Professional Documents
Culture Documents
Seguridad e Higiene en Corte Soldadura
Uploaded by
deanroloCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Seguridad e Higiene en Corte Soldadura
Uploaded by
deanroloCopyright:
Available Formats
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD PROFESIONAL AZCAPOTZALCO
SEGURIDAD E HIGIENE EN LOS PROCESOS
DE SOLDADURA Y CORTE
QUE PARA OBTENER EL TITULO DE:
INGENIERO MECNICO
P R E S E N T A :
ANDRES ALMAZN DE DIOS
MEXICO, D.F.
DEL 2011
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
MARZO
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
AGRADECIMIENTOS
Primeramente agradecerle a Dios por darme la salud y fortaleza para
afrontar gran parte de los retos que me trazo y que la vida me pone a
prueba.
Agradecer a mis padres Rosita y Guillermo, hermanos Guillermo, Claudia y
Omar; a Janeth y amigos por el apoyo incondicional que me dan.
A mi alma mater I.P.N y E.S.I.M.E por abrirme las puertas.
A mis profesores por sus conocimientos impartidos en el aula de clases.
Gracias a mi asesora Ing. Marina Espita Badillo y asesores Ing. Jos Luis
Cornejo Castaeda, Ing. Roberto Reyes Garca, Ing. Vladimir Aguirre
Buitrn por darme parte de su tiempo y sus atinadas observaciones para
que pudiera salir este trabajo.
Y un muy especial agradecimiento a mi hermano Armando que me dejo
estas palabras escritas.
CONTENIDO
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
INTRODUCCIN ............................................................................................................................................1
OBJETIVO .......................................................................................................................................................3
JUSTIFICACIN ..............................................................................................................................................3
CAPITULO
IMPORTANCIA DE LA SOLDADURA Y CORTE...................................................................................................... 4
1.1 ANTECEDENTES DE SOLDADURA Y CORTE.. ............................................................................................................... 4
1.2 CLASIFICACION EN LOS PROCESOS ............................................................................................................................. 7
1.2.1 SOLDADURA PARA LA PRODUCCION .................................................................................................................. 7
1.2.2 SOLDADURA PARA MANTENIMIENTO ................................................................................................................ 7
1.3 ESPECIALIDADES EN LA SOLDADURA ......................................................................................................................... 7
1.3.1 CONSTRUCCION Y REPARACION ......................................................................................................................... 8
1.3.2 ESTRUCTURAS .................................................................................................................................................... 8
1.3.3 RECIPIENTES. ...................................................................................................................................................... 8
1.3.4 TUBERIAS Y DUCTOS........................................................................................................................................... 8
1.3.5 PRUEBAS DESCTRUCTIVAS Y NO DESTRUCTIVAS................................................................................................ 8
1.3.6 DOCENCIA E INVESTIGACION ............................................................................................................................. 8
1.3.7 TRABAJOS ESPECIALES ........................................................................................................................................ 8
1.3.8 SERVICIOS AUXILIARES ....................................................................................................................................... 9
1.4 INDENTIFICACION DE LOS METALES PARA SOLDAR. ................................................................................................... 9
1.4.1 CRITERIOS DE IDENTIFICACION ........................................................................................................................ 10
1.4.2 PRUEBA DE APARIENCIA ................................................................................................................................... 10
1.4.3 PRUEBA DE FRACTURA ..................................................................................................................................... 11
1.4.4 PRUEBA DE LA VIRUTA ..................................................................................................................................... 11
1.4.5 PRUEBA MAGNETICA ........................................................................................................................................ 11
1.4.6 PRUEBA DE DUREZA ......................................................................................................................................... 11
1.4.7 PRUEBA QUIMICA ............................................................................................................................................ 13
1.4.8 PRUEBA DE LA CHISPA ...................................................................................................................................... 13
1.5 PROPIEDADES DE LOS METALES PARA SOLDAR. ....................................................................................................... 13
1.5.1 PROPIEDADES MECANICAS............................................................................................................................... 13
1.5.2 PROPIEDADES QUIMICAS ................................................................................................................................. 14
1.5.3 PROPIEDADES FISICAS ...................................................................................................................................... 15
1.5.3.1 Propiedades electricas ............................................................................................................................. 15
1.5.3.2 Propiedades termicas............................................................................................................................... 16
1.6 DEFECTOS DE LA SOLDADURA .................................................................................................................................. 17
1.7 POSICIONES BASICAS PARA SOLDAR ......................................................................................................................... 18
1.7.1 SOLDADURA EN TECHO .................................................................................................................................... 19
1.7.2 SOLDADURA DE CORNISA ................................................................................................................................. 19
1.7.3 SOLDADURA EN VERTICAL ................................................................................................................................ 20
1.7.4 SOLDADURA HORIZONTAL O PLANA ................................................................................................................ 20
1.8 SIMBOLO DE SOLDADURA ........................................................................................................................................ 20
1.8.1 DIFERENCIA ENTRE SIMBOLOS ......................................................................................................................... 20
1.9 APLICACIN DE CORDONES EN SOLDADURA ............................................................................................................ 23
1.9.1 SOLDADURA DE RECARGUE .............................................................................................................................. 24
1.9.2 SOLDADURA DE CORDONES EN ANGULO ......................................................................................................... 24
1.9.3 SOLDADURA A TOPE ......................................................................................................................................... 25
1.9.4 SOLDADURA DE ENTALLA O DE TAPON ........................................................................................................... 25
1.10 TIPO DE UNIONES EN LA SOLDADURA .................................................................................................................... 26
1.10.1 UNIONES A TOPE ............................................................................................................................................ 27
1.10.1.1 Uniones a tope con bordes rectos ......................................................................................................... 27
1.10.1.2 Uniones a tope con bordes en V ......................................................................................................... 27
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
1.10.1.3 Uniones a tope con bordes en X ......................................................................................................... 28
1.10.1.4 Uniones a tope con bordes en U......................................................................................................... 28
1.10.1.5 Uniones a tope con bordes en doble U............................................................................................... 28
1.10.2 UNIONES EN ANGULO O EN T ..................................................................................................................... 28
1.10.2.1 Unin en T con bordes rectos ............................................................................................................. 29
1.10.2.2 Unin en T con simple chafln ............................................................................................................ 29
1.10.2.3 Unin en T con doble chafln ............................................................................................................ 29
1.10.2.4 Unin en T simple J .......................................................................................................................... 30
1.10.2.5 Unin en T, doble J ......................................................................................................................... 30
1.10.3 UNIONES EN ANGULO EXTERIOR (EN ESQUINA) ............................................................................................ 30
1.10.3.1 Uniones en esquina, cerrada .................................................................................................................. 30
1.10.3.2 Uniones en esquina, semiabierta ........................................................................................................... 31
1.10.3.3 Uniones en esquina, abierta .................................................................................................................. 31
1.10.4 UNIONES A SOLAPE ........................................................................................................................................ 31
1.10.4.1 Unin a solape con un cordn ............................................................................................................... 31
1.10.4.2 Unin a solape con dos cordones .......................................................................................................... 32
1.10.5 UNIONES SOBRE CANTOS ............................................................................................................................... 32
1.10.6 CONSIDERACIONES GENERALES PARA UNIONES Y CORTES ........................................................................... 32
1.11 CALIDAD EN LA SOLDADURA .................................................................................................................................. 33
1.11.1 ASEGURAMIENTO DE CALIDAD EN SOLDADURA Y CORTE ............................................................................. 34
1.11.2 PRUEBAS NO DESTRUCTIVAS PARA LA SOLDADURA ..................................................................................... 35
CAPITULO
PROCESOS DE SOLDAURA Y CORTE............................................................................................................ 36
2.1 PROCESOS DE SOLDADURA....................................................................................................................................... 36
2.1.1 SOLDADURAS POR FUSIN ............................................................................................................................... 38
2.1.1.1 Soldadura de arco (AW) ........................................................................................................................... 38
2.1.1.1.1 Parametros operacionales en la soldadura por arco. ..................................................................... 39
2.1.1.1.2 Funcionamiento del circuito de la soldadura por arco. ................................................................... 40
2.1.1.1.3 Equipo y materiales requeridos en el prcoceso .............................................................................. 41
2.1.1.2 Soldadura con arco de carbn ................................................................................................................. 47
2.1.1.2.1 Equipo y materiales requeridos en el prcoceso .............................................................................. 47
2.1.1.3 Soldadura con arco con carbones gemelos .............................................................................................. 48
2.1.1.3.1 Equipo y materiales requeridos en el prcoceso .............................................................................. 48
2.1.1.4 Soldadura con arco metlico protegido ................................................................................................... 50
2.1.1.4.1 Equipo y materiales requeridos en el prcoceso .............................................................................. 50
2.1.1.5 Soldadura de arco metlico con ncleo de fundente .............................................................................. 50
2.1.1.5.1 Equipo y materiales requeridos en el prcoceso .............................................................................. 50
2.1.1.6 Soldadura con arco metlico y gas (MIG) ................................................................................................. 50
2.1.1.6.1 Funcionamiento del arco con gas metlico ..................................................................................... 51
2.1.1.6.2 Equipo y materiales requeridos en el prcoceso .............................................................................. 53
2.1.1.7 Soldadura con arco de tungsteno y gas (TIG) ........................................................................................... 55
2.1.1.7.1 Equipo y materiales requeridos en el prcoceso .............................................................................. 55
2.1.1.8 Soldadura de arco sumergido (SAW) ....................................................................................................... 58
2.1.1.8.1 Equipo y materiales requeridos en el prcoceso .............................................................................. 59
2.1.1.9 Soldadura por arco-plasma (PAW) ........................................................................................................... 60
2.1.1.9.1 Equipo y materiales requeridos en el prcoceso .............................................................................. 61
2.1.1.10 Soldadura con gas combustible con llama .......................................................................................... 62
2.1.1.10.1 Equipo y materiales requeridos en el prcoceso ............................................................................ 63
2.1.1.11 Soldadura oxiacetilnica (OAW)............................................................................................................. 68
2.1.1.11.1 Equipo y materiales requeridos en el prcoceso ............................................................................ 69
2.1.1.12 Soldadura por resistencia (RW) .............................................................................................................. 72
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2.1.1.12.1 Equipo y materiales requeridos en el prcoceso ............................................................................ 72
2.1.1.13 Soldadura por puntos (RSW) .................................................................................................................. 73
2.1.1.13.1 Equipo y materiales requeridos en el prcoceso ............................................................................ 74
2.1.1.14 Soldadura de costura por rodamiento (ROW)........................................................................................ 75
2.1.1.14.1 Equipo y materiales requeridos en el prcoceso ............................................................................ 75
2.1.1.15 Soldadura por arco con presin (Flash Welding) ................................................................................... 76
2.1.1.15.1 Equipo y materiales requeridos en el prcoceso ............................................................................ 76
2.1.1.16 Soldadura a tope con recalcado ............................................................................................................. 76
2.1.1.16.1 Equipo y materiales requeridos en el prcoceso ............................................................................ 77
2.1.2 SOLDADURAS SIN FUSIN ............................................................................................................................... 77
2.1.2.1 Soldadura fuerte (Brazing) ....................................................................................................................... 77
2.1.2.1.1 Equipo y materiales requeridos en el prcoceso .............................................................................. 78
2.1.2.2 Soldadura blanda (Soft)............................................................................................................................ 82
2.1.2.2.1 Equipo y materiales requeridos en el prcoceso .............................................................................. 83
2.1.2.3 Unin por adhesin .................................................................................................................................. 85
2.1.3 OTROS PROCESOS DE SOLDADURA .................................................................................................................. 86
2.1.3.1 Soldadura con rayo laser .......................................................................................................................... 86
2.1.3.1.1 Equipo y materiales requeridos en el prcoceso .............................................................................. 87
2.1.3.2 Soldadura con oxihidrogeno .................................................................................................................... 88
2.1.3.2.1 Equipo y materiales requeridos en el prcoceso .............................................................................. 88
2.1.3.3 Soldadura oxipropnica ........................................................................................................................... 88
2.1.3.4 Soldadura de plsticos ............................................................................................................................. 89
2.1.3.4.1 Clasificacin de plsticos por contenido de monmero ................................................................. 90
2.1.3.5 Soldadura trmica en plsticos ................................................................................................................ 90
2.1.3.5.1 Soldadura con gas caliente en plsticos .......................................................................................... 91
2.1.3.5.2 Soldadura por friccin en plsticos ................................................................................................. 91
2.1.3.5.3 Soldadura por impulsos herramienta caliente en plsticos ......................................................... 91
2.1.3.5.4 Soldadura dielctrica en plsticos................................................................................................... 91
2.2 PROCESOS DE CORTE ................................................................................................................................................ 93
2.2.1. CORTE TERMICO .............................................................................................................................................. 93
2.2.1.1 Corte con oxigeno .................................................................................................................................... 94
2.2.1.1.1 Requerimientos del proceso ........................................................................................................... 94
2.2.1.1.2 Equipo y materiales requeridos en el proceso ................................................................................ 95
2.2.1.2 Oxicorte con polvo ................................................................................................................................... 97
2.2.1.3 Corte con arco .......................................................................................................................................... 97
2.2.1.4 Corte por arco con electrodos de cabn .................................................................................................. 98
2.2.1.5 Corte con carbn y aire ( mtodo arco-aire) ............................................................................................ 98
2.2.1.6 Corte por arco con electrodos revestidos ................................................................................................ 99
2.2.1.7 Corte por arco-plasma ........................................................................................................................... 100
2.2.1.7.1 Equipo y materiales requeridos en el proceso .............................................................................. 101
2.2.2. OTROS PROCESOS DE CORTE ......................................................................................................................... 103
2.2.2.1 Corte con rayos laser.............................................................................................................................. 103
2.2.2.1.1 Equipo y materiales requeridos en el proceso .............................................................................. 104
2.2.2.1 Corte con haz de electrones ................................................................................................................... 105
CAPITULO
FACTORES DE RIESGO EN LOS PROCESOS ...................................................................................................... 106
3.1 FACTORES ADVERSOS.. ........................................................................................................................................... 106
3.1.1 AGENTES QUIMICOS ....................................................................................................................................... 106
3.1.1.1 Humos .................................................................................................................................................... 106
3.1.1.2 Metales alcalinos y alcalinotrreos ........................................................................................................ 107
3.1.1.3 Aluminio .............................................................................................................................................. 107
3.1.1.4 Berilio ..................................................................................................................................................... 108
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
3.1.1.5 Cadmio ................................................................................................................................................ 108
3.1.1.6 Carbono.................................................................................................................................................. 108
3.1.1.7 Cromo .................................................................................................................................................... 109
3.1.1.8 Fluoruros ................................................................................................................................................ 109
3.1.1.9 Hierro.. ................................................................................................................................................ 110
3.1.1.10 Manganeso........................................................................................................................................... 110
3.1.1.11 Nquel ................................................................................................................................................... 111
3.1.1.12 Slice ..................................................................................................................................................... 111
3.1.1.13 Titanio .................................................................................................................................................. 112
3.1.1.14 Zinc ....................................................................................................................................................... 113
3.1.1.15 Gases txicos ........................................................................................................................................ 113
3.1.1.16 Polvos ................................................................................................................................................... 119
3.1.2 AGENTES FISICOS............................................................................................................................................ 119
3.1.2.1 Asbestos ................................................................................................................................................. 120
3.1.2.2 Emanaciones .......................................................................................................................................... 120
3.1.2.3 Electricidad .......................................................................................................................................... 120
3.1.2.4 Ruido ...................................................................................................................................................... 120
3.1.2.5 Radiacin electromagntica (RE) ........................................................................................................... 121
3.1.2.6 Radiacin por ionizacin (RI) .................................................................................................................. 122
3.1.2.7 Radiacin por radiofrecuencia (RF) ........................................................................................................ 123
3.1.2.8 Salpicaduras y chispas de la soldadura .................................................................................................. 123
3.1.2.9 Solventes.. ........................................................................................................................................... 124
3.1.2.10 Vibraciones........................................................................................................................................... 124
3.1.3 AGENTES BIOLGICOS .................................................................................................................................... 125
3.1.4 AGENTES PSICOLGICOS ................................................................................................................................ 126
3.1.5 AGENTES ERGONMICOS .............................................................................................................................. 128
3.1.6 AGENTES AMBIENTALES ................................................................................................................................. 131
3.1.6.1 Impacto ambiental por la soldadura ...................................................................................................... 131
3.2 RIESGOS OCUPACIONALES ...................................................................................................................................... 133
3.2.1 ACCIDENTES ................................................................................................................................................... 133
3.2.1.1 Causa de accidente ................................................................................................................................ 134
3.2.1.2 Definicin de causa ................................................................................................................................ 134
3.2.1.3 Anlisis de accidente .............................................................................................................................. 134
3.2.2 SALUD OCUPACIONAL Y SUS EFECTOS............................................................................................................ 136
3.2.2.1 Salud en el trabajo ................................................................................................................................. 137
3.2.2.2 Efectos perjudiciales en la salud ............................................................................................................ 138
3.2.2.2.1 Efectos respiratorios ...................................................................................................................... 139
3.2.2.2.2 Daos auditivos.............................................................................................................................. 139
3.2.2.2.3 Efectos dermales............................................................................................................................ 140
3.2.2.2.4 Daos en los ojos ........................................................................................................................... 140
3.2.2.2.5 Efectos reproductivos .................................................................................................................... 140
3.2.2.2.6 Desordenes gastrointestinales ....................................................................................................... 140
3.2.2.2.7 Efectos musculo-esquelticos ........................................................................................................ 141
3.2.2.2.8 Enfermedades cardiovasculares .................................................................................................... 141
3.2.2.2.9 Enfermedades crnicas respiratorias............................................................................................. 141
3.3 RECOMENDACIONES PARA LOS FACTORES DE RIESGO........................................................................................... 142
3.3.1 CAUSAS PRXIMAS ........................................................................................................................................ 142
3.3.2 CAUSAS REMOTAS ......................................................................................................................................... 142
3.3.3 CONTROL DE RIESGOS ................................................................................................................................... 143
CAPITULO
SEGURIDAD E HIGIENE EN LOS PROCESOS .................................................................................................... 147
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
4.1 ANTECEDENTES DE LA SALUD Y SEGURIDAD EN EL TRABAJO.. ............................................................................... 147
4.1.1 REQUERIMIENTOS PARA UNA PRCTICA SEGURA ......................................................................................... 151
4.2 LA SEGURIDAD EN LOS PROCESOS .......................................................................................................................... 152
4.2.1 SEGURIDAD EN LA SOLDADURA POR ARCO ................................................................................................... 153
4.2.2 SEGURIDAD EN LA SOLDADURA CON LLAMA ................................................................................................. 155
4.2.3 SEGURIDAD EN EL CORTE TRMICO ............................................................................................................... 158
4.3 SEGURIDAD EN EL REA DE TRABAJO ..................................................................................................................... 160
4.3.1 CONDICIONES DEL REA ................................................................................................................................ 160
4.3.1.1 Espacio o estacin de trabajo ................................................................................................................ 160
4.3.1.2 Ventilacin ............................................................................................................................................. 160
4.3.2 COLORES DE SEGURIDAD ............................................................................................................................... 163
4.3.2.1 Sealamientos y etiquetas de advertencia ............................................................................................ 165
4.3.3 CONTROL DE MATERIALES PELIGROSOS ........................................................................................................ 166
4.3.4 SEALES SONORAS DE ADVERTENCIA ............................................................................................................ 167
4.3.5 LIMITACIONES ................................................................................................................................................ 168
4.3.6 LIMPIEZA DEL LUGAR ..................................................................................................................................... 169
4.4 ESTUDIO DE LA ATMSFERA EN EL REA DE TRABAJO .......................................................................................... 170
4.4.1 MONITOPREO DEL REA ................................................................................................................................ 170
4.4.1.1 Contaminacin del aire .......................................................................................................................... 170
4.4.1.2 Determinacin de la exposicin ............................................................................................................. 171
4.4.1.3 Estrategias de muestreo ........................................................................................................................ 171
4.4.2 DISPONIBILIDAD DE SUPLENTES ..................................................................................................................... 172
4.5 ESPACIOS CONFINADOS .......................................................................................................................................... 173
4.5.1 RECIPIENTES O LUGARES HUECOS.................................................................................................................. 175
4.6 PREVENCIN EN SITUACIONES DE EMERGENCIA ................................................................................................... 176
4.6.1 PROTECCION CONTRA CHOQUES ELECTRICOS ............................................................................................... 176
4.6.2 REGLAS PARA LA EXTINCIN DE INCENDIOS .................................................................................................. 177
4.6.2.1 Clasificacin de incendios ...................................................................................................................... 178
4.6.2.2 Indicaciones para la proteccin contra incendios .................................................................................. 179
4.7 EQUIPO DE PROTECCION PERSONAL ...................................................................................................................... 180
4.7.1 PROTECCIN PARA LA CABEZA Y EL ROSTRO ................................................................................................. 180
4.7.2 PROTECCION PARA LOS OJOS ......................................................................................................................... 183
4.7.3 PROTECCIN AUDITIVA .................................................................................................................................. 188
4.7.4 PROTECCION DE LOS DEDOS, MANOS Y BRAZOS ........................................................................................... 191
4.7.5 PROTECCIN PARA TOBILLOS Y PIES .............................................................................................................. 194
4.7.6 PROTECCION DEL SISTEMA RESPIRATORIO .................................................................................................... 198
4.7.6.1 Seleccin de dispositivos protectores de la respiracin ......................................................................... 199
4.7.6.2 Adecuacin del equipo respiratorio en varias aplicaciones ................................................................... 199
4.7.6.3 Dispositivos protectores para respirar ................................................................................................... 200
4.7.6.4 Elementos de un programa ptimo para el sistema respiratorio .......................................................... 204
4.8 ERGONOMA EN LOS PROCESOS ............................................................................................................................. 209
4.8.1 ERGONOMA VISUAL,SONORA Y AMBIENTAL ................................................................................................ 209
4.8.2 TRABAJO REALIZADO POR TRABAJADORES DE PIE ......................................................................................... 212
4.8.3 DISEO DE LOS PUESTOS DE TRABAJO........................................................................................................... 213
4.8.4 LA FUNCIN DEL ENCARGADO DE ERGONOMIA ............................................................................................ 214
4.8.5 ESTRATEGIAS PARA APLICAR MEJORAS ERGONMICAS ................................................................................ 215
CONCLUSIONES ........................................................................................................................................ 216
ANEXOS
ANEXO 1 .................................................................................................................................................................. 218
ANEXO 2 .................................................................................................................................................................. 219
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
ANEXO 3 .................................................................................................................................................................. 226
ANEXO 4 .................................................................................................................................................................. 230
BIBLIOGRAFIA ........................................................................................................................................... 232
INTRODUCCIN
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
La presente tesis se refiere al tema de la seguridad e higiene en soldadura y corte
donde se aboca a conocer sus antecedentes, principios bsicos, las caractersticas de cada
proceso y diferenciar en donde se aplican, as como los riesgos que se presentan en cada
uno de ellos y como poder aplicar la seguridad en los mismos, para prevenir y salvo guardar
la integridad del trabajador.
La caracterstica principal surge porque no hay una homologacin acerca de la
seguridad e higiene en soldadura y corte en Mxico, debido a que no todos los organismos
gubernamentales pueden regir a nivel nacional.
El objetivo es tener los elementos operativos necesarios que intervienen en los
procesos de soldadura y corte para la aplicacin de la seguridad e higiene en los centros de
trabajo.
Para el anlisis de esta problemtica se realizo de forma documental por medio de
manuales, libros, recopilacin de conferencias de expertos en el rea de la soldadura, que
en forma conjunta coadyuvaron al fortalecimiento vital para entender las causas que originan
la falta de seguridad e higiene en donde se ocupa la soldadura y corte.
El profundizar la indagacin desde la perspectiva de la seguridad e higiene fue en el
inters profesional; el inters verso en ayudar a conocer el motivo de las causas y riesgos
que surgen en los procesos de soldadura y corte desde una perspectiva laboral.
El inters de hacer un modelo de intervencin es, no slo para conocer las causales
de esta problemtica, si no tambin intervenir en acciones preventivas para evitar el aumento
de los riesgos laborares. Dichas acciones encierran condiciones requerimientos ptimos de
una prctica segura de trabajo. En este caso se realizaron cuatro captulos para poder
entender y aplicar la seguridad e higiene en dichos procesos.
En el primer capitulo se enfoca a lo antecedentes bsicos de la soldadura y corte
donde se va describiendo una breve clasificacin de los procesos, la especialidades de los
procesos, el como identificar los materiales para soldar, sus propiedades de los materiales
base, los defectos que se pueden encontrar, las posiciones bsicas, as como la aplicacin
de cordones y uniones de la soldadura, tambin se mencionan generalidades de la calidad
de la soldadura para terminacin y entrega del producto; ya que todo est directamente
relacionado con la seguridad en los procesos.
En el segundo capitulo se ven los procesos en la soldadura y corte mas comnmente
utilizados en la industria, describiendo cada uno de ellos con sus caractersticas
correspondientes en forma general para saber como aplicar la seguridad en ellos.
En el tercer capitulo se mencionan los factores de riesgo que se producen en los
procesos de soldadura y corte, entre ellos se mencionan los agentes qumicos, fsicos,
biolgicos, psicolgicos y ergonmicos, que se vern envueltos los trabajadores que laboren
en dichos procesos, afectando su persona y su salud.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
En el cuarto y ultimo captulo se mencionan una serie de reglamentaciones para
aplicar la seguridad e higiene en los proceso soldadura y corte, contemplando entre estos,
las condiciones del rea de trabajo, el monitoreo de la atmosfera, el trabajo en espacios
confinados, la prevencin en situaciones de emergencia y la descripcin del equipo de
proteccin personal para el trabajador, donde se menciona la proteccin para cabeza y
rostro, proteccin para los odos, los ojos, los dedos, manos, brazos, pies y en particular el
sistema respiratorio, as como la mejora de estrategias ergonmicas en los centros de
trabajo donde se use la soldadura y corte.
Al final de este contenido se agregan una serie de anexos para complementar los
captulos en algunos puntos importantes, que se consideran bsicos para el entendimiento
del tema de seguridad e higiene en la soldadura.
Todo esto es con la finalidad de que el lector tome conciencia de la importancia que
tiene la seguridad e higiene cuando realice cualquier trabajo o actividad de soldadura o corte,
protegiendo su vida y la de los dems. Y dando siempre la aportacin de mejoras y
continuidad de que se aplique la seguridad e higiene en los procesos de soldadura y corte.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
OBJETIVOS
Objetivo general:
Mantener un alto grado de bienestar, fsico, mental y laboral de los trabajadores,
previniendo perdidas de la salud y protegerlos contra los factores de riesgo
resultantes de los procesos de soldadura y corte.
Objetivos especficos:
Identificar las principales caractersticas de los equipos de proteccin personal
para que puedan ser utilizados en condiciones ptimas y seguras, obteniendo un
mejor uso.
Reducir y prevenir los accidentes lo ms posible, a travs de requerimientos,
inspecciones reglamentos, conociendo los riesgos en que estn expuestos los
trabajadores.
Apoyar los requerimientos de seguridad que se deben considerar para trabajar en
condiciones ptimas en los procesos de soldadura y corte, manteniendo siempre
la salud del trabajador.
Controlar que el trabajador y el patrn, entiendan y sigan los alineamientos de
seguridad, responsabilizndose de sus labores y considerando los riesgos que
implica trabajar en los procesos de soldadura y corte.
JUSTIFICACIN
Tener condiciones ptimas de seguridad e higiene en los centros de trabajo
donde se realicen procesos de soldadura y corte, con el fin de proteger al
trabajador en sus actividades correspondientes.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
CAPITULO 1
IMPORTANCIA DE LA SOLDADURA Y CORTE
1.1 ANTECEDENTES DE SOLDADURA Y CORTE.
Para introducirnos al tema de la seguridad en soldadura y corte debemos conocer
sus antecedentes, principios bsicos, las caractersticas de cada proceso y diferenciar en
donde se aplican, as como las ventajas y desventajas que se presentan en cada uno de
ellos.
Para iniciar hablamos de la soldadura que ha experimentado un gran avance en los
ltimos aos, pues desde sus inicios solo se contaba con la soldadura por forja;
considerando que este fue uno de los primeros mtodos que tuvo el hombre para unir
metalrgicamente a los metales y que se cree fue inventado por un griego llamado Glaukos.
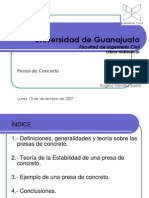
El principio consista en poner a calentar dos metales en una fragua en un lugar
cerrado para hacerlos ms flexibles, despus se les fusionaban por medio del martilleo
conformando una sola unidad y posteriormente eran utilizados (Fig. 1.1). En ese tipo de
soldadura se tuvo que requerir de una gran labor de equipo y habilidad, pues era
indispensable que el fuego estuviera lo ms intenso posible alrededor de las piezas para
alcanzar una temperatura lo suficientemente apropiada que permitiera su fusin.
Ese proceso se sigui empleando durante varios aos sin tener cambios notables,
resultando ser uno de los procesos bsicos en soldadura. La prueba de ello fueron algunas
piezas forjadas encontradas en Grecia, que al haber sido analizadas mostraron resistir el
paso de los aos conservando las caractersticas de unin y solidez (actualmente ese
mtodo se sigue practicando).
Cabe aclarar que en la unin de metales, ya varias culturas antiguas de otros
continentes haban desarrollado otros procesos similares pero de forma distinta que no
fueron difundidos por la incipiente comunicacin que exista en esos tiempos, anteriormente
se crea que a los metales se les una por remachado u otro tipo de mtodo parecido en
donde no se involucraba tanto la fusin de metales.
Fue por tal razn que se sigui utilizando la soldadura por forja, pues en aquellas
pocas era la ms prctica y conocida en su momento, la nica desventaja que presentaba
el proceso era que no podan ser bien manipulados los materiales, debido a que eran
sometidos a temperaturas muy elevadas y que por lo regular les llegaba a provocar grandes
deformaciones.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
A finales del siglo XIX y principios del siglo XX se empiezan a crear nuevos procesos
de soldadura con menos inconvenientes; uno de los primeros en desarrollarse fueron la
soldadura por arco, le sigui la soldadura por oxgas y luego la soldadura por resistencia, los
dos primeros eran utilizados principalmente para reparar partes metlicas daadas
desgastadas y el tercero para producciones en serie. As sucesivamente fueron apareciendo
una gran variedad de soldaduras hasta tener hoy en da varios procesos, de los cuales se
vern los mas comunes en el capitulo 2.
Fig. 1.1 Unin de metales por forja
Con respecto a los procesos de corte ya existan en el siglo XIX, se utilizaban
mquinas como son: la fresadora, el cepillo y el torno en metales con grandes espesores. Se
empiezan a disear distintas adaptaciones a las sierras mecnicas para realizar cortes en
serie, las cuales presentaban la problemtica de que las piezas grandes y complejas se
tenan que mandar a fundicin y despus se trabajaban para obtener tamaos menores, el
inconveniente que exista es que eran mtodos lentos y se requera de mucho personal.
Y se dieron cuenta que con los procesos de soldadura (si se les incrementaba ms
intensidad de calor) se podan cortar metales con ms rapidez y con menos personal; lo que
fue de gran ventaja para las piezas complicadas y grandes, a finales de ese siglo se
emprenden y se dan a conocer distintas formas para la realizacin de nuevos tipos.
En el siglo XIX se empieza a revolucionar los procesos de corte, que basndose en
los mtodos bsicos y convencionales empezaron a emplear el mtodo del oxicorte,
consecutivamente empezaron a surgir los dems procesos como el corte por arco, el corte
con plasma y el corte por haz de electrones.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
De ese modo se fueron mejorando las formas de cortar los metales conociendo los
procesos de corte que hoy en da son empleados, donde el ms destacado por su precisin
y su alta tecnologa es el proceso de corte por lser.
Con el transcurrir del tiempo se han ido mejorando las tcnicas y los equipos para
ambos procesos, tomando como parte fundamental las caractersticas de los materiales, de
los cuales se basan en su composicin, su estructura y sus propiedades mecnicas
principalmente. Para esto se sabe que no existen reglas sencillas y precisas que determinen
el tipo de soldadura corte que se utiliza para cada trabajo en particular ya que en general
los factores determinantes para su eleccin es: el tipo de metal a soldar, el costo, la
naturaleza de los productos a fabricar, las condiciones del ambiente de trabajo y las tcnicas
utilizadas.
Por mencionar algunos casos, en la soldadura por llama flama se utiliza
prcticamente en todas las industrias pero principalmente en trabajos de mantenimiento,
aunque gracias a su flexibilidad y movilidad tambin es ampliamente utilizada para trabajos
de reparacin, pues el equipo puede ser montado sobre una carretilla y transportarse al
punto donde se produce la avera. La adaptacin del procedimiento permite con ms
facilidad la aplicacin de la soldadura por fusin; y la soldadura heterognea es til en corte
y tratamientos trmicos. En algunos trabajos se realizan ms fcilmente mediante la
soldadura oxiacetilnica, otros por el contrario son ms adecuados para la soldadura por
arco.
En el proceso de la soldadura por arco elctrico estriba en la gran rapidez con que se
realiza el trabajo, su principal ventaja es su gran calidad a un costo relativamente bajo,
comparado con otros procesos. Y sus aplicaciones especficas se encuentran en la
fabricacin de estructuras para edificacin, puentes y maquinara bsicamente.
En el soldeo por arco elctrico protegido se considera ideal para la fabricacin de
recipientes y aparatos a presin, as como para la produccin de metales comerciales. El
desarrollo de la soldadura por arco con proteccin gaseosa, amplia el campo de aplicacin
de este procedimiento para todo tipo de metales frreos y no frreos, y en toda la gama de
espesores desde los ms finos hasta los ms gruesos.
En la soldadura por resistencia es principalmente un procedimiento de fabricacin en
serie, es decir se destina especficamente para la produccin masiva en electrodomsticos,
automviles y equipo elctrico; probablemente la principal caracterstica de este proceso se
encuentra en su gran rapidez para la realizacin de las costuras, pero su desventaja es que
no es conveniente para trabajos unitarios.
Y en el proceso por rayo lser, es uno de los que vino a innovar la tecnologa en la
soldadura y el corte, por su gran precisin y exactitud con que realiza los trabajos.
La ventaja de la soldadura por rayo lser, es que todos los metales son soldables,
siempre que se aplique el procedimiento y la tcnica adecuada controlando acabados
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
exactos y dando excelentes uniones en el trabajo realizado, estos son algunos antecedentes
que se consideran en la soldadura y corte.
1.2 CLASIFICACIN EN LOS PROCESOS
En la vida diaria nos encontramos rodeados de artculos que utilizamos
continuamente con mayor menor porcentaje en donde se aplica la soldadura el corte. La
importancia de la soldadura queda establecida por lo antes mencionado, pues actualmente
no existe ninguna empresa que no utilice la soldadura corte, ya sea dentro de sus procesos
de produccin, bien para la conservacin reparacin de equipos e instalaciones. Para
poder estudiar de una forma comprensible y a fondo la seguridad en la soldadura se divide
de la manera siguiente, de acuerdo a la industria.
1.2.1
SOLDADURA PARA LA PRODUCCIN.
La soldadura para la produccin de unin.- Se emplea para unir diversos componentes
de artculos metlicos, fundamentalmente los fabricados en serie.
La soldadura de revestimiento.- Sirve para depositar un metal de ciertas caractersticas
sobre otro de propiedades diferentes. Por citar algn ejemplo, esta el de los metales de
alta dureza que se les aplica el revestimiento sobre los dientes de acero al carbn de
trascabos tambin el revestimiento que se aplica en las palas mecnicas para
movimientos de tierras.
1.2.2
SOLDADURA PARA MANTENIMIENTO.
La soldadura para mantenimiento reparacin.- Se aplica cuando es necesario
reconstruir piezas que se hayan roto desgastado excesivamente.
La soldadura para la conservacin.- Es utilizada cuando se necesita recuperar una pieza
averiada que an pudiera servir que sea difcil de encontrar un sustituto, siendo
necesaria su reparacin para hacer que vuelva a funcionar eficientemente y as mismo
evitar que provoque algn tipo de accidente.
1.3 ESPECIALIDADES EN LA SOLDADURA.
Independientemente de las clasificaciones de los procesos, los fabricantes tienen un
organismo responsable para cada agente calificador de acuerdo a su aplicacin (ver anexo
1). En este caso clasifican a los soldadores de la siguiente manera describiendo la actividad
de cada uno:
Construccin y reparacin.
Estructuras.
Recipientes.
Tuberas y ductos.
Pruebas destructivas y no destructivas.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Docencia e investigacin.
Trabajos especiales.
Servicios auxiliares.
1.3.1 CONSTRUCCIN Y REPARACIN.
En la construccin y reparacin de bienes el perito se encarga de revisar la
produccin, en uniones soldadas, equipos, materiales insumos, utilizando el mejor
desempeo de los procesos industriales, debiendo satisfacer las normas, cdigos,
especificaciones, pruebas, inspecciones, calificaciones y reglamentos vigentes para asegurar
la calidad y el buen funcionamiento.
1.3.2 ESTRUCTURAS.
Se encargan de las estructuras construidas, armadas y/o montadas metlicamente
con piezas unidas y reforzadas que son bsicamente a las que ms se abocan.
1.3.3 RECIPIENTES.
En este se encargan de todo tipo de recipientes abiertos cerrados para contener
todo tipo de fluidos con presin y sin presin, construidos y/o montados con soldadura.
1.3.4 TUBERAS Y DUCTOS.
En esta se detallan el tipo de tuberas y ductos construidos y/o montados por uniones
soldadas para la construccin de redes para toda clase de fluidos con sin presin, sin
importar el tamao del dimetro de su longitud.
1.3.5 PRUEBAS DESTRUCTIVAS Y NO DESTRUCTIVAS.
Estas se les realizan a todas las uniones soldadas, asegurando la calidad, eficiencia y
seguridad de la soldadura, evaluando cada uno por los mtodos de prueba conocidos, entre
ellas se encuentran las pruebas destructivas y no destructivas. Dentro de las pruebas
destructivas tenemos los ensayos de traccin, de doblez, los anlisis qumicos, de dureza,
de impacto, microscpicos y macroscpicos. Y dentro de las no destructivas tenemos los
mtodos de inspeccin donde se incluyen las tcnicas de partculas magnticas, de
penetracin de lquidos, radiogrficas, de ultrasonido, de corrientes parsitas, de servicio y
de fugas.
1.3.6 DOCENCIA E INVESTIGACIN.
Esta especialidad se aplica a la formacin de recursos humanos, investigacin de
nuevas tcnicas en el campo de la soldadura corte, y a su desarrollo tecnolgico, como es
la revisin, la creacin, la adaptacin de normas, cdigos y especificaciones.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
1.3.7 TRABAJOS ESPECIALES.
Son los que por su contenido especificaciones no estn contempladas en las
especialidades de la 1.3.1 a la 1.3.6, que se deban adecuarse de comn acuerdo con el
usuario y el perito, no importando su magnitud; pues ya sean pequeas de gran tamao
ellos deben de solventar el problema.
1.3.8 SERVICIOS AUXILIARES.
Por ltimo los servicios auxiliares se consideran a los peritos que dan apoyo a la
realizacin de pruebas de verificacin, en servicios profesionales, pruebas tcnicas y de
laboratorio que permitan respaldar su dictamen.
Todas estas clasificaciones se involucran en la seguridad para la proteccin de vidas
humanas y garantizar que los productos fabricados por soldadura tengan un comportamiento
seguro y eficiente; pues es necesario establecer una serie de condiciones de control de
calidad en las soldaduras a realizar. Estas condiciones se estipulan en una serie de
documentos que definen claramente la naturaleza y los requisitos de los trabajos.
En algunas de estas clasificaciones existen normas que especifican con gran detalle
todas las condiciones a satisfacer, parte de esas especificaciones es la habilidad requerida
del soldador para realizar el trabajo, en donde el soldador tiene que pasar por varios grados
que estn establecidos mediante cdigos, normas y especificaciones. Esos cdigos
consisten en un conjunto de reglas relativas a materiales, limitaciones de servicio,
fabricacin, inspeccin, etc.
Las normas son regulaciones especficas que cubren la calidad de un determinado
producto y las especificaciones son descripciones concretas del procedimiento de fabricacin
y no hay normas generales que permitan homologar a un soldador para cada tipo de las
especialidades de soldadura. Para esto se debe tener en cuenta que existen peritos que
clasifican a la soldadura por especialidades para su mejor control y seguridad, con el fin de
satisfacer las exigencias de las normas del cliente as como la fabricacin de determinados
productos (ver anexo 2).
1.4 IDENTIFICACIN DE LOS METALES PARA SOLDAR.
Despus de tener un correcto procedimiento de operacin y un especialista, es
indispensable identificar el metal antes de soldarlo cortarlo, pues es importante conocer el
tipo de material que se ha de manejar para cualquier operacin de soldadura ( corte), ya
que el material de aporte y el material base por lo general deben concordar.
En la industria de la construccin y en la manufactura no se presentan muchas
oportunidades para aplicar los procedimientos de identificacin de materiales, ya que el
nmero de tipos de metales que se usan es restringido y sus propiedades se conocen, por lo
que es extrao que se presente el problema de identificacin.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Pero por lo regular en las industrias grandes, la labor de identificacin de metales lo
realizan normalmente inspectores tcnicos, sin embargo, a veces el soldador finalmente es
quien tiene que efectuar la identificacin del metal; por ejemplo cuando se tiene que hacer
una soldadura de mantenimiento en este tipo de soldaduras representa un problema ms
grande para el soldador, pues generalmente se ignora la identidad del metal y no se cuenta
con una ficha tcnica de la fabricacin con que esta hecha la pieza a reparar a unir, por lo
que puede presentar un riesgo para el trabajador.
Por consiguiente, antes de intentar hacer una reparacin, hay que identificar el metal
para tener una seguridad del proceso a realizar, despus de eso se debe escoger el
procedimiento de soldadura y el metal de aporte adecuados.
Para ello hay que tomar en cuenta el tipo de metal y su accesibilidad, la disponibilidad
del equipo y la habilidad del soldador, todos estos factores tienen un gran peso en la
seguridad y en la hora de seleccionar el proceso de soldadura.
1.4.1 CRITERIOS DE IDENTIFICACIN.
Existen una serie de mtodos que se usan para identificar un metal, pero no siempre
estn a disposicin del soldador. Muchos de ellos requieren equipo y de entrenamientos
especiales. Se tiene, por ejemplo, el espectrgrafo, que es un instrumento capaz de medir
con precisin el porcentaje de los elementos que constituyen un metal y otro ejemplo, es el
equipo de anlisis qumico.
Adems existen otros mtodos de prueba que pueden proporcionar informacin til
para identificar un metal, los cuales estn basados en factores del aspecto del metal, su
dureza, su reaccin en presencia de la flama del arco, el patrn de dispersin de las
chispas que generan al esmerilarse, su reaccin ante un imn, su peso, su color y aspecto
cuando sufre una fractura, la facilidad con que se agrieta y la reaccin frente a determinadas
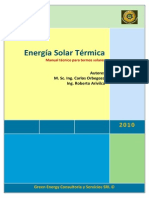
substancias qumicas (ver tabla 1.1).
1.4.2 PRUEBA DE APARIENCIA.
Con la prctica y la experiencia se llega muchas veces a ser capaz de identificar un
metal por su color, apariencia, forma por el uso que se le va a dar. Algunas piezas
fundidas, como la carcasa de una bomba hidrulica, los monobloques y mltiples de un
motor y otras partes son fcilmente reconocibles.
Pero en otros casos hay piezas que tienen marcas en los lugares donde se borraron
la huella de los moldes. Por ejemplo, las vigas y apoyos estructurales son fcilmente
reconocibles por la forma de sus secciones transversales y porque estn hechos de acero
laminado en caliente.
Para su reconocimiento del acero laminado en caliente es que este tiene un color gris
oscuro y est cubierto de un xido, producto del procedimiento de laminacin; puede
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
tambin adquirir una apariencia oxida si queda expuesto a la atmsfera durante algn
tiempo.
Y para el acero laminado en fro tiene un color ms brillante, no esta cubierto de
xido, su superficie es lisa, las orillas son cuadradas y generalmente no esta oxidado a
menos que haya perdido su cubierta protectora.
Otros metales como el aluminio, el estao, el cobre y el acero inoxidable tienen
colores caractersticos que se pueden apreciar a la hora de limpiarlos.
1.4.3 PRUEBA DE FRACTURA.
Si una pieza que se ha de soldar est rota tiene una fractura, hay que revisar la
parte que queda expuesta del metal, pues el aspecto que tiene puede ayudar a su
identificacin. Un metal recientemente roto muestra su verdadero color y para que este se
oxide, necesita quedar expuesto a la atmsfera durante cierto tiempo. Como una ayuda para
la identificacin del metal, se debe comparar los resultados individuales de la prueba de
fractura con los que se muestran en la tabla 1.1 la mayora de las veces cuando uno se
encuentra con un metal desconocido, es posible quitarle un pequeo fragmento para realizar
con este la prueba de la fractura.
1.4.4 PRUEBA DE LA VIRUTA.
Para realizar esta prueba, se requiere un cincel afiliado y un martillo. Con ayuda de
estas herramientas, se trata de obtener una viruta de una arista de la muestra. La naturaleza
de la viruta continua, indica si el metal es dctil frgil. Por ejemplo, la viruta continua indica
que el metal es considerablemente suave y dctil. A este grupo pertenecen el acero dulce, el
aluminio y el hierro maleable. Pero si el metal resultar quebradizo frgil, las virutas se
rompen. El hierro colado es un buen ejemplo de este tipo de metal.
1.4.5 PRUEBA MAGNTICA.
Con excepcin del cobalto y el nquel, los metales no ferrosos, es decir, los que no
contengan hierro, son no magnticos. El aluminio, el zinc, el magnesio y las aleaciones de
cobre son metales no magnticos. El hierro es altamente ferromagntico, le sigue el cobalto
y el nquel que es el menos magntico de los tres. Comercialmente, el hierro es el ms
importante debido a su menor costo. La mayora de los metales ferrosos se encuentran entre
los muy magnticos como el acero, y los no magnticos como ciertas aleaciones de acero
inoxidable, pasando por los que son ligeramente magnticos como otros aceros inoxidables.
Se puede comprobar las propiedades magnticas de los metales con ayuda de un imn
permanente, mientras ms fuerte sea la atraccin, mayor ser el magnetismo. La prctica
con un pequeo imn puede dar al soldador la experiencia suficiente para realizar esta
prueba con eficacia.
1.4.6 PRUEBA DE DUREZA.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Para efectuar pruebas de dureza precisas, hay que usar equipo de laboratorio, como
el durmetro Rockwell el Brinell. Sin embargo, el soldador puede realizar dos pruebas de
dureza sencillas, la prueba de ralladura y la de la lima, as comparar un metal patrn con
uno desconocido. Para el primer caso hay que rayar una muestra del metal desconocido con
otro metal, si la muestra no queda marcada, hay que usarla para rayar el metal conocido,
esta prueba es slo comparativa, pues sirve para saber cual de los dos metales es l ms
duro (s se cuenta con un muestrario de metales de distintas durezas es posible hacerlo
concordar con un metal desconocido). En el segundo hay que pasar la lima por una arista del
metal y observar los resultados, despus hay que compararla con los resultados que se
muestran en la tabla 1.1.
IDENTIFICACIN DE MATERIALES PARA SOLDAR
VELOCIDAD
DE
COLOR EN UN PRODUCE PRUEBA DE COLOR AL CALENTAMICORTE
CHISPAS LA VIRUTA
FUNDIR
ENTO
RECIENTE
DESDE QUE
ESTA FRO
Blanco
No
Fcil
No cambia
Se funde de
repente
MAGNTICO
COLOR
SUPERFICIAL
Aluminio y aleaciones
No
Gris claro
Latn
No
De amarillo a rojo
De amarillo a
rojo
No
Fcil
Rojo
Moderada
Cobre, desoxidado
No
Rojizo
Rojizo
No
Fcil
Rojo intenso
Lenta
Cobre, nquel
No
Blanco nquel
Blanco-nquel
No
Fcil
_______
________
Oro
No
Amarillo
Amarillo
No
Fcil
_______
________
Hierro colado
Blanco gris
Gris claro
Frgil
Rojo mate
Moderada
Hierro conformado
mecnicamente
Blanco gris
Gris claro
Fcil
Rojo mate
Rpida
Plomo
No
De blanco a gris
Blanco
No
Muy fcil
Sin cambio
Rpida
Magnesio
No
Plateado
Plateado
No
Fcil
Se quema en
el aire
________
Monel
Ligeramente
Gris
Gris claro
No
Fcil
Rojo brillante Ms lenta que
el acero
Nquel
Blanco
Blanco
Fcil
Se vuelve
rojo
Ms lenta que
el acero
Plata
No
Blanco
Blanco
No
Fcil
_______
________
Acero de alto carbono
Gris oscuro
Gris brillante
Depende de
la aleacin
Rojo brillante
Rpida
Acero de aleacin baja
Gris
Gris brillante
Depende de
la aleacin
Rojo brillante
Vara con la
aleacin
Acero de bajo carbono
Gris oscuro
Gris brillante
Depende de
la aleacin
Rojo brillante
Rpida
Acero al manganeso
No
Gris mate
Falta
Rojo brillante
Moderada
Acero con contenido
medio de carbono
Gris oscuro
Gris brillante
METAL ALEACIN
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
Difcil
Depende del Rojo brillante
tipo de viruta
Rpida
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Acero inoxidable
______
Gris plateado
Falta
Difcil
Rojo brillante
Moderada
Tantalio
No
Gris
Gris
______
Difcil
______
______
Estao
No
Plateado
Plateado
No
Fcil
______
Rpida
Titanio
No
Gris acero
Acero
Fcil
______
_______
Tungsteno
No
Gris acero
No se corta
No
No
desprende
Blanco
Lenta
Zinc
No
Gris oscuro
Gris
No
Fcil
______
Rpida
Nota: Esta se puede considerar de ayuda rpida en el caso de que se requiera identificar algn metal.
Tabla 1.1 Lista de algunos de los metales base y sus reacciones frente a algunas pruebas mencionadas
1.4.7 PRUEBA QUMICA.
Por lo regular un taller de soldadura comn no cuenta normalmente con las
substancias que se requiere para efectuar el anlisis qumico de un metal. Aun as, existen
en el mercado equipos comerciales de prueba, pero la persona que los utilice debe estar
completamente capacitada para ello, pues este tipo de prueba es muy til en la identificacin
de los metales.
1.4.8 PRUEBA DE LA CHISPA.
Esta consiste en observar el patrn de las chispas que se producen con una rueda de
esmerilar pues es muy conocida, ya que con ella es fcil separar los metales ferrosos de los
no ferrosos. El aluminio, el cobre y otras aleaciones no ferrosas, no emiten las cascadas de
chispas como las que se obtienen al esmerilar los metales ferrosos. Por ejemplo, es difcil
distinguir a simple vista el monel (Ni-Cu) del acero inoxidable. Sin embargo, a diferencia de
este ltimo, el monel no emite chispas.
La prueba de la chispa se efecta presionando la muestra suavemente sobre la rueda
de esmerilar; lo ms recomendable es ver las chispas contra un fondo oscuro, como puede
ser en una superficie negra en un asbesto del mismo color. La intensidad, el color y la
forma de la configuracin de las chispas, permiten identificar el metal.
Esta prueba se debe realizar en un lugar donde la luz sea de poca intensidad, pues el
color de las chispas es muy importante de no confundirse. La rueda del esmeril, ya sea fija
porttil, debe tener una velocidad en la superficie de por lo menos 1524 mts/min (5000
pies/min). Para hacer este clculo, se multiplica la circunferencia de la rueda en pies, por el
nmero de revoluciones por minuto. Cuando se realiza esta prueba, es necesario tomar las
medidas de seguridad adecuadas, especialmente si se usa una esmeriladora de pedestal,
tendiendo siempre el equipo de proteccin personal y el cuidado con las personas que estn
alrededor.
1.5 PROPIEDADES DE LOS METALES PARA SOLDAR.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Los metales a parte de identificarlos tienen que tener ciertas propiedades para ser
soldados, pues dependen mucho para que el soldador trabaje adecuadamente, porque los
metales pueden romperse, doblarse, torcerse y daarse de diferentes formas. Por lo cual las
caractersticas mecnicas, qumicas y fsicas de los materiales tienen una influencia muy
significativa en cualquier operacin de soldadura corte para que no ocurra algn tipo de
incidente.
1.5.1 PROPIEDADES MECNICAS.
Las propiedades mecnicas de los metales son las cualidades que determinan su
comportamiento cuando se les aplica una carga; indicando si el metal se dobla fcilmente
si es duro, quebradizo, etc. Los ingenieros en diseo tienen que tomar en cuenta todos
estos factores para determinar qu metal es capaz de resistir la carga a la que se ha de
someter el producto cuando se ponga en uso.
A veces es til usar un metal difcil de doblar pero en otras, uno que sea dctil; y en
consecuencia que se pueda forjar con facilidad en fro.
Para ello es necesario describir cada propiedad mecnica de los metales
materiales, en donde se incluyen las siguientes:
a) Resistencia.- La resistencia mecnica, es la capacidad con que un metal se opone a su
destruccin bajo la accin de cargas externas (principalmente tensin y compresin).
b) Elasticidad.- Es una caracterstica que poseen algunos materiales para recuperar su
forma original despus de haber sido sometidos a una fuerza externa durante un perodo
corto que le provoque como tensin, flexin, compresin, torsin una combinacin de todas
ellas.
c) -Ductilidad.- Un material dctil es aquel donde se puede deformar permanentemente sin
llegar a romperse fallar.
d)- Fragilidad.- Los materiales frgiles son los que fallan sin deformacin permanente
apreciable.
e) Tenacidad.- Es la propiedad de un metal que le permite soportar un esfuerzo
considerable, aplicado lento sbitamente, en una forma continua intermitente y llegar a
deformarse antes de fallar.
f) Dureza.- En este caso se refiere a la dureza de material de aporte el material de base,
con que pueden cambiar su dureza con la aplicacin de calor la variacin de temperaturas
y como consecuencia llega a cambiar otras propiedades de las antes ya mencionadas.
1.5.2 PROPIEDADES QUMICAS.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
De las propiedades qumicas de los metales y de mayor importancia en la soldadura
es la capacidad para resistir la corrosin. Para esto se proporciona algunos detalles
importantes que se emplean en el control de la corrosin; que son los siguientes:
a) Para iniciar se debe evitarse el contacto entre metales distintos, en particular entre un
metal noble como el cobre con el hierro. Si es obligatorio el empleo de metales diferentes
deben aislarse mediante espaciadores.
b) El uso mecnico excesivo de un producto metlico durante y despus de su formacin
puede causar corrosin. Por ejemplo estn, los esfuerzos aplicados al metal desde adentro
afuera, la fatiga por flexin rozamiento y el remachado persistente, as como el rayado. En
todos los casos, un recubrimiento protector puede ser daado y el metal subyacente acta
andicamente haciendo que el dao produzca una cuarteadura.
c) La eliminacin del oxgeno y del aire de soluciones nulifica las reacciones catdicas
naturales ms probables, as como la tendencia de la aeracin diferencial.
d) Cuando la humedad es alta, se absorbe una capa de agua sobre la superficie metlica,
pero si es posible secar el aire, la corrosin puede reducirse bastante. Los contaminantes del
aire como el bixido de azufre, trixido de azufre, cloro y xidos de nitrgeno llegan a
intensificar los efectos de la corrosin.
e) La seleccin de los metales y aleaciones deben hacerse para cubrir al mximo las
caractersticas que se requieren contra un medio corrosivo. Por ejemplo, en condiciones
oxidantes, los aceros inoxidables y el titanio son resistencias a las condiciones cidas debido
a la formacin de una capa de xido; sin embargo, estos recubrimientos de xido pueden ser
atacados en condiciones menos oxidantes, donde el metal Monel (aleacin de Cu y Ni) sera
la mejor opcin.
f) Pueden aplicarse recubrimientos metlicos protectores para la corrosin ya sea, por
recubrimiento, inmersin, rociadura, chapeado y cementado. Los recubrimientos de los
metales ms nobles deben ser completos, de otro modo el metal noble actuar como ctodo
y promover el ataque andico del metal.
g) El diseo de la estructura es importante para evitar la corrosin en hendiduras y sitios
restringidos que actan andicamente, y en la planeacin de acceso a soldaduras
adecuadas y conexiones empernadas, bien espaciadas para ser pintadas y aisladas cuando
se requiera. Es importante un diseo de drenaje que no permita que el agua y el polvo se
acumulen, por ejemplo, en los tanques a presin. Tambin es importante la seleccin de los
materiales, de cmo deben colocarse, protegerse y ensamblarse, as tambin debe ser bien
planeada anticipadamente.
h) Las pinturas ordinarias pueden inhibir la corrosin debido a que actan como no
conductores y hacen lento el acceso del oxgeno, el agua y los electrlitos al metal, ya que
algunas pinturas contienen inhibidores andicos (como el cromato de zinc), considerando a
la limpieza y la preparacin de la superficie antes de la aplicacin de pintura. Tambin
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
pueden emplearse inhibidores andicos para suprimir el proceso de la formacin de xido
que incluyen hidrxido, carbonato, silicato, borato y fosfatos de sodio.
1.5.3 PROPIEDADES FSICAS.
Son las que definen el comportamiento del metal cuando se somete al calor
necesario para soldar cortar. Entre las ms destacadas podemos citar la estructura
molecular. Los materiales deben tener otras propiedades las cuales deben considerarse en
los procesos de soldadura, en las que se mencionan las siguientes:
1.5.3.1 PROPIEDADES ELCTRICAS.
Las principales propiedades que deben ser consideradas son: la resistencia
conductividad elctrica del metal, que es la capacidad de los metales para conducir
electricidad, (considerando que la resistividad aumenta al elevarse la temperatura). Los
buenos conductores se calientan menos que los malos, es de ah que la mayora de los
cables se fabriquen con cobre aluminio y no con acero, ni de hierro, en la tabla siguiente se
muestran algunos ejemplos de la conductividad elctrica ver tabla 1.2-a.
Metal
Conductividad elctrica relativa
Hierro
1.0
Tungsteno
1.7
Aluminio
3.7
Oro
4.1
Cobre
5.8
Plata
6.1
Tabla 1.2-a Conductividades elctricas a temperatura ambiente.
1.5.3.2 PROPIEDADES TRMICAS.
Las propiedades trmicas de mayor importancia en los procesos son: la
conductividad trmica, el coeficiente de dilatacin trmica, el magnetismo, la fusibilidad y el
calor de fusin. La conductividad trmica es una medida de la capacidad que tienen los
metales para transmitir calor.
Los metales que tienen una gran conductividad trmica requieren ms calor para
soldar que los de menor conductividad, porque el calor del arco el de la flama escapa del
charco ms rpidamente. Los charcos de metales con baja conductividad se calientan ms
rpido (pues no escapa tanto calor), ya que el charco se comporta como si fuera de un metal
con conductividad alta. En la tabla 1.2-b aparece una lista de las conductividades trmicas
relativas de algunos metales conocidos.
Metal
Hierro
Conductividad trmica relativa
Baja
1.0
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Tungsteno
Aluminio
Oro
Cobre
Plata
Media
Alta
2.2
2.8
3.8
4.8
5.1
Tabla 1.2-b Conductividades trmicas a temperatura ambiente.
La dilatacin trmica se presenta cuando los metales se calientan, y entonces sus
molculas se agrandan y cambian de forma. A esto se debe que los objetos metlicos se
expandan cuando reciben calor. La estructura molecular de algunos metales no recupera su
forma original al enfriarse, lo que ocasiona un cambio permanente de forma. La expansin
trmica afecta a todas las estructuras soldadas, por eso todo soldador debe saber que a
medida que asciende la temperatura de un metal, su tamao aumenta en todas direcciones
afectando a los metales.
El magnetismo lo consideramos cuando algunos metales pueden ser atrados por un
imn. La magnitud de esa fuerza depende de la permeabilidad magntica del metal, aunque
algunos metales no sean magnticos. Las propiedades magnticas de todas las aleaciones
que tienen como base el hierro (aleaciones ferromagnticas) dependern de su composicin
qumica, de sus condiciones mecnicas y de sus tratamientos trmicos.
A veces es bueno saber si un metal es magntico no, pues el campo magntico de
un metal puede provocar un soplo de arco. As tambin es posible detectar ciertas fallas en
la soldadura por medio de un anlisis magntico. Por concluir la fusibilidad es la temperatura
a la cual el metal base pasa del estado slido al estado lquido y en donde se forma el
charco; en tanto que a la temperatura que est ligeramente por encima de punto de fusin se
le conoce como temperatura de trabajo de vaciado.
1.6 DEFECTOS EN LA SOLDADURA.
Durante el proceso de soldeo de los diferentes metales deben tomarse una serie de
precauciones para evitar la aparicin de defectos que podran daar seriamente la
resistencia de la junta y de lo cual se citan algunos de los defectos ms importantes que se
pueden presentar en cualquier operacin de soldadura.
a
Crecimiento del tamao de grano.- Ese se encuentra entre el bao de fusin y las
zonas de metal no afectadas por el calor, existe una gran diferencia de temperaturas; es
decir, estas temperaturas varan desde valores muy por encima de la mxima (en las
proximidades del bao), hasta valores muy bajos en las zonas no afectadas. Para esto, el
tamao del grano ser grande en la zona de fusin e ir disminuyendo gradualmente a
medida que se aleje de sta. El crecimiento del tamao de grano puede reducirse al mnimo
mediante un control efectivo de precalentamiento y pos-calentamiento.
En la soldadura de secciones gruesas, que requieran diversas pasadas, puede
aprovecharse el calor de las sucesivas pasadas para poder afinar el grano de las anteriores.
Este afinado del grano slo es efectivo si entre pasadas se permite el enfriamiento hasta
temperaturas inferiores a la crtica.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Los aceros de alto contenido de carbono y los aceros aleados, son especialmente
sensibles al crecimiento del grano si se enfran rpidamente; estos normalmente requieren
un precalentamiento para que el enfriamiento posterior a la soldadura sea relativamente
lento.
b)
Sopladuras socavaciones.- Son cavidades producidas por el aprisionamiento de
gases en metal del cordn durante la solidificacin del mismo. Estas normalmente se
producen por un manejo incorrecto del electrodo y por no mantener un bao suficientemente
fluido con el tiempo necesario para que salgan a flote gases, escorias y otras materias.
Cuando los gases y otras materias quedan atrapados entre los granos del metal
slido, se formarn pequeas cavidades que se conservan en el cordn de la soldadura. Las
sopladuras suelen presentarse con frecuencia en los puntos de arranque y detenimiento de
la soldadura.
Las sopladuras podrn evitarse si se mantiene el bao de fusin a una temperatura
uniforme durante toda la operacin de soldadura; esto se puede conseguir si se conserva
durante toda la operacin una velocidad constante, de tal forma que el metal vaya
solidificando de manera uniforme.
c)
Porosidad.- Esta consiste en la formacin de pequeas picaduras causadas por la
contaminacin atmosfrica. Algunos metales, cuando se encuentran en estado de fusin,
tienen una gran afinidad por el oxgeno y el nitrgeno. Si no se emplea una proteccin
adecuada, estos gases actan sobre el bao de fusin produciendo porosidades y
debilitando la soldadura.
d)
Inclusiones.- Son impurezas sustancias extraas ocluidas en el bao de fusin
durante el proceso de soldeo. Cualquier inclusin se comporta como una especie de rotura,
por lo cual hace que se debilite la soldadura, y una inclusin tpica es la escoria.
Si el electrodo no es manejado correctamente, la misma fuerza del arco puede obligar
a que parte de la escoria quede aprisionada dentro del bao de fusin; si ste se enfra
antes de que la escoria vuelva a salir a la superficie, la escoria quedar aprisionada en el
cordn, originando una soldadura defectuosa y como consecuencia un riesgo.
Estas suelen producirse con frecuencia cuando se suelda en la posicin de techo,
pues en estos casos se procura trabajar con baos pequeos y que enfren rpidamente,
para evitar que el cordn quede descolgado.
Sin embargo, si se elige el electrodo correcto, si se trabaja con la intensidad justa y si
el electrodo se maneja adecuadamente se evitarn las inclusiones por lo menos se
reducirn al mnimo.
e)
Segregaciones.- Consisten en que algunas zonas se enriquecen en ciertos elementos
de aleacin impurezas, mientras que los alrededores quedan empobrecidos en estas
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
sustancias. Cuando comienza la solidificacin se forman pequeos cristales de forma
alargada que reciben el nombre de dendritas.
Estos cristales tienden a excluir determinados elementos de aleacin que se van
acumulando en el residuo lquido. Al finalizar la solidificacin, los ltimos cristales que se
forman quedan enriquecidos en estos elementos y dejan otras regiones sin los beneficios de
los ingredientes de aleacin. Y la segregacin se puede evitar mediante tratamiento trmico
adecuado procurando enfriamientos lentos.
1.7 POSICIONES BSICAS PARA SOLDAR.
Despus de conocer las propiedades de los materiales, se tiene que conocer la
posicin que adopta el soldador, ya que las soldaduras se pueden colocar en infinidad de
posiciones pero el tipo de unin es el que determinar la posicin final y la seguridad con
que se trabaje.
Estas uniones se refieren por lo regular a la colocacin fsica de las partes que
habrn de enlazarse por medio de una junta; en otras palabras, es la trayectoria que debe
seguir el cordn de soldadura para su aplicacin, pues esto nos determina la posicin en la
que el soldador deber trabajar (Fig. 1.2).
Para lo anterior existen cuatro posiciones fundamentales en las que se puede realizar
la soldadura y son las siguientes: techo, cornisa, vertical y horizontal.
TECHO
VERTICAL
CORNISA
HORIZONTAL
Fig. 1.2 Posiciones de la soldadura
1.7.1 SOLDADURA EN TECHO.
Es la operacin que presenta mayor dificultad y riesgo, debido a que el bao de
fusin (soldadura caliente liquida) tiende a caerse por la accin de la gravedad, por lo que
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
se requiere una habilidad considerable y obtener un cordn uniforme con una penetracin
correcta; el soldador debe adoptar una postura incomoda, ya que es necesario disponer de
algn dispositivo que permita sujetar las piezas en la posicin ms conveniente, existiendo la
posibilidad latente de un desprendimiento del metal fundido, en donde deber cuidarse el
aspecto de seguridad personal y fomentar el uso de ropa adecuada (el cual cubra hasta la
garganta lo indispensable), como es el usar botas polainas, el casco con protector para el
rostro, peto y guantes largos que impidan quemaduras.
1.7.2 SOLDADURA DE CORNISA.
Esta posicin tambin recibe el nombre de soldadura en horizontal sobre plano
vertical y como en el caso de soldadura en techo el bao de fusin tambin tiende a
escurrirse, pues el cordn se deposita horizontalmente sobre unas piezas situadas en un
plano vertical. Para soldar en esta posicin debe utilizarse un arco ligeramente ms corto y
una corriente ms baja que en el soldeo en horizontal.
El arco ms corto reduce la tendencia del bao a caerse y producir pegaduras, este
defecto se produce cuando el bao de fusin cae sobre la pieza inferior y solidifica sobre la
superficie de la misma sin penetrar en ella; normalmente los desbordamientos del bao
sobre la pieza inferior van acompaados de mordeduras en el borde superior, quedando los
cordones en forma defectuosa y debilitando considerablemente a la soldadura; para
manipular al electrodo se realiza de derecha a izquierda viceversa.
1.7.3 SOLDADURA EN VERTICAL.
Esta se utiliza en la fabricacin de estructuras tales como edificios metlicos,
puentes, tanques, oleoductos, barcos y diversos elementos de mquinas. Uno de los
principales problemas de trabajar en esta posicin, estriba en que el metal fundido
procedente del electrodo y del borde de las piezas a soldar tiende a caerse por la accin de
la gravedad; por lo tanto para tener un control adecuado del bao se recomienda el uso de
electrodos de gota fra y manipular el electrodo adecuadamente, desde abajo hacia arriba
(soldadura en vertical ascendente) de arriba hacia abajo (vertical descendente). Para
espesores muy finos es recomendable la soldadura en descendente.
1.7.4 SOLDADURA HORIZONTAL PLANA.
Es la ms ampliamente utilizada, puesto que permite una soldadura rpida y fcil de
realizar. Cuando se suelda en esta posicin el bao tiene menos tendencia a caerse, por lo
que resulta fcil su control, aumentando la velocidad de soldadura, y teniendo una
penetracin correcta y un trabajo menos fatigoso para el soldador.
1.8 SMBOLO DE SOLDADURA.
El smbolo de soldadura indica una serie de instrucciones tales como: el tipo de
soldadura que se requiere, localizacin de la misma, la preparacin de la unin, si debe
soldarse en taller en la fase de montaje, el tipo y mtodo de acabado, las dimensiones y
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
otros datos necesarios para poder realizar la correcta y segura operacin de soldeo. En
algunos casos los smbolos pueden ser fciles de interpretar mientras que en otros pueden
ser complejos y contener una gran cantidad de datos, que dificulta un poco ms su
interpretacin; en tal virtud el aprendiz de soldadura, para poder superar esta fase deber de
estudiar los diferentes tipos de smbolos ms a fondo y entender correctamente los datos
contenidos.
1.8.1 DIFERENCIA ENTRE SMBOLOS.
El smbolo de la soldadura es slo una parte de todo el smbolo de soldadura, pues
este indica nicamente el tipo de soldadura que se necesita hacer (Fig. 1.3).
Fig. 1.3 Smbolos bsicos de la soldadura
Mientras que el smbolo completo de soldadura suministra el resto de la informacin
que requiere el soldador. Adems de incluir el tipo de soldadura, nos proporciona la dems
informacin que se necesita.
