Professional Documents
Culture Documents
Importancias y Evolucion de Uniones
Uploaded by
Isma RiveraCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Importancias y Evolucion de Uniones
Uploaded by
Isma RiveraCopyright:
Available Formats
Importancia y evolucin de los elementos de
unin
1.- INTRODUCCION.
En la mayora de los casos, las mquinas, herramientas, tiles y mecanismos estn
compuestos por varias piezas unidas entre s para cumplir su funcin. En este trabajo se
analizarn diferentes elementos de unin.
A veces es necesario poder desmontar las piezas de un conjunto sin que stas sufran
ningn dao, mientras que en otras ocasiones las uniones deben mantenerse
permanentemente.
Durante el desarrollo de este tema daremos un recorrido de los distintos tipos de uniones,
las fcilmente desmontables y las permanentes, diferenciando las caractersticas de cada
una de ellas y conociendo los distintos mtodos de realizacin de las uniones y
posteriormente con mayor profundidad estudiaremos dentro del tipo de uniones fcilmente
desmontables los elementos de unin Tornillos y Esprragos.
Importancia y evolucin de los elementos de
unin
2.- OBJIETIVO GENERAL
Conocer los distintos tipos de uniones, las fcilmente desmontables y las permanentes,
diferenciando las caractersticas de cada una de ellas y conociendo los distintos
elementos de realizacin de las uniones y su evolucin.
2.1.- Objetivos Especficos.
Conocer los elementos de unin: Tornillo y Esprragos y sus caractersticas.
Usos y campos de aplicacin de los Tornillos; sus ventajas y desventajas.
Usos y campos de aplicacin de los Esprragos; sus ventajas y desventajas.
Conocer ventajas y desventajas al utilizar tornillos y esprragos como elementos de
unin.
Importancia y evolucin de los elementos de
unin
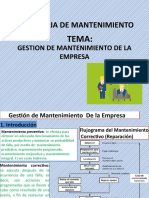
3.- GENERALIDADES
ELEMENTOS DE UNION FIJOS
Las uniones fijas son aquellas uniones cuyos elementos de unin son imposibles de separar
sin producir algn desperfecto o rotura en alguno de ellos por estas razones, las uniones fijas
ms comunes; hoy en da son las uniones fijas soldadas, las remachadas y por roblones, por
ajuste a presin y mediante adhesivos. La salvedad de la unin mediante adhesivo, las
uniones fijas normalmente se utilizan cuando la unin entre los dos elementos debe aguantar
esfuerzos mecnicos importantes (aunque existen adhesivos sintticos muy y muy fuertes).
Vamos a ver ahora con un poquito de profundidad las diferentes opciones para este tipo de
uniones mecnicas.
ROBLONE O REMACHES
Robln slido es un elemento mecnico de unin no desmontable de dos piezas planas. Est
formado por un eje y una cabeza. Para fijar las dos piezas planas se debe efectuar un orificio
en ambas caras. Posteriormente se hace pasar el robln slido a travs del agujero y se
deforma plsticamente el extremo del eje, de forma que ya no se puede desmontar.
Materiales
Los materiales del robln slido, se seleccionan dependiendo del esfuerzos que tenga que
soportar. Adems, se deben tener en cuenta las condiciones de presin, temperatura y
comportamiento a fatiga de dicho material. Otro factor a tener en cuenta en uniones
Importancia y evolucin de los elementos de
unin
heterogneas metlicas (diferente material) es la posibilidad corrosin por par galvnico los
cuales son:
Aluminio y sus aleaciones
Se usan por su bajo peso en aplicaciones de la industria aeroespacial que no
requieran grandes solicitaciones. Las ms comunes son las aleaciones
de Aluminio 2017, 2024, 2117, 7050, 5056, 55000 y V-65.
Hasta los aos 70, la industria aeroespacial trabaj mayormente con roblones slidos
de aleacin de aluminio con un tratamiento. Esto proporcionaba a los roblones
demasiada rigidez, lo cual dificultaba su supervisin y aplicacin de tcnicas de
anlisis no destructivos (deteccin de grietas en fase de crecimiento, deformaciones
plsticas lentas, etc.) A partir de entonces, se comenz a dar tratamientos de recocido
al aluminio. El problema es que deban ser instalados en menos de 2 horas, ya que de
lo contrario se produca un endurecimiento. Una opcin para evitar este
endurecimiento era almacenarlos a una temperatura de -20C.
Titanio y sus aleaciones
Se usan en el mismo campo que los anteriores, pero con la particularidad de poder
soportar mayores esfuerzos con el mismo tamao de robln y poder resistir altas
temperaturas sin mermar sus cualidades.
Acero al carbono
Son los ms utilizados a lo largo de la historia y actualmente. A igualdad de tamao
son entre 3 y 4 veces ms pesados que los anteriores, lo que los desaconseja para su
uso en vehculos. Se suelen utilizar en el mbito de la construccin, maquinaria y
decoracin.
Cobre
Fciles de montar gracias a la ductilidad del material. Soportan esfuerzos bajos.
Nquel
Las ms comunes son las aleaciones de las familias Monel e Inconel.
Bronce
Fciles de montar, gracias a la ductilidad del material. Soportan esfuerzos mediosbajos.
Aleaciones de acero
Importancia y evolucin de los elementos de
unin
Dentro de este campo existen multitud de aleaciones distintas en funcin de la
aplicacin deseada, ya sea resistencia a la corrosin, a la oxidacin, a la temperatura,
etc. Dentro de este campo se pueden destacar el acero inoxidable serie 3XX, muy
utilizado en aplicaciones de la industria alimentaria (tanques y recipientes) y el acero
de alta temperatura A286, muy utilizado para aplicaciones de alta temperatura como
hornos y quemadores.
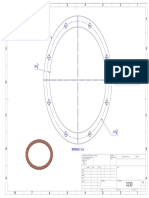
Geometria
Entre las variantes geomtricas ms comunes podemos encontrar:
Robln slido de cabeza redonda (DIN-124, DIN-660, JIS-B1213, ISO-1054)
Robln slido de cabeza avellanada (DIN-302, DIN-661, JIS-B1213)
Robln slido de cabeza avellanada redondeada (DIN 662). Tambin conocido
como robln de cabeza de sebo.
Robln slido de cabeza redonda aplanada (DIN 674)
Robln slido de cabeza avellanada aplanada (DIN 675)
En la siguiente figura se pueden observar las variantes geomtricas
citadas:
Dos roblones.
Las referencias a normativa anteriores son para unidades mtricas. Para
unidades imperiales consltese la norma ANSI.B18.1.1 (pequeos
dimetros) y ANSI.B18.1.2 (grandes dimetros).
Aplicaciones
El campo de aplicacin de los roblones slidos es muy variado. A continuacin se exponen los
mbitos de aplicacin ms representativos.
Importancia y evolucin de los elementos de
unin
Construccin: Se han empleado roblones slidos para la construccin de
estructuras metlicas, como pueden ser puentes, prticos y naves.
Maquinaria: Antiguamente se utilizaban roblones slidos en lugar
depernos o soldadura para determinadas uniones de mquinas
Industria aeroespacial: Empleado en el fuselaje y otros elementos estructurales
internos de los aviones.
Decoracin: Se emplean roblones de forma decorativa cuando se pretende dar un
aire antiguo a un elemento. Su uso decorativo ms frecuente es en las rejas de
forja.
Caractersticas
De un modo general, se pueden definir unas caractersticas preliminares de los roblones
slidos, que son las siguientes:
Posibilidad de unir materiales diferentes
No es adecuado para grandes espesores
Resistencia inferior a la que se puede conseguir con un perno, debido a la
inexistencia de pretensado
Unin no desmontable. Para ser desmontada requiere ser destruida.
Unin no estanca, aunque se pueden adoptar soluciones vlidas introduciendo un
casquillo polimrico para proporcionar estanqueidad.
A partir de aqu se tratan distintos aspectos importantes acerca de los
roblones slidos.
Unin de las piezas
Se puede realizar de forma automatizada o de forma manual. A continuacin se expone el
mtodo de montaje manual de uniones de roblones slidos.
Importancia y evolucin de los elementos de
unin
1. Montaje preliminar. se montan las dos piezas a unir y se hace pasar el robln slido
a travs del hueco. Se debe tener en cuenta que el agujero debe ser ligeramente
mayor que el robln (no debe haber ajuste).
