You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Speedaire 10 and 15 HP 2 Stage Air Compressors Owners ManualDocument84 pagesSpeedaire 10 and 15 HP 2 Stage Air Compressors Owners ManualKeron Trotz100% (1)
- Manual de Overhaul Io-520Document133 pagesManual de Overhaul Io-520Alfredo Ergueta CorilaNo ratings yet
- Is 13380 1992Document9 pagesIs 13380 1992yesvvnNo ratings yet
- INTERNET STANDARDSDocument18 pagesINTERNET STANDARDSDawn HaneyNo ratings yet
- Disclosure To Promote The Right To InformationDocument26 pagesDisclosure To Promote The Right To InformationyesvvnNo ratings yet
- Is 10005 1994 ISO 1000 1992 SI Units and Recommendations For The Use of Their Multiples and of Certain Other UnitsDocument26 pagesIs 10005 1994 ISO 1000 1992 SI Units and Recommendations For The Use of Their Multiples and of Certain Other UnitsyesvvnNo ratings yet
- Is 2519 1983Document23 pagesIs 2519 1983yesvvnNo ratings yet
- Is Iso 21951 2001Document11 pagesIs Iso 21951 2001yesvvnNo ratings yet
- Is Guide 76 2008Document38 pagesIs Guide 76 2008yesvvnNo ratings yet
- Is Guide 37 1995Document20 pagesIs Guide 37 1995yesvvnNo ratings yet
- Is Guide 41 2003Document11 pagesIs Guide 41 2003yesvvnNo ratings yet
- INTERNET STANDARDSDocument18 pagesINTERNET STANDARDSDawn HaneyNo ratings yet
- Is Iso Iec 17024 2003Document18 pagesIs Iso Iec 17024 2003yesvvnNo ratings yet
- INTERNET STANDARDSDocument18 pagesINTERNET STANDARDSDawn HaneyNo ratings yet
- BIS, 2006. Conformity Assessment Vocabulary and General Principles (IS/ISO/IEC 17000:2004) - BUREAU OF INDIAN STANDARDS, MANAK BHAVAN, 9 BAHADUR SHAH ZAFAR MARG, NEW DELHI 110002.Document23 pagesBIS, 2006. Conformity Assessment Vocabulary and General Principles (IS/ISO/IEC 17000:2004) - BUREAU OF INDIAN STANDARDS, MANAK BHAVAN, 9 BAHADUR SHAH ZAFAR MARG, NEW DELHI 110002.mOchONo ratings yet
- Is Iso Pas 17001 2005Document12 pagesIs Iso Pas 17001 2005yesvvnNo ratings yet
- Is 1991 2 1987Document6 pagesIs 1991 2 1987yesvvnNo ratings yet
- Is 1991 6 1987Document11 pagesIs 1991 6 1987yesvvnNo ratings yet
- Is 263 1990Document13 pagesIs 263 1990yesvvnNo ratings yet
- Is 551.1989 PDFDocument27 pagesIs 551.1989 PDFsravanNo ratings yet
- Is 73 2006Document9 pagesIs 73 2006yesvvnNo ratings yet
- Terms - Bitumen & TarDocument12 pagesTerms - Bitumen & Tarpankaj_mbm100% (1)
- Disclosure To Promote The Right To Information: IS 2520 (1984) : Zinc Stearate For Cosmetic Industry (PCD 19: Cosmetics)Document20 pagesDisclosure To Promote The Right To Information: IS 2520 (1984) : Zinc Stearate For Cosmetic Industry (PCD 19: Cosmetics)yesvvnNo ratings yet
- Disclosure To Promote The Right To Information: IS 2520 (1984) : Zinc Stearate For Cosmetic Industry (PCD 19: Cosmetics)Document20 pagesDisclosure To Promote The Right To Information: IS 2520 (1984) : Zinc Stearate For Cosmetic Industry (PCD 19: Cosmetics)yesvvnNo ratings yet
- Is 2519 1983Document23 pagesIs 2519 1983yesvvnNo ratings yet
- Is 193 2000Document11 pagesIs 193 2000yesvvnNo ratings yet
- Is 26 1992Document9 pagesIs 26 1992yesvvnNo ratings yet
- INTERNET STANDARDSDocument18 pagesINTERNET STANDARDSDawn HaneyNo ratings yet
- Is 25 1979Document12 pagesIs 25 1979yesvvnNo ratings yet
- Disclosure To Promote The Right To InformationDocument10 pagesDisclosure To Promote The Right To InformationyesvvnNo ratings yet
- Disclosure To Promote The Right To InformationDocument8 pagesDisclosure To Promote The Right To InformationyesvvnNo ratings yet