Para esto la AWS (American Welding Society) establece una distincin general en el
smbolo bsico de soldadura (Fig.1.3-a) que consta de los siguientes elementos:
Cola
Lnea de referencia
Flecha
Fig. 1.3-a Smbolo bsico de soldadura
Mientras, el smbolo de soldadura completo (Fig.1.3-b) est conformado por las
siguientes partes:
Lnea de referencia.
Flecha.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Smbolos bsicos en las soldaduras.
Dimensiones y otros datos.
Smbolos complementarios.
Smbolos del acabado.
Cola de flecha.
Detalles, procedimientos y otras notas de referencia.
Para indicar la localizacin de una soldadura, se traza una flecha con la cabeza
apuntando directamente a la junta en la que ha de hacerse la soldadura.
La colocacin del smbolo del tipo de soldadura, puede usarse para indicar el lado de
la flecha, el otro lado ambos lados de la junta.
La lnea de referencia de un smbolo de soldadura, es la lnea que es representada
en un plano horizontal y unida a una cola y una flecha (Fig. 1.3-a).
La lnea de referencia es la base de cada smbolo simplificado, y proporciona la
orientacin y la localizacin estndar de los elementos de un smbolo de soldadura.
Las posiciones de la cola y la flecha pueden intercambiarse, pero los elementos del
smbolo estn siempre en la misma posicin de la lnea de referencia.
CARACTERISTICAS DEL SIMBOLO DE SOLDADURA.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Fig.1.3-b Smbolo de soldadura.
Las dimensiones y otros datos que aparecen en un smbolo de soldadura indican el
tamao, el ngulo de la ranura, la abertura en el fondo raz, la longitud de la soldadura, la
separacin entre centros (el paso) de las soldaduras; la profundidad de relleno de las
soldaduras de tapn de ranura alargada y ngulo incluido de las soldaduras avellanadas
para las soldaduras de tapn. Pueden as, especificarse uno ms de stos, dependiendo
del tipo de junta y de la instruccin que se requiera. Cuando las soldaduras de ambos lados
de una junta tienen las mismas dimensiones, uno ambos pueden dimensionarse sobre el
smbolo de soldadura.
Los smbolos complementarios nos proporcionan informacin adicional acerca de la
soldadura solicitada (Fig. 1.4), como son soldadura de campo, si la fusin es de lado a lado,
si el material es de refuerzo de respaldo si la soldadura va en todo el contorno. Est en
ocasiones se requiere usar otros mtodos para obtener el acabado deseado, a esos
mtodos se le coloca una letra que denota el procedimiento y estas letras son las siguientes:
C
M
H
G
R
corte con cincel
maquinado
martillado
esmerilado
laminado
Fig. 1.4 Smbolos complementarios (tomados de la AWS)
Los smbolos de acabado como su nombre lo indica sirven para saber que tipo de
acabado hay que darle a la soldadura como son las dimensiones y el tipo de las soldaduras
en las ranuras.
Mientras que cuando se emplee una especificacin, un proceso, alguna otra
referencia con un smbolo de soldadura, dicha referencia se colocar en la cola de flecha.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
La simbologa de como debe emplearse el tipo de soldadura (ver Fig. 1.5) se ilustra
en los siguientes ejemplos:
a) Soldadura de filete junta en T.
La fraccin indica el tamao de la base del
filete. La flecha debe apuntar slo hacia
una de las soldaduras cuando ambos lados
sean los mismos.
b) Junta a traslape.
El smbolo indica que las
soldaduras son intermitentes y
estn desplazadas 2 pulg. con una
distancia 4 pulg. entre centros.
c) Soldadura a tope con
extremos planos.
Aqu nos indica que la soldadura
va por ambos lados de la junta.
Fig. 1.5 Utilizacin de la simbologa.
1.9 APLICACIN DE CORDONES EN SOLDADURA
Se dice que la forma del cordn de la soldadura aplicada, depende principalmente del
movimiento que se le da al electrodo durante el proceso, tomando tambin en cuenta el
trabajo a realizar, el costo de la operacin, la habilidad del soldador, la posicin en la que se
trabajara, el tiempo previsto y de las exigencias de calidad requeridas en el cordn.
Dando como resultado distintas formas de uniones (con distintas apariencias)
aplicando algunos de los siguientes tipos de soldadura: soldadura de recargue, soldadura
mediante cordones en ngulo, soldadura a tope, soldadura en entalla la soldadura de
tapn. En la siguiente figura se muestran la representacin de las diferentes partes del
cordn de soldadura para entender la aplicacin de los cordones de soldadura (Fig. 1.6).
Material base
Remate
Sobreespesor
Material de
aporte
Cara
Borde
Remate
Raiz
Taln
Garganta
Borde
Separacin de bordes
Fig. 1.6 Representacin de las diferentes partes de un cordn de soldadura.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
1.9.1 SOLDADURA DE RECARGUE.
Consiste en depositar una ms capas de material de aportacin, mediante cordones
pasadas, sobre una superficie continua, con vistas a conseguir, dimensiones y
caractersticas superficiales determinadas (Fig. 1.7).
Fig. 1.7 Soldadura de recargue
1.9.2 SOLDADURA DE CORDONES EN NGULO.
Esta tcnica se emplea para conseguir uniones a solape en ngulo interior y exterior,
por lo que el cordn presenta una seccin triangular, debido a que se deposita entre dos
superficies formando un ngulo recto (Fig. 1.8).
Fig. 1.8 Soldadura en ngulo
1.9.3 SOLDADURA A TOPE.
En ella se deposita el material de aporte en el espacio que queda entre las piezas a
soldar, que estn dispuestas una en prolongacin de la otra; segn la preparacin de los
bordes se puede distinguir las siguientes soldaduras a tope: con bordes rectos, con bordes
en V, bordes en X, en U, en doble U, en J y doble J (Fig. 1.9).
BORDES RECTOS
EN X
EN V
EN U
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
EN J
EN DOBLE U
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Fig. 1.9 Soldaduras a tope
1.9.4 SOLDADURAS DE ENTALLA DE TAPN.
Se emplean para enlazar piezas solapadas mediante el depsito de cordones en el
interior de ranuras agujeros realizados sobre una de las piezas, debido a su disposicin y
comportamiento, son parecidas a los remaches (Fig. 1.10).
Fig. 1.10 Soldadura de tapn
Al realizar estos tipos de cordones en la soldadura, cada uno de ellos responde a
ciertas condiciones de trabajo lo que hace imposible definir que movimiento proporciona
mejores resultados (en la Fig.1.11 se muestran los movimientos ms utilizados); por ejemplo
el movimiento en forma de 8 se emplea generalmente para pasadas anchas.
Sin embargo, los movimientos en zig-zag y en cuadros tambin pueden ser utilizados,
solo que su aplicacin es en diferentes posiciones de soldeo; as mismo para cordones
estrechos el movimiento en espiral en forma circular pudiera ser el ms adecuado, pero si
se utiliza tambin el movimiento en zig-zag es posible tener resultados similares.
El movimiento del electrodo, es la trayectoria que describe la punta del mismo al
desplazarse sobre la preparacin de la junta para formar el cordn de soldadura deseado,
segn el movimiento que se emplee determinar en parte el consumo del electrodo y la
geometra del cordn.
Tomemos en cuenta que el desplazamiento del electrodo se refiere al movimiento del
mismo, y que lo largo de la preparacin de la junta y su dimensin es prcticamente igual a
la longitud del cordn formado.
En la soldadura de entalle tapn, al electrodo solo se le manipula por la inclinacin
que tenga con respecto a la superficie a soldar balancendose alternativamente para evitar
la pegadura.
DESPLAZAMIENTO Y MOVIMIENTOS MS COMUNES EN LA APLICACIN
DE CORDONES DE SOLDADURA
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Piezas de
trabajo
Desplazamiento
En forma de 8
En forma de ZIG-ZAG
En forma de cuadro
En forma de espiral circular
Fig. 1.11 Tipos de aplicacin de los cordones en soldadura.
En la soldadura de recargue el movimiento debe lograr que se deposite la mayor
cantidad posible de metal de aporte para que la operacin sea realizada en pocas pasadas,
pero sin descuidar las caractersticas necesarias en cada trabajo, esto mismo les ocurre a
los diferentes tipos de juntas, en las que por cuestiones de diseo los cordones deben ser
estrechos, de gran calidad y de excelente presentacin esttica.
1.10 TIPOS DE UNIONES EN LA SOLDADURA
Para el diseo de las uniones juntas hay que tener en cuenta numerosos factores,
entre los que podemos destacar los siguientes: costo de preparacin, facilidad de acceso,
adaptabilidad al producto que se trata de fabricar y tipos de carga que debe soportar la
soldadura, tomando tambin en cuenta los tipos de cordones que se mencionaron.
Cada una de esas ligaduras tienen sus ventajas y limitaciones que el soldador debe
conocer, puesto que en muchos de los casos, la efectividad de la soldadura depende tanto
del tipo de unin como de la habilidad para depositar el cordn.
1.10.1 UNIONES A TOPE.
En este tipo de unin la soldadura se realiza entre los bordes de las piezas a
enlazarse, y la preparacin de sus bordes deben hacerse de acuerdo al espesor de las
mismas.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
1.10.1.1 UNIONES A TOPE CON BORDES RECTOS.
Este tipo de preparacin se emplea en espesores de aproximadamente 4 mm.; para
obtener una mejor resistencia es necesario que se fundan los bordes completamente y se
dejen con una separacin adecuada. Para el procedimiento de arco sumergido, se pueden
soldar con este tipo de preparacin hasta unos 10 mm. de espesor. El tipo de junta es
considerablemente resistente a esfuerzos estticos, pero no es recomendable para
esfuerzos de fatiga cargas de impacto; especficamente a bajas temperaturas. La
preparacin de sta es muy sencilla de realizarse, pues slo se requiere igualar los bordes
de las piezas y por ende el costo de su preparacin ser ms bajo (Fig. 1.12).
Fig. 1.12 Unin a tope con bordes rectos
1.10.1.2 UNIN A TOPE CON BORDES EN V.
Este tipo consiste en emplear espesores superiores a unos 8 mm. Sin embargo, no
es recomendable para espesores superiores de 20 mm. Ya que es ms costosa que la de
unin con bordes rectos, debido a que exige el achaflanado de las piezas y, adems,
requiere una mayor cantidad de material de aporte. Su ventaja es que tiene una buena
resistencia a cargas estticas, pero no es muy conveniente para soportar esfuerzos de
flexin que produzcan tracciones en el cordn principal (Fig. 1.13).
Tope en V
Tope en doble V
Fig. 1.13 Unin a tope con bordes en V
1.10.1.3 UNIN A TOPE CON BORDES EN X.
Esta es la que presenta el mejor comportamiento ante todo tipo de cargas, se
recomienda para espesores superiores a los 18 20 mm. Para conseguir una buena
resistencia, la penetracin debe ser completa por ambos lados. Su costo de preparacin es
mayor que el de las uniones en V, pero este es compensado por el ahorro que presenta el
material de aporte (Fig. 1.14).
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Fig. 1.14 Unin a tope con bordes en X
1.10.1.4 UNIN A TOPE CON BORDES EN U.
Aqu el tipo de junta rene correctamente a todas las condiciones de cargas, por lo
que suelen utilizarse en trabajos que requieran gran calidad. Su campo de aplicacin ms
adecuado se encuentra entre los 13 y 20 mm de espesor, aunque exige una preparacin
ms costosa que las anteriores, pero requiere menos material de aportacin y origina menos
deformaciones (Fig. 1.15).
Fig. 1.15 Unin a tope en bordes en U
1.10.1.5 UNIN A TOPE CON BORDES EN DOBLE U.
Es recomendable para espesores superiores a 20 mm., siempre y cuando la
soldadura pueda realizarse fcilmente desde ambos lados de la pieza. Es una de las
preparaciones que presenta un mejor comportamiento ante cualquier condicin de carga; por
lo que se mencion que es la que exige un costo ms elevado en su preparacin (Fig. 1.16).
Fig. 1.16 Unin a tope con bordes en doble U
1.10.2 UNIONES EN NGULO EN T.
En las uniones en T las piezas se disponen formando un ngulo aproximadamente de
90 y de tal forma que el borde de una de las piezas descanse sobre la superficie de la otra.
Es aplicable a cualquier espesor segn sea el tipo y el grado de penetracin que se quiera
conseguir, de lo cual se suelen adoptar las siguientes preparaciones: borde recto, simple y
doble chafln, simple y doble J.
1.10.2.1 UNIN EN T CON BORDES RECTOS.
La unin debe ser realizada mediante cordones en ngulo donde se puedan depositar
desde uno ambos lados de la junta. Se pueden utilizar espesores delgados gruesos,
siempre que las cargas sometan a la soldadura nicamente a esfuerzos cortantes
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
longitudinales, puesto que la distribucin de tensiones sobre la junta puede no ser uniforme,
este factor debe considerarse en las zonas sujetas a fuertes impactos donde acten
elevadas cargas transversales. Para conseguir su mejor resistencia se requiere una gran
cantidad de material de aporte (Fig. 1.17).
Fig. 1.17 Unin en T con borde recto
1.10.2.2 UNIN EN T CON SIMPLE CHAFLN.
Es la unin donde se procura una mejor distribucin de tensiones, por lo que puede
soportar mayores cargas que la antes mencionada. La soldadura se realiza desde un solo
lado y se suele limitar a espesores iguales menores a los 12 mm (Fig. 1.18).
Fig. 1.18 Unin en T con simple chafln
1.10.2.3 UNIN EN T CON DOBLE CHAFLN.
sta tiene mayor capacidad resistente y puede soportar tanto una cortadura
longitudinal como transversal. Slo es aplicable cuando la soldadura se pueda realizar
desde ambas caras de la pieza a unir (Fig. 1.19).
Fig. 1.19 Unin en T con doble chafln
1.10.2.4 UNIN EN T, SIMPLE J.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Es aplicable a espesores de 25 mm ms, siempre que la soldadura slo sea
accesible desde una cara. Especialmente es adecuada para soportar grandes cargas (Fig.
1.20).
Fig. 1. 20 Unin en T, simple J
1.10.2.5 UNIN EN T, DOBLE J.
Particularmente es adecuada para grandes espesores de 40 mm ms y siempre
que las cargas a soportar sean muy relevantes. Es aplicable cuando la junta sea accesible
desde ambas caras (fig 1.21).
Fig. 1.21 Unin en T, doble J
1.10.3 UNIONES EN NGULO EXTERIOR (EN ESQUINA).
Son ampliamente utilizadas para la unin de secciones donde no sean sometidas a
grandes esfuerzos. Segn la disposicin de los bordes, las podemos clasificar en uniones
en ngulo exterior cerradas, semi-abiertas y abiertas.
1.10.3.1. UNIONES EN ESQUINA, CERRADA.
Se emplean principalmente para espesores finos, debido a que no permiten conseguir
una buena penetracin. Es poco recomendable por su pequea capacidad de carga (Fig.
1.22).
Fig. 1.22 Unin en esquina cerrada
1.10.3.2. UNIONES EN ESQUINA, SEMIABIERTA.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Es recomendable para espesores ms fuertes y donde la soldadura slo se pueda
realizar desde un lado. Capaces de soportar cargas en las que el impacto la fatiga no sean
demasiado excesivas. La disposicin de los bordes, debe ser de tal forma que las esquinas
interiores queden protegidas, disminuyendo as, la formacin de agujeros en la raz de la
junta (Fig. 1.23).
Fig. 1.23 Unin en esquina cerrada
1.10.3.3. UNIONES EN ESQUINA, ABIERTA.
Est disposicin de las piezas permite soldar desde ambos lados, en tal virtud que se
puedan conseguir juntas muy resistentes, capaces de soportar grandes cargas. Es aplicable
a cualquier espesor, debido a la buena distribucin de tensiones, pues es muy recomendable
para soportar esfuerzos de fatiga y/o cargas de impacto (Fig. 1.24).
Fig. 1.24 Unin en esquina abierta
1.10.4 UNIONES A SOLAPE.
Como su nombre lo indica, las piezas se disponen de forma que una solape
parcialmente a la otra. Para conseguir una buena resistencia, la longitud del solape debe ser
mayor al triple del espesor de la pieza ms fina. La unin consigue mediante las aplicaciones
de uno dos cordones de soldadura.
1.10.4.1. UNIN A SOLAPE CON UN CORDN.
Es de fcil realizacin, ya que el metal de aporte se deposita simplemente a lo largo
de uno de los rincones que dejan las piezas al disponerse una sobre la otra. La resistencia
de la soldadura depender del espesor del cordn en el ngulo depositado.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
La soldadura mediante un solo cordn es aplicable hasta unos 12 mm. de espesor,
siempre que la carga a soportar no sea muy mesurado (Fig. 1.25).
Fig. 1.25 Unin a solape con un cordn
1.10.4.2. UNIN A SOLAPE CON DOS CORDONES.
Esta tiene mayor capacidad de carga que la anterior, puesto que es un tipo de unin
ms comn utilizado en la soldadura. Como regla general, se dice que si la soldadura se
realiza correctamente, su resistencia es casi comparable con la del metal base (Fig. 1.26).
Fig.1.26 Unin a solape con dos cordones
1.10.5 UNIONES SOBRE CANTOS.
Est es slo aplicable a espesores finos, aproximadamente de unos 6 mm. menos y
con una pequea capacidad de resistencia y por su poca utilizacin no tiene muchas
clasificaciones (Fig. 1.27).
Fig.1.27 Unin sobre canto
1.10.6 CONSIDERACIONES GENERALES PARA UNIONES Y CORTES.
Es muy importante saber hacer cortes rectos y biselados en una placa de acero,
como saber efectuar soldaduras de buena calidad. El soldador que sepa cortar con precisin,
siempre har uniones que se ajusten bien, porque es mucho ms fcil soldar este tipo de
uniones. Si las partes no estn bien empalmadas, es ms complicado soldarlas porque hay
que trabajarlas ms tiempo y se gasta ms metal de aporte que en una unin que s
estuviese bien acoplada.
La clave para efectuar un buen corte es la comodidad. El soldador debe colocarse en
la posicin ms conveniente posible, pero para esto no se debe trabajar apresuradamente ni
hacer cortes de ms de 10 13 cm sin cambiar de postura.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
En tanto que para las uniones, se pueden citar cinco consideraciones generales
bsicas para seleccionar cualquier tipo y son:
Tener en cuenta si el esfuerzo es de traccin, compresin, flexin, fatiga de choque.
Considerar si la carga es esttica, de impacto variable.
Ver la direccin de la carga con relacin a la junta.
Valorar el espesor de las piezas.
Conocer el costo de preparacin de la junta corte (segn se requiera).
1.11 CALIDAD EN LA SOLDADURA
La calidad de la soldadura muchas veces esta limitada a la inspeccin visual al
trmino de las operaciones, pero para entender mejor el termino de calidad se tiene la
siguiente definicin: Es el cumplimiento superacin de las expectativas de los clientes a un
costo que les represente valor.
El primer paso a seguir para controlar realmente la calidad es hacer que el
departamento de diseo ingeniera de manufactura determine el grado de calidad que se
requiere para cada soldadura en particular para su desempeo de su funcin y el aspecto de
la terminacin de la soldadura.
Pues el determinar el grado de calidad en la soldadura est directamente relacionada
e integrada en las distintas normas que la rigen, incluyendo todo lo referente para la
fabricacin e inspeccin de la soldadura, asegurndose que sea capaz de cumplir con los
requerimientos para los que fue hecha y en donde esta deber ser verificada en base a los
criterios de aceptacin del cliente.
Las buenas soldaduras son las que cumplen con los requisitos de aspecto y que a la
vez se comportan de acuerdo con lo previsto hasta que son retiradas del servicio por
decisin del usuario.
Las soldaduras muy buenas son las efectuadas bajo condiciones de intenso control
de calidad y para las cuales la nica diferencia es el aumento del costo de produccin. Todo
mtodo de inspeccin que no sirva algn objetivo til es innecesario y representa un
desperdicio. En la tabla 1.3 se hace mencin de los mtodos de inspeccin de la soldadura.
Y del cual para un sistema de calidad aplicado a la soldadura esta integrada por tres
documentos bsicos que esquematizan el encadenamiento de las actividades relevantes en
la organizacin y que son:
Manual de Aseguramiento de Calidad.
Procedimiento de Aseguramiento de Calidad.
Plan General de Calidad.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
1.11.1 ASEGURAMIENTO DE CALIDAD EN SOLDADURA.
Los criterios requerimientos de aseguramiento de calidad estn incluidos en las
Normas Oficiales Mexicanas, pero para la soldadura utilizada en cualquier empresa se
puede contemplar mejor en la Norma ISO-9001 en una forma ms explcita. Sin embargo, los
requerimientos bsicos para las compaas, dedicadas a estas reas son:
Responsabilidades de la direccin de la empresa.
- Objetivos y polticas de calidad.
- Organizacin.
- Revisin del sistema de calidad por la direccin.
Sistema de Calidad.
- Seleccin de requisitos que integran el Manual de Aseguramiento de Calidad.
- Manual de procedimientos de apoyo.
- Plan de inspeccin, verificacin y prueba (plan general de calidad).
Revisin de contrato pedido del cliente.
- Definir y documentar los requisitos.
- Resolver los requisitos que difieren de la oferta.
- Asegurar la calidad de la compaa para cumplir los requisitos.
Control de adquisiciones ( materiales, equipo, etc.).
- Datos sobre las compras.
- Verificacin de los productos adquiridos.
- Evaluacin de proveedores.
Control de la documentacin.
- Aprobacin y distribucin de documentos.
- Cambios y modificaciones a los documentos.
Identificacin y rastreabilidad de la soldadura.
- Identificacin de las adquisiciones.
- Identificacin del material, registros y soldadura inspeccionada.
Control de procesos.
- Aprobacin y calificacin de los procedimientos, equipos y criterios de ejecucin.
- Supervisin del proceso (verificacin).
- Documentacin de instrucciones y procesos (evaluacin).
Medicin, inspeccin y pruebas (procedimientos y equipos).
- Identificar, verificar, calibrar y realizar el mantenimiento del equipo de medicin.
- Asegurar que las mediciones sean consistentes con su capacidad requerida.
Control de la soldadura no conforme (acciones correctivas).
- Control detallado de soldaduras rechazadas para no ser utilizadas de nuevo.
- Acciones correctivas necesarias para evitar la recurrencia.
- Investigacin de las causas que originan problemas en la soldadura.
- Aseguramiento e implementacin de las acciones correctivas.
Registros de calidad.
- Auditorias de calidad.
- Auditorias internas para verificar que las actividades cumplen con lo establecido.
- Auditorias externas adecuadas para los proveedores y subcontratistas.
Capacitacin y adiestramiento (calificacin del personal).
- Calificacin de soldadores y operadores.
- Calificacin de supervisores e inspectores.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
CAPITULO 2
PROCESOS DE SOLDADURA Y CORTE
2.1 PROCESOS DE SOLDADURA.
Dentro de la industria metal-mecnica actual se han empleado varios de los procesos de
soldadura y corte, que la AWS (American Welding Society) ha reconocido a nivel mundial.
Aunque No obstante, algunos de esos procesos ya han quedado en desuso por su
complejidad, por incosteables tal vez por la sencilla razn de que existen una gran
variedad con los que se han podido lograr los mismos resultados en menor tiempo y con
menor equipo.
Cabe sealar que, con los mismos principios en los que se basan algunos procesos
de soldadura, tambin han permitido desarrollar en forma paralela las mismas tcnicas
usadas en el corte (no mecnico) de los metales; existiendo con esto una gran semejanza
entre ellos y que se mencionarn ms adelante.
Para empezar se dice que la soldadura se concibe como la unin de dos mas
metales/plsticos por cualquier mtodo que no utilicen dispositivos de sujecin, Sin embargo
en la soldadura existe un desarrollo acelerado de la tecnologa y ciencia de la misma, que
resultara difcil usar todos los procesos diferentes que hasta ahora existen recocidos por la
industria. Por lo tanto la soldadura es un tema muy basto e importante para estudiar pero
que en la mayora de los procesos de soldadura, tienden a caer dentro alguna de las
siguientes categoras; salvo en algunas excepciones como por ejemplo las soldaduras en
estado solido.
Soldadura por fusin.
Soldadura sin fusin.
En este capitulo se describirn los principios bsicos que rigen tanto a los procesos de
soldadura como a los procesos de corte, que nos servirn de ayuda para comparar los
riesgos en los que se vern envueltos aquellas personas que pretendan se encuentren
trabajando dentro de este campo de actividades y que se tomaran como una pauta para
considerar algunos requerimientos de seguridad e higiene para que posteriormente sea
aplicable dentro la salud laboral dentro la soldadura.
En el siguiente diagrama se muestran todos los procesos de soldadura y corte (Fig. 2.1),
reconocidos por la American Welding Society; en donde se puede ver una gran gama de
procesos que existen pero que no se estudiaran a fondo pues solo son la base de referencia
para la aplicacin de la seguridad de los mismos.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
PROCESOS DE SOLDADURA Y CORTE
(Reconocidos por la AWS)
Fig. 2.1 Diagrama de los procesos de soldadura, corte y otros aliados (reconocidos por la AWS).
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2.1.1 SOLDADURAS POR FUSIN.
Los procesos de soldadura por fusin usan calor intenso para fundir los metales base. En
muchas operaciones de soldadura por fusin, se aade un metal de aporte a la combinacin
fundida para facilitar el proceso de unin, aportar volumen y resistencia a la parte soldada.
Una operacin de soldadura por fusin en la cual no se aade un metal de aporte se
denomina soldadura autgena En sta categora sobresale el proceso de soldadura de arco
y la soldadura por llama.
2.1.1.1 Soldadura de arco (AW).
La soldadura de arco elctrica (AW, Arc welding) es uno de los procesos ms
aceptados, para unir metales. En este proceso el calor es generado por la resistencia
(friccin) del electrodo y los bordes de la pieza de trabajo (fundiendo a ambos), al paso de la
corriente elctrica.
El principio consiste en circular la energa elctrica por medio de un conductor, originando
una friccin entre ambos que da lugar a un calentamiento; por lo que a mayor intensidad de
corriente que pase por l, se genera una friccin mayor, y que por ende se tendr tambin un
incremento en el calor generado. El metal procedente del electrodo metal de aporte, se
deposita en la junta con el metal fundido de la pieza, llegndose a solidificar para formar una
junta slida con propiedades similares a los del metal base. Si los conductores metlicos son
buenos conductores (aluminio cobre) casi no hay calentamiento, pero, sin embargo, si son
malos conductores (como el acero) oponen gran resistencia al paso de la corriente dando
por resultado un calentamiento en los mismos que puede llegar a alcanzar su temperatura de
fusin. En la soldadura por arco, se aprovecha este fenmeno, de manera que el calor
generado es usado para fundir los metales y lograr uniones.
Y para el caso prctico, el soldador usa el electrodo adecuado, sujeta el cable de tierra a la
pieza de trabajo y ajusta la corriente elctrica para "hacer saltar el arco"; es decir, se crea
una corriente intensa saltando entre el electrodo y la pieza de trabajo; enseguida se mueve
el electrodo a lo largo de la lnea de unin de los metales que se han de soldar, dando
suficiente tiempo para que el calor del arco pueda fundirlos y despus se solidifiquen (ver
Fig. 2.2).
Cable de tierra
Grapa para tierra
Fig. 2.2 Equipo de la soldadura por arco elctrico.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2.1.1.1.1 Parmetros operacionales en la soldadura por arco.
Para comenzar a trabajar con estos procesos de soldadura, se recomienda
conocer y manipular los principales conceptos:
A) Amperaje I (Intensidad de la soldadura).- Es la de mayor influencia ya que
permite obtener el calor necesario para lograr la fusin de los metales, lo que implica que
determina la velocidad con la que se debe alimentar el electrodo y se regula la
penetracin del depsito, por ejemplo:
Con un incremento en la intensidad de la corriente se tiene una mayor penetracin en
la profundidad del metal base.
Con baja intensidad se tiene inestabilidad en el arco, falta fusin en los metales y la
penetracin no es suficiente por lo que se tiene una junta dbil.
Con un exceso de corriente hay demasiada fusin, excesiva penetracin, presenta la
socavacin, se tienen cordones muy angostos y obtiene una deformacin de la pieza,
que inclusive puede llegar a desfondarse.
B) Voltaje V (Tensin de la soldadura).- Su objetivo es variar la longitud del arco formado
entre el electrodo y la pieza de trabajo, con ella se logra dar la forma del cordn, su seccin
transversal y su apariencia externa. Por lo tanto si aumenta el voltaje, en consecuencia se
tendr una mayor longitud de arco, ejemplos:
Con bajo voltaje los cordones de soldadura son abultados, se tienen inclusiones de
escoria, la escoria formada es difcil de quitar y el consumo de fndente es mnimo.
Con un alto voltaje los cordones de soldadura generados son expuestos a la ruptura, la
escoria es difcil de remover, los cordones son cncavos, se presenta la socavacin a
los lados del cordn y el consumo de fndente es excesivo.
C) Velocidad de avance en la soldadura va.- Es la rapidez con la que se
desplaza el electrodo sobre la pieza de trabajo para formar el cordn de soldadura, con
ella se logra el ajuste del ancho del cordn y se limita la penetracin, ejemplos:
Con baja velocidad de avance el cordn obtenido es convexo fcil de romperse, debido
a que la unin se expone a una intensidad de corriente elevada e impide la salida de
los gases del metal de fusin que quedan atrapados en el cordn, adems de originar
desfondamiento por la excesiva exposicin al calor.
Con una velocidad de avance rpida la soldadura que se obtiene no es pareja ni
uniforme y la penetracin es poca, debido a que la velocidad excesiva impide que el
arco funda al metal base y altera el desarrollo normal del cordn.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2.1.1.1.2 Funcionamiento del circuito de la soldadura por arco.
A) El arco elctrico.- El aire seco es mal conductor de la electricidad, por lo que la
electricidad no se trasmite en realidad a travs de l; sin embargo en ciertas condiciones
salta en un entrehierro, formando un arco. La corriente elctrica de soldadura que pasa entre
este entrehierro de aire de alta resistencia, genera un calor muy intenso en el arco, el cual es
de entre 3315C y 5530C (6000 a 10000F) la temperatura suficiente para fundir metales en
el rea de contacto convirtiendo al electrodo fundido en material de aporte.
Para establecer el circuito de soldadura, se utiliza una fuente de energa elctrica
(mquina de soldar), un cable que se conecta al porta-electrodo con una terminal de la
mquina "cable terminal del electrodo" y otro cable que se conecta a la prensilla pieza de
tierra a la otra terminal de la mquina "cable de tierra de la pieza de trabajo" (esto es
generalmente cuando se emplea corriente alterna (C.A.); ambos cables son de longitud,
dimetro y de material adecuado para conducir la corriente requerida sin ofrecer gran
resistencia. En la soldadura con corriente directa (C.D.), los cables del electrodo y el de la
tierra pueden conectarse en dos formas diferentes (ver Fig. 2.3).
a-1) Corriente Directa Polaridad Directa C.D.P.D..- El electrodo se conecta en el polo (-) de
la mquina de soldar y el cable de tierra se conecta en el polo (+).
a-2) Corriente Directa Polaridad Invertida C.D.P.I..- El electrodo se conecta en el
polo positivo (+) de la mquina de soldar y el cable de tierra de la pieza de trabajo se
conecta en el polo negativo (-).
Independientemente de s la corriente es corriente alterna corriente continua, y del
tipo de conexin que se usa, se hace pasar la corriente elctrica acercando la punta del
electrodo a la pieza de trabajo originando as el arco elctrico entre ambas partes; la
corriente deja de pasar en el momento en que se separa la punta del electrodo de la pieza
de trabajo se interrumpe el circuito, al mantener cerrado el circuito por un tiempo
determinado; con la resistencia al paso de la electricidad por el electrodo (de seccin
transversal pequea y mal conductor), y generara el calor suficiente para fundir tanto al metal
base como a s mismo.
PORTAELECTRODO
Fig. 2.3 Diferentes opciones de conectar los cables en el circuito de soldadura.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2.1.1.1.3 Equipo y materiales requeridos en el proceso.
B) Fuentes de energa.- La corriente de soldadura la proporciona una mquina generador
que controla la fuerza de la electricidad, aumentando disminuyendo la potencia segn se
requiera, estos pueden ser de corriente alterna C.A. de corriente directa C.D. (Fig. 2.2),
pero esencialmente existen tres tipos principales de mquinas usadas en la soldadura por
arco:
b-1) Mquina de Corriente Alterna (C.A.).- Conocidas comnmente como
transformadores, debido a que transforman la corriente elctrica de la lnea principal (que
tiene alto voltaje y bajo amperaje) en una corriente til para soldar (que tiene bajo voltaje y
alto amperaje).
La intensidad de la corriente de soldadura se puede ajustar al valor deseado con slo
manipular el dispositivo provisto en el equipo conectando el cable en el borne adecuado;
dentro de los generadores de corrientes de soldadura es el ms barato, pequeo y ligero de
todos los usados en soldadura.
b-2) Mquinas de Corriente Directa (C.D.).- Las mquinas de C.D. caen dentro de dos
tipos bsicos: generadores y rectificadores; en un generador de C.D. la corriente se genera
haciendo girar una armadura en un campo elctrico, por medio de un motor elctrico (grupos
convertidores) uno de combustin interna (grupos electrgenos). Estos ltimos usados en
lugares donde no se cuenta con energa elctrica. Normalmente estos equipos se
encuentran provistos de un rectificador que cambia de C.A. obtenida a C.D. necesaria para
el proceso y con un conmutador que permite cambiar la polaridad sin necesidad de cambiar
los cables del circuito, para determinar la polaridad a utilizar se debe considerar al material
base y el tipo de electrodo a utilizar.
En cuanto al rectificador este se compone de transformadores provistos de un arreglo
de escobillas de carbn y conmutador que convierte la C.A. en C.D., algunos de ellos son
diseados para suministrar pequeos voltajes regulables adecuados para la soldadura MIG,
para la soldadura por arco sumergido, entre otros. Mientras otros ms proporcionan mayores
tensiones, adecuadas para la soldadura TIG y para la soldadura con electrodos revestidos.
La capacidad de un generador de soldadura se determina comnmente denominada
como ciclo de servicio que se suministrar durante su trabajo, por ejemplo: con un ciclo de
servicio CS del 60%. Entre las ms comunes son de 150, 200, 250, 300, 400, 500, 600
hasta 1200 amperios. La capacidad del generador requerida depende del tipo de trabajo a
realizar y de los materiales a utilizar. A continuacin se dan algunas sugerencias generales
sobre las capacidades a emplear:
De 150-200 Amp., para trabajos ligeros medianos (procesos de produccin
continua). De 250-300 Amp., adecuados para la mayora de los requerimientos de soldadura
usados en produccin, mantenimiento, reparacin y para todo tipo de trabajos comunes en
un taller de soldadura. De 400-600 Amp., se utilizan en trabajos pesados como en la
construccin de estructuras pesadas, en la fabricacin de grandes piezas, para corte en
desguaces y en corte.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
b-3) Mquinas de CA/CD.- Estas mquinas son bsicamente transformadores de C.A.
a las que se les agrega un rectificador. La C.A. provista por el transformador alimenta al
rectificador que la cambia a C.D. Esta mquina por tanto puede trabajar como mquina de
C.D. como mquina de C.A., teniendo en cada caso sus ventajas y desventajas segn su
aplicacin (Fig. 2.4).
Las mquinas de soldar del tipo motor-generador para C.D., y las del tipo
transformador-rectificador, son mquinas de corriente constante y voltaje constante; que
tienen ya sea un generador de C.D. uno de C.A. con rectificador y una forma para ajustar
automticamente la salida del voltaje y de la corriente con el fin de satisfacer la demanda del
arco en cualquier momento. Las mquinas de soldar de Corriente Directa C.D. son ms
verstiles que las de C.A., debido a que tienen un intervalo de corriente ms amplio y mejor
estabilizacin del arco por lo que se usan para soldar con cualquier tipo de electrodo y son
adecuadas para las soldaduras fuera de posicin (vertical sobre-cabeza), para la soldadura
de placas de metal, para soldar tuberas, para formar superficies duras, para soldar aceros
inoxidables y en aquellos procesos en los que se requiera algn tipo de conexin con una
polaridad especifica. La soldadura con Corriente Alterna C.A. produce menos salpicadura
de soldadura, requiere menos energa elctrica y es ideal para soldar placas gruesas con el
empleo de electrodos de dimetro suficiente, debido a que se trabajara con elevada
intensidad de soldadura para que el metal base alcance su temperatura de fusin.
VOLANTE PARA
AJUSTE DE LA
CORRIENTE
2)
DISPOSITIVO
DE CEBADO
SELECTOR DE
LA CORRIENTE
AJUSTE FINO
DE CORRIENTE
1)
CLAVIJAS PARA
TOMA
DE CORRIENTE
2)
3)
ESCALA DE
INTENCIDADES
3)
4)
1) Transformador equipado con dispositivo para el cebado del arco y un volante para regular la corriente.
2) Transformador convencional con diferentes clavijas para la toma de corriente a diferentes intensidades.
3) Grupo de corriente alterna (CA) con dos mandos para el ajuste de la intensidad.
4) Grupo motor-dinamo.
Fig. 2.4 Ejemplos de fuentes de alimentacin de soldadura por arco
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
C) Ciclo de servicio CS.- Es un punto importante en la especificacin de una fuente de
poder para la soldadura, este expresa en porcentaje la fraccin de tiempo durante el cual la
fuente puede entregar su capacidad nominal en cada uno de los intervalos sucesivos de 10
minutos; por ejemplo un CS=60% (norma de especificacin industrial), indica que la fuente
entrega una capacidad nominal durante 6 minutos de cada 10 min., as si un equipo tiene un
CS=100% esta produce su capacidad nominal de entrega en forma continua, sin sobrepasar
los limites de temperatura establecidos por lo que son ideales para los procesos automticos
semiautomticos.
Para establecer un CS diferente, la temperatura mxima admisible de los
componentes de la unidad es el factor determinante, el CS se basa en la corriente de salida
y no en los kVA kW consumidos en el proceso.
D) Portaelectrodos.- Son dispositivos usados para sostener los electrodos y provistos
de un mango aislado (Fig.2.5). Se tienen portaelectrodos de diferentes formas y tamaos; el
tamao del portaelectrodo depende del amperaje mximo requerido por el trabajo a realizar.
Lo esencial de este dispositivo es que debe ser ligero y capaz de conducir suficiente
corriente sin sobrecalentarse.
El extremo desnudo del electrodo se introduce entre las bocas del portaelectrodos, al
hacerlo se debe tener en cuenta que cuanto ms cerca del extremo se sujete el electrodo,
ser mejor aprovechado pues quedaran colillas ms cortas; el rea de las piezas siempre
debern estar limpias para conseguir el contacto adecuado con el electrodo y se debe tener
cuidado de no tocar la mesa las piezas a soldar con alguna parte del portaelectrodo que no
est aislada pues se provocara un cortocircuito y en consecuencia puede provocar una
descarga para el operador. Cuando no se utiliza la pinza se debe colocar en el lugar seguro,
provisto para ella.
Fig. 2.5 Portaelectrodos
E) Grapas para tierra.- Son dispositivos por medio de los cuales se logra la conexin del
cable de tierra a la pieza de trabajo formando as el circuito de soldadura, cuando el
electrodo se acerca a la pieza de trabajo. Si el material a soldar no tiene contacto a tierra, el
circuito no estar completo y se corre el riesgo de sufrir una descarga elctrica. Las grapas
con resorte son las ms convenientes por que facilitan de manera fcil y segura la conexin
del cable de tierra (Fig. 2.6).
Fig. 2.6 Grapas para tierra
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
F) Conectores.- Son componentes elctricos que facilitan la conexin y desconexin de los
cables, a extensiones cuando sean necesarias (Fig. 2.7). Antes de trabajar se debe verificar
que no haya conexiones flojas, aislamientos rotos cualquier defecto en estos mismos en
los cables.
Fig. 2.7 Conectores para extensin de cables.
G) Herramientas y accesorios.- Para evitar riesgos innecesarios en el rea de trabajo,
se debe contar con toda la herramienta requerida en la ejecucin del proceso. Por ejemplo
pinzas, destornilladores, llaves espaolas, martillo para escoria, cepillo de alambre, ente
otros; necesarios para realizar las conexiones de los cables, reapretar conexiones, retirar la
escoria de la pieza de trabajo, etc.
En ocasiones para sujetar las piezas de trabajo se requiere del empleo de algunos
dispositivos externos, para este fin estn los soportes, prnsillas, algn banco de trabajo
alterno, inclusive cuando la grapa para conexin a tierra no puede ser utilizada se sustituye
por una prensilla de tornillo que permita fijarse correctamente; todos estos elementos se
consideran como accesorios ya que no son parte del equipo bsico, pues se requieren
solamente en la ejecucin de ciertos trabajos.
H) Equipos de proteccin personal.- Son todos los elementos necesarios empleados
para el cuidado en la integridad fsica y de salud de los trabajadores dentro del rea de
trabajo, como son: caretas con vidrios filtrantes de la luz, petos, gafas, guantes, respiradores,
uniformes apropiados, caretas, cortinas mamparas, etc. los cuales debern ser utilizados y
mantenerlos en optimas condiciones por parte de los trabajadores (ver capitulo 4).
I) Materiales consumibles de la soldadura.- Son aquellos materiales que se van gastando al
hacer los trabajos de soldadura; tales como los electrodos, fundentes, los gases
combustibles y los gases de proteccin aplicados externamente.
i-1) Electrodo.- Es una varilla metlica de composicin aproximada al del metal a soldar y
recubierta con una sustancia que recibe el nombre de revestimiento, entre el extremo del
electrodo y la pieza de trabajo se hace pasar el arco elctrico para generar el calor
necesario fundiendo ambas partes consiguiendo la unin separacin de los mismos (ver
anexo 3).
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Un electrodo ideal, es aquel que proporciona buena estabilidad del arco, un cordn
lizo y bien penetrado, una buena velocidad de depsito, pocas proyecciones, mxima
resistencia y fcil eliminacin de la escoria. Se recomienda nunca trabajar con electrodos de
dimetro superior al espesor de la pieza a soldar, debido que para ello se requiere de gran
habilidad en el manejo del electrodo y adems de trabajar con mayores intensidades de
corriente.
Una buena soldadura, es aquella con la que se logra que el cordn posea la misma
resistencia que el metal base, as mismo debe usarse un electrodo adecuado que deposite
material con las mismas caractersticas mecnicas que el metal base.
Las propiedades mecnicas de resistencia a la tensin (RT) y a la dureza (RD) de la
soldadura, dependen del anlisis (composicin qumica) y del depsito de la soldadura; es
decir como el metal base. El fndente y el metal de aporte se funden y se mezclan dentro del
crter de la soldadura y su anlisis final de la soldadura es el resultado del anlisis de cada
metal y el de su mezcla.
En el mercado hay gran variedad de electrodos para la soldadura de distintas clases
de materiales. As algunos electrodos se destinan a la soldadura de aceros al carbono, otros
para soldadura de aceros aleados y algunos otros se destinan especficamente para la
soldadura de aceros aleados de alta resistencia.
Por ello, antes de iniciar cualquier operacin de soldadura debemos asegurarnos de
la composicin qumica del metal base y elegir el electrodo adecuado recomendado para
ese material, segn los fabricantes de electrodos (ver anexo 3).
La eleccin correcta en el dimetro del electrodo y de la geometra de la junta es
determinante. El depositar el cordn de penetracin en uniones a tope, de grandes
espesores, con preparaciones en V de abertura pequea, se emplean los electrodos de
pequeo dimetro; por el contrario, para las pasadas sucesivas de relleno se depositan
electrodos con dimetros mayores. En ambos casos, puede suceder que:
Si la capa del recubrimiento es muy fina.- El arco quedar parcialmente cubierto,
generando proyecciones y chispas; dando por resultado un cordn malformado y poroso.
Si l fndente es demasiado.- El arco queda ahogado provocando que los gases queden
atrapados, distorsionando irregularmente la zona de soldadura.
i-2) Fndente.- Es un material fusionable en forma de polvo y/o granitos; el cual se
aporta como recubrimiento de un electrodo; como el ncleo de un electrodo se suministra
por separado. Este material es usado para proteger el charco de soldadura de los agentes
contaminantes de la atmsfera.
Aunque conforman y guan al cordn en su formacin, contribuyen tambin en la
limpieza del metal base, modificando la composicin qumica del material de aporte y
protegiendo a la soldadura de un rpido enfriamiento.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
En general, con los electrodos recubiertos con ncleo de fndente usados en los
procesos de soldadura por arco, se obtienen las siguientes caractersticas:
Se logran soldaduras con propiedades fsicas que igualen pasen las del metal base
involucrados en el proceso.
Se crea una atmsfera inerte gaseosa al quemarse protegiendo al metal fundido del
contacto con l oxgeno y el nitrgeno u otros contaminantes presentes en el aire que
rodea a la zona de trabajo.
Aportan desoxidantes limpiadores que refinan la estructura granular del metal de la
soldadura.
El recubrimiento que protege al alambre ncleo del electrodo, afecta la longitud del arco,
al voltaje de trabajo y controla la posicin de aplicacin de la soldadura en la que puede
usarse el electrodo; es esencial que su punto de fusin sea ms bajo que la del ncleo
la del metal base pues la escoria resultante debe ser de poca densidad para que sea
expulsada rpidamente y por completo cuando la soldadura se enfre.
Con los recubrimientos se mejora el aspecto de la soldadura, facilita el salto del arco,
ayuda a mantener al arco estable, regula la profundidad de la penetracin, reduce el
chisporroteo, mejora la calidad de la soldadura a los rayos X; y en ocasiones agrega
agentes de aleacin al metal de la soldadura restaura elementos perdidos; tambin se
puede depositar cualquier acero al carbono aleado, si se desea se pueden quemar
ingredientes indeseables.
Por ejemplo, un tipo de recubrimiento que reacciona es el azufre con ncleo de
alambre, que dar un depsito con bajo contenido de azufre en comparacin con el electrodo
original; al agregar hierro pulverizado al recubrimiento de los electrodos bsicos y al ser
expuestos a las elevadas temperaturas, este se convierte en acero por lo que se aporta
metal al depsito de la soldadura.
El residuo de los recubrimientos quemados forma una pelcula de escoria de
endurecimiento rpido, que protege a la zona fundida, debido a que permite alcanzar
una temperatura lo suficiente baja en la que ya no se forman xidos nitruros (los
xidos tienen baja resistencia a la tensin y baja ductilidad por lo que reducen las
propiedades normales del metal base); este enfriamiento debe ser lento para lograr una
soldadura dctil difcil de fracturarse.
La escoria del recubrimiento adems de proteger al cordn ayuda a darle forma; la
reparticin adecuada de fndente en anchura y espesor determina la formacin de un
cordn sano, ya que por medio de sus elementos aleados, impiden que se requemen los
componentes esenciales, los compensa, modifica la composicin qumica del metal de
soldadura, conforma el cordn de la soldadura y sus propiedades mecnicas.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2.1.1.2 Soldadura con arco de carbn.
Aunque la soldadura por arco metlico ya sea con electrodos revestidos con
proteccin gaseosa, es la de uso comn, en algunos casos se recurre a la soldadura por
arco con electrodos de carbn principalmente en soldaduras de metales no frricos y en
operaciones de corte ranurado de metales.
Este mtodo utiliza como fuente de calor un arco elctrico que es formado entre un
electrodo de carbn y el metal base; el metal de aporte se alimenta con ayuda de un
fndente del charquito de soldadura formado (materiales fundidos).Un problema de este
mtodo es el de la estabilizacin del arco, siendo por tanto, indispensable el uso del fndente
que ayuda a corregir dicho problema; as mismo, es de gran ayuda el uso de la polaridad
invertida en la mquina de soldar con corriente directa.
2.1.1.2.1 Equipo y materiales requeridos en el proceso.
El electrodo de carbn que usa este proceso slo sirve para establecer y dirigir el
arco; cuando se requiere aportar material para rellenar la junta, se recurre a una varilla de
composicin similar a la del metal base, cuyo extremo se introduce en las inmediaciones del
arco para que se funda y sirva como metal de aporte conforme avanza el cordn de la
soldadura. Existen dos tipos de electrodos para la soldadura con arco de carbn que son: los
electrodos de grafito puro y los de carbn; los primeros tienen una mayor duracin y
soportan mejor las altas intensidades, pero son muy caros, mientras que los de carbn
aunque de menor calidad dan buenos resultados en muchas operaciones de soldadura.
El electrodo debe tener un dimetro aproximadamente igual al espesor de la pieza a
soldar, y es necesario que se afile (en esmeriladora) con un dimetro en el extremo de 1.5
mm y una parte cnica de 20 mm de longitud. Si la forma no es correcta, el electrodo se
quemara muy rpidamente y dejara en el extremo una superficie ancha e irregular que
dificulta el control del arco. De igual forma, la intensidad de corriente depende del espesor de
la pieza a soldar (a mayor espesor, mayor intensidad), mientras que el dimetro del electrodo
depender de la intensidad que requiera el trabajo a efectuar.
Para elegir la corriente y el dimetro del electrodo adecuado se deben realizar
algunas pruebas, por ejemplo; si la intensidad es elevada el electrodo se quemara de prisa,
calentando la pieza demasiado y si el dimetro del electrodo es menor que el requerido se
pone al rojo cereza en una longitud mayor de 30 mm; as para saber si la corriente y el
dimetro del electrodo son los adecuados, se debe tener una llama suave y un arco estable.
En este proceso, puede utilizarse cualquier generador convencional de corriente
continua como los usados en la soldadura con electrodos recubiertos; pero para lograr
resultados satisfactorios se requiere que el voltaje del generador sea relativamente alto, pues
los electrodos de carbn se emplean con grandes longitudes de arco, por lo que se
recomienda trabajar con polaridad directa P.D.. De lo contrario con la polaridad invertida
P.I., adems de producir arcos poco estables, provoca la vaporizacin de grandes
cantidades de carbono que pueden incorporarse al metal fundido aumentando la fragilidad
de la zona de la soldadura.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Y para soportar en buenas condiciones los grandes calentamientos que experimentan
los electrodos durante la operacin se requiere de un portaelectrodo especial; los cuales
suelen ir equipados con un juego de pinzas de distintos tamaos que permiten la sujecin de
los diversos dimetros de electrodos, algunos van provistos con una pantalla en las
inmediaciones del mango para proteger al soldador del intenso calor que irradia el electrodo;
el diseo del mango permite la circulacin de aire a travs del mismo de forma que sea una
refrigeracin natural y cuando el procedimiento se emplea en trabajos continuos,
(especialmente sobre grandes piezas) el porta-electrodos suele ir refrigerado por agua.
2.1.1.3 Soldadura de arco con carbones gemelos.
En este caso se aprovecha el calor producido por el arco elctrico formado entre los
extremos de dos electrodos de carbn, el diseo del porta-electrodos permite que en l
pueda alojarse un par de electrodos los cuales de manera independiente se conectan
directamente a la fuente de corriente a cada uno de los bornes respectivamente por lo que
el arco no se extingue al alejar el par de electrodos de la pieza de trabajo; para ello se
cuenta con un interruptor que impide el paso de la corriente en los electrodos.
2.1.1.3.1 Equipo y materiales requeridos en el proceso.
Al igual que en el proceso con arco de carbn; se alimenta material de aporte con un
fndente, el cual ayuda a estabilizar el arco y adems para lograr una mejor estabilizacin
del arco, se puede usar una solenoide colocada en uno de los porta-electrodos de carbn, de
manera que la fuerza magntica de la solenoide ayuda a comprimir el arco y a conservar la
punta soldadora forma del arco.
Este procedimiento permite ejecutar el proceso de soldadura de arco con electrodos de
carbn empleando la C.A. como alimentacin, con electrodos consumibles de grafito puro
de carbn y aunque la eleccin del dimetro de los electrodos debe hacerse de acuerdo con
el trabajo a realizar, se puede tomar como referencia la siguiente tabla 2.1.
Dimetro del electrodo
6 mm dimetro
8 mm dimetro
10 mm dimetro
Corriente de trabajo
20 a 50 Amperios
30 a 70 Amperios
40 a 90 Amperios
Tabla 2.1 Dimetros de los electrodos con su correspondiente corriente
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Como se menciono anteriormente, para la soldadura en C.A. se requiere un porta-electrodos
especial, el cul permite sostener al par de electrodos y el dispositivo en forma de gatillo
(pulsador) por medio del cual se regula el acercamiento de las puntas de los electrodos para
establecer y mantener el arco. Los electrodos se sujetan en la cabeza del porta-electrodos
mediante tornillos tipo mariposa y de ellos salen los cables de alimentacin de la corriente
proveniente de la mquina de soldar (Fig. 2.8).
Electrodos de carbn
Metal de aporte
Dispositivo
Sujetador
Arc
o
Cable a tierra
Fig. 2.8 Disposicin de los elementos necesarios en el proceso.
Para manipular el porta-electrodos, debe sujetarse de tal forma que el dedo pulgar descanse
sobre el pulsador situado en el mango; para cebar el arco, hay que apretar el pulsador hasta
que los electrodos se toquen; entonces aflojar ligeramente la presin sobre el pulsador para
que los electrodos se separen y se establezca el arco. El control de la longitud del arco se
consigue, presionando mas menos sobre el pulsador cuando la distancia entre los
electrodos es correcta; se obtiene un arco suave y estable, a medida que se van
consumiendo los electrodos hay que aumentar la presin sobre el pulsador para mantener
constante la longitud del arco (Fig. 2.9).
Fig. 2.9 Circuito de soldadura por arco metlico.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2.1.1.4 Soldadura con arco metlico protegido.
En este proceso el calor se genera por el arco formado entre un electrodo revestido de
fndente consumible y la pieza de trabajo. Con el intenso calor generado por el arco, el
electrodo consumible y los bordes de la pieza de trabajo, se funden formando el cordn de
soldadura; en realidad el arco arrastra pequeos glbulos de metal fundido, procedentes de
la punta del electrodo hacia la zona fundida que se forma sobre la superficie de la pieza de
trabajo. Lo relevante de este proceso, es la proteccin gaseosa que se tiene en la zona
fundida, debido a la descomposicin del recubrimiento presente en los electrodos causada
por las elevadas temperaturas alcanzadas por el arco elctrico.
2.1.1.4.1 Equipo y materiales requeridos en el proceso.
Este proceso es una variante del proceso de soldadura MIG; ya que en l, se emplea un
electrodo recubierto de fndente alimentado en forma continua, al mismo tiempo que una
proteccin de bixido de carbono es suministrada para la proteccin del charquito de
soldadura formado; esta doble proteccin permite tener una soldadura segura y resistente en
las aplicaciones semiautomticas y automticas.
2.1.1.5 Soldadura de arco metlico con ncleo de fndente.
Este proceso es una forma especializada de usar el proceso de soldadura de arco
metlico protegido.
2.1.1.5.1 Equipo y materiales requeridos en el proceso.
En este caso el electrodo es un alambre hueco relleno de fndente alimentado en
forma continua; la funcin y composicin del fndente, son las mismas que en el caso del
electrodo recubierto. La ventaja de este proceso es su adaptabilidad a los mtodos de
aplicacin semiautomtica y automtica.
2.1.1.6 Soldadura con arco metlico y gas (MIG).
Este sistema esta definido por la AWS como un proceso de soldadura con arco
metlico y gas (MIG,Metal Inert Gas), donde la fusin se produce por calentamiento con un
arco entre un electrodo de metal de aporte continuo y la pieza, donde la proteccin del arco
se obtiene de un gas inerte suministrado en forma externa, el cual protege de la
contaminacin atmosfrica y ayuda a estabilizar el arco, este es un proceso de corriente
directa polaridad invertida (C.D.P.I.), en el que el electrodo empleado y la pieza de trabajo
forman el arco que genera el calor necesario para lograr la fusin de ambas partes.
Existen varios procesos que caen dentro de la denominacin de soldadura MIG;
algunos usan un electrodo desnudo protegido con un gas inerte, otros un electrodo
recubierto con fndente similar al ordinario de la soldadura por arco, tambin usan un
electrodo hueco con l fndente en el interior y alguno ms usan una combinacin de
electrodo con fndente y gas protector.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2.1.1.6.1 Funcionamiento del arco con gas metlico.
Para el caso del electrodo consumible slido y desnudo; este es protegido de la
atmsfera por medio de una capa gaseosa proporcionada externamente que puede ser CO2,
mezcla de Ar y CO2 gases con base de Helio; al generarse el arco se suministran dichos
gases para proteger la zona fundida de soldadura, es decir al rea en la que se deposita el
metal fundido del electrodo y el metal fundido de la pieza de trabajo (Fig. 2.10).
La transferencia del metal por este proceso es por medio de uno de los tres mtodos
siguientes:
A) Mtodo de transporte por arco de roco (de pulverizacin).- Los electrodos usados
en este mtodo son de mayor dimetro que los usados en el mtodo de corto circuito. En el
mtodo de arco de roco, el arco esta todo el tiempo por lo que produce un deposito pesado
de metal de aporte; el material de aportacin pasa desde el extremo del electrodo a la pieza,
a travs del plasma de arco en forma de gotas muy pequeas que se proyectan rpidamente
y en la direccin del hilo, el dimetro de las gotas es < que el dimetro del electrodo;
mientras se verifica el transporte, las partculas metlicas que se desplazan a travs del arco
no interrumpen la circulacin de corriente, por lo que el arco es estable y la pulverizacin es
prcticamente ininterrumpida, de manera que este mtodo es adecuado en la soldadura de
una sola pasada de varias pasadas, en posicin plana u horizontal y en conjuntos soldados
de 1/8" (pulg.) de espesor ms grueso; mientras que el mtodo de corto circuito es ideal
para soldar secciones delgadas en cualquier posicin.
En este procedimiento se trabaja con altas intensidades de corriente y para obtener el
transporte por pulverizacin, tambin es necesario el empleo de argn, mezclas argnoxgeno. El argn produce un efecto de estriccin sobre el extremo fundido del hilo, lo que
provoca la generacin de gotas muy pequeas.
B) Transporte globular.- Este mtodo se presenta cuando la corriente de soldadura es
inferior a la que se conoce como corriente de transicin. El campo de transicin se extiende
desde la mnima intensidad que permite obtener la fusin del hilo, hasta el valor para el cual
la elevada intensidad de corriente provoca el transporte por pulverizacin.
Cuando se trabaja en la zona de baja intensidad, el transporte se verifica a razn de
pocas gotas por segundo, mientras que con altas intensidades, aumenta considerablemente
el nmero de gotas transferidas y disminuye el tamao de las mismas; en este tipo de
transporte la gota de metal fundido formada en el extremo del electrodo va creciendo hasta
alcanzar un dimetro dos tres veces mayor que l dimetro del hilo antes de desprenderse
y pasar a la pieza a travs del arco; en el paso de la gota por el arco adopta formas
irregulares y un movimiento de rotacin, lo que provoca frecuentes cortocircuitos y como
resultado un arco inestable, la penetracin es dbil y se producen numerosas proyecciones.
Por estas razones, el transporte globular casi no se usa en el proceso MIG, salvo en
contadas ocasiones, cuando interesa reducir la aportacin de calor y en la soldadura de
espesores finos.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
C) Transporte por corto circuito (Rgimen de arco corto).- En este caso se utilizan
hilos de dimetro pequeo que da lugar a baos de fusin reducidos fciles de controlar
permitiendo la soldadura en todas las posiciones; la gota de metal fundido que se forma en el
extremo del hilo-electrodo va aumentando de tamao y llega a ponerse en contacto con el
bao de fusin antes de desprenderse del hilo, en este momento se produce un corto circuito
y el arco se extingue como consecuencia de las altas corrientes de cortocircuito que circula
durante unos instantes; se acenta el efecto de estriccin magntica sobre la gota y sta se
separa del hilo pasando al bao de fusin. Al romperse el corto circuito se restablece el arco
y comienza un nuevo ciclo (el nmero de cortos circuitos por segundo oscila entre 20 y 200,
en funcin de los parmetros de la soldadura).
PORTAELECTRODO
GAS DE PROTECCIN
ELECTRODO
MATERIAL DE
APORTACIN
ARCO
CORDON
1) TRANSPORTE POR PULVERIZACION
a)
b)
2) TRANSPORTE GLOBULAR.
c)
d)
3) TRANPORTE POR ARCO CORTO.
1)
Transporte por pulverizacin.- Tambin conocida como transferencia por roco.
2)
Transporte globular.- Se presenta cuando la corriente de soldadura es inferior a la que se conoce como corriente de
transicin. El campo de transicin se extiende desde la mnima intensidad que permite obtener la fusin del hilo, hasta el
valor para el cual, la elevada intensidad de la corriente provoca el transporte por pulverizacin.
3)
Transporte por corto circuitos (rgimen de arco corto):
a)
b)
c)
d)
Comienzo del ciclo de transporte por arco corto; La elevada temperatura del arco va fundiendo el extremo del
hilo, en el que se empieza a formar una gota. El hilo avanza automticamente por la boquilla y la energa del
arco es regulada en el generador de soldadura.
El hilo avanza hacia el bao de fusin, se realiza el proceso de limpieza en la superficie de la zona y las
mezclas de gases inertes protegen al metal fundido, facilitando el reencendido del arco, reduciendo las
proyecciones mejorando la calidad de la soldadura.
El extremo del hilo, entra en contacto con las piezas producindose un cortocircuito. El arco se extingue
momentneamente, permitiendo un ligero enfriamiento del bao; en nmero de cortocircuitos oscila entre 20 y
200 por seg.
La gota fundida en el extremo del hilo se desprende del mismo y se restablece el arco. La separacin de la gota
se produce por efecto de estriccin. Que puede regularse desde la fuente de alimentacin.
Fig. 2.10 Tipos de transporte en el proceso MIG.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
En la soldadura MIG por arco corto, suele usarse como gas de proteccin una mezcla
a partir de CO2 (25%), que mejora la aportacin de energa y permite aumentar la velocidad,
y argn (75%) que facilita el reencendido del arco y reduce las proyecciones; sin embargo,
se usa frecuentemente el CO2 sin mezcla principalmente en los casos en que interesa una
buena penetracin sin importar el aspecto del cordn.
El transporte por corto circuito permite la soldadura de espesores muy finos,
facilitando el control del bao de fusin por lo que es adecuado para soldar en todas las
posiciones debido a que se logra poca penetracin y se trabaja con intensidades inferiores a
200 Amp. y con hilos de 1.2mm de dimetro menores.
2.1.1.6.2 Equipo y materiales requeridos en el proceso.
El equipo bsico para la soldadura MIG es: Una mquina para soldadura por arco, un
par de cables, un abastecedor de gas inerte, mangueras, reguladores, un mecanismo
alimentador de alambre, un electrodo (carrete molinete) y una pistola soldadora (Fig. 2.11).
Se requiere de una mquina soldadora de diseo especial que opere con un ciclo del
100%; se usa un generador rectificador para CD, el voltaje permanece constante por lo que
la mquina se llama mquina de voltaje constante la cual no posee un control de amperaje
por lo que no puede usarse para soldaduras ordinarias cabe mencionar que el tipo de
corriente polaridad depende del recubrimiento del electrodo.
Fig. 2.11 Instalacin tpica para trabajar con el proceso MIG.
En este caso el amperaje es controlado por el mecanismo alimentador de alambre en
donde, a medida que se gira el cuadrante del alimentador aumenta la cantidad de alambre y
automticamente aumenta el amperaje requerido para poder fundir la cantidad extra de
varilla de soldadura, por ello debe prestarse cuidado al elegir el calibre del cable ya que
puede tener una intensidad hasta 600 Amp. en este proceso.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Los electrodos pueden ser alambres desnudos, alambre con recubrimiento de
fndente alambres con alma de fndente (alambre hueco con l fndente adentro) y como
gases de proteccin se usa el CO2, gases inertes, algunas mezclas de gases (Ar-O2, Ar-He,
O2-CO2, entre otros). Existen varios tipos de pistolas para la soldadura MIG, pero todas caen
dentro de dos categoras a saber:
a)
Pistola del tipo empujar.- En estas pistolas, las ruedas motrices estn en la unidad
alimentadora del alambre, por lo que se utilizan con alambres de dimetro grande
(Fig. 2.12).
Tobera
Electrodo
Gatillo
Protector
Cable
Fig. 2.12 Componentes de una pistola del tipo empujar.
b)
Pistola del tipo jalar.- Las ruedas motrices estn contenidas en la misma pistola y
generalmente se usan para alambres de dimetro pequeo (Fig. 2.13).
Tobera
Electrodo
Gatillo
Mango
Fig. 2.13 Componentes de una pistola del tipo jalar.
El proceso puede ser semiautomtico, automtico robotizado.
Semiautomtico.- La tensin de arco (voltaje), velocidad de alimentacin del alambre,
intensidad de corriente (amperaje) y flujo de gas se regulan previamente. El arrastre de la
pistola de soldadura se realiza manualmente.
Automtico.- Todos los parmetros, incluso la velocidad de soldadura, se regulan
previamente, y se aplican en forma automtica.
Robotizado.- Este proceso de soldadura, se puede robotizar a escala industrial. En este
caso, todos los parmetros y las coordenadas de localizacin de la unin a soldar; se
programan mediante una unidad especfica para este fin. La soldadura la realiza un robot al
ejecutar la programacin.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2.1.1.7 Soldadura con arco de tungsteno y gas (TIG).
Es un proceso de soldadura con arco de tungsteno (TIG, Tungsten Inert Gas), es un
procedimiento de soldadura por corriente continua y semiautomtica pues emplea un hilo
continuo con electrodo consumible, que avanza al pulsar el comando de la soldadura sobre
el mango. En este proceso el arco elctrico se genera entre la punta de un electrodo de
tungsteno prcticamente inconsumible y la pieza de trabajo; el arco y el metal fundido son
protegidos por una atmsfera protectora de gas inerte evitando futuros focos de corrosin, a
la vez que nos entrega una unin menos quebradiza y porosa, suministrada por una fuente
externa generalmente de helio, argn una mezcla de ambos y si se requiere de metal de
aporte, este se suministra por medio de varillas de soldadura, con una mano se manipula al
soplete y con la otra se alimenta el metal de aporte en el caso de ser necesario (Fig. 2.14).
Fig. 2.14 Arreglo bsico para soldar con el proceso TIG
La alta densidad de corriente elctrica producida por este proceso permite soldar a
mayores velocidades y obtener mayor penetracin, que con la soldadura a gas combustible
con la de arco metlico protegido.
Para lograr una buena calidad en la soldadura, depende del ajuste del equipo y de la
adecuada preparacin del metal base (limpieza); este proceso puede ser manual,
semiautomtico u automtico.
2.1.1.7.1 Equipo y materiales requeridos en el proceso.
El equipo bsico de la soldadura TIG, consta de las siguientes partes: una mquina de soldar
de arco con sus respectivos cables, un abastecimiento de gas inerte, mangueras,
reguladores, de un abastecimiento de agua (para algunos tipos de sopletes), un soplete en el
que se conecte todo lo anterior para que acte como mango portaelectrodo y puede tener
un interruptor que controle todo lo antes incorporado al mango-soplete. (Fig. 2.15).
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
La mquina soldadora es de diseo especial equipada con una unidad de alta
frecuencia que produce la chispa que salta del electrodo al metal base, el arco puede
iniciarse sin que el electrodo toque al metal por medio de esta unidad. En la mquina se
incorpora un sistema que controla a las vlvulas de gas y de agua, en algunas se ponen
controles remotos por medio de pedales manuales.
Fig. 2.15 Instalacin de soldadura TIG con proteccin refrigerada por agua.
En la soldadura TIG el metal que se est soldando determina la corriente polaridad. La CA
de alta frecuencia se usa cuando se sueldan metales que tienen en la superficie una pelcula
de xido, y la CDPD se usa cuando se soldn metales que no requieren la limpieza de una
pelcula de xido, por ejemplo, acero, cobre y acero inoxidable (Fig. 16).
Fig. 2.16 Fuentes de alimentacin para soldar con el proceso TIG (Mvil y fijo).
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Los gases de proteccin usados son los gases inertes (que no reaccionan se combinan
con otros elementos), entre los ms usados se tiene al argn y al helio; el propsito del gas
es proteger la soldadura de la contaminacin de la atmsfera. Para el control del flujo del
gas, los reguladores combinados argn-helio son calibrados para tener un flujo con la
presin adecuada. Cuando se usan amperajes mayores de 150 Amp. en la soldadura TIG,
se enfra el soplete con agua para evitar el sobrecalentamiento; en estos casos, las
mangueras pueden conectarse directamente a la llave a un depsito para lograr la
recirculacin de la misma (Fig. 2.17).
Fig. 2.17 Constitucin de un soplete para soldadura TIG (enfriado por agua).
El soplete para el proceso TIG consta de un mango, un conjunto de collar para el
electrodo y de una tobera. El collar se encuentra en dimetros de acuerdo con los
dimetros de los electrodos; su propsito es alojar y asegurar al electrodo y dar pas a la
corriente de la soldadura, la tapa del collar protege al electrodo de daos contaminacin
y se hace en tamaos de acuerdo con la longitud del electrodo (Fig. 2.18).
CONJUNTO DE LA TAPA DEL
COLLAR PARA
ELECTRODOS.
TAPA DEL COLLAR.
EMPAQUE
DEL ANILLO
TOBERA
ESTANDAR
ELECTRODO
CUERPO DEL SOPLETE.