2. Se unen las dos piezas a unir, sin utilizar el robln.
3. Se corta el robln a medida (eliminacin del sobrante). Se deben tener en cuenta
las recomendaciones del fabricante para el montaje adecuado. En caso de no disponer
se podra realizar un clculo teniendo en cuenta que el volumen del robln antes y
despus de la deformacin es el mismo.
4. Se deforma longitudinalmente el robln, produciendo deformacin plstica y
consiguiendo que rellene todo el hueco del agujero libre.
5. Se da una preforma a la cabeza, para evitar pliegues o defectos en siguientes fases.
Importancia y evolucin de los elementos de
unin
6. Se deforma la cabeza del robln mediante dos moldes.
7. Se retira el utillaje y se le da el acabado si es necesario (pulido, pintado, etc.)
En base a todo lo expuesto anteriormente, se puede ver que no es un proceso sencillo. Se
requiere de utillaje para realizar de forma correcta la unin. Se requieren fuerzas elevadas
para la deformacin del robln, lo cual dificulta todava ms el proceso, por la necesidad de
una prensa hidrulica o de un operario martilleando.
Desmontabilidad
Para desmontarlos hay que eliminar la cabeza de uno de los lados. En la mayor parte de los
casos con esto puede ser suficiente y el robln saldr por s solo, con unos golpes de martillo
o con una prensa hidrulica. En caso contrario, se puede practicar un taladro longitudinal que
atraviese el robln. Si se realiza esto ltimo hay que tener cuidado de no taladrar nada que no
sea el robln, ya que deberamos sustituir el robln por uno de mayor dimetro. Una prctica
frecuente es sustituir un robln por un perno, ya que en la actualidad este tipo de unin es
mucho ms conocida y desempea su funcin de forma similar.
Nivel de seguridad
El nivel de seguridad actual de los roblones slidos es muy alto. Se estn utilizando roblones
slidos para realizar uniones de responsabilidad de diferentes componentes. La principal baza
de este tipo de uniones es la posibilidad de ser inspeccionados mediante tcnicas de ensayos
no destructivos. Se tienden a fabricar de materiales que tienen un lmite de rotura y una
elongacin de rotura altos, de forma que la fractura no es frgil, sino dctil. Esto es muy
importante desde el punto de vista de la seguridad ya que la unin muestra sntomas de
daos antes de la rotura final. Este comportamiento es muy importante de cara a soportar
esfuerzos continuados a fatiga.
Adems, las uniones por roblones, al contrario de las uniones roscadas, no se pueden aflojar
por vibraciones, es por ello que los roblones desempean tareas de unin en entornos con
presencia de vibraciones.
Otro aspecto a favor de los roblones slidos con respecto a las uniones roscadas es la no
existencia de cambios de seccin. Cada surco de la rosca constituye un concentrador de
tensin y, por tanto, un punto candidato a convertirse en una grieta.
Esfuerzos a soportar
Importancia y evolucin de los elementos de
unin
Los roblones o remaches estn pensados para trabajar resistiendo el esfuerzo cortante.
Tambin puede trabajar a traccin.
Fallo por cortadura del robln slido.- consiste en el corte transversal del robln slido.
Fallo por aplastamiento del robln slido.- Consiste en el aplastamiento de las caras laterales
del remache debido a la compresin realizada por las chapas. La tensin de aplastamiento
ms desfavorable estar en la chapa ms delgada.
Ambiente de trabajo
Los roblones slidos estn adaptados a una multitud de condiciones de trabajo. Condiciones
muy adversas.
Temperatura: la temperatura de trabajo de un robln slido est directamente relacionada con
el material del robln y de la matriz. Se debe prestar especial atencin a no sobrepasar la
temperatura de fluencia del robln, para evitar fallos prematuros. Para el caso de materiales
que trabajen mal a bajas temperaturas, se deben tener en cuenta cuales son las condiciones
de transicin de estructura a bajas temperaturas (como sucede en el acero, en polmeros,
etc.)
Presin: los roblones slidos trabajan bien a presin. No obstante, cuando lo que se quiere
lograr es estanqueidad de recipientes a alta presin no son la mejor solucin, ya que los
roblones slidos en general no son estancos. En estos casos, se debera optar por otros tipos
de uniones estancas, como soldadura.
Corrosin: se debe prestar especial atencin a la corrosin por par galvnico cuando se tiene
una unin robln-matriz heterognea, es decir, de diferentes materiales. Se deber intentar
que las uniones sean homogneas y, en caso de no ser posible, realizar uniones entre
materiales compatibles o incluir separadores. Otro factor a tener en cuenta es la posibilidad de
penetracin de humedad en pequeos huecos internos que queden al conformar la unin, que
pueden corroer internamente la unin.
Uniones fijas por soldadura
EL PRIMER SOLSDADOR
Muchos asignan el crdito de ser los precursores de la soldadura a Sir
Humphrey Davy quien descubri el arco elctrico en 1801 y a Auguste De
Meritens con su primera soldadora por arco elctrico en 1880. Sin embargo
Mucho antes de que estos dos distinguidos seores aparecieran en escena, el
profesor G. Ch. Lichtenberg (Goettingen 1742-1799) suelda una bobina de reloj
y una hoja de cortaplumas mediante arco elctrico. El suceso es descrito por el
Importancia y evolucin de los elementos de
unin
profesor Lichtenberg en una carta escrita a su amigo J. A. H. Reinmarius en
1782, en ella describe un proceso de unin mediante electricidad similar al
realizado por el arco elctrico.
Desarrollo Histrico
La historia de la soldadura no estara completa sin mencionar las
contribuciones realizadas por los antiguos metalrgicos. Existen manuscritos
que detallan el hermoso trabajo en metales realizado en tiempos de los
Farahones de Egipto, en el Antiguo Testamento el trabajo en metal se menciona
frecuentemente. En el tiempo del Imperio Romano ya se haban desarrollado
algunos procesos, los principales eran soldering brazing y la forja. La forja fue
muy importante en la civilizacin romana es as como a Volcano, dios del
fuego, se le atribua gran habilidad en este proceso y otras artes realizados con
metales.
Primeros Avances Cronolgicamente el desarrollo de la Soldadura fue:
Soldadura por Forja - La soldadura por forja, actualmente una arte olvidado, es
considerada el primer proceso original para la unin de metales. Consista en
calentar las piezas, y golpearlas hasta que se fusionaban. En el ao 1350 a.C.
ya exista la soldadura por forja, esto debido a una miniatura de hierro utilizada
como apoyo la cual se encontr en el atad de faran Tutankhamon
Usos y ltimos Avances
Los Usos ms comunes de la soldadura por forja fueron: Soldadura por
Martillo: (llamada generalmente soldadura smith) Soldadura por Dados
Soldadura por Rodillo La principal diferencia entre estos procesos fue la manera
en que la presin era aplicada.
Forja en la antigedad
Forja en la modernidad
Soldadura por Gas
Soldadura por Llama Oxiacetilnica (evolucin)
Importancia y evolucin de los elementos de
unin
En 1895 el mundo fue informado por un qumico francs, Henry Louis Le
Chatelier que ; la combustin de volmenes iguales de oxgeno y acetileno
produca una llama con la temperatura ms alta que cualquier otra llama
producida por gas. En un paper presentado a la Academe des Sciences, Le
Chatelier describi las propiedades de la llama llam la atencin frente a su
carcter no oxidante. En Mayo de se mismo ao el Dr. Carl von Linde facilita la
produccin de aire del agua en Alemania. Este fue el precursor de los procesos
actuales de produccin de oxgeno. La unin de ambas investigaciones gener
un proceso para unir metales con relativa facilidad. Las investigaciones de Le
Chatelier atrajeron la atencin de otros investigadores y muchos experimentos
se destinaron a encontrar una manera de controlar la llama oxiacetilnica para
soldadura. Finalmente en 1903 el proceso de Soldadura por Llama
Oxiacetilnica ya era utilizado industrialmente en Europa, tal como lo fue luego
en EEUU.
