition System for Hydroponicsjenixson tamondongNo ratings yet
- 024 - MathWorks Automotive Advisory Board Control AlgorithmDocument265 pages024 - MathWorks Automotive Advisory Board Control AlgorithmJAMER OSWALDO CHALA RAMIREZNo ratings yet
- Program AnalysisDocument1 pageProgram AnalysisFaizan AhmadNo ratings yet
- 7 Algorithm Design and Problem Solving Part 2Document8 pages7 Algorithm Design and Problem Solving Part 2Sadhika AucklooNo ratings yet
- Network Automation Thesis PDFDocument80 pagesNetwork Automation Thesis PDFvipinlathawal100% (1)
- Chapter 2 AISDocument3 pagesChapter 2 AISRose Vera Mae EncinaNo ratings yet
- Process Planning & Cost Estimation - Department of Mechanical EngineeringDocument12 pagesProcess Planning & Cost Estimation - Department of Mechanical EngineeringRoji C SajiNo ratings yet
- CSS SLM GRADE 11 Module 1 Reynan FINAL FOR QADocument33 pagesCSS SLM GRADE 11 Module 1 Reynan FINAL FOR QAAnjail Fatea MhaNo ratings yet