CUERPO DEL SOPLETE
(MANGO)
Fig. 2.18 Partes bsicas del soplete y del conjunto de collar.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Las toberas para la soldadura TIG son de dos tipos de material:
a) Toberas de cermica.- Se usan en los sopletes enfriados por aire.
b) Toberas de metal.- Estas se emplean en los sopletes enfriados por agua y el
propsito fundamental de la tobera es proteger al electrodo y dirigir al gas protector
hacia la zona de trabajo.
2.1.1.8 Soldadura con arco sumergido (SAW).
El arco elctrico en este proceso (SAW, submerged arc Welding), se forma entre la
punta de un electrodo metlico desnudo y la pieza de trabajo, el arco y el metal fundido se
protegen mediante una cubierta de fndente granular fusible suministrada
independientemente por lo que no hay evidencia visible de la presencia del arco; es decir el
arco, el electrodo fundido y el pocillo fundido de la soldadura estn sumergidos en l
fndente conductor de alta resistencia.
La soldadura por arco sumergido; es primordialmente un proceso de produccin que
se emplea para soldaduras en lnea recta en forma circunferencial.
En este proceso el material de aporte es un alambre desnudo, mientras que l
fndente es un material granular que cubre al arco de la soldadura y la protege de los
agentes contaminantes presentes en la atmsfera; bajo la fuerza del arco, l fndente se
derrite transformndose de polvo en escoria protectora del depsito al mismo tiempo que
permite obtener cordones lisos y libres de ondulaciones.
La ventaja de este proceso; es la de aplicar los cordones de soldadura en un 70%
ms rpido que con la soldadura convencional, esto es debido a que se opera con corrientes
elevadas lo que permite velocidades de soldadura mayores, reduciendo la expansin del
calor por lo que se aprovecha el mismo para lograr la fusin completa del fndente.
La aplicacin de este proceso esta limitada a las posiciones plana-horizontal y
horizontal-circunferencial por lo que es ideal en la soldadura de piezas que requieran alta
velocidad de depsito del metal de aporte, alta penetracin y excelente calidad. En uniones a
tope de 3 a 16 mm no necesita bisel, debido a su gran penetracin, lo que significa un ahorro
de tiempo y dinero, debido a la forma de efectuarse es un proceso automtico
semiautomtico
a) El sistema automtico se usa en uniones de estructuras pesadas, de tanques, de
construcciones navales, en tuberas, en la construccin de calderas, en la fabricacin de
recipientes, etc.
b) El sistema semiautomtico se emplea en aquellas uniones de corta longitud en
posiciones donde el sistema automtico sea difcil por espacios reducidos, por ejemplo la
soldadura en ngulo a tope.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2.1.1.8.1 Equipo y materiales requeridos en el proceso.
El equipo para el proceso se compone de una fuente de poder de potencial constante y una
fuente de alimentacin, sea de generador, de corriente rectificada de transformador de
C.A., que deben cubrir los requisitos para el proceso que son: Un rango de amperaje de
400-1500 A (hasta 4000 A), voltajes de 18-150 V segn el uso, un ciclo de servicio CS del
100% y una fuente de alimentacin que pueda ser colocada en un circuito, con el avance de
la soldadura propio adaptada segn las exigencias del trabajo en columnas sobre el mismo
conjunto (Fig. 2.19).
MECANISMO
ALIMENTADOR
DEL ALAMBRE
ELECTRODO.
SIPORTE
SOPORTEYYBANCADA
BANCADA
DE
DEDESPLAZAMIENTO
DESPLAZAMIENTO
DEL
DELCONJUNTO.
CONJUNTO
TOLVA PARA
ALIMENTACIN
DEL FUNDENTE.
MQUINA O
GENERADOR
DE
CORRIENTE.
CONSOLA DE CONTROL.
POETAELECTRODOS.
PORTAELECTRODO.
CABLE DE MASA (+ -).
PIEZA (PREPARACIN EN V).
ALIMENTACIN DE POLVO
"FLUX".
BANCADA DEL EQUIPO.
HILO ELECTRODO.
ESCORIA SLIDA
SOPORTES DE LA PIEZA DE TRABAJO.
CORDN.
Fig. 2.19 Instalacin tpica en un proceso de soldadura con Arco-Sumergido.
Con este proceso se pueden soldar los aceros con contenido hasta del 18% de carbn,
aceros al carbn con tratamientos trmicos, aceros de baja aleacin, aceros de cromo
molibdeno, aceros inoxidables al cromo nquel austenicos, aceros al nquel, aceros aliados al
nquel, entre otros.
Por medio de una cabeza soldadora se alimenta el alambre electrodo continuo y l fndente
granular se suministra en forma separada; variando la composicin qumica del fndente
pueden soldarse distintos materiales utilizando los diferentes tipos de juntas.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2.1.1.9 Soldadura por arco-plasma (PAW).
La soldadura con plasma (PAW, Plasma arc welding), es una tcnica que usa como
fuente de calor un arco elctrico altamente concentrado, el cual se logra contrayendo al arco
al hacerlo saltar en el interior de una boquilla por donde se inyecta un chorro de gas. De esta
forma se tiene un ncleo a elevada temperatura, rodeado de una envoltura de gas
relativamente fro; este ncleo sper calentado se localiza en una zona estrecha que posee
un gran poder de penetracin, permitiendo realizar uniones a tope de hasta 40 mm de
espesor en una sola pasada, sin preparacin de bordes e incluso sin aportacin de material
en algunos casos.
La soldadura con plasma puede considerarse como una variante de la soldadura por
arco con electrodos de tungsteno y proteccin gaseosa (TIG); sin embargo, se diferencian en
el ancho de que la soldadura por plasma emplea un arco contrado que permite lograr una
aportacin de calor mucho mayor.
El plasma se considera como el cuarto estado de la materia, despus del slido, del
lquido y del gaseoso; este consiste en un conglomerado de iones positivos, tomos neutros
y electrones libres, obtenidos por el calentamiento de gases a temperaturas muy elevadas.
En los cambios de estado de la materia interviene una cierta cantidad de calor (calor latente
de la transformacin), as para transformar agua en vapor es necesario aplicar calor; de la
misma forma, el arco suministra calor al gas para llevarlo al estado de plasma.
Posteriormente, cuando el plasma vuelve al estado gaseoso devuelve la misma cantidad de
calor.
En este proceso lo que interesa es aportar a la pieza la mxima cantidad de calor
posible, para ello se utiliza el arco transferido formado entre la pieza (conectada en uno de
los bornes del generador) y el soplete; con ello la pieza recibe el calor cedido por el chorro
de plasma y el que se genera en el arco, se emplea CDPD (+ a la pieza).
As el arco-plasma viene a ser un chorro de gas a gran velocidad, por el que circula
una corriente elctrica de elevada intensidad que al incidir sobre las piezas de trabajo
provoca un agujero pequeo en ellas; a medida que se avanza a lo largo de la junta, el metal
fundido alrededor del agujero va cerrndose detrs del arco por el efecto de la tensin
superficial del material, formando el cordn de soldadura. El control del chorro de plasma se
logra actuando sobre la intensidad de corriente, el voltaje, el tipo de gas, la velocidad de
salida y el caudal del gas; as mismo para obtener una penetracin correcta es necesario
mantener el agujero durante toda la operacin de soldadura (Fig. 2.20).
Como se ha mencionado, las caractersticas del chorro de plasma pueden ser
modificadas cambiando el tipo de gas, velocidad de flujo, corriente de arco, y tamao de la
boquilla. Por ejemplo, si se usan velocidades de flujo de gas bajas, la cantidad de
movimiento (momentum) del chorro es reducida, semejante a un chorro de plasma formando
una fuente de calor altamente concentrada ideal para soldadura; contrariamente, si la
velocidad de flujo del gas es elevada el momentum del chorro de plasma ser
suficientemente alto para expulsar el metal fundido creado por el calor del arco de plasma,
resultando excelente para lograr el corte.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
El proceso de soldadura por arco-plasma se aplica en aceros inoxidables, aceros al carbono,
metal monel (aleacin 67% Ni, 30% Cu, el resto de Fe, Al y Mn), iconel (aleacin 80% Ni,
15% Cr y 5% Fe), titanio, aluminio y en aleaciones de cobre, latn, entre otros.
Aunque en muchos casos la soldadura se realiza sin material de aportacin, en otros, como
las uniones en ngulo, puede aplicarse material en forma de varilla de hilo continuo.
2.1.1.9.1 Equipo y materiales requeridos en el proceso.
1) Gas para plasma.- El gas a utilizar en el proceso de soldadura de corte, depende
del material en el que se trabajara y de los requerimientos de calidad en el trabajo. La
alimentacin de gas puede ser con argn con helio; en algunas aplicaciones se utiliza el
argn como gas plasmgeno y el helio como gas protector, sin embargo en la mayora de los
casos suele usarse al argn para ambas funciones.
2) Suministro de energa.- Como generador se emplea un rectificador convencional
con un C.S. elevado, seleccionado de acuerdo al trabajo a realizar, al diseo del soplete a
utilizar, al tipo de material, al espesor del material y al rango de velocidad de trabajo.
3) Unidad de control.- Las consolas de control accionan en forma automtica los
distintos elementos de la instalacin; debido a que cuentan con vlvulas solenoides para
abrir cerrar el paso de los gases y el agua de enfriamiento, usualmente poseen medidores
de flujo para detectar el suministro de gases y un interruptor para el flujo de agua de
enfriamiento, y de gas para detener la operacin si hay ausencia de estos. Estos controles
de alta potencia tambin poseen caractersticas de programacin para el flujo del gasplasma y de intensidad de corriente.
4) Agua de enfriamiento (opcional). - Dependiendo del tipo de soplete a utilizar se
define si se requiere no de un suministro de agua. El enfriamiento por la inyeccin de agua
permite el uso de una pieza de cermica entre la boquilla y la pieza de trabajo, con el objeto
de cuidar la boquilla, mejorar la capacidad del soplete y proteger contra choques elctricos
de la boquilla con la pieza de trabajo. El circuito de refrigeracin por agua suele llevar una
bomba que asegura el caudal y la presin adecuados, con ello garantizar la mxima duracin
del electrodo y de la boquilla.
5) Sopletes.- Se cuenta con diferentes tipos de sopletes para trabajar con plasma;
algunos operan con una entrada de gas sencilla, otros con dos entradas para gas separadas
y otros son diseados para trabajar con una mezcla de gases.
Generalmente los sopletes se disean para trabajar en un amplio rango de
amperajes, cuando se requiere trabajar arriba de 140 Amp. en el arco, se hace necesario
enfriar el cuerpo del soplete y las partes consumibles para conservar una temperatura
aceptable en ellos como para poder sostenerlos con las manos. El portaelectrodos puede
usarse en soldadura manual ser montado sobre columnas carros para realizar
soldaduras automticas.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
a) Soplete de gas sencillo.- Son sistemas plasma de baja energa (65 Amp. menos)
y de tamao pequeo fcil de tomar por el mango; en este un conductor suministra el
volumen de aire para el plasma y gases secundarios, el flujo se divide dentro del soplete por
medio de un distribuidor de gas. Estos sopletes son diseados para usar nicamente aire
comprimido (como gas plasma y como gas secundario).
b) Soplete de gas dual.- Este tipo de soplete trasmite el plasma y los gases
secundarios por dos conductores de suministro separados; estos ltimos permanecen en
pasajes individuales dentro del soplete y aislados del gas plasma. Estos gases no tienen que
ser los mismos y la presin de cada uno se ajusta en forma independiente.
c) Soplete con inyeccin de agua.- Estos son dispositivos similares a los sopletes de
gas dual, debido a que adicionalmente cuentan con un suministro de agua que sirve como
medio de enfriamiento tanto del electrodo as como de la boquilla y del cuerpo del soplete;
por lo que son ideales para trabajar con intensidades de corriente superiores que lo hacen
adecuados en aplicaciones de soldadura sobre piezas de gran espesor en operaciones de
corte.
CORRIENTE Y AGUA
SOPLETE
PLASMA
CONSOLA
DE
CONTROL
ALAMBRE
GENERADOR
DE CORRIENTE
CONTINUA
AJUSTADOR DE LA BOQUILLA
PROTECTOR
PLASMAGENO
BOQUILLA
GAS CALIENTE
GAS FRIO
BOMBA DE AGUA
O CAMBIADOR DE CALOR
PIEZA
DE TRABAJO
BOTELLAS DE GAS
Fig. 2.20 Instalacin tpica en un proceso de soldadura corte por plasma.
2.1.1.10 Soldadura con gas combustible con llama.
En la soldadura con gas combustible soldadura a la llama, se funden las piezas de trabajo
con el calor generado por una llama derivada de la combustin de un gas combustible en
reaccin con el aire u con l oxgeno.
Los gases combustibles de uso comn son el acetileno, el hidrgeno, el gas natural, el
propano, el butano y el metilacetileno propadieno (MAPP); estos gases se queman con l
oxgeno ms que con el aire debido a su contenido de Nquel, el cual no ayuda a la
combustin y da como resultado una temperatura baja a la llama, inferior a la temperatura de
fusin de la mayora de los metales.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2.1.1.10.1 Equipo y materiales requeridos en el proceso.
1) Gases combustibles.- Como se ha mencionado el calor es necesario para la soldadura a
la llama se obtiene precisamente de la combustin de estos gases que poseen como
caracterstica desprender energa en forma de calor, al reaccionar en presencia de oxgeno
(reaccin de oxidacin); para que se logre la combustin perfecta de los gases y puedan ser
considerados como combustibles al quemarse debern poseer las siguientes caractersticas:
a.- Temperatura alta de la llama.
b.- Rgimen alto de propagacin de la llama.
c.- Cantidad de calor adecuado.
d.- Mnima reaccin de la llama con el metal base y el de aporte.
De lo anterior debe quedar claro el porque el acetileno y el hidrgeno son los nicos
gases combustibles que pueden obtenerse comercialmente con las propiedades adecuadas.
Otros gases como el propano y el gas natural tienen la temperatura en la llama lo
suficientemente alta, pero su rgimen de propagacin es baja y sus llamas son demasiado
oxidantes cuando la proporcin del gas y del oxgeno es lo bastante altas como para producir
regmenes utilizables de transferencia del calor generado por la combustin de la mezcla del
gas con l oxgeno. Estos gases pueden ser usados en la soldadura fuerte, en la soldadura
blanda de baja temperatura de fusin y en operaciones en las que la demanda de la llama
y del rgimen de propagacin no sean excesivas; los dispositivos para mantener la llama,
como los avellanados en las boquillas son necesarias para la operacin estable y la buena
transmisin del calor an con las altas proporciones.
La temperatura necesaria en la llama es la que determina que gas combustible ha de
usarse en el trabajo a realizar para esto podemos guiarnos en la tabla 2.2.
Gas
ACETILENO
BUTANO
MAPP
METANO
GAS NATURAL
PROPANO
Poder calorfico
3
3
BTU/ft
Kcal/m
1,433.00
12,760.87
2,999.00
26,706.10
2,406.00
21,425.43
914.00
8,139.17
1,200.00
10,686.00
2,309.00
20,561.65
Temperatura de la llama
(F)
C)
6,300.00
3,482.22
5,300.00
2,926.67
6,000.00
3,315.56
5,000.00
2,760.00
4,600.00
2,537.78
5,300.00
2,926.67
Tabla 2.2 Poder calorfico y temperaturas en la llama de algunos gases combustibles.
Para esto en la industria de la soldadura son dos los tipos de llamas empleadas de
acuerdo a la forma en que se obtienen:
a) La llama premezclada
b) La llama mezclada en boquilla chifln.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
a) La llama premezclada.- Es la ms empleada en la soldadura manual; aqu el gas
combustible y l oxgeno se mezclan en la cmara del soplete antes de que tenga lugar la
combustin en la boquilla, esta llama concentra el calor en un cono con una temperatura
elevada, de color azul casi invisible.
b) La llama mezclada en boquilla chifln.- Esta se crea teniendo pasos separados
del gas combustible y del oxgeno, sin cmara mezcladora, logrando que la mezcla y la
combustin ocurran fuera de la boquilla; estas llamas son tambin denominadas llamas
radiadoras de calor (usadas en hornos industriales), las cuales son llamas largas y
amarillentas.
2) Equipo requerido.- El equipo consta, de una fuente de suministro de gas
combustible, una fuente de suministro de oxgeno, de reguladores para el control de la
presin de los gases, mangueras para conducir los gases, un soplete, un encendedor para
soplete, varillas de soldadura y material de aporte si el trabajo as lo requiere (Fig. 2.21)
Por seguridad, todos los sopletes, reguladores vlvulas reductoras, mangueras y
cilindros, se deben examinar y probar para observar que cumplan con todos los requisitos de
seguridad.
A) Soplete.- Es un dispositivo diseado para cubrir las necesidades de trabajos
diversos; los hay para diferentes capacidades de calor y consumos de gas. Es la parte
esencial del equipo de soldadura a gas ya que en el se regula y controla el paso de los
gases para producir la llama requerida; son herramientas de precisin por lo que en el
mercado se tienen diferentes tipos y diseos, pero todos caen dentro de dos categoras
bsicas:
Fig. 2.21 Partes constitutivas de un soplete para soldar.
a) En el soplete tipo inyector.- Los gases se mezclan por medio de una tobera de
inyeccin; l oxgeno es ajustado a una presin mucho ms alta que el acetileno. Cuando l
oxgeno a alta presin pasa por la tobera, crea una succin que arrastra al gas combustible
para producir la mezcla en la cmara mezcladora, que se encender en la boquilla del
soplete.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
b) En el soplete de presin media equilibrada.- Los gases son mezclados en una
cmara por medio de una boquilla mezcladora que cuenta con un orificio central y a su
alrededor varios orificios pequeos; uno u otro de los gases (dependiendo del fabricante)
entra por el orificio central a una presin de 1 a 15 lb/pul2 (0.07 a 1.06 kg/cm2) y el otro gas
entra por los orificios pequeos a la misma presin.
Los sopletes llamados tambin antorchas estn constituidos por: dos tomas para el
suministro de oxgeno (con conexin derecha) y del gas combustible (conexin izquierda), de
dos vlvulas para controlar el flujo de los gases para ajustar la llama, de un cuerpo en el que
se conectan las tomas, de una cmara tobera mezcladora segn el tipo y de una boquilla
para soldar (Fig. 2.22).
Fig. 2.22 Soplete con presin balanceada.
B) Boquilla.- Es la parte que se acopla al final del soplete por la que sale la mezcla de
los gases y es en donde se inicia la llama al acercarle una chispa, son fabricadas de cobre
suave en diferentes tamaos; la medida de una boquilla la determina el dimetro interno del
agujero externo, y es importante determinar el tamao de la boquilla adecuada sobre la base
del espesor del material en el que se va a trabajar y el tipo de gas combustible a usar (Fig.
2.23).
Boquilla
Diferentes orificios para la boquilla
Fig. 2.23 Boquilla de soplete para soldar
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
La diferencia entre una boquilla de un tamao y otro, estriba en que al usar una
boquilla ms grande se tiene un calentamiento ms rpido que con una boquilla menor, sin
embargo, ambas llamas alcanzan la misma temperatura de calentamiento aunque en
diferentes intervalos de tiempo. De aqu el por que se debe elegir la boquilla de acuerdo al
espesor del material en el que se va a trabajar. Por ejemplo, si se usa una boquilla grande y
el espesor del metal base es poco, ste tendr un sobrecalentamiento y se perforar, en
cambio si la boquilla es pequea y el espesor es demasiado grande sta tardara mucho
tiempo para alcanzar su temperatura de fusin. Las boquillas se deben mantener libres de
acumulaciones de metal en los trabajos realizados para asegurar el tamao y control
correcto de las llamas, por lo que frecuentemente se deben limpiar con cepillos especiales
de alambres y cerdas limpiadores de punta.
Las boquillas se clasifican en diferentes formas a saber:
a) Por el tipo de gas (Acetileno, propano, butano, MAPP de hidrgeno).
b) Por el tipo de trabajo (Para soldar, para cortar para trabajos especiales como quemar
pintura, precalentar, etc).
c) Por el tipo de mezclador: Mezclador mltiple (Un mezclador para varios calibres) y en
Mezclador individual (Un mezclador para cada calibre).
C) Encendedor de friccin.- Es un dispositivo de alambre de forma tal que al originar
una friccin entre una punta de dicho dispositivo y la otra, se produce una chispa que sirve
para aportar la temperatura de ignicin, y con ella encender la mezcla del oxgeno con el gas
combustible que salen por la boquilla (Fig. 2.24).
Fig. 2.24 Forma correcta de encender el soplete
D) Limpiador para boquillas.- Son dispositivos usados para limpiar las boquillas durante y al
final de cada operacin, para eliminar cualquier residuo de metal escoria impregnada en la
boquilla; son diseados de tal forma que no ensanchen los orificios, ni rayen el acabado
interior de las boquillas (Fig. 2.25).
Fig. 2.25 Una boquilla siempre deber limpiarse en forma adecuada.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
E) Llave de tuercas.- Los fabricantes de equipos para soldar surten las llaves de tuercas, de
las medidas y diseos adecuados para abrir y/o cerrar las llaves de los tanques de oxgeno y
del gas combustible usados en el proceso de soldadura de ox-gas (Fig. 2.26).
Fig. 2.26 Llave de tuercas tpica para manipular las vlvulas de los cilindros.
F) Reguladores de presin.- Son mecanismos que permiten una regulacin precisa, tanto en
la presin como en el volumen de los gases hasta un nivel aceptable para su uso en el
soplete; con el propsito de mantener las presiones y flujos uniformes en el soplete. Los
reguladores ms comunes son los de oxgeno y los de acetileno; los reguladores de oxgeno
por lo general son de color verde con rosca derecha, mientras que los de acetileno son de
color rojo marrn de cuerda izquierda (Fig. 2.27).
a)
b)
Fig. 2.27 Manorreductores para: a) Oxgeno
c)
b) Acetileno c) Propano.
G) Mangueras.- Estas deben ser de goma moldeada de alta calidad, ligeras, flexibles
y durables, adems de ser resistentes al sol y a los cambios de temperatura; y para
mantenerlas en ptimas condiciones, es recomendable lo siguiente:
Limpiarlas peridicamente, soplndolas con aire comprimido, para eliminar de su interior
partculas de hule de polvo.
Probarlas, sumergindolas en agua y darles presin mediante aire comprimido para
detectar posibles fugas (el aire debe ser seco y estar libre de aceites).
Al concluir cada actividad, deben recogerse para evitar que sufran algn dao.
Al realizar el tendido de estas; debe evitarse que sea en lugares de transito frecuente
como pasillos, puertas, escaleras, etc.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2.1.1.11 Soldadura oxiacetilnica (OAW).
La soldadura oxiacetilnica (OAW, oxy-acetylene welding), es el proceso ms comn
en la soldadura a gas, debido a que la combustin de la mezcla oxgeno-acetileno
proporciona elevadas temperaturas de la llama, superior al punto de fusin de la mayora de
los metales. Una caracterstica de la flama oxiacetilnica, consiste en sus propiedades
qumicas por lo que su accin sobre el metal fundido puede variar notablemente; estas
diferentes propiedades se obtienen variando las proporciones relativas de oxgeno y
acetileno en la mezcla de gases que arde en la boquilla del soplete a travs de las vlvulas
que controlan el flujo de cada gas, por lo que se debe conocer la composicin del metal base
y las diferentes flamas que se pueden generar para elegir la ms adecuada de acuerdo al
trabajo a realizar.
La reaccin qumica efectuada en la generacin de las flamas oxiacetilnicas que
pueden producirse por la combustin del acetileno en combinacin con oxgeno se da
generalmente en 3 formas:
a) [2C2H2 + O2
2H2O + 4C].- En este caso se tiene un exceso de acetileno, por lo que
se tiene una llama reductora carburante; es decir se tiene una combustin incompleta por
lo que la flama queda cargada de carbono cuyo color es amarillo y escapa humo negro, en
ocasiones estas flamas se emplean para agregar carbn al metal de la soldadura. Las zonas
calorficas de una llama premezclada, oxiacetilnica-carburizante se divide en tres partes; en
un dado, una zona reductora y en el penacho. En la punta del dado se tiene la regin ms
caliente (3100C aprox.) por lo que es la parte que se usa para calentar las partes a fundir
(Fig. 2.28).
b) [C2H2 + O2
2CO + H2].- Si la cantidad de oxgeno es igual a la de acetileno
(volmenes iguales), se verificara la reaccin presentada; en este caso se tiene una flama
neutra que son las mayormente empleadas para la soldadura por gas en general. Las zonas
calorficas en este tipo de flamas cambia de acuerdo a lo anterior, la parte reductora de la
flama desaparece, por lo que la llama se compone slo del dardo color blanco brillante cuya
longitud varia de acuerdo a la boquilla usada y del penacho flama envolvente que posee un
color azulado ligeramente luminoso. La temperatura en el dardo es superior a (3200C
aproximadamente) y no se tiene aportacin de carbono u oxgeno al proceso (Fig. 2.28).
c) Cuando en la mezcla se tiene una proporcin mayor de oxgeno, se tendr una flama
oxidante, cuya apariencia general es similar al de la flama neutra, pero esta se identifica
debido a que su dardo es ms corto con tinte purpra que difiere del color blanco brillante de
la llama neutra; sta flama es la ms caliente (3500C aprox.), sin embargo, el exceso de
oxgeno oxida al metal de la soldadura por lo que no es prctico en algunos casos (Fig. 2.28)
Las flamas neutras, carburantes y oxidantes pueden ser tambin duras suaves;
ambos tipos se reconocen por el efecto que producen en el charco de metal fundido.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
b)
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
La flama dura sopla con presin sobre la superficie del charco, provocando
salpicaduras en los bordes haciendo que el material de aporte sea inestable dificultando as
el depsito de la varilla; la flama suave blanda comprime menos la superficie del charco
por lo que la estabilidad del metal fundido permite un mejor control de la operacin.
a)
ab
)
ac)
Fig. 2.28 Tipos de llamas: a) Neutra b) Oxidante c) Carburante.
La flama ideal para soldar debe ser neutra y suave, la cual puede obtenerse poniendo
en el soplete la boquilla correcta y aplicando las presiones recomendadas tanto para l
oxgeno como para el acetileno. Por la forma en que se disponen los elementos necesarios
en el proceso, este puede ser automtico, semiautomtico manual. Pues al operar en
forma manual, podemos trabajar en un lugar fijo e incluso con el auxilio de una carretilla se
logra, desplazar con el equipo necesario a cualquier sitio.
2.1.1.11.1 Equipo y materiales requeridos en el proceso.
1) ACETILENO (C 2 H2).- Es el gas combustible en este proceso de soldadura, que
contiene el 92.3 % en peso de Hidrogeno, es incoloro, ms ligero que el aire y posee un olor
dulce semejante al del ajo; en los recipientes tiene un olor diferente debido al vapor de
acetona que hay en ellos.
El acetileno es altamente combustible liberando calor al descomponerse debido a que
posee un porcentaje mayor de carbono que cualquier otro hidrocarburo; esta combinacin da
a la mezcla oxiacetilnica una llama ms caliente que la de cualquier gas de uso comercial, a
temperaturas mayores de 1435F (780C) a presiones mayores de 30 lb/pul2 (2.11 kg/cm2)
se vuelve inestable por lo que puede provocar una descomposicin explosiva aun sin
presencia del oxgeno.
Nota.- Se ha convenido como prctica segura el nunca usar el acetileno a presiones
mayores de 15 lb/pul2 (1 kg/cm2) en los generadores, cilindros, mangueras y tuberas.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2) OXGENO.- Es un gas que se encuentra en la naturaleza mezclado con otros
elementos qumicos, es inodoro (sin olor), incoloro e inspido, se le clasifica como elemento
qumico no metlico; se combina con cualquier elemento conocido bajo condiciones
adecuadas ya sea (formando xidos compuestos qumicos) y su importancia en el trabajo
de la soldadura con gas, reside en el hecho de que alimenta la combustin avivando la flama
(comburente) y generando calor.
3) FNDENTE.- Es el material que proporciona proteccin al metal fundido para
evitar la contaminacin de este con elementos contaminantes presentes en el aire. Su accin
en trminos generales se puede resumir en:
a) Acta como un reactivo espumante que hace subir a la superficie las impurezas
del metal fundido.
b) Anula las reacciones qumicas que se presentan durante la soldadura.
c) Acta como elemento reductor impidiendo la oxidacin del metal fundido.
d) Ayuda en la fusin del metal base y metal de aporte haciendo la unin ms
homognea y por tanto poco frgil.
El empleo adecuado de estos materiales repercutir en beneficio del trabajo
realizado; para seleccionar l fndente adecuado, se debe considerar las propiedades del
metal base, de aporte, la llama y la operacin a efectuar.
4) VARILLA DE APORTE.- Son materiales comerciales usados en aquellas
operaciones donde se requiere material de relleno, es decir, son los materiales con los que
se forman los cordones de soldadura y los recubrimientos superficiales; para su seleccin
debe tenerse presente que debe ser un material de caractersticas iguales semejantes a
las del metal base, pero tambin hay que considerar el tipo de fndente a usar y las
recomendaciones de los fabricantes de stos materiales.
5) TANQUE DE ACETILENO.- Es un cilindro de acero de una sola pieza en cuyo
interior contiene una pasta porosa (asbesto) saturada de acetona, en virtud de su capacidad
de poder absorber hasta 25 veces su propio volumen de acetileno a temperaturas y
presiones ordinarias; el poder absorbente de la acetona aumenta conforme la presin es
aplicada, al bajar la presin del acetileno la acetona recupera su volumen, logrando que en
los cilindros no se tenga acetileno en libertad y es posible tener un volumen de 8 m3 de
acetileno a baja presin inferior a 1 kg/cm.
Para su identificacin la secretara de la industria y el comercio establece en su
norma oficial DGN S-11-1970 que el tanque se debe pintar del color asignado a la empresa
proveedora del gas y la ojiva debe ser de color caf marrn rojo.
Al trabajar con cilindros de acetileno se deben tener los siguientes cuidados:
Deben mantenerse en recintos secos, frescos y bien ventilados alejados de cualquier
fuente de calor.
Siempre colocarlos en posicin vertical y nunca se deben golpear.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Si se detecta olor al gas, se deben detectar las fugas con espuma de jabn y en caso
de que as fuere, cerrarse la vlvula del cilindro y dar aviso al responsable.
Nunca usar la parte superior del cilindro para colgar herramientas cualquier otro
objeto.
En caso de incendio apagarlo con agua, ya que esta hace soluble al gas.
6) TANQUE DE OXGENO.- Son cilindros de acero al silicio fosfatados de una sola
pieza que soporta presiones de trabajo de 160 kg/cm2 con una capacidad nominal de 6m3.
Para su identificacin la secretara de la industria y el comercio establece en su
norma oficial DGN S-11-1970, que el cuerpo del tanque debe ser del color asignado a la
compaa proveedora del gas y la parte superior del tanque debe ser de color verde bandera
que es el asignado para identificar al oxgeno.
Al trabajar con los cilindros de oxgeno se deben tener los siguientes cuidados:
Evitar que los cilindros entren en contacto con aceites grasas.
Cerrar por completo la vlvula del cilindro al trmino de cada trabajo.
No manipularlos con brusquedad debido a que su peligrosidad estriba en la presin
a la que contiene el gas.
Deben conservarse en recintos cerrados separando los cilindros vacos de los llenos.
7) OTROS DISPOSITIVOS.- Adicionalmente en este proceso se utilizan los
elementos previamente descritos como son: manorreductores, boquillas, sopletes,
mangueras, encendedores de friccin, limpiadores de boquillas, equipos de proteccin
personal, sistemas de ventilacin, entre otros (Fig. 2.29).
Fig. 2.29 Equipo de soldadura oxiacetilnica.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2.1.1.12 Soldadura por resistencia (RW).
Es un proceso (RW, resistance welding), se efecta a mquina, usado
primordialmente en la produccin masiva de partes que requieren operaciones de soldadura
sencillas. Este proceso de soldadura aprovecha el calor generado gracias a la resistencia
ofrecida por las piezas de trabajo al paso de la electricidad, en un lugar predeterminado y la
unin se logra por la presin de los electrodos de contacto. En la mquina de soldar se
regula la corriente y la presin, para posteriormente alimentar y alinear las piezas de trabajo.
Se dice que la soldadura por resistencia se realiza mediante un grupo de procesos en los
que se genera el calor necesario para soldar las partes al paso de la corriente elctrica.
Difiere de los procesos de soldadura por fusin en que requiere adems del calor, la
aplicacin de presin mecnica, para unir las partes por forjado; la presin refina la
estructura de los cristales y produce una soldadura con propiedades fsicas que son iguales
superiores a los del metal base.
2.1.1.12.1 Equipo y materiales requeridos en el proceso.
1) FUENTES DE ENERGA. El equipo de soldadura por resistencia se clasifica
atendiendo a su funcionamiento elctrico, como del tipo de energa directa como de
energa alterna. En el mercado hay mquinas de soldar monofsicas y trifsicas de C.D.
El sistema elctrico de una mquina de C.A. se compone de transformadores, de un
interruptor superior y de un circuito secundario que incluye a los electrodos; la energa de los
electrodos se toma directamente de una lnea de fuerza, la cual tiene un voltaje suficiente
para proporcionar la corriente requerida con el objeto de producir el calor necesario para
lograr la soldadura. El voltaje necesario para generar la corriente requerida depende de la
geometra del devanado secundario, de la conductividad del conductor en el circuito y de la
resistencia ofrecida por la pieza de trabajo.
Al voltaje requerido se le conoce como Voltaje secundario en circuito abierto y
cuando se le multiplica por la corriente de trabajo y se divide entre 1000, se obtiene la
demanda en kVA del transformador, as mismo las abreviaturas se usan para expresar la
capacidad de trabajo de la mquina ciclo de servicio; esta capacidad comprende la
magnitud de la soldadura que puede producir la mquina as como la frecuencia con que
puede producir tales soldaduras sin quemar su transformador u otro equipo relacionado.
El ciclo de servicio C.S. se define como el porcentaje de tiempo, en cada periodo de
un minuto, en que el transformador esta realmente pasando corriente. Con excepcin de la
soldadura por costura, todas las dems tienen un C.S. del 50%, lo que indica que las
mquinas pueden usarse a su mxima capacidad de kVA indefinidamente durante 30
segundos de cada minuto, sin sobrecalentar su transformador. Antes de trabajar en los
metales, estos deben ser limpiados de toda suciedad, herrumbre u otras sustancias extraas
siguiendo los mtodos recomendados por los fabricantes, debido a que esos agentes
aumentan la resistencia a la corriente elctrica lo que significa un mayor consumo de
energa.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Los procesos de soldadura que emplean estos principios, se realizan en forma
semejante y slo se diferencian por la forma de colocar las piezas de trabajo sobre los
equipos, entre estos procesos podemos citar los representados esquemticamente en la
siguiente figura 2.30.
Arqueo
Mordaza
fija
Mordaza
mvil
Soldadura con recalcado
Presin
Controles
Mordaza
fija
Soldadura por arco con presin
Mordaza
mvil
Controles
Saliente
Presin
Controles
Soldadura por resistencia
con salientes
Soldadura con recalcado
Procesos
de soldadura
por
resistencia
Soldadura por percusin
Presin
Giro
Mordaza
fija
Condensador
Mordaza
mvil
Controles
Giro
Controles
Presin
Soldadura de costura
Soldadura por percusin
Presin
Presin
Giro
Controles
Soldadura por
puntos
Soldadura por
puntos, en
rodamiento
Controles
Giro
Presin
Presin
Soldadura por puntos
Soldadura por puntos, en rodamiento
Fig. 2.30 Procesos de soldadura por resistencia.
2.1.1.13 Soldadura por puntos (RSW).
Este tipo de soldadura es la ms aplicada dentro de los procesos de soldadura por
resistencia debido a que posee tres maneras de poderla efectuar.
En el primer caso se colocan las piezas a unir entre dos electrodos de polaridades
opuestas conectadas al transformador.
En el segundo caso las piezas de trabajo se montan entre una plancha mandril en la
que se conecta el polo (-) y un electrodo (+) conectados directamente al transformador.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
En el tercer caso las piezas se colocan sobre una plancha mandril en la que se
pone en contacto con un electrodo (-) y un electrodo superior (+) conectados al
transformador.
As la soldadura por puntos, consiste en prensar dos ms piezas de metal laminado
entre dos electrodos, de cobre una aleacin de cobre, y hacer pasar una corriente elctrica
de suficiente intensidad por las piezas para dar lugar al calentamiento necesario para su
unin definitiva mediante la aplicacin de presin por medio de los mismos electrodos; a
continuacin se describe la secuencia en la ejecucin de la soldadura por puntos en tres
tiempos:
a) Tiempo de compresin.- Es el tiempo entre la aplicacin de la presin inicial del
electrodo sobre la pieza de trabajo y la primera aplicacin de la corriente en la soldadura de
puntos y de costura.
b) Tiempo de soldadura.- Es el tiempo en el que pasa la corriente de soldar a travs
de las partes a unir, el cual se expresa en segundos. Por ejemplo, al soldar una placa de
1/4 (6 mm) de espesor, de un acero SAE1010 con corriente de 60 Hz, con un tiempo de
soldadura de 10 ciclos tenemos:
De la ecuacin f = c/t t = c/f ;
Donde:
f= 60 Hertz.
c= 10 ciclos
Despejando t y sustituyendo
Tenemos:
t = 10/60 = 1/6 seg.
f = frecuencia
c = ciclos
t = tiempo de soldadura.
c) Tiempo de mantenimiento de la presin.- Es el tiempo en el que se mantiene
aplicada la presin en el punto de la soldadura, despus de interrumpir el paso de la
corriente de soldar, permite el enfriamiento endurecimiento de la regin plstica de la
soldadura.
2.1.1.13.1 Equipos y materiales requeridos en el proceso.
1) MQUINAS DE SOLDAR.- Las mquinas usadas en la soldadura por puntos de uso
general son mquinas de brazo oscilante, mquinas de puntos del tipo de presin y las
mquinas para soldar partes salientes.
2) ELECTRODOS PARA SOLDADURA POR PUNTOS, DE COSTURA Y DE PARTES
SALIENTES. Los electrodos empleados en estos procesos, realizan las siguientes funciones:
a) Conducen la corriente de soldar a la pieza de trabajo.- Esta funcin es de tipo
elctrico; si la presin no fuera un factor determinante, la seleccin del electrodo
adecuado se basara nicamente en la conductividad elctrica y trmica, considerando la
resistencia del mismo electrodo, y la resistencia entre el electrodo y la superficie de
trabajo en la zona de contacto.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
b) Transmiten la presin a la zona de soldadura.- Esta funcin es mecnica;
durante las operaciones de soldadura, los electrodos estn sujetos a esfuerzos
considerables, por lo que deben soportar tales esfuerzos a temperaturas elevadas sin
sufrir una deformacin excesiva. Esto es debido a que la intensidad de la corriente no slo
tiene que ser conducida a la pieza de trabajo, sino que debe localizarse dentro de una
zona fija; la presin trasmitida no slo forja hasta su unin las piezas de trabajo
calentadas, si no que tambin limita el paso de la corriente de soldar a la zona localizada.
La conductividad de los electrodos debe ser mayor que la de los materiales de
trabajo, porque adems de conducir la electricidad los electrodos trasmiten tambin el calor,
para alejarlo de las superficies exteriores del metal de soldadura; esto es importante, por que
se le usa a la inversa cuando se estn soldando materiales diferentes, para obtener un
equilibrio de calor.
El buen resultado de la soldadura por resistencia depende del empleo de los
electrodos correctos. Las formas de la cara de los electrodos se han normalizado y se
clasifican de acuerdo al cdigo de la RWA (Resistence Welder Manufacturers Asociation)
para tal propsito como: Aleaciones a base de cobre, y composiciones refractarias de
metales. Las aleaciones se obtienen en forma de barras, de piezas forjadas, piezas vaciadas
e injertos.
Los electrodos diseados para soldadura por puntos pueden usarse para soldaduras
de partes salientes, si la cara del electrodo es lo suficientemente grande para cubrir las
salientes que se debern soldar, el conjunto de salientes que se soldaran simultneamente
con el electrodo. Las ruedas del electrodo se tienen con contornos de cara estndar y
dependiendo del tamao de la mquina tienen los anchos y dimetros ms comunes para
ser usados en ellas.
2.1.1.14 Soldadura de costura por rodamiento (ROW).
Este proceso se conoce comnmente como soldadura de costura, que consiste en
hacer una serie de soldaduras de puntos a traslape por lo que se logra una soldadura
hermtica a gases y a lquidos. En este proceso se emplean dos electrodos circulares
rotatorios (ruedas electrodos), un electrodo rotatorio y otro de barra que trasmitir la
corriente. En este arreglo se hace referencia al proceso llamndolo soldadura de costura a
tope. Todas las soldaduras de costura por rodamiento son soldaduras a traslape, pudiendo
ser costuras longitudinales circulares.
2.1.1.14.1 Equipos y materiales requeridos en el proceso.
Una mquina longitudinal tiene sus electrodos dispuestos de tal forma que alimenta a
la pieza de trabajo, hacindola avanzar hacia la garganta de la mquina; mientras que la
mquina circular tiene los electrodos de manera que alimentan las piezas de trabajo
transversalmente a la garganta de la mquina; tambin se tiene una mquina universal que
funciona como una combinacin de las mencionadas.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Las mquinas de dos ruedas, sean del tipo circular longitudinal, pueden tener una
las dos ruedas accionadas mecnicamente, para tirar de la pieza de trabajo entre ellas,
bien ambas pueden girar sueltas y girar por la friccin del metal de trabajo al avanzar por
efecto de una fuerza de traccin externa.
2.1.1.15 Soldadura por arco con presin (Flash Welding).
Es un proceso de soldadura a tope por resistencia, en la que se prensan las piezas
de trabajo mediante dispositivos adecuados para trasmitir la corriente; se hace pasar la
corriente a la pieza de trabajo para producir un arco, el cual en combinacin con la
resistencia elctrica, calienta los extremos que se encuentran a tope hasta el punto de
fusin.
Cuando los extremos de ambas piezas alcanzan la temperatura apropiada para lograr
la profundidad correcta, con un movimiento sbito se ponen en contacto entre s las piezas
de trabajo con la fuerza suficiente para provocar una deformacin con rebordes; esta accin
empuja al metal fundido y a una parte del metal plstico hacia fuera de la zona de unin,
originando un reborde de soldadura, la cual en ocasiones debe eliminarse.
La soldadura por arco con presin puede usarse para unir varias aleaciones ferrosas y no
ferrosas; con excepcin del hierro fundido, del plomo, del estao, del zinc, del bismuto y de
las aleaciones de antimonio.
Entre algunas aplicaciones de este proceso son: Las juntas biseladas entre extrusiones de
marcos de ventana, cigeales de grandes dimensiones, en elementos de montaje de los
motores a chorro, en el conformado de contornos a rodillo de los arillos para ruedas
automotrices, etc.
2.1.1.15.1 Equipo y materiales requeridos en el proceso.
Una mquina estndar para soldadura por arco con presin consta de un
transformador de baja impedancia, de una plancha mesa estacionaria, de una plancha
mesa mvil (sobre la que se monta el disco de prensado, los electrodos y todo aquello que
se requiere para situar y sujetar a la pieza de trabajo), los mecanismos para lograr el arqueo
y la presin de aplastamiento, y los controles de tipo elctrico de aire hidrulicos.
2.1.1.16 Soldadura a tope con recalcado.
Dentro de la soldadura por resistencia, este proceso fue el primero en desarrollarse,
el cual consiste en producir la unin simultnea sobre toda el rea de las superficies a tope,
bien en forma progresiva a lo largo de una junta mediante el calor obtenido por la
resistencia al paso de la corriente a travs de la zona de contacto de dichas superficies; la
fuerza para soldar se aplica antes de iniciar el calentamiento y se mantiene durante el tiempo
de dicha operacin.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2.1.1.16.1 Equipo y materiales requeridos en el proceso.
El proceso de soldadura a tope con recalcado comprende a:
1) La soldadura a tope con recalcado de partes, soldando extremo con extremo
(alambres, varillas, soleras, etc.); este tipo de soldadura se usa en plantas de estirado de
alambre y en la soldadura de productos hechos con alambre.
2) La soldadura continua de costura a tope con recalcado, usando intensidad de baja
frecuencia; este tipo de proceso es empleado para hacer las juntas en las uniones
longitudinales en tuberas, el tubo formado, pasa bajo los electrodos que trasmiten la
corriente de trabajo al material por soldar y por medio de un juego de varillas se proporciona
la fuerza para soldar. La magnitud de la deformacin del reborde se regula por la presin
relativa de los electrodos y los rodillos que aplican la fuerza necesaria para provocar tal
deformacin; el calor necesario para la soldadura, se regula por la corriente que se ase
pasar por la pieza de trabajo y por la velocidad con la que pasa el tubo por los rodillos.
3) La soldadura continua de costura a tope con recalcado, usando intensidad de alta
frecuencia; este proceso se aplica tambin para hacer juntas como las uniones longitudinales
de tuberas soldadas, pero es menos eficiente que el anterior. Se pueden unir por este
mtodo varios materiales en forma de alambre, varilla, solera y tubo; de aleaciones de
aluminio, latn, cobre, oro, aleaciones de nquel, aceros inoxidables y aceros con bajo y alto
contenido de carbono.
Los materiales comprenden entre otros las aleaciones de aluminio, latn, cobre y oro, las
aleaciones de nquel, los aceros inoxidables y los aceros con bajo y alto contenido de
carbono.
2.1.2 SOLDADURAS SIN FUSIN.
Es cualquier proceso que consiste en calentar los metales hasta una temperatura inferior a
su punto de fusin y unirlos con un metal de aporte fundido sin material de aporte con solo
calentar los metales hasta que estn blandos para martillarlos unirlos a presin entre s por
eso se les conoce como soldadura sin fusin. Y en donde no se incluye a ningn tipo de
unin mecnica como el empernado el remachado. Para esto uno de los procesos
principales en esta categora son la soldadura fuerte, la soldadura blanda y uniones adhesivas.
2.1.2.1 Soldadura fuerte (Brazing).
Se encuentra dentro de los procesos de soldadura con baja temperatura, junto con el
proceso de soldadura con bajo punto de fusin y la unin adhesiva. En cada uno de estos
procesos se logra la soldadura a una temperatura inferior al punto de fusin del metal de
base por lo que no se tienen los problemas metalrgicos ligados con la fusin; la
deformacin se mantiene al mnimo y pueden unirse metales extremadamente delgados,
bien pueden sellarse contra fugas con relativa facilidad adems de poder aplicarse en
diferente materiales.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
La soldadura fuerte, (tambin conocida como soldadura dura; por capilaridad
brazing), se define segn la AWS como el proceso mediante el cual los metales se unen
con ayuda de un material de aporte no ferroso que se funde por encima de 427C (800 F),
pero a una temperatura inferior que la de fusin del metal base. El material de aporte penetra
en la unin por capilaridad en el caso de coalescencia, mientras que si es un latoneado, el
material de aporte (latn) se deposita en capas.
En trminos generales, el material de aporte cubre la superficie del metal base
distribuyendo uniformemente pero sin mezclarse con l, como en la soldadura por fusin.
Por ello la soldadura fuerte (de bajo punto de fusin), depende de que un metal fundido de
baja tensin superficial (material de aporte), fluya fcilmente con uniformidad sobre la
superficie del metal de base, calentndose apropiadamente y limpiando correctamente las
superficies a unir y emplear un fndente adecuado. Para aplicar l fndente, se puede
proceder de las dos formas siguientes:
a) Mediante una varilla que se calienta en uno de sus extremos la cual se introduce
en el recipiente que contenga al fndente granulado seco; un poco de esta sustancia se
adhiere a la varilla caliente y se impregna en el rea requerida mediante su contacto.
b) Se emplea un metal de aporte que posee un recubrimiento de fndente, el cual se
incorpora constantemente en el charco formado por la descomposicin de estos como efecto
de la temperatura aportada al conjunto electrodo-metal base.
Esta tcnica se puede aplicar en la mayora de los metales y aleaciones comerciales
como, el cobre, aleaciones de cobre, aceros inoxidables, aleaciones de magnesio, aluminio,
aleaciones de aluminio, aceros al carbono, fundiciones, titanio, circonio, entre otros.
Aunque las juntas obtenidas tienen una resistencia a la traccin aceptable, no son tan
excelentes como las obtenidas mediante la soldadura por fusin.
Este procedimiento tambin encuentra gran aplicacin en la unin de metales
diferentes debido a su baja temperatura de trabajo que no afecta las propiedades mecnicas
del metal base; el cobre y sus aleaciones no pueden unirse al aluminio por este mtodo.
2.1.2.1.1 Equipo y materiales requeridos en el proceso.
Para lograr resultados excelentes es necesario considerar lo siguiente:
1) Diseo de la junta.- En este proceso se efectan comnmente las uniones a solape
y las juntas a tope: en las primeras para lograr excelentes resistencias, y mxima eficiencia
se recomienda aplicar un recubrimiento de por lo menos 3 veces el espesor de la pieza ms
fina; por lo que el principal inconveniente es la forma geomtrica en la junta abultada.
Con la soldadura a tope no se alcanzan resistencias como en el caso anterior, pues el
rea de contacto se limita a la seccin recta de la pieza ms fina.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
La separacin entre las partes a unir es importante, pues si la junta es cerrada, no
permitir el paso del material de aportacin por lo que la soldadura no se efectuar; as
mismo si la separacin es muy grande tampoco se efectuara pues el fenmeno de
capilaridad no se presentara provocando falta de material de aportacin e irregular
distribucin del mismo. Dependiendo del estado superficial de las piezas, tamaos y
naturaleza del material de aportacin, el margen de separacin recomendable es de entre
0.025 mm. y 2.5 mm.
2) Limpieza de las superficies.- La accin de capilaridad uniforme es posible sobre
superficies libres de xidos, polvo, aceites y grasas. Estas impurezas se pueden eliminar por
inmersin en disolventes, con baos de sales, por decapado (con cido sulfrico, ntrico
clorhdrico) y desengrasado mediante vapor; en cuanto a los xidos, estos se eliminan
mediante chorros de arena, esmerilado, limado, mecanizado, lijado mediante un cepillado.
El mtodo a utilizar depende del tipo de contaminantes, del diseo de la junta y de los
materiales que se han de soldar.
En la limpieza se debe evitar que las superficies a soldar queden pulidas, pues esto
dificultar la adherencia del metal de aportacin, para lograr la rugosidad adecuada en las
zonas a enlazar deben frotar con lijas de grano medio. Es recomendable soldar
inmediatamente despus de limpiar las piezas para evitar la contaminacin de la atmsfera.
3) Desoxidantes.- Las superficies metlicas son susceptibles de contaminarse al
contacto con la atmsfera y ms an con cualquier reaccin qumica derivada del contacto
con el aire y algunas otras sustancias a medida que aumenta la temperatura de las piezas;
por ello es importante el uso de un desoxidante que disuelva y elimine los xidos formados
durante la operacin.
La principal cualidad del desoxidante es su capacidad para disolver los xidos y
favorecer la fluidez del material de aportacin, por lo que es importante su tensin superficial
para una buena adherencia y penetracin del metal fundido entre los bordes de la junta. Los
desoxidantes, se suministran en forma de polvo, pastas lquidos; sus ingredientes son
cido brico, boratos, fluoruros, cloruros, entre otros y su eleccin depende del metal base y
del material de aportacin.
El desoxidante en forma de pasta es el ms utilizado pues permite una buena
adherencia y es fcil de aplicar sobre la superficie antes de soldar, el desoxidante en polvo
se aplica espolvorendolo sobre la junta introduciendo el extremo caliente de una varilla de
aportacin en el recipiente que lo contiene; los desoxidantes lquidos se utilizan
primordialmente en la soldadura con soplete en donde el gas combustible se hace pasar a
travs del lquido desoxidante arrastrando hacia el soplete cierta cantidad del mismo que
son depositados en las zonas a las que se dirige la llama.
Al finalizar el trabajo, se deben eliminar cuidadosamente los residuos del desoxidante
pues pueden ser el origen de corrosiones posteriores; para ello, puede realizarse un lavado
con agua caliente, con agua fra antes de que las piezas se enfren (El choque trmico
rompe y desprende la pelcula de residuos desoxidantes), una limpieza va qumica y con el
auxilio de cepillos de alambre, chorro de arena de vapor.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
4) Metal de aportacin.- Se proveen en forma de varillas, rollos de alambre, lminas y
polvos; la eleccin depende del tipo de junta y de la tcnica de soldadura a utilizar. Para su
identificacin se utilizan los nombres comerciales las designaciones simblicas
normalizadas; por ejemplo la AWS utiliza la letra B para identificar los metales de aporte en
la soldadura por capilaridad, seguida del smbolo qumico de los elementos constitutivos de
las varillas (ver Tabla 2.3); los metales de aportacin deben reunir las siguientes
caractersticas:
a.
b.
c.
d.
Fcil adherencia y propiedades para lograr uniones resistentes con el metal base.
Adecuada temperatura de fusin y fluidez que permitan buena distribucin por su
capilaridad.
Suficiente homogeneidad, resistencia a la segregacin (perdida de componentes), y
baja concentracin de elementos voltiles.
e. Excelente resistencia mecnica y a la corrosin.
Metal de aportacin (AWS)
BlSi (Aluminio-silicio)
BCuP (Cobre-fosforo)
BAg (Plata)
BAu (metales preciosos)
BCu (Cobre)
BNi (Nquel)
BMg (Magnesio)
Metal base
Aluminio y sus aleaciones.
Cobre y sus aleaciones.
Metales frricos y no frricos, a excepcin
del Aluminio y Magnesio.
Hierro, Nquel y Cobalto.
Metales frricos y no frricos.
Aceros inoxidables, aceros al carbono,
aceros
baja aleacin y cobre.
Magnesio y sus aleaciones.
Tabla 2.3 Metales de aportacin para soldadura por capilaridad.
La aplicacin del metal de aportacin se realiza manualmente, una vez calentadas las
piezas hasta la temperatura adecuada colocndola antes en alguna zona de la junta antes
de iniciar el calentamiento; las varillas y alambres se utilizan en este mtodo.
Otro mtodo emplea anillos, arandelas, lminas polvos segn la forma de las
juntas, estos elementos se colocan cerca de los bordes de la junta y en lugares que
permitan su fusin para llenar uniformemente toda la junta; aunque puede hacerse
manualmente, su principal aplicacin se encuentra en la soldadura por hornos, por induccin,
por resistencia por inmersin.
5) Calentamiento.- Este se realiza por diversas formas, en la soldadura manual suele
calentarse con soplete, en la cual la llama puede ser oxiacetilnica, aeroacetilnica,
oxhdrica, oxi-mapp, etc. Su eleccin depende de la conductividad trmica, del espesor y
tamao de las piezas a soldar; las llamas ms aceptables son oxiacetilnica y la oxi-mapp
por su capacidad de regular la aportacin de calor en un lmite amplio, al trabajar con estas,
la llama debe ser ligeramente reductora y el soplete puede ser normal multi-llama; en
cualquier caso el calentamiento debe realizarse con la boquilla relativamente separada de la
pieza sin aproximar el dardo hacia la zona a calentar.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
La llama aire-gas genera poca aportacin de calor por lo que es til en la soldadura
por capilaridad de espesores finos, la mezcla puede ser aire y acetileno; tambin se puede
trabajar con llamas usando como combustible al propano al butano debido a que producen
llamas de elevada temperatura.
Por otro lado la llama oxhdrica se utiliza en la soldadura del aluminio y materiales no
frricos por su baja aportacin de calor, la baja temperatura reduce el riesgo de
sobrecalentamiento y l hidrgeno forma una atmsfera protectora que ayuda en la limpieza
de la zona.
El metal de aportacin debe fundirse perfectamente para que pueda fluir por
capilaridad entre la junta; la temperatura de fusin varia segn la naturaleza del metal
utilizado, en cualquier caso esta temperatura debe ser menor que la de solidificacin base.
La temperatura de metal base jams debe de ser igual que la temperatura de fusin de metal
de aportacin.
6) Mtodos de soldadura por capilaridad.- La soldadura con soplete es la mayor
mente empleada en este proceso (Fig. 2.31), pues permite tener una amplia gama de
temperaturas, pudindose mecanizar para mejorar la productividad; sin embargo el
calentamiento en horno, por induccin por resistencia por inmersin, responde mejor a las
exigencias en producciones masivas. Adems, con estos mtodos se consigue un mejor
control en la aplicacin del calor, obteniendo una mejor calidad en las uniones.
Fig. 2.31 Soplete para soldadura fuerte y para autgena
El calentamiento en los hornos, las piezas a enlazar se colocan sobre bandejas
adecuadamente, posteriormente son calentadas por el calor generado por la combustin de
un gas por resistencia elctrica. En el calentamiento por resistencia se aplica el mismo
principio que en la soldadura clsica por resistencia; el metal de aportacin en forma de
lmina, se coloca entre las piezas a enlazar, y estas a su vez se disponen entre dos
electrodos de carbn.
Luego se hace pasar una corriente de baja tensin y gran intensidad, que produce el
calentamiento de las piezas y la fusin del metal de aportacin. En la soldadura por
inmersin, las piezas convenientemente preparadas son sumergidas en un bao de
aportacin fundido, contenido en un crisol que se calienta desde el exterior.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2.1.2.2 Soldadura blanda (Soft).
En este proceso los materiales de aportacin tiene una temperatura de fusin inferior
a 427C (800 F); este material se distribuye entre los bordes de las piezas a unir por el
fenmeno de capilaridad. La soldadura blanda puede aplicarse a la mayora de los
materiales comerciales como aceros, chapa galvanizada, chapa estaada, cobre, aceros
inoxidables, latn, bronce, entre otros (Fig. 2.32).
En este proceso las piezas se preparan cuidadosamente para que el metal de
aportacin fluya a lo largo de la junta por capilaridad; las juntas muy cerradas separadas
impiden la circulacin del metal de aportacin provocando defectos en la soldadura; para
lograr la adherencia del metal de aportacin con los metales base se deben limpiar
perfectamente los bordes de estas en los que se efectuar la junta. Las grasas y suciedad
pueden eliminarse con disolventes, mientras que los xidos mediante el uso de cepillos de
alambre, papel de lija la aplicacin de un desoxidante; manteniendo los bordes limpios
durante el calentamiento y la aplicacin de la soldadura.
Durante la operacin las piezas a unir deben conservar la posicin adecuada, pues el
movimiento de ellas durante el calentamiento ocasionar una unin mal formada; as mismo
el diseo de la junta debe ser adecuado de acuerdo a los esfuerzos a que se someter la
unin y por ltimo se recomienda lavar las piezas con agua caliente con el fin de evitar la
accin corrosiva de los residuos del desoxidante sustancia empleada como limpiador.
Fig. 2.32 Diferentes tipos de soldadura blanda
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Como la soldadura de metales aleaciones con bajo punto de fusin es un proceso
en la que interviene la accin entre dos materiales, es importante que los materiales a soldar
se encuentren a la misma temperatura, de lo contrario la soldadura se enfriara dando lugar a
una junta fra sin lograr ninguna aleacin; por ello es necesario que el cautn u otra fuente de
calor sea de una temperatura lo suficientemente alta para lograr la temperatura deseada.
Este proceso no puede realizarse sin fndente, an cuando el metal esta limpio,
adquiere rpidamente una pelcula de xido debido a la misma temperatura al soldar; el
fndente elimina esta pelcula de xido no metlico de la superficie de los materiales
mantenindolos limpios durante toda la operacin permitiendo el contacto necesario para su
unin, despus de soldar, el residuo de fndente, que conserva los xidos capturados
permanece inerte sobre la superficie de la junta formando una capa fcil de retirar.
Cabe mencionar que el objetivo de este proceso no es el de obtener una resistencia,
sino el de asegurar una conexin permanentemente firme, no porosa y con continuidad
metlica, que no se altere con los cambios en la temperatura, y que sea capaz de resistir
deformaciones y esfuerzos menores de torsin sin romperse.
2.1.2.2.1 Equipo y materiales requeridos en el proceso.
1) Material de aportacin.- Estos materiales comercialmente se encuentran en forma
de barras, cintas, hilo tubular con ncleo desoxidante, hilo relleno, en lminas en forma de
pasta. En su composicin comnmente se emplean aleaciones a base de estao y plomo,
oscilando su temperatura de fusin entre188C (aleacin 70% estao y 30% plomo) y 310C
(en aleacin de 5% estao y 95% plomo), la aleacin ms utilizada (50% estao y 50%
Plomo) se funde a 245C aproximadamente. Las aleaciones con bajo contenido en estao,
poseen una temperatura de fusin ms elevada y menor fluidez que en las aleaciones ricas
de este elemento; al aumentar el contenido de estao se mejora la adherencia evitando el
agrietamiento.
Para aplicaciones especficas existen materiales especiales, por ejemplo, en la
elaboracin de envases metlicos para conservas alimenticias se emplean varillas de
aleacin estao-antimonio, a fin de evitar la contaminacin debida al plomo. Las aleaciones
estao-zinc se usan para soldar el aluminio mientras que las aleaciones plomo-plata son
ideales cuando se requieren buenas resistencias a temperaturas elevadas.
2) Desoxidantes.- Al igual que en otros procedimientos de soldadura, tambin se
requiere de un material desoxidante adecuado, pues se evita la formacin de xidos durante
la operacin y se mejora la adherencia facilitando el acceso del material de aportacin a lo
largo de la junta. En el mercado existe gran variedad de estos materiales en formas
diferentes como pastas, lquidos en forma de polvos. Los desoxidantes en soldadura
blanda se clasifican en: a) Desoxidantes corrosivos son los ms efectivos pero requieren de
un lavado exhaustivo despus de soldar, adems, de que no pueden usarse en trabajo de
electricidad electrnica, el ms usado es el cloruro de zinc (cido clorhdrico, zinc y agua) y
b) Desoxidantes no corrosivos; el ms comn de estos es el cido actico.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
3) Calentamiento de la soldadura.- En cualquier operacin de soldadura blanda se
deben calentar las piezas a una temperatura tal que funda al material de aportacin; el cual
debe extenderse y mojar uniformemente la superficie de los bordes a enlazar para lograr
excelentes resistencia en la junta. El calentamiento se puede lograr por diferentes medios y
procedimientos, el ms adecuado, depende del tamao y configuracin de la junta. Cuando
se utiliza soldadura con ncleo de fndente mediante un cautn, debe recordarse que esta
soldadura se forma de dos elementos (soldadura y fndente) que son fsica y qumicamente
diferentes; por ejemplo los fundentes, poseen una temperatura de ebullicin siempre inferior
al de la soldadura permitiendo que este se evapore mientras la soldadura se funde, por ello
la soldadura debe aplicarse exactamente en la unin entre las piezas y el cautn, para que la
soldadura y l fndente puedan liberarse simultneamente en el punto especifico en el que
se desea la soldadura y que l fndente pueda realizar su labor.
En la aplicacin de cualquier soldadura, la nica funcin del cautn es la de trasmitir el
calor, y lograr que el metal a soldar debe calentarse hasta la temperatura de fusin de la
soldadura y la temperatura que permita la aleacin de la misma, antes de que tenga lugar la
accin real de la junta. En general hay una barrera aislante de xido entre el cautn y la pieza
de trabajo, pero con la incorporacin del fndente, se rompe rpidamente esta pelcula y se
establece el contacto entre los materiales por medio de la soldadura fundida. Siempre debe
cerciorarse que la capacidad trmica del cautn sea la adecuada para el trabajo a realizar
para no correr riesgos.
3) Tipo de la junta.- Este es un factor importante puesto que determina la mxima
carga que puede soportarse sin fallar por fractura deformacin. Las juntas a tope son las
ms dbiles, permitiendo nicamente cargas a tensin, en las juntas traslapadas soportan
cargas a tensin moderadas debido a que puede presentarse la flexin con grandes pesos,
adems de tener como inconveniente el hecho de que no puede utilizarse cuando hay
limitaciones estrictas en cuanto al espesor de la junta. La junta charpada (es cuando los
bordes se preparan d tal manera que queden a tope y traslapadas sin sobrepasar su propio
espesor (Fig. 2.33); en ella se eliminan los problemas de espesor y de flexin, pero son
difciles de hacer y mantener su posicin durante la soldadura.
La corrosin galvnica se presenta en las juntas soldadas con soldadura de bajo
punto de fusin debido a la presencia de metales diferentes. Esta corrosin no es grave en
juntas soldadas con aleaciones preparadas a base de plomo, con soldaduras de plata con
aleaciones para soldadura fuerte con bajo punto de fusin. Las aleaciones de aluminio sin
proteccin se corroen rpidamente en atmsferas hmedas.
Las juntas hechas con bajo punto de fusin en aluminio, que estn expuestas a
situaciones de humedad de aire proveniente del mar, deben ser de tipo charpado largo
de tipo (traslapado).
Las juntas soldadas en aluminio en sus aleaciones, que estn expuestas al agua
salada al roco de agua salada, pueden protegerse catdicamente adosndoles cintas de
zinc de cadmio cerca de la junta. Se considera buena prctica usar una laca a prueba de
humedad, un recubrimiento de pintura, sobre las juntas soldadas en aluminio expuestas a
atmsferas normales.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Las juntas hechas con aleaciones de plomo-estao, no deben usarse a temperaturas
mayores alrededor de 350F (177C); las realizadas con soldadura de estao y antimonio se
desprenderan por fusin alrededor de los 450 F (232C); y las hechas con soldadura de
cadmio y plata alrededor de los 640F (338C).
En la mayora de los casos el papel principal de la soldadura es lograr una unin conexin
de baja resistencia el de una superficie tersa y esttica; para tales aplicaciones, la
resistencia mecnica puede lograrse antes de soldar (mediante atornillado, torciendo
entrelazando las partes, mediante algn otro medio).
a) junta a tope
b) junta traslapada
c) junta a tope con guarnicin
d) junta charpada biselada
e) junta soldada con casquillo
Fig. 2.33 Juntas tpicas soldadas con bajo punto de fusin.
2.1.2.3 Unin por adhesin.
Si bien el uso de pegamentos es casi tan antiguo como la humanidad, la unin por
adhesin no puede considerarse todava como una ciencia bien definida, porque los datos de
que se dispone en este campo son gran parte empricos y las explicaciones son an hasta
cierto grado muy escuetas y especulativas.
Pero los adelantos contemporneos han logrado el desarrollo de adhesivos de alta
resistencia (los productos epxicos y las resinas fenlicas), que han posibilitado el unir
prcticamente todos los slidos conocidos; con una mayor eficiencia y con menos costo,
Dentro de estos adhesivos se encuentran por ejemplo: los de cloruro de polivinilo, los
acrlicos, los fundidos en caliente, los sintticos de tremo-endurecimiento de estabilizacin
trmica, los adhesivos epoxicos de varios componentes, los de base elastmeros, los de
caucho natural clorinado, los de caucho ciclado isomerizado, los de hidrocloruro de
caucho, el de caucho de neopreno (policloropropano) y los de caucho de nitrilo estos son
algunos adhesivos que se podran mencionar; pero sin detallarlos ms a fondo.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2.1.3 OTROS PROCESOS DE SOLDADURA.
2.1.3.1 Soldadura con rayo lser.
En esta tcnica, la fusin se consigue mediante la aplicacin de un haz de luz muy
intenso y concentrado sobre una zona de la pieza de dimetro aproximadamente igual al de
un cabello; este haz genera en el punto de focalizacin una potencia superior a
1000 000
W/cm; gracias a la localizacin y control de la aportacin de calor, el rayo lser puede fundir
metales de alto punto de fusin por lo que puede ser utilizado para soldar y cortar diferentes
materiales.
Puesto que la aportacin de calor es relativamente baja en comparacin con otros
procedimientos de soldadura, la amplitud de la zona trmicamente afectada y el efecto del
calor sobre las zonas adyacentes a la junta se reducen al mnimo por lo que pueden
soldarse: alambre con alambre, lmina a lmina, alambre a lmina, tubo a lmina, aleaciones
tratadas trmicamente sin modificar sus propiedades, cobre, nquel, tungsteno, aluminio,
aceros inoxidables, titanio, entre otros.
Adems el lser puede pasar a travs de sustancias transparente sin afectarlas, lo
que hace posible la soldadura en metales recubiertos de vidrio plstico, sin afectar el
revestimiento adems como la fuente de calor es un haz luminoso y no se presenta
contaminacin en la soldadura (Fig. 2.34).
Fig. 2.34 Mquina automtica para soldadura por lser.
Las principales aplicaciones de este proceso se encuentran en las industrias
electrnicas y aeroespaciales, en las que se requiere un severo control de las uniones, la
limitante principal del proceso radica en su pequeo poder de penetracin; los equipos
disponibles en la actualidad se emplean para trabajar en materiales cuyo espesor no supere
los 10 mm. El tiempo de duracin del haz suele ser de 2 seg., con una frecuencia de 10
veces/seg., cada vez que el rayo incide sobre la pieza funde un pequeo punto, el cual
solidifica en microsegundos, debido a ello el cordn de soldadura es una sucesin de
pequeos puntos que se solapan parcialmente. La soldadura puede realizarse desplazando
la pieza por debajo del haz que se mantiene fijo, moviendo la fuente de energa a lo largo
de la junta.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2.1.3.1.1 Equipo y materiales requeridos en el proceso.
Para entender que es el rayo lser, comenzaremos por decir que los tomos poseen
capacidad para emitir energa cuando son excitados en dispositivos como por ejemplo en
una lmpara fluorescente en un cinescopio, en este sentido la fluorescencia es la
propiedad de los tomos para emitir luz cuando se someten a una radiacin externa de
menor longitud de onda. En la soldadura con lser, los tomos que se excitan son los de un
rub de forma cilndrica de 10 mm de dimetro, este rub (artificial) posee una estructura
cristalina perfecta en cuya masa posee un 0.05% en peso de xido de cromo y el resto de
xido de aluminio. Precisamente los tomos de cromo son los que dan al rub su color rojo
por un proceso de absorcin y emisin de ondas luminosas; al iluminar con una fuente
externa los tomos de cromo absorben luz verde la cual provoca la excitacin en algunos de
sus electrones, por lo que se dice, que la luz verde eleva el nivel energtico de los tomos de
cromo; ocasionalmente stos tomos retornan a su estado original emitiendo una parte de la
energa extra (luz verde), bajo la forma de luz fluorescente roja.