Importancia
Este tipo de soldadura es tiene una serie de importancia tanto en las
industrias o empresa; yaqu es de fcil transporte, permite unir piezas y
cortar piezas dependiendo el tipo de boquilla que se adapta .Se pueden
soldar distintos materiales: acero, cobre, latn, aluminio, magnesio, fundiciones
y sus respectivas aleaciones. Tanto el oxgeno como el acetileno se
suministran en botellas de acero estirado, a una presin de 15 kpa/cm para el
acetileno y de 200 kpa/cm para el oxgeno. Para soldar planchas delgadas
de acero. Tuberas complicadas. Algunos otros metales como acero inoxidable.
Otro de sus usos es cuando no hay energa elctrica disponible.
Accesorios de soldadura
antigua
Accesorios de soladura modernidad
Importancia y evolucin de los elementos de
unin
Soldadura al Arco Elctrico
En los aos 1880 y 1890 se desarrollaron muchas investigaciones sobre el arco
elctrico como fuente de calor para soldadura. Una de las primeras en tener
xito fue la de N. V. Benardos quien patent la primera soldadora al arco en
1885 (Fig. 1). Esta posea un mango aislado para poder moverla mientras se
llevaba a cabo la soldadura. Benardos mejor luego su aparato el cual poda
soldar dos placas con la ayuda de un molde para soportar el metal liquido. El
arco se creaba entre las placas y el electrodo de carbn, luego una barra de
hierro insertada en el arco se funda y llenaba el espacio entre las placas. El
proceso de Benardos se hizo muy popular en Europa, la Fig. 2 ilustra lo que
probablemente fue la primera multiestacin de soldadura. Benardos construyo
este aparto para una empresa francesa. Ella consista en un dnamo y una gran
batera acumulador que produca la corriente para las tres estaciones al mismo
tiempo. La mquina conectada en paralelo con la batera, generaba mas de
900 amperes. Muchos de los dispositivos creados en esas dos dcadas nacieron
de los antiguos procesos de soldadura, forja y gas. La figura 3 muestra una
forma de transicin. La pieza de trabajo se monta en dos tableros, con los
extremos a unir juntos bajo un arco elctrico procedente de un electrodo de
carbn vertical. Cuando los extremos alcanzan la temperatura precisa, ambas
piezas son empujadas y mantenidas en esta posicin mediante un mecanismo
que mueve ambos cabezales.
Importancia
Este tipo de soldadura es importante porque es compatible prcticamente con
todos los metales todos los metales con la excepcin del aluminio, El proceso
no est limitado a talleres; tambin su presencia es notoria en los exteriores,
en sitios de construccin y aun bajo el agua. Como contrapeso a su
relativamente baja velocidad de soldadura y ausencia de mecanizacin del
proceso, estn el bajo costo del equipo, facilidad de manejo y bajo ruido
durante la soldadura con corriente continua. Al terminar de soldar, puede
haber una capa de escoria a remover, pero esto provee una proteccin ptima
a la unin.
Para la soldadura sin problemas de varios materiales, la ltima generacin de
fuentes de corriente dispone de numerosas funciones adicionales. El principio
bsico de estas funciones adicionales se explica a continuacin. El proceso de
encendido de por s debe ser silencioso, preciso y libre de salpicaduras. Este
requerimiento se obtiene con la funcin SoftStart, logrando que el trabajar con
electrodos bsicos sea significativamente ms fcil. SoftStart se acciona al
poner la punta del electrodo desnudo en la pieza a trabajar. Inmediatamente
Importancia y evolucin de los elementos de
unin
despus de elevar el electrodo se enciende el arco elctrico con aprox. 30 A. Al
separar el electrodo aun ms, la corriente de soldar se incrementa
continuamente hasta alcanzar el valor preestablecido. El feliz resultado es una
suave y precisa ignicin, libre de salpicadura.
Durante la soldadura con electrodos de gota grande, existe el riesgo de
pegarse. Antes de que se llegue a esa etapa, la corriente de soldar se
incrementa en una fraccin de segundo y libera al electrodo. Este
comportamiento lo llamamos dinmico (Arc-Force Control). Si el electrodo
llegara aun as a quedarse pegado, la funcin Anti Stick (anti-pegado) se
activa, deteniendo la corriente de soldadura inmediatamente. De esta manera,
el electrodo permanece sin dao.
Accesorios de soladura antigua por
arco elctrico
Accesorios de soladura moderna por
arco elctrico
Soldadura blanda Esta soldadura de tipo heterogneo se realiza a
temperaturas por debajo de los 400 oC. El material metlico de aportacin ms
empleado es una aleacin de estao y plomo, que funde a 230 oC
aproximadamente.
: Soldadura Tecnologa industrial I.E.S. Cristbal de Monroy. Dpto. de
Tecnologa pgina 3 de 11 mojado de las mismas. A continuacin se
calientan las superficies con un soldador y, cuando alcanzan la temperatura de
fusin del metal de aportacin, se aplica ste; el metal corre libremente,
moja las superficies y se endurece cuando enfra. El estao se une con los
metales de las superficies que se van a soldar. Comnmente se estaan, por el
procedimiento antes indicado, ambas caras de las piezas que se van a unir y
posteriormente se calientan simultneamente, quedando as unidas. En
Importancia y evolucin de los elementos de
unin
muchas ocasiones, el material de aportacin se presenta en forma de hilo
enrollado en un carrete. En este caso, el interior del hilo es hueco y va relleno
con la resma antioxidante, lo que hace innecesario recubrir la superficie. Tiene
multitud de aplicaciones, entre las que destacan: - Electrnica. Para soldar
componentes en placas de circuitos impresos.
Procesos de soldadura blanda
Se destacan los siguientes procesos por su importancia:
Soldadura blanda con soplete
Soldadura blanda en horno
Soldadura blanda por induccin
Soldadura blanda por resistencia
Soldadura blanda por inmersin
Soldadura blanda por infrarrojos
Soldadura blanda con soldador de cobre
Soldadura blanda por ultrasonido
Soldadura blanda con pasta
Soldadura blanda con olas
Importancia
La soldadura blanda en importante porque se aplica ble
a la
fabricacin de juguetes hasta de motores de aviones y vehculos espaciales. En general se
utiliza para la unin de piezas de pequeo tamao, piezas de diferentes materiales, donde
sera muy difcil utilizar un proceso de soldadura por fusin. La soldadura blanda se suele
utilizar en componentes electrnicos, como circuitos impresos o transistores, piezas
ornamentales y piezas de intercambiadores de calor.
Soldaduras de plomo. Se usan en fontanera para unir tuberas de plomo, o
tapar grietas existentes en ellas. - Soldadura de cables elctricos. - Soldadura
de chapas de hojalata. Aunque la soldadura blanda es muy fcil de realizar,
Importancia y evolucin de los elementos de
unin
presenta el inconveniente de que su resistencia mecnica es menor que la de
los metales soldados; adems, da lugar a fenmenos de corrosin. Soldadura
fuerte Tambin se llama dura o amarilla. Es similar a la blanda, pero se
alcanzan temperaturas de hasta 800 o C. Como metal de aportacin se suelen
usar aleaciones de plata, y estao (conocida como soldadura de plata); o de
cobre y cinc . Como material fundente para cubrir las superficies,
desoxidndolas, se emplea el brax. Un soplete de gas aporta el calor
necesario para la unin. La soldadura se efecta generalmente a tope, pero
tambin se suelda a solape y en ngulo. Este tipo de soldadura se lleva a cabo
cuando se exige una resistencia considerable en la unin de dos piezas
metlicas, o bien se trata de obtener uniones que hayan de resistir esfuerzos
muy elevados o temperaturas excesivas. Se admite que, por lo general, una
soldadura fuerte es ms resistente que el mismo metal que une. La soldadura
por presin La soldadura en fro es un tipo de soldadura donde la unin entre
los metales se produce sin aportacin de calor. Puede resultar muy til en
aplicaciones en las que sea fundamental no Procedimientos de unin:
Soldadura Tecnologa industrial I.E.S. Cristbal de Monroy.
. Se puede realizar de las siguientes maneras: Por presin en frio o en caliente.