- INTERNET STANDARDSDocument18 pagesINTERNET STANDARDSDawn HaneyNo ratings yet
- Armstrong Stainless Steel Thermostatic Air VentsDocument1 pageArmstrong Stainless Steel Thermostatic Air VentsRakhmad sugih hartonoNo ratings yet
- Clayton RajaDocument7 pagesClayton RajaSrinivasm SriniNo ratings yet
- Simple Stress: Simple Stresses Are Expressed As The Ratio of The Applied Force Divided by The Resisting Area orDocument36 pagesSimple Stress: Simple Stresses Are Expressed As The Ratio of The Applied Force Divided by The Resisting Area orEric UrrizaNo ratings yet
- Combination Tool WFTDocument11 pagesCombination Tool WFTCarlos HolguinNo ratings yet
- HR2470TDocument3 pagesHR2470TRosângela O. Santos0% (1)
- Behavior and Analysis of Curved and Skewed Steel Girder BridgesDocument14 pagesBehavior and Analysis of Curved and Skewed Steel Girder Bridgestrabajosic100% (1)
- Thermography ReportDocument9 pagesThermography ReportsandrositohangNo ratings yet
- Fatigue AnalysisDocument46 pagesFatigue Analysisnitesh_n284050% (4)
- Design Criteria For Exposed Hydro Penstocks - Gordon1978 PDFDocument12 pagesDesign Criteria For Exposed Hydro Penstocks - Gordon1978 PDFDavid DelgadoNo ratings yet
- Mould DesignDocument8 pagesMould DesignpakivermaNo ratings yet
- Structural Design 1: Module inDocument4 pagesStructural Design 1: Module inkangkongNo ratings yet
- Chapter 2 P H Diagram Analysis Refrigerant Flow DiagiaramDocument20 pagesChapter 2 P H Diagram Analysis Refrigerant Flow DiagiaramMyo Kyaw KyawNo ratings yet
- Instrukcja Obslugi Subaru Legacy 2004 (ENG)Document33 pagesInstrukcja Obslugi Subaru Legacy 2004 (ENG)malypebikNo ratings yet
- Industrial Project Report (WPS)Document79 pagesIndustrial Project Report (WPS)Khairil Anwar MuhajirNo ratings yet
- Chapter 2 Rankine Cycle in EnglishDocument26 pagesChapter 2 Rankine Cycle in EnglishRahmandan HafidNo ratings yet
- Cek Item SapDocument30 pagesCek Item Sapiduy emailsNo ratings yet
- Dynamics Final Exam CoverageDocument6 pagesDynamics Final Exam CoverageRhona BASKIÑASNo ratings yet
- To Study The Construction and Working of 4 - Stroke Petrol / Diesel EngineDocument7 pagesTo Study The Construction and Working of 4 - Stroke Petrol / Diesel EngineBanwari Lal PrajapatNo ratings yet
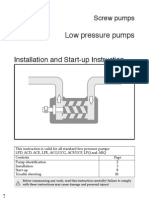
- Low Pressure Pumps: Installation and Start-Up InstructionDocument12 pagesLow Pressure Pumps: Installation and Start-Up InstructionsmithworkNo ratings yet
- Leser US Order Price Information 2012Document204 pagesLeser US Order Price Information 2012Matheus de AlmeidaNo ratings yet
- Difference BW LBF and LBDocument3 pagesDifference BW LBF and LBbshahidhNo ratings yet
- 33Document40 pages33farida2020No ratings yet
- 9-Baja Reaction Parts Catalog - Br150 Howhit 150cc Go Kart (Vin Prefix l6k)Document42 pages9-Baja Reaction Parts Catalog - Br150 Howhit 150cc Go Kart (Vin Prefix l6k)oakstrNo ratings yet
- Rotordynamic For Vertical PumpDocument14 pagesRotordynamic For Vertical PumpVgvr GvlsvNo ratings yet
- Aerodynamic Ground EffectDocument12 pagesAerodynamic Ground EffectLev SorkinNo ratings yet
- 1.C.1 Limitations On The Work That Can Be Supplied by A Heat EngineDocument30 pages1.C.1 Limitations On The Work That Can Be Supplied by A Heat EnginekamsNo ratings yet
- Retrofit of A Briggs and Stratton Small Engine To Run E85Document8 pagesRetrofit of A Briggs and Stratton Small Engine To Run E85Alghazee Abo-jlalNo ratings yet
- Clausius ClapeyronDocument2 pagesClausius ClapeyronKarthikeyanNo ratings yet