Cuando la luz roja emitida por uno de estos tomos incide sobre otro tomo
excitado, el segundo emite luz roja en fase con la onda incidente, es decir la luz roja
procedente del primer tomo se amplifica para la produccin de ms luz de las mismas
caractersticas (Fig. 2.35).
VISTA SUPERIOR
ESPEJO
100%
REFLECTOR
LAMPARA INTERMITENTE
DE CRIPTON O XENON
ENFOQUE OPTICO
TUBO DE VIDRIO
RFLECTOR
PARCIAL
PIEZA DE
TRABAJO
VISTA FRONTAL
TUBO DE LASER
LAMPARA
INTERMITENTE
FLUJO DE LASER TRANSVERSAL
Fig.2.35 Representacin grfica del rayo lser en flujo transversal y flujo axial.
Al aplicar luz verde intensa sobre el rub, se logra la excitacin de gran nmero de
tomos del cromo, por lo que la luz roja emitida por cada uno de ellos incide sobre otros
amplificndose en cada incidencia hasta adquirir gran intensidad; para ayudar en este efecto,
las superficies circundantes son reflectores de manera que la luz roja de cada tomo se
refleja y realiza diferentes recorridos dentro del rub con lo que se incrementa la generacin
de luz roja alcanzando una intensidad crtica (energa de umbral), en la que se produce un
estallido de luz roja.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Uno de los extremos del rub es parcialmente reflector, con la que alcanza la
energa del umbral dejando salir al exterior el haz de luz roja de gran intensidad, la cual es
manipulada mediante sistemas pticos para lograr un calentamiento localizado, dando lugar
as a la fusin en el punto de incidencia sobre el material.
A causa del rgimen de repeticin del rayo lser, se requiere de un tiempo
considerable para ejecutar un cordn de soldadura, sin embargo los cordones que se
obtienen son de calidad insuperable por cualquier otro proceso existente; por lo que en un
futuro con los avances en la entrega de potencia del lser y en el rgimen de repeticin, se
incrementar la velocidad del proceso y se podrn trabajar con espesores de material
superiores.
2.1.3.2. Soldadura con oxihidrogeno.
Para la mayora de los procesos de soldadura a la llama, el principio del proceso es
semejante al de la soldadura oxiacetilnica; cuya diferencia estriba en el tipo de gas
combustible utilizado.
2.1.3.2.1 Equipo y materiales requeridos en el proceso.
Los equipos y materiales necesarios son prcticamente los mismos, slo se debe poner
atencin en los materiales y dispositivos que se asignan a cada proceso en particular; por
ejemplo, reguladores, manmetros, sopletes, boquillas, fundentes, material de aporte, entre
otros; los cuales se detallan adecuadamente en las prcticas de trabajo. En este proceso de
soldadura, el calor necesario para fundir la pieza de trabajo se obtiene de la combustin del
hidrogeno en presencia de oxgeno.
Cuando reacciona l oxgeno con el hidrgeno, se genera la llama de oxihidrgeno
produciendo una temperatura mxima de 5500F (3000C), inferior a la temperatura
producida por la llama oxiacetilnica, pero mayor a la de cualquier otro combustible, con
excepcin del metilacetileno propadieno (MAPP).
La llama de oxihidrgeno no es usada para soldar metales con temperaturas de
fusin bajas (como el plomo, el aluminio y el magnesio); su llama es difcil de ver por lo que
prcticamente es imposible ajustar la flama a simple vista, por esta razn el ajuste de la
llama se controla mediante reguladores de presin y limita su uso a operaciones particulares.
El metilacetileno-propadieno MAPP.- Es un compuesto de acetileno licuado (metilacetileno
y propadieno estabilizados) patentado por la compaa DOW CHEMICAL.
2.1.3.3 Soldadura oxipropnica.
Es el mtodo de soldadura, en el que para fundir los metales y lograr su unin, se
aprovecha el calor desprendido de la combustin del gas propano en combinacin con l
oxgeno (flama oxipropnica).
El propano (C3H8).- Es un gas producido industrialmente cuya aplicacin en los
procesos de soldadura por fusin lo hacen til en virtud de su bajo costo.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
La combustin del propano se realiza en presencia del oxgeno, dndose la siguiente
reaccin 2C3H8 + 3O2
6CO + 8H2, esta mezcla no es inflamable, por lo que hay
necesidad de suministrar ms oxgeno, dando lugar a la siguiente reaccin (C3H8 + 5O2
.
3CO2 + 4H2O), la temperatura de la llama en el dardo es relativamente baja (2900C
aprox.); es una flama ancha, oxidante y difcil de regular; motivos por los que el propano se
usa en casos donde el carcter oxidante de la flama no es un inconveniente del trabajo.
El gas natural se usa principalmente para el precalentamiento, para la soldadura
blanda y en la soldadura fuerte. Por ser difcil obtener una llama no oxidante con el propano
y el butano, estos gases se emplean para la soldadura fuerte.
2.1.3.4 Soldadura de plsticos.
El mtodo ms sencillo para unir pegar pelculas planchas de termoplsticos entre
s, es mediante la utilizacin de calor. La soldadura trmica elimina la necesidad de usar
costuras, adhesivos y pelculas intermedias, siempre y cuando las pelculas de
termoplsticos sean compatibles entre s y se puedan fundir para formar juntas una
soldadura.
Se caracterizan por ser fundibles y solubles repetidamente, mnimo se hinchan al
contacto con solventes. A temperatura ambiente pueden ser blandos duros, son derivados
de la misma estructura molecular, ya que las molculas tienen forma de cadena abierta de
hilos.
Los termoplsticos al reblandecerse y fundirse, tienen ventajas y desventajas, por
ejemplo, pueden moldearse por calor, es decir, una lmina tubo puede transformarse a un
estado elstico, similar a una goma, adquiriendo nueva forma despus de enfriarla en un
molde. Adems los desechos son reciclables.
Sus ventajas son el reblandecimiento provocado por el calor que limita en gran
medida las temperaturas de uso, sobre todo cuando se someten a la accin simultnea de
fuerzas mecnicas.
La unin de termoplsticos por soldadura ofrece ventajas tcnicas y econmicas. Las
formas de termoplsticos que son demasiado grandes complejas para ser moldeadas se
pueden montar a partir de componentes intermedios, tales como planchas, tubos, barras y
bloques mecanizados piezas moldeadas.
Las poliolefinas que no pueden ser unidas fcilmente con adhesivos se sueldan para
obtener una unin que se aproxima iguala en resistencia al material original. La soldadura
puede proporcionar una mejor unin que los adhesivos, ya que son de mejor calidad y
duracin.
El primer intento para la unin de plsticos por soldadura se remonta a los aos
anteriores a la segunda guerra mundial.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Las propiedades del termoplstico, la aplicacin deseada y la seccin trasversal son
los factores que determinan la seleccin de uno de los siguientes mtodos comerciales de
soldadura: soldadura con gas caliente, soldadura con un til caliente y soldadura por friccin.
Los termoplsticos se subdividen en:
a) Termoplsticos amorfos.-Se caracterizan porque sus molculas filamentosas estn en
completo desorden, enredados entre s, permiten el paso de la luz, por ello son
trasparentes.
b) Termoplsticos semicristalinos.-Su orden molecular es relativamente bueno,
aprecindose un cierto paralelismo dentro de los filamentos moleculares. El
ordenamiento en los tramos de macromolculas paralelas equivale al acomodo de
tomos molculas en forma de cristales, se oponen al paso de la luz y provocan una
apariencia lechosa translcida.
c) Termofijos.- Los plsticos que se mantienen rgidos y slidos a temperaturas
elevadas, se denominan termofijos. Se obtienen por la reticulacin de productos lquidos
de bajo peso molecular. Estn entrecruzados en todas direcciones, debido a su
estructura no son moldeables, no pueden ser disueltos y raramente se hinchan. A
temperatura ambiente son duros y frgiles, no son reciclables.
2.1.3.4.1 Clasificacin de plsticos por contenido de monmero.
De acuerdo con la cantidad de monmeros presentes en el proceso de polimerizacin, se
distinguen los siguientes tipos:
a) Homopolmero.- Es un polmero obtenido de un tipo de monmero. La reaccin se
lleva a cabo mediante el uso de agentes qumicos llamados iniciadores, por ejemplo
perxidos orgnicos bajo ciertas condiciones de calor y presin.
b) Copolmero.- Cuando en la polimerizacin participan dos ms monmeros de
diferentes tipos, se obtienen plsticos denominados copolmeros.
2.1.3.5 Soldadura trmica en plsticos
La soldadura trmica se utiliza principalmente para el empaquetado de ampollas y para
soldar tejidos recubiertos laminados con resinas vinlicas. Las dos capas de material que
deben unirse son prensadas entre tiles mandbulas apropiadas que han sido calentadas
con resistencias elctricas u otro sistema.
Puesto que se debe mantener una temperatura constante sobre las superficies de las
mandbulas, estas aplicaciones no permiten enfriar la unin soldadura cuando sta est
todava bajo presin. Puede ocurrir deformacin alabeo si el contacto con las mandbulas
calientes se mantiene durante un tiempo demasiado prolongado.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2.1.3.5.1 Soldadura con gas caliente en plsticos.
La soldadura con gas caliente tambin se puede clasificar como una tcnica de
soldadura trmica porque implica el lanzamiento de un chorro de aire caliente una llama
directamente sobre aquellas superficies entre las que se debe hacer la unin. Tanto la
presin como el calor deben mantenerse constantes, ya que de lo contrario el material puede
fundirse deformarse.
2.1.3.5.2 Soldadura por friccin en plsticos.
La soldadura por friccin es otra tcnica de soldadura trmica en la que los dos
materiales se frotan uno contra el otro para generar su propio calor. Esto usualmente se
hace slo en piezas rgidas y redondas cuyas superficies a unir pueden hacerse girar en
direcciones opuestas entre s. Se produce suficiente calor por friccin para fundir y unir entre
s ambas superficies.
2.1.3.5.3 Soldadura por impulsos herramienta caliente en plsticos.
Es una modificacin de la tcnica de soldadura trmica en la que se utiliza una
mandbula til permanentemente caliente. En el mtodo de impulsos la calefaccin se
realiza haciendo pasar un impulso elctrico a travs de un alambre delgado de nicrn y,
puesto que el alambre es un elemento de resistencia, se origina as un impulso de energa
calorfica.
Como en el caso de la soldadura trmica ordinaria, el calor se trasmite desde las
mandbulas de soldar a las caras externas de las capas de materiales que se han de soldar y
despus se trasmite a la interfase central entre estas capas, en donde se debe de hacer la
unin. Por tanto, esa tcnica se limita normalmente a operaciones de soldadura que utilizan
materiales delgados como es el caso de la fabricacin de artculos anlogos.
2.1.3.5.4 Soldadura dielctrica en plsticos.
Casi todos los materiales plsticos se calientan en mayor menor extensin si se
colocan en el campo electromagntico de una corriente elctrica alterna de frecuencia e
intensidad alta.
El empleo de la soldadura dielctrica se ha extendido muy rpidamente en pocos
aos debido a las tcnicas de soldar y el mejor diseo del equipo. Generalmente los
materiales de policloruro de vinilo (son los que tienen molculas sumamente polares) son los
compuestos plsticos ms adecuados para sistemas de soldadura dielctrica.
Sin embargo, actualmente estn siendo soldados de esta manera cada vez ms y
ms materiales basados en acetato de celulosa, nylon y uretanos, esta circunstancia ha
contribuido al desarrollo del equipo.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
El equipo de soldadura dielctrica consta de tres componentes principales: el
generador de radio frecuencia, la prensa de soldar y el sistema para manejar el material;
este ltimo combina la alimentacin y retirada del material (Fig. 2.36).
La soldadura dielctrica es ilimitada, pues se estn desarrollando nuevas
aplicaciones y tecnologas para mejorar, de manera que los nuevos materiales y productos
puedan ser soldados econmicamente.
Este esfuerzo de los fabricantes por economizar la soldadura de plsticos, es la
principal razn para el ilimitado crecimiento potencial de la industria de soldar, ya sea en un
futuro a corto a largo plazo.
Fig. 2.36 Equipo y aplicacin de soldadura de plsticos
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2.2 PROCESOS DE CORTE.
Los dos tipos ms comunes en que se clasifican los procesos de corte son los
siguientes: corte mecnico y corte trmico, en el cual slo nos abocaremos a los procesos
de corte trmico, que son los que estn ligados con los procesos de soldadura (Fig. 2.37).
Fig. 2.37 Diagrama de los proceso s de corte
2.2.1 CORTE TRMICO.
El corte por temperatura corte termal, es un proceso en el que se logran separar
(remocin) de materiales por medios mecnicos (maquinado), por la fusin de los mismos
(proceso por arco arcayado) y por reaccin qumica (oxidacin oxicorte), estos procesos a
su vez se subdividen y se mencionan posteriormente. Lo ms recomendable en cada
procedimiento de corte esta condicionado en gran medida por la naturaleza del metal a
cortar y por razones de tipo econmico; porque el procedimiento de corte mecnico se puede
hacerse en forma manual (tambin automatizada) en donde el operario sostiene y dirige el
cortador a lo largo de la lnea de corte, mientras que el corte trmico se puede realizar en
forma automatizada (tambin manualmente), en donde el operario capacitado monta en una
maquina diseada para lo mismo la pieza a cortar, que sostiene y gua automticamente al
cortador durante todo el proceso donde el operador si lo hace de forma manual, mantiene
el cortador sobre la pieza (Fig. 2.38).
Fig. 2.38 Corte trmico
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2.2.1.1 Corte con oxgeno.
El oxicorte corte con llama, es un procedimiento en el que se combina el poder
oxidante del oxgeno y el desprendimiento de calor que quema un gas combustible para
fundir las partes que han de ser separadas, de ah la gran aplicacin industrial pues este
proceso puede hacerse en forma manual con un soplete cortador, sirvindose de mquinas
de oxicorte en forma automtica. Este procedimiento se basa en la capacidad de oxidacin
de los productos frricos y en la facilidad que se tiene para la eliminacin de los xidos
formados.
Una pieza de hierro de acero expuesto a la accin del aire experimenta una
oxidacin progresiva, que es una combinacin del metal con l oxgeno del aire, transforma
paulatinamente el producto inicial en xido de hierro. A temperatura ambiente esta reaccin
es lenta, pero si se calienta la pieza y se expone al aire, se obtiene una oxidacin mucho
ms profunda y casi instantnea; por ejemplo, al calentar una varilla de acero hasta el rojo
blanco y luego se sumerge en un recipiente con oxgeno, la varilla entra inmediatamente en
combustin (oxidacin rpida), transformndose en xido de hierro (escoria).
El hierro dulce, los aceros suaves y aceros de bajo carbono (con el 0.9% de carbono
como mximo), son materiales que pueden cortarse con cierta facilidad mediante el proceso
de oxicorte simple, mientras que para aceros con alto contenido de carbono requieren de
otro procedimiento de corte. Una regla a seguir es, que a mayor contenido de carbono,
mayor debe ser la temperatura de calentamiento.
Para ox-cortar una pieza de hierro de acero se calienta con la llama oxiacetilnica
hasta una temperatura adecuada (inferior a la de fusin) y se aplica un chorro de oxgeno a
presin sobre la zona caliente. El oxgeno provoca la combustin del hierro, transformndolo
en xidos (escorias) que se eliminan por la accin mecnica del chorro de oxgeno
suministrado.
2.2.1.1.1 Requerimientos del proceso.
Presiones de trabajo.- Las presiones de oxgeno y de acetileno, dependen del tipo de
soplete y del tamao de la boquilla, la cual se elige d acuerdo con el espesor a cortar. Al
elegir las presiones, se deben seguir las recomendaciones de los fabricantes del soplete
(tablas en las que se dan las presiones aproximadas para distintos espesores y boquillas).
Fig. 2.39 Formas de corte con diferentes velocidades.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
En cuanto a la presin del oxgeno y la velocidad de corte, se debe ajustarse de acuerdo a
las exigencias propias del trabajo (Fig. 2.39). Como regla general en el oxicorte, se dice no
iniciar el corte hasta estar seguros de que puede completarse; es evidente que si se
interrumpe el corte sobre una seccin gruesa, resulta difcil el cebarlo de nuevo, lo que
repercute en costos y en tiempo. En este proceso se genera gran cantidad de calor y se
desprenden numerosas chispas y proyecciones de escoria, por lo que se exige el empleo de
proteccin adecuada para todo el cuerpo.
2.2.1.1.2 Equipo y materiales requeridos en el proceso.
El equipo usado en el proceso de oxicorte es similar al equipo usado en el proceso de
soldadura oxiacetilnica, las diferencias son que en el proceso de oxicorte se debe emplear
un cilindro ms de oxgeno para suministrar l oxgeno de corte, las boquillas y sopletes
sern diferentes a los empleados en el proceso de soldadura oxiacetilnica.
1.- SOPLETE CORTADOR.- Se diferencia del soplete de soldar en la forma de la
boquilla y en que dispone de una palanca adicional para controlar el chorro del oxgeno de
corte, cuenta al igual que un soplete de soldar con los grifos llaves reguladoras del oxgeno
y del acetileno que permiten regular la llama de calentamiento (Fig. 2.40).
Fig. 2.40 Soplete para los procesos de oxicorte.
2.- BOQUILLAS.- La boquilla lleva un orificio central, por el que sale l oxgeno de corte,
rodeado de otros ms pequeos que suministran la mezcla combustible para la llama. Cada
soplete va provisto de un juego de boquillas intercambiables, de distintos tamaos, que
permiten el corte de diferentes espesores; as mismo existen boquillas especiales para
trabajos tales como rasurado, desguace, levantamiento de remaches, etc.
3.- ACCESORIOS.- El corte manual es practico pero lento en trabajos de produccin
en serie, por lo que se cuentan con dispositivos sencillos que permiten acelerar el trabajo,
como las carretillas para cortes de gran longitud barras comps que sirven para el corte de
curvaturas a diferentes radios incluyendo circunferencias.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Para aumentar la velocidad de ejecucin del proceso disminuyendo el costo del
proceso, se tienen diversos dispositivos, desde la simple carretilla hasta las mquinas
totalmente automticas; dentro de estas mquinas se tiene al pantgrafo de oxicorte, el cual
reproduce en corte el trazo de un patrn, de una plantilla de un dibujo (Fig. 2.41).
Fig. 2.41 Disposicin de los elementos en una tobera.
El pantgrafo cuenta con dos guas paralelas de rodamiento y de un carro cuyas
ruedas se desplazan en stas guas que a la vez, conducen a una varias cabezas de corte;
entre las ruedas cuenta con un mecanismo compuesto por un motor que acciona una moleta,
el movimiento transversal del conjunto se trasmite a las cabezas de manera que todo el
movimiento de la moleta, se trasmite al soplete. La moleta puede ser accionada a mano
siguiendo el contorno de un dibujo y el soplete seguir exactamente su desplazamiento (Fig.
2.42).
Corte de un disco grueso.
Fig. 2.42 Dispositivo auxiliar utilizado en el proceso de corte.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2.2.1.2 Oxicorte con polvo.
El oxicorte normal no es aplicable a los metales que forman xidos de alto punto de
fusin, como el aluminio, el bronce, las aleaciones de nquel, los aceros muy carburados, en
algunas fundiciones, en aceros de tipo especial (s el manganeso, el molibdeno, el cobalto
el vanadio se encuentran presentes en un elevado porcentaje) y en aceros al cromo (s el
porcentaje de cromo es mayor del 5%); debido a que las temperaturas de fusin de estos
materiales son ms bajas que las de sus xidos.
Para el corte de estos metales es necesario introducir polvo muy fino en la corriente
del oxgeno de corte que acta como fndente abrasivo. En algunos casos se utiliza una
mezcla de polvo de hierro y de aluminio para el corte de latn, cobre y aleaciones de alto
contenido de nquel. El aluminio libera una mayor cantidad de calor que cuando se usa slo
el hierro; el polvo de hierro facilita el corte de los aceros inoxidables y mejora la calidad de
los cortes sobre piezas de fundicin. Para este proceso se emplea un soplete especial, el
cual se equipa con un conducto para los polvos, una boquilla y una vlvula que permite abrir
cerrar el paso de los mismos. El polvo, contenido en un depsito adecuado, es arrastrado
hacia el soplete por una corriente de aire comprimido de nitrgeno (Fig. 2.43).
BOQUILLA
Fig. 2.43 Representacin del proceso de oxicorte.
2.2.1.3 Corte con arco.
En este proceso el calor necesario para fundir a los metales, se obtiene del arco
elctrico que se forma entre un electrodo y el material mismo parte por cortar; en trminos
generales este proceso es semejante al proceso de soldadura por arco, la diferencia estriba
en que en este proceso se trabaja a mayores intensidades de corriente que en los procesos
de soldadura, para lograr que los metales se fundan y desprendan con mayor facilidad.
El corte por arco se usa en aceros inoxidables, en aceros con alto contenido de
cromo y/o tungsteno. Al igual que en los procesos de soldadura, los procesos de corte se
identifican por el tipo de electrodo usado para generar el arco, as tenemos los procesos de
corte trmico por arco usados en la actualidad. El equipo necesario para efectuar estos
procesos, son los mismos que se mencionaron en los procesos de soldadura y los cuidados
que se deben tener es una combinacin de los establecidos para soldadura con otros
adicionales de acuerdo al trabajo a realizar.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2.2.1.4 Corte por arco con electrodos de carbn.
El arco de carbn tambin se emplea para realizar operaciones de corte; es un
proceso de fusin localizada, por lo que la calidad del corte es baja debido a la irregularidad
de los bordes. En este mtodo al igual que en los dems procesos de corte por arco, la
corriente debe ajustarse a un valor ms elevado que el usado normalmente para soldar
espesores similares; la inclinacin del electrodo debe ser tal que el borde inferior de la
sangra vaya avanzando por delante del borde superior, adems del movimiento de avance,
es necesario empujar con el arco sobre el bao para facilitar la eliminacin del metal fundido.
2.2.1.5 Corte con carbn y aire (mtodo arco-aire).
El mtodo arco-aire, es una tcnica en la que la eliminacin de material, se origina
por un proceso de fusin localizada bajo la accin de un arco que salta entre la pieza y un
arco de carbn. Para la alimentacin de corriente se utiliza un generador convencional de
corriente continua de corriente alterna, como los usados en la soldadura por arco con
electrodos revestidos; sin embargo las exigencias de la intensidad en los electrodos de
carbn son mayores.
FIG. 2.44 Portaelectrodo convencional del proceso de arco-aire
Los electrodos de cobre-grafito, se sujetan en un portaelectrodos especial en el que
adems de tener el cable de corriente, debe contar con un conducto por el que pueda entrar
aire presurizado as como de un pulsador que permita no el paso de aire. Los electrodos
pueden ser desnudos recubiertos con una pelcula de cobre; los primeros son econmicos,
pero los cobreados duran ms, soportan mayores intensidades y producen cortes ms
uniformes (Fig. 2.44).
A medida que el metal se va fundiendo, un chorro de aire a presin se dirige hacia el
bao, para eliminar el metal fundido. La alimentacin del aire comprimido se conecta
directamente al portaelectrodos para que mediante el pulsador se regule el paso del mismo.
El aire se suministra con un compresor ordinario, a una presin de entre 2.8 kg/cm2 y
5.6 kg/cm2 dependiendo del espesor a cortar y por lo tanto del dimetro del electrodo
empleado.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Mediante este proceso podemos realizar diferentes trabajos adems del corte; por
ejemplo para ranurar, su profundidad y forma depende del ngulo de inclinacin del
electrodo y de la velocidad de avance, as para lograr ranuras profundas los ngulos deben
ser grandes y las velocidades lentas debido a que si se trabaja a altas velocidades con el
electrodo casi horizontal se lograra una ranura suave poco profunda.
El ancho de la ranura depende del dimetro del electrodo; para hacer esta operacin
el electrodo debe sujetarse de tal manera que la nariz del portaelectrodo y la pieza se
separen de 15 a 10 cm. El electrodo debe tener una inclinacin hacia atrs para que el
chorro de aire incida sobre el bao ligeramente detrs del electrodo.
La tcnica del corte es la misma, slo que se trabaja con el electrodo ms vertical y
con su extremo dirigido hacia el bao, de manera que se pueda perforar el metal a cortar.
Para cortar metales no ferrosos de gran espesor se sostiene el electrodo en un plano vertical
con una inclinacin a 45 grados de manera que el aire incida sobre el bao, adems de dar
el avance se debe dar al electrodo un movimiento alternativo arriba y abajo (aserrado) para
facilitar la perforacin del metal. De manera semejante se puede lograr el levantamiento de
material y el achaflanado de piezas, con el uso de este proceso.
2.2.1.6 Corte por arco con electrodos revestidos.
Este proceso nos permite lograr la limpieza y precisin del oxicorte, es relativamente
rpido, econmico y efectivo para cortes de desguace (sobre aceros, fundiciones, para el
corte de pequeas piezas y para trabajos en zonas de difcil acceso).
Su fundamento es sencillo; si tomamos en cuenta que en el arco elctrico se
alcanzan altas temperaturas de entre 3600 C a 5500 C, mientras que la mayora de los
metales tienen un punto de fusin ms bajo, llegando a la conclusin de que el corte es
relativamente un proceso de fusin localizada.
El corte puede realizarse con corriente continua con corriente alterna y con el
empleo de electrodos revestidos ordinarios. Para realizar un corte por arco, con electrodos
revestidos, proceder como sigue:
1.- Ajustar el grupo con la misma polaridad que la utilizada para soldar con el tipo de
electrodo seleccionado.
2.- Utilizar electrodos revestidos ordinarios, de los tipos E-6010 E-6011, el
dimetro depende del espesor a cortar y de la mxima intensidad que puede suministrar el
generador usado (normalmente hasta 3 mm de espesor suelen emplearse electrodos de 2.5
mm de dimetro y para espesores mayores a 6 mm deben usarse electrodos de 4.0 mm).
Para conocer ciertos parmetros, existen tablas con valores orientativos de intensidades y
dimetros de electrodos a utilizar para el corte de distintos espesores, esto es de acuerdo al
fabricante de las fuentes de poder.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
3.- Situar la pieza en posicin horizontal e iniciar el corte en el extremo inferior del
borde. Cuando el dimetro del electrodo sea mayor que el espesor a cortar basta con
desplazar el electrodo a lo largo de la pieza, sin ningn tipo de balanceo.
4.- Si el espesor a cortar es mayor que el dimetro del electrodo, adems del
movimiento de avance, es necesario comunicar al electrodo un movimiento de zigzagueo. El
cual consiste en levantar el electrodo, con un movimiento rpido, y a continuacin, empujar
hacia abajo sobre el bao para facilitar le eliminacin del metal fundido.
5.- Para espesores mayores de 3 mm es ms fcil el corte vertical.
6.- Para seccionar redondos, iniciar el corte en un extremo y progresar hacia el centro
de la barra. Enseguida se debe empezar en el lado opuesto y seguir hasta completar el
corte.
2.2.1.7 Corte por arco-plasma.
En el proceso de corte trmico por arco-plasma, un arco elctrico y una columna de
gas ionizado son forzados a travs de un orificio de dimetro pequeo entre un electrodo y el
metal a ser cortado; cuando este chorro de plasma a alta temperatura y a alta velocidad junto
con el arco elctrico estrecho golpea la pieza de trabajo, el calor intenso la funde en un rea
muy concentrada y el metal fundido es soplado fuera por la alta velocidad del gas.
Este es el sistema ms recomendado para cortar a grandes velocidades los aceros
inoxidables y los metales no frricos; tambin es aplicable a los aceros al carbono, en los
que permite tener cortes con la misma calidad que los que se hacen a la llama con la ventaja
de ser ms rpidos.
En el soplete de corte por arco-plasma el extremo del electrodo va oculto en el interior
de una boquilla, la cual va provista de un orificio relativamente pequeo que permite contraer
el arco, concentrando la energa y aumentando su temperatura. El gas a presin que fluye a
travs del arco, se calienta a elevadas temperaturas, convirtindose en plasma; puesto que
el gas no tiene libertad de dilatacin, debido a la construccin de la boquilla, se ve obligado a
salir por el mismo orificio que el arco bajo la forma de un chorro supersnico ms caliente
que cualquier llama. La concentracin de calor que se genera produce la fusin localizada de
cualquiera de los mtales conocidos, y la elevada velocidad del chorro de plasma expulsa
fcilmente el metal fundido, a travs de la sangra.
Temperaturas ms grandes son posibles a causa de un alto flujo de gas, el flujo
forma una capa lmite de gas no ionizado relativamente fra dentro del barreno de la boquilla;
esta por turno, incrementa la cantidad de estrechamiento del arco.
El espesor de esta capa lmite puede ser incrementada por arremolinamiento del gas
de corte forzando el enfriamiento, y en donde el gas no ionizado se emplea para mover
radialmente hacia fuera y formar una capa lmite ms delgada.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
2.2.1.7.1 Equipo y materiales requeridos en el proceso.
Para realizar un corte por arco-plasma se emplean generalmente los mismos
elementos descritos en el tema de soldadura por plasma; considerando pequeas
diferencias en algunos aspectos que a continuacin se mencionaran. Al iniciar una actividad,
hay que ajustar previamente el generador y la fuente de alimentacin de gas a los valores
adecuados, a continuacin al pulsar el mando de arranque para que la unidad de control
realice automticamente las diferentes operaciones en la secuencia adecuada.
1: Gases de corte.- El gas plasma a utilizar, dependen del tipo de material y de los
requerimientos de calidad en la superficie del corte, el cual puede ser aire comprimido,
oxgeno, nitrgeno mezcla de argn-hidrgeno; el gas secundario (de enfriamiento)
usualmente es aire comprimido, dixido de carbono, nitrgeno el agua.
Cuando se trabaja con metales no ferrosos generalmente se emplea el nitrgeno,
mezclas de nitrgeno-hidrgeno de argn-hidrgeno. Al trabajar con el titanio y el circonio,
se emplea slo el argn debido a su susceptibilidad y a la fragilizacin por los gases
reactivos.
En el corte de aluminio y de los aceros inoxidables los mejores resultados se tienen
con mezclas argn-hidrgeno nitrgeno-hidrgeno; mientras que para aceros ordinarios al
carbono, requieren un gas oxidante, aunque puede usarse oxgeno nitrgeno, el aire
comprimido ha demostrado ser el gas ms eficiente para gas plasma; el nitrgeno se usa
para el plasma formando gas con el oxgeno inyectado al sistema protegiendo con ello la
vida del electrodo al evitar su contacto con el oxgeno puro. En algunos cortes con el sistema
de flujo dual el nitrgeno es empleado para el gas plasma con dixido de carbono como gas
protector, para cortes de mayor calidad se usa como gas plasma la mezcla argn-hidrogeno
y como proteccin al nitrgeno.
2: Fuentes de energa y unidad de control.- El generador para corte con plasma es un
rectificador especial con una tensin de vaco de 400 V en trabajos con materiales de
espesor considerables (50 mm aproximadamente), para trabajos ms ligeros en un rango
de 120-200V con rangos de corriente en la salida de entre 70 y 1000 A dependiendo del
espesor del material y de la velocidad de corte.
Fig. 2.45 Representacin del control de mando.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
La unidad posee un cuadro de mandos que permite controlar automticamente la secuencia
de las operaciones como el arco piloto, la circulacin de gases, la velocidad de avance y al
circuito de refrigeracin por agua (a una presin de 4 a 7 kg/cm2), el cual permite conservar
la temperatura del soplete dentro de limites razonables durante la operacin de corte (Fig.
2.45).
3: Sopletes.- Los sopletes para corte con plasma al igual que para soldadura, son
similares en su diseo a una buja automotriz comn, debido a que se dividen en secciones
positivas y negativas separados por un aislante, el gas es conducido hacia un punto entre
dos elementos elctricos, se aplica una chispa de alto voltaje entre el electrodo y la boquilla
positiva, ionizando el gas que conducir una pequea cantidad de corriente hacia la boquilla
(2.46).
Este arco no transferido es el arco piloto el cual tpicamente se extiende a travs del
orificio de la boquilla aproximadamente de 19.0 mm a 25.4 mm, ionizando directamente todo
el gas enfrente del orificio y es quien determina la trayectoria que deber seguir el arco del
corte principal.
Fig. 2.46 Conexin de los sopletes para corte por plasma.
Cuando el arco principal esta encendido, la columna de gas creada dentro del soplete
alcanza temperaturas excediendo los 22,204C. Este arco sper calentado es enfocado a
travs de un orificio muy pequeo dentro de la boquilla del soplete.
Por ejemplo, un sistema de 105 Amp., aplica 12,000 watts aproximadamente de
energa a travs de un orificio no enteramente de 1.5 mm dentro del dimetro sobre 4,650
watts/mm2.
En los sopletes con inyeccin de agua esta incide simtricamente a un lado del
orificio de la boquilla estrecha para estrechar ms lejos la flama de plasma as como proteger
al plasma de mezclarse turbulentamente con la atmsfera circundante.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
El plasma estrecho por el agua genera un corte angosto bien definido con
velocidades superiores a los del plasma convencional, debido a que la mayor parte del agua
sale de la boquilla como un liquido rociado enfriando el ancho del corte produciendo una
equina bien delineada limpia y casi sin escoria.
2.2.2 OTROS PROCESOS DE CORTE
2.2.2.1 Corte con rayos lser
Cuando la energa de un haz lser se en foca sobre una pieza de trabajo, una parte de la
misma es absorbida producindose calor, y este calor se usa para cortar el material (Fig.
2.47).
Fig. 2.47 Corte por lser
En el proceso de corte por lser se utiliza para dar mejores acabados de piezas
grandes y pequeas. La principal ventaja del corte lser es que representa una opcin ms
para cortar geometras complejas con gran precisin y relativamente a un bajo costo (a corto
plazo), ya que no requiere fabricacin de matrices; adems de tener las siguientes ventajas:
No existe contacto mecnico con la pieza a cortar.
Es un proceso automatizado.
No requiere fabricacin de matricera.
Alto aprovechamiento de material.
Reduccin de la zona afectada por el calor.
Altas velocidades de corte.
Alta precisin y capacidad de corte de detalles.
Corte limpio (sin rebabas).
Corte de gran variedad de materiales
La nica desventaja que tiene el corte por lser, es de los materiales que no se pueden
cortar debido a su reflectividad, como son: el cobre, el bronce y el vidrio. El aluminio tambin
es un material complejo de cortar con lser, sin embargo, este s se puede.
El corte lser controlado por computadora, es una forma rpida, precisa y de alta
repetitividad de crear piezas de todas las formas y tamaos en planchas de los ms diversos
materiales.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
El sistema es alimentado por dibujos CAD (diseo asistido por computadora) de las piezas
que se desea cortar y es capaz de optimizar el uso de los materiales. Todo esto lo hace ideal
para el corte (as como el marcaje) de geometras complejas en forma rpida (Fig. 2.48).
El formato en que hay que enviar los archivos para el corte lser en general, son todos los
archivos en formato vectorial (para computadora).
De preferencia en formato DWG DXF (extensin del archivo para dibujo). Tambin
sirven los archivos EPS, FH9 CDR (para todos estos, es conveniente indicar una medida
de referencia, ya que el tamao se pierde en el proceso de conversin a Auto-CAD en su
caso ver el formato que se ocupe en el momento si lo anteriores mencionados ya no son
funcionales).
El costo del corte por lser se evala bsicamente por tiempo de uso de mquina.
Para esto se debe tomar en cuenta el material, el espesor, el nivel de detalle de la
geometra, el permetro total y el nmero de penetraciones de la pieza a cortar.
Fig. 2.48 Utilizacin del corte por lser para letreros
2.2.2.1.1 Equipo y materiales requeridos en el proceso.
En las ltimas dcadas la ciencia y la ingeniera de materiales se han beneficiado del
empleo de los equipos lser de alta potencia para el desarrollo de nuevas tecnologas de la
elaboracin de materiales. El corte por lser se puede utilizar en el diseo industrial, letreros,
calderas y repuestos mecnicos entre otros.
Las nuevas posibilidades tecnolgicas ofrecidas por una fuente de calor con
caractersticas muy particulares (coherencia y monocromaticidad) son muy interesantes y se
hacen cada vez ms atractivas en relacin con las posibilidades de automatizacin de los
procesos industriales.
Los tratamientos superficiales con lser de alta densidad de energa producen
cambios, en la micro-estructura, responsables de las modificaciones de las propiedades de
la superficie del material a tratar. Este sofisticado material es el resultado de apoyo de los
sectores industriales de punta a tecnologas tales como la mecnica de precisin, ptica
avanzada, microelectrnica, informtica y robtica.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
El desarrollo de nuevas tecnologas estructurales dar origen a un nuevo conjunto de
propiedades, todo ello por la aplicacin del equipo lser disponible en el mercado. La ciencia
de la ingeniera de superficie ser una de las ms beneficiadas por estos tratamientos.
2.2.2.2 Corte por haz de electrones
Este mtodo de corte utiliza electrones acelerados a una velocidad equivalente a tres cuartas
partes de la velocidad de la luz. El proceso se realiza en una cmara de vaco para reducir la
expansin del haz de electrones a causa de los gases de la atmsfera. La corriente de
electrones choca contra un rea de la pieza delimitada con precisin. La energa cintica de
los electrones se convierte en calor al chocar stos contra la pieza, lo que hace que el
material que se quiere eliminar se funda y se evapore, creando orificios cortes. Los equipos
de haz de electrones se suelen utilizar en electrnica para grabar circuitos de
microprocesadores (Fig. 2.49).
Fig. 2.49 Seccin transversal simplificada de un sistema de columna ptica y orificio, con haz de
electrones y vacio nulo.
Todos estos aspectos generales de los procesos de soldadura y corte que se mencionaron
en este capitulo, es para hacer una exposicin general de los factores de riesgo y de
seguridad e higiene que intervienen en la seleccin y uso del equipo.
Con mucha frecuencia se selecciona el equipo de soldadura corte para un trabajo dado por
su disponibilidad, su costo u otros factores pero siempre debe considerarse ante todo la
funcionalidad y la seguridad. Mencionando que un equipo de bajo costo puede ser muy
costoso si no puede trabajarse con l en condiciones ptimas de seguridad, pues todo debe
hacerse bajo un funcionamiento correcto, protegiendo lo ms posible al trabajador.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
CAPITULO 3
FACTORES DE RIESGO EN LOS PROCESOS
3.1 FACTORES ADVERSOS.
La importancia de los alcances generados por los factores adversos en la soldadura y
corte, esta centrada bsicamente en seis agentes que son los fsicos, qumicos, biolgicos,
psicosociales, ergonmicos y ambientales, causantes de varios accidentes y enfermedades
dentro del rea de trabajo.
Los grupos de factores que producen riesgos laborales son estudiadas por la
seguridad e higiene industrial y la cual se define como: La ciencia que se dedica al
reconocimiento, evaluacin y control de aquellos factores de riesgo que son originadas en el
lugar de trabajo y que pueden ocasionar algn malestar significativo entre los trabajadores
ambiente laboral.
Dichos factores generan peligros potenciales e involucran a las personas dentro de
los procesos de la soldadura y corte, donde suelen presentarse en dispositivos aparatos
que tienen movimiento, encierran presin, giran, tienen altas temperaturas, conducen
electricidad simplemente originan una causa para terminar en accidente; pudiendo llegar a
lesionarse durante fuera del lugar de operacin, causando efectos adversos en el trabajo y
en la salud.
Los riesgos que se producen en la soldadura y el corte regularmente son atribuidos a
exposiciones orgnicas mixtas y a la falta de seguridad en los centros de trabajo siempre y
cuando no cumplan con las normas.
3.1.1 AGENTES QUMICOS.
Aqu se encuentran los humos y gases; que son formados generados por los
procesos de soldadura corte y los causantes de producir efectos dainos a travs de
exposiciones frecuentes y que repetidamente generan peligros en la salud.
3.1.1.1 Humos.
El humo es uno de los primeros qumicos en aparecer cuando se suelda se corta.
Se dice que un humo es generado por la volatilizacin de substancias de un metal fundido,
con la subsiguiente condensacin de partculas slidas provenientes del estado gaseoso
(pluma de humo).
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
El agente que genera ms humo en este caso es el de los materiales de aporte,
porque al ser sometido a elevadas temperaturas desprende ciertas partculas en forma
gaseosa (normalmente tienen un dimetro menor que 1 micrmetro- m) que van
contaminando el ambiente de trabajo.
Para esto, los humos no son las nicas fuentes de partculas transportadas por el
aire, ya que los materiales de los flujos y de los metales de aporte usados en los procesos
tambin estn en forma de polvo como por ejemplo, la soldadura por arco sumergido y la
soldadura por horno entran en el aire como polvos fugitivos.
Dada la situacin previa, se debe saber que la composicin qumica de los humos
transportados por el aire generalmente refleja la composicin elemental de los metales base,
los de aporte y del flujo pero algunos de los componentes del humo en ocasiones tienen
diferentes compuestos. Todas esas concentraciones de diferentes componentes en los
humos varan dependiendo de cada trabajo y de su proceso, por lo que ser necesario que
se determinen algunos de estos para saber los riesgos que esta expuesto el trabajador.
3.1.1.2 Metales alcalinos y alcalinotrreos.
Los metales alcalinos son slidos blandos de bajo punto de fusin, se oscurecen
rpidamente en el aire y por ignicin se queman, para formar varios tipos de xidos, entre
ellos se encuentra el Litio, Sodio, Potasio, Rubidio y Cesio. Los elementos alcalinotrreos
son ms reactivos y perjudiciales que los alcalinos; entre los que se encuentra el calcio, el
estroncio y el bario, mientras que el magnesio y el berilio son menos reactivos que los tres
anteriores.
Para esto se debe conocer que las concentraciones transportadas por el aire del
calcio, magnesio, potasio, y del sodio son significativamente ms grandes en las emisiones
de los electrodos que contienen la canamida clcica (bajo-hidrgeno), que en electrodos que
no la contienen.
Aunque las concentraciones varan enormemente dentro de las dos clases, el de
bajo-hidrgeno generalmente produce concentraciones ms altas de calcio, magnesio,
potasio y sodio en sus humos; en tanto que el de alto carbono produce humos como el
monxido de carbono que van minando la salud poco a poco.
3.1.1.3 Aluminio.
El aluminio es un elemento metlico, plateado y relativamente blando; sin embargo,
tanto el metal como sus aleaciones tienen suficiente dureza como para poder usarlos como
metales estructurales.
El aire corroe la superficie fresca de aluminio a temperatura ambiente y forma una
capa coherente de xido (Al3O3) la cual evita que contine su oxidacin. Si no fuera por esa
capa protectora el aluminio no tendra ningn uso comn en el rea de la soldadura.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Generalmente el aluminio es encontrado en cantidades pequeas en humos de todo
los tipos de electrodos es decir, en los electrodos de bajo-hidrgeno y no-bajo-hidrgeno,
tienen un rango de 0.21% a 1.44% de aluminio (como Al2O3), que daan la salud y afectan
bsicamente a los pulmones. El aluminio sirve como base para un proceso mediante el cual
se eliminan impurezas principalmente de hierro, silicato y titanio.
3.1.1.4 Berilio.
El berilio se encuentra principalmente en el mineral de silicato llamado berilio este es
producido por la composicin de los humos de las varillas con aleacin de bronce y berilio
que utilizan en soldadura. El berilio constituye un riesgo ocupacional para la salud
reconocido hace poco, ya que es muy txico en pequeas dosis (de 4 a 5 g/ m3), y es
considerado uno de los ms peligrosos. Se dice que puede afectar a los pulmones
acompaados tambin de perturbaciones metablicas generales como anemia, perdida de
peso, debilidad y tos crnica.
Es posible que se produzca una dermatitis como consecuencia del berilio y sus
componentes; su forma principal de entrada al cuerpo es por inhalacin. Con este agente
qumico se recomienda que no se haga una limpieza por medio de fregado en seco de las
paredes y suelo del rea de trabajo, ya que puede causar una re-dispersin de humos que
contengan concentraciones de berilio.
3.1.1.5 Cadmio.
El cadmio es un metal blanco parecido al zinc, est se usa en las uniones con la
soldadura base de cadmio y en la soldadura fuerte. Las concentraciones de cadmio en las
zonas de trabajo son aproximadamente de 10 a 250 g/ m3, las cuales entran al cuerpo
principalmente por la inhalacin de humos desprendido por el metal fundido al momento de
soldar y llegando a ser muy venenoso por la ingestin de pequeas partculas.
La absorcin de estos humos de cadmio puede causar dolor en el pecho, colapsos,
debilidad, nusea, prdida de apetito y vmito. Y en casos ms graves la vctima puede
tener estremecimientos y sacudidas fuertes, parecidas a los sntomas de envenenamiento
por zinc.
3.1.1.6 Carbono.
Debido a que el zinc puede contener carbono como una impureza; cantidades
significantes de carbono pueden ser generadas cuando se suelda con acero cubierto de zinc
acero tratado trmicamente en zinc. Las concentraciones de carbono se mantienen en el
aire de las reas de trabajo, donde se ejecutan cortes con oxiacetilno y soldadura por arco
en aceros impermeabilizados con zinc. En la soldadura por arco, las concentraciones de
carbono que se generan en el rea de trabajo tienen un cierto rango de 0.9 a 15.2 g/ m3.
Por lo que se recomienda que cuando se sold con acero cubierto de silicato de zinc con el
acero galvanizado, se tenga mucho cuidado ya que generan partculas de carbono con un
rango de 0.4 a 0.7 g/m3.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Durante la soldadura con oxiacetilno, el rango de las concentraciones de carbono va
desde 1.2 a 3.5 g/m3 con acero cubierto de silicato de zinc, y con rangos de 0.2 a 0.7 g/ m3
en el acero galvanizado. Todas estas concentraciones provocan en el ser humano un
enfisema pulmonar, el cual llega a ser tan grave que produce un metstasis en los pulmones
y puede afectar a varios rganos que ocasionan la muerte (entre los rganos que llega a
afectar esta el pncreas y el hgado).
3.1.1.7 Cromo.
Las concentraciones de cromo y su estado de oxidacin varan dentro de los humos
dependiendo bsicamente de los procesos de soldadura corte y del metal base que se
usarn. Este se presenta bsicamente en los procesos de soldadura por arco, en el gas de la
soldadura por arco de tungsteno, en el gas del metal para soldadura con arco y en el corte
por plasma.
Los anlisis que se han realizado en las zonas de trabajo con estos tipos de procesos
se ha visto que la capa de metal formada por la soldadura por arco producen altas
concentraciones de humos con cromo soluble con el agua, lo cual genera aproximadamente
de unos 720 g/ m3 de partculas dainas.
En la soldadura por arco de tungsteno se producen concentraciones de cromo por de
bajo de los 10- g/ m3 (la concentracin ms alta puede ser de 45 g/ m3). Durante el corte de
arco por plasma por soldadura por arco, no se generan muchas concentraciones de cromo.
Para la soldadura por gas, se generan concentraciones de cromo de
aproximadamente de 20 g/ m3, (principalmente en forma insoluble) que se adhieren a la piel
de la persona ocasionando a veces cncer. El polvo de cromo que es inhalado por el
trabajador en estos procesos durante largos periodos de tiempo llega a padecer una
bronquitis crnica. Sus efectos crnicos son fundamentalmente debidos al contacto directo
con la piel y a la respiracin de los polvos de cromo de soluciones de cido crmico que
daan las membranas mucosas y los pulmones, que puede generar hasta el asma.
Uno de los sntomas para darse cuenta de que estn afectados los trabajadores, es
cuando empiezan a aparecen ulceraciones en la piel (por lo regular estas se ven en las
manos, los dedos y en los antebrazos). Y cuando los compuestos llegan a entran a los vasos
nasales pueden ocasionar inflamaciones en las membranas mucosas, ulceracin
perforacin del tabique nasal, pudiendo a veces a ocasionar la muerte.
3.1.1.8 Fluoruros.
Los fluoruros son compuestos del fluoruro y pueden presentarse bajo la forma de
polvos, humos vapores. Estos se presentan en los electrodos de bajo-hidrgeno que
producen cantidades significantes de compuestos de fluoruro en los humos de la soldadura,
(los humos de soldadura por lo regular contienen del 11% al 18% de fluoruro). Los electrodos
el alta-aleacin contienen del 1 a 5 mg de fluoruro por electrodo generando (los humos
contienen un 9% a 26% de compuestos de fluoruro).
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Estos compuestos de fluoruro irritan la nariz, a la garganta y atacan a la piel cuando
aparecen en forma lquida hmeda. Para protegerse de estos humos de una forma
inmediata, es recomendable lavarse de inmediato en la zona de contacto con el fluoruro y
usar bastante agua para lavar bien el tejido afectado, evitando de esta manera algn riesgo
en la piel. Para mejor proteccin de los fluoruros se debe usar equipo de proteccin personal
de neopreno que proteja a todo el cuerpo.
3.1.1.9 Hierro.
El Hierro es el principal constituyente del humo cuando se ejecuta la soldadura por
arco gas en un acero que no tiene aleacin. La soldadura por arco sobre el acero genera
concentraciones de hierro en los humos que sobrepasan los 20 g/m3. Se encuentra la ms
baja concentracin geomtrica de hierro en unos 14 g/m3 durante la soldadura de acero no
aliado y no pintado. Hay una concentracin de 30 g/ m3 durante la soldadura de acero
aleado y pintado. La concentracin de hierro (xido frrico) es media, en provenientes de
soldadura por arco y donde se ejecuta con acero de bajo carbono.
La concentracin del hierro aumenta linealmente con el incremento de la soldadura
por arco presente (es decir, que el coeficiente de la correlacin es de = 0.323, < 0.001).
Mientras que los soldadores que ejecutan cortes, (con el oxicorte y uniones con la soldadura
por arco) se encuentran con concentraciones de xido de hierro con un rango de 0.65 a
1.7 g/ m3 generndose dentro de las caretas de los soldadores y de un 1.6 a 12 g/m3 fuera
de ella. Con ese rango de hierro en el ambiente de trabajo la exposicin crnica a este
agente qumico puede producir una bronquitis y un dao pulmonar permanente.
3.1.1.10 Manganeso.
Este se presenta al soldar muchas varillas que contengan manganeso, dada que la
operacin cuando genera el calor se vaporiza y produce un promedio de concentraciones de
manganeso en el humo aproximadamente de unos 0.14 g/ m3. Pero hay que saber que en
el rea de trabajo en donde los soldadores ejecutan soldadura con metal de aporte y en
forma de gas arco, tienen concentraciones del manganeso en un promedio de 3.1 g/ m3
durante la soldadura en acero con bajo contenido de carbono preparado y 1.4 g/m3 con
soldadura en acero con bajo contenido de carbono no preparado.
El porcentaje de manganeso en los humos de soldadura depende de los electrodos
(ya sea por la marca el proveedor) por que los humos provenientes de los electrodos de
hierro titanado, tienden a contener concentraciones ms altas de manganeso comparados
con los humos generados de electrodos de cal.
Esas concentraciones generalmente atacan al sistema neuromuscular (que puede
generar el sndrome tipo Parkinson), su envenenamiento se caracteriza por la rigidez de los
msculos y por la falta de coordinacin en las extremidades, estos efectos si prosiguen se
les llegan a dar de incapacidad a los trabajadores.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Entre los sntomas de fcil observacin es tener perturbaciones al caminar, dificultad
en moverse hacia atrs (es decir, sin caer), balbuceo y otras dificultades al hablar, tambin
tienen temblores y retorcimiento muscular, pero en ocasiones les puede dar una parlisis
facial acompaado de una debilidad y mareo.
3.1.1.11 Nquel.
La soldadura por arco, la soldadura por arco de gas metal y corte por plasma, de un
acero inoxidable generan altos humos de nquel. Pues esos tipos de soldadura por arco
producen concentraciones de nquel de 160 g/ m3; la soldadura de gas metal arco produce
concentraciones altas de 60 g/ m3; y el de corte por plasma por lo regular produce
concentraciones arriba de los 470 g/ m3. Todas las soldaduras antes mencionadas
aplicadas al acero inoxidable, tienen una concentracin de aproximadamente 25 g / m3. As
tambin la soldadura por arco sumergido genera concentraciones de aproximadamente 5 g
/ m3.
Para la soldadura por arco gas metal tiene una concentracin media de partculas
transportadas por el aire, que son aproximadamente de 6 g nquel/ m3 (con un mximo de
46 g nquel/ m3) proveniente de la soldadura de aceros aleados con el nquel. La
concentracin de partculas transportadas por el aire hace que el nquel exceda el 15 g/ m3,
en donde la accin de este compuesto es insidiosa. Los primeros sntomas por la inhalacin
de este qumico son intranquilidad, respiracin difcil durante la exposicin y seis horas ms
tarde puede dar fiebre, produciendo as un edema en los pulmones, que puede ser tan
grave como para llegar a cerrar completamente los sacos de aire.
3.1.1.12 Slice.
La slice contenida en los humos de la soldadura se origina por la capa en el
electrodo que vara en la cantidad y del tipo de electrodo usado. La presencia de slice en
humos regularmente es generada por la soldadura de arco sumergido y la soldadura de
acero de bajo carbono que normalmente usan ingredientes en los flujos de slice y silicatos
en electrodos cubiertos con acero bajos de carbono.
Los polvos compuestos por silicatos y otras substancias pueden ser responsables de
varias formas de neumoconiosis y tambin pueden causar la silicosis, cuando los polvos de
silicatos se mezclan con polvos de slice.
Para que pueda producirse la silicosis, los polvos inhalados deben cumplir con ciertos
requisitos. Es decir, estos deben entrar en primer lugar a los sacos de aire de los pulmones
y para hacerlo las partculas de polvo no deben ser de un dimetro menor de 10 m
(micrones), ya que las partculas de mayor tamao son barridas del paso de los pulmones
por los tejidos iliacos de los bronquios. Por eso es importante mencionar que los tamaos
ms peligrosos de estas partculas oscilan entre 1 m y 3 m. La accin de slice sobre los
tejidos de los pulmones se considera que es de carcter qumico y no fsico, an cuando las
partculas de slice sean fsicamente duras y agudas.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Las partculas de slice al entrar a los sacos de aire en los pulmones se traducen en
su momento en una reaccin con los fluidos de los tejidos para generar en el cuerpo una
enfermedad crnica.
La silicosis es una enfermedad progresiva provocada por slice, la cantidad de fibrosis
en los pulmones afectados debe ser en proporcin con la concentracin de polvo de slice
presente; por lo general la cantidad de tiempo que dura la exposicin y los cambios fibrticos
pueden seguir ocurriendo por un espacio de uno a dos aos.
La enfermedad puede ir realizando un avance considerable antes que el trabajador
observe algn sntoma, pues al progresar la enfermedad hay una disminucin en la
elasticidad de los pulmones y se observa una aceleracin en la respiracin de la persona,
este es un sntoma principal de la silicosis sin complicaciones.
Cabe mencionar que si hay alguna presencia de slice en los pulmones se genera el
crecimiento del bacilo de la tuberculosis. As que la silicosis puede verse complicada por una
tuberculosis, presentando as, sntomas adicionales caractersticos de una tuberculosis
pulmonar.
3.1.1.13 Titanio.
En titanio es un metal blanco, brillante que tiene las mejores propiedades del hierro y
del aluminio; es un elemento fuerte, de fabricacin fcil y dctil, pero su alto costo limita su
uso.
Debido a sus cualidades estructurales y a su resistencia qumica se utiliza en la
fabricacin de ciertos equipos para procesos de soldadura que requieren materiales a
prueba de soluciones corrosivas. Entre estos estn los electrodos de slice con volmenes
prximos de 33% para electrodos al alto-titanio y polvo de hierro/xido de hierro, con el 22%
para electrodos con hierro titanado y electrodos de cal de titanio, un 12% para el electrodo
de alta-celulosa, y un 6% para electrodos de bajo hidrgeno.
Un ejemplo que se puede mencionar es que en los electrodos de hierro titanado y de
cal de titanio, producen humos que contienen del 18% al 22% de silicn como dixido de
silicn (SiO2). Y en otros electrodos como los de polvo de hierro/xido de hierro se producen
humos que contienen el 8% y 12% SiO2; y en electrodos de cal producen humos que
contienen el 4% al 11% de SiO2 .
En la mayora de electrodos de hierro titanado, cal de titanio, y de alto-titanio generan
porcentajes similares de titanio en los humos. Existen varios tipos de electrodos que
producen un rango de 0.6% a 2.3% de titanio como dixido de titanio (TiO 2). En diferentes
electrodos de xido de hierro polvo de hierro y bajo-hidrgeno se generan humos con un
rango de 0.1% de TiO2 que es un humo daino. En electrodos de hierro titanado, cal de
titanio, y electrodos de titanio producen un rango de 0.6% a 5.5% de TiO2 en el humo; y en
los electrodos de polvo de hierro, xido de hierro y de cal genera humos que tienen un rango
de 0.2% a 0.9% de TiO2 perjudicando as, la salud del trabajador.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
3.1.1.14 Zinc.
El zinc por lo regular se encuentra en los procesos de corte con oxipropano y
soldadura por arco sumergido y los humos que contiene zinc se generan de la capa
protectora del metal. Las concentraciones de zinc en zonas de respiracin donde no es
detectable son de aproximadamente 8.6 g/ m3.
En la soldadura por arco sumergido de metal con chapa tratado con polvo de zinc y
cromados, producen humos que contienen arriba de 74 g/m3 cuando se tiene una
ventilacin pobre. Los humos de soldadura y corte por flama en el rea de trabajo durante el
proceso generan concentraciones altas de zinc de aproximadamente 44 g/ m3.
Cabe mencionar que los soldadores quienes trabajan con arco gas metal en acero
bajo en carbono son amenazados a ser cubiertos de zinc, tetraxicromato de zinc y xido de
hierro. Hay tambin concentraciones de materiales impermeabilizados donde exceden ms
del 12 g/m3, expresado como xido de zinc en humos de soldadura, producido por la
soldadura de arco en acero durante la reparacin de estructuras.
El acero cubierto con silicato de zinc produce una concentracin de zinc daino de
19.81 g/ m3 durante soldadura por arco elctrico y de un 12.28 g/ m3 durante el corte por
oxiacetilno.
La soldadura por arco elctrico de acero galvanizado produce una concentracin de
zinc daino de 6.63 g/ m3. Se debe saber que el zinc no constituye por s mismo un peligro
extremo para la salud. Sin embargo, cuando se calienta, los xidos de zinc se precipitan en
forma de humo cuando se ponen en contacto con aire ms fri que el del ambiente de
trabajo.
Al enfriarse los xidos de zinc resultantes son precipitados con un efecto txico
significativo. Su inhalacin puede ocasionar sntomas caractersticos, como lastimar las
mucosas de la nariz, la garganta y las membranas mucosas del conducto respiratorio,
causando un tinte gris azulado en la piel. Los humos de cloruro de zinc pueden traducirse
en un dao a los pulmones y, por consiguiente, ocasionar la muerte. Aclarando que el efecto
de inhalacin de los gases de zinc no suelen ser acumulativos como sucede en otros casos.
3.1.1.15 Gases txicos.
Los gases que son arrojados por la quema de combustibles en los procesos (tal como
el propano, acetileno, e hidrgeno) son asfixiantes y como se sabe existen un gran nmero
de gases txicos, tal como el monxido de carbono, xidos de nitrgeno, ozono y varios
productos de las descomposiciones fotoqumicas y pirolticas de hidrocarburos halogenados
que son producidos por reacciones qumicas durante la soldadura el corte.
Todos esos gases y el oxgeno pueden hacer combustin durante su uso y suelen ser
muy peligrosos.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Se debe informar entonces que al escudarse protegerse con gases solos tales
como: el argn, nitrgeno, helio, y dixido de carbono (CO2), normalmente no aparentan ser
un riesgo; pero que en espacios confinados reducidos, los trabajadores pueden tener un
accidente al desplazar oxgeno que contiene el aire del ambiente y no dar ninguna
advertencia de deficiencia de oxgeno, (ya que estos son inoloros e incoloros),
representando un peligro eminente.
Los lmites explosivos ms bajos de estos gases son por ejemplo, un 2.3% para el
propano, un 4.1% para el hidrgeno, y un 2.5% para el acetileno, mientras que el oxgeno es
ms arriesgado a concentraciones muy altas (ms del normal) porque aumenta la
flamabilidad de la ropa y en los materiales bsicamente. Muchos de los gases ms
importantes que se generan en los procesos de soldadura corte con mayor inseguridad se
mencionan a continuacin.
A) Monxido de Carbono (CO).
Las exposiciones del monxido de carbono CO a menudo son resultado de la
reduccin de dixido de carbono CO2 usado para protegerse de la soldadura por arco gas
metal. A menudo las concentraciones son aproximadas a las 3000 ppm (partculas por
milln) mientras hay exposiciones de CO2 cercanas a las 1400 ppm durante la soldadura por
arco gas metal. Las exposiciones de CO, es muy alta en la soldadura por arco de gas metal.
En la mayora donde se ocupa el CO las lecturas tienen un CO basadas sobre 50 ppm, y en
lecturas de la cresta son de 150 ppm. Para la soldadura por arco gas metal, las
concentraciones de CO aumentan, as como el porcentaje de dixido de carbono.
La soldadura efectuada sobre acero con CO2 durante el trabajo se soldadura con arco
gas metal y con pobre ventilacin en un espacio confinado, generan concentraciones de CO
que van aumentando tanto como la duracin de la soldadura se prolonga. En un espacio de
aproximadamente de 4.9 m3 las concentraciones de CO, exceden de los 160 g/ m3 (145
ppm) durante un tiempo de 40 minutos. Mientras que durante el corte por flama de acero
impermeabilizado se hallan concentraciones de CO arriba de los 35 ppm y se generan por lo
regular cuando la ventilacin tambin es pobre.
El corte por flama de acero
impermeabilizado durante la reparacin y construccin de naves en un espacio confinado
producen concentraciones de CO que exceden las 100 ppm. El CO se encuentra fcilmente
all donde se haya producido una combustin incompleta de materiales de carbn.
El gas de carbn el gas manufacturado contienen una gran cantidad de CO
(monxido de carbono), y que al arder aumenta las propiedades combustibles del gas que
las hace ms peligrosas. Pues debemos saber que el CO tiene la habilidad de combinarse
rpidamente con la hemoglobina de la sangre, sustituyendo en ella al oxgeno. Sus signos
inmediatos que se presenta en la persona son envenenamiento, mareo y dolor de cabeza;
seguidos por nuseas, enrojecimiento de la piel, respiracin dificultosa y finalmente la
muerte; al menos que la persona salga prontamente al aire libre puede salvarse. Cabe
mencionar que una persona que pierda la conciencia en una atmsfera de CO morir
rpidamente a menos que se le saque de ese lugar inmediatamente.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
B) xidos de Nitrgeno (NO2).
Un arco de soldadura una temperatura muy alta por soldadura por llama puede
causar que el oxgeno y el nitrgeno en el aire se combinen y forme xidos de nitrgeno
peligrosos. Se ha descubierto que hay dixido de nitrgeno (NO2) en la soldadura con arco
protegido, soldadura por oxiacetilnico, soldadura de arco metlico protegido soldadura de
arco sumergido, en el corte por oxiacetilnico y por oxipropano.
Los electrodos de tungsteno producen de 0.3 a 0.5 ppm de xidos de nitrgeno con
helio protegido y 2.5 a 3.0 ppm con argn protegido, obtenindose altas concentraciones
para ambos cuando el flujo del gas es el doble.
En tanto, que hay bajas concentraciones de NO2 para la soldadura oxiacetilnica, en
la soldadura por arco metlico protegido con argn y en la soldadura con arco de carbono.
Las concentraciones de dixido de nitrgeno siempre sern ms grandes cuando se
incremente la corriente. Y se dice que las concentraciones de NO2 son ms visibles en las
reas donde se genera el humo (dentro de 0.15 m del arco). A ms largas distancias del
arco, las concentraciones decrecen en todas direcciones excepto en la direccin del flujo de
humo. Los humos del NO2, es formado trmicamente y se expande lejos del arco.
En la soldadura oxiacetilnica, el tamao de la flama es un factor importante en la
generacin de xidos del nitrgeno. La tasa de generacin para los xidos de nitrgeno son
10 veces ms altos, con una longitud de la flama no restringida, que con una flama de 10
mm. Adems, los diferentes tamaos de los sopletes del 1 al 8 producen un acrecentamiento
dramtico en las concentraciones de xido del nitrgeno. Mientras tanto la ventilacin sea
adecuada para controlar las exposiciones totales de humos es suficiente para controlar las
exposiciones del xido de nitrgeno.
Los xidos de nitrgeno son formados a una distancia en el corte por plasma
soldadura arco protegido de argn, con una tasa mxima de formacin de 1.75 m a 2.5 m y 4
m, respectivamente. Las concentraciones de xido de nitrgeno por lo regular son
determinadas por lanzamientos de aire pintado dentro de un tubo de cuarzo a varias
distancias simulando un proceso de soldadura y solo se miden esos xidos formados por
medio Radiacin UV.
En el corte con arco de plasma con aleaciones de aluminio con una mezcla de argnhidrgeno generan altas concentraciones, por lo regular son de 2 ppm para el NO2 y 9 ppm
para el xido nitroso (N2O). Ambas concentraciones son determinadas en la ausencia de
ventilacin.
Se dice que hay emisin de xidos de nitrgeno durante el corte con arco por plasma
con varios metales base con 0.5 mm. de espesores. Aunque las concentraciones de N2O, no
son estipuladas, la generacin de porcentajes son muy similares para el corte de acero bajo
en carbono (150 mg/seg), aceros de aleacin (140 mg/seg), cobre (70 mg/seg), latn (80
mg/seg), y aluminio (70mg/ seg).
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Y las emisiones de NO2 estn a razn de 50 mg/seg para acero con bajo contenido
de carbono, 40 mg/seg para acero de aleacin, 45 mg/seg para cobre, 50 mg/seg para latn,
y 40 mg/seg para aluminio.
Todos los xidos de nitrgeno son muy peligrosos, por la razn de lo insidioso
de su actuacin y dada a la naturaleza de estos compuestos hay poco aviso a los
trabajadores expuestos a los mismos. Las personas que trabajen en este ambiente pueden
inhalar cantidades de estos gases sin advertirlo y resultar lesionados gravemente e inclusive
resultar muertas. Pues no ha sido muy infrecuente el que se produzcan ocasiones en donde
los trabajadores se han visto expuestos a estos gases y sentirse bien durante todo el da de
la exposicin, pero al da siguiente pueden resultar muertos por un edema pulmonar. Por lo
tanto todas las concentraciones mayores a 100 ppm deben ser reportadas con el personal
correspondiente para su mejor control.
Como una informacin adicional, se sabe que el nitrgeno cuando se mezcla con el
oxgeno en varias proporciones forma una serie de compuestos dainos. Las formas ms
comunes que pueden presentarse en la industria para el conocimiento de los trabajadores
son las siguientes:
xido ntrico NO,
xido nitroso N2O,
Dixido de nitrgeno NO2,
Tetrxido de nitrato N2O4,
Anhdrido ntrico, Trixido de nitrgeno NO2O3,
Anhdrido ntrico, Pentrxido de nitrgeno N2O5.
C) Ozono.
En la presencia de la luz UV, el oxgeno atmosfrico puede convertirse en ozono.
Entre los mltiples procesos de la soldadura, los procesos de arco de gas metal y soldadura
por gas tungsteno se producen las concentraciones ms altas de ozono, especialmente
cuando el aluminio se usa como un metal base.
En informes tomados por la OSHA, de acuerdo a sus estudios se menciona que
donde se suelda aluminio por medio de soldadura por arco con argn protegido, se encontr
que despus de 3 a 5 min., con una densidad de corriente de 200 Amp, las concentraciones
de ozono obtienen un promedio de 5.1 ppm; y con una densidad de corriente de 250 Amp, el
ozono fue de 7.5 ppm, y con una densidad de corriente de 300 Amp, el ozono era 8.4 ppm.
Todas las concentraciones decrecieron por encima del tiempo a causa de las fuertes
corrientes trmicas formadas del calor durante la soldadura. Con un continuo uso de la
soldadura por argn, las muestras colectadas en la zona de trabajo por los soldadores,
indicaron una concentracin promedio de 0.6 mg/m3 usando una densidad de corriente de
80 Amp.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Esta concentracin aument a 1.0 mg/m3 a una densidad de corriente de 300 Amp;
con un arco pulsado, las concentraciones fueron de 0.5 mg/m3 para un 50% durante el ciclo
de trabajo y 0.7 mg/m3 para un 75% durante el ciclo de trabajo. Cuando tambin se evalo
la generacin de ozono durante la soldadura por arco gas metal de cobre-nquel, nquelaluminio y aleaciones de bronce, las concentraciones de ozono variaron de 0.07 a 0.19 ppm.
Tambin se debe saber que cuando la soldadura por argn con electrodo de
tungsteno se ejecuta en un bloque de cobre, las concentraciones de ozono en la zona de
trabajo son de 0.1 ppm con una corriente de 55 Amp. y de 0.5 a 0.6 ppm con una corriente
de 110 Amp. Mientras que cuando se usa helio, la concentracin de ozono es de 0.1 ppm
con otro nivel de corriente. La soldadura por arco de aluminio produce concentraciones de
ozono 10 veces ms alto que la soldadura por arco de acero con bajo contenido de carbono.