Consiste en limpiar concienzudamente las superficies que hay que unir; y, tras
ponerlas en contacto, aplicar una presin sobre ellas hasta que se produzca la
unin. Por friccin. Se hace girar el extremo de una de las piezas y, despus, se
pone en contacto con la otra. El calor producido por la friccin une ambas
Soldadura por Resistencia
Con el desarrollo y distribucin de la electricidad por las compaas de energa,
entre los aos 1880 y 1890, el trabajo de Joule en el calentamiento de
resistencias elctricas fue retomado por algunos investigadores. Uno de los que
tom la delantera fue el profesor Elihu Thompson quien es considerado como el
padre de la soldadura por resistencia elctrica. En uno de sus experimentos
Thompson utilizaba una bobina simple y una batera para producir una
descarga de alta tensin cuyo propsito era la carga de condensadores. Su
inters se centro en descubrir que ocurra en el proceso inverso, es decir la
descarga fuera desde el condensador hacia la bobina. En este arreglo el
devanado secundario estaba hecho de finos alambres, mientras que el primario
estaba hecho d gruesos alambres y unidos por delgados contactos. El
resultado? La descarga de corriente a travs de los finos alambres del
secundario con seguridad fundira los terminales del circuito primario.
Durante esos aos, Thompson estaba se vio involucrado en una exhaustiva
serie de experimentos en aparatos para generar corriente para la lmpara de
arco. Este trabajo le quito mucho tiempo y sus experimentos sobre resistencia
elctrica fueron dejados de lado por algunos aos. En 1881 algunos cambios en
la empresa en donde trabajaba le dieron ms tiempo para desarrollar sus ideas
Importancia y evolucin de los elementos de
unin
sobre soldadura, y entre 1883 y 1885 comenz a fabricar su aparato soldador
acorde con sus primeras ideas. Con un dnamo de C. A. de 3 bobinas que haba
construido en 1879 y un transformador provisto de abrazaderas para sujetar la
pieza a soldar llevo a cabo su experimento original (1885). A comienzos de
1886 perfeccion el proceso patent su invencin. El proceso original era
utilizado para realizar slo soldaduras de tope, y para unir piezas de metal de
igual rea.
Importancia
Este tipo de soldadura por puntos tiene gran importancia en la
industria moderna, sobre todo en chapa fina. Se emplea en la
fabricacin de carroceras de automviles, electrodomsticos
(por ejemplo, heladeras), y en las industrias elctrica y de
juguetera.
Existen algunas variantes de la soladura por puntos: por
puntos individuales, por puntos mltiples, bilateral, unilateral,
etc
Soldadura fuerte
Tambin se llama dura o amarilla. Es similar a la blanda, pero se alcanzan
temperaturas de hasta 800 C. Como metal de aportacin se suelen usar
aleaciones de plata, y estao (conocida como soldadura de plata); o de cobre y
cinc . Como material fundente para cubrir las superficies, desoxidndolas, se
Importancia y evolucin de los elementos de
unin
emplea el brax. Un soplete de gas aporta el calor necesario para la unin. La
soldadura se efecta generalmente a tope, pero tambin se suelda a solape y
en ngulo.
La soldadura por presin
La soldadura en fro es un tipo de soldadura donde la unin entre los metales
se produce sin aportacin de calor. Puede resultar muy til en aplicaciones en
las que sea fundamental no alterar la estructura o las propiedades de los
materiales que se unen.
Se puede realizar de las siguientes maneras:
Por presin en frio o en caliente. Consiste en limpiar concienzudamente las
superficies que hay que unir; y, tras ponerlas en contacto, aplicar una presin
sobre ellas hasta que se produzca la unin.
Por friccin. Se hace girar el extremo de una de las piezas y, despus, se pone
en contacto con la otra. El calor producido por la friccin une ambas piezas por
deformacin
Soldadura por arco sumergido Utiliza un electrodo metlico continuo y
desnudo. El arco se produce entre el alambre y la pieza bajo una capa de
fundente granulado que se va depositando delante del arco. Tras la soldadura
se recoge el fundente que no ha intervenido en la operacin. de
Soldadura por arco en atmsfera inerte
Este procedimiento se basa en aislar el arco y el me tal fundido de la
atmsfera, mediante un gas inerte (helio, argn, hidrgeno, anhdrido
carbnico, etc.). Existen varios procedimientos: - Con electrodo refractario
(mtodo TIG).
El arco salta entre el electrodo de Wolframio o tungteno (que no se consume) y
la pieza, el metal de aportacin es una varilla sin revestimiento de composicin
similar a la del metal base. - Con electrodo consumible (mtodo MIG y MAG).
Aqu se sustituye el electrodo refractario de wolframio por un hilo de alambre
continuo y sin revestimiento que se hace llegar a la pistola junto con el gas.
Segn sea el gas as recibe el nombre, (MIG = Metal Inerte Gas) o MAG si utiliza
anhdrido carbnico que es ms barato. La soldadura por arco elctrico puede
realizarse empleando +. La tensin ms ventajosa en corriente continua es de
25 a 30 voltios, pero para cebar el arco al comenzar la tensin ha de ser de 70
a 100 voltios; por este motivo, es necesario intercalar una resistencia en serie
que haga de regulador. La intensidad de corriente est comprendida entre 30 y
300 amperios, segn la amplitud y la profundidad de la soldadura que se vaya
a realizar. Las mquinas de corriente alterna para soldadura llevan un
Importancia y evolucin de los elementos de
unin
transformador que reduce la tensin de la red, generalmente de 220 voltios, a
la de soldadura (inferior a Procedimientos de unin: Soldadura Tecnologa
industrial I.E.S. Cristbal de Monroy. Dpto. de Tecnologa pgina 9 de 11 70
voltios).
Soldadura aluminotrmica o con termita
Utiliza como fuente de calor para fundir los bordes de las piezas a unir y metal
de aportacin el hierro lquido y sobrecalentado que se obtiene de la reaccin
qumica se produce entre el xido de hierro y el aluminio de la cual se obtiene
la almina (xido de aluminio), hierro y una muy alta temperatura.
La soldadura por arco plasma
es conocida tcnicamente como PAW (Plasma Arc Welding), y utiliza los mismos
principios que la soldadura TIG, por lo que puede considerarse como un
desarrollo de este ltimo proceso. Sin embargo, tanto la densidad energtica
como las temperaturas son en este proceso mucho ms elevadas ya que
el estado plasmtico se alcanza cuando un gas es calentado a una temperatura
suficiente para conseguir su ionizacin, separando as el elemento en iones y
electrones.
La soldadura por plasma (PAW) se presenta en tres modalidades:
1. Soldadura microplasma, con corrientes de soldadura desde 0.1 Amp. hasta
20 Amp.
2. Soldadura por fusion metal to metal, con corrientes de soldadura desde 20
Amp. hasta 100 Amp.
3. Soldadura Keyhole, por encima de los 100 Amp. en el cual el arco plasma
penetra todo el espesor del material a soldar.
Importancia
Es importante; porque, tiene mayor ventaja del proceso PAW es que su zona
de impacto es dos o tres veces inferior en comparacin a la soldadura TIG, por
lo que se convierte en una tcnica ptima para soldar metal de espesores
pequeos.
Importancia y evolucin de los elementos de
unin
Principalmente, se utiliza en uniones de alta calidad tales como en construccin
aeroespacial, plantas de procesos qumicos e industrias petroleras.
Uniones Adhesivas.
Los adhesivos son usados desde la antigedad, se tiene registros en esculturas
y grabados de 3300 aos de antigedad donde ya se usaba pegamento y
brocha para pegar chapas a planchas de madera. El pegado fue probablemente
el primero de los mtodos de unin permanente.
Los adhesivos ofrecen muchas posibilidades de unin al integrar diferentes
materiales de diferente naturaleza.
La unin adhesiva es un proceso de unin en el cual se usa un material de
rellenador para mantener juntas 2 o ms partes muy cercanas mediante la
fijacin de la superficie.
Curvado o Galvanizado.
Proceso mediante el cual se modifican las propiedades fsicas del adhesivo de
liquido a solido para obtener la sujecin de las superficies de las partes.
El vulcanizado se provoca frecuentemente mediante calor o un catalizador y
en ocasin se aplica presin entre las dos partes para activar el proceso de
unin. Si se requiere calor, las temperaturas son muy bajas por lo que no se
afectan los materiales que se unen, lo cual es una ventaja del pegado. Adems
el vulcanizado requiere de un tiempo determinado llamada tiempo de
vulcanizado o tiempo de estabilizado, a veces este tiempo es importante y es
una desventaja en la manufactura.