Adems, muchas de las ms altas concentraciones ocurren cuando se usa un electrodo con
aleacin de silicn para soldar aluminio que cuando se usa un electrodo con una aleacin de
magnesio.
Con todo esto se pudo deducir que se incrementan las concentraciones de ozono con
la creciente densidad de la corriente y que la alta energa (longitud de onda corta) da como
resultado rayos UV provenientes de la soldadura con tungsteno causado por la formacin de
ozono.
Se han encontrado que las concentraciones de ozono son ms altas en 0.15 m con la
soldadura por argn que a 0.60 m., sin embargo, lo opuesto se observa con argntungsteno, indiferentemente del metal soldado de la corriente usada.
Las concentraciones de ozono en argn-tungsteno se hall que la tasa de formacin
de ozono medido en un tubo de cuarzo era 10 veces ms alto a 0.2 m que a 0.5 m del arco.
As mismo cabe mencionar que el gas tiene un efecto determinante en la formacin de
ozono. Y que cambiando de argn a helio en la soldadura de arco con electrodo de
tungsteno causa concentraciones de ozono menguantes en el rea de trabajo de 0.5-0.6
ppm a 0.1 ppm indiferentemente del nivel de corriente, ah hay una reduccin similar cuando
se usa CO2 .
En la soldadura por arco gas metal en acero, el argn revestido produce 33 g/min
de ozono, y el dixido de carbono protegido produce 7 g/min de ozono cuando se mide en
un tubo de cuarzo posicionado a 30 cm del arco. El ozono se produce con una concentracin
de 300 g/min durante la soldadura con arco de gas protegido por argn sobre aluminio,
comparado con slo 33 g/min durante el proceso de soldadura con arco de gas protegido
por argn en acero. Se ha dicho que grandes variaciones en las concentraciones del ozono
dependen de las aleaciones de aluminio al ser soldado.
La soldadura por argn en aluminio puro produce 6.1 ppm de ozono a 0.15 m del
arco; la soldadura bajo las mismas condiciones en un 5% de aleacin de magnesio en el
aluminio produce slo 2.3 ppm de ozono; y la soldadura en un 5% de aleacin de silicn en
aluminio produce 14.5 ppm de ozono.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Por consiguiente, siempre hay que considerar que el ozono es un agente poderoso
oxidante, y por lo tanto es un veneno muy potente, ya que se dice que el tipo de metal base
puede afectar la cadencia de produccin de ozono. Sus primeros efectos a las exposiciones
agudas del ozono pueden consistir en una tos, una irritacin de la nariz y garganta, una
conjuntivitis de los ojos.
D) Descomposicin de productos orgnicos producidos por los procesos.
000(Tricloroetileno y Tetracloretileno).
El tricloroetileno y el tetracloroetileno son solventes normalmente usados para
desengrasar metales. Por tal motivo podran estar presentes en la superficie de partes de
metal recientemente limpiados en la atmsfera donde el proceso de soldadura se este
ejecutando.
Las radiaciones ultravioleta podran reaccionar con los vapores de esos solventes y
producir un nmero de gases irritantes y txicos, como resultado de la foto oxidacin. El
tricloroetileno puede descomponerse en cloruro de dicloroacetil, fosgeno, cloruro de
hidrgeno y cloro. El tetracloroetileno produce cloruro de tricloroacetil, fosgeno, cloruro de
hidrgeno, y cloro. El metilo de cloroformo (1,1,1-tricloroetano) podr aparecer bajo una
relativamente pequea descomposicin en el ambiente de la soldadura.
En los talleres pequeos se ocupa la soldadura por arco y por lo regular se
encuentran bruscamente cinco veces tanto cloruro de dicloroacetil como fosgeno que son
formados cuando la soldadura es efectuada en presencia del vapor de tricloroetileno. Hay
casi una conversin completa de vapor de tricloroetileno a fosgeno (1.5 ppm) y cloruro de
dicloroacetil (10 ppm) a 30 cm de la soldadura por argn en aluminio localizado 4 m de un
desengrasador.
En otras partes de los talleres tambin se puede generar una concentracin de 0.01
a 0.3 ppm de fosgeno y de 0.03 a 13 ppm de cloruro de dicloroacetil. El cloruro de
tricloroacetil y fosgeno son provenientes de vapores del tetracloroetileno durante la
soldadura de arco metlico protegido y soldadura arco metlico y gas. Estos dos productos
riesgosos se forman en proporciones iguales, por eso se recomienda que se evite soldar en
ambientes de trabajos contaminados con tetracloroetileno.
Una variedad de otros gases potencialmente txicos puede ser producida cuando el
proceso de soldadura calienta inadvertidamente otros materiales. Por ejemplo, residuos de
aceite en acero que emiten creolina durante la soldadura.
Este compuesto tiene un efecto narctico y anestsico; puede entrar al cuerpo por
inhalacin y absorcin mediante la piel. Los sntomas de exposicin aguda pueden ser una
borrachera aparente, mareo, torpeza y confusin, nuseas y vmitos, as como
perturbaciones estomacales, irritacin del mismo y desrdenes nerviosos, que incluso hasta
llegan al fallecimiento.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
3.1.1.16 Polvos.
Los polvos generados por los procesos han sido clasificados en forma general segn
su respuesta fisiolgica sobre los seres humanos y se clasifican en:
A) Polvos que tienen una accin mecnica e irritante.- por ejemplo en la obstruccin
de los conductos respiratorios y laceracin de las membranas mucosas.
B) Polvos que tienen efecto qumico y txico.- tales como los que producen efectos
crnicos txicos, envenenamientos en el cuerpo la introduccin de determinados
grmenes.
Debemos destacar que los polvos minerales se producen durante la limpieza de la
escoria (por ejemplo en soldadura fuerte), y por lo regular se alojan en la superficie del metal
generndose por hacerse un cepillado granallado.
El potencial tambin existe por exposicin del polvo de asbesto en tuberas, estas a
menudo ocurren como un resultado de soldar materiales que contuvieron asbesto en
situaciones que se trabaj cerca de est como aislante.
Tambin existen cuatro factores que tienen una influencia fundamental acerca de los
peligros producidos por el polvo como un riesgo industrial y son:
Accin qumica sobre los tejidos y fluidos corporales.
Cantidad de concentracin.
Frecuencia de la exposicin.
Tamao de partculas.
Y se ha visto que estos factores producen una enfermedad crnica para el ser
humano, especialmente por la inhalacin de pequeas partculas de polvos que se van
acumulando en los pulmones.
3.1.2 AGENTES FSICOS.
Existe una gran variedad de agentes fsicos durante el proceso de la soldadura y
corte, que producen efectos reacciones que van agravando la salud, tal como las altas
temperaturas, vibraciones, ruido, radiaciones (incluyendo rayos UV, radiacin por ionizacin
IR y no ionizacin), chispas salpicaduras, choques elctricos y calor excesivo en el
ambiente de trabajo, logrando perturbar el organismo de los trabajadores.
Los siguientes tipos de exposiciones que se mencionan son muy importantes para
que se tenga un mejor control en los ambientes de trabajo, teniendo siempre presente que la
industria tiene la obligacin de documentarse ms a fondo acerca de los mismos para
implementar la seguridad.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
3.1.2.1 Asbestos.
El asbesto se considera un polvo carcingeno y produce una enfermedad en los
pulmones conocida como asbestosis. Esta es causada por la accin mecnica que ejercen
minsculas fibras del polvo sobre los pulmones cuando estas son inhaladas.
La irritacin de los tejidos pulmonares parece terminar cuando el trabajador sale del lugar
donde se expuso, y se considera probable que la fibrosis de los pulmones no se manifieste
antes de una exposicin de cuatro aos. Los sntomas principales de la asbestosis son la tos
y la falta de aliento, en casos extremos la vctima puede perder peso, sufrir aumento en el
tamao del corazn y tener una prdida en sus funciones motoras, como tambin una
palidez azulada en el rostro.
3.1.2.2 Emanaciones.
Estas son partculas slidas generadas por condensacin de estado gaseoso,
generalmente despus de la volatizacin de metales fundidos y otras causas anlogas, y
acompaadas en su mayora por una reaccin qumica, tal como las oxidaciones. Las
emanaciones tienden a agruparse y en ocasiones a fundirse, daando las vas respiratorias y
los pulmones.
3.1.2.3 Electricidad.
Un choque elctrico es proveniente fundamentalmente de la soldadura por arco y de
cables desnudos carcomidos; estos son de riesgo comn y pueden ser lo suficiente graves
como para paralizar el sistema respiratorio causar fibrilacin ventricular y en consecuencia
provocar la muerte. Este riesgo es ms alto cuando el equipo esta descompuesto
(aislamiento estropeado) cuando la resistencia elctrica es disminuida por el soldador (el
sudor estar en un lugar hmedo mojado).
Los choques elctricos menores pueden causar una reaccin muscular y caer
inconsciente, pero de todas maneras son accidentes serios secundarios, que afectan al
trabajador. Las descargas elctricas de 50 volts se pueden considerar inocuas para el
organismo mientras que descargas superiores a los 500 volts pueden ser mortales. Las
lesiones de esta ndole ocurren cuando alguna parte del cuerpo cierra el circuito entre dos
conductores, ms aun si las condiciones son las adecuadas para permitir el paso de la
corriente a travs de mismo. El grado de las lesiones depender del tipo de corriente
utilizada (CA CD), la cantidad de corriente (amperaje), la fuerza electromotriz (voltaje), la
resistencia de los tejidos al paso de la corriente, el tiempo y la superficie de contacto.
3.1.2.4 Ruido.
Un riesgo industrial para la salud que ha llegado a preocupar hasta el extremo es el
problema del ruido y las complicaciones que lo acompaan generados por las variables
relacionadas con la frecuencia de los procesos.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Los daos producidos por esta forma de energa se deben principalmente por su
intensidad, que no debe de rebasar los 90 dBA *(desibel ) por 8 horas de jornada laboral.
Estos daos son auditivos y extra-auditivos, en los primeros son conocidos como
hipoacusias profesionales (trauma acstico crnico) y los segundos afectan a todo el
organismo como el sistema cardiovascular (aumento de la tensin arterial) y aparato
digestivo (gastritis).
Los altos niveles de ruido pueden ocurrir durante diferentes tipos de procesos de
soldadura, por ejemplo en la soldadura fuerte se ha encontrado que exceden los 90 dBA,
pero los asociados con los arcos de plasma son los que producen ms ruido que con
cualquier otro. Estos niveles de ruido con arco de plasma ocurren al paso del gas caliente
por la estrecha garganta de la boquilla a velocidades supersnicas. Los niveles de ruido que
se generan son de un rango de 2400 a 4800 Hz y a menudo exceden los 100 dBA.
Unas de las soluciones posibles es usar boquillas de baja velocidad que reducen
enormemente el ruido emitido el uso de un coplee de induccin en los jets de plasma
tambin reducen el nivel de ruido.
Los niveles de ruido en las antorchas que usan mezclas con argn-hidrgeno son 70
a 80 dBA.. Sin embargo, las mezclas del nitrgeno y el nitrgeno-hidrgeno producen niveles
de 100 a 120 dBA. Mientras que en los procesos de corte mediante plasma con materiales
arriba de los 50 mm de espesor, usualmente no presentan problema de ruido.
En algunos lugares existen reglamentos relativos relacionados al ruido administrados
por la Occupational Safety and Health Act (OSHA), por la Agencia de Proteccin del
Ambiente (APA) y la Secretara de Transporte (ST) as como otras agencias, (en el capitulo
4 se mencionan algunas referencias del valor mximo permitido de tolerancia auditiva).
3.1.2.5 Radiacin Electromagntica (RE).
La radiacin proveniente de los procesos con arco elctrico arco por plasma puede
llega a daar la visin, hasta provocar ceguera. La radiacin de un arco de 50 Amp. tiene
rangos de longitudes de onda de 200 a 800 nm (nanmetro). Los niveles de la soldadura por
oxicombustible (p.ej., el oxicorte), por el soplete para soldadura fuerte y corte por oxgeno,
producen niveles ms bajos que por los dos mtodos antes mencionados.
Las longitudes de onda de la radiacin causan lesiones fotoqumicas a la retina, dado
que la energa emitida en la soldadura por arco es muy intensa. Un consejo para evitar este
tipo de radiaciones es usar las cortinas mamparas que bloquean las exposiciones de la "luz
ultravioleta" durante la soldadura, ya que resultan ms efectivas para bloquear la longitud de
onda entre los 400 nm y 500 nm.
El Incremento en el flujo de corriente causa un agudo incremento en las emisiones
UV (Ultra-Violeta) y la soldadura por arco con gas metal sobre aluminio produce mucha
mayor intensidad de rayos UV, que por la soldadura por arco de gas tungsteno.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Las emisiones UV aumentan por un factor de 10 cuando se usa magnesio en lugar de
aluminio como un material de unin. El uso del gas de argn para soldar, acrecent
significativamente la intensidad de la radiacin ptica comparado con el dixido de carbono
el helio. Cuando se usa un electrodo cubierto y si est se encuentra operando con una
corriente de 280-Amp. se dice que emite una distribucin espectral relativa de radiacin
ptica del 5% en el rango de UV, el 26% en el rango visible y 69% en el rango del RE.
Mientras tanto cuando la cantidad de humo aumenta al estar soldando, la radiacin
se reduce proporcionalmente, pero cuando se ejecuta soldadura por arco de gas tungsteno
en aleaciones de aluminio-magnesio, la cantidad de emisiones UV disminuyen tanto que la
longitud hacia el arco aumenta y eso se debe tambin tomar en cuenta para evitar otro tipo
de accidente.
El tamao de la punta, el tipo de la flama y la composicin del metal de aporte son
otras variables que afectan la cantidad de emisiones de UV, las visibles y las de radiacin
RE, producida bsicamente por la soldadura por oxicombustible. Hay que considerar
tambin que la cantidad de radiacin ptica que genera el corte de arco con carbono
presentaba riesgos ms serios que la radiacin ptica tales como, las chispas y el ruido.
Para tener mas precaucin de la radiacin RE y no sea absorbida por la ropa de los
trabajadores, al igual que la piel (pues podra elevar la temperatura de la piel y provocar una
dermatitis u otros efectos secundarios), debe usarse la ropa de colores luminosos y suelta
que reducir as el calentamiento de la piel y no afectar la salud del trabajador.
3.1.2.6 Radiacin por Ionizacin (RI).
Las radiaciones ionizantes estn compuestas por rayos X, alfa, beta y gama, en este
caso los rayos X son producidos cuando los electrones a alta velocidad golpean la pieza de
trabajo con el metal base del otro material; los electrones se generan en el ctodo, el cual es
un filamento de tungsteno incandescente y los electrones son acelerados hacia un blanco
por una diferencia de potencial que se enfocan usando un campo magntico.
La intensidad y energa de los rayos X estn en funcin de la viga de corriente, la
aceleracin del voltaje y el nmero atmico del material chocan con la viga, la radiacin
puede ser producida en cualquier momento en el que se aplica la potencia de alto-voltaje del
equipo.
La radiacin puede ser emitida del equipo de soldadura por los puertos de vaco, los
bordes de la puerta, las ventanas, el rbol del motor y en los conductos de potencia
abiertos. El xido de torio no consumible en los electrodos de tungsteno es usualmente
usado en soldadura de arco por gas y tungsteno. Los electrodos pueden contener de 1% al
3% xido de torio, el cual puede potencialmente emitir radiaciones alfa ( ).
Aunque los electrodos se consideran no consumibles, ellos son gradualmente
erosionados. Hay una exposicin potencial en las radiaciones alfa provenientes del torio
durante varios tipos de soldadura de arco de gas-tungsteno pero que no representan altos
riesgos.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Y los efectos dainos producidos por las radiaciones ionizantes dependern de la
dosis recibida por el organismo expuesto, por ejemplo en exposiciones a 500 rads. Se
presentan nauseas, vmitos, diarrea y signos de deshidratacin as como sntomas de
lesin gastrointestinal y por lo regular estos pueden producir cncer.
3.1.2.7 Radiacin por Radiofrecuencia (RF).
La radiacin por Radiofrecuencia (RF) puede ser generado en la soldadura con
electrodo de tungsteno y gas inerte, comenzando continuando un arco entre el metal base
y un electrodo de tungsteno no consumible. Esa frecuencia de radiacin (RF) en esta
aplicacin es reportada como menor igual a 5 MHz con un rendimiento del poder de 20 a
30 kilovatios (KW). Pero debido a que nadie ha medido la exposicin de radiacin del campo
elctrico magntico en los soldadores de este tipo de soldadura, los niveles de exposicin
potencial no pueden ser estimados por la OSHA, sin saber realmente que tipo de daos
produce en la salud.
3.1.2.8 Salpicaduras y chispas de la soldadura.
Por lo general todos los procesos de soldadura corte suelen producir salpicaduras y
chispas con cierta intensidad, dependiendo del proceso a usar. Las chispas las provoca
normalmente la energa elctrica, como cuando un fusible se funde por una sobrecarga.
A veces las burbujas de gas quedan atrapadas dentro de un metal fundido y se
expanden con el calor del arco de la flama. Sin embargo, s la presin es suficientemente
grande la burbuja explota y arroja porciones pequeas de metal fundido. Cuando estas
partes son pequeas, se llaman chispas, s son grandes, reciben el nombre de salpicaduras
(Fig. 3.1).
Fig. 3.1 Distancia de la salpicadura chispa de la soldadura.
Las chispas pequeas pueden hacer que los materiales inflamables se prendan, sin
embargo, por su mismo tamao es muy difcil que lleguen a lesionar a una persona. Las
salpicaduras tambin pueden llegar a provocar incendios, pero siempre cuando sean
grandes y contengan ms energa calorfica que las chispas.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Por lo que es necesario saber que las salpicaduras calientes llegan alcanzar una
distancia de 10.5 m y se pegan a las superficies metlicas en el momento en que se enfran
y hasta llegan a adherirse fuertemente al metal. Las quemaduras en el cuerpo provocadas
por las salpicaduras siempre son dolorosas y molestas, por eso es mejor actuar como si
todas las chispas salpicaduras fueran peligrosas y que pudieran provocar incendios
quemaduras en la piel.
3.1.2.9 Solventes.
Estos no destruyen la piel directamente, pero reducen la resistencia de la misma y
provocan condiciones que favorecen el ataque de las bacterias, como por ejemplo, la
dermatosis y por eso es necesario que se ocupen los guantes adecuados.
3.1.2.10 Vibraciones.
La vibracin es un factor que est ntimamente asociado con el ruido, pero que con
frecuencia lo pasamos por alto como riesgo potencial para la salud de las personas, los
parmetros de la vibracin son frecuencia, amplitud, velocidad, aceleracin y rapidez de
aceleracin (hertz).
Se sabe que en muchas operaciones industriales los trabajadores estn en contacto
todos los das con vibraciones fsicas intensas, cuando trabajan con herramientas
maquinarias vibratorias.
En investigaciones sobre este campo han sealado que los intervalos sensibles son
de 4Hz. a 8Hz. para vibracin vertical, y de menos de 2Hz para vibracin horizontal. Estas
diversas vibraciones resuenan en partes del cuerpo a determinadas frecuencias causando
graves perturbaciones.
Debe reconocerse que la tolerancia humana a la vibracin disminuye a medida que
aumenta el tiempo de exposicin; por consiguiente, el nivel de aceleracin tolerable
aumenta cuando decrece el tiempo de exposicin.
Considerando que un trabajador suele estar expuestos a vibraciones durante 40
horas a la semana durante varios aos, los daos que pueden llegar a producir las
vibraciones menores de 2 hertz que afectan al aparato vascular provocando mareos y en
coacciones alucinaciones visuales.
Con vibraciones de 2 a 20 hertz, en mquinas vibrantes puede causar lesiones en la
columna vertebral y en caso de estar expuesto a vibraciones superiores a los 20 hertz se
pueden encontrar lesiones en las articulaciones y trastornos vasculares.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
3.1.3 AGENTES BIOLGICOS.
Entre los agentes ms reconocidos causados por los procesos estn las
enfermedades patgenas crnicas, en donde se incluyen los virus, bacterias y hongos.
Dentro de los agentes de gravedad esta la enfermedad, pues dependiendo del nmero de
microorganismos presentes en el trabajador consistir su virulencia y sus defensas en contra
del husped; entre estas ltimas se incluyen la edad, el estado de salud y las defensas
inmunitarias. Algunas bacterias, como la del ttanos, producen exotoxinas que circulan y
causan lesiones celulares, las personas que se dedican al corte tienden a rasgarse
cortarse una parte de la piel con un material oxidado provocando la negatividad de las
endotoxinas y algunas ms como el bacilo de la tuberculosis inducen reacciones
inmunitarias.
Los virus que son los organismos vivos ms pequeos, sobreviven como parsitos de
las clulas vivas en que penetran. Infectan clulas especficas, en virtud de un mecanismo
complejo, se reproducen en el interior de estas y despus salen para invadir otros y
continuar su reproduccin. El cuerpo llega a crear una respuesta inmunitaria para eliminarlos
y las clulas en que se alojan, suelen ser lesionadas como resultado de dicha respuesta. En
forma caracterstica, la respuesta inflamatoria y la reaccin inmunitaria son respuestas fisiopatolgicas del organismo ante la presencia de infecciones. Estos son los efectos que se
presentan por la falta de higiene y descuido del personal por no saber determinar, ni realizar
un informe que produjeron dichas causas biolgicas, para que posteriormente pudiera ser
atacado el problema.
En la siguiente tabla 3.1 se muestra los diferentes tipos de agentes biolgicos de
como intervienen y deterioran la salud.
Agentes
-Virus
Husped
-Obreros
Medio ambiente
-La temperatura
Fuentes
directas
-Aire
-Inadecuado
hacinamiento
-Helmintos
-Personas expuestas a los -Malos hbitos
agentes qumicos
higiene personal
-Bacterias
-Personas con desnutricin -Los 3 anteriores
inmune-deprimidas
Efectos irritantes en
general (*)
-Nauseas
-Vomito
de -Polvo
-Humos
-Los tres
anteriores
-Diarrea
-Lesiones del sistema nervioso
-Fiebre
-Malestar en general
-Hongos
-Deficiencia
cardiaca
NOTA: * Efectos que pueden generarse en cualquier tipo de agente
Tabla 3.1 Diferentes tipos de agentes biolgicos que deterioran la salud.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
respiratoria
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
3.1.4 AGENTES PSICOLGICOS.
Son las diversas causas psicolgicas que afectan al individuo en su momento
productivo, principalmente alterando su estado emocional y laboral. La fatiga general, es una
forma psicolgica de est y produce indisposicin para trabajar. Es producida por la
acumulacin de diversos tipos de estrs en una persona, donde se incluye monotona y
largas horas de trabajo, esfuerzo mental y fsico, condiciones ambientales, clima, luz, ruido;
enfermedad, dolor, deficiencias nutricionales y causas emocionales, como responsabilidad,
precauciones y conflictos.
Todos estos elementos son acumulativos, y disminuyen la energa del organismo la
cual debe ser recuperada a travs del esparcimiento, la alimentacin y el descanso.
La fatiga crnica va acompaada de cambios de humor, como depresin, enojo,
nerviosismo e irritabilidad. As mismo, puede haber sntomas fsicos, como malestar general,
prdida de apetito, dolores de cabeza, mareos e insomnio.
La fatiga y sus graves consecuencias en el trabajo son evitables por medio de un
horario razonable, perodos de descanso, rotacin de tareas para aliviar la monotona y un
ambiente agradable.
La eliminacin reduccin del ruido es particularmente importante para evitar la
fatiga en un centro de trabajo. Una reaccin de angustia en el organismo ocurre ante la
presencia de ruido, y esa fatiga producida por un ambiente ruidoso se debe a una prdida
continua de energa, adems de otros riesgos fsicos en la industria que consumen la
energa de adaptacin del organismo.
Una causa comn de estrs emocional es la inestabilidad en el trabajo la
inseguridad econmica, las preocupaciones econmicas y las laborales aparecen no
nicamente por el temor a perder un ingreso, sino tambin por que ste es ms reducido
causando con todo estos acontecimientos que interrumpen un proceso ordenado.
El efecto de las horas de trabajo es otro aspecto de estrs que debe ser considerado,
ya que la asignacin de jornadas excesivas reduce casi todas las funciones del organismo
de la persona.
El ritmo de trabajo en tareas repetitivas puede ser causa de estrs, un ritmo de
trabajo muy acelerado puede provocar tensin, sentimientos de temor, ansiedad, fatiga,
nerviosismo, depresin, aislamiento y soledad.
Adems de este estrs emocional, los movimientos rpidos y repetitivos tambin
pueden producir inflamacin de las articulaciones y los tendones de las manos.
En el siguiente cuadro 3.1 se muestra los factores de estrs y consecuencias
fisiolgicas, psicolgicas y conceptuales que se producen y afectan al individuo al momento
de estar laborando en el rea de trabajo.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Factores
organizacionales
Diferencias
cognoscitivas
- Demanda de tareas
- Demanda de roles
- Demandas
interpersonales
- Estructura
organizacional
- Liderazgo
organizacional
- Percepcin
- Experiencia en
el puesto
- Apoyo social
Estrs
- Hostilidad
Factores
emocionales
individuales
Sntomas fisiolgicos
- Dolores de cabeza
- Presin arterial alta
- Enfermedades del corazn
Sntomas psicolgicos
- Ansiedad
- Depresin
- Disminucin de la satisfaccin
laboral
Sntomas conductuales
- Problemas familiares
- Problemas econmicos
- Personalidad
- Cambio en la productividad
- Cambio en el ausentismo
- Aumento de rotacin en el personal
Cuadro 3.1 Factores potenciales de estrs y sus consecuencias.
Los niveles hormonales, de temperatura del cuerpo, las reacciones qumicas a travs
de los cuales el organismo produce energa, el ritmo, el pulso y la presin sangunea,
fluctan dentro de un perodo de 24 horas, con un rendimiento mximo al medio da. Las
presiones emocionales y psicolgicas en la industria son una causa importante del estrs en
los trabajadores. El temor a las lesiones por productos qumicos peligrosos, a un equipo
poco seguro de soldadura corte, pueden ser una fuente constante de estrs.
Caractersticas de la Percepciones
organizacin
acerca de la
organizacin
Percepciones de
los roles
Caractersticas
individuales
Resultados
- Nmero de casos
- Formalizacin
- ndice de
movimientos del
personal
- Nmero de
miembros del
personal
- Autonoma
- Participacin en
el trabajo
- Supervisin
- Presin en el
trabajo
Retroalimentacin
- Logro
- Significatividad
- Apoyo de
familiares y
amigos
- Sexo
- Edad
- Ocupacin
- Nivel del Yo
- Satisfaccin
- Cambio de
empleo
- Liderazgo
- Comunicacin
- Apoyo del personal
- Pares
- Claridad
- Reglas y
procedimientos
Innovacin
- Apoyo
administrativo
Fuentes: Baron Perlman y E. Alan Herman, Burnout: Summary and Research, Human Relations, Vol.25, No. 4, p.294.
Tabla 3.2 Factores psicolgicos que afectan en los proceso.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
3.1.5 AGENTES ERGONMICOS.
Cada da las mquinas efectan ms trabajos. Esta difusin de la mecanizacin y de
la automatizacin acelera a menudo el ritmo de trabajo y puede hacer en ocasiones que sea
menos interesante. Por otra parte, todava hay muchas tareas que se deben hacer
manualmente y que entraan un gran esfuerzo fsico. Una de las consecuencias del trabajo
manual, adems del aumento de la mecanizacin, es que cada vez hay ms trabajadores
que padecen dolores de la espalda, dolores de cuello, inflamacin de muecas, brazos y
piernas y tensin ocular.
La ergonoma es el estudio del trabajo en relacin con el entorno en que se lleva a
cabo (el lugar de trabajo) y con quienes lo realizan (los trabajadores). Se utiliza para
determinar cmo disear adaptar el lugar de trabajo al trabajador a fin de evitar distintos
problemas de salud y de aumentar la eficiencia. En otras palabras, para hacer que el trabajo
se adapte al trabajador en lugar de obligar al trabajador a adaptarse a l. Un ejemplo sencillo
es alzar la altura de una mesa de trabajo para que el operario no tenga que inclinarse
innecesariamente para trabajar. El especialista en ergonoma, denominado ergonomista,
estudia la relacin entre el trabajador, el lugar de trabajo y el diseo del puesto de trabajo.
La aplicacin de la ergonoma al lugar de trabajo reporta muchos beneficios
evidentes. Para el trabajador, unas condiciones laborales ms sanas y seguras; para el
empleador, el beneficio ms patente es el aumento de la productividad (Fig. 3.2).
Fig. 3.2 Intervenciones ergonmicas en los factores de riesgo
La ergonoma es una ciencia de amplio alcance que abarca las distintas condiciones
laborales que pueden influir en la comodidad y la salud del trabajador, comprendidos
factores como la iluminacin, el ruido, la temperatura, las vibraciones, el diseo del lugar en
que se trabaja, el de las herramientas, el de las mquinas, el de los asientos y el calzado y el
del puesto de trabajo, incluidos elementos como el trabajo en turnos, las pausas y los
horarios de comidas.
Los principios bsicos de ergonoma se enfocan al trabajo que se realiza sentado
de pie, las herramientas, el trabajo fsico pesado y el diseo de los puestos de trabajo.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Para muchos de los trabajadores de los pases en desarrollo, los problemas
ergonmicos acaso no figuren entre los problemas prioritarios en materia de salud y
seguridad que deben resolver, pero el nmero es grande, y cada vez mayor, de trabajadores
a los que afecta un diseo mal concebido hace que las cuestiones ergonmicas tengan
importancia. A causa de la importancia y la prevalencia de los problemas de salud
relacionados con la inaplicacin de las normas de la ergonoma en el lugar de trabajo, estas
cuestiones se han convertido en puntos de negociacin para muchos sindicatos.
La ergonoma aplica principios de biologa, psicologa, anatoma y fisiologa para
suprimir del mbito laboral las situaciones que pueden provocar en los trabajadores
incomodidad, fatiga mala salud. Se puede utilizar la ergonoma para evitar que un puesto
de trabajo est mal diseado s se aplica cuando se concibe un puesto de trabajo,
herramientas lugares de trabajo. As, por ejemplo, se puede disminuir grandemente,
incluso eliminar totalmente, el riesgo de que un trabajador padezca lesiones del sistema
seo-muscular s se le facilitan herramientas manuales adecuadamente diseadas desde el
momento en que comienza una tarea que exige el empleo de herramientas manuales.
Hasta los ltimos aos, algunos trabajadores, sindicatos, empleadores, fabricantes e
investigadores no han empezado a prestar atencin a cmo puede influir el diseo del lugar
de trabajo en la salud de los trabajadores. Si no se aplican los principios de la ergonoma, las
herramientas, las mquinas, el equipo y los lugares de trabajo se disean a menudo sin
tener demasiado en cuenta el hecho de que las personas tienen distintas alturas, formas y
tallas y distinta fuerza. Es importante considerar estas diferencias para proteger la salud y la
comodidad de los trabajadores. Si no se aplican los principios de la ergonoma, a menudo los
trabajadores se ven obligados a adaptarse a condiciones laborales deficientes.
Aunque est agente no sea uno de lo ms riesgosos, al ser ignorada las condiciones
de trabajo puede generar ms accidentes de lo inesperado (Fig.3.3). Se dice que
etimolgicamente, la palabra es una conjuncin de los vocablos ergos que significa trabajo
y nomos que es leyes naturales, lo que dara como resultado el estudio de las leyes
naturales que regulan al trabajo. Pero una definicin habitual la describe como la aplicacin
del conocimiento acerca de las capacidades y limitaciones humanas al diseo de puestos de
trabajo, tareas, herramientas, equipos, y ambiente de trabajo.
Fig. 3.3 Posicin inadecuada para trabajar.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
En su aplicacin prctica, la ergonoma es una tecnologa actualmente muy utilizada
que ayuda a la evaluacin del diseo de un producto y asegurar el confort de acuerdo a las
capacidades de las personas y de las comunicaciones en el sistema hombre-mquina, es
decir, que la comunicacin entre hombre y mquina se hace ms agradable para realizar
cualquier actividad, basada en un conocimiento integrado que surge de variados orgenes:
ingeniera de sistemas, psicologa organizacional, fisiologa del esfuerzo, diseo industrial,
etc.
En este sentido la ergonoma tambin llamada ingeniera humana enfocada a los
procesos de soldadura y corte, se encuentran con el problema de los espacios confinados
las posiciones inadecuadas para trabajar, ya que por ejemplo la posicin del cordn de la
soldadura con respecto al trabajador a veces es incomoda (Fig. 3.4). Para esto es
necesario verificar las condiciones que requieren los trabajadores y no vean al trabajo como
una fatiga, pues a veces las condiciones de rea de trabajo no son las idneas son
incambiables.
Fig. 3.4 Ergonoma incorrecta y correcta para poder soldar.
Y para saber s hay un factor de riesgo ergonmico en los procesos de soldadura y
corte se tienen seis caractersticas que se pueden identificar bsicamente que son:
Repeticin: Es cuando el trabajador est usando constantemente slo un grupo de
msculos y tiene que repetir la misma funcin todo el da.
Fuerza excesiva: Es cuando los trabajadores tienen que usar mucha fuerza
continuamente; por ejemplo mantener el electrodo en una posicin fija.
Posturas incmodas: Es cuando el trabajo obliga al trabajador a mantener una parte
del cuerpo en una posicin incmoda por que la pieza a unir cortar as lo requiere;
por ejemplo en espacios confinados.
Tensin mecnica: Es cuando el trabajador tiene que sostener, golpear empujar
una superficie dura de la maquinaria herramienta constantemente.
Herramientas vibradoras: Es cuando el trabajador debe usar frecuentemente
herramientas vibradoras, especialmente en ambientes de trabajo pesados.
Temperatura: Cuando los trabajadores tienen que realizar sus labores en lugares
demasiado calientes fros es decir en espacios confinados reas de ventilacin
forzada.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
3.1.6 AGENTES AMBIENTALES.
Los trabajos de soldadura, corte de metal y esmerilado no slo entraan riesgos a la
visin, y lamentablemente, es uno de los primeros riesgos (sino el nico) del cual se
protegen los trabajadores expuestos. La razn ms frecuente es la carencia de programas
de adiestramiento y educacin sobre Seguridad e Higiene Industrial.
No existe un trabajo de construccin en el que no haya necesidad de realizar tareas
de soldadura corte de metal, sin embargo, en estos procesos pasan desapercibidos
muchos factores de riesgo.
3.1.6.1 Impacto ambiental por la soldadura.
Analizando los procesos desde el inicio, la realizacin de estos trabajos requiere el
uso de energa calrica para fundir un metal; este hecho tan simple, es ya, el comienzo de la
manifestacin de riesgos como la generacin de incendios, quemaduras en los operadores y
exposicin a altas temperaturas. Profundizando un poco, es posible encontrarse con otros
riegos que van ligados directamente con la salud del trabajador. Uno de ellos, las radiaciones
(UV, IR) y deslumbramientos como se menciono anteriormente.
El otro riesgo son, los respirables: polvos y humos metlicos, y gases, que son los
representantes del riesgo oculto. Los humos son producidos por la evaporacin y posterior
solidificacin de los metales que se desprenden debido a las altas temperaturas de fundicin,
quedando suspendidos en el aire en forma de xidos metlicos, y dependiendo del tipo de
soldadura, podrn estar presentes xidos de Aluminio, Cadmio, Cromo, Cobre, Hierro,
Plomo, Manganeso, Nquel, Titanio, Vanadio, etc. Los gases, como el Ozono, Dixido de
Nitrgeno y Monxido de Carbono, se generan por la descomposicin de los revestimientos
de electrodos y la accin de los rayos ultravioleta.
El problema inevitable ocurre cuando se presentan estas sustancias en el ambiente
de trabajo y no se utilizan los sistemas adecuados para prevenir evitar que sean
transportadas y depositadas en el sistema respiratorio. Cada una de ellas, por separado,
puede producir molestias y enfermedades que en muchos casos, son irreversibles, y la
situacin se agrava si en el ambiente de trabajo se encuentran varias de ellas.
En el mejor de los casos, donde no se evidencie alguna enfermedad, los gases y
humos metlicos producen molestias e irritacin en las vas respiratorias. Por su parte, los
gases pueden comportarse como el oxgeno, son absorbidos, y estando en circulacin
sistmica, son capaces de llegar al hgado, rin cerebro y producir daos en estos
rganos. Los humos metlicos, con dimetros de partculas menores a 0.003 mm, pueden
llegar hasta el alvolo y depositarse, generando fibrosis intersticial, y eventualmente,
neumoconiosis. Puede pasar mucho tiempo (hasta 30 aos de exposicin) antes de que sea
diagnosticada una enfermedad ocupacional de este tipo. Otros problemas causados por los
humos metlicos son la fiebre del soldador, y lesiones renales, incluso algunos humos
metlicos, como el xido de cadmio, son considerados carcingenos ocupacionales (OSHA).
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
La exposicin a contaminantes producidos por soldadura y corte de metal es mayor
cuando las tareas son llevadas acabo en reas de espacio reducido como ductos y tanques,
debido a la mayor facilidad de concentracin de los mismos, y el riesgo se multiplica cuando
estos espacios se identifican como espacios confinados (ver capitulo 4).
Los aspectos e impactos ambientales a considerar para los procesos de soldadura y
corte son:
Residuos industriales inertes: Como son resto de metales, tubos metlicos, de varillas
de electrodos, plsticos, herramientas, cristales de gafas y pantallas de proteccin.
Residuos peligrosos: Partculas y polvos metlicos, filtros de campanas de extraccin,
aerosoles, productos txicos y sus envases, as como los tanques de almacenamiento
que se ocupan en la soldadura.
Emisiones a la atmsferas: Humos metlicos, NO2, CO y CO2, O3. gases (fosgeno,
fluoruros), escapes de gases (acetileno, argn, CO2); y ruidos de la soldadura,
bsicamente.
Por tal razn las tareas de soldadura, corte de metal y esmerilado, requieren que el
operador ubique sus vas respiratorias demasiado cerca de la fuente de contaminantes (entre
30 y 50 cm.), de tal modo que las concentraciones pueden alcanzar superar los niveles
permitidos (PEL) en esa rea, siendo mayor la exposicin. Mientras sea posible, lo adecuado es
realizar los trabajos de soldadura al aire libre, obviamente, no siempre podrn adaptarse las
condiciones para hacerlo. En tal caso, es necesario la aplicacin de controles de ingeniera, de
los cuales, el uso de ventilacin (positiva negativa) es lo ms indicado.
Cuando existe dificultad en la aplicacin de los controles, y como medida
complementaria cuando estos son aplicados, es recomendable el uso de equipos de proteccin
respiratoria. En la actualidad es posible seleccionar el protector respiratorio adecuado para los
diferentes tipos de soldadura, corte de metal esmerilado, existen respiradores de filtros
reemplazables, equipos purificadores de aire forzado, lneas suministros de aire y autocontenidos. Los ms comunes son los respiradores de libre mantenimiento, y segn la
necesidad, es posible seleccionar entre ellos, uno que proteja contra polvos y humos metlicos
uno que proteja contra la combinacin de polvos, humos metlicos, y gases, como el Ozono.
Estos estn diseados especialmente para la proteccin contra esos contaminantes y es
impresionante saber que algunos son fabricados con material retardante de llamas pensando
en los trabajos en los que sern utilizados, es decir, reducir la posibilidad de generacin de
incendios quemaduras en el operador, debido a las chispas metal incandescente que
pudieran desprenderse y entrar en contacto con el respirador.
Finalmente, no habr control alguno que disminuya las posibilidades de contraer
enfermedades ocupacionales respiratorias en trabajos de soldadura, corte de metal en el
ambiente, si no son llevados a cabo programas de seguridad e higiene industrial con los que el
trabajador pueda adquirir consciencia de la existencia de los riesgos, la forma de evitarlos y por
qu hacerlo.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
3.2 RIESGOS OCUPACIONALES.
Los riesgos ocupacionales se clasifican en dos categoras, en la primera clasificacin
estn los que por lo regular se producen de repente y su causa esta claramente vista
(accidentes); mientras que la segunda, la mayora son las enfermedades ocupacionales
(salud, higiene y sus efectos) que se presentan con relativa lentitud y no son observadas a
simple vista. Por ejemplo, la exposicin a un agente contaminante degenera la salud (desde
muchos aos antes de que se presente alguna alteracin patolgica) sin que la persona lo
sepa.
3.2.1. ACCIDENTES.
Para contribuir principalmente a la comprensin de los riesgos de los procesos de
soldadura y corte, damos lugar a la definicin de la palabra accidente de una forma clara y
sencilla, que se define de la forma siguiente:
Es cualquier acontecimiento inesperado no deseado que interrumpe interfiere en
un proceso ordenado de una actividad el cual tiene consecuencias en personas, propiedades
procedimientos.
Y de acuerdo con esta definicin, el accidente no implica necesariamente alguna
lesin, aunque de hecho algunos de los accidentes a veces producen lesiones y no se lleva
ningn control, excepto en las hojas de costo; pues es un manifiesto que en todas las
interrupciones e interferencias aumentan los costos y a veces se pueden medir no la
cantidad de dichos costos; donde es evidente considerar los daos que los diversos
accidentes causan en los trabajadores, como daos causados al lesionado, daos causados
a la familia del lesionado, daos causados a la empresa y daos causados al pas.
Entonces es obvio, que si se logra llevar un control documentado de los accidentes
de cualquier trabajo (bien proyectado), y tambin se desarrolle un trabajo como ha sido
concebido, se podrn eliminar todos los accidentes y por ende las posibles lesiones que
llegarn a presentarse (Fig. 3.5).
Fig. 3.5 La falta de seguridad industrial constituye un riesgo y costos.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
3.2.1.1 Causa de accidente.
El problema que se presenta siempre despus de un accidente en el trabajo es la
perdida de dinero a veces humanas, pero realmente que hay detrs de ellos, es decir, que
origina este tipo de problemas. Para empezar sabemos que los agentes fiscos, qumicos y
psicosociales intervienen en ellos bsicamente, pero en realidad que es la causa que los
genera; es muy importante tener primero en mente la definicin de la palabra causa y
despus la de accidente, para poder posteriormente evaluar considerar a los factores que
intervienen en ellos y corregir estas anomalas para que no vuelva a suceder este tipo de
prdidas.
3.2.1.2 Definicin de causa.
Para esto hay mucha confusin del uso de la palabra causa; aplicada a los
accidentes, porque a una persona encargada de seguridad industrial la palabra causa de
un accidente consiste en los defectos, en los actos, en la falta de actos, que deben
corregirse para evitar que este se repita. Pero para otra gente que no tienen idea de la
palabra, los trminos como perdidas de materiales, cadas, quemaduras, choque elctricos,
etc., son empleadas generalmente para designar causas de accidente, pero que en realidad
no son causas sino consecuencias de los accidentes, lo cual hay que tenerlo muy presente.
3.2.1.3 Anlisis del accidente.
El anlisis y la clasificacin de la causa de los accidentes de acuerdo con una
prctica recomendada, se suministran a la persona de seguridad, datos que pueden
emplearse para localizar y corregir las causas de los mismos. Cada punto esencial de
informacin acerca de ellos, se le clasifica como factor de accidente; en estos casos los
factores ms comunes que influyen son:
Factores humanos: Estos intervienen en los psicolgicos, fisiolgicos, sociolgicos y
econmicos.
Factores tcnicos: Estos entran dentro de la organizacin del rea de trabajo.
Estos dos factores combinados bsicamente originan una causa del accidente, una
vez producido el disfuncionamiento en cualquiera de ellos.
Y los elementos principales cuyo disfuncionamiento generan dichos accidentes laborales
dentro del rea de trabajo son los siguientes:
El individuo (solo en grupo).
La tarea a realizar y entrenamiento.
Material y equipo.
Medio ambiente y rea de trabajo.
Entorno laboral y controles de ingeniera.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Estos factores todava se subdividen dentro de las siguientes clasificaciones principales y
que son:
El agente
La parte de la agencia
La condicin mecnica material de seguridad
La clase de accidente
El acto inseguro
El factor personal de inseguridad.
De esas seis subdivisiones mencionadas, los principales son tres y de mayor importancia
en su determinacin de la causa del accidente que son:
1. La condicin mecnica fsica insegura
2. El acto inseguro
3. El factor personal inseguro.
De estos tres se llega a englobar de forma esquematizada un sistema de
disfuncionamiento muy general que da lugar al accidente y en donde participan todos los
factores anteriores (Fig. 3.6).
Factores humanos
Accidentes,
Enfermedades
Laborales.
Sociolgicos
Econmicos, Psicolgicos,
Fisiolgicos
Individuo.
Tarea
Material.
Entorno
Medio
ambiente
Entorno
TECNICAS-ORGANIZACIN
Factores Tcnicos
Accidentes,
Enfermedades
Laborales.
Fig. 3.6 Elementos de riesgo que intervienen en un rea de trabajo.
Estos factores de la figura anterior, invariablemente participan en lesiones
accidentes que ocurren en un orden determinado; pero que si corrigen a tiempo se tendr un
trabajo seguro y funcional.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
La figura esquematizada puede ser representada por el efecto domino, es decir, que
con las fichas de un domino colocadas de canto una detrs de la otra, se hace caer la
primera ficha y las dems caern en sucesin, representando a la ficha del extremo como
una causa de accidente, es decir, que antes de que esta ocurra las dems fichas estn
involucradas en el desenlace. As, tenemos que la fila de fichas comienza en causas de
accidente y por lo regular culmina en una lesin y en donde todas ellas toman parte.
La idea fundamental que damos con este ejemplo, es el tratar de prever los riesgos y
descubrir los factores que los causan para poder eliminarlos, (en este caso se debe quitar la
ficha que origina el problema); con lo que as se lograra romper la mala secuencia y evitar
una lesin un riesgo mayor.
Cabe aclarar, que en algunos de los informes documentados acerca de lesiones que
se presentan a las autoridades (para determinar la causa nunca se basan en una
investigacin adecuada de las mismas), son descripciones que rara vez son fieles, ya que
por lo general esos informes los preparan como un trabajo rutinario, asignados a empleados
a quienes no les interesa la seguridad, ni el bienestar del trabajador.
Por eso hay que tener cuidado de que el resultado final que se arroja, no sea un gran
factor de incertidumbre de esos informes, ya que como se dijo anteriormente, la investigacin
superficial de los accidentes con frecuencia no se debe pasar por alto, ya que pudieran
generarse riesgos, por lo que los anlisis que parten de los informes preparados (con el
propsito de determinar la indemnizacin) sealarn las causas reales que originaron el
accidente.
3.2.2 SALUD OCUPACIONAL Y SUS EFECTOS.
Por lo regular el encargado del rea de trabajo no tiene un control adecuado de los
accidentes las estadsticas, ya que se quedan con la idea del pasado de que los informes
se preparaban desde el punto de vista de la indemnizacin. Sin embargo, ahora las
autoridades empiezan a comprender el gran valor que tienen la recopilacin de datos
preparados y presentados de un modo prevencionista, pues el resultado que se espera es
que los informes sean ms tiles.
Para esto se requieren de investigaciones en varias zonas, para evaluar las relaciones
entre el sistema de trabajo y los riesgos de los trabajadores expuestos a los procesos de
soldadura y corte. Esos estudios, de las causas de accidentes, son necesarios para definir y
mejorar la relacin entre el ambiente de trabajo y la seguridad del trabajador.
Por consiguiente, los agentes qumicos (humos y gases) y los agentes fsicos generados
durante estos procesos, requieren ser bien determinados para detectar sus posibles
interacciones en perjuicio de la salud.
Para esto ser necesario hacer evaluaciones completas de las causas de accidente
hacindose las preguntas:
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Que fue lo que lo origino?, Cundo?, Como sucedi el accidente?; para hacer tales
evaluaciones, los investigadores tienen que recoger informacin sobre las personas
que vieron el accidente, las causas posibles del accidente, s las prcticas de trabajo
fueron bien entendidas, si los controles de seguridad fueron bien usados, as tambin,
como del proceso que se estaba utilizando, si era el adecuado y s las condiciones del
rea de trabajo estaban en buen estado.
Tambin se deben de tomar datos acerca de los tipos de soldaduras efectuadas, de las
prcticas de trabajo, de los materiales adicionales usados, de la ropa de proteccin usada, la
composicin del metal base, de los fundentes y de los electrodos; es decir, que se tienen que
dedicar a la anticipacin, reconocimiento, evaluacin y control de todos los factores elementos
que intervinieron en el accidente (estos son los que surgen en el lugar de trabajo).
Todas esas exposiciones deben ser caracterizadas por trabajos representativos en sitios
adecuados y con el uso de personal correspondiente, con el fin de implementar identificar y
cuantificar los diferentes componentes que sern usados, para corregir y mejorar el problema,
adems de recabar informacin de las fichas mdicas de los trabajadores para no ser
arriesgados al tipo de soldadura corte implementado.
Por eso, s conscientemente y con frecuencia seguimos las normas de seguridad en
el trabajo y la documentacin de los accidentes, nuestro subconsciente se ir educando con
la idea de tener a la seguridad como una prctica constante y confiable, al que nos llevara a
evitar graves errores. Pero para esto se deber de disponer de la suficiente fuerza de
voluntad en equipo, para lograr dicho objetivo.
3.2.2.1 Salud en el trabajo.
Sabemos que la salud es muy importante en nuestra vida diaria y en donde la higiene
tiene un papel principal para conservar y mejorar la integridad fsica de la persona, as como
prolongar la vida; pero sabemos tambin que va acompaado de varios condicionantes, de
los cuales contribuyen a que tengan una buena salud para el bienestar del trabajador.
Aparte de poseer los conocimientos propios de su profesin, la salud profesional
laboral no debe considerarse como patrimonio exclusivo de quien la posea; la propia influye
para que el coeficiente de la colectividad mejore considerablemente; en otras palabras, la
salud personal se refleja en la salud del conglomerado social del cual se forma parte.
Entonces con esto sabemos que los riesgos potenciales del trabajo comprenden
enfermedades profesionales y accidentes en el trabajo, en donde repercute enormemente en
la seguridad y en la salud de la persona.
Por citar un ejemplo, los soldadores que han sido expuesto histricamente a asbestos
que han repercutido directamente en su salud (como resultado de usar materiales que
contenan contienen asbesto), y donde se us como un material de aislamiento y que
todava quedan posibilidades de haber muestras al contaminante en algunos ambientes del
trabajo, (p.ej., aislamiento del asbesto alrededor de caeras de recipientes a presin).
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Mucha de las morbilidades y mortalidades encontradas, conducen a demostrar que
los soldadores tienen un aumento en enfermedades respiratorias y pulmonares despus de
varios aos. Para esto los agentes y los daos generados por los procesos se muestran en
el siguiente esquema comparativo donde muestran el papel de la salud en el orden de
importancia (Fig. 3.7).
Salud en el Trabajo
Higiene Industrial
Seguridad Industrial
Enfermedades Profesionales
Accidentes en el trabajo
Riesgos profesionales de trabajo
Fig. 3.7 Esquema representativo involucrando los factores que repercuten en la salud
Todas las consecuencias terminadas en accidentes, es por la ausencia de datos
falta de informacin especfica acerca de la exposicin de los procesos, (la etiologa de las
enfermedades siempre se desconoce), de los cual, a menudo estadsticamente se dice que
clnicamente aparecen mayormente en el soldador las enfermedades asociadas con el
sistema respiratorio y cardiovascular bsicamente.
Una solucin a este problema, es que se debe tener un control documentado de los
estudios (epidemiolgicos) de las morbilidades y de mortalidades de los soldadores, para que
de esta forma se ayude a contribuir al mejoramiento y tratamiento de su salud. Adems de esto,
ser necesaria la realizacin de un examen mdico peridico y del seguimiento de los registros
de los trabajadores.
3.2.2.2 Efectos perjudiciales en la salud.
La rama de la investigacin es muy necesaria para evaluar las morbilidades
(enfermedades) de los trabajadores, as tambin la forma de como se generan stas durante
los procesos, pues se requiere de evaluaciones completas de higiene industrial para poder
cuantificar las concentraciones de los agentes y poder averiguar las exposiciones de aos
pasados. Esas evaluaciones deben ser acerca de los tipos de soldaduras efectuadas, de las
prcticas de trabajo, de los materiales adicionales usados, de la ropa de proteccin y sobre todo
de la composicin del metal base, de los fundentes y de los electrodos para que se tenga un
mejor control de las mismas.
A continuacin tenemos algunos efectos dainos que se presentan en la salud del
trabajador.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
3.2.2.2.1 Efectos respiratorios.
Uno de los ms frecuentes efectos a la salud por la exposicin de soldadura, son los
humos de la soldadura del metal, sta ocasiona a su vez la llamada fiebre del metal, que
regularmente aparece como una infeccin superior respiratoria, la cual tiene como
consecuencia, bronquitis aguda, neumona infecciones gastrointestinales superiores; stas
condiciones usualmente duran de 6 hasta 24 horas y van regularmente acompaadas de
escalofros, mareos y vmitos.
Las exposiciones de metales especficos como son los humos de zinc y xido de zinc,
y humos de varias composiciones que se mencionaron anteriormente, han sido asociadas
con la fiebre de humo de metal. Aunque no se especifica la exposicin de las
concentraciones que han sido asociadas con fiebre de humo de metal, se han visto casos
que los trabajadores son expuestos a esos humos que por lo regular han trabajando ms de
8 horas en espacios confinados pobremente ventilados.
Tambin la neumonitis y el edema pulmonar han sido el gran problema para la salud,
ya que son la principal enfermedad que presentan los soldadores al ejecutar varios procesos
(por ejemplo; la soldadura de oxigas, la soldadura por arco, la soldadura de plata soldadura
de oxitileno) donde estn gravemente expuestos.
Se dice que si los trabajadores se encuentran en periodos cortos con altas
concentraciones de dixido de nitrgeno, ozono, humos de cadmio, humos de cromo y
nquel, humos de aluminio y xido de hierro pueden terminar con su vida.
En esos casos los humos de cadmio presentan neumonitis aguda, y en casos de
muerte han sido reportados entre soldadores expuestos a cualquiera de las dos
combinaciones por soldadura (plata-cadmio) a la aleacin por soldadura de cadmio plata
metal en reas pobremente ventiladas. Varias fatalidades de edema pulmonar se han
encontrado en soldadores expuestos a concentraciones de dixido de nitrgeno (cerca de
100 ppm.), y se estima que para provocar la muerte de un soldador la exposicin al xido de
cadmio debe de ser por lo menos de un promedio de 8.6 mg-m3 acumulado en los
pulmones.
3.2.2.2.2 Daos auditivos.
El dao de tmpano prdida permanente de odo es reportado por soldadores que
no usan proteccin para los odos, por una excesiva presin de sonido por chispas que
entran a la oreja mientras se suelda se corta.
El riesgo que se produce por un ruido inducido al momento de soldar, ya sea con
escoplo de gubia con aire comprimido soplete de plasma de metal son prdidas de odo
temporales medias de 19 dB en 4000 Hz. las altas que son de 35 dB en 8000 Hz. y por lo
regular existen estos niveles con quienes sueldan con soplete de plasma por una hora ms
sin usar proteccin para el odo, resultado una herida traumtica.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
3.2.2.2.3 Efectos dermales.
Varios tipos de condiciones dermales observados en los soldadores han sido
atribuidos a la exposicin de agentes fsicos incluyendo entre ellos a la radiacin UV,
radiacin infrarroja y metales con los cuales los soldadores pueden llegar a tocar a entrar
en contacto con la piel. La dermatitis crnica y otras enfermedades de la piel deben ser
documentadas en varios reportes para tener un mejor control en la salud de soldadores ya
que la piel pueda estar en contacto con muchos tipos de metales peligrosos (p. ej. nquel,
cadmio, cromo y otros fundentes). Los soldadores expuestos al humo de soldadura pueden
experimentar episodios de dermatitis de contacto facial. En estos casos se recomienda el
traslado del trabajador a un rea segura lejos de la exposicin usar la ropa de proteccin
adecuada para eliminar minimizar la severidad de dicho desorden.
3.2.2.2.4 Daos en los ojos.
Segn las estadsticas del Seguro Social los casos en herida de ojo es el tipo de dao
que se presenta con mayor frecuencia en los soldadores. Cada uno de los daos es
asociado con la exposicin de radiaciones diversas, rebabas de metal cuerpos extraos
que entran en los ojos. La enfermedad ms comn que se presenta en los ojos es la
conjuntivitis causada por la exposicin a la radiacin ultravioleta (UV) de la soldadura por
arco y es conocida como flameada de ojos. Las flameadas en los ojos por ms de un perodo
prolongado han causado cataratas en los mismos. Similarmente la exposicin a la radiacin
infrarroja ha causado dao termal a la cornea y humor acuoso en el ojo originando la
formacin de cataratas lenticulares. Cada efecto adverso ha sido atribuido al uso incorrecto
ausencia de la proteccin para los ojos. Por lo que se sugiere tener un reporte de cada caso
para prevenir daos en los ojos y saber si la proteccin para los ojos estaba siendo usada en
el momento del dao.
3.2.2.2.5 Efectos reproductivos.
En estudios con la reproduccin, sugieren la posible asociacin de la soldadura
(principalmente los que estn en contacto con qumicos cancergenos) con el cncer de
prstata otro tipo de cncer en el sistema urinario que dan como resultado la intervencin
quirrgica de la misma, originando con esto la posible esterilidad del hombre provocar la
muerte.
3.2.2.2.6 Desordenes gastrointestinales.
Los desordenes gastrointestinales (mareos, vmitos, calambres intestinales) son a
menudo experiencias de soldadores que usan metal humeante y caliente, estos desordenes
son reversibles siguiendo un tratamiento y una exanimacin del trabajador para exposicin
adicional. Estos desordenes del aparato digestivo en soldadores, incluyen a la gastritis, a la
gastroduodenitis y la lcera gastroduodenal, donde se atribuyen este tipo de condiciones a
las largas exposiciones trmicas de soldadura humeante y gaseosa. Para tener estudios
epidemiolgicos de los soldadores se deben basar en el grado de mortalidad como resultado
de enfermedades del aparato digestivo a causa de los procesos.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
3.2.2.2.7 Efectos msculo-esquelticos.
Las heridas msculo-esquelticas tienen que ver notablemente con la afeccin de los
hombros, espalda y rodillas en varios soladores. Las heridas son dolorosas y reducen el
poder muscular, particularmente del msculo del corazn, tienen que ver frecuentemente con
trabajos de soldadura que son realizados sobre la cabeza por soldadores con y sin
experiencia. Los problemas de rodillas juntas (incluyendo enfermedades de bolsa de fluidos,
artritis y proliferacin de tejidos adiposos), por lo general son observados ante todo en
soldadores con ms de 6 aos de experiencia.
3.2.2.2.8 Enfermedades cardiovasculares.
La enfermedad cardiovascular en soldadores se ha visto notablemente en los ltimos
aos. En estudios de mortalidad del Instituto Estadstico de la Salud y Seguridad Social
(cuaderno No. 12, INEGI-1994) indican el aumento de riesgos de muerte por enfermedad
cardiovascular entre soldadores experimentados, puesto que el incremento se ha visto por la
falta de responsabilidad por parte de los trabajadores y por que los encargados de la
seguridad, ya que no los obligan a ponerse los equipos de proteccin para las vas
respiratorias y las normas se pasan desapercibidas.
El incremento de enfermedades de corazn tambin se ven afectadas por la
inconsciencia del trabajador, porque al estar en contacto con los humos generados por la
soldadura todava es capaz de ser una persona fumadora y que van contribuyendo an ms
a las enfermedades del corazn, pero s se cuenta con una ficha medica del trabajador los
datos que se puedan llegar a obtener de la ficha (refirindonos a sus hbitos de fumar)
llegaran a servir para poder prever las consecuencias cardiovasculares y podra ser mejor
tratada su enfermedad.
3.2.2.2.9 Enfermedades respiratorias crnicas.
La neumoconiosis, incluyendo la siderosis ha sido encontrada entre los soldadores
expuestos al humo del xido de hierro de los electrodos de metal desnudos. Durante la
soldadura con arco de acero templado han revelado concentraciones de xido de hierro
arriba de 30 mg/m3 y concentraciones de xido de zinc arriba de 15 mg/m3.
Las concentraciones ms altas son detectadas en reas de trabajo con poca pobre
ventilacin, por lo que ser necesario tener un rea bien ventilada. Tambin se dice que los
a trabajadores que estuvieron expuestos a xidos de hierro y slice y que soldaron tanto
metales ferrosos y no ferrosos usando electrodos cubiertos revelaron tener fibrosis interista
difusa y sedero-silicosis.
Estos soldadores as mismo han presentado enfermedades como la siderosis
complicada por fibrosis que al parecen estn asociados con la sustitucin de electrodos de
metal desnudos por electrodos cubiertos lo cual han mostraron una disminucin en la funcin
pulmonar y aumento del predominio de la bronquitis crnica.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
3.3 RECOMENDACIONES PARA LOS FACTORES DE RIESGO.
Para evitar lo ms posible los factores de riesgo y que produzcan un accidente hay
que eliminar las causas que los producen as como sus consecuencias y donde se clasifican
de la siguiente manera: causas prximas y causas remotas.
3.3.1 CAUSAS PRXIMAS.
Las causas prximas son aquellas que se presentan fsicamente y que estn a
nuestro alcance eliminarlas y son:
A) Condiciones inseguras.- Son los riesgos materiales en las herramientas, en las
maquinas , en los edificios reas de trabajo que rodea al individuo, ya sea por defecto
u omisin por la propia naturaleza de estos y que representan un peligro de accidente;
como por ejemplo:
Equipo defectuoso para procesos de soldadura.
Cable de corriente elctrica deteriorados desnudos.
Falta de orden y limpieza del rea de trabajo.
Iluminacin defectuosa, etc.
B) Prcticas inseguras.- Son los actos de ejecucin que exponen a las personas a sufrir un
accidente, por ejemplo:
Hacer caso omiso de los avisos carteles y etiquetas de precaucin.
Jugar en el rea de trabajo.
Improvisar herramental, andamios escaleras (hechizas).
Fumara hacer otras actividades en lugares prohibidos, etc.
Para eliminar las causas prximas podemos decir que habr de realizar lo siguiente:
Determinar que condiciones prcticas son inseguras por el personal capacitado.
Esto se realiza por sentido comn, por experiencia por personas con conocimiento
tcnico.
Encontrar que condiciones inseguras existen que practicas inseguras existen se
comenten. Esto se realiza por medio de supervisiones del equipo utilizado en los
procesos, investigaciones de accidentes ocurridos en la planta lugar de trabajo y
por estadsticas
3.3.2 CAUSAS REMOTAS.
Las causas remotas son aquellas que no estn en nuestro alcance, por lo cual son
ms difciles de controlar y eliminar, pero que si son evitadas examinadas, la disminucin
de accidentes ser ms positiva y duradera. Como ejemplos de causas remotas tenemos:
Los defectos fsicos, las caractersticas individuales, las malas actitudes, los
descontentos, la ignorancia, la distraccin de la persona, la mala organizacin; etc.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
3.3.3 CONTROL DE RIESGOS.
De lo antes mencionado, se listan algunas de las recomendaciones ms
considerables para controlar los riesgos:
Revisar el proceso u operacin, as como tambin el rea de trabajo.
Sustituir compuestos peligrosos con otros materiales menos txicos.
Segregar los procesos peligrosos.
Efectuar las operaciones peligrosas en un lugar seguro y adecuado.
La ventilacin del lugar debe contar con extractores ventilacin natural.
Tener un buen diseo, mantenimiento y limpieza, del equipo y del lugar.
Proveer de ventilacin general (cuando as se requiera).
Usar mtodos especiales; tales como el humedecimiento del rea para el
control de polvo (s es necesario).
El equipo de proteccin personal debe ser el adecuado.
Dar capacitacin y entrenamiento a trabajadores constantemente.
Etiquetar los materiales que son altamente txicos y peligrosos.
Documentar detalladamente la investigacin de los accidentes (para preverlos
tratar de no volver a cometerlos).
Tener su ficha clnica mdica de cada trabajador.
Mandar al trabajador a chequeos mdicos peridicamente.
Estas recomendaciones acerca de los riesgos potenciales se mencionan, para que se
hagan grupos de un acuerdo general, para poder habilitar un control a los patrones
(informacin de la causa de accidentes) y trabajadores expuestos a estos agentes de peligro,
dentro de los lmites especificados que proveen criterios para una prctica del trabajo
apropiada (reas, estaciones espacios confinados). Pues esta informacin es muy
indispensable para que no se produzcan riesgos potenciales (accidentes) ni lesiones de
cualquier ndole; ya que esto, se ve reflejado en la salud del individuo y en el resultado final
del trabajo realizado. Tambin son de gran peligro los agentes qumicos que causan daos a
la salud y ms cuando al trabajador se expone a espacios cerrados y donde l no sabe el
dao que le esta causando en trabajar en reas confinadas. Para esto se deben realizan
correctamente estudios epidemiolgicos y reportes de los trabajadores expuestos a gases,
humos u otros tipos, con llevando a prever adecuadamente la salud de las personas e
impedir el incremento de riesgo a contraer enfermedades, principalmente las respiratorias
agudas (como fiebre de gases metlicos, neumonitis y bronquitis), pues estas son vistas
constantemente en trabajadores expuestos a emisiones de la soldadura corte.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
En la tabla 3.3 y 3.4 se muestra en forma general el agente de riesgo que son
tpicamente generados cuando los procesos de soldadura son aplicados a metales bases
conocidos.
PROCESO
Soldar/ relleno de cadmio
Flama de corte, soldadura
Gas formado por la soldadura por arco
GMAW/ acero inoxidable
GMAW, todo los tipos usan monxido de carbono
Gas de Arco por soldadura de tungsteno/ Al Al-Mg
Soldadura por arco sumergido
(SMAW), bajo-hidrgeno
electrodos
SMAW/ hierro acero
SMAW/ acero inoxidable
Corte por Plasma/ aluminio
AGENTE RIESGOSO
Cadmio
Monxido de carbono
Oxido Ntrico (Ninguno)
Dixido de nitrgeno (NO2)
Radiacin Ultravioleta (UV)
(GMAW)/ aluminio (Al)
Ozono
aluminio-magnesio (Al-Mg)
Cromo Hexavalente(VI)
Nquel
Ozono
Dixido de carbono
Radiacin UV
Fluoruros
radiacin UV
xido del hierro
UV radiacin
Cromo (VI)
Nquel
radiacin UV
Ruido
Ozono
Tabla 3.3 Resumen de contaminantes procedentes de la soldadura.
Tabla 3.4 Resumen especfico de los limites de exposicin recomendados en soldadura en p.p.m (TLV).
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Para lo anterior existe un lmite de exposicin recomendado (RELs TLV) en todo
proceso de soldadura corte, por lo que debe ser bien establecido por el personal
correspondiente, (existen agentes qumicos y fsicos que varan de acuerdo a los procesos
de la soldadura).
Y si esa variedad de componentes de emisiones en la soldadura no llega a ser
controlada, alcanzar recprocamente efectos adversos en la salud.
Para lo antes mencionado se recomienda usar controles de ingeniera, como son los
monitores de exposicin de lmites individuales para agentes qumicos, as mismo tener
presente las prcticas seguras de trabajo que se vern en el capitulo 4.
Algunos de estas recomendaciones, ayudaran para saber si hay un aumento de
riesgo en el trabajador; es decir, que se les pueda informar antes de los peligros que corren
al estar trabajando en los procesos de soldadura y corte.
En la tabla 3.5, se muestran algunos ejemplos de los diferentes riesgos que se
pueden presentar durante el proceso de soldadura seleccionado.
FACTORES DE RIESGO EN LOS PROCESOS DE SOLDADURA
RIESGO
PLASMA
(PAW/PAC)
ARCO
CARBON
SMAW GTAW
(TIG) GMAW
(MIG) FCAW
SOLDADURA
DE ARCO
SUMERGIDO
(SAW)
OXICOMBUSTIBLE
Ergonmico
Choque elctrico
Luz intensa
Radiacin no ionizante
(infrarroja, ultravioleta,
etc.)
()
()
Gases y humos
txicos
Calor, fuego y
quemaduras
Ruido y vibraciones
()
Nota:
= Indica que est presente el riesgo
() = Indica que hay riesgo si no se usa flux
= Indica que no hay riesgo.
ABREVIATURA
CONCEPTO
PAW
PAC
(PAW) Plasma soldadura de arco
(PAC) Plasma de arcocarbn
SMAW
GTAW (TIG)
GMAW (MIG)
FCAW
SMAW (SHIELDED METAL ARC WELDING) Soldadura de arco metlico protegido.
GTAW (GAS TUGNSTEN ARC WELDING) Soldadura de arco de tungsteno y gas.
GMAW (GAS METAL ARC WELDING) Soldadura de arco metlico y gas.
FCAW (FLUX CORED ARC WELDING) Soldadura de arco cubierta de Flux.
(SAW)
SAW (SUBMERGED ARC WELDING) soldadura de arco sumergido.
Tabla 3.5 Factores de riesgos en los procesos de soldadura.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Y cabe sealar que para conocer la situacin laboral actual del paciente, el medico
debe tener el conocimiento de los antecedentes laborales y de la exposicin laboral actual,
los diversos factores de riesgo, conjuntamente con los signos, sntomas y datos de
laboratorio y gabinete; as tendr los elementos suficientes para diagnosticar sospechar la
patologa generada por el trabajo de soldadura corte y de esta manera dar a los pacientes
tratamientos y recomendaciones para su salud.
Esa seria una de las varias formas que existiran para regular la obediencia de las
exposiciones con sus especificaciones correspondientes, asegurando con los controles de
higiene la completa proteccin de la salud de los trabajadores. Tambin, se aconseja
monitorear antes el rea de trabajo, considerando los tipos de prevenciones posibles para
evitar riesgos, as como elaborar una serie de preguntas al trabajador antes, durante y
despus del periodo de trabajo.
Por concluir los riesgos en la soldadura y corte, ponen a prueba con inmemorables
resultados prcticamente todas y cada una de las habilidades del especialista en seguridad,
considerando que conforme evolucionen los conceptos modernos acerca de la misma se
tendrn que hacer ms y mayores esfuerzos por lograr la aplicacin de medios de proteccin
evitando riesgos en lo ms humanamente posible.
Para ello se deben siempre establecer, normas, requerimientos y leyes respaldados
por instituciones gubernamentales para reforzar la seguridad en las empresas, logrando que
las cumplan y eviten daos intolerables (cuando se sepa como hacerlo) por que el gobierno
tendra la facultad de sancionar aquellos que no obedezcan las especificaciones de la
legislacin.
Pues la importancia de la seguridad e higiene industrial es evidente al considerar los
riesgos que los diversos accidentes causan a los trabajadores, tales como:
Daos causados al lesionado.
Daos causados a la familia del lesionado.
Daos causados a la empresa.
Daos causados al pas.
La historia y el sentido comn con respecto a la seguridad sugieren que el control
efectivo de la tecnologa no es tan slo cuestin de conocer normas requerimientos
aplicables de las emplearlas ( pasarlas por alto) en los procesos de soldadura y corte. Sino
que adems se siga la necesidad de convencer a travs de tcnicas de liderazgo y
administracin competente, a todos aquellos que sean fundamentales para el cumplimiento
de la meta relacionada con la seguridad.
Y las funciones de planeacin organizacin, coordinacin e implementacin, que son
la esencia de la administracin gerencia de seguridad, tendrn que ser empleadas con el
mayor nivel de dominio posible si es que ha de conservarse el progreso hacia el
cumplimiento del objetivo de la seguridad y evitando al mximo los riesgos en los centros de
trabajo donde se empleen los procesos de soldadura y corte, que es nuestro caso.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
CAPITULO 4
SEGURIDAD E HIGIENE EN LOS PROCESOS.
4.1 ANTECEDENTES DE LA SALUD Y SEGURIDAD EN EL TRABAJO.
Las distintas formas de actividad humana, representan un factor importante en la
produccin de accidentes y enfermedades, ocasionadas por varios materiales, herramientas
equipos empleados en el trabajo. El hombre primitivo en sus inicios laborales aprendi esto
con la prctica, al principio vio disminuida su capacidad productiva por los accidentes propios
de la caza de animales y la pesca bsicamente, posteriormente al trabajar en el rea minera,
en la industria metalrgica y en otras actividades de trabajo padeci de las primeras
enfermedades producidas en su rea de trabajo.
En algunas obras de Hipcrates (en siglo V antes de Cristo) se encuentran
referencias que podan sealar los primeros atisbos de un tratamiento para enfermedades y
accidentes relacionados con el trabajo, sobre todo en metalrgicos expuestos al plomo, y
que posteriormente Galeno tres siglos despus (en el siglo II antes de Cristo) hace
observaciones interesantes a cerca de las enfermedades de los mineros, curtidores,
qumicos entre otros.
Despus Plinio el viejo en los inicios de nuestra era (en el siglo I despus de Cristo),
describe algunos elementos de proteccin personal, como unas mscaras hechas de vejigas
de animales, para evitar la inhalacin de polvos de minum (polvo rojo), este es el primer
esbozo de una medida de prevencin de riesgos de trabajo que se registra en la historia de
la salud en el trabajo.
A partir de estos primeros investigadores, en los cuales tenan un espritu
extraordinario de la observacin, trascurrieron 1400 aos, antes de que la historia registrara
otro hecho significativo, con Elleborg quien en el ao 1473 descubri los primeros sntomas
de envenenamiento por plomo y mercurio, es entonces que sugiere medidas preventivas
para la salud.
Mas adelante en el siglo XVI , George Baver, a quien podemos calificar como el
primer Ingeniero metalrgico, que complet su trabajo De Re Metallica publicado un ao
despus de su muerte (1556), en cuyo libro VI se ocup de la ventilacin de las minas,
describiendo tcnicas para hacerlas ms eficientes construyendo las correspondientes
chimeneas de ventilacin. Adems, seal las enfermedades que afectaban a los
trabajadores reconociendo el asma y tambin lo que l le llamo ulceracin de los
pulmones producida por la inhalacin de ciertos gases de metales.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Estas enfermedades eran conocidas en su poca como la fiebre por humos y
metales, que bien ahora sabemos que en se conoce como cncer pulmonar en este ultimo
de los casos. Y once aos despus, tambin en una forma pstuma, apareci la obra de
Aureolus Teofrastus Bombastus Von Hohemheim, mejor conocido como Paracelso que fue
uno de los padres de la qumica y las ciencias experimentales acerca de Los oficios y
enfermedades en la montaa (1567) que es una de las primeras publicaciones dedicada a
las enfermedades pulmonares crnicas de las personas que trabajaban con los metales. De
hecho las conoci de cerca, pues l inclusive las padeci ya que llevado por su inters en la
experimentacin directa, trabajo en las minas y fundiciones de metales de su poca. En su
obra hace referencia a la silicosis entre otras enfermedades e intoxicaciones por el plomo y
el mercurio. Este hombre por razones propias que vivi en su poca fue considerado como
charlatn y por tal razn fue que despus se publico su libro 26 aos despus de su muerte.
Pero que considerando su obra tenia mucha razn de lo que el haba observado relacionado
a las enfermedades de los mineros.
Despus a finales de la poca barroca y a principios de la ilustracin cuando otro
medico llamado Bernardino Ramazzini, profesor de medicina durante ms de 18 aos en la
Universidad de Modena, y considerado el fundador de la medicina en el trabajo realiz
bastantes estudios de epidemiologa. Sin embargo, Ramazzini es recordado no por sus libros
de epidemiologia, sino por su obra bastante modesta en el volumen sobre salud
ocupacional. Los escritos de este hombre sirvieron de base al desarrollo de las
investigaciones posteriores en salud pblica y ocupacional. Su libro titulado De Morbis
Artificum Diatriba (De las enfermedades de los trabajadores) publicado en 1700, estudia y
describe las enfermedades que afectaban a los trabajadores de los numerosos oficios que
existan en esa poca, haciendo observaciones precisas y todava vigentes; ya que muchos
captulos de su obra podran ser an considerados como consulta para el diagnstico de
algunas enfermedades en el trabajo.
Este medico, consiente de que su ciencia era eminentemente social sealo La
medicina, como jurisprudencia, debe contribuir al bienestar de los trabajadores, y vigilar, en
la medida de lo posible, que stos puedan cumplir con sus obligaciones, sin sufrir dao.
Ramazzini indicaba, la medicina del trabajo no se estudia en los consultorios, sino en los
lugares de trabajo.
Fue entonces que inicia una nueva estructura econmico-social, en donde entra el
capitalismo industrial y lo que creo nuevas formas de organizacin del trabajo. En el siglo
XVIII constituy una poca de profundos e importantes cambios tecnolgicos, que dieron
nacimiento a la revolucin industrial; el pas que tuvo gran ventaja en esto fue Inglaterra.
Y con esta nueva era y valiosa tecnologa ayudaron a la organizacin de las primeras
industrias determinando las condiciones de trabajo, que sirvieron de base para la
investigacin de la contaminacin a causa de polvos, humos, gases y vapores txicos que
daaban la salud del trabajador e influenci para al estudio de los accidentes y
enfermedades que diezmaban los grupos laborales, cuya esperanza de vida apenas
sobrepasaba los 30 aos; pero el incipiente desarrollo econmico y la falta de
especializacin los hacia mas difciles de estudiar los casos.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
As que en el ambiente preventivo de enfermedades de trabajo fue iniciado y
abordado por Lehmann en 1884, al sentar las bases para el control del ambiente industrial.
Entonces de lo anterior sabemos que en sus inicios el estudio de la seguridad haba
estado en transicin como concepto y prctica; es decir, desde lo que fue una vez un
enfoque sencillo para la eliminacin de agentes de lesin ahora es muy a menudo un
enfoque complejo de control confiable para evitar accidentes.
Actualmente esa transicin fue ocurriendo en nuestra conciencia cada vez mayor, lo
que a dado el origen a una legislacin ms vasta y estricta en el intento de inducir las
normas de seguridad e higiene en las industrias.
En los aos de 1800, bsicamente en las dcadas de 1820 y 1840 se promulgaron
las primeras leyes en pro de la salud y la seguridad de los trabajadores como se menciono
anteriormente, en donde uno de los primeros pases que empieza a implementar esta ley es
Inglaterra.
Con el surgimiento de estas reglamentaciones, Estados Unidos es uno de los
subsecuentes que dan seguimiento a las leyes de Inglaterra, pero despus de un cierto
tiempo tienen desacuerdos por el mal control de accidentes y salud laboral, y como
consecuencia de lo anterior Estados Unidos comenz a crear sus propias normas.
En ese sentido varios pases latinoamericanos como Per, Chile, Bolivia, Colombia,
Venezuela, Estados Unidos entre otros desarrollan varias normas que empiezan a influenciar
a otros organismos para hacer Leyes de Seguridad e Higiene, las cuales no mostraban
seales de mejora en cuanto a la disminucin de accidentes y proteccin personal.
Entonces hasta 1970 es que conforman un organismo influenciado por tres leyes
precedentes relativas al trabajo industrial que fueron: Ley Wagner (1935), Ley Taft Hartley
(1947). Ley Landrum Griffin (1959) para formar lo que hoy en da se conoce como OSHA
(Ley de Seguridad y Salud Ocupacionales - Ley de Williams Steiger, 1970), la cual tuvo una
accin positiva en cuestiones de Seguridad Industrial.
A partir de 1971, la OSHA (que entr en vigor el 28 de abril de 1971) empieza a tener
una amplia influencia para crear otros organismos importantes, entre los ms destacados
esta la NIOSH (Instituto Nacional para la Seguridad y Salud Ocupacionales) y la OIT
(Organizacin Internacional del Trabajo) y a en Mxico entra la ley Federal del trabajo (1931)
que comparten la idea de proteger a los trabajadores; adoptando normas internacionales
para la seguridad industrial y para las enfermedades ocupacionales; las cuales se asociaron
a ms de 158 pases y donde la OSHA aprueba y clasifica a tres tipos de normas para
asegurar las salud y seguridad en los lugares de trabajo, que son: las Normas interinas, las
Normas temporales de emergencia y las Normas permanentes.
Con lo correspondiente para la legislacin laboral que rige los aspectos de Seguridad
y Salud en el Trabajo en diversos pases de Amrica Latina (especficamente para Mxico),
se destacan algunos puntos significativos de las leyes y decretos establecidos para la
seguridad e higiene industrial.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
En este caso para Mxico existe la llamada Ley Federal del Trabajo que reglamenta
el Art. 123 de la Constitucin Poltica Mexicana. En el Ttulo Cuarto, Cap. I, se expresa los
derechos y obligaciones de los trabajadores y los patrones. Lo referente a las disposiciones
de seguridad y salud ocupacional est prescrito en el Art. 132 de dicha Ley. El Ttulo Noveno
trata de los riesgos del trabajo (accidentes y enfermedades). Las incapacidades y los
servicios asistenciales se tratan en coordinacin con lo que prescriben los organismos como:
el Gobierno Federal, Secretara de Salud, el Instituto Mexicano del Seguro Social, la
Secretara de Trabajo y Previsin Social, Ley Federal sobre Metrologa y Normalizacin entre
otras.
Para las prcticas seguras que se mencionarn, se enfocan en especificaciones y
normas editadas por varios organismos como la American Welding Society (AWS), la
Sociedad Compressed Gas Association (CGA), la Sociedad National Fire Protection
Association (NFPA), la Secretara del Trabajo y Previsin Social (STPS) y la Ley de Federal
de Metrologa y Normalizacin, bsicamente. Estas hacen referencia especfica a la
soldadura y corte que forman parte del Acta de Williams-Steiger sobre Seguridad y Salud en
los centros de trabajo, conocida comnmente como OSHA; ya mencionada anteriormente
(Fig. 4.1).
Fig. 4.1 Algunos organismos de seguridad asociados con la soldadura.
Actualmente el hombre, la ciencia y la tecnologa han evolucionado y la medicina de
trabajo tambin lo ha hecho, transformndose en lo que hoy se conoce como salud en el
trabajo salud ocupacional, lo cual contempla la interdisciplina para identificar, diagnosticar,
prevenir y controlas los factores de riesgo y su percusin en la salud el bienestar de la
poblacin trabajadora. Pues el objetivo de implementar la seguridad en los procesos de
soldadura y corte, es eliminar riesgos latentes y lograr correcciones inmediatas para que se
tenga un control ms confiable en los trabajos a realizar.
Por tanto, bastar hacer aqu una exposicin bsica general acerca de los factores de
seguridad e higiene que intervienen en los procesos de soldadura y corte; tales
consideraciones es una orientacin para que los encargados de seguridad y los ingenieros
personal autorizado puedan profundizar en este tema.
Cabe aclarar, que se pondr suficiente insistencia en el hecho de que en la seleccin
del equipo siempre estar bajo un funcionamiento correcto; de acuerdo con las condiciones
normativas requerimientos del lugar de trabajo y en donde se lleven a cabo actividades de
soldadura y corte.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
4.1.1 REQUERIMIENTOS EN UNA PRCTICA SEGURA.
Una prctica segura de trabajo en soldadura y corte, se le entiende como al medio
escrito desarrollado por ingeniera de operaciones por el personal correspondiente, con el
objetivo de planificar y controlar el desarrollo de las actividades bajo un funcionamiento
seguro y con sentido comn, donde las condiciones incluyen tambin la prevencin de
enfermedades y lesiones. Estas prcticas deben de contener por ejemplo, el tipo de trabajo a
utilizar, las instrucciones de manejo de los equipos (p. ej. herramientas, accesorios,
materiales, etc.) usados en el proceso, las reglas internas del centro de trabajo, el control
monitoreo de la atmsfera, el saneamiento e higiene personal, el equipo de proteccin
personal, as como tambin proporcionar la informacin acerca del rea de trabajo y de
como manejar las situaciones de emergencia, en el caso de que se lleguen a presentar.
Y para poder tener una prctica segura de trabajo debern cubrirse como mnimo los
siguientes puntos:
a) Objetivo.- En este se define con claridad la actividad y el motivo por el que se realizar el
trabajo (soldadura corte).
b) Localizacin del rea de trabajo.- Tener un plano, lay-out de la planta rea de trabajo
donde abarque todas las instalaciones y detalles del lugar.
c) Medidas de seguridad y revisin.- Despus de tener el rea de trabajo, se debe revisar el
lugar que este libre de atmosferas explosivas no respirables, asi como especificar en
detalle los equipos, herramientas, accesorios, materiales, normas de seguridad y equipos de
proteccin personal necesarios a utilizar.
d) Procedimientos.- En estos se establecen los procedimientos a utilizar, es decir se
determina la secuencia de operaciones y la forma en la que estas debern desarrollarse, as
mismo proporcionan informacin necesaria para el manejo cuidado de los equipos y
materiales que debern utilizarse. Asimismo de indicar la manera de actuar en las
situaciones de riesgo y tener rutas de evacuacin. Y que cuando se trabaje en reas que no
son diseadas para trabajar especficamente en este caso para la soldadura corte),
debern tomarse precauciones especiales, instrucciones para retirar materiales que pueden
provocar pirolisis txica la combustin de materiales, as como describir el equipo
necesario para riesgos especficos e incluir medidas contra incendios u otros.
e) El tiempo estimado.- En este se considera un promedio de tiempo requerido en la
realizacin del trabajo, con el propsito de controlar las actividades dentro del rea del
lugares cerrados especficos.
f) Obtencin de resultados.- Aqu se establece en definitivo las caractersticas satisfactorias
que deben obtenerse en las partes de trabajo, garantizando la calidad y funcionalidad de los
procesos para que puedan ser confiablemente utilizados y obviamente responder a las
necesidades del consumidor y resguardando siempre la seguridad y salud del personal.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Cada uno de estos puntos generales podr hacer que los responsables en cualquier
actividad donde lleven a cabo una prctica con una mayor seguridad, logrando obtener un
control del rea. Adems, los siguientes captulos ayudarn a motivar al personal para que
tengan conciencia de trabajar de forma confiable y eficaz; pro-activando siempre que tengan
seguridad y precaucin en las actividades dentro y fuera del rea de trabajo.
4.2 LA SEGURIDAD EN LOS PROCESOS.
Hoy en da se piensa que la inspeccin es una actividad terminal (la que se efecta al
trmino del trabajo), pero en realidad no es as, ya que es uno de los principales errores de
la verificacin que cometen las industrias.
Para que no suceda tal efecto se recomienda el establecimiento de un procedimiento
de seguridad que corrobor la efectividad y evaluacin del mismo.
Lo siguiente es una muestra de que se debe de hacer antes, durante y despus de
realizar un trabajo de soldadura (ser recomendable que el operario tenga una copia del
mismo cuando se efecte la ejecucin), el cual se titula: La Inspeccin de la soldadura:
Antes de la Soldadura:
- Limpieza de escorias, polvos, aceites u otros.
- Identificacin del material.
- Anlisis qumico y propiedades mecnicas.
- Discontinuidades del material base y geometra de la junta.
- Sistemas especiales usados para el ensamble y fabricacin.
- Delimitacin del rea de trabajo.
- Revisar el quipo de trabajo y de proteccin personal.
Durante la Soldadura:
- Precalentamiento y temperatura entre pasos.
- Verificacin del metal de aporte.
- Pasada de raz.
- Penetracin del cordn de fondeo.
- Limpieza realizada entre pasos.
- Apariencia entre pasos.
- Concordancia con la especificacin del procedimiento y tiempo.
Despus de la Soldadura:
- Post-tratamiento trmico si es requerido.
- Mtodos de limpieza para inspeccin.
- Aplicacin de las pruebas no destructivas.
- Aplicacin de las pruebas destructivas (s se especifican).
- Reparaciones y su respectiva inspeccin posterior.
- Colocacin del equipo en su lugar correspondiente.
- Inspeccin del lugar y equipo, de posibles riesgos.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Este procedimiento para ser aceptado deber utilizarse bsicamente para dos
objetivos en particular:
Calificar la habilidad de los operadores al aplicar dicho procedimiento.
Seguir un estndar, verificando siempre que se emplee un procedimiento calificado y
seguro, antes, durante y despus.
Para el formato anterior se recomienda que cada compaa establezca sus propios
criterios y sus requerimientos, haciendo evaluaciones de seguridad permanentes y
buscando siempre que sean los ms ptimos; pues este es solo una pauta a seguir para
establecerlo en sus empresas lugar de trabajo.
4.2.1 SEGURIDAD EN LA SOLDADURA POR ARCO.
En los procesos de soldadura por arco con electrodos revestidos, la soldadura de
arco con proteccin gaseosa y en los procesos de soldadura por resistencia, la seguridad se
va viendo en el grado de sus requerimientos de operacin, de sus instalaciones y de los
equipos necesarios; estos podran variar en cuanto a su tamao y tipo, como pueden ser las
fuentes de alimentacin que varan desde pequeos generadores porttiles para el soldeo
con arco con electrodos revestidos, hasta instalaciones altamente mecanizadas para el
soldeo por puntos para soldaduras semiautomticas con proteccin gaseosa. A
continuacin se indicarn las reglas de seguridad necesarias al trabajar con soldadura por
arco:
1.- Al iniciar cualquier trabajo de soldadura, el soldador debe contar antes con la preparacin
adecuada en este campo, tener nociones del rea en la cual va a trabajar, tener disponible
la informacin de los fabricantes para la instalacin y uso de los equipos, conocer las
herramientas a utilizar, asimilar correctamente las prcticas de trabajo, cumplir con los
requerimientos de proteccin de seguridad personal requeridos (de acuerdo a la actividad) y
tener siempre presentes las normas de seguridad para su buen desarrollo en el trabajo.
2.- El operario debe asegurarse siempre de las condiciones ptimas de los equipos de
trabajo y del mantenimiento del mismo.
3.- Nunca se deben poner a trabajar los generadores elctricos accionados por motor de
combustin interna dentro del espacio de trabajo, a menos que se tomen las precauciones
necesarias para extraer el dixido de carbono generado por estos.
4.- Cuidar que los cables se encuentren en buen estado y evitar al mximo posible daos en
ellos, colocndolos en lugares donde no lleguen a ser trozados por el paso de otros equipos
ser alcanzados por proyecciones de metal calientes desprendidos en el trabajo (chispas
salpicaduras); y s se llegar a detectar cables daados, estos deben ser reemplazados
inmediatamente por la persona indicada.
5.- Se recomienda poner los cables de tierra, del electrodo y los de alimentacin de energa
elctrica, en lugares donde no crucen puertas, pasillos escaleras para evitar posibles
tropiezos, cadas u otros posibles daos.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
6.- El equipo elctrico siempre debe contar con un interruptor general cerca del puesto de
trabajo, de manera que el suministro de energa elctrica pueda interrumpirse rpidamente
en caso de una emergencia.
7.- Para realizar el cambio de polaridad en los equipos debe realizarse en el momento en
que no se tenga carga (mquina en vaco), para evitar que se flameen las superficies de
contacto de el interruptor de cambio y se produzcan arqueos de corriente que pueden causar
lesiones graves a los trabajadores (estos dispositivos de seguridad pueden ser los candados
especiales para que no se suba el interruptor de la corriente).
8.- Si el personal requiere retirarse por un tiempo considerable del rea de trabajo, es
necesario apagar el equipo y recoger todos los cables, as como dar aviso al personal
correspondiente.
9.- Procurar tener los cables libres de grasa, fuera de contacto con el agua y que no se
encuentren cubiertos con tierra metales conductores.
10.- Los equipos que no se encuentren conectados a tierra, por ningn motivo debern ser
utilizados, pues se corre el riesgo que por algn descuido si se toca una parte que no se
encuentre conectada bien a esta, llega a producirse una fuerte descarga elctrica a travs
del cuerpo, dando como resultado quemaduras graves y lesiones, provocando la muerte. As
mismo los equipos jams tendrn que ser aterrizados en tuberas que conduzcan gases
fluidos inflamables, ya que en dichas circunstancias podran producir un incendio.
11.- No sobrepasar los limites de carga en los cables de las mquinas, de lo contrario se
tendr un incremento en la temperatura de los mismos llegando hasta el punto en que se
pudiera deteriorar sus recubrimientos y como consecuencia provocar un corto circuito en la
red. De igual manera se debe estar seguro de no tener conexiones flojas, ya que se tendrn
pequeos arcos indeseables entre las partes mal conectadas (produciendo un chispazo de
corriente).
12.- Por ningn motivo se debe tratar de corregir alguna anomala si se tiene el equipo
energizado; pero en casos de que el equipo opere mal, se debe reportar a los responsables
del rea a las personas encargadas de su cuidado y no tratar de corregirlos por s mismo.
13.- Evitar soldar en lugares hmedos mojados, mantener las manos y la ropa bien secas
para evitar descargas elctricas; al manipular el electrodo, se debe tener cuidado para que la
parte no aislada del porta- electrodo no entre en contacto con la tierra del cable de la
mquina de soldadura, cuando este conectado a la corriente.
14.- En los procesos de arco protegido no solo hay que tener cuidado al usar los portaelectrodos diseados especficamente para estos procesos, sino tambin con la capacidad
necesaria para que sea la suficiente y poder trabajar con la intensidad de corriente mxima
requerida.
15.- No cebar el arco sin antes cumplir con los requerimientos de seguridad en la proteccin
visual, tanto en la persona ejecutante, como de la gente que lo rodea.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
16.- Si se va a trabajar en espacios confinados, en lugares huecos en recipientes usados,
estos tendrn que ser aireados, limpiados purgados con un gas inerte no inflamable
(argn, helio, dixido de carbono, nitrgeno vapor de agua), para evitar que los restos de
los gases sean capaces de reaccionar y provoquen explosiones.
17.- Una vez finalizada la labor se debe apagar el equipo, desconectar el interruptor general,
colocar las grapas del porta-electrodos y el de tierra en su lugar, recoger los materiales de
desperdicio y dejar limpia el rea de trabajo.
4.2.2 SEGURIDAD EN LA SOLDADURA CON LLAMA.
En los procesos con llama flama, las precauciones se centran principalmente en la
manipulacin de botellas (contenedores de gas), en la operacin de mano-reductores
vlvulas, en el uso del oxgeno, en los gases combustibles, en las mangueras para gases, en
la deteccin de fugas y en el encendido de la llama. Las instrucciones relacionadas con este
tipo de proceso y que se extienden a otros procesos difirieren tan slo en el medio
combustible (por ejemplo: el acetileno, propano, butano, hidrgeno, el gas natural, el dimetilpropadieno, entre otros que se pueden usar y son casi parecidos). Se debe de sealar si el
calor que se proporciona es para realizar el proceso de soldadura corte, ya que deben
seguir con sumo cuidado las siguientes advertencias:
1.- En cualquier trabajo a realizar con sopletes, deben usarse lentes gafas con los filtros
correspondientes, las gafas contra llama deben llevar protectores laterales uno de los
lentes apropiados para cada momento, an cuando se ajusten los controles; todo esto con el
propsito de proteger a los ojos de las proyecciones.
2.- Cuidar que el acetileno no entre en contacto con partes de cobre con aleaciones del
mismo, de lo contrario se generar el acetiluro de cobre; que es un detonante muy sensible
que puede provocar violentas explosiones.
3.- Para lograr excelentes resultados en el trabajo, deben tomarse todas las consideraciones
previstas en las prcticas de trabajo, cumplir los requerimientos de proteccin personal,
utilizar adecuadamente los equipos y herramientas, conservar en las mejores condiciones el
rea de trabajo, revisar el estado adecuado de todos los elementos involucrados con la
actividad y siempre estar al pendiente de cualquier evento inesperado.
4.- Se deben mantener los cilindros de gas alejados de cualquier fuente de calor, pues la
elevacin de la temperatura causa una elevacin en la presin de los cilindros provocando
que los tapones de los fusibles se abran y se escape el gas. Si por algn motivo llegarn a
calentarse los cilindros, deben enfriarse con agua normal (o sea, utilizar agua a temperatura
de 15C aprox.), debido a que el acetileno es inestable cuando se somete a presiones arriba
de 1.5 kg/cm2.
5.- Para transportar los cilindros debe hacerse con cuidado como: no golpearlos, tirarlos,
rodarlos, ni cantearlos y cuando se trasladen de un lugar a otro deben ir bien sujetados
teniendo un mnimo de movimiento, para esto se recomienda mantenerlos en una posicin
vertical firme.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
6.- Los capuchones de seguridad provistos en los cilindros deben mantenerse colocados
antes y despus de finalizar las actividades. Para abrir cerrar los grifos de los cilindros se
debe hacer con la mano (nunca debe utilizarse algn tipo de herramienta inadecuada, por
ejemplo usar un martillo).
7.- Se debe evitar el contacto de grasa aceite en los cilindros, mangueras, mano
reductores, vlvulas, sopletes y en cualquier parte de contacto con los gases. Aunque el
oxgeno no sea inflamable, tambin puede llegar a provocar la combustin de ellos.
8.- No montar las boquillas cuando el soplete se encuentre caliente; evitar que los sopletes
se golpeen, porque se desajustan originando fugas de gas. Al final de cada operacin deben
colocarlos en un lugar seguro y usar la herramienta adecuada para la colocacin de las
boquillas en el soplete, as como del soplete a las mangueras.
9.- Al armar el equipo se debe considerar antes lo siguiente:
a) .- Colocar el color de la manguera correspondiente, que para cada gas es de un
color determinado; por ejemplo, para la soldadura oxiacetilnica la manguera del acetileno es
de color verde, mientras que la del oxgeno es de color rojo.
b) .- Por norma se debe utilizar en sus uniones los diferentes tipos de cuerda de los
dispositivos (necesarios para el suministro de gas), as tambin para los mano reductores
elementos de unin y sopletes por donde circular el oxgeno, (estos tienen cuerda derecha,
mientras que para el acetileno son con cuerda izquierda).
c) .- Nunca debern intercambiarse los dispositivos usados en el manejo de un gas y
menos para emplearlos en el manejo de otro distinto; por ejemplo, si una manguera fue
usada para suministrar oxgeno a un soplete, esta no debe ser usada para el suministro de
acetileno en una operacin posterior, de lo contrario se tendr una mezcla de gases en la
manguera pudiendo ocasionar un incendio.
d) .- Todos los cilindros deben estar bien identificados y separados de acuerdo al tipo
de gas que contengan, al colocarlos en almacn deben ponerse los recipientes llenos,
alejados siempre de los vacos para su fcil manipulacin, (estos ltimos deben marcarse
con una tiza indicando la palabra vaco) (Fig. 4.2).
10.- Una vez que el equipo se encuentre armado, debe procederse a detectar posibles fugas
en los siguientes puntos: en vlvulas de los cilindros, conexiones de reguladores, en
conexiones entre las mangueras que suministran los gases con los distintos dispositivos
requeridos en el proceso y en las vlvulas del soplete que controlan la salida de gases.
Para realizar dicha operacin, se recomienda tener la presin adecuada y cerrar las
vlvulas del soplete, para que con el auxilio de una solucin jabonosa no grasosa sea
aplicada con una brocha en los puntos a revisar, (se generaran pequeas burbujas de jabn
en caso de existir fugas)
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Fig. 4.2 Separacin y clasificacin de los cilindros
Si se detectan fugas en las conexiones, estas deben ser reapretadas
cuidadosamente para no daar las cuerdas de los conectores dispositivos y ser reparadas
inmediatamente por personal calificado segn sea el caso.
Y s las fugas se presentan en los cilindros, vlvulas boquillas del soplete; nunca se
deben tratar de reparar, sin antes avisar al personal encargado en el cuidado de tales
elementos al supervisor del rea de trabajo, al mismo tiempo se tienen que separar para su
fcil identificacin y marcar el cilindro claramente con la palabra fuga y evitar que sean
usados por algn otro trabajador. Una vez que se est plenamente seguro de la inexistencia
de una fuga, se procede a limpiar todos los dispositivos y elementos usados en el proceso
con un trapo seco y limpio, incluyendo a las mangueras y cilindros e iniciar toda la operacin.
11.- Para encender la llama, nunca se debe utilizar cerillos, encendedor algn otro medio
que no sea el encendedor de friccin diseado especialmente para este propsito; puesto
que al encender la llama se produce un fogonazo que puede provocar graves quemaduras
en la mano.
Se recomienda abrir una vuelta y media a la llave del acetileno en el soplete, luego
producir la chispa con el encendedor de friccin acercndola a la boquilla y finalmente con la
abertura de la llave del oxgeno regular la llama a utilizar en la operacin; para ello debe
asegurarse de no apuntar con el soplete hacia otro trabajador hacia el mismo operador.
12.- No se deben efectuar trabajos de soldadura de corte en presencia de vapores gases
inflamables (por ejemplo, gasolina solventes).
Fig. 4.3 Colocacin y verificacin de vlvulas en cilindros y mango del soplete.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
13.- Para evitar el retroceso de la llama; se recomienda usar vlvulas de retencin contra
inversin contrapresin en los cilindros de los gases; y de ser posible en el mango del
soplete (Fig.4.3).
14.- Procurar no poner las piezas de trabajo sobre pisos de concreto, debido a que cuando
ste se calienta desmedidamente se llega a fragmentar, consiguiendo daar a los
trabajadores cercanos, con posibles proyecciones y ocasionar otros tipos de riesgos.
15.- Se deben poner guardas de proteccin en los equipos de transmisin de potencia
mecnica, como son los engranajes, ejes de transmisin embragues, para que no llegue a
daar al trabajador y generen un accidente.
16.- Evitar el uso de ropa holgada para no permitir el alojamiento de chispas fragmentos
del material desprendido, tampoco cargar en los bolsillos cerillos encendedores, mantener
libre de grasas y aceites el rea de trabajo, as como todos los elementos que entrarn en
contacto con los gases utilizados en el proceso, evitar una ignicin espontnea en perjuicio
del propio trabajador y de sus compaeros.
17.- Si un material combustible ha sido expuesto al metal fundido a escorias calientes
procedentes de las operaciones de soldadura de corte, se recomienda dejar una persona
en el lugar de trabajo por lo menos media hora despus de haber terminado, para
asegurarse de que no han iniciado fuegos lentos semi-apagados.
4.2.3 SEGURIDAD EN EL CORTE TRMICO.
Los incendios generados durante los procesos de corte se deben generalmente por
no tener las precauciones debidas; los cortadores olvidan que las chispas y escorias
producidas durante la operacin llegan a desplazarse a distancias de entre 10 a 12 metros,
salindose de su campo visual, como consecuencia de esto no se da cuenta de s el metal
desprendido tiene la temperatura suficiente como para provocar un incendio.
Para lo anterior se recomienda a los cortadores que usen cualquiera de los mtodos
en los que se empleen gases combustibles para obtener las temperaturas necesarias en el
proceso; seguir los cuidados descritos en el tema 4.2.2.
Mientras que si el proceso elegido es mediante el empleo del arco elctrico, se
deber tener los cuidados listados en el tema 4.2.1; adems de considerar las siguientes
medidas:
1.- No cortar en lugares donde exista la posibilidad de provocar un incendio con las chispas
proyecciones generadas por el proceso mismo; por ejemplo, no soldar en lugares donde se
tengan materiales altamente inflamables como depsitos de combustibles, lugares con
presencia de madera, almacn de cilindros de gases materiales como telas sintticas
solventes.
2.- Disponer por lo menos con dos extintores (llenos) cerca de donde se realiza el proceso
de corte.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
3.- Cuando se va a realizar un corte en donde se prev gran desprendimiento de
proyecciones y escoria, se recomienda rociar el suelo con arena para evitar el calentamiento
del piso y el agrietamiento del mismo. De lo contrario si se requiere trabajar en reas
susceptibles a incendiarse se recomienda trabajar sobre una parrilla montada sobre un cajn
parcialmente lleno de arena y que sea aislante del fuego.
4.- Nunca cortar cerca de ventiladores en lugares que hagan rebotar las chispas.
5.- Cuando el riesgo de incendio es grande se debe mantener a alguien al pendiente durante
el proceso, provisto de extintor y de ropa apropiada para sofocar cualquier indicio de fuego,
al igual que contar con una serie de instrucciones contra desastres.
6.- No usar al oxgeno como sustituto del aire comprimido para limpiar la zona de trabajo.
7.- En el corte con llama, ajustar las presiones de oxgeno y acetileno a los valores
adecuados. Para cebar el corte, aplicar la llama de calentamiento sobre la zona de iniciacin
con el dardo a 1.5 mm sobre la superficie de la pieza hasta que se ponga al rojo brillante;
una vez iniciado el corte desplazar el soplete de forma que el corte progrese rpidamente sin
interrupciones, si el corte se interrumpe no se tiene la penetracin completa se debe cebar
nuevamente la llama (ver capitulo 2).
8.- En el corte por arco con electrodos revestidos deben usarse electrodos de acero
ordinario de los tipos E-6010 E-6011 (ver anexos).
Fig. 4.4 Seguridad en los procesos de corte.
9.- Para cortar metales no frricos a grandes velocidades se recomienda el proceso de
corte con arco-plasma usando corriente continua con polaridad directa.
10.- Si se quiere cortar con el proceso arco-aire se recomiendan los electrodos de carbngrafito, que pueden ser desnudos revestidos de cobre.
11.- En el corte con rayo lser plasma se debe proteger la vista con los lentes adecuados
al igual de mantener la distancia requerida por el proceso (Fig. 4.4).
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
4.3 SEGURIDAD EN EL REA DE TRABAJO
Antes de iniciar cualquier operacin el trabajador debe ser informado sobre el estado
de los materiales, la distincin de los mismos y de los lugares en donde se deber trabajar
(principalmente conocer la atmsfera del lugar), as mismo de las condiciones que puedan
originar accidentes peligros dentro del rea. Es decir, se deber informar si las partes a
soldar cortar, han estado en contacto con materiales inflamables (hidrocarburos) si
poseen algn recubrimiento especial (pintura, asbesto, mercurio, zinc la presencia de
berilio, cadmio, cromo, nquel, etc.), para que sean retirados por medio de un procedimiento
en particular e igualmente de informar acerca de los componentes riesgosos inusuales, como
pueden ser los materiales y equipos.
4.3.1 CONDICIONES DEL REA.
Para desarrollar un trabajo en condiciones seguras se debe tener un sitio
determinado para poder trabajar en diferentes condiciones y dependiendo de las partes a
unir cortar; es decir, saber si este se puede efectuar en un lugar cerrado abierto
(especficamente), para realizar tal actividad.
Para esto es recomendable tener la informacin de las precauciones y medidas de
control necesarias para reducir los accidentes y riesgos latentes en el trabajo; as mismo
saber si el trabajador est en ptimas condiciones de salud para poder desarrollar bien su
trabajo (fsica y psicolgicamente). Donde la rea de trabajo contar con las siguientes
caractersticas.
4.3.1.1 Espacio estacin de trabajo.
Es la superficie destinada para realizar trabajos de soldadura corte, este tiene que
ser lo suficientemente amplia para poder colocar el equipo necesario con el que se ejecutara
el proceso (mnimo de 5 x 5 mts), y permitir la libre circulacin del aire para la ventilacin del
ambiente, dndole la libertad al trabajador para que pueda realizar sus movimientos sin
restriccin. Se recomienda que cuando se trabaje con procesos de arco, las paredes del
recinto deben pintarse de un color opaco para que no refleje la luz; como por ejemplo se
pueden pintar de color negro, oxido de zinc gris; de lo contrario deber encerrarse la pieza
de trabajo y el operador en una caseta especialmente preparada para tales efectos (Fig. 4.5).
4.3.1.2 Ventilacin.
Los riesgos en el sistema respiratorio de los operadores (asociados con soldadura y
corte), se deben en gran parte a la inhalacin de gases, polvos y humos metlicos, no
controlados. La cantidad de estos humos gases que un trabajador puede soportar,
depender de las dimensiones de la zona de trabajo, del nmero de trabajadores a su
alrededor, del tiempo de exposicin, de la ventilacin con que se cuente, del tipo de
materiales con que se trabaja, del tamao de la pieza y la posicin de la cabeza del soldador
con respecto a la trayectoria de los humos.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
De aqu la importancia de la circulacin del aire en los centros de trabajo, pues se
prefiere que el aire circule en forma natural por toda el rea, ya que de lo contrario se deber
buscar una manera de sustraer el aire contaminado mediante extractores de aire, instalados
alrededor de la estacin de trabajo. Otra opcin es mediante dispositivos individuales en
cada punto de trabajo, con el propsito de estar renovndolo constantemente.
Al exterior
Campana
Cortina
Caja para
Electrodos
Paredes
resistentes
al fuego
Suelo resistente
al fuego
Fig.4.5 Una cabina con ventilacin constituye un trabajo seguro.
La ventilacin de escape local es preferida donde quiera que sea, pero podra usarse
la ventilacin general (para casos donde las exposiciones sean bien conocidas); salvo en el
dado caso de que la ventilacin de escape local no pudiera ser colocada cerca de la fuente
de emisiones nicamente.
Estos dos sistemas de ventilacin (general y local) debern contar al menos con las
siguientes especificaciones:
Los tubos de escape, tapas y canalizaciones deben ser construidos con materiales
resistentes al fuego.
Los sistemas deben ser equipados con alarmas, medidores de flujo u otros
dispositivos que indiquen el mal funcionamiento bloqueo de las canalizaciones.
La velocidad del aire en la cara del conducto debe ser suficiente, para capturar las
emisiones. El diseo del capirote debe ser tal que extraiga las emisiones y sean
llevadas lejos de la zona de respiracin de los operarios.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
La condicin que se debe hacer para preparar la limpieza del aire, es de acuerdo a
los requerimientos ambientales que tienen como principal objetivo que todo el aire
que se reemplaza y se retira debe ser limpio y respirable". Actualmente varios
diseos en sistemas de ventilacin de escape pueden proveer un control efectivo de
las emisiones de humos y gases.
Para los dispositivos individuales de ventilacin en forma de escafandras
(capuchones) de eyectores de aire comprimido, se dispondrn en sentido opuesto a la
dilucin de los humos, porque el capuchn tiene una parte superior y por lo menos dos
laterales que circundan al trabajador durante la operacin; ste capuchn tubo de
ventilacin deber proveer una corriente de aire de no menos de 30.48 m/min - (100
pies/min).
Si se usan a los lados deflectores pestaas en la entrada del conducto, se podr
incrementar la velocidad de captura, haciendo que la efectividad en las declinaciones del
sistema de ventilacin sea ptimo. Y teniendo una distancia entre el rea de trabajo y la
entrada al conducto aproximadamente de 24 a 36 cm. (9 a 14 pulg.); la cual es adecuada
para poder capturar humos y gases.
La cara del capuchn deber ser puesta a un ngulo de entre 0 y 45 con respecto a
la superficie de trabajo y colocada en el lado opuesto al soldador. Pero si se usa un sistema
de conducto flexible, requiere que el soldador sea instruido apropiadamente para mantener
el capirote del conducto cerca de la fuente de las emisiones y asegurar que el conducto no
se tuerza incline.
Una alternativa para usar este tipo de capuchn de descarga, es ocuparlos en los
procesos de soldadura de arco que usan como medio de proteccin un gas, lo cual se usa
para extraer las emisiones por medio de un extractor y tal sistema puede reducir en un 70%
las concentraciones en la zona de respiracin.
Adems de mejorar el diseo del capirote capuchn del conducto (en el sentido de
que se pueda poner tan estrecho como sea posible al trabajo), se debe tambin ajustar la
razn del flujo para asegurar una velocidad de captura efectiva. Ahora que si se suelda en
sitios distantes con partes muy grandes, se recomienda un ducto flexible con una pestaa
en el capuchn. En los sistemas donde se requiera que el electrodo y el gas protector fluyan
razonablemente, se necesita que los capuchones estn cuidadosamente balanceados para
mantener la calidad de la soldadura y asegurar un buen flujo en la descarga de los gases
contaminantes, generados durante la operacin.
La ventilacin general puede ser usada para complementar la aireacin de escape
local para cuando esta no pudiera estar lo bastante cerca al trabajo. La velocidad en las
lneas de los conductos para los sistemas de descarga local usados en el control de
emisiones tendr que ser mayores a 915 mts/min (3000 pies/min) para impedir el
asentamiento de partculas en los conductos horizontales; no siendo recomendable la
recirculacin del aire, cuando las emisiones reunidas sean desconocidas contengan
agentes altamente txicos.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Se debe tambin equipar a los sistemas de descarga locales con vacuo-metros u
otros dispositivos que permitan controlar el flujo del aire y por ningn motivo stos sistemas
de descarga debern ser usados si su ineficiencia para trabajar da por resultado daos
corporales, por lo que ser indispensable tomar medidas anticipadas. En los procesos
automatizados en donde el operador no trabaja directamente sobre la fuente de emisiones y
no se encuentran con corrientes cruzadas, mientras las campanas cubiertas podran ser
usadas para recolectar los humos y gases calientes.
Un lugar idneo para colocarlas es en el lado del trabajador, ya que se opera a una
velocidad relativamente baja, aunque se podrn utilizar ventiladores de enfriamiento en
algunos lugares de trabajo para poder remover los humos generados de la zona de
respiracin. Sin embargo, los ventiladores de enfriamiento tienen algunas limitaciones en
cuanto a su empleo por lo que tan solo debern ser considerados cuando la descarga local
no pueda ser empleada. Pues el uso de los ventiladores de enfriamiento en un lugar cerrado
requiere adicionalmente de un sistema de ventilacin general (Fig. 4.6).
Fig.4.6 Sistema de ventilacin para la prevencin de humos provenientes de la soldadura.
4.3.2 Colores de seguridad.
Con el fin de estimular una conciencia constante de la presencia de riesgos y de
establecer procedimientos de prevencin como incendios y otros tipos de emergencia, se
utilizan los colores para sealar delimitar riesgos fsicos en las reas de trabajo.
La utilizacin del color tiene tambin una significacin psicolgica y emocional. En la
tabla 4.1 se proporcionan algunas caractersticas de los colores principales. Existen ciertos
colores generales que para la mayora del mundo significan lo mismo, por decir algo, el rojo
es seal de detencin paro tambin de peligro; por otra parte el verde simboliza
seguridad paso libre se utiliza para distinguir los fluidos de las tuberas (peligrosas no),
en las cuales deber indicarse la informacin adicional complementaria sobre la naturaleza,
y el color amarillo suele simbolizar precaucin y poner la informacin del riesgo del proceso
trabajo; estas podran implementarse mediante seales leyendas.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
COLOR
DE SEGURIDAD
SIGNIFICADO
- Alto y dispositivos de desconexin para
PARO
PROHIBICIN
ROJO
MATERIAL, EQUIPO Y SISTEMAS
PARA COMBATE DE INCENDIOS
ADVERTENCIA DE PELIGRO
DELIMITACIN DE REAS
AMARILLO
ADVERTENCIA DE PELIGRO POR
RADIACIONES IONIZANTES
VERDE
AZUL
INDICACIONES
Y PRECISIONES
CONDICIN SEGURA
OBLIGACIN
emergencias.
- Sealamientos para prohibir acciones
especficas.
- Identificacin y localizacin.
-Atencin, precaucin, verificacin.
Identificacin de fluidos peligrosos.
- Limites de reas restringidas
o de usos especficos.
- Sealamiento para indicar la presencia de
material radiactivo.
-Identificacin de tuberas que conducen
fluidos de bajo riesgo. Sealamientos para
indicar salidas de emergencia, rutas de
evacuacin, zonas de seguridad y primeros
auxilios, lugares de reunin, regaderas de
emergencia, lavaojos, entre otros.
Sealamientos
especficas.
para
realizar
acciones
NOTA: Estos colores estn contenidos en la NOM-26-STPS-1993 de colores y seales
Tabla 4.1 Colores de seguridad.
Y con las disposiciones anteriores de la tabla en la que se les pide que usen los
colores especficos es para delimitar e identificar las zonas de riesgos, ayudando
bsicamente para:
Conservar los lmites en cada operacin rea de trabajo en donde se realizaran los
procesos de soldadura corte establecido por los responsables de seguridad.
Facilitar las zonas sealamientos de cada lugar de trabajo, con sus indicaciones y
riesgos a los que estn expuestos los trabajadores.
Asignar con uno ms colores (dependiendo el trabajo) informacin visual
relacionado con las zonas de riesgo, captando la idea de una forma clara y precisa;
asimilando el posible riesgo que se encuentra el trabajador.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
4.3.2.1 Sealamientos y etiquetas de advertencia.
Las seales de advertencia sirven para distinguir sustancias peligrosas y las etiquetas
ayudan para conocer las caractersticas de las mismas y que al ser usadas por el operador
dentro de l rea de trabajo sepa que precauciones deber tomar, as como tambin limitar
la entrada a un rea de acceso restringido de peligro prevenir de forma sbita algn tipo de
riesgo que se encuentra el personal.
Los operarios relacionados con los procesos de soldadura corte, que hayan recibido
como parte de su instruccin la informacin necesaria acerca de las principales medidas de
seguridad y de los riesgos a los que encuentran expuestos, las etiquetas y seales son otra
opcin como recordatorios inmediatos, ya que proveen una advertencia inicial a otros
obreros quienes normalmente no trabajan cerca del rea (Fig. 4.7).
Fig. 4.7 Etiquetas de advertencia
Cabe sealar que los errores de uno operario al leer la informacin presentada en las
etiquetas aumentarn a medida que aumente la informacin por unidad de rea de la
superficie de indicacin, y segn disminuya el tiempo del operario para leer la indicacin y
responder a ella.
Para esas personas que cometen esos errores se recomienda tres sistemas de
codificacin que son: el color, los elementos alfanumricos (letras y nmeros) y las formas
(figuras geomtricas). Pues estas tres tcnicas requieren poco espacio y permiten fcil
identificacin, auque se requiere de un adiestramiento para ser interpretadas, como
anteriormente se menciono.
Ahora que si se encuentra personal que no sea parte de la produccin de las
actividades normales del centro de trabajo, es necesario que se desplieguen seales de
advertencia claras en el lugar indicado, informndoles de los riesgos potenciales a los que se
expondrn al estar en esa zona de trabajo.
Para la forma tipo de letreros se recomienda utilizar letras maysculas y letras
oscuras sobre fondos brillantes letras brillantes sobre un fondo oscuro.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Y cuando se trabaje con materiales peligrosos, estos debern estar bien identificados
con unas placas metlicas etiquetas puestas sobre recipientes, tanques, vlvulas,
reguladores, etc; as como en los mismos materiales que sean txicos y en donde debern
incluir la siguiente informacin:
El nombre del material y una descripcin de advertencia sobre los riesgos a los que se
expone (para los materiales que contienen carcingenos; la advertencia debe incluir un
informe en el que se mencione que los humos gases de esos materiales pueden causar
cncer).
Instrucciones para evitar la inhalacin el contacto excesivo, de la piel, ojos, segn sea
el caso, con los gases txicos.
Instrucciones para primeros auxilios en caso de emergencia.
Instrucciones apropiadas para el uso seguro del contenido.
Instrucciones para el tipo de vlvulas y reguladores.
Instrucciones para cilindros de acetileno, oxgeno u otros gases.
Instrucciones para el tipo de ropa y equipo personal protector a utilizar; u otros.
Para los metales base que contengan sean revestidos con materiales carcingenos
u otros metales txicos (como la Plata el Mercurio) deben ser debidamente etiquetados
marcados para indicar sus contenidos antes de ser soldados.
sta misma informacin debe darse a conocer a todo el personal que se encuentre
en las reas de trabajo donde se ejerza la soldadura y el corte.
Todas las etiquetas y seales de advertencia deben ser impresas en espaol para la
fcil lectura y comprensin (o en ingls si se requiere) para todos los trabajadores. Y los
trabajadores que no puedan leer las etiquetas, las seales los anuncios deben ser
localizados para que se les pueda dar la informacin de tal forma que asimilen y comprendan
correctamente las indicaciones, tambin es recomendable poner anuncios con simbologa
simple.
4.3.3 CONTROL DE MATERIALES PELIGROSOS.
Los materiales que causan problemas de salud y/o de seguridad se pueden clasificar
en tres categoras; materiales corrosivos, materiales txicos irritantes y materiales
flameables.
Los materiales corrosivos comprenden una variedad de cidos y sustancias custicas
que pueden quemar destruir los tejidos al entrar en contacto con la piel. La accin qumica
de estos materiales puede ocurrir por contacto directo con la piel por inhalacin de
vapores. Para evitar el peligro potencial del empleo de materiales corrosivos el encargado
deber considerar las siguientes medidas:
Asegurarse de que los mtodos de manejo de materiales son completamente a
prueba de descuidos.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Cerciorase de que en el proceso no producir ningn derrame salpicadura,
especialmente durante los procesos iniciales.
Verificar que los operarios que estn expuestos a materiales corrosivos usen el
equipo de proteccin personal diseado para este tipo de material peligroso,
asimismo usar los procedimientos apropiados de eliminacin de desechos.
Comprobar que el dispensario de primeros auxilios est equipado con todos los
medios de emergencia, incluyendo duchas para lavado abundante y bao para ojos.
Los materiales txicos irritantes comprenden gases, lquidos slidos que afectan
los rganos el metabolismo del cuerpo, ya sea por ingestin, inhalacin absorcin a
travs de la piel. Y para controlar estos materiales txicos se utilizan los siguientes mtodos:
Aislar perfectamente los materiales txicos del trabajador.
Proporcionar ventilacin adecuada con escape al exterior.
Suministrar al trabajador u operario un equipo eficaz de proteccin personal.
Sustituir ese material por otro no txico irritante (si el proceso lo admite).
Los materiales flameables y los agentes oxidantes fuertes son causa de peligro, de
incendio explosin. La ignicin espontnea de materiales combustibles puede ocurrir
cuando hay ventilacin insuficiente para eliminar el calor proveniente de un proceso de
oxidacin lenta. Para prevenir tales incendios se debe seguir estos pasos:
Los materiales combustibles necesitan estar almacenados en una zona seca, fresca y
bien ventilada.
Cantidades pequeas se deben almacenar en envases metlicos tapados y bien
resguardados.
Para evitar explosiones el encargado debe contar con instrucciones contra incendios
y proporcionar sistemas de extraccin y ventilacin adecuados.
4.3.4 SEALES SONORAS DE ADVERTENCIA.
Las seales sonoras acsticas generalmente son ms eficaces si el trabajo de un
operario exige un desplazamiento continuo por diversos sitios de la planta, si la persona
que ha de recibir la seal est localizada en un rea de trabajo donde sera muy difcil
percibir una seal luminosa, como sucede en zonas oscuras donde hay luminosidad
excesiva. Los mensajes sencillos generalmente se trasmiten mejor por medios acsticos.
El supervisor encargado de seguridad debe tener presente la frecuencia normal del
sistema auditivo humano, ya que debe saber detectar a que nivel de sonido es capaz de
identificar el odo diferentes seales sonoras, sin que perturbe la orientacin de cuerpo del
trabajador, ni que sea muy daino para el sistema auditivo, pues de lo contrario ser
necesario ocupar seales visibles (letreros). Y estas seales son para alertar a los
trabajadores de peligros, conservando la cordura y la fcil evacuacin de lugar para no
entorpecer la salida por las rutas de emergencia correspondientes, aclarando que se deben
hacer simulacros peridicamente para saber mejor como reaccionar en esas situaciones.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Para esto se debe saber que la audicin es omnidireccional, y los tiempos de
reaccin a los sonidos son ms cortos que los correspondientes a las indicaciones visuales,
los mensajes sonoros son especialmente deseables como seales de aviso advertencia.
Estas seales sonoras no deben ser consideradas como alternativa de las seales
luminosas, sino como complemento adicional. Y para casos donde el sistema visual u ptico
de seales de un operario puede estar sobrecargado, podra ser ms eficiente aadir un
sistema auditivo.
4.3.5 LIMITACIONES.
Por seguridad se deben delimitar las zonas de riesgo dentro del rea de trabajo con
letreros y lneas en el piso de color amarillo rojo que indiquen el acceso seguro por las
diferentes partes del recinto y aquellos lugares considerados restringidos a personas sin la
proteccin personal adecuada; como puntos de trabajo, rea de materiales a utilizar,
almacn de cilindros con gases, depsitos de desechos, reas de tratamientos especiales
en las piezas de trabajo, zona de pruebas para la calidad en las partes trabajadas,
superficies de resguardo para los equipos de soldadura corte, tomas de corriente, equipos
contra incendio, etc.
En el estacin, se recomienda aislar las piezas de trabajo y a los operarios, del
personal adyacente con mamparas individuales, cortinas casetas a prueba de llamas para
evitar la salida de chispas, escorias e inclusive de metal caliente; as como de las
radiaciones producidas durante el trabajo, las cuales podran ocasionar graves daos. De
igual manera es de suma importancia tener cerca equipos contra incendios como extintores,
equipo de proteccin personal y mantas de asbesto para sofocar posibles incendios
generados por el trabajo mismo.
La manta de asbesto se usa para envolver a alguien que se le incendie la ropa para
arrojarla sobre material equipo que se est quemando, tambin puede usarse para
proteger a materiales inflamables que se encuentren cerca de las chispas salpicaduras
(Fig. 4.8).
Manta
Envase
Cinta
Fig. 4.8 Manta de asbesto.
Estas mantas generalmente se suministran en un envase metlico que puede
colgarse en la pared y tiene una oreja que sirve para sacarla rpidamente en un caso de
emergencia.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
4.3.6 LIMPIEZA DEL LUGAR.
Se evitaran resultados adversos si mantenemos el espacio de trabajo en ptimas
condiciones de limpieza sanidad; antes, durante y al final de cada operacin. La higiene
dentro del rea de trabajo es de vital importancia para la salud de los trabajadores, por ello
es necesario no permitir la preparacin, el almacenamiento el consumo de alimentos en las
zonas donde se suelda y es recomendable contar con un lavamanos para facilitar y alentar a
los trabajadores para su uso antes de comer, fumar ir al bao, cuando sea necesario;
esto con el fin de evitar que contraigan partculas pequeas que puedan daar perjudicar
su salud. Las herramientas, las reas de trabajo, la ropa de proteccin y el equipo utilizado
se deben de limpiar con periodicidad y mantenerlos listos para cuando se requieran.
Antes de iniciar un arco llama, deben cerciorarse de no estar en una atmsfera
explosiva (en presencia de gases inflamables, vapores, lquidos polvos con aire, materiales
de fcil ignicin); de lo contrario se deben tomar precauciones especiales para asegurarse
que los gases, las chispas escoria calientes no se pongan en contacto con materiales
combustibles y as evitar un incendio. Los materiales de trabajo inflamables (trapos,
solventes, madera, etc.) se deben guardar en lugares de seguridad previamente aprobados y
revisados.
Para los materiales combustibles deben moverse y alejarse a una distancia segura de
por lo menos 11 mts., en la periferia del punto de operaciones; s llegara a ser difcil el
movimiento de los materiales si el trabajo a realizar slo se puede hacer cerca de ellos por
la posicin de las piezas a unir, los materiales debern cubrirse con mantas a prueba de
llamas protegerse con guardas de metal de asbesto, de tal forma que se cubran por
completo, (es decir hasta el suelo). Adems de la proteccin tambin se deben tapar las
aberturas y grietas en pisos, paredes y ventanas para prevenir que otros trabajadores sean
expuestos a chispas del metal caliente, a la escoria y a la radiacin ptica generada durante
el proceso (Fig. 4.9).
Fig. 4.9 Con las reas de trabajo limpias se logra evitar accidentes.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Por ningn motivo se debe permitir el barrido en seco con aire, en reas donde se
suelda con materiales que generen polvos humos ni que contengan carcingenos u otros
metales altamente nocivos; tambin debe seccionar y secar el rea de trabajo y despus ser
limpiada hasta al final de cada turno lo ms frecuente como sea necesario, para mantener en
buenas condiciones el manejo interno. El soldador siempre deber verificar sus instrucciones
con su supervisor antes de iniciar sus actividades en su zona de trabajo para que no se
presente algn otro riesgo.
Los desechos txicos deben ser recolectados y puestos en recipientes sellados
hermticamente y etiquetados de acuerdo con sus contenidos, de tal manera que no sean
peligrosos para los trabajadores sean disipados al medio ambiente; se debe conducir con
una limpieza general, as como observar que se apliquen los reglamentos locales, estatales y
federales de sanidad e higiene.
4.4 ESTUDIO DE LA ATMSFERA EN EL REA DE TRABAJO.
Cuando se producen polvos, humos, gases vapores en cantidades que resultan
perjudiciales para el personal para el rea de trabajo; se deber mantener un estudio de la
atmsfera peridicamente mediante un monitoreo de la zona, para as controlar esos
contaminares que estn daando la salud; porque si se cuenta con una proteccin adecuada
se podrn eliminar la mayora de agentes qumicos peligrosos. Enseguida se describen
algunos mtodos para posibles interacciones en perjuicio de la salud.
4.4.1 MONITOREO DEL REA.
La informacin de los anlisis por medio de monitores, es necesaria para determinar
los controles adecuados y poder establecer que tipos de tcticas sern incluidos en el
programa de entrenamiento para mejorar la atmsfera. Igualmente se deben fijar las
precauciones y prcticas de trabajo requeridas para proteger la salud de los trabajadores.
En tal caso un ptimo programa de salud debe incluir mtodos para identificar y
evaluar minuciosamente todos los peligros potenciales, tendiendo a proteger el bienestar de
los trabajadores contra agentes qumicos y fsicos presentes en el rea de trabajo. La rutina
de exposicin monitoreada es una solucin fundamental de este programa porque calibra la
efectividad de los controles.
4.4.1.1 Contaminacin del aire.
La rutina de monitoreo del aire en el lugar de trabajo, ayuda a determinar si los
trabajadores son expuestos a un agente qumico individual por encima de los lmites de
exposicin permitidos. Un efectivo programa de monitores del aire que valan a cada
trabajador, incluye los siguientes componentes:
Un procedimiento para valuar al trabajador el potencial de exposicin. Este procedimiento
incluye una coleccin de datos de los tipos de materiales usados y la composicin de los
mismos.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Conocimiento de la muestra del aire y un mtodo analtico para determinar la
concentracin de contaminantes qumicos y agentes fsicos.
Informacin del nmero de trabajadores potenciales expuestos a la duracin de sta
exposicin.
4.4.1.2 Determinacin de la exposicin.
El primer paso en la determinacin de la exposicin de un agente especifico, es la
preparacin de un inventario de riesgos. Este inventario debe incluir informacin sobre el tipo
de proceso de soldadura que se efecte, de los posibles agentes fsicos y qumicos que
pueden ser encontrados en su composicin (en el metal base, en el fndente, del metal de
relleno y del revestimiento del electrodo); esta evaluacin inicial incluye una revisin de todas
las etiquetas de precaucin en los contenedores de rellenos metlicos, electrodos y
materiales fundentes.Despus de la evaluacin inicial en las exposiciones potenciales del
rea, se deben identificar a los trabajadores que puedan estar expuestos a un agente
especfico por encima del limite permisible.
Para determinar cuales trabajadores pueden encontrarse en riesgos de exposicin,
deben evaluarse las siguientes condiciones de trabajo: la localizacin del proceso de
soldadura con respecto al trabajador, la frecuencia con que est siendo ejecutado el
proceso, el uso de controles de ingeniera y el tipo de actividad ejecutada.
4.4.1.3 Estrategias de muestreo.
Los siguientes encisos proveen algunos criterios bsicos para el establecimiento e
implementacin de una estrategia de muestreo:
a) Localizacin de muestreo.- La localizacin del muestreo preferida es en un lugar
dentro de la zona de respiracin del trabajador y se considera como una muestra
personal, la concentracin de humos gases en la zona de trabajo del soldador para
un proceso determinado, varia dependiendo del mtodo especfico de trabajo y del
sistema de ventilacin usado. Si las muestras personales son colectadas sobre un
trabajador que este usando un casco al soldar, la careta para el instrumento de
muestreo debe ser correctamente colocada dentro del casco el cual reduce algunas
cantidades de grados contaminantes en la zona de respiracin. La norma F1.1-76,
Mtodo para Muestreo de Partculas Aerotransportadas generadas por Proceso de
Soldadura y Aleacin de la Asociacin de Soldadura Americana (AWS), especfica
que las muestras de aire deben de ser tomadas dentro del casco a 50 mm a la
izquierda a la derecha de la boquilla del soldador. Puesto que las emisiones en los
procesos de soldadura y corte consisten de humos gases, se requieren diferentes
puntos de muestreo, considerando que el espacio es restringido en el casco de
proteccin para soldar y sobrevistiendo de instrumentos de muestreo areo causa
incomodidad en el trabajador por lo que se recomienda tomar las muestras en
diferentes trabajadores.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
b) Nmero de muestras requeridas.- Una vez que la localidad de muestreo ha sido
identificada, se procede a seleccionar el nmero y tipo de trabajadores a muestreos,
de acuerdo al grado de concentraciones de gases y humos que estn expuestos en
el rea de trabajo.
c) Frecuencia de muestreo.- A menos que las operaciones no se ejecuten en
condiciones de produccin en serie, el muestreo debe ser conducido en intervalos de
frecuencias para caracterizar la exposicin adecuadamente y determinar los
elementos necesarios para su control, sin embargo, cuando el proceso de soldadura
es repetitivo (como en una produccin en serie), la condicin de exposicin puede ser
caracterizada y cualificada por un muestreo inicial.
Puesto que se supone que las condiciones permanecern relativamente constantes
durante futuras actividades de soldadura. En estas circunstancias la rutina de
muestreo podra no ser necesaria; claro que siempre y cuando no sea cambiado el
proceso de soldadura.
Esta estrategia es solo aplicable cuando los resultados de la inspeccin indiquen que
los trabajadores no estn siendo expuestos a algn agente por encima de los lmites de
exposicin, con estos resultados de la inspeccin, no es necesario ampliar al muestreo
mientras no ocurran cambios en las condiciones que existen durante la toma del mismo.
Aunque este tipo de problema potencial puede no necesitar una rutina de monitoreo
del aire, se puede resolver con mantener una examinacin peridica del sistema de
ventilacin para poder garantizar que se opera con un ptimo rendimiento y se obtenga un
buen resultado para el muestreo.
4.4.2 DISPONIBILIDAD DE SUPLENTES.
Dada la importancia de los procesos de soldadura y corte, se recomienda prever las
diferentes situaciones en las que se puede ver inmerso el trabajador al efectuar su trabajo,
es decir, una vez determinado el proceso a utilizar, debemos considerar un proceso alterno a
emplear en casos en los que exista algn impedimento para usar el proceso original elegido,
e incluso proponer diferentes materiales equipos a usar para con ello evitar riesgos
innecesarios y perdidas de tiempo.
Por ejemplo si los componentes de los humos y de los gases son afectados por la
substitucin de materiales, los agentes txicos en los humos y gases de la soldadura pueden
requerir de otras acciones correctivas tales como: el cambio de electrodos, de fundentes
incluso del tipo de proceso de soldadura.
En el caso de que no se pudiesen implementar controles de seguridad adecuados
debido a que frecuentemente las impurezas contaminantes se encuentran en los fundentes
en los recubrimientos del metal base, las substituciones se debern hacer cautelosamente
para evitar la introduccin de otra exposicin txica.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
El uso de los suplentes debe ser estrictamente supervisado y evaluados de acuerdo a
sus potenciales y efectos adversos en la salud. Existiendo la necesidad de desarrollar un
mejor control tecnolgico en ellos, con el objetivo de que protejan al trabajador por medio de
nuevos procesos y nuevas tcnicas.
Aunque en la prctica la substitucin no siempre ser una alternativa para reducir las
exposiciones de gases, la seleccin del material, del proceso y del tipo de soldadura
requerida dar como resultado una buena calidad de la atmsfera de trabajo, siempre y
cuando se sigan paso a paso las instrucciones de seguridad respectivas.
4.5 ESPACIOS CONFINADOS.
En soldadura se entiende como espacio confinado, al rea de trabajo que se
encuentra en cierta forma limitada al contacto con el medio exterior; por ejemplo el interior de
recipientes, recintos cerrados, cisternas cubculos u otros parecidos. Al trabajar en
espacios limitados llega a ser extremadamente riesgoso a tal grado que puede ser explosivo,
txico y demasiado asfixiante por la deficiencia de oxgeno.
Por lo regular en un espacio limitado se tiene inicialmente una buena calidad de aire;
pero cualquier soldadura subsecuente en ste espacio puede causar una rpida
acumulacin de aire txico contaminante, un desplazamiento de oxgeno por un gas inerte
asfixiante, un exceso de oxgeno que pudiera hacer explosin. Por eso slo con una
preparacin cuidadosa, un obrero puede trabajar en forma segura dentro de un espacio
limitado.
Para tal motivo existe un conjunto de recomendaciones a considerar antes de que los
obreros entren en un tanque, en un recipiente de reaccin, en compartimentos de naves u
otros espacios limitados y que se listan a continuacin:
1.- Todas las lneas fuentes de poder, conductos y tuberas conectados en el rea y que no
necesariamente estn en operacin, deben ser desconectados cortados, de igual modo
todas las vlvulas y los interruptores de desconexin deben ser etiquetados y asegurados
con un dispositivo de seguridad confiable.
2.- Se debe establecer y mantener un sistema de ventilacin mecnica continua y nunca
usar al oxgeno como medio de ventilacin.
3.- El seguimiento inicial del aire debe hacerse para determinar la presencia de materiales
explosivos flamables y de substancias qumicas txicas para determinar si se tiene oxgeno
suficiente en exceso. Dependiendo de los resultados del seguimiento y de la ventilacin
mecnica usada, puede continuar mantenindose no durante todo el proceso. En este
caso se prohbe la entrada cuando las pruebas indican concentraciones flamables mayores
del 10% del limite ms bajo permitido.
4.- Los cilindros de gas y las fuentes de poder para los procesos de soldadura corte deben
ser colocados en un lugar seguro fuera del espacio confinado.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
5.- Se debe asignar a un obrero que se ponga fuera del lugar para tener contacto visual y
verbal, as como ayudar rescatar si es necesario al trabajador que este trabajando dentro
del espacio confinado. El obrero asignado debe equiparse con ropa de proteccin adecuada
y mantener su posicin todo el tiempo que dure la operacin, y el obrero que entre debe ser
equipado con una guarnicin de seguridad, una cuerda de brazo (salvavidas) y ropa
protectora adecuada; pero si llegar a utilizar un arns de sujecin cuando se hace una
soldadura en techo, este debe de estar libre de obstculos y afianzarse a una viga punto
de apoyo fijo rgido (inmvil) e incluso con su equipo de respiracin. La cuerda del brazo
debe atarse de tal forma que el cuerpo del soldador no pueda llegar a bloquearse al
momento de la operacin.
6.- En el caso de usar algn proceso con llama y no se use la antorcha por un momento, el
gas el suministro de oxgeno se debern quitar del permetro de los equipos que son
flamables y ser asegurados para resistir el fuego.
7.- Todos los soldadores y sus ayudantes deben capacitarse, en los procedimientos de
entrada y salida de emergencia, en el uso del respirador, de los primeros auxilios, de
procedimientos para cerrar la puerta, del uso del equipo de seguridad, de procedimientos de
rescate, de precaucin contra cadas y del conocimiento correcto de las prcticas de trabajo.