La resistencia de la unin en la sujecin adhesiva est determinada por la
fortaleza del adhesivo mismo. La resistencia de la adhesin proviene de varios
mecanismos y todos ellos dependen del adhesivo y las partes adheridas
particulares:
1) Unin qumica, el adhesivo se une a las partes y forma una unin qumica
primaria tras el endurecimiento.
2) Interacciones fsicas, se producen fuerzas de unin secundarias entre los
tomos de las superficies opuestas.
3) Entrelazado mecnico, la dureza de las superficies provoca que el
adhesivo endurecido se enrede o atrape en sus asperezas de superficie
microscpica.
Para que estos mecanismos de adhesin operen con mejores resultados deben
predominar las siguientes condiciones:
Importancia y evolucin de los elementos de
unin
1) Las superficies adheridas deben estar limpias y libres de partculas de
suciedad.
2) El adhesivo en su forma lquida inicial debe conseguir una humidificacin
completa de la superficie de la parte adherida.
3) Es til que las superficies no estn perfectamente lisas.
Diseo de uniones.
Las uniones con adhesivos no son tan fuertes como las hechas con soldadura,
por lo que debe considerarse el diseo de las uniones adhesivas, aplicando
ciertos principios:
1) Maximizar el rea de contacto de la unin.
2) Los pegados son ms fuertes en cizalla y tensin y deben disearse para
aplicar tensin de estos tipos.
3) Los pegados son dbiles en hendiduras o desprendimientos y deben
disearse para evitar este tipo de tensiones.
Adems de la configuracin mecnica de la unin, la aplicacin debe
seleccionarse para que las propiedades fsicas y qumicas del adhesivo y las
partes adheridas sean compatibles bajo las condiciones de servicio a las que
est sujeto el ensamble.
Tipos de adhesivos.
Se clasifican en 3 categoras:
1)
2)
3)
Naturales.
Inorgnicos.
Sintticos
Adhesivos naturales.
Son materiales derivados de fuentes naturales. Esta categora por lo general se
limita a aplicaciones de baja tensin, o donde estn implcitas reas de
superficies grandes.
Adhesivos inorgnicos.
Se basan principalmente en el silicato de sodio y el oxicloruro de magnesio.
Tienen un costo bajo, as como baja resistencia, lo cual es una seria limitacin.
Adhesivos sintticos.
Importancia y evolucin de los elementos de
unin
Es la categora ms importante en la manufactura. Se vulcanizan mediante
diversos mecanismos, entre los que se encuentran:
1) Mezcla de un catalizador o un ingrediente reactivo con el polmero
inmediatamente antes de aplicarlo.
2) Calentamiento para iniciar una reaccin qumica.
3) Vulcanizacin con radiacin o luz ultravioleta.
4) Vulcanizacin mediante evaporacin.
Aplicaciones.
Preparacin de la superficie.
La resistencia de la unin depende del grado de adhesin entre el adhesivo y
las partes adheridas, y en consecuencia tambin de la limpieza de la superficie.
Para partes metlicas.
Se usa el desengrasado con vapor o la limpieza con solventes y el desgaste de
la superficie mediante el pulido y otros procesos, esto mejora la adherencia.
Para partes no metlicas.
Se usa algn limpiador solvente y en ocasiones las superficies se desgastan en
forma mecnica o se atacan qumicamente para aumentar la aspereza.
Es deseable realizar el proceso de pegado lo ms pronto posible despus de
realizar estos tratamientos, ya que mientras transcurre el tiempo aumentan la
oxidacin de las superficies y la acumulacin de impurezas.
Mtodos de aplicacin.
El adhesivo se puede aplicar en una o ambas superficies de diversas formas.
Aplicacin con brocha: se ejecuta de forma manual usando una brocha
de cerdas duras. Los recubrimientos resultantes con frecuencia no son
uniformes.
Rodillos manuales: son similares a los rodillos de pintura, se aplica el
adhesivo desde un contenedor plano.
Serigrafa: el adhesivo solo cubre reas seleccionadas de la superficie de
la parte a travs de reas abiertas en la pantalla.
Importancia y evolucin de los elementos de
unin
Por flujo: se utilizan manualmente pistolas de flujo alimentadas a presin
para tener un mejor control que con la brocha.
Por aspersin o atomizacin: se usa una pistola de aspersin impulsada
por aire para una aplicacin rpida sobre reas grandes o difciles de
alcanzar.
Con aplicadores automticos: se hace con despachadores y boquillas
automticas, se usan en produccin a velocidad media y alta.
Recubrimiento mediante rodillo: es una forma mecanizada del rodillo,
pero en ves aplicar adhesivo para unir se usa para recubrir la superficie.
Ventajas de las uniones adhesivas.
1) Es un proceso aplicable a una amplia gama de materiales.
2) Se pueden unir partes de tamaos diferentes y secciones diferentes.
3) La adhesin ocurre sobre al rea completa de la unin y no en puntos
separados.
4) Algunos adhesivos son flexibles despus de la unin por lo que tolera
cargas y expansin trmica de las partes.
5) El vulcanizado a baja temperatura evita daos a las partes que se unen.
6) Es posible obtener un sellado al mismo tiempo que la adhesin.
7) Se simplifica el diseo de las uniones.
Limitaciones de las uniones adhesivas.
1) Las uniones no son tan fuertes como en otros mtodos.
2) El adhesivo debe ser compatible con los materiales que se van a unir.
3) Su temperatura de servicio es limitada.
4) La limpieza y preparacin de las superficies antes de la aplicacin del
adhesivo es muy importante.
5) Los tiempos de vulcanizacin pueden imponer un lmite sobre las
velocidades de produccin.
6) La inspeccin de la unin adherida es difcil de realizar.
Blog dedicado a los materiales plsticos, caractersticas, usos, fabricacin,
procesos de transformacin y reciclado
Adhesivos
Introduccin
Importancia y evolucin de los elementos de
unin
El adhesivo es una sustancia en estado lquido o semilquido con capacidad de
mantener dos materiales juntos mediante la adhesin de superficies.
Adhesivos plsticos
Historia
En la antigedad, y desde tiempos inmemoriales, se han usados ceras, resinas
naturales, gomas y breas asflticas como adhesivos calientes (fundidos) para
unir una variedad de materiales, y muchos de estos an son usados hoy en da
con xito. Se sabe que adhesivos resinosos eran usados por los egipcios hace
6000 aos atrs para unir vasijas de cermica. Otros adhesivos, tales como la
casena de la leche, almidn, azcar, y cola de animales y pescado.
El ms antiguo adhesivo conocido, que data de alrededor de 200.000 aos
antes de Cristo, es a partir de corteza de abedul-alquitrn para unir una punta
de lanza de piedra pegado a la madera, encontrada en el centro de Italia. El
uso de colas compuestas en mangos de lanzas de piedra y madera se remonta
a alrededor de 70.000 aos antes de Cristo. La evidencia de esto se ha
encontrado en Sudfrica y las colas compuestas utilizadas fueron hechas de
goma vegetal y rojo ocre
En el presente siglo se han descubierto resinas, elastmeros, derivados de la
celulosa y otros productos que han trado un mayor nmero de aplicaciones de
los adhesivos en la industria. Por ejemplo: Empaquetamiento, se han logrado
grandes procesos con los adhesivos termooclusivos que se aplican en capas
delgadas de papel, celofn, etc. Algunos adhesivos que experimentan
reacciones qumicas y que son los ms recientes, prometen reemplazar a las
soldaduras, los remaches, etc. Los adhesivos que operan por presin, como los
que usan en cintas facilitan muchas operaciones industriales.
Factores que modifican la adherencia
Afinidad del adhesivo por el material de los objetos que se van a unir. En
algunos adhesivos que contienen ingredientes con grupos reactivos, puede ser
importante la afinidad del adhesivo con la superficie, y en algunos casos se
producen reacciones qumicas.
Tendencia del adhesivo a mojar la superficie del material facilitando el contacto
entre ste y la superficie.
Consistencia y continuidad de la materia adhesiva.
Tendencia del adhesivo a penetrar la superficie del material.
Espesor y flexibilidad de la capa adhesiva.
Importancia y evolucin de los elementos de
unin
Fuerzas de adherencia
La adherencia se basa en 2 tipos de fuerzas intermoleculares: enlaces van der
Waals y uniones qumicas.