La deficiencia de oxgeno es de particular inters en estas recomendaciones dadas
cuando se llegue a soldar cortar en espacios limitados, ya que la concentracin de oxgeno
normal en el aire es del 21%, el cul puede descender en los espacios cerrados por
procesos qumicos biolgicos a niveles inferiores; as que cuando la concentracin de
oxgeno cae a bajo del 16.8% por volumen, un trabajador puede tener dificultades para
sobrevivir. Por ello, siempre que el contenido de oxgeno caiga por debajo del 19.5%, se
deben usar respiradores adecuados (Fig. 4.10).
Fig. 4.10 Espacios confinados.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
En este caso el tipo de respirador requerido depender de la concentracin de
oxgeno y de los contaminantes que se pudieran generar, porque el respirador necesitar
tener cierto alcance partiendo desde cero hasta un mismo contenido del dispositivo de
respiracin. Es recomendable tener a una cara de la pieza llena para ser operada con la
presin de demanda (modo de la presin, positiva). Por lo tanto siempre se requerir de una
ventilacin mecnica continua durante los procesos de soldadura en los espacios limitados,
considerando de suma importancia el seguimiento inicial continuo del medio ambiente.
Para esto, el equipo empleado en el seguimiento de los humos y de los gases debe
ser confiable (tener gran sensibilidad), ser a prueba de explosin, as como contar con una
alarma audible dispositivos que sealen peligros para poder alertar a los trabajadores
cuando se presenten situaciones de riesgo.
Igualmente todos los instrumentos se deben calibrar peridicamente de acuerdo con
las instrucciones de los fabricantes, en donde dichos resultados de cada calibracin deben
conservarse para posibles operaciones en lugares confinados similares.
4.5.1 RECIPIENTES LUGARES HUECOS.
Los tambos, cilindros, caeras, tuberas y otras estructuras huecas son tambin
parte de rea de trabajo que deben prepararse y aprobarse adecuadamente antes de
realizar cualquier operacin en ellos, porque para cada preparacin vara dependiendo de
sus contenidos.
Para reducir los riesgos de lesiones por accidentes por la exposicin a agentes
txicos, se recomienda quitar las fuentes de ignicin, desconectar la estructura (de tubos,
mangueras u otras conexiones), examinar el interior para verificar su desgaste deterioro y
limpiar las estructuras (de materiales inflamables de aquellos materiales que puedan
producir vapores txicos inflamables con el calentamiento).
La limpieza apropiada para los recipientes de lugares huecos depender de los
materiales presentes. Para estos casos un proceso de limpieza adecuado consistir en
poner al vapor los recipientes, lavndolos con sosa custica y enjuagndolos con agua
hirviendo, mientras que en otros slo ser suficiente lavarlos con agua.
Antes de iniciar el trabajo, los recipientes tienen que secarse y ser inspeccionados
para verificar la ausencia de vapores inflamables de gases txicos, cerciorarse que se
cuente con una salida para prevenir una sobrepresin en el interior del recipiente, ya sea por
taladrado punzonado; debido a que los gases se dilatan al calentarse produciendo un
aumento de presin que puede provocar una explosin sbita.
Otra proteccin adicional pudiera ser el llenar el recipiente con agua entre 2.5 cm 5
cm. (1 y 2 pulg.) sobre el rea que se soldar cortar y despus ser purgando el interior
del recipiente con un gas inerte, dependiendo del proceso a utilizar.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
4.6 PREVENCIN PARA SITUACIONES DE EMERGENCIA.
La informacin mencionada a continuacin, ayudar a ahorrar un tiempo valioso
cuando se llegue a presentar este tipo de situaciones en los procesos de soldadura y corte,
con el objetivo de tener una accin eficaz.
4.6.1 PROTECCIN CONTRA CHOQUES ELCTRICOS.
Los voltajes que se requieren para la mayora de los trabajos de soldadura elctrica
no son muy grandes, pero resultan suficientes para representar una fuente potencial de riego
para provocar un choque serio en condiciones desfavorables (Fig. 4.11). Entonces para
poder minimizar la exposicin al choque elctrico y las consecuencias del mismo, se deben
observar las precauciones siguientes:
Nunca trabaje fuera de la vista de otras personas.
Manipule siempre cualquier circuito elctrico como si estuviera energizado.
Mantenga siempre el cuerpo (del soldador) aislado tanto de la pieza de trabajo como del
electrodo metlico y del porta-electrodo.
Siempre que sea posible, parase sobre tablones de madera de un material aislante
semejante, en vez de hacerlo sobre una estructura metlica puesta a tierra.
Se debe cumplir siempre con el calzado de proteccin de acuerdo a la NOM- 113-STPS1998 par evitar descargas elctricas.
Cuando se tenga que hacer una reparacin en la caja de fusibles se debe avisar a todo
el personal correspondiente para realizar la labor de mantenimiento cambio de fusible,
as como tambin informar cuando se energice de nuevo y se halla terminado la
reparacin.
Todos estos trabajos en donde se ocasionen choques elctricos deben ir acompaados
con programa de primeros auxilios y con un programa contra incendios.
Fig. 4.11 Candados de seguridad para evitar accidentes.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
4.6.2 REGLAS PARA LA EXTINCIN DE INCENDIOS.
Hay ciertas reglas generales definidas para la prevencin de incendios durante la
operacin de soldadura y corte las cuales se describen a continuacin:
1) Una de ellas es que NO se debe soldar cortar en donde resulte peligrosa una
llama abierta un arco, ni en la presencia de atmsferas explosivas (entre ellas mezclas de
gases inflamables, vapores, lquidos polvos con aire, ya que cuanto ms finas sean las
partculas de polvo, mayor es la posibilidad de una explosin), ni cerca de los almacenes de
grandes cantidades de fcil ignicin.
2) Al soldar cortar cerca de materiales combustibles deben tomarse precauciones
especiales, para asegurarse de que las chispas la escoria caliente que salte, no se ponga
en contacto con ellos para no iniciar un incendio. Para esto el material combustible debe
moverse por lo mnimo a 11 metros en una rea segura. Cuando resulte imprctica la
relocalizacin del material combustible, estos deben ser protegidos con cubiertas a prueba
de fuego, de lo contrario protegerse con guardas de metal de asbesto, sino se pudiera
mover la pieza de trabajo que se tenga que soldar cortar. Se debe tambin estirarse sobre
el piso las orillas de las cubiertas para impedir que alguna chispa pase por debajo de ellas.
3) Se debe limpiar los pisos en un radio de 11 metros, por lo menos, (si es necesario
se debe tambin limpiar manchas de algn material combustible), en cuyo caso, el personal
utilice equipo elctrico y debe protegerse perfectamente. Es recomendable cubrir los pisos
con materiales no combustibles en donde haya probabilidad de que caigan chispas trozos
de material caliente, haciendo de esto un rea segura. Siempre que haya grietas en el piso,
deben de cubrirse con un material adecuado que no arriesgue al personal y provoque algn
incendio. Deben asegurarse de que no haya materiales muy combustibles en el piso, ya que
podran pasar a travs de las lonas, metal caliente escoria. Deben tomarse precauciones
para impedir que la escoria caliente las chispas caigan en espacios huecos de las
mquinas herramientas. Observe las mismas indicaciones para paredes, pasillos ventanas
abiertas rotas. Use las guardas de metal laminado cortinas de asbesto contra chispas
escorias en donde sea requeridos.
4)
Siempre que haya quedado expuesto algn material combustible al material
fundido a la escoria caliente procedentes de las operaciones ya antes mencionadas, deje
una persona en el lugar de trabajo, a lo menos durante media hora despus de haber
terminado el trabajo, para asegurarse de que no se inicien fuegos lentos semiapagados.
5) Cuando sea necesario realizar las operaciones de soldadura corte en las
cercanas de construcciones de madera, en lugares en donde no se puede eliminar a los
materiales combustibles, se debe entonces contar con equipo de proteccin contra incendio
que cumpla los requisitos establecidos por la NFPA por la Secretara del Trabajo y
Prevencin Social (STPS) u otras asociadas con incendios.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
6)
Para comenzar a soldar en una zona que no sea la adecuada, el soldador
cortador debe verificar sus instrucciones de trabajo con su supervisor del rea; esto debe
hacerse con la emisin de permisos escritos firmados por el encargado de la zona por el
departamento de proteccin de planta, pues resulta efectivo para la reduccin de incendios
en muchas industrias.
4.6.2.1 Clasificacin de incendios.
En la prevencin de incendios es importante considerar la clasificacin de los
extintores para saber como y donde utilizarlos:
Incendios clase A.- Son los que se producen en materiales normalmente combustibles
tales como papel, madera, lana entre otros y estos pueden ser apagados por efecto de una
gran cantidad de agua alguna otra solucin especfica parecida, que apague el incendio.
Incendios clase B.- Son aquellos que se producen en lquidos, grasas ceras inflamables,
la solucin es hacer que tiendan a la supresin del oxgeno necesario para que no se
produzca la combustin, ya que es esencial para la extincin del fuego.
Incendios clase C.- Son los que se producen con equipo elctrico y en los que es de
primera importancia el uso de un extinguidor no conductor de electricidad. Para combatir
incendios de este tipo debe contarse con extinguidores de CO2 los que generen espuma.
Incendios clase D.- Son incendios en los que intervienen metales combustibles como el
magnesio, titanio, circonio, sodio, litio, potasio; entre otros. Aqu no se deben usar
extinguidores de tetracloruro de carbono, ya que este producto al descomponerse sobre el
metal caliente forma fosgeno (gas mortfero). Las ilustraciones siguientes (Fig. 4.12)
muestran la operacin de como se debe utilizar un extintor.
1 HALE
3 PRESIONE
el pasador
del extintor
hacia la
base.
El gatillo.
4 ESPARZA
2 APUNTE
el chorro en
forma de
abanico
hacia la base
de las llamas.
la boquilla hacia
la base del fuego.
Fig. 4.12 Instrucciones de uso del extintor.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
4.6.2.2 Indicaciones para la proteccin contra incendios.
Cuando se produce un accidente es necesario tomar pasos inmediatos, definidos y
correctos, para evitarlos y protegerse de ellos. Pero para esto se debern reunir ciertos
datos preliminares durante el periodo de organizacin de la fase de proteccin contra
incendios de un plan de control contra otro tipo de desastre, pues toda esa informacin nos
ayudara a tener el xito completo de un programa de prevencin de incendios para
cualquier tipo de proceso (soldadura corte). De este modo se mencionan de forma general
las siguientes indicaciones:
1.- Tener un plano lay-out de la planta edificio en donde abarque todas las instalaciones
e indicando la salidas de emergencia (con rutas primarias y secundarias de escape).
2.- Ubicar todas las vlvulas principales de control (equipo de procesos, suministro de agua,
suministro de combustible, etc.), vlvulas de comprobacin, bombas, espacios para
mangueras, salidas de agua, e hidratantes, los cuales debern estar adecuadamente
marcados, ser fcilmente accesibles y encontrarse bien identificados en el plano para auxiliar
en situaciones de emergencia.
3.- Deber tambin hacerse un plano y tenerlo preparado, en el que se contengan todas las
fuentes de suministro de agua cercanas (privadas y pblicas), tales como estanques, lagos,
ros, suministros de agua del Departamento de Obras Pblicas, tanques y bombas, con su
capacidad estimada en dado caso, la presin disponible a nivel de piso.
4.- Conocimiento del equipo, para primeros auxilios en la extincin de incendios siniestros,
su aplicacin, limitacin y mantenimiento. Todos los equipos debern estar al alcance
inmediato y estar identificados para el tipo de incendio que se presente, y su localizacin
debern estar indicados en el plano general (recuerde hacer simulacros peridicamente).
5.- Es aconsejable que el encargado de control de desastres logre la buena informacin
acerca de los sistemas de alarma y rociadores automticos, extintores de espuma, de agua y
el de los sistemas especiales adecuados para el tipo de material que se este trabajando. El
encargado debe conocer las limitaciones y las rutas de evacuacin en condiciones de
emergencia (Fig. 4.13), ya que puede existir alguna reaccin con los equipos de incendio y
producir un riesgo mayor; aunque a veces podra no encontrarse con la informacin
necesaria en su momento.
Fig. 4.13 Incendios generados por falta de organizacin y seguridad.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
4.7 EQUIPO DE PROTECCIN PERSONAL.
La ropa y el equipo de proteccin son los elementos esenciales para cuidar la vida del
trabajador, los cuales deben de proporcionarse por el patrn encargado de seguridad de
acuerdo al proceso con que se trabaje (Fig. 4.14).
4.14 Ropa y equipo de proteccin de seguridad.
4.7.1 PROTECCIN PARA LA CABEZA Y EL ROSTRO.
En algunas operaciones es necesario seleccionar una proteccin que cubra la
totalidad de la cara, en donde algunos casos se necesitan que la proteccin de la cara sea lo
bastante fuerte para que los ojos queden salvaguardados del riesgo ocasionado por
partculas voltiles relativamente pesadas.
Las protecciones para la cara estn generalmente suspendidas de una banda que
rodea la cabeza, y pueden ser articuladas para que al levantarlas y bajarlas se haga con
gran facilidad (Fig. 4.15).
Fig. 4.15 Caretas de proteccin.
En la mayora de las caretas, el material protector es de plstico. Las
especificaciones pueden exigir que el plstico sea no inflamable y que sus superficies
presenten resistencia a las ralladuras durante un empleo normal. No deben haber fallas que
molesten al usuario como efectos de visin distorsionada, asimismo la pantalla debe ser lo
suficientemente fuerte como para resistir deformaciones por impacto y para situaciones de
temperatura y humedad. Hay varios tipos de equipo protector para la cara y los ojos. Los
cascos de los soldadores son una proteccin especial contra el salpicado de metales
fundidos, y contra la radiacin producida por las operaciones de soldado.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Estos cascos deben ser fabricados con materiales que aslen contra el calor y la
electricidad y que no ardan fcilmente (las pantallas metlicas no son convenientes, ya que
se calientan al absorber la radiacin infrarroja de las operaciones de soldado). Las pantallas
deben cubrir en su totalidad la cara por ambos lados, para que las orejas estn tambin
protegidas (Fig. 4.16).
Fig. 4.16 Diferentes protecciones que se utilizan para luz ultravioleta.
Generalmente la ventana del casco va por el exterior, pues est diseada para
acomodar los lentes de filtro sin necesidad de quitarse el casco (vase los tonos de los
lentes de filtro utilizables en las gafas de soldador, que aparecen en los anexos). Se
aconseja usar una proteccin de cristal adicional en los lentes de filtro ms costosos, para
protegerlos contra erosiones y daos graves. Esta proteccin de cristal puede ser cambiada
cuando su superficie llegue a estar tan marcada que moleste al usuario.
En las operaciones tales como la soldadura fuerte, en las que hay peligro de
salpicaduras del metal, pero no riesgos de radiacin de calor, puede utilizarse una proteccin
con una ventana de rejilla de alambre (capuchn), en lugar de los materiales transparentes
comunes (Fig. 4.17).
La rejilla de alambre facilita una ventilacin mucho mejor en las operaciones calientes
y hmedas, reduciendo la posibilidad del empaado. Las especificaciones para las pantallas
de alambre obligan a emplear tejidos 28, 30 36 puntos, con alambre de un dimetro de
0.03 a 0.04 cm. (0.0012 a 0.017 pulg.).
Fig. 4.17 Capuchn para soldar.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Los capuchones protegen la cara y los ojos en situaciones altamente especializadas.
El capuchn est hecho de materiales resistentes dada la situacin que presente el riesgo,
fijndose una ventana en la parte delantera del capuchn a travs de la cual puede ver su
usuario.
Las operaciones que comprenden el manejo de productos qumicos altamente
custicos, la exposicin a un elevado calor, tal como en el servicio contra incendios, obliga
a emplear otras protecciones que no empleen rejillas.
En ciertas ocupaciones exigen que los trabajadores utilicen cascos protectores, estos
pueden ser diseados especialmente para reducir la posibilidad de lesiones por herramientas
u otros objetos que caigan desde lo alto, en el caso de operadores cuyo trabajo hace
indispensable que sus cabezas estn relativamente cerca de partes giratorias de mquinas.
Esta proteccin para la cabeza evita que el cabello mechones de ste se pongan en
contacto y sean atrapados por las partes giratorias, lo cual puede producir lesiones muy
severas. Es conveniente que la proteccin de la cabeza sea confortable (este debe ser
razonable en su diseo) y asegurarse que sea utilizada, adems de estar fabricada de
materiales no inflamables a prueba del fuego (Fig. 4.18).
Al escoger un casco rgido es conveniente que ste cuente con un saliente a lo largo
de toda su circunferencia (por razn de la proteccin adicional para el cuello, la cara y los
ojos, que as se logra). En ciertos casos en que el trabajador tenga que operar en lugares
reducidos, este reborde puede ser molesto. Sin embargo, puede lograrse un arreglo
satisfactorio utilizando los cascos rgidos que estn provistos de una visera independiente.
Separacin mnima de
2.5 a 3 cm. de la cabeza
para amortiguacin de
golpes y ventilacin
Proteccin
adicional
del casco
rgido
Fig. 4.18 Casco de proteccin.
Los cascos protectores utilizados por los trabajadores que pueden tener contacto en
la parte alta de la cabeza con material elctrico vivo deben estar hechos de productos no
conductores. La banda y la cuna situadas dentro del sombrero deben ser fcilmente
separables, para permitir su limpieza y sustitucin. La limpieza debe hacerse por lo menos
una vez al mes, lavando con agua caliente jabonosa u otro detergente, secando
cuidadosamente. Es conveniente que los cascos rgidos sean tan ligeros como resulte
posible, preferiblemente que pesen menos de 0.45 kg. (1lb), para el casco completo.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Existen gorras protectoras para las mujeres con cabello largo que trabajan cerca de la
soldadura de mquinas con partes giratorias (situadas relativamente cerca de la cabeza),
las cuales presentan el peligro de que su cabello pueda ser quemado, atrapado enrollado
en dichos lugares, causado por la electricidad esttica que se produce por el mismo
.
Por tal razn es necesario que todas las personas con cabello largo que trabajen en
dichos lugares procesos utilicen una gorra especialmente diseada adems de su casco
(los cubre cabezas tales como redecillas, bandas y turbantes que en general no cierren
completamente todos los extremos del cabello, no se consideran como una proteccin
satisfactoria al respecto). Se prefiere que este tipo de casos sea equipado con un protector
adecuado para que cubra el cabello de la persona por completo adems de avisarle que no
se ponga en contacto demasiado estrecho con el equipo.
4.7.2 PROTECCIN PARA LOS OJOS.
En soldadura se cuenta con equipo especfico para la proteccin de los ojos contra la
posibilidad de que sean golpeados por objetos duros y pequeos, expuestos a chispas
escorias, a vapores irritantes y rociados de lquidos irritantes, a la exposicin de energa
radiante, tal como los rayos ultravioleta rayos X, producidos por el arco elctrico que se
producen en operaciones como soldadura elctrica.
En general, el equipo protector de los ojos debe acoplarse cmodamente y ofrecer
una proteccin a los ojos de acuerdo con las recomendaciones de la NOM-114-STPS-1994.
De acuerdo con estas especificaciones los fabricantes producen sus propios diseos.
Fig. 4.19 Mampara de proteccin.
Por ejemplo la proteccin contra partculas voltiles hace indispensable que el equipo
de proteccin de los ojos se ajuste estrechamente alrededor de la cavidad cuenca del ojo,
pero teniendo orificios de ventilacin en lugares adecuados para evitar que las gafas se
empaen. Otros mtodos para disponer de la ventilacin de las gafas varan; en un caso
podr emplearse una rejilla de alambre en lugar de un lente de cristal, por la mayor
capacidad de ventilacin que se obtiene; sin embargo, si la exposicin es de vapores
irritantes ser necesario que el dispositivo de proteccin no solamente siente bien alrededor
de la cuenca del ojo, sino que habr de estar completamente cerrado, para que los vapores
en el aire no hagan contacto con el mismo (Fig. 4.19).
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
El equipo protector de los ojos deber ser no corrosivo, fcil de limpiar, y en muchos
casos no inflamable, y la parte transparente, deber ofrecer el campo de visin ms amplio
posible cuando se este soldando, sin distorsin apreciable efecto de prisma para no afectar
al trabajador.
Cuando resulte necesario que un trabajador use cristales correctores es aconsejable
que el equipo protector de los ojos se suministre con lentes correctores, cortados segn la
prescripcin que necesite el usuario. Pueden obtenerse gafas para proteccin de los ojos
que se acomodan sobre el tipo normal de lentes en uso, pero en tal caso es necesario que
las gafas protectoras cuenten con surcos lo suficientemente profundos como para ajustarse
cmodamente sobre los cristales de prescripcin. Esto puede afectar la sensacin de
comodidad del usuario y restringir en forma considerable su campo de visin.
El equipo para proteger los ojos contra materiales voltiles debe estar provisto con
lentes de acuerdo con las recomendaciones de la norma correspondiente, en cuanto a la
resistencia al impacto de los lentes y otros requisitos. En ciertas operaciones, tales como el
soldado el cortar con piedras para esmerilar, los lentes protectores pueden resultar
rayados. Para evitar que la superficie endurecida de los cristales de seguridad sufra y
mantener su visibilidad confiable a un nivel elevado, es conveniente colocar una cobertura
formada por lentes de cristal delgado de plstico, sobre la superficie exterior de los
cristales endurecidos de seguridad.
Estos lentes protectores tienen la ventaja de ser fcilmente reemplazados cuando
quedan rayados ya que resulta difcil ver a travs de ellos, pero su costo es
considerablemente menor que el de los lentes de seguridad y son rpidamente reparables.
A partir de la II Guerra Mundial se ha ido mencionando que existi un gran aumento
en el empleo de plsticos transparentes para la proteccin de los ojos y la cara (caretas),
ante una variedad de exposiciones, incluyendo tambin las que tienen riesgos de impacto. El
equipo plstico protector de los ojos ha tenido xito, sin embargo, con frecuencia hay una
gran variedad en lo que se refiere a los productos de plstico para resistir impactos. En
pruebas a este respecto la resistencia del plstico est en funcin del espesor de la seccin
transversal y el rea de la muestra, as como de la composicin del material.
Un procedimiento razonable al escoger equipo protector de los ojos, en plsticos,
consiste en seleccionar el equipo hecho y vendido por fabricantes y distribuidores dignos de
confianza, y utilizarlo en la forma que ellos recomiendan, tngase en cuenta tambin que los
plsticos no son resistentes al roce, y con rapidez quedan rayados en el curso de su empleo
normal. Algn equipo protector de los ojos, en plstico, es por lo tanto, recubierto con una
resina resistente al roce, que ofrece a este respecto mejores resultados en cuanto a su uso.
En los casos en que se usen los plsticos para proteger los ojos contra los agentes
qumicos, los materiales plsticos pueden mostrar una reaccin superficial a ciertos
productos qumicos, pero invariablemente detendrn con xito las salpicaduras chispas y
darn a los ojos la proteccin deseada.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
En situaciones de operacin en las que los ojos estn expuestos a salpicaduras de
materiales calientes, el plstico puede resultar en cierta forma superior al vidrio.
Los materiales plsticos pueden ser fabricados para transmitir la luz tan
satisfactoriamente como los lentes de cristal. Sin embargo, los protectores de los ojos en
lmina plstica curvada pueden presentar efectos prismticos inconvenientes.
Las personas que usan lentes mientras trabajan con la soldadura y en muchos
ambientes que tienen condiciones de humedad (en espacios confinados), pueden tener la
dificultad y la molestia del empaado de los lentes, por el calor excesivo que genera la
persona cuando esta trabajando.
Tambin se deben de disear las gafas de manera que llegue el mximo de
ventilacin al interior de cada lente, el empaado puede ser aplazado reducido en cierta
medida por el uso de compuestos anti-empaado que el usuario extiende en la parte interior
de los lentes.
Para la proteccin contra el resplandor y la energa radiante, tal como en el caso de
la luz ultravioleta, es necesario utilizar lentes de filtro. El equipo para los ojos debe estar
provisto con una pantalla opaca, con objeto de reducir la posibilidad que la luz sea
transmitida a los ojos a travs de los lados de los lentes por la parte posterior de estos (Fig.
4.20).
Fig. 4.20 Cascos que se utilizan para la luz ultravioleta.
Es all donde las condiciones son tales que se someten al riesgo de materiales que
salpiquen, de partculas en vuelo, adems de la luminosidad visible y la energa radiante,
debern utilizarse gafas tipo copa, para trabajo pesado con lentes de seguridad de filtro
templado.
Hay una gran variedad de equipo disponible para la proteccin de los ojos, cada uno
de los cuales poseen ciertas ventajas para una aplicacin adecuada. La tabla 4-1 relaciona
los tipos de equipo protector de los ojos y se describe las caractersticas y usos de cada uno
de ellos, as como el nmero de sombras filtros correspondientes utilizados para cada
proceso.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
TABLA 4.2 TIPOS DE PROTECCIN PARA LOS OJOS.
TIPO
DESCRIPCIN
Gafas
Copas de forma anatmica, que se mantienen cerca de la cuenca del ojo
mediante una banda elstica.
Gafas de tapadera
(Plstico)
Cubierta de plstico transparente que queda situada a una cierta distancia de los
ojos permitiendo as al usuario el empleo de gafas correctoras, filtros, por
debajo de la proteccin; resistente al impacto y a la erosin adecuadas para el
trabajo de esmerilado, pulido, y otras operaciones ligeras que pueden dar lugar a
que vuelen pequeas partculas. Puede conseguirse plstico de color para su
uso en operaciones donde la luz del sol es muy fuerte, donde hay un exceso de
iluminacin.
Antirresplandor
radiante
energa Protegen contra el resplandor, los rayos de luz molestos, chispas volantes, y
escamas utilizadas en las siguientes operaciones, soldadura y corte con
acetileno, corte con oxiacetileno, soldadura, arco elctrico y operaciones en
horno con hogar abierto, soldadura elctrica por arco, y soldadura por arco de
carbn. Los lentes son elegidos segn las operaciones a realizar en la forma que
sigue:
Tonos 3 y 4 estos lentes de filtro protegen contra el resplandor de la luz del sol,
el agua, el piso de las carreteras, los techos, la arena, etc. As como contra la luz
procedente de operaciones cercanas de soldadura y corte, y tambin del vertido
de metales en trabajo de horno.
Tono 5, utilizado en las operaciones de corte y soldado con gas ligero y para las
operaciones de soldadura por punto elctrico.
Tono 6, utilizado para las operaciones de corte con gas, soldado medio con gas,
y para soldado con arco hasta 30 amperes.
Tono 8, utilizado en el soldado pesado con gas, y para el soldado y corte con
arco cuando se utilizan ms de 30, pero sin llegar a exceder 75 amperes.
Tono 10, para soldadura de arco y para corte, cuando se utilizan ms de 75,
pero sin exceder 200 amperes.
Tono 12, utilizado para soldadura y corte con arco donde se usan ms de 200,
pero son exceder 400 amperes.
Tono 14, para soldadura y cortado con arco donde se excedan los 400 amperes.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
CONTINUACIN....
TABLA 4.2 TIPO DE PROTECCIN PARA LOS OJOS
Lentes para
Agentes
Qumicos
Construidas con materiales resistentes a la corrosin, y en los que se utilizan
lentes resistentes al impacto, utilizando pantallas laterales con ventilacin
indirecta; protegen contra el salpicado y el riesgo en cualquier direccin,
utilizadas en operaciones tales como el manejo de productos cidos custicos,
en la limpieza de metales con productos qumicos, planchado, galvanizado, etc.
Lentes de
Combinacin
Cuenta con dos juegos de lentes, uno de los cuales protege contra el resplandor,
y el otro contra el impacto. Los lentes contra el impacto estn montados
directamente sobre las copas de las gafas, en tanto que los lentes contra el
resplandor tienen bisagras que les permiten ser levantados bajados segn se
desee. Son utilizados en los trabajos de soldado y fundicin.
Gafas para el Polvo
Construidas con pantallas laterales especiales para ventilacin y salvaguardar
los ojos en todas direcciones contra los polvos y las pequeas partculas
volantes. Utilizadas en el trabajo en madera, desincrustacin, molido de metales,
y procesos de corte, donde se generen polvos.
Gafas sostenidas en la cabeza Diseados para la comodidad de soldadores, esmeriladores, cortadores y otros
cuyo trabajo hace necesario quitarse con frecuencia la proteccin de los ojos
para realizar inspecciones. Las copas de las gafas cuelgan de un brazo,
articulado a una armadura de fibra que rodea la cabeza, y que puede ser
rpidamente levantada bajada a voluntad. Se utilizan lentes, bien contra el
impacto contra el exceso de luz, segn las circunstancias.
Lentes para
Vapores
Qumicos
Lentes con la
Rejilla de alambre
Lentes que estn moldeados en una armadura de goma que se acomoda al
contorno de la parte superior de la cara. No cuentan con ventilacin, y las gafas,
por lo tanto, ofrecen proteccin contra gases, humos vapores: para reducir el
empaado de los vidrios, este tipo est con frecuencia equipado con una copa de
agua interconstruida para cada lente. El usuario elimina el empaado inclinando
la cabeza, y haciendo que el agua caiga sobre los lentes. Utilizados para el
manejo de cidos, y para operaciones de soldadura de gas.
Los ojos estn cubiertos y protegidos por una fuerte rejilla de alambre, que
permite mucha mejor ventilacin que una proteccin con perforaciones laterales,
con lo cual se reduce el empaado de los lentes. Adecuados para evitar lesiones
causadas por partculas volantes. Utilizados en las minas y lugares cerrados y
en otras operaciones en donde hay una humedad extrema y temperaturas
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
relativamente altas.
CONTINUACIN....
TABLA 4.2 TIPO DE PROTECCIN PARA LOS OJOS
Lentes protectores
Lentes de cristal plstico, colocados en armaduras suficientemente rgidas para
mantener los lentes en la posicin adecuada. Los lentes pueden ser elegidos de
acuerdo con la necesidad de contar con resistencia al impacto, por su calidad
antirresplandor, por ambas causas. Los lentes se mantienen frente a los ojos
por medio de patas que se sitan por encima y detrs de las orejas.
Las gafas se apoyan sobre el puente de la nariz. Puede conseguirse una
variedad de protecciones laterales, que dependern de la clase de proteccin
necesaria. Pueden igualmente obtenerse lentes de cristales endurecidos,
tallados segn prescripcin. Cuando estn adecuadamente colocadas, estas
gafas pueden ser utilizadas en casi cualquier caso de los indicados antes para
lentes, excepto en los casos en que se cuenta con la presencia de vapores
procedentes de productos qumicos.
4.7.3 PROTECCIN AUDITIVA.
Los sonidos son escuchados cuando, en condiciones de presin atmosfrica normal, se
producen variaciones de una magnitud suficiente. Estas variaciones llegan al odo como
diferencias de presin, y son transmitidas por el mecanismo auditivo al cerebro, en donde
producen sensaciones. La proteccin contra los ruidos perjudiciales que excedan los niveles de
exposicin al ruido permitidos se realiza de preferencia reduciendo el ruido en su propia fuente.
Esto exige, en general, la aplicacin de ingeniera que elimine reduzca el sonido
eliminando su causa, reduciendo los efectos de su transmisin, mediante barreras adecuadas
al ruido.
Aun cuando la mayor parte del sonido llega al odo interior a travs del canal auditivo
(conduccin mediante el aire hacia el odo interior), y esta energa sonora puede ser bloqueada
mediante un protector en la oreja, una parte importante del sonido puede ser transmitida al odo
interior por los huesos de la cabeza (Fig. 4.21).
Colocacin de
tapones para los
odos
Fig.4.21 Proteccin para el ruido.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Los dispositivos para la proteccin del odo no pueden reducir el sonido que llega al odo
interior en ms de 50 dB aproximadamente. En la prctica otros efectos pueden limitar todava
ms dicha reduccin; como por ejemplo, hay tres tipos generales de protectores del odo:
El tapn. Puede ser moldeado en hule suave, materiales plsticos duros, conformados para
acomodarse al canal auditivo del usuario, con materiales moldeables que el usuario puede
ajustar a sus propios canales auditivos. Pueden igualmente estar compuestos por metales y
hules suaves, con unas vlvulas diseadas para cerrarse cuando la presin del sonido es
muy elevada (Fig. 4.22).
Fig. 4.22 Tapones de proteccin.
La almohadilla dona. Estos son dispositivos que se mantienen en posicin sobre las
orejas por medio de bandas que cruzan la cabeza, y pueden estar fabricados en hule,
kapok, con metal hule, con variaciones en su diseo para discriminar contra determinadas
frecuencias sonoras (Fig.4.23)
Fig. 4.23 Almohadilla de proteccin.
El casco. En la actualidad se realizan pruebas para crear un casco (semejante a los de
vuelo colisin) con una alta capacidad de reduccin del ruido. Para una mayor efectividad
contra niveles extraordinarios de ruido de alta intensidad puede ser necesario que cubra la
cara, igual que el resto de la cabeza (Fig.4.24).
Fig.4.24 Casco con almohadilla.
Un factor que afecta la eficacia de los dispositivos protectores del odo es la amplia variacin en
tamao y forma del odo humano. Un mismo protector del odo puede tener formas muy
diferentes de acuerdo con su uso en diferentes odos. Una ventaja en el uso de los tapones
para el odo, que puede parecer paradjica, consiste en que en presencia de altos niveles de
ruido el usuario de un tapn mejora su comprensin de la palabra en presencia del ruido
(Fig.4.25).
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Fig.4.25 Protecciones para los odos.
La reduccin (atenuacin) del ruido, lograda mediante un dispositivo para el odo, puede
expresarse con relacin a la frecuencia. En la figura 4.26 muestra una indicacin de los niveles
tpicos de sonido en decibeles.
Sonidos
comunes
Susurro
Umbral de
audibilidad
Apenas
audible
Tren
Rueda de esmeril
Interior de recmara
Muy suave
Remachadora
Muy molesto
Vecindario
tranquilo
Aire acondicionado Transito
urbano
Suave
Moderado
Avioneta
Molesto
Avin
Excesivamente molesto
Fig. 4.26 Niveles tpicos de sonido expresados en decibeles.
Sin embargo, la solucin a cualquiera de los problemas que podran asociarse con el
ruido ocupacional no se encuentra en el uso de un dispositivo de proteccin para los odos,
necesariamente. Ahora aunque se han recopilado en laboratorios grandes cantidades de datos
sobre las caractersticas de atenuacin de los dispositivos para la proteccin de los odos, la
determinacin de s los datos se aplican a situaciones industriales no siempre depender del
establecimiento de mediciones hechas en un medio industrial.
Se considera importante recurrir a la supervisin mdica para la adaptacin de los
tapones en los odos, y para explicar su uso y cuidado. Los tipos permanentes de tapones son
lavables e intransferibles. Una limpieza regular de los mismos es importante por razones de
higiene. Los protectores que se contaminan, quedan recubiertos con cera endurecida, pueden
causar incomodidad u ocasionar una infeccin al odo medio.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
En las ocupaciones en donde los niveles de ruido exceden las normas de la OSHA de la
NOM-011-STPS-1993, no siempre puede resultar conveniente mantener un informe
audiomtrico de todos los empleados expuestos al ruido. Es preferible mejor que estos informes
se inicien cuando el empleado empieza su trabajo en el departamento, repitindolo con
intervalos de 30 das. Este informe permitir una estrecha observacin de la agudeza auditiva
del personal, y facilitar la seleccin de aquellos trabajadores ms susceptibles al ruido, para
trasladarlos a otra ocupacin y no se daen su sistema auditivo.
4.7.4 PROTECCIN DE LOS DEDOS, MANOS Y BRAZOS.
Ms de una tercera parte de las lesiones incapacitantes ocupacionales que se producen
en Mxico afectan principalmente a los dedos, las manos y los brazos, y su costo es ms de un
20% de la compensacin total y por la aparente vulnerabilidad de los dedos, las manos y los
brazos, con frecuencia se necesita usar equipo protector. Los fabricantes ofrecen una amplia
variedad de equipos, adecuados para muchas operaciones especializadas, pero el tipo ms
comn es el guante, alguna adaptacin del mismo, el amplio uso de los guantes protectores,
de un equipo semejante, merece la consideracin correspondiente a sus aplicaciones
recomendadas.
En general deber recordarse que los guantes no se aconsejan en el caso de
operadores que trabajen en mquinas rotativas, porque hay la posibilidad que el guante sea
cogido en las partes giratorias, forzando as la mano del trabajador al interior de la mquina. Los
guantes deben ser seleccionados cuidadosamente para cada operacin especfica porque la
proteccin que ofrece el producto no deber lograrse con un aumento del riesgo que pudiera
correr el trabajador.
En los casos en que los guantes sean utilizados para proteger las manos de los
trabajadores contra las soluciones qumicas, dichos guantes debern ser suficientemente largos
como para subir muy por encima de la mueca, pero habrn de ser diseados para que el
ensanchamiento superior no atrape algunas salpicaduras, introduciendo as en el guante. Los
guantes de este tipo deben ajustarse con firmeza al antebrazo. Esto se aplica igualmente a los
guantes de asbesto. Es aconsejable que las mangas queden colocadas por fuera de las
manoplas de los guantes.
Los guantes, las mangas y los mitones reforzados con tiras de metal a lo largo de la
palma para obtener una mayor proteccin contra los objetos agudos, y un mejor medio para
sostener los materiales que sean manejados, no debern ser en ningn caso utilizados en el
curso de operaciones en que se empleen aparatos elctricos.
Los guantes de hule constituyen a menudo un medio prctico para proteger las manos
contra soluciones lquidas. Sin embargo, los compuestos derivados de productos del petrleo
tienen un efecto deteriorante sobre el hule natural, y por lo tanto, es necesario elegir guantes
fabricados de hule sinttico; por ejemplo de neopreno (Fig. 4.27).
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Fig. 4.27 Guantes de neopreno.
Los soldadores, cortadores y personas que trabajan con equipo elctrico de alta tensin,
deben emplear guantes de hule especialmente hechos y probados para dichas actividades,
como es el caso de la soldadura por arco elctrico. El guante de hule se usa con frecuencia
bajo un guante pesado de cuero, para salvaguardarlo de cortes, roces y picaduras que puedan
reducir su efecto protector. Es absolutamente esencial contar con un programa de prueba e
inspeccin de los guantes de hule y de aquellos productos que no renan con las
especificaciones originales y que debern ser descartados sin demora. Existe una amplia
variedad de dispositivos protectores para los dedos, manos y brazos, as como sus usos y
donde estn resumidos en la tabla 4.3.
TABLA 4.3 TIPO DEL EQUIPO DE PROTECTOR DE DEDOS, MANOS Y BRAZOS.
TIPO
Dedales
DESCRIPCIN
Son protectores individuales de los dedos y/o del pulgar; que protegen contra el calor, los
rebordes speros cortantes y las substancias irritantes en general. Los dedales pueden
conseguirse fabricados en asbesto; en loneta resistente al fuego; en telas recubiertas
resistentes al aceite, para los productos qumicos estos deben de ser de cuero, con la
superficie reforzada con alambre (grapas); en rejillas de alambre, en hules naturales
sintticos. El dedal ha probado ser til especialmente en las operaciones en las que se
utilizan herramientas con filo, tal como en el uso de esmerilado cortado, en las que el
dedal de rejilla metlica es el tipo ms comnmente utilizado.
Guantes con banda en Este ofrece una completa proteccin de la mano, y tiene una banda que se ajusta a la
la mueca
mueca, evitando que los materiales se deslicen dentro del guante. Se utilizan distintos
materiales para su fabricacin, tales como el asbesto, la loneta resistente al fuego, tejido
pesado, tejido recubierto para hacerlo impermeable, cuero, cuero impregnado con plomo,
(para proteger a los tcnicos industriales y a los soldadores de los rayos X), cuero reforzado
con rejillas metlicas, rejilla metlica, plstico (para proteger la piel de las manos contra los
irritantes, evitando la corrosin de las partes metlicas como consecuencia del sudor de las
manos), hule impregnado con plomo (que ofrece proteccin a la energa radiante,
equivalente a 0.5 milmetros de pantalla de plomo), y hules naturales sintticos. Segn
sea el material utilizado, los guantes ofrecen proteccin para las operaciones segn como
se indica en el caso de los dedales, excepto que en este caso toda la mano queda
protegida.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Guantes de
con asbesto.
proteccin Es un guante, que protege la parte baja del antebrazo y la mano, contra el calor radiante y
las llamas y chispas; utilizado para quienes trabajan con metales fundidos, hornos y fuegos,
como en la soldadura fuerte.
Guantes con
Tela protectora
CONTINUACIN...
Mangas con
Fibras resistentes
Mangas de carnaza
Guantes
con Metal
Guantes
De Plstico
Son guantes basndose en lana, de fieltro de algodn reforzado con cuero, hule
parches de cuero sujetos con grapas de acero; utilizadas para proteger contra los cortes y
rozaduras.
TABLA 4.3 TIPO DEL EQUIPO DE PROTECTOR DE DEDOS, MANOS Y BRAZOS.
Esta proteccin es en forma de manga que est fabricada con un material de fibra
reforzada y que por lo regular estas son hechas de algodn y materiales muy resistentes,
generalmente se utilizan para protegerse contra chispas, electricidad, objetos speros y
golpes ligeros.
Es una manga fabricada en cuero carnaza, es utilizada para evitar que el polvo, la
suciedad y el metal caliente entren a los guantes del trabajador; se le utiliza sobre la
manopla del guante, y tambin se usa para proteger el antebrazo inferior contra cortes,
rozaduras y golpes ligeros. En ciertas ocupaciones es necesario reforzar el cuero,
adhiriendo grapas tiras de acero a la superficie exterior. Estas mangas de proteccin son
usadas por quienes manejan materiales calientes, los que trabajan en fundiciones, y otros
trabajadores expuestos a cortes, golpes salpicaduras de metal que puedan lesionar el
antebrazo.
Este guante esta hecho de metal ligero, es utilizado por los trabajadores dedicados a
operaciones pesadas, tales como el levantamiento esmerilado de materiales que pueden
cortar, raspar, magullar el antebrazo.
Manga hecha para resistir la penetracin del agua, aceite, y ciertos productos qumicos.
Puede ser utilizada en trabajo general, para evitar que las manoplas y mangas normales
sean atrapadas por partes mviles de maquinaria, y como proteccin contra el salpicado de
soluciones irritantes.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Mangas de metal
Una proteccin que va desde la mueca hasta encima del codo (y en algunos casos hasta
el hombro), generalmente provisto de dispositivos para asegurar un buen cierre en cada
uno de sus extremos. Estas mangas estn hechas de los mismos materiales antes
descritos para las manoplas de proteccin (excepto en lo que se refiere al uso del metal,
aun cuando se dispone de mangas hechas de rejilla metlica), y tienen aplicaciones
semejantes.
CONTINUACIN...
TABLA 4.3 TIPO DEL EQUIPO DE PROTECTOR DE DEDOS, MANOS Y BRAZOS.
Mitones
(especie de
Los mitones son usados de preferencia por los trabajadores, en lugar de los guantes, en
guante que solo cubre la aquellas operaciones en donde la destreza de los dedos no es necesaria. Los mitones son
mueca y la palma de la fabricados de los mismos materiales que antes se indic en el caso de los guantes, y se
mano)
emplean generalmente en el mismo tipo de ocupaciones. Hay disponibles algunas
modificaciones del mitn normal, tales como mitones con un dedo libre, los que permiten el
uso del pulgar y el ndice, en tanto que el resto de los dedos est cubierto con una sola
proteccin, permitiendo as cierta destreza en el uso del ndice y retener las caractersticas
fundamentales del mitn.
Manoplas
Las manoplas estn formadas por una pieza completa de material protector cuya superficie
es lo bastante amplia como para cubrir el lado de la palma de la mano. Hay disponibles
distintos diseos, variando en el procedimiento de unir la manopla a la mano del trabajador.
Estas manoplas son utilizadas cuando el contacto directo con objetos muy calientes,
afilados speros son de los principales riesgos. Las manoplas estn hechas bsicamente
con los mismos materiales de fabricacin que se indican antes en el caso de los guantes, y
pueden ser usadas en las mismas ocupaciones que se indican para cada uno de los tipos
de material.
4.7.5 PROTECCIN PARA TOBILLOS Y PIES.
La proteccin normal de los pies utilizada en la industria es el zapato de seguridad, con
puntera metlica. Sus especificaciones correspondientes a este zapato han sido recomendadas
por el American National Standard Institute y por Mxico bajo la norma NOM-113-STPS-1994,
para calzado de proteccin. Dichas normas especifican un zapato de construccin fuerte y
slida, con proteccin de acero en la parte de los dedos, y provista de rebordes que se apoyen
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
en la suela del zapato. Estos deben resistir una carga esttica y una carga en impacto, de
acuerdo con el procedimiento de prueba prescrito (Fig. 4.28).
Suela resistente de impactos
y cargas estticas.
(Ver Fig. 4.5.6 - b)
Proteccin para la parte superior
Proteccin de acero
(casquillo de
acero)
Fig. 4.28 Zapato de seguridad.
Los zapatos con puntas de seguridad metlicas son fabricados para una amplia
variedad de situaciones de trabajo. Por ejemplo, un supervisor de un departamento puede
seleccionar un tipo elegante de zapatos de seguridad, que resultar difcil diferenciar de
cualquier otro zapato bien hecho, en tanto que los trabajadores en una fundicin pueden tener
zapatos especiales que se ajustan perfectamente por encima del tobillo, pero que pueden ser
eliminados rpidamente para proteger al usuario contra la posibilidad de una quemadura por
metal que pueda entrar en el zapato.
Otros tipos especializados incluyen los zapatos diseados para reducir la posibilidad que
se produzca electricidad esttica en el usuario (zapatos conductores), zapatos hechos sin
partes metlicas (contra chispas) y con suelas resistentes para reducir la posibilidad que pueda
producirse una chispa cuando el usuario camina sobre una superficie abrasiva, as tambin
zapatos no conductores que protegen al usuario mediante un suela de aislamiento elctrico
hacia la tierra. (Fig. 4.29).
Fig. 4.29 Diferentes tipos de suela para diversos trabajos.
En ciertas ocupaciones donde existe la posibilidad que caigan objetos, que son ms
pesados de lo estndar, y golpeen los dedos del pie, donde puedan caer materiales
relativamente pesados sobre el empeine, es necesario que los trabajadores usen protectores
para los pies. Estos estn hechos de metal con un calibre grueso, con costillas, y cubren con
metal corrugado el pie, desde la punta hasta el tobillo.
Las especificaciones de estos protectores indican que deben resistir el impacto de un
objeto de por lo menos 136 Kg. (300 lbs.) que caiga desde una altura de 30.5 cm (1 pie),
cuando el reborde de la proteccin est apoyado sobre una superficie firme y plana sin sufrir
una deformacin tal que el pie protegido pueda resultar lesionado.
TABLA. 4.4 TIPOS DE PROTECCIN PARA PIERNA, TOBILLO Y PIE.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
TIPO
DESCRIPCIN
Botas
Es una proteccin hasta la rodilla, tres cuartos, hasta la cadera, mediante botas de
hule, utilizadas generalmente para proteger la parte inferior de las piernas contra la
humedad continua contra los productos qumicas y cidos. En los casos en que exista
la posibilidad que caigan objetos pesados sobre los pies, pueden conseguirse botas de
hule con puntas protectoras de seguridad, las cuales son usadas en operaciones tales
como minera y galvanoplastia. En operaciones donde se ocupa la grasa requiere de
una bota de cuero pesada con suelas de madera es lo aconsejable; esta bota sube
aproximadamente 15 pulgadas (38 cm) de la pierna; su suela de madera tiene la ventaja
de ofrecer proteccin contra objetos agudos(por ejemplo, piezas de cristal, clavos, trozos
de metal, etc.) y mantener seco el pie.
Zahones
Los zahones protegen la parte delantera de las piernas de los trabajadores. Se les
fabrica en materiales especiales, adecuados para la operacin de soldadura corte, y se
mantienen unidos a las piernas por medio de un cinturn y unas correas que se atan en
la parte trasera de la pierna.
CONTINUACIN ...
TABLA. 4.4 TIPOS DE PROTECCIN PARA PIERNA, TOBILLO Y PIE
Zahones de Asbesto
Los zahones de asbesto son utilizados por los trabajadores expuestos a chispas, metal
caliente, llamas sbitas, y situaciones en que se experimenta mucho calor en la
proximidad de las piernas (como en la soldadura por flama).
Loneta (resistente al fuego)
Aun cuando el riesgo de calor no es tan grande como en los casos en que se utilizan los
zahones de asbesto, stos pueden ser hechos de loneta resistente al fuego. En tareas
tales como ensamblaje ligero, trabajo pesado y otros donde puede ser necesario utilizar
zahones hechos de material cuero.
Tejidos
(a
productos
especficos).
prueba
de Se cuenta con zahones de materiales plsticos, de tejidos tratados especialmente,
qumicos para proteger contra una amplia variedad de compuestos (por ejemplo solventes, lcalis,
cidos, aceites y agua).
Zahones de cueros
Los zahones hechos de cuero pueden utilizarse en operaciones tales como soldado,
operaciones con sacabocados y perforadores, manejo de materiales speros,
pulimentado, esmerilados en cualquier otra situacin en que se produzcan chispas,
salpicadura de metales calientes, partculas volantes, exista el riesgo de objetos
speros agudos que puedan golpear las extremidades inferiores.
Protecciones
Para:
Hay diversos tipos de proteccin especial para el pie, la espinilla, el taln y el tobillo.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
El pie
Proteccin en acero que cubre los dedos de los pies y la parte alta del propio pie. No
utilizados durante todo el da de trabajo sino nicamente cuando se este soldando
cortando. Esta proteccin tiene como meta la defensa contra la cada de objetos
pesados que puedan aplastar perforar raspar los dedos de los pies, su empeine.
Debido a que esta proteccin se acopla a la parte alta del zapato sin apoyarse sobre l,
existe un espaci de aire por debajo de ella. Por esta razn la proteccin del pie es
particularmente til en los trabajos en que se produce mucho calor, como en las
fundiciones soldadura por flama; el espacio de aire sirve para aislar el zapato contra el
calor que es absorbido y retenido por la guarda metlica.
El Pie y Empeine
Este tipo de proteccin es en cierta medida el mismo que la proteccin del pie, pero
cuenta con una proteccin metlica para el empeine y los tobillos.
Se utiliza en ocupaciones similares a aqullas en que se protege el pie, pero estos tiene
la ventaja suplementaria de proteger a la espinilla contra golpes y lesiones.
El Taln y tobillo
Una pantalla metlica protectora, diseada para extenderse hacia atrs por cada uno de
los lados del zapato, alrededor del taln, evitando que este ltimo sea golpeado por
equipo para el manejo de materiales, u objetos pesados.
CONTINUACIN ...
Los dedos y
Espinilla
Para lo tobillos y piernas
(Polainas)
TABLA. 4.5.6. TIPOS DE PROTECCIN PARA PIERNA, TOBILLO Y PIE
Generalmente son hechas de material pesado de fibra, adaptadas a la forma de la parte
delantera de la pierna, y con correas para quedar sujetos a sta. Son usadas
generalmente por los trabajadores que manejan materiales metlicos, los que operan
mquinas pesadas, y en los trabajos de empaque de materiales pesados, y su propsito
es proteger contra astillas voladoras, impactos pesados, chispas calientes, y objetos
agudos.
Las polainas ofrecen una proteccin completa (todo alrededor) de la pierna, segn su
longitud. Se les puede conseguir en estilos que llegan hasta la rodilla hasta la cintura.
Las polainas hasta la cintura cierran completamente las piernas hasta la ingle, y
generalmente ofrecen proteccin frontal hasta la cintura, sin llegar a cubrir el abdomen
inferior. Las dos piernas van generalmente separadas, pero pueden ser unidas en la
ingle. Las polainas pueden hacerse de los mismos materiales utilizados en el caso de los
zahones, y son empleadas la mayora de las veces en el mismo tipo de operaciones.
Para la seguridad de los Zapatos que cuentan con puntera de acero rgido, para ayudar a prevenir las lesiones a
dedos del pie
los dedos de los pies ocasionadas por objetos que caen, aplastamiento, etc. Estn
disponibles en una amplia variedad de estilos (zapatos tanto para vestir como para
trabajo), y estn diseados especficamente para operaciones con riesgos potenciales.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Para protegerse de cargas Es un zapato de seguridad, con la especificacin adicional de poder descargar sin
estticas
peligro a tierra, las cargas de electricidad esttica que puedan crearse en la persona de
la que los utiliza cuando se desplaza de un lado a otro. Este tipo de zapato es usado por
los trabajadores en las plantas de productos qumicos en polvo, de explosivos,
cuando trabajan en cualquier situacin en que la atmsfera pueda contener una mezcla
inflamable. Ya que la calidad conductora del calzado depende de un buen contacto
elctrico entre la planta del pie y la suela del zapato, la efectividad en la conductividad de
estos zapatos no deben verse reducida mediante el uso equivocado de materiales
aislante, tales como calcetines de seda lana, talco para los pies, permitiendo que la
suela del
zapato llegue a impregnarse de aceite. Diseados para acoplarse
exactamente al tobillo y cubrir totalmente el pie. Estos zapatos de seguridad se desliza
sobre el pie, y se mantienen unidos a ste por medio de una expansin elstica incluida.
Es utilizado por los trabajadores empleados en operaciones en que se manejan metales
fundidos, evitando as que las chispas y las salpicaduras de los procesos compuestos
fundidos lleguen a entrar al calzado.
Para
prevenir
elctricos
choques
Estos zapatos con punta de seguridad ayuda a prevenir contra el choque elctrico; es
utilizado por trabajadores que pueden ponerse en contacto con objetos electrizados,
tales como alambres y rieles. Los zapatos estn hechos sin parte metlica alguna,
excepto la punta de seguridad, la cual est perfectamente aislada mediante una suela de
hule aislante.
4.7.6 PROTECCIN DEL SISTEMA RESPIRATORIO.
Son en los procesos industriales donde se crean contaminantes atmosfricos que llegan
a ser peligrosos para la salud de los trabajadores, es por eso que la primera consideracin que
debe de hacerse es la de aplicar siempre medidas de ingeniera de seguridad para controlar los
contaminantes. En algunos casos, como son en las dos situaciones que se indican a
continuacin, las medidas de ingeniera no son prcticas, y los trabajadores habr, por lo tanto,
de recibir un equipo protector respiratorio personal debido a que muchos agentes riesgosos
afectan la salud del individuo.
Las situaciones de emergencia son donde el personal est expuesto a concentraciones
de contaminantes que tienen un efecto rpido y peligroso sobre la vida la salud durante
cortos periodos, lo que exige emplear dispositivos de proteccin que den una completa
salvaguarda respiratoria, en la que se incluya proteccin adicional en caso de que se
produzca una falla en el dispositivo en el momento en que el trabajador se encuentra
expuesto a la atmsfera peligrosa por los procesos de soldadura (Fig. 4.30).
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Fig.4.30 Respirador para situaciones de emergencia.
Las situaciones de no emergencia, estas corresponden en general a las operaciones
normales de rutina que exponen a los trabajadores a la atmsfera cuando sta no
presenta un peligro rpido y grave contra la vida la salud, pero que puede producir
enfermedades crnicas, incomodidad muy marcada, pueden resultar en daos
permanentes fsicos e incluso la muerte despus de exposiciones repetidas
prolongadas; por ejemplo, en las soldaduras de gas llama (Fig. 4.31).
Fig. 4.31 Respirador para situaciones de no emergencia.
Pueden conseguirse dispositivos protectores de la respiracin para situaciones de
emergencia y de no emergencia. Los dispositivos protectores de la respiracin deben tener la
aprobacin de la Administracin de la Seguridad y Salud Ocupacionales, excepto cuando son
utilizados en las minas, en donde resulta necesaria la aprobacin de la Administracin de la
Seguridad y la Salud en las Minas (MSHA) de E.U. Al adquirir tales equipos debe tenerse la
seguridad de que el fabricante cumpla con los requisitos para la situacin de riesgo en que van
a ser utilizados y que la ventilacin sea adecuada para trabajar (consultar la NOM-016-STPS1993).
4.7.6.1 Seleccin de dispositivos protectores de la respiracin.
Los fabricantes ofrecen una amplia variedad de tipos de equipos protectores de la
respiracin. Cada tipo es adecuado para una varias aplicaciones, siendo, por tanto,
necesario contar con un mtodo adecuado para seleccionar el tipo de dispositivo que va a
ser utilizado. Un procedimiento recomendado para decidir cul es le tipo adecuado podra
ser el siguiente:
1. Cul es el nombre del proceso contra el que hay que protegerse?
2. Cules son sus propiedades de contaminacin qumicas, fsicas y toxicolgicas?
3. Es inmediatamente peligroso para la vida (situaciones de emergencia), lesiona
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
nicamente despus de una exposicin prolongada y continua del proceso (situaciones
de no emergencia)?
4. Cules son los factores limitadores en las tareas del proceso que han de ser realizadas
por el personal? (p.ej. deben los trabajadores tener libertad en sus movimientos);y
durante Cunto tiempo ha de ser utilizado por da el equipo de soldadura corte)?
5. Despus de tomar en cuenta todos los factores, seleccione el tipo tipos de respiradores
que satisfagan las necesidades.
4.7.6.2 Adecuacin del equipo respiratorio en varias aplicaciones.
Unos cuantos principios generales deben tenerse en cuenta al efectuar la seleccin
de un dispositivo respiratorio. Los respiradores con cartuchos qumicos son adecuados
nicamente en atmsferas que no son inmediatamente peligrosas para la vida, y que
contengan un porcentaje de contaminantes que no exceda del 0.1 por ciento por volumen. A
continuacin los respiradores no deben ser utilizados para los contaminantes con estas
caractersticas:
a) Que sean extremadamente venenosos en muy pequeas concentraciones (por ejemplo,
cianuro de hidrgeno).
b) Que no sean absorbidos con efectividad por procedimientos qumicos (por ejemplo:
monxido de carbono).
c) Que no sean fcilmente identificables por su olor (por ejemplo: cloruro de metilo sulfuro
de hidrgeno).
d) Que sean irritantes para los ojos (por ejemplo: dixido de azufre).
Las mscaras contra gases del tipo del bote de hojalata deben ser limitadas al uso
en atmsferas que no tengan deficiencia en oxgeno, en donde los contaminantes txicos
no excedan un 2% en concentracin (3% en el caso del amoniaco) por volumen.
4.7.6.3 Dispositivos protectores para respirar.
Los respiradores con cartuchos qumicos pueden ser considerados como mscaras
de gas de baja capacidad. Estn formados por una mscara que se acopla a la boca y a la
nariz del usuario, y a la que est directamente unido un pequeo filtro reemplazable
(formado por un cartucho qumico).Estos respiradores estn dedicados a un empleo en
situaciones de no emergencia, y en atmsferas que puedan ser respiradas sin proteccin,
aunque en tal caso causen incomodidad envenenamiento crnico cuando sea respiradas
durante periodos prolongados repetidos de por lo menos siete horas por da. No deben ser
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
utilizados en atmsferas que contengan ms del 0.1 por ciento del contaminante por
volumen (Fig. 4.32).
Fig. 4.32 Respirador con cartuchos.
Los empleos comunes de este tipo de equipo protector de la respiracin se hace en
ocupaciones en que se produce una exposicin a vapores peligrosos tales como es el caso
de soldadura por revestimiento, por rociada, desengrasado, limpieza en seco de polvos, y en
donde pueda encontrarse una concentracin baja de gases, tal como el caso de la soldadura
MIG y TIG. La mscara de gas en general est formada por una mscara que se acopla
sobre los ojos, la nariz y la boca, y que est conectada mediante un tubo flexible a un bote
de hojalata que contiene el absorbente qumico que protege contra un determinado vapor
gas, grupo de vapores gases. El dispositivo se emplea bsicamente en situaciones de
emergencia (Fig. 4.33)
Fig. 4.33 Dispositivo para absorber vapores gases qumicos.
Adems del color distintivo estndar especificado, los botes debern de tener
letreros legibles con los nmeros aprobados por la MSHA y la NIOSH. Tambin deber
indicar los vapores gases de los cuales protege. Con el fin de identificar sin riesgo cada
mscara de gas para su empleo en el caso de la exposicin para el que ha sido proyectada,
se ha establecido un cdigo de color por el Instituto Americano de Normas Nacionales,
cdigo que es utilizado por todos los fabricantes.
Contaminantes atmosfricos de los que deben
protegerse
Gases cidos
Color Asignado
blanco
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
Nmero
Nombre centroide de
centroide de
color
color
263
blanco
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Vapores orgnicos
negro
267
negro
Gases de amoniaco
verde
139
verde vivo
Gases de monxido de carbono
azul
178
azul fuerte
Gases cidos y vapores orgnicos
amarillo
82
amarillo vivo
Gases cidos, amonaco y vapores
Orgnicos
pardo amarillo
pardo
75
oscuro
rojo
11
rojo vivo
oliva
106
oliva claro
prpura
218
prpura fuerte
naranja
48
naranja vivo
Gases cidos, amonaco, monxido de carbono y
vapores orgnicos
Otros vapores y gases no indicados
Arriba
Materiales radioactivos (excepto
tritium y gases nobles.
Polvos, humos y neblinas (aparte los materiales
radiactivos).
Tabla 4.5. Identificacin de mscaras de proteccin mediante colores.
Es posible obtener mscaras de gases para la proteccin contra cualquiera de los
gases vapores peligrosos conocidos (Tabla 4.5), actualmente en uso en operaciones
industriales de soldadura. Sin embargo, no deben usarse mscaras contra gas en los lugares
en que las concentraciones de contaminantes exceden al 2% por volumen en el caso de los
gases cidos, vapores orgnicos monxido de carbono, y 3% por volumen en el caso del
amoniaco. No deben ser utilizados durante ms de dos horas en total, y debe recordarse que
las mscaras de gas no ofrecen proteccin en atmsferas que tengan deficiencia de
oxgeno.
Las latas pueden ser sustituidas cuando el usuario observe que entra contaminante
por el tubo de respiracin. Una vez que la lata ha sido abierta, aun cuando haya sido usada
durante dos horas solamente, deber ser sustituida al final de los doce meses, debido al
cambio qumico que se produce en aquel tiempo, el cual reduce la eficacia de los productos
qumicos. Sin embargo, el almacenado de las latas para mscaras de gas con sus sellos
superiores e inferior intacto puede prolongarse durante cierto nmero de aos.
Para el almacenaje deber escogerse un lugar fresco, pero es aconsejable que para
cada uno de los tipos de latas almacenadas sean seleccionadas unas cuantas, pasados dos
tras aos, comprobndolas para observar si presentan resistencia a la respiracin (en un
lugar libre de gases), descartndolas se el usuario experimenta dificultades al respirar.
Las mscaras de gas son utilizadas en operaciones en las que se manejan productos
qumicos voltiles gaseosos, al hacer reparaciones de emergencia, por ejemplo, en
procesos de soldadura, en el trabajo contra incendios, la fumigacin, y cuando se trabaja
cerca de contenedores de productos qumicos venenosos. Debe recordarse que las
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
mscaras de gas no deben ser utilizadas en tanques, alcantarillas u otros lugares en los que
pueda haber deficiencia de oxgeno.
Los respiradores de filtro mecnico son dispositivos de no emergencia, utilizados para
proteger al usuario filtrando una parte de los contaminantes a medida que se respira. El
dispositivo por lo comn est formado por una mscara que cubre la boca y la nariz, y a la
cual se une un elemento de filtro en forma de bolsa, cilindro, disco, dispuesto de tal manera
que el aire que va a ser respirado debe pasar a travs de la sustancia filtrante. (En algunos
casos el respirador puede tener una mscara que cubra los ojos adems de la nariz y la
boca, el tubo de respiracin se une por un extremo a la mscara y por el otro se conecta a
un filtro que se lleva sobre el pecho).
Estos respiradores no dan proteccin contra gases y vapores. Eliminan los
contaminantes contenidos en el aire bajo la forma de partculas de materia, atrapndolas
fsicamente, mediante atraccin electrosttica, a medida que el aire pasa a travs del filtro
al ser respirado. La eficacia del filtro est determinada por la cantidad de contaminante que
logra pasar a travs del mismo.
A medida que se utiliza el filtro, se retiene en l una cantidad creciente de
contaminantes, que ayuda a bloquear cantidades adicionales que en condiciones ordinarias
hubieran pasado a travs de un filtro limpio nuevo hacia la zona de respiracin del usuario.
Aun cuando la eficiencia del filtro aumentar en cierta medida segn es utilizado,
tambin ocurre que el aumento de contaminantes atrapados por el filtro incrementa su
resistencia a la respiracin. El filtro debe por lo tanto, ser descartado cuando la respiracin
se hace forzosa incmoda. Los respiradores de filtro mecnico (llamados con frecuencia
respiradores dispersadores) son clasificados por la oficina de Minas y NIOSH de acuerdo
con los contaminantes para los cuales ofrecen proteccin, en la forma que sigue:
Respiradores de humo, los que protegen contra humos que no son evidentemente ms
txicos que el plomo.
Respiradores de neblina, utilizados en los casos en que hay cido crmico neblinas
dainas que produzcan neumoconiosis(enfermedad pulmonar debida a substancias
inhaladas).
Respiradores de polvo, los que protegen contra los polvos que causan neumoconiosis,
tales como el asbesto y la slice libre, y polvos perjudiciales tales como el carbn,
harina, yeso, madera, aluminio, cal y cemento; polvos txicos que no sean
evidentemente ms txicos que el plomo, tales como manganeso, plomo, arsnico,
cromo, selenio, cadmio, vanadio y sus compuestos. Cada respirador debe contar con
una etiqueta certificado de aprobacin de la OSHA, en el que se describan los
materiales para los cuales el respirador ofrece la proteccin aprobada.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Aparatos respiradores autnomos, son los que permiten al usuario moverse con
independencia de cualquier fuente exterior de aire, donde el aparato suministra oxgeno,
bien sea mediante aire comprimido, cilindros de oxgeno, por acciones qumicas en
la lata unida al aparato. Este equipo es usado generalmente en situaciones de
emergencia, y puede ser operado durante periodos que vayan de media a dos horas.
Protegen en situaciones en que se encuentran gases, vapores, polvos, humos,
emanaciones, y neblinas en concentraciones que son toleradas por la piel en
atmsferas deficientes en oxgeno. Por ser autnomos los mecanismos que producen
oxgeno ste es el nico tipo de equipo que suministra una proteccin completa, con el
fin de permitir al usuario desplazarse a distancia considerable de una fuente de aire
respirable. Se le utiliza generalmente en operaciones tales como el combate de fuegos
en buques y minas, y en otras situaciones de emergencia, como cuando es necesario
entrar a tanques no ventilados.
Sin embargo, deben mantenerse presentes ciertas medidas de precaucin. La
operacin del aparato es razonablemente complicada, y por lo tanto, es necesario que el
usuario reciba un entrenamiento especial antes de permitrsele su uso en situaciones de
emergencia. Es tambin necesario asegurarse que el dispositivo no es utilizado en
atmsferas en las que haya una alta concentracin de gases tales como el cido cianhdrico,
que es absorbido a travs de la piel.
La mscara con tubo y con soplador, es un aparato formado por una mscara,
firmemente acoplada a la cara, que cubre los ojos, la nariz y la boca, y est unida a un
tubo de gran dimetro y de paredes resistentes, de tal forma que no pueda ser
aplastado. Est equipado en el otro extremo con un soplador movido a mano
mecnicamente, el cual suministra aire respirable al usuario de la mscara. Debido al
peso del tubo ste es soportado por un arns, al cual se une igualmente una cuerda
utilizada para el salvamento del usuario si as resulta necesario.
La seguridad de este equipo radica en la construccin del soplador, y en que el tubo
tenga un dimetro lo suficientemente grande como para que el usuario pueda aspirar aire
an cuando el soplador deje de funcionar. El dispositivo es til en situaciones de emergencia
y de no emergencia, ya que ofrece una proteccin total contra todas las emanaciones,
polvos, neblinas, humos, gases y vapores, y es el ms simple y el mas seguro de los
respiradores a utilizar en situaciones muy peligrosas. Sin embargo, su aplicabilidad est
limitada porque el usuario no puede marchar a ms de 150 pies, 46 metros, (longitud
mxima aprobada para este dispositivo por la OSHA) contados desde un lugar donde se
encuentra aire respirable.
La mscara con tubera y sin soplador es semejante al dispositivo antes mencionado en
el inciso E). La diferencia principal consiste en que la longitud del tubo es menor, y en la
ausencia del soplador. Consta por lo tanto, de un simple tubo de aire que va desde un
lugar en que se disponga de aire adecuado, hasta la mscara que usa el que lo emplea.
La mscara puede cubrir completamente los ojos, nariz y boca del usuario, solamente
la nariz y la boca. Por la escasa longitud del tubo este aparato es considerado como un
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
dispositivo de no emergencia que puede ser utilizado en cualquier atmsfera
contaminada.
Respiradores con tubo de aire (casco, capuchn y mscara) dispositivos que
suministran aire al usuario mediante una manguera de alta presin unida a una fuente
de aire no contaminado. La fuente generalmente se obtiene de una tubera de aire
comprimido, con una vlvula en la manguera para reducir la presin. Es preferible incluir
un filtro en la manguera (entre la lnea de aire comprimido y el respirador), para eliminar
las neblinas de aceite agua, los vapores de agua, cualquier partcula de materia que
pueda encontrarse en el aire comprimido. (Nota: los compresores lubricados en su
interior hacen necesario tomar precauciones contra un sobrecalentamiento, ya que el
aceite sobrecalentado puede desintegrarse, formando monxido de carbono. En los
casos en que el suministro para este tipo de respiradores se toma de un tubo de aire
comprimido, con frecuencia se instala una alarma contra la presencia de monxido de
carbono en el sistema de suministro de aire. Pueden conseguirse elementos para el
suministro de aire a baja presin que no presentan este riesgo). Los respiradores con
manguera de aire son utilizados en casos en que estn presentes polvos, emanaciones,
neblinas, humos, gases y vapores, pero nicamente habr de ser utilizados en
situaciones de no emergencia.