Las fuerzas de van der Waals son la base de la adherencia. Estas fuerzas de
atraccin actan entre el adhesivo y el sustrato.
Los enlaces qumicos producen el tipo de adherencia ms resistente. Estas
fuerzas se desarrollan cuando el sustrato tiene grupos qumicos que reaccionan
con el adhesivo.
El trabado mecnico tiene un papel en la adherencia; sin embargo, no suele ser
el mecanismo primario.
Algunos grupos qumicos destacan por su capacidad para formar enlaces de
van der Waals. Estos grupos pueden mejorar la adherencia cuando estn
presentes en el adhesivo o en el sustrato.
En la tabla se incluyen estos grupos en orden descendente aproximado de
propiedades de adherencia.
Grupo
Atraccin de van der Waals
Acido orgnico
Alta
Nitrilo
Alta
Amida
Alta
Oxhidrilo
Intermedia
Ester
Intermedia
Acetato
Intermedia
Cloruro
Intermedia
ter
Baja
Etileno
Baja
Los polmeros que tienen propiedades bajas de adherencia pueden mejorarse
con la adicin de un pequeo porcentaje de un cido orgnico o de acrilonitrilo.
Importancia y evolucin de los elementos de
unin
Los recubrimientos y pelculas de tipo Sarn son excelentes ejemplos de este
procedimiento.
Las resinas de recubrimiento de cloruro de polivinilideno exhiben una notable
mejora de adherencia al copolimerizarse con 1-2% de un cido orgnico. Los
adhesivos de tipo epoxi tienen adhesiones altas sin necesidad de aditivos. Las
resinas epoxi tienen grupos oxidrilo o amina en el polmero curado.
Para lograr la adherencia es necesario que los materiales queden en contacto
ntimo. Este principio se basa en el fenmeno de la tensin superficial.
Tensin superficial
Todos los materiales, ya sean lquidos o slidos, tienen fuerzas superficiales. A
estas fuerzas se les llama tensin superficial en los lquidos y energa
superficial en los slidos. Imagnese una gota de un lquido sobre una superficie
plana. La tensin del lquido tiende a darle forma de montculo. El slido en
cambio, trata de extenderla hacia una forma plana.
Si la energa superficial del slido es mayor que la del lquido, la gota se
extender.
Preparacin de las superficies
La limpieza de una superficie aumenta la tensin superficial y, por
consiguiente, la adherencia.
Existen diversas tcnicas para preparar las superficies metlicas que se desean
pegar. Primero es necesario eliminar la grasa y el aceite (generalmente por
medio de disolventes). la limpieza con disolventes no suele ser suficiente para
Importancia y evolucin de los elementos de
unin
obtener una superficie adecuada para la adherencia. Puede ser necesario tratar
las superficies por medio de mtodos qumicos o mecnicos, para eliminar los
xidos, etc. El mtodo ms adecuado es el ataque qumico con mezcla crmica,
que produce mejores resultados con el tiempo que la abrasin metlica. Los
cromatos reaccionan con la superficie, proporcionando una proteccin contra la
oxidacin.
Es importante que las superficies se peguen inmediatamente despus de la
limpieza. Los contaminantes suspendidos en el aire pueden reducir la
adherencia a la mitad en menos de una hora.
Tratamientos de superficies
El polietileno, el polipropileno, el tefln y los acetales requieren preparaciones
especiales de sus superficies para funcionar con adhesivos normales. Un
ataque apropiado es adecuado para todos estos materiales. El polietileno, el
polipropileno y los acetales pueden tratarse con diversos procesos para
aumentar la tensin superficial por encima de la del adhesivo. El tefln, resina
muy estable puede adherirse despus de un ataque con sodio. Esto elimina
flor de la superficie, dejando una capa carbonosa caf.
A continuacin se escriben algunos tratamientos de superficies.
Plsticos
Tratamiento
Polietileno y polipropileno
Ataque con mezcla crmica
Tratamiento a la flama
Tratamiento con gas
ionizado para pelculas
Acetales
Ataque para acetales de
Dupont
Tratamiento con gas
activado (plasma de helio u
oxgeno)
Fluorocarbono TFE (Tefln)
Ataque Sdico
La rugosidad superficial influye enormemente en la resistencia de la adhesin.
La relacin exacta entre resistencia, durabilidad y rugosidad superficial es
difcil de prever y puede variar entre adhesivos. Superficies rugosas
Importancia y evolucin de los elementos de
unin
proporcionan un anclaje mecnico para el adhesivo, pero pueden quedar
atrapados pequeos volmenes de aire, causando un mojado incompleto. Es
posible que los adhesivos rgidos sean ms compatibles con superficies suaves
que los adhesivos flexibles a causa de la ausencia de puntos de rugosidad que
eviten la aparicin de puntas de tensin que a su vez podran actuar como
iniciadores de la fractura. Los adhesivos flexibles pueden deformarse bajo
tensiones y resistir la rotura o el desgarro, de modo que la rugosidad no es un
factor crtico para su uso.
Desde el punto de vista de la adhesin son preferibles acabados groseros a
acabados finos que disminuyen la superficie real del material, haciendo ms
difcil el anclaje mecnico y disminuyendo la extensin de la interfase
adhesivo-sustrato.
La viscosidad del adhesivo debe ser adecuada a la estructura geomtrica fina y
al estado energtico de la superficie. Esto significa que las desigualdades de la
superficie deben ser rellenadas y que las capas de adhesivo deben tener un
espesor capaz de recubrir las holguras entre los sustratos. De ser as, la
totalidad de la superficie podr participar en la adherencia.
CLASIFICASION DE LOS ADHESIVOS
A.- Clasificacin en funcin de sus componentes
Adhesivos sintticos: a base de polmeros derivados del petrleo (colas de
polivinil acetato, colas etilnicas, colas de poliuretano, colas de caucho
sinttico, adhesivos anaerbicos o de cianoacrilato)
Adhesivos de origen vegetal: a base de derivados de la fcula de patata, el
maz (colas de almidn, dextrinas, cauchos naturales)
Adhesivos de origen animal: a base de pieles de animales (colas de gelatina) o
de derivados lcteos (colas de casena).
B.- Clasificacin en funcin de su presentacin
Adhesivos slidos. Destacan los adhesivos termofusibles que se utilizan en
procesos industriales que los calientan para fundirlos, aprovechando su
Importancia y evolucin de los elementos de
unin
propiedad de enfriarse rpidamente para acelerar los procesos productivos.
Tambin son adhesivos slidos las barras de pegamento para papel o los
adhesivos en polvo (a base de acetato o formaldehdo entre otros).
Adhesivos lquidos. Comnmente conocidos como colas blancas (en su mayora
tienen un color blanco o crema), utilizan en su composicin un vehculo lquido
(normalmente agua o disolvente) que una vez utilizado tiende a perder, hasta
obtener un secado que hace que la unin sea resistente. Son usados en la
construccin (adhesivos para pavimentos y revestimientos como moquetas,
PVC, linoleum, etc.).
Adhesivos de tipo acrlico
Adhesivos de cianoacrilatos
Adhesivos epxicos y uretanos
Adhesivos anaerbicos
Adhesivos de silicona
Adhesivos curados por luz ultravioleta
Adhesivos de caucho natural
Adhesivos de caucho sinttico o caucho clorado
C.- Clasificacin en funcin de su uso
Adhesivos industriales: aquellos que se utilizan en multitud de procesos de
fabricacin para realizar uniones. Las colas y adhesivos se utilizan
ampliamente en los siguientes sectores:
1.
Artes grficas (encuadernacin de libros)
2. Transformacin del papel y cartn (papel higinico, fabricacin de cartn
ondulado, encolado de estuches de cartn, fabricacin de compresas y
paales, autoadhesivado de papel)
3. Envase y embalaje (cerrado de cajas, sobres y bolsas, etiquetado de
envases, botellas y latas)
4. Mueble y madera (fabricacin de muebles, ensamblaje de madera,
fabricacin de puertas, tapicera de sillas y sillones)
5. Industria auxiliar del automvil (montaje de paneles de puertas, techos de
vehculos, tapicera de asientos)
Importancia y evolucin de los elementos de
unin
Adhesivos profesionales: utilizados para la instalacin o unin de materiales,
sobre todo en la construccin (adhesivos para pavimentos y revestimientos
como moquetas, PVC)
Adhesivos para uso domstico o infantil: colas para uso domstico y de
papelera.
Adhesivos de uso hogareo
D.- Clasificacin en funcin de su curado
Adhesivos qumicamente reactivos: Se encuentran incluidos los poliuretanos,
epoxis, fenlicos, poliimidas y anaerbicos. Hay de uno y de dos componentes;
los primeros se curan por reaccionar qumicamente a la temperatura, a la
humedad o al calor, mientras que los de dos componentes al entrar en
contacto las dos resinas. Existen tres tipos de reacciones:
1.- Cambios por enlaces transversales: Una cantidad muy pequea del reactivo
que se aade produce modificaciones en la solubilidad y punto de
reblandecimiento del adhesivo, como ocurre en la vulcanizacin del caucho
2.- Condensacin: Hay un aumento del tamao molecular y se forma un nuevo
producto como ocurre en el curado del fenol- formaldehdo.
3.- Polimerizacin: Crecimiento molecular por una combinacin de unidades
estructurales. Ejemplos: Esteres de alilo, steres acrlicos, y steres
metilacrlicos
Adhesivo reactivo de un componente
Los adhesivos de un componente se endurecen por medio de una reaccin
qumica con una fuente de energa externa, como la radiacin, el calor y la
humedad.
Importancia y evolucin de los elementos de
unin
Los adhesivos de curado por radiacin de luz ultravioleta (UV), se han hecho
populares en el sector manufacturero debido a su tiempo de curado rpido y
una fuerza de unin fuerte. Luz adhesivos de curado puede curar en tan slo
un segundo y existen muchas formulaciones que pueden unir sustratos
diferentes (materiales) y soportar temperaturas extremas. Estas cualidades
hacen de los adhesivos de curado UV esencial para la fabricacin de productos
en muchos mercados industriales como la electrnica, telecomunicaciones,
mdico, aeroespacial, de vidrio y ptica. A diferencia de los adhesivos
tradicionales, los adhesivos de curado de luz UV no slo unen los materiales,
sino tambin puede ser usado para sellar. Por lo general son de base acrlica.
Adhesivos de calor curado consiste en una mezcla pre-hecha de dos o ms
componentes. Cuando se aplica calor los componentes reaccionan y reticulan.
Este tipo de adhesivo incluye epxicos, uretanos y poliamidas.
Adhesivos de curado por humedad cura cuando reaccionan con la humedad
presente en la superficie del sustrato o en el aire. Este tipo de adhesivo
incluye cianoacrilatos y uretanos.
Adhesivo reactivo de varios componentes
Los adhesivos mltiples componentes se endurecen mediante la mezcla de dos
o ms componentes que reaccionan qumicamente. Esta reaccin produce
polmeros reticulados como acrlicos, poliuretanos y resinas epxicas
Adhesivo por evaporacin o difusin: Estos se preparan como solucin al
disolverse en solventes orgnicos o en agua y se aplican sobre el lugar que se
quiere mantener pegado. Hay una preferencia notable hacia los adhesivos de
base agua por el hecho de que de la seguridad ambiental que representa su
consumo. Vinilos y acrlicos son ejemplos.
Ejemplos
Nitrocelulosa
Colas proteicas y gomas almidones
Caucho natural (disuelto en solventes orgnicos)
Hidrocarburos alifticos (disolvente polar que disminuye la viscosidad)
Caucho clorado, polmeros cloropreno (neopreno)
Copolmeros de butadieno y acrilonitrilo. Disuelto en hidrocarburos
aromticos (neoprn).
Importancia y evolucin de los elementos de
unin
Resinas vinlicas. Acetato polivinlico, acetales polivinlicos solubles en
alcoholes alifticos inferiores, cetonas, esteres y hidrocarburos
aromticos.
Polmeros de esteres acrlicos y metilacrlicos, disueltos en hidrocarburos
aromticos, esteres alifticos, hidrocarburos clorados.
Adhesivo de nitrocelulosa
Adhesivos de fusin por calor: Conformados por termoplsticos y elastmeros
que se funden sobre la superficie a pegar si son calentados. El grupo de alto
rendimiento est formado por las poliamidas y los polisteres.
Los adhesivos de fusin tambin pueden obtenerse como pelcula. En esta
forma, la junta se cierra presionando la pelcula. Al calentar la pelcula se funde
y fluye. Algunos artculos de vestir se pegan hoy en da de esta manera en
lugar de cocerlas, al igual que las antiguas calcomanas que se pegaban con
plancha.
Pistola para aplicacin de adhesivo de fusin por calor
Adhesivos sensibles a la presin: Son principalmente elastmeros fabricados en
forma de recubrimiento. Se les aplica presin para provocar la adherencia. La
principal materia prima para los adhesivos sensibles a la presin son polmeros
a base acrilato.
Este tipo de adhesivos pueden ser permanentes o temporarios
Importancia y evolucin de los elementos de
unin
Ejemplos de aplicaciones permanentes incluyen las etiquetas de seguridad
para equipos elctricos, cinta de aluminio para trabajos de electricidad,
montaje acabado en interiores de autos, y las pelculas de amortiguacin de
sonido y vibracin
Adhesivos removibles estn diseados para formar una unin temporal, y lo
ideal puede ser retirado despus de meses o aos sin dejar residuos en la
adherencia.
Los adhesivos removibles se utilizan en aplicaciones tales como las pelculas de
proteccin de superficies, cintas adhesivas, papeles y marcadores, las
etiquetas de marcado de precios, materiales grficos de promocin y de
contacto con la piel (apsitos para heridas, cinta atltica, parches
transdrmicos y analgsico). Algunos adhesivos removibles estn diseados
para pegarse y despegarse en repetidas ocasiones. Tienen baja adherencia y
por lo general no pueden soportar mucho peso.
Notas con adhesivo de poca adhesin (Post-it)
AGENTES DE ACOPLAMIENTO
Silanos
Existe una serie de materiales qumicos duales que pueden ayudar a la
adherencia. Estos compuestos tienen dos extremos funcionales diferentes. Los
ms comunes de estos compuestos son los silanos. Estos materiales tienen un
extremo que produce buena adherencia al vidrio o a otros materiales
inorgnicos. El otro extremo es qumicamente reactivo.
Durante su uso, el extremo de silano se hidroliza para formar un enlace. Esto
se logra mezclando el agente de acoplamiento con agua, o por medio de
absorcin de humedad del aire despus de la aplicacin.
Importancia y evolucin de los elementos de
unin
El hidroxisilano puede formar enlaces qumicos fuertes con el vidrio y otros
materiales inorgnicos. (Ver materiales compuestos)
Los adhesivos de polmeros orgnicos pueden copolimerizarse con el extremo
orgnico del silano.
Con frecuencia, los agentes de acoplamiento pueden mezclarse con las resinas
para que no haya necesidad de aplicarlos como capa base. Por lo general, los
silanos se aaden en un 0.5-2% de la resina. Este mtodo de acoplamiento es
muy til cuando se usa cargas en polvo con las resinas.
Titanatos
Recientemente se han desarrollado titanatos de qumica dual. Estos
compuestos funcionan de manera similar a los silicones y, con frecuencia, con
ventajas sobre stos.
Tabla resumen de adhesivos
Limite de Temperatur
Tipo de adhesivo temperatu a de
Usos tpicos
ra (C)
curado (C)
Epoxi poliamida
Epoxi aminas
Epoxi fenlicos
93
93-204
260-315
93
149
163
General, semiflexible
General, materiales no similares
Metales y plsticos para altas
temperaturas
Polister
Silicones
93-149
204-315
General, bajo costo
Alta temperatura, flexible
Poliimidas
Acetato de
polivinilo
315-482 177
Aprox. 93
Alta temperatura Madera, etc.
Acrlico con
Aprox.
disolventes
149
Acrlico de curado Aprox.
149
Estireno, ABS, Acrlicos
Polister, ABS, Madera, Metales, etc.,
Nitrocelulosa
Caucho
Poliuretano
General, Madera, Papel
Cemento de contacto
Nylon, Dacrn, Poliuretanos, Vinilo,
Aplicaciones criognicas, etc.