4.7.6.4 Elementos de un programa ptimo para el sistema respiratorio.
Las Regulaciones Generales sobre Seguridad y Salud en la Industria de la OSHA,
parte 1910.134, especifican que:
En el control de aquellas enfermedades ocupacionales provocadas por la inhalacin
de aire contaminado con polvos, brumas, humos, neblinas, gases, plumas de humo,
atomizadores vapores dainos, el objetivo principal consiste en prevenir la contaminacin
atmosfrica. Esto se tratar de lograr hasta donde sea posible a travs de medidas de
control de ingeniera aceptadas (por ejemplo, el encierro confinamiento de la operacin con
ventilacin general local y la sustitucin de materiales por otros menos txicos).
Cuando no se dispongan de controles de ingeniera efectivos mientras stos se
instituyen, se utilizarn respiradores adecuados conforme a los siguientes requisitos.
Los respiradores sern proporcionados por el patrn cuando se necesite dicho equipo
para proteger la salud de los trabajadores. El patrn proporcionar los respiradores que sean
aplicables y adecuados para el fin perseguido.
Se espera que el trabajador utilice equipo segn las instrucciones y capacitacin
recibidas (Fig. 4.34).
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Fig. 4.34 Respiradores esenciales de proteccin.
El patrn es responsable del establecimiento y mantenimiento de un programa de
proteccin para el sistema respiratorio de los trabajadores que incluir los requisitos que se
describen a continuacin. Se considera que stos son los requisitos de un programa
aceptable mnimo:
1.
Se establecern procedimientos de operacin estndar por escrito que rijan la seleccin
y uso de respiradores.
2.
Los respiradores se seleccionarn con base en los riesgos a los que est expuesto el
trabajador
3.
El usuario ser instruido y capacitado en el uso adecuado de los respiradores y sus
limitaciones.
4.
Donde resulte practicable, los respiradores debern ser asignados a trabajadores
individuales para su uso exclusivo.
5.
Los respiradores debern limpiarse y desinfectarse con regularidad. Aquellas unidades
destinadas para el uso exclusivo de un trabajador debern limpiarse tras cada da de
uso, con mayor frecuencia de ser necesario. Los dispositivos usados por ms de un
trabajador sern limpiados y desinfectados por completo despus de cada uso.
6.
Los respiradores se guardarn en un lugar adecuado, limpio e higinico.
7.
Los respiradores que se utilicen de manera rutinaria sern inspeccionados durante el
proceso de limpieza y las partes deterioradas, (despus de utilizarlo en algn proceso) si
las hay, sern reemplazadas. Los respiradores para uso en casos de emergencia, como
dispositivos autnomos, sern inspeccionados en forma absoluta cuando menos una vez
por mes y despus de cada uso.
8.
Se mantendr una vigilancia adecuada de las condiciones del rea de trabajo y del
grado de exposicin esfuerzo del trabajador.
9.
Habr inspeccin y evaluacin regulares a fin de determinar la efectividad continuada
del programa.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
10. A los trabajadores no se les debern asignar tareas que hagan necesario usar
respirador a menos que se haya determinado que son fsicamente capaces para realizar
el trabajo y utilizar el equipo. Se da por entendido que un mdico determinar qu
condiciones de salud y fsicas resultan pertinentes. La condicin mdica del usuario del
respirador deber ser evaluada en forma peridica (por ejemplo, cada mes, cada seis
meses y cada ao).
11. Los respiradores aprobados aceptados se utilizarn cuando estn disponibles. Se
espera que el respirador equipado ofrezca la proteccin adecuada al sistema respiratorio
en contra de los riesgos particulares para los cuales estn diseado, de acuerdo con
normas establecidas por autoridades competentes.
Los criterios anteriores son los requisitos de la OSHA para un programa aceptable
mnimo y fueron adoptados de ANSI- Z88.2 (1969). Adems de los requisitos mnimos antes
citados, la OSHA ha incluido tambin un requisito de capacitacin y educacin bajo el
prrafo e (de la parte 1910.134 de las regulaciones) intitulado Uso de respiradores; este
seala en parte que:
Para lograr el uso seguro de cualquier respirador, es esencial que el usuario sea
adecuadamente instruido en su seleccin, uso y mantenimiento. Los supervisores y los
trabajadores sern instruidos por personas competentes.
La capacitacin proporcionar al trabajador la posibilidad de usar el respirador,
ajustrselo adecuadamente, probar su sello que hace contacto con el rostro, usarlo al aire
libre para llegar a conocerlo a la perfeccin y finalmente usarlo en una atmsfera de prueba.
Se espera que todos y cada uno de los usuarios de respiradores reciban instrucciones de
ajuste, incluyendo demostraciones y prcticas en cuanto a la forma en que debe usarse el
aparato, cmo ajustarlo y cmo determinar si se ajusta en forma adecuada. Los respiradores
no sern usados cuando las condiciones impidan que el sello se ajuste perfectamente al
rostro. Es decir, en dichas condiciones pueden ser un crecimiento de barba, quemaduras en
los costados de la cara, un gorro que se proyecte debajo de la pieza de contacto con el
rostro piezas de las gafas que queden sobre las sienes. Tambin la falta de una ambas
dentaduras postizas puede afectar el ajuste de la pieza de contacto. El esmero del trabajador
para observar estos factores ser evaluado por revisiones peridicas. Para garantizar la
proteccin apropiada, el usuario del equipo debe revisar el ajuste de la pieza que tiene
contacto con el rostro cada vez que l ella se coloquen el respirador. Esto se puede
realizar siguiendo las instrucciones de ajuste del fabricante. Debe quedar claro con estos
requisitos que el simple hecho de proporcionar respiradores a los trabajadores no basta para
cumplir con las exigencias de la OSHA y que cualquier programa individual de proteccin
respiratoria debe ser diseado en forma individual para cada condicin de trabajo en
particular ver tabla 4.6. Y debe contener cuando menos ocho elementos bsicos:
1.
Administracin 2.Conocimiento de los riesgos a que est expuesto el sistema respiratorio. 3. Evaluacin de los
riesgos al sistema respiratorio. 4 Control de los riesgos al sistema respiratorio. 5 Seleccin del equipo de
proteccin respiratoria adecuado, lo que necesita un conocimiento de la toxicidad, la concentracin mxima
estimada, propiedades de advertencia, requisitos de movilidad, tipo de uso y deficiencia de oxgeno. 6.
Capacitacin. 7. Inspeccin, mantenimiento y reparacin del equipo.8.Vigilancia mdica
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
TABLA 4.6 RESUMEN DE LOS EQUIPOS RESPIRATORIOS PARA DISTINTAS APLICACIONES.
TIPOS DE EQUIPOS
RESPIRATORIO
Respirador: cartucho qumico
VAPORES Y
GASES TXICOS
Menos de 0.01%
de concentracin
POLVOS
HUMOS
NEBLINAS
_____
_____
______
Respirador: humo
______
_____
______
Concentraciones
que se aproximen al
mximo permitido
menores
______
______
_____
Concentraciones
que se aproximen al
mximo permitido
menores
_____
______
______
Concentraciones
que se aproximen al
mximo permitido
menores
_____
______
Concentraciones
de hasta 2% en el
aire
_____
_____
______
Respirador: para todo tipo de
polvo
Respirador: de polvo txico
Respirador: polvos que
produzcan incomodidad fibrosis
Mscara de gas
Concentraciones que se
aproximen al
mximo
permisible
menores
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
______
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
TIPOS DE EQUIPOS
VAPORES
RESPIRATORIOS
Y GASES
(Continuacin..)
TXICOS
POLVOS
HUMOS
NEBLINAS
Mscara con tubo de aire y
soplador
Concentraciones
de 0.1% y
superiores
Altas
concentraciones
Altas concentraAltas
ciones
concentraciones
Mscara con tubo de aire pero sin
soplador
Concentraciones
de 0.1% y
superiores
Altas
concentraciones
Altas concentraAltas
ciones
concentraciones
Respirador de tubera
Concentraciones
hasta 2%
Altas
concentraciones
Altas concentraAltas
ciones
concentraciones
Capuchn con tubera
Concentraciones
inferiores al 0.1%
Para todas las
concentraciones de
polvo que produzcan
molestias y fibrosis;
baja concentracin
de polvos txicos
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
Concentraciones que se
acerquen al
mximo
permitido
Concentracione
s que se
acerquen al
mximo
permitido
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
El incumplimiento de estos requisitos degenerara en una falta sujeta a citatorio bajo
la legislacin estatal y federal vigente. Con respecto a programas de proteccin del sistema
respiratorio que se debern vincular con su Norma correspondiente.
4.8 ERGONOMA EN LOS PROCESOS.
La ergonoma es una tecnologa actualmente muy utilizada que ayuda a la evaluacin
del diseo de un producto y asegurar el confort (comodidad) de acuerdo a las capacidades
de las personas y de las comunicaciones en el sistema hombre-mquina, es decir, que la
comunicacin entre hombre y mquina sea ms agradable para realizar cualquier actividad.
En este sentido el ambiente hombre-maquina tiene un impacto significativo no solo
sobre la actuacin del operario y del supervisor, sino tambin sobre la confiabilidad del
proceso. Los factores ambientales principales que influyen en la productividad del personal y
en la confiabilidad del proceso comprenden el ambiente visual, los ruidos, las vibraciones, la
temperatura del ambiente y los fundamentos de la fisiologa del trabajo.
4.8.1. ERGONOMA VISUAL, SONORA Y AMBIENTAL.
Para el caso del ambiente visual es necesario tener una visin adecuada donde los
criterios principales son la cantidad de luz iluminacin, el contraste entre los alrededores
inmediatos, la tarea especfica a ejecutar ya sea en este sentido la soldadura el corte y la
existencia ausencia de deslumbramiento.
A continuacin se muestra en la Fig. 4.35 para saber las reas visuales efectivas
correspondientes a un trabajador de tipo promedio tomando en cuenta el movimiento
(articulacin) de la cabeza.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Fig. 4.35 reas visuales efectivas correspondientes al trabajador promedio.
En la Fig. 4.36 se puede ver la diferencia de trabajo til que se tiene cuando se
cuenta con una mejor iluminacin.
Fig.4.36 Representacin esquemtica comparativa entre la iluminacin y energa humana.
Con lo que respecta al ruido desde el punto de vista del analista prctico, ruido es
todo sonido no deseado. Entonces el sonido podramos definir en funcin de la frecuencia,
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
que determina su tono y calidad, y de la amplitud de ondas, que determina su intensidad.
Esas frecuencias audibles perceptibles del ser humano varan desde aproximadamente 20
a 20,000 ciclos por segundo, donde ciclos por segundo se denomina como herzt ,
abreviado Hz.
La tabla 4.7 se da una indicacin de los niveles de ruido permisibles mximos en un
perodo de trabajo.
DURACIN POR DA (horas)
8
6
4
3
2
1
1
menos
NIVEL DE SONIDO,
RESPUESTA LENTA
EN dbA*
90
92
95
97
100
102
105
110
115
Nota: * Medida en la escala A de un medidor de sonido estndar como respuesta lenta.
Tabla 4.7 Niveles de sonido permitido por horas.
Para esto existe un aparato que es capaz de medir la intensidad del sonido por medio
de un decibelmetro expresando la intensidad en decibeles (dB) y en cuanto mayor sea la
amplitud de las ondas sonoras, tanto mayor ser la presin de sonido que se registra en la
escala de decibeles (sonido molesto). Por eso, se necesita tener un control de ruido para
que el operario trabaje en condiciones ptimas.
Mientras que por otra parte, la vibracin puede causar efectos nocivos en el
comportamiento humano. Las vibraciones de alta amplitud y frecuencia baja tienen efectos
especialmente perjudiciales sobre los rganos y los tejidos del cuerpo. Los parmetros para
el control de la vibracin son la frecuencia, la amplitud, velocidad, aceleracin y rapidez de
aceleracin (jerk).
En cuanto a la temperatura del ambiente, el ser humano es capaz de funcionar
eficientemente dentro de un intervalo de condiciones trmicas normales, siempre y cuando
no quede sometido a temperaturas que se consideran fuera de ellas, de lo contrario, su
comportamiento se modificar y tendr fatiga al realizar alguna tarea. Para esto existen tres
tipos de temperaturas en el ambiente de trabajo.
a) La temperatura ambiente.- Es la temperatura experimentada por una persona en
un ambiente dado. Esta temperatura es el resultado del intercambio de calor por
conveccin, conduccin trmica a travs de pisos herramientas calientes; intercambio por
radiacin en muros, pisos y plafones, y radiacin solar que se trasmita refleje hacia el
ocupante del recinto de trabajo a travs de reas transparentes semitransparentes.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
b) La temperatura efectiva.- Es un ndice determinado, que incluye la temperatura, el
movimiento del aire y la humedad. El intervalo normal es de 18.3C (65F) hasta 22.8C
(73F) con una humedad relativa de 20% a 60%.
Por supuesto, la carga de trabajo (en este caso soldadura), la ropa portada por el
trabajador y el calor radiante de la soldadura, afectan la sensacin de comodidad del
individuo dentro del intervalo normal de temperatura efectiva de la zona de comodidad
trmica.
c) La temperatura operativa.- Es la temperatura del cuerpo del trabajador y se
determina por los efectos acumulativos de todas las fuentes y receptores de calor.
Para que un individuo mantenga la temperatura aceptable en la piel
aproximadamente de 32C (90F), es necesaria una eliminacin de calor congruente con las
necesidades de temperatura operativa.
Para esto si el ambiente es del tipo de calor seco, donde la fuente principal de calor
es radiadora, entonces el problema es fundamentalmente de ganancia de calor, de lo cual se
resuelve reduciendo la carga trmica.
Pero si el ambiente es de calor hmedo, el problema depende de la prdida de calor,
y su mejor solucin es por ventilacin y deshumidificacin del aire del ambiente.
El encargado debe advertir que el ascenso mximo en la temperatura del cuerpo
debe ser aproximadamente de 1C, pues las condiciones que originen un cambio mayor
pueden resultar en fatiga por el calor excesivo. Para estimar el tiempo que una persona
puede estar expuesta a un cierto ambiente de calor, es necesario estimar medir la carga de
calor sobre el ambiente y la persona. Cuando se tomen mediciones de ambiente en la
persona, se deben utilizar tres caractersticas principales que son, el pulso ritmo cardiaco,
consumo de oxgeno y temperatura del cuerpo.
En los fundamentos de la fisiologa del trabajo, es importante que el encargado de
seguridad u otra persona afn posean un buen conocimiento a fin de disear una estacin de
trabajo que d por resultado una alta productividad en un lapso donde intervienen diferentes
trabajadores. Para esto los aspectos significativos a tomar esta la edad, sexo, conocimientos
generales, experiencia, caractersticas fsicas y mentales, y el estado de salud.
4.8.2 TRABAJO REALIZADO POR TRABAJADORES DE PIE
Siempre que sea posible se debe evitar permanecer en pie trabajando durante largos
perodos de tiempo. El permanecer mucho tiempo de pie puede provocar dolores de espalda,
inflamacin de las piernas, problemas de circulacin sangunea, llagas en los pies y
cansancio muscular. A continuacin figuran algunas directrices que se deben seguir si no se
puede evitar el trabajo de pie:
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Si un trabajo debe realizarse de pie, se debe facilitar al trabajador un asiento
taburete para que pueda sentarse a intervalos peridicos.
Los trabajadores deben poder trabajar con los brazos a lo largo del cuerpo y sin tener
que encorvarse ni girar la espalda excesivamente.
La superficie de trabajo debe ser ajustable a las distintas alturas de los trabajadores y
las distintas tareas que deban realizar.
Si la superficie de trabajo no es ajustable, hay que facilitar un pedestal para elevar la
superficie de trabajo a los trabajadores ms altos. A los ms bajos, se les debe
facilitar una plataforma para elevar su altura de trabajo.
Se debe facilitar un escabel para ayudar a reducir la presin sobre la espalda y para
que el trabajador pueda cambiar de postura. Trasladar peso de vez en cuando
disminuye la presin sobre las piernas y la espalda.
En el suelo debe haber una estera para que el trabajador no tenga que estar en pie
sobre una superficie dura. Si el suelo es de cemento metal, se puede tapar para
que absorba los choques. El suelo debe estar limpio, liso y no ser resbaladizo.
Los trabajadores deben llevar zapatos con empeine reforzado y tacos bajos cuando
trabajen de pie.
Debe haber espacio bastante en el suelo y para las rodillas a fin de que el trabajador
pueda cambiar de postura mientras trabaja.
El trabajador no debe tener que estirarse para realizar sus tareas. As
pues, el trabajo deber ser realizado a una distancia de 8 a 12 pulgadas (20 a 30
centmetros) frente al cuerpo.
En la Fig. 4.37 se muestra las distancias que un operario de pie
promedio
necesita
para
trabajar
de
forma
cmoda.
Altura de los objetos
que se manejan, 18cm
Altura ptima
de las manos
105 cm
Altura de la
Superficie de
Trabajo de
90 a 100cm
Espacio
libre
para las
rodillas
15cm
Altura sobre los
Pies, 10cm
Espacio libre vertical
Lmite, 203 cm
Profundidad horizontal para
los pies, 13 cm
Fig. 4.37 Dimensiones recomendadas para un sitio de trabajo en pie.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
NIVEL DE PISO
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
4.8.3. EL DISEO DE LOS PUESTOS DE TRABAJO.
Es importante disear los puestos de trabajo teniendo en cuenta los factores
humanos. Los puestos de trabajo bien diseados tienen en cuenta las caractersticas
mentales y fsicas del trabajador y sus condiciones de salud y seguridad. La manera en que
se disea un puesto de trabajo determina si ser variado repetitivo, si permitir al
trabajador estar cmodo le obligar a adoptar posiciones forzadas y si entraa tareas
interesantes estimulantes bien montonas y aburridas. A continuacin se exponen
algunos factores ergonmicos que habr que tener en cuenta al disear redisear puestos
de trabajo:
Tipos de tareas que hay que realizar;
Cmo hay que realizarlas;
Cuntas tareas hay que realizar;
El orden en que hay que realizarlas;
El tipo de equipo necesario para efectuarlas.
Adems, un puesto de trabajo bien diseado debe hacer lo siguiente:
Permitir al trabajador modificar la posicin del cuerpo;
Incluir distintas tareas que estimulen mentalmente;
Dejar cierta latitud al trabajador para que adopte decisiones, a fin de que pueda variar
las actividades laborales segn sus necesidades personales, hbitos de trabajo y
entorno laboral;
Dar al trabajador la sensacin de que realiza algo til;
Facilitar formacin adecuada para que el trabajador aprenda qu tareas debe realizar
y cmo hacerlas;
Facilitar horarios de trabajo y descanso adecuados gracias a los cuales el trabajador
tenga tiempo bastante para efectuar las tareas y descansar;
Dejar un perodo de ajuste a las nuevas tareas, sobre todo si requieren gran esfuerzo
fsico, a fin de que el trabajador se acostumbre gradualmente a su labor.
4.8.4 LA FUNCIN DEL ENCARGADO DE ERGONOMIA.
Como delegado de salud y seguridad, usted puede desempear una importante
funcin velando para que se aplique la ergonoma en el lugar de trabajo. Para esto puede
designar a un encargado de ergonoma para que se diseen adapten los equipos a los
trabajadores y hacer los puestos de trabajo ms funcionales ayudando a evitar distintos
problemas de salud musco-esquelticos provocados por las malas condiciones de trabajo.
La finalidad de la ergonoma es hallar la manera de que el puesto de trabajo se adapte al
trabajador, en lugar de obligar al trabajador a adaptarse al puesto de trabajo.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Al tratar de eliminar evitar problemas que pueda haber por no aplicarse los
principios de la ergonoma, formule las siguientes preguntas que pueden ayudarle a
identificar la causa del problema:
Cmo se adapta el trabajador a su labor, sus herramientas y su puesto de trabajo?
Cunto tiempo y qu esfuerzo le dedica el trabajador a una tarea concreta?
Cun repetitiva es la tarea?
Trate de colaborar con el sindicato, la direccin y los trabajadores para aplicar
cambios ergonmicos en el lugar de trabajo. Utilice las encuestas de salud y la lista de
control de los apndices al final de este mdulo para identificar las zonas de su lugar de
trabajo en que hay problemas. A continuacin, puede empezar usted a determinar
prioridades y colaborar con los distintos grupos para elaborar soluciones. En muchos casos,
tendr que pensar la manera de mejorar una situacin existente, pues, por ejemplo, no podr
permitirse el lujo de adquirir nuevo equipo diseado conforme a criterios ergonmicos. Es
esencial que los trabajadores a los que afectarn los cambios ergonmicos de poca
importancia capitales intervengan en las deliberaciones antes de que se apliquen los
cambios. Su aportacin puede ser muy til para determinar los cambios necesarios y
adecuados, pues conocen su trabajo mejor que nadie. Los seis puntos siguientes constituyen
una estrategia que usted, en su condicin de delegado de salud y seguridad, puede aplicar
para ayudar a los trabajadores a efectuar mejoras ergonmicas en el lugar de trabajo.
4.8.5 ESTRATEGIAS PARA APLICAR MEJORAS ERGONMICAS
A. Entrar en contacto con otros trabajadores
Distribuir hojas de informacin folletos en el trabajo.
Escuchar lo que otras personas tienen que decir acerca de las cuestiones relativas a
la ergonoma.
Escribir los nombres y zonas de trabajo de las personas que experimentan sntomas
que puede sospecharse que estn provocados por la inaplicacin de los principios de
la ergonoma.
B. Recoger informacin para identificar las zonas con problemas
C. Estudiar las zonas en las que se sospecha que hay un problema
Recorrer las zonas con problemas y analizar las tareas laborales.
Empezar a pensar en soluciones, por ejemplo, elevar las mesas, que el trabajo se
efecte por rotacin, etc.
D. Recoger recomendaciones de:
Los trabajadores afectados;
Los trabajadores de mantenimiento y reparacin;
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
El departamento sindical de salud y seguridad (si existe);
Otros especialistas en salud y seguridad.
E. Impulsar los cambios necesarios.
El apoyo de los trabajadores (ms la pertinente documentacin) le alentar a usted
para conseguir con la direccin que en los convenios colectivos se tenga en cuenta la
salud y seguridad, se atiendan las quejas u otros acuerdos.
F. Comunicar con los trabajadores.
La comunicacin en ambos sentidos es importante para fomentar y mantener la
solidaridad dentro del sindicato.
Y con todo lo acontecido, se da las condiciones de seguridad e higiene soldadura y
corte, sirviendo como base para los trabajadores que estn asociados con la misma. Y no
con esto se pretende dar una gua un manual para la soldadura prctica en el trabajo, de
hecho el contenido de esta tesis lo que nos importa ms es que las industrias apliquen las
normas de seguridad en los procesos y que se use este documento como base fundamental
para las reas de trabajo, evitando a lo mximo los accidentes peligros que se suscitan a
diario, garantizado resguardar siempre la integridad personal.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
CONCLUSIONES
De acuerdo al basamento terico de la presente investigacin, refirindose que si hay
ausencia de la seguridad e higiene en los centros de trabajo donde se utilice la soldadura o
corte, nos hace estar conscientes de que algo no est bien y eso puede llegar a ser
peligroso. Por lo tanto es de suma importancia tener en cuenta que la seguridad e higiene
juega un papel muy importante en los centros de trabajo.
Por lo cual se me hace relevante destacar que haya seguridad y normalizacin
enfocado a los procesos de soldadura y corte. Pues en un futuro habr maneras para que las
funciones de planeacin, organizacin, coordinacin e implementacin, que son la esencia
de la administracin gerencia de seguridad, tendrn que ser empleadas con el mayor
dominio posible si es que ha de conservarse el progreso hacia el cumplimiento del objetivo
de la seguridad e higiene, y evitar al mximo los riesgos en los centros de trabajo donde se
empleen los procesos de soldadura y corte.
Las implicaciones para realizar dichas acciones o requerimientos ptimos en los
centros de trabajo sern:
Colaborar en la capacitacin de los procesos de soldadura y corte, tanto al patrn
como al trabajador.
Asistir a las capacitaciones tcnicas de seguridad e higiene de carcter general con
periodos 3, 6 12 meses para su mejor comprensin y realizacin de las mismas
Realizarse exmenes mdicos cada ao segn se requiera para tener un historial
clnico del personal.
Proporcionar equipo, materiales y proteccin personal en buen estado; adecuados
para la realizacin de dichos procesos.
Tener reas de trabajo bien ventiladas y acondicionadas para trabajar en condiciones
ptimas, as como, indicar las limitaciones del rea de trabajo con colores de
seguridad.
Participar en campaas de prevencin de seguridad e higiene, donde abarque las
enfermedades generales, profesionales y accidentes ocupacionales.
Orientar e informar de los posibles riesgos que estn expuestos al utilizar procesos
de soldadura y corte, mediante documentos y/o etiquetas de advertencia.
Tener estadsticas de morbilidad y mortalidad a consecuencia de los riesgos o
accidentes producidos durante el trabajo requerido, teniendo un mejor control de
ellos.
Participar en campaas para la salud e higiene a base de carteles, peridicos
murales, proyeccin de pelculas, boletines, plticas, etc.
Hacer brigadas para la preparacin o adiestramiento de los primeros auxilios
correspondientes al campo de la soldadura y corte.
Elaborar lay-out de los centros de trabajo para facilitar las rutas de evacuacin y
tambin llegar ms pronto al punto donde suceda el accidente, auxiliando en
situaciones de emergencia.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Disear ambientes ms ergonmicos y funcionales para realizar el trabajo.
Involucrar y colaborar con el sindicato, la direccin y los trabajadores para aplicar
cambios significativos en los centros de trabajo, aplicando ms estrategias de
seguridad e higiene; adecuados a los procesos de soldadura y corte.
Motivar e incentivar al personal en la aportacin de ideas; as mismo, como cuando
cumple con las reglas de seguridad e higiene establecidas en su trabajo.
Finalmente la seguridad e higiene son indispensables no slo para los procesos de
soldadura y corte, sino para la sociedad en su conjunto. Cuando la maquinaria, los aparatos
y los sistemas laborales trabajan bien y de manera segura es porque cumplen una serie de
normas y reglamentaciones. Ya que estas nos facilitan el comercio internacional,
proporcionan a los gobiernos las bases tcnicas para legislar de una forma homologa la
salud, la seguridad y el ambiente. Que al final con lleva a tener una confiabilidad de exportar
y vender sus servicios en donde sea.
Por eso es conveniente que de manera conjunta y continua se vayan mejorando las
estrategias o requerimientos de seguridad e higiene para los centros de trabajo de soldadura
y corte para que obviamente se cumplan.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
ANEXO 1
NORMAS PARA CALIFICAR LA SOLDADURA
Estructuras de edificios, puentes
Califica: A.W.S. D1.1-79
Tanques de almacenamiento no sometido a presin
Equipos de proceso en la petroqumica
Calificacin: A.P.I. 650 Y 620
Tanques sometidos a presin pero no sometidos a fuego.
Califica: A.S.M.E. Sec. VIII Div. 1 y 2
Calderas de potencia como las de Cleaver Brooks
Califica: A.S.M.E. Sec. 1
Tuberas de oleoductos y gasoductos o conduccin de combustibles.
Calificacin de soldadores
Califica: A.P.I 1104
Tuberas de presin de cualquier dimetro en plantas termoelctricas,
petroqumicas gasoductos.
Califica: A.N.S.I. 8-31.1
Tuberas de hidroelctricas (de gran dimetro)
Califica: A.S.M.E. Sec. VIII
Calificacin de soldadores y procedimientos de soldadura.
En recipientes a presin
Califica: A.S.M.E. Sec. VIII
En estructuras
Califica: A.S.M.E. D1.1-79 Y B30 -77
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
ANEXO 2
ORGANIZACIONES Y SOCIEDADES INVOLUCRADAS
CON LAS NORMAS QUE RIGEN LA SOLDADURA
A.A. Aluminum Association
Domicilio: 750 Third Avenue, New York, N.Y. 100017 U.S.A.
La sociedad de aluminio, est formada por un grupo de fabricantes de aluminio que
se dedican a incrementar la investigacin y desarrollo sobre este material, as como a
proveer informacin tcnica, estadstica y comercial.
A.A.R. Association of American Railroads
Domicilio: 1920 L. Street, N.W. Washington D.C. 20036
Es una sociedad de las diversas compaas ferrocarrileras de los Estados Unidos de
Norteamrica. Estudia especificaciones y hace publicaciones sobre el material rodante,
material, soldaduras y calificacin de soldadores.
A.A.S.H.T. American Association of State Highway Transportation
domicilio: Suite 341, National Predd Building, Washington D.C. 20045, U.S.A.
La sociedad americana de Transporte por Carreteras Interestatales est dedicada,
entre otras cosas a desarrollar diversas normas y especificaciones en equipo de transporte.
A.B.S. American Bureau of Shipping
Domicilio: 45 Broad Street, New York, N.Y. 1004 U.S.A.
La Oficina Americana de Embarcaciones se considera una sociedad civil con fines no
lucrativos y sus cdigos y normas se usan para clasificar construcciones navales, as como
las caractersticas de la soldadura naval.
A.F.S. American Foundry Mens Society
Domicilio: Golf and Wolf Roads, Des Plains, Illinois 60016, U.S.A
Esta, es una sociedad tcnica, dedicada a la investigacin y desarrollo de la fundicin
as como a la educacin y la tecnologa.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
A.I.A. Aerospace Industries Association of America
Domicilio: 1725 De Sales Street, N.W. Washington D.C. 20036 U.S.A.
La Asociacin de Industrias Aeroespaciales de Amrica, es una Asociacin Nacional
de los Estados Unidos de Norteamrica, en que estn incluidas compaas dedicadas al
desarrollo, investigacin y fabricacin de sistemas aeroespaciales, misiles y vehculos
astronuticos, as como a motores y unidades de propulsin y equipos relacionados a este
objetivo.
A.I.S.C. American Institute of Steel Construction
Domicilio: 1221 Avenue of the Americas, New York N.Y. 10020 U.S.A.
El Instituto americano de las Construcciones de Acero es una sociedad dedicada a
los fabricantes y constructores de estructuras de acero a quienes proporciona informacin
para el diseo y normas concernientes a stas.
A.I.S.I. American Iron and Steel Institute
Domicilio: 1000 Sixteenth Street N.W. Washington D.C. 20036, U.S.A.
Sociedad dedicada a los fabricantes de fierro y acero, proporcionando estadsticas de
la produccin del acero, as como manuales y publicaciones referentes al fierro y el acero.
A.N.S.I American National Standards Institute
Domicilio: 1430 Broadway, New York, N.Y. 10018, U.S.A.
Conocido como el Instituto de normas de los Estados Unidos de Amrica, es una
organizacin no lucrativa, dedicada a la publicacin de normas, en cooperacin con
sociedades de Ingeniera, comerciales y otras sociedades gubernamentales afines, como
son:
U.S.A.S.I. United States o American Standards Institute
A.S.A. American Standard Association
A.P.I. American Petroleum Institute
El Instituto Americano del Petrleo es una sociedad dedicada a la investigacin y
desarrollo de todo lo relacionado con el petrleo, publicando normas y especificaciones
como las relacionadas con la soldadura en oleoductos, tanques de almacenamiento, etc.
A.R.E.A. American Railway Engineering Association
Domicilio: 59 East van Buren Street, Chicago Illinois 60605
La sociedad Americana de Ingenieros Ferrocarrileros, es una sociedad de ingenieros
que, a travs de comits, desarrolla normas que se aplican a los ferrocarriles.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
A.S.M. American Society for Metals
Domicilio: Metals Park, Ohio 44073 U.S.A.
La Sociedad Americana para Metales, es una sociedad tcnica dedicada a la
investigacin, desarrollo, tecnologa, educacin y publicaciones tcnicas y libros sobre los
metales y materiales as como una amplia informacin y diseminacin de tecnologa.
A.S.M.E. American Society of Mechanical Engineers
Domicilio: 345 East, 47 Street, New York N.Y. 10017 U.S.A.
La Sociedad Americana de Ingenieros Mecnicos, ha desarrollado, entre otros, los
cdigos y normas para fabricacin de recipientes a presin y calderas, as como la
clasificacin de soldaduras (seccin IX de dicho cdigo)
A.S.N.T. American Society for Nondestructive Testing, Inc.
Domicilio. 3200 Riverside Drive, Columbus, Ohio 43221, U.S.A.
La Sociedad Americana para pruebas no Destructivas es una asociacin con fines
cientficos y educacionales no lucrativos, en torno al uso y desarrollo de mtodos y sistemas
para efectuar pruebas no destructivas encaminadas a controlar la calidad y confiabilidad de
un producto.
A.S.Q.C. American Society for Quality Control, Inc.
Domicilio: 161 West, Wisconsin Avenue, Milwaukee Wisconsin, 53203; U.S.A
La sociedad American para control de calidad est formada por Ingenieros que
buscan promover el inters en el conocimiento y avance de las ciencias y de las aplicaciones
industriales para mejorar la produccin de cualquier producto mediante el control de su
calidad.
A.S.T.M. American Society of Testing and Materials
Domicilio: 1916 Race Street, Philadelphia, Pennsylvania 19103, U.S.A.
La Sociedad Americana de Pruebas de Materiales es una asociacin tcnica y
cientfica que desarrolla normas para efectuar pruebas de materiales sistemas y productos
internacionalmente.
A.W.I. Australian Welding Institute
Domicilio: 2nd Floor, Eagle house, 118 Alfred Street Milsons point N.S.W. Australia 2062.
El Instituto Australiano de Soldadura, es semejante al A.W.S. y se dedica a estudiar y
difundir normas y especificaciones de soldaduras americanas y europeas.
A.W.S. American Welding Society
Domicilio: 2501 N.W., 7th Street, Miami Florida 33125 U.S.A.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
La Sociedad Americana de Soldadura, se dedica a desarrollar y difundir, sin fines
lucrativos, la ciencia de la soldadura y ha hecho varias publicaciones, as como cdigos y
normas concernientes a la soldadura.
A.W.W.A. American Water Works Association
Domicilio: 6666 West Quincy Avenue Denver, Colorado 80235 U.S.A.
La Sociedad American de Trabajos del Agua, da servicios a fabricantes y compaas
que trabajan con agua y ha publicado varias normas.
B.S.I. British Standards Institution
Domicilio: 2 Park Street, London England.
El Instituto Britnico de normas es una sociedad no lucrativa cuyo objetivo principal
es el de coordinar a los fabricante y usuarios para incrementar la calidad de sus productos
mediante el uso de especificaciones y normas aplicndolas a los sistemas de ingeniera y a
los lineamientos de materiales.
C.D.A. Cooper Development Association
Domicilio: 57 tn floors, Chrysler building, 405 Lexington Avenue, New York, N.Y. 1001 U.S.A.
Es una organizacin de comerciantes y fabricantes de cobre que estudia las
especificaciones y normas del cobre y sus aleaciones y se encarga de su difusin por medio
de publicaciones.
C.G.A. Compressed Gas Association
Domicilio: 500 Fifth Avenue, New York, N.Y. 10036 U.S.A.
La Sociedad de Gases Comprimidos, es una organizacin no lucrativa cuyos
miembros estudian las aplicaciones y regulaciones concernientes al envasado y compresin
de los gases industriales, entre estos los usados en soldadura.
C.O.N.A.C.Y.T. Consejo Nacional de Ciencia y Tecnologa
Domicilio: Av. Insurgentes Sur No. 1667, Zona Postal 20 Tlalpan Mxico D.F.
Es una organizacin de carcter nacional dedicada a la investigacin de las ciencias
y la tcnica, as como a la educacin y a la difusin a travs de publicaciones peridicas y
libros, as como captar y estudiar tcnicas de otros pases.
C.S.A. Canadian Standards Association
Domicilio: 178 Rexdale Boulevard, Rexdale Ontario Canad M9W-1R3
La Asociacin Canadiense de normas agrupa a diversos comits tcnicos con objeto
de proporcionar normas a la industria canadiense mediante publicaciones.
C.W.B. Canadian Welding Bureau
Domicilio: 254 Meston Street, Toronto Ontario Canad M45-1A9
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
Esta es una divisin del C.S.A. cuya finalidad es proporcionar y facilitar todos los
cdigos, especificaciones y normas existentes a los ingenieros, diseadores, fabricantes,
soldadores y tcnicos as como a oficinas o departamentos gubernamentales en trabajos que
se relaciones con la soldadura, mquinas y todo aquello que gire alrededor de la soldadura.
C.W.D.I. Canadian Welding Development Institute
(Institute Canadian de Developmente de la Soudere)
Domicilio: 254 Meston Street, Toronto Ontario Canad M45-1A9
El Instituto Canadiense para el Desarrollo de la Soldadura, es una organizacin
dedicada a la investigacin y desarrollo de la soldadura, as como a la educacin sobre todo
entre la poblacin de habla francesa.
C.W.S. Canadian Welding Society Inc.
Domicilio: 6 Milvan Drive, Weston Ontario Canad M9L-1Z2
La Sociedad Nacional de Soldadura de Alemania Occidental, se dedica a desarrollar
especificaciones y normas bajo normas D.I.N. y funciona a semejanza de la A.W.S.
I.I.W. International Institute of Welding
Domicilio: 1430 Broadway, New York, N.Y. 10018 U.S.A.
El Instituto Internacional de Soldadura, es una divisin del A.N.S.I. dedicada a
establecer contacto con otras sociedades u organizaciones dedicadas en otros pases a la
tecnologa de la soldadura y a dar asistencia tcnica a nivel internacional sobre
especificaciones y normas de soldadura.
I.M.P. Instituto Mexicano del Petrleo
Domicilio: Eje Central Lzaro Crdenas No. 152 Z.P. 14 Mxico, D.F.
Esta es una organizacin dedicada al desarrollo de las ciencias y la tecnologa,
alrededor del petrleo y sus derivados, principalmente, as como a la educacin y a las
publicaciones tcnicas y cientficas y a la investigacin y experimentacin.
I.S.O. International Organization for Standardization
Domicilio: Conocido - Pars Francia.
Esta es una federacin mundial de los Institutos dedicados a las normas de la
soldadura.
J.I.S. Japanese Industrial Standards
Domicilio: 1-24-Okasaka 4-Chome Minato-Ku Tokio 107, Japn.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
La sociedad japonesa de normas se dedica, sin fines de lucro, a difundir las
especificaciones y normas sobre soldadura y metales al igual que fabricaciones mecnicas,
de ingeniera y tcnica, a los fabricantes diseadores e ingenieros del Japn, mediante
publicaciones tcnicas muy amplias que abarcan todo lo concerniente al ramo.
Lloyds Register of Shipping Trust Corp. Inc.
Domicilio: 71 Fenchurch Street, London EC3M, 4BS England.
Esta sociedad tiene como finalidad atender en todas sus necesidades a los dueos
de embarcaciones mercantes o sociedades dedicadas a la navegacin martima,
proporcionando seguros, especificaciones y normas de fabricacin de metales, soldaduras,
aparatos de navegacin y de todo aquello que gire en torno a los barcos y productos de
navegacin.
N.E.M.A. National Electrical Manufacturers Association
Domicilio: 470 Atlantic Avenue, Boston, Massachsetts, 02210, U.S.A.
La Asociacin Nacional de proteccin contra el Fuego, es una sociedad Organizada,
para investigar, desarrollar y promover el uso de mtodos cientficos y tecnolgicos para
prevenir y combatir el fuego y ha publicado el Cdigo nacional Elctrico, en el cual hay una
seccin que est dedicada a la seguridad en las instalaciones y mquinas dedicadas a
soldadura.
N.W.S.A. National Welding Supply Association
Domicilio: 1900 Arch Street, Philadelphia, Pennsylvania, 19103, U.S.A.
Es una sociedad de distribuidores y proveedores de soldadura y aplica normas
nacionales de U.S.A.
P.F.I. Pipe Fabrication Institute
Domicilio: 1326 Freeport, Pittsburgh, Pennsylvania, 15238, U.S.A.
El Instituto de Fabricaciones de Tubera es un Instituto dedicado a proporcionar
normas y caractersticas a los fabricantes de tubera en U.S.A. (Los fabricantes pertenecen a
este Instituto).
P.L.C.A. Pipe Line Contractor
Domicilio: 2800 Republic Bank Building, Dallas, Texas, 75202. U.S.A.
La Asociacin de Constructores de Tubera de Lnea es una sociedad fundada por
contratistas que construyen tuberas subterrneas y usan especificaciones y normas
nacionales de U.S.A., tanto en los materiales como en los sistemas de soldadura y
especialmente en lneas de tubera a travs de la nacin.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
R.W.M.A. Resistance Welder Manufacturer Association
Domicilio: 1900 Arch Street, Philadelphia, Pennsylvania, 19103, U.S.A.
La Asociacin de Fabricantes de Equipos y Materiales del Sistema de Soldadura por
resistencia es una organizacin que ha establecido las normas para trabajar con este
sistema, as como procedimientos del mismo y proporciona informacin sobre la materia.
S.A.E. Society of Automotive Engineers, Inc.
Domicilio: 400 Commonwealth Drive, Warrendale, Pennsylvania 15086, U.S.A.
La Sociedad de Ingenieros Automotrices es una organizacin dedicada a promover el
arte, la tecnologa, las ciencias y las normas y prcticas de diseo y construccin en relacin
con automviles, mecanismos autopropulsados y todo lo concerniente al ramo, incluida la
soldadura.
S.F.S.A. Steel Founders Society of America
Domicilio: 20611 Center Ridge Road, Rocky River, Ohio 44116, U.S.A.
La Sociedad de Fabricantes de fundidores de Acero est constituida por compaas
fundidoras y publican boletines tcnicos, el manual de vaciado de los aceros (STEEL
CASTING HANDBOOL y el magazine de desarrollo de los aceros vaciados (JOURNAL OF
STEEL CASTING RESEARCH).
U.L. Underwriters Laboratories, Inc.
Domicilio: 207 East Ohio Street, Chicago, Illinois, 60611, U.S.A.
Los Laboratorios Bajo normas Incorporadas, son una organizacin no lucrativa, opera
laboratorios para realizar pruebas y exmenes minuciosos de las caractersticas y calidad de
artefactos, dispositivos, sistemas y materiales. Publican normas para trabajar con seguridad,
sopletes, reguladores, medidores, generadores de acetileno y equipo que trabaje con gases
para la soldadura como el oxiacetilnico; tambin sobre transformadores para la soldadura
elctrica de arco y para muchos otros sistemas.
W.I. Welding Institute.
Domicilio: Abington Hall, Cambridge, Inglaterra.
El Instituto de soldadura, est dedicado a promover el intercambio tecnolgico y
desarrollar personal tcnico por medio de seminarios, reuniones tcnicas, publicaciones,
biblioteca y un servicio de informacin profesional. Proporciona cursos tcnicos en su
escuela de soldadura profesional y tiene una divisin en su escuela de investigacin de la
soldadura y desarrollo tecnolgico.
W.R.C. Welding Research Council
Domicilio: 345 E. 47th Street, New York, N.Y., 10017 U.S.A.
El consejo de Desarrollo e Investigacin de la soldadura es una organizacin no
lucrativa, cuyo objetivo es promover la formacin de organismos que cooperen entre si para
desarrollar los sistemas del trabajo y tecnologa en el campo de la soldadura.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
ANEXO 3
IDENTIFICACIN DE LOS ELECTRODOS.
Todos los electrodos son marcados de acuerdo con el nombre comercial que les
asigna el fabricante, en muchos casos sin seguir ciertas reglas por lo que resulta difcil hacer
comparaciones entre electrodos de distintas marcas. Sin embargo; con el objeto de
uniformidad en la identificacin de los electrodos, la AWS y la ASTM, han establecido una
serie de requerimientos as como normas de designacin. De esta forma, los electrodos de
distintos fabricantes que estn dentro de las clasificaciones establecidas por estas
instituciones, se puede esperar que renan caractersticas similares de soldadura. En esta
clasificacin, a cada electrodo se le asigna una serie de smbolos especficos para su
identificacin; de acuerdo a sus propiedades constitutivas, a sus aplicaciones, condiciones
propias del trabajo y proceso a utilizar. Por ejemplo, en la designacin de los electrodos para
la soldadura por arco se tiene el siguiente smbolo con sus indicaciones respectivas.
CLASIFICACIN DE ELECTRODOS REVESTIDOS EN EL PROCESO POR ARCO SMAW
E 6010
Electrodo para
Soldadura por arco.
DIGITO
Resistencia a la traccin
Otras caractersticas
del electrodo.
Posicin de la soldadura.
SIGNIFICADO
Electrodo para soldeo por arco.
Primeros dos o
Primeros tres.
Penltimo
Resistencia mnima a la tensin.
2
(lb/pul )
Posiciones de soldeo para el que es
apto el electrodo
Ultima
Caractersticas especificas
Como revestimiento,
Calidad de soldadura,
Exigencias elctricas y
Poder de penetracin.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
EJEMPLO
2
E-60XX = 60 000 lb/pul
2
E-110XX = 110 000 lb/pul
E-XX1X= Todas las
Posiciones.
E-XX2X= En horizontal y
cornisa.
E-XX3X= En horizontal.
VER LA TABLA QUE S
DA ACONTINUACIN.
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
SIGNIFICADO DE LA LTIMA CIFRA
CORRIENTE DE
SOLDADURA
CDPI
CUARTA CIFRA
REVESTIMIENTO
Celulosa con silicato
sdico.
Celulosa con
Silicato potsico
CA CDPI
Rutilo con
Sales de sodio
CA CDPD
Rutilo con
Sales de potasio
CA, CDPD
CDPI
Rutilo con
Polvo de hierro
CA, CDPD
CDPI
Bsico con
Sales de sodio
CDPI
Bsico con
Sales de potasio
CA CDPI
Con polvo y xidos
De Hierro
CA, CDPD
CDPI
Bsico con
Polvo de hierro
CA CDPI
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
PROPIEDADES DE
SOLDADURA
-Penetracin
profunda
-Cordn plano o
cncavo
-fusin rpida
-Penetracin
profunda
-Cordn plano o
cncavo
-fusin rpida
-Penetracin media
-Cordn convexo
-Gota fra
-Penetracin media
-Cordn convexo
-Gota fra
-Penetracin media
-Gran velocidad de
aporte.
-Penetracin
moderada
-Cordn convexo
-Soldadura de
aceros con
bajo C y alto S.
-Penetracin
moderada
-Cordn convexo
-Soldadura de
aceros con
alto C y alto S.
-Penetracin media
-Cordones planos
-Gran aportacin
-Penetracin media
o ligera.
-Cordn convexo
--Gran aportacin.
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
CLASIFICACIN DE LOS ELECTRODOS RECUBIERTOS CON BAJA ALEACIN.
E 9 0 1 8-B3
Composicin estndar
del depsito
Electrodo para
Soldadura por arco
Otras caractersticas del
electrodo
Resistencia a la traccin
Posicin
1.- Toda posicin.
2.- Plano y horizontal.
OTRAS CARACTERSTICAS DEL ELECTRODO.
DIGITO
TIPO DE RECUBRIMIENTO
CORRIENTE
0
1
2
3
4
5
6
7
8
SODIO CELULOSA
POTACIO CELULOSA
SODIO TITANIO
POTASIO TITANIO
TITANIO POLVO FIERRO
SODIO BAJO HIDROGENO
POTACIO BAJO HIDROGENO
OXIDO DE FIERRO POLVO DE FIERRO
BAJO HIDROGENO POLVO DE FIERRO
CDPI
CA CDPI
CA CDPI
CA CDPI
CA CDPI
CA CDPI
CDPI
CA CDPI
CA CDPI
COMPOSICIN QUMICA DEL DEPSITO DE SOLDADURA.
SUFIJO
Mn
Si
Ni
Cr
Mo
Va
A1
B1
B2L
B2
B3L
B3
B4L
B5
C1
C2
C3
D1
D2
G
M*
0.12
0.12
0.05
0.12
0.05
0.12
.05
0.07 0.05
0.12
0.12
0.12
0.12
0.15
---0.1
1.0*
0.9
0.9
0.9
0.9
0.9
0.9
0.4 0.7
1.2
1.2
0.4 1.25
1.25 1.75
1.65 2
1 min.
0.6 2.25*
0.8*
0.6 0.8
0.8 1*
0.6 0.9
0.8 1*
0.6 0.8*
1
0.3 0.6
0.6 0.8*
0.6 0.8*
0.8
0.6 0.8*
0.6 0.8*
0.8 min.
0.6 0.8
--------------------------------1 2.75
3 3.75
0.8 1.1
--------0.5 min.
1.4 2.5*
---0.4 0.65
1 1.5
1 1.5
2 2.5
2 2.5
1.75 2.25
0.5 0.6
------0.15
--------0.3 min.
1.5 1.5*
0.4 0.65
0.4 0.65
0.4 0.65
0.4 0.65
0.9 1.2
0.9 1.2
0.4 0.65
1 1.25
------0.35
0.25-0.45
0.25-0.45
0.2 min.
0.25 0.55
---------------------0.05
------0.05
------0.1 min.
0.05
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
CLASIFICACIN DE MICROALAMBRE SLIDO PARA ACERO AL BAJO CARBONO EN LOS PROCESOS
MIG GMAW Y TIG GTAW.
ER 7 0 S- 3
Composicin qumica o varilla
para el depsito
Alambre electrodo para TIG.
Resistencia a la traccin
Slido.
CLASIFICACIN DE MICROALAMBRES PARA BAJA ALEACIN EN PROCESOS MIG Y TIG.
ER 8 0 S- D2
Alambre
Alambre electrodo para TIG
Composicin qumica o varilla para
el depsito.
Resistencia a la traccin
Slido.
CLASIFICACIN DEL ALAMBRE TUBULAR CON GAS O SIN GAS PARA PROCESO MIG
CON DOBLE PROTECCIN
E- 7 1 T- 1
Electrodo
E- 7 0 T- 4
Electrodo
Resistencia a la tensin
Tubula
r
Composicin qumica del depsito
Requiere proteccin gaseosa
Resistencia a la tensin
Tubula
r
Composicin qumica del depsito
No requiere proteccin de gas.
COMPOSICIN QUMICA DEL MICROALAMBRE.
CLASIF.
AWS
ER70S-2
ER70S-3
ER70S-4
ER70S-5
ER70S-6
ER70S-7
ER70S-D2
GAS
PROTECTOR
CO2 MEZCLAS
CO2 MEZCLAS
CO2 MEZCLAS
CO2 MEZCLAS
CO2 MEZCLAS
CO2 MEZCLAS
CO2 MEZCLAS
C
0.7
.06-.15
.07- .15
.07- .15
.07- .15
.07- .15
.07- .15
Mn
0.9 -1.4
0.9 -1.4
1 1.5
.9 1.4
1.4 -1.85
1.5 2
1.6 2.1
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
COMPOSICIN QUIMICA
Si
P
S Ni
0.4 -0.7
.025 .035 ---.45 -0.7
.025 .035 ---.65 -.85
.025 .035 ---.3 - .6
.025 .035 ---.8 1.15 .025 .035 ---.5 - .8
.025 .035 ---.5 - .8
.025 .025 .15
Mo
----------------.4 -.6
Cu
0.5
0.5
0.5
0.5
0.5
0.5
0.5
OTRO
Ti, Zr Al
----------------
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
BIBLIOGRAFA
AUTOR: JOSEPH W. GIACHINO Y WILLIAM WEEEKS
TECNICA Y PRCTICA EN LA SOLDADURA
EDITORIAL: REVERTE S.A. MXICO, 1993.
AUTOR: GRIMALDI-SIMONSDS
LA SEGURIDAD INDUSTRIAL
EDITORIAL ALFAOMEGA
AUTOR: LA ASOCIACIN MEXICANA DE HIGIENE Y SEGURIDAD
EL SUPERVISOR DE SEGURIDAD
VOLUMEN XXXVIII
AUTOR: C.A. DE LA VEGA M.
CONTROL DE CALIDAD EN LA SOLDADURA INDUSTRIAL
EDITORIAL MARCOMBO S.A.
AUTOR: PETROLEOS MEXICANOS
REGLAS BASICAS PARA LA SELECCION Y USO DE LOS EQUIPOS DE PROTECCIN
BOLETIN DE SEGURIDAD INDUSTRIAL
AUTOR: VARIOS
SOLDADURA
EDITORIAL INSTITUTO POLITCNICO NACIONAL
AUTOR: HENRY HORWITZ
SOLDADURA APLICACIONES Y PRCTICA
EDITORIAL ALFAOMEGA
AUTOR: AWS
WELDING HANDBOOK (Volumn II)
EDITORIAL AWS
RECOMMENDED PRACTICES FOR PLASMA ARC CUTTING
AMERICAN WELDING SOCIETY
BULLETIN No. C5.2-83 E.U
SAFETY IN WELDING AND CUTTING
AMERICAN WELDING SOCIETY
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
INSTITUTO POLITCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERA MECNICA Y ELCTRICA
UNIDAD AZCAPOTZALCO
ANSI Z49.1 E.U 1990.
INTERNET
http:// www.osha.com
http:// www.niosh.com
http:// www.aws.com
http:// www.nom.gob.mx
http:// www.stps.gob.mx
http:// www.stps.gob.mx/312/312_0045
http:// www.oit.org.mx
http:// www.ilo.org/normes
http:// www.cdc.gov/niosh/nora
http:// www.cenam.mx
La Agenda Nacional de Investigacin Ocupacional (National Occupational Research Agenda NORA) es un programa de
colaboracin cuyo objetivo es estimular la investigacin innovadora y mejorar las prcticas laborales. Creada en 1996, NORA se
ha convertido en un marco de trabajo que gua la investigacin sobre salud y seguridad ocupacionales en el pas. Varios grupos
colaboran para identificar los asuntos ms crticos en el lugar de trabajo. Los socios colaboran de manera conjunta para
establecer metas, objetivos y un plan de trabajo para abordar estos asuntos.
SEGURIDAD E HIGIENE EN LOS PROCESOS DE SOLDADURA Y CORTE
You might also like
- Tesis Seguridad en SoldadoriaDocument244 pagesTesis Seguridad en SoldadoriaDavid MamaniNo ratings yet
- Tesis T1377idDocument352 pagesTesis T1377idEdwin R SolizNo ratings yet
- Emic 2Document141 pagesEmic 2Juan PabloNo ratings yet
- Transferencia Automatica 2016Document117 pagesTransferencia Automatica 2016davisbacuarioNo ratings yet
- PCN TesisDocument196 pagesPCN TesisaristidezzNo ratings yet
- T Uce 0010 Fil 051Document77 pagesT Uce 0010 Fil 051MarcoNo ratings yet
- Proyecto de Extrusora Alacantara ChavezDocument68 pagesProyecto de Extrusora Alacantara ChavezSa'ra Chuñe AlvaradoNo ratings yet
- Indagar Los Factores Que Causaron Los Accidentes de Arco Eléctrico y Proponer Mejoras en ElDocument89 pagesIndagar Los Factores Que Causaron Los Accidentes de Arco Eléctrico y Proponer Mejoras en ElMaria DuranNo ratings yet
- Proyecto Paraya FinalDocument117 pagesProyecto Paraya FinalMiguel Core-Angel100% (2)
- Sustentabilidad en La Construcción de Edificios, Certificación LEEDDocument91 pagesSustentabilidad en La Construcción de Edificios, Certificación LEEDSantiago GsNo ratings yet
- Escuela Politécnica NacionalDocument250 pagesEscuela Politécnica Nacionalisa255No ratings yet
- Diaz LJ PDFDocument206 pagesDiaz LJ PDFJose JoelNo ratings yet
- TIEMPOSDocument144 pagesTIEMPOSRoy Mauricio CharriNo ratings yet
- Cesar CastroDocument109 pagesCesar CastroivanNo ratings yet
- Proyecto de Grado Dirigido Rediseño Electrico Minera OrangeDocument217 pagesProyecto de Grado Dirigido Rediseño Electrico Minera OrangeYazmani Herrera Marca100% (1)
- ML 2329Document88 pagesML 2329Oscar BustilloNo ratings yet
- Tesis Final Purificadora 25ago10Document123 pagesTesis Final Purificadora 25ago10Orlando MmgNo ratings yet
- Tesis Ing ElectricaDocument127 pagesTesis Ing ElectricamathiasNo ratings yet
- Estudio de riesgo por arco eléctrico en red industrialDocument132 pagesEstudio de riesgo por arco eléctrico en red industrialpacoNo ratings yet
- Analisis Ergonomico en El Trabajo de Mantenimiento ElectricDocument113 pagesAnalisis Ergonomico en El Trabajo de Mantenimiento ElectricFrancisco Vega Garcia100% (1)
- 1Document118 pages1Veterano del Camino100% (1)
- Monografia tuberculosis radiologiaDocument48 pagesMonografia tuberculosis radiologiaDani Slayer IriarteNo ratings yet
- Diseño y Construcción de Un Horno Al Vacío para Tratamientos TérmicosDocument72 pagesDiseño y Construcción de Un Horno Al Vacío para Tratamientos TérmicosDavid Olamendi ColinNo ratings yet
- Análisis Técnico Económico Del Sistema Eléctrico de Potencia de La Granja Alessandra para Aumentar La Eficiencia y Seguridad Operacional en Base A Auditoria Eléctrica y Normas.Document123 pagesAnálisis Técnico Económico Del Sistema Eléctrico de Potencia de La Granja Alessandra para Aumentar La Eficiencia y Seguridad Operacional en Base A Auditoria Eléctrica y Normas.Anonymous K2CR6C2YuzNo ratings yet
- CD 6527Document142 pagesCD 6527armandodcwdlNo ratings yet
- Diseño de una fresadora router CNC para la industria manufactureraDocument142 pagesDiseño de una fresadora router CNC para la industria manufactureraSimon Pedro Zuazo RosasNo ratings yet
- Tesis 18 12 17 FinalDocument212 pagesTesis 18 12 17 FinalAvila JorgeNo ratings yet
- PG-1929-Alba Bernal, Helmut Omar PDFDocument121 pagesPG-1929-Alba Bernal, Helmut Omar PDFOscar MoralesNo ratings yet
- Prototipo de Un Sensor de Nivel LáserDocument113 pagesPrototipo de Un Sensor de Nivel LáserEnrique BautistaNo ratings yet
- 03 3330 PDFDocument218 pages03 3330 PDFLuis JuarezNo ratings yet
- Frecuencia de Fallas Ecuador 2014Document109 pagesFrecuencia de Fallas Ecuador 2014falexba440No ratings yet
- Irigoin Se PDFDocument119 pagesIrigoin Se PDFWinston CastañedaNo ratings yet
- Evaluación de riesgos y condiciones de seguridad e higiene en la producción de tortilla en Juárez, ChiapasDocument72 pagesEvaluación de riesgos y condiciones de seguridad e higiene en la producción de tortilla en Juárez, ChiapasALEXANDER XIXITLANo ratings yet
- Tmec 1135Document80 pagesTmec 1135laukgrNo ratings yet
- Informe Final Patologías Del ConcretoDocument72 pagesInforme Final Patologías Del ConcretoIsai CespedesNo ratings yet
- 8 Tesina Analisis Riesgos EsiqieDocument108 pages8 Tesina Analisis Riesgos EsiqiepaolaNo ratings yet
- Tes 1007Document266 pagesTes 1007Sara MamaniNo ratings yet
- Tesis de Grado Sistema de Transferencia)Document112 pagesTesis de Grado Sistema de Transferencia)eleazarNo ratings yet
- Proyecto Auditoria U - IiiDocument50 pagesProyecto Auditoria U - IiiJean Alexis Rodas BautistaNo ratings yet
- Tesis I. M. 104 - Porras Ortíz Edwin Rubén PDFDocument117 pagesTesis I. M. 104 - Porras Ortíz Edwin Rubén PDFRubinno TtitoNo ratings yet
- Informe Final Patologías Del ConcretoDocument70 pagesInforme Final Patologías Del ConcretoIsai CespedesNo ratings yet
- Castro Mla SDDocument70 pagesCastro Mla SDelectrica.terminalpascoNo ratings yet
- TesisDocument217 pagesTesisMayson Ronal Quispe mamaniNo ratings yet
- Estudio de Tiempos de MovimientosDocument224 pagesEstudio de Tiempos de MovimientosFanny ChamorroNo ratings yet
- Iau Proyecto de Grado 2020-1Document172 pagesIau Proyecto de Grado 2020-1Hernan SemperteguiNo ratings yet
- Iau Proyecto de Grado 2020Document171 pagesIau Proyecto de Grado 2020Hernan SemperteguiNo ratings yet
- Analis UisDocument78 pagesAnalis Uisservicios serviciosNo ratings yet
- Universidad Tecnológica EquinoccialDocument106 pagesUniversidad Tecnológica EquinoccialCALIDAD CATEYAL S.ANo ratings yet
- Comparacion Nomrma Nfpa 70eDocument166 pagesComparacion Nomrma Nfpa 70eIvan R BarajasNo ratings yet
- 2021 Jorge MartinezDocument90 pages2021 Jorge MartinezJosé Flores LópezNo ratings yet
- Analisis Ergonomico en El Trabajo de Mantenimiento Electric (3837)Document113 pagesAnalisis Ergonomico en El Trabajo de Mantenimiento Electric (3837)Yasmin galindo perezNo ratings yet
- La Muerte Accidental de La ElectrocuciónDocument71 pagesLa Muerte Accidental de La ElectrocuciónJonatanAbostoronaCastilloNo ratings yet
- Monografia ChimalhuacanDocument78 pagesMonografia ChimalhuacanDaniel ArzaluzNo ratings yet
- Escuela Politecnica Del Ejercito Texto Sin FormatoDocument172 pagesEscuela Politecnica Del Ejercito Texto Sin FormatoCarlos Alberto NievesNo ratings yet
- Manual para Elaboración de Proyectos de ElectrificaciónDocument142 pagesManual para Elaboración de Proyectos de ElectrificaciónManuel PerezNo ratings yet
- Scada Procesos EjemploDocument119 pagesScada Procesos EjemploHernan SuarezNo ratings yet
- Termodinámica básica para ingenierosFrom EverandTermodinámica básica para ingenierosRating: 4 out of 5 stars4/5 (4)
- Riesgos eléctricos y mecánicos: Prevención y protección de accidentesFrom EverandRiesgos eléctricos y mecánicos: Prevención y protección de accidentesRating: 5 out of 5 stars5/5 (1)
- Identificacion de Gemas y Piedras Preciosas BCDocument38 pagesIdentificacion de Gemas y Piedras Preciosas BCGrace Sosa100% (1)
- Codigo JorcDocument25 pagesCodigo JorcJesus EstacioNo ratings yet
- 0 - Resumen - Ejecutivo EdelnortDocument102 pages0 - Resumen - Ejecutivo EdelnortdeanroloNo ratings yet
- Prodiat A-1a2 FormatosDocument12 pagesProdiat A-1a2 FormatosdeanroloNo ratings yet
- Ficha Técnica - Sistema de Encofrado Forza 2000Document12 pagesFicha Técnica - Sistema de Encofrado Forza 2000deanrolo100% (1)
- Informe técnico de verificación de planta industrial en MoyobambaDocument4 pagesInforme técnico de verificación de planta industrial en MoyobambaJesús Yarleque RamosNo ratings yet
- Convenio CMR transporte internacionalDocument19 pagesConvenio CMR transporte internacionaleliezer93No ratings yet
- INFORME TECNICO Ambiente de Usos Múltiples-Ashram #9 - PERU 2012Document16 pagesINFORME TECNICO Ambiente de Usos Múltiples-Ashram #9 - PERU 2012deanroloNo ratings yet
- Curso de Inspeccion en AWSDocument77 pagesCurso de Inspeccion en AWSJonathan CdlmNo ratings yet
- Convenio CMR transporte internacionalDocument19 pagesConvenio CMR transporte internacionaleliezer93No ratings yet
- Observaciones EIA Tia MariaDocument27 pagesObservaciones EIA Tia MariadtalaveraNo ratings yet
- Presentación Presas de ConcretoDocument15 pagesPresentación Presas de ConcretodeanroloNo ratings yet
- Confiabilidad Del Diseã o en GeotecniaDocument189 pagesConfiabilidad Del Diseã o en GeotecniaHidalgo Diaz CespedesNo ratings yet
- 1.2. Shibangperu Máquinas para Hacer Bloquetas Estaticas QTJ4 Series PDFDocument9 pages1.2. Shibangperu Máquinas para Hacer Bloquetas Estaticas QTJ4 Series PDFdeanroloNo ratings yet
- BVCI0003228Document20 pagesBVCI0003228deanroloNo ratings yet
- Castellano Como Segunda LenguaDocument18 pagesCastellano Como Segunda Lenguadeanrolo100% (1)
- PFC Darlington MensahDocument94 pagesPFC Darlington MensahAnonymous mVymxSNo ratings yet
- Rendimiento Del ConcretoDocument2 pagesRendimiento Del Concretou921123No ratings yet
- Diseño de presas de concreto sobre suelos blandosDocument19 pagesDiseño de presas de concreto sobre suelos blandosdeanroloNo ratings yet
- Manual de Instalacion Teja PizarraDocument4 pagesManual de Instalacion Teja PizarradeanroloNo ratings yet
- Terma SolarDocument61 pagesTerma SolarJennifer RodriguezNo ratings yet
- L6-1 Empujes Terreno MurosDocument24 pagesL6-1 Empujes Terreno MurosMartin QuintanillaNo ratings yet
- DS 055-2010 - emDocument55 pagesDS 055-2010 - emFranco Rojas BozaNo ratings yet
- Asentamientos 2Document57 pagesAsentamientos 2Maximiliano MarquezNo ratings yet
- Ecuacion Patrimonial.1.2020-1Document5 pagesEcuacion Patrimonial.1.2020-1Fernando MezaNo ratings yet
- Ejercicios para Presentar 3Document59 pagesEjercicios para Presentar 3Yobana VasquezNo ratings yet
- Ictericia NeonatalDocument37 pagesIctericia NeonatalMirielis LoreNo ratings yet
- Resumen Certamen 2 ICOFIDocument9 pagesResumen Certamen 2 ICOFIencendedorsNo ratings yet
- Informe de ActividadesDocument4 pagesInforme de ActividadesSantiago NavaNo ratings yet
- Taller de Energía y TrabajoDocument2 pagesTaller de Energía y TrabajoWilliam ramon Matamba delgadoNo ratings yet
- Manejo de Alarmas y Seguridad ElectrónicaDocument8 pagesManejo de Alarmas y Seguridad ElectrónicaMARTHA LUCIA VARGAS RNo ratings yet
- FalaciasDocument2 pagesFalaciasArza ZozayaNo ratings yet
- Libro CNT WebDocument201 pagesLibro CNT WebFrancisco PeñaJordán0% (1)
- La Palabra Hidroponía Se Deriva Del Griego HydroDocument3 pagesLa Palabra Hidroponía Se Deriva Del Griego HydroPAGOS COLEGIO ALTER ALTERISNo ratings yet
- 40 especialidades médicasDocument6 pages40 especialidades médicasOscar Cantos CasqueteNo ratings yet
- Experiencia Laboratorio 2Document13 pagesExperiencia Laboratorio 2Jean Carlos OliveraNo ratings yet
- Análisis Articulo JazminDocument3 pagesAnálisis Articulo JazminJazmin Garcia BergesNo ratings yet
- Actividad 02 - U3 - ResumenDocument10 pagesActividad 02 - U3 - ResumenGustavo RubioNo ratings yet
- AuricularesDocument3 pagesAuricularesGustavo YudaNo ratings yet
- Definiciones Operativas Pela 2015Document581 pagesDefiniciones Operativas Pela 2015Cesar TorreblancaNo ratings yet
- Ley de CorrelaciónDocument10 pagesLey de CorrelaciónjoseNo ratings yet
- Pizza Hut - Costos IiiDocument6 pagesPizza Hut - Costos IiiConfi San Gabriel ArcangelNo ratings yet
- Tabla de ComandosDocument82 pagesTabla de Comandosraymanven398594% (49)
- Ap Spanish 8b El RacismoDocument22 pagesAp Spanish 8b El Racismoapi-384265153No ratings yet
- 03 - Modulos FotovoltaicosDocument44 pages03 - Modulos FotovoltaicosValeria CastilloNo ratings yet
- Catalogo de ProyectosDocument23 pagesCatalogo de ProyectosDaniel Angel Ruiz OrtizNo ratings yet
- Pam252 VETERINARIA LACTONAS MACROCICLICASDocument18 pagesPam252 VETERINARIA LACTONAS MACROCICLICASJuan Torres GinneovetsNo ratings yet
- La Constitución Española de 1978: principios, estructura y contenidoDocument22 pagesLa Constitución Española de 1978: principios, estructura y contenidobecha18No ratings yet
- Lectura T4 DerivadasDocument47 pagesLectura T4 DerivadasTristan Villanueva CoutiñoNo ratings yet
- Trazado de Arquitectura de Etica y MoralDocument8 pagesTrazado de Arquitectura de Etica y MoralAntonio SuarezNo ratings yet
- SEMANA 2 Planificacion EstrategicaDocument35 pagesSEMANA 2 Planificacion EstrategicaAracely SalazarNo ratings yet
- Rios Rivera, Edgar RaulDocument10 pagesRios Rivera, Edgar RaulEdgar Raul Rios RiveraNo ratings yet
- CATEQUÉTICADocument26 pagesCATEQUÉTICAEda TeránNo ratings yet
- Examen 1er Parcial 2021Document6 pagesExamen 1er Parcial 2021ManuelNo ratings yet