Aprox. 93
66-204
82-121
Importancia y evolucin de los elementos de
unin
Uniones desmontables
Las uniones desmontables se utilizan en caso que se pretenda separar los elementos
conectados de forma manual o con cierta facilidad una vez montada la estructura. Las
uniones desmontables ms tpicas en el mecanizado de sistemas electrnicos son las uniones
mediante elementos roscados, el uso de pasadores y las guas. Como no pretendo olvidar a
nadie comentar que tambin forman parte de este grupo los ejes estriados, los botones, los
corchetes, los muelles y el velcro.
1. HISTORIA DE LAS ROSCAS y los tornillos
Los primeros antecedentes de la utilizacin de roscas se remontan al tornillo de Arqumedes,
desarrollado por el sabio griego alrededor del 300 a. C., emplendose ya en aquella poca
profusamente en el valle del Nilo para la elevacin de aguaDurante el Renacimiento las roscas
comienzan a emplearse como elementos de fijacin en relojes, mquinas de guerra y en otras
construcciones mecnicas. Leonardo da Vinci desarroll por entonces mtodos para el tallado
de roscas; sin embargo, estas seguirn fabricndose a mano y sin ninguna clase de
normalizacin hasta bien entrada la Revolucin industria.
En 1841, el ingeniero britnico Joseph Whitworth defini la rosca que lleva su nombre. En
1864, William Sellers hizo lo mismo en Estados Unidos. Esta situacin se prolong hasta
1946, cuando la Organizacin Internacional de Normalizacin (ISO) defini el sistema de rosca
mtrica, adoptado actualmente en prcticamente todos los pases. En los Estados Unidos, en
cambio, se sigue empleando la norma SAE (Society of Automotive Engineers: Sociedad de
Ingenieros de Automocin).La rosca mtrica tiene una seccin triangular que forma un ngulo
de 60 y la cabeza un poco truncada para facilitar el engrase.
Las roscas y los tornillos se han venido usando durante siglos como medios de unin o de
fijacin de las piezas metlicas conjuntamente. As, la idea de constituir una forma similar al
roscado parece remontar bastante lejos en la historia, puesto que Arqumedes fue el primero
que tuvo la idea de de enrollar un tubo segn una hlice geomtrica, sobre la periferia de un
cilindro, con el objeto de constituir un dispositivo elevador de agua.Ya en aquella poca la idea
del roscado pudo ser dada por la observacin de cmo penetra en la madera una tijereta.
Pero, de todas formas, los primeros tornillos necesariamente tuvieron que ser a mano.En
cuanto a las primeras tuercas, fueron ejecutadas mediante un diente metlico incrustado en el
primer filete de un tornillo de madera.En la edad media, las tuercas y los tornillos ya se
Importancia y evolucin de los elementos de
unin
empleaban para la sujecin de armaduras y de las corazas. La ventaja principal del uso de las
roscas es que las piezas pueden montarse y desmontarse sin deteriorarse.
Se utilizaban igualmente los tornillos de madera despus de la aparicin de la imprenta,
puesto que todas las prensas de imprimir los llevaban. Desde esa poca la forma de los
tornillos y de las tuercas fue hacindose mas precisa a medida que su reproduccin se
multiplicaba.
Roscas
roscado o rosca es una superficie cuyo eje est contenido en el plano y en torno a l describe
una trayectoria helicoidal cilndrica.1
El roscado puede ser realizado con herramientas manuales o mquinas
herramientas como taladradora, fresadoras ytornos. Para el roscado manual se utilizan
machos y terrajas, que son herramientas de corte usadas para crear las roscas
de tornillosy tuercas en metales, madera y plstico. El macho se utiliza para roscar la parte
hembra mientras que la terraja se utiliza para roscar la porcin macho del par de
acoplamiento. El macho tambin puede utilizarse para roscado a mquina.
2. CLASIFICACIN DE LAS ROSCAS
Las roscas pueden clasificarse de variadas maneras.
Segn el nmero de filetes:
Roscas de una sola entrada, que tienen un filete.
Roscas de varias entradas, con varios filetes.
Segn la forma del filete pueden ser:
Importancia y evolucin de los elementos de
unin
Roscas triangulares, cuando la seccin del filete tiene la forma aproximada de un triangulo.
Son las ms usadas.
Roscas trapeciales, cuando la seccin del filete tiene forma de trapecio issceles.
Roscas cuadradas.
Roscas redondas.
Roscas de diente de sierra, cuya seccin tiene la forma de un trapecio rectngulo
Segn su posicin las roscas se clasifican en:
Roscas exteriores si pertenecen al tornillo.
roscas interiores si pertenecen a la tuerca.
Segn su sentido se dividen en:
Rosca a derecha cuando avanza o gira en sentido de las manecillas del reloj.
rosca a izquierda cuando avanza o gira en sentido contrario a las manecillas del reloj.
Tornillos
Se denomina tornillo a un elemento u operadormecnico cilndrico con una cabeza,
generalmente metlico, aunque pueden ser de plstico, utilizado en la fijacin temporal de
unas piezas con otras, que est dotado de una caa roscada con rosca triangular, que
mediante una fuerza de torsin ejercida en su cabeza con unallave adecuada o con
un destornillador, se puede introducir en un agujero roscado a su medida o atravesar las
piezas y acoplarse a una tuerca.
Importancia y evolucin de los elementos de
unin
Tipos de tornillos
El trmino tornillo se utiliza generalmente en forma genrica: son muchas las variedades de
materiales, tipos y tamaos que existen. Una primera clasificacin puede ser la siguiente: 3
Tornillos tirafondos para madera
Autorroscantes y autoperforantes para chapas metlicas y maderas duras
Tornillos tirafondos para paredes y muros de edificios
Tornillos de roscas cilndricas
Varillas roscadas de 1m de longitud
Tornillos de rosca cilndrica para uniones metlicas
3 Dibujo de roscas y tornillos
4 Cabezas
4.1 Tornillos comerciales de cabeza hexagonal
4.2 Tornillos comerciales con cabeza Allen
4.3 Tornillos para apriete con destornillador
5 Fabricacin de tornillos
5.1 Tornillera para usos generales
5.2 Tornillos de miniatura
5.3 Tornillos de alta resistencia
5.4 Tornillos de precisin
5.5 Tornillos inviolables
5.6 Tornillos grandes o especiales
5.7 Tornillos de titanio
Importancia
Importancia y evolucin de los elementos de
unin
Los tornillos y las roscas tienen innumerables aplicaciones: sujetar unas piezas
a otras, como los tornillos que unen el motor del automvil al bastidor,
transmitir y transformar fuerzas, como el husillo de una prensa, guiar un
movimiento etc.
Los tornillos se utilizan para unir entre si diversas partes de una maquina. As,
el mecnico debe conocer perfectamente los diferentes tipos de rosca
comercial as como el mtodo e especificar las tolerancias deseadas para el
montaje entre tornillo y tuerca.
La industria moderna ha desarrollado un sistema de roscas intercambiables
normalizadas, el cual hace posible la produccin en masa de elementos de
fijacin roscados y tornillos para la transmisin del movimiento en toda clase
de maquinas de precisin. Las roscas se utilizan tambin como un medio de
para las mediciones de precisin; el micrmetro, por ejemplo, depende del
principio de la rosca para obtener mediciones dentro de diezmilsimas de
pulgada, o de medias centsimas de milmetro. , etc
Pasadores Mecnicos
pasador mecnico.- es un elemento de fijacin mecnica desmontable, de forma cilndrica
o cnica, cuyos extremos pueden variar en funcin de la aplicacin. Se emplea para la fijacin
de varias piezas a travs de un orificio comn, impidiendo el movimiento relativo entre ellas. El
empleo de estos sistemas de fijacin es de gran uso en mquinas industriales y productos
comerciales; como dispositivos de cierre, posicionado de los elementos, pivotes,
La clasificacin general de pasadores es:
Pasadores de mquina:
1.
PASADOR CILNDRICO
Se emplea como elemento de fijacin y de
posicionamiento entre dos o ms piezas. La fijacin de
estos pasadores se realiza mediante un ajuste con
apriete sobre una de las piezas y con juego sobre la
otra.
DESIGNACIN: Pasador cilndrico 10m6 x 60 DIN7.
Importancia y evolucin de los elementos de
unin
PASADOR CNICO
Se emplea para asegurar la posicin relativa de
elementos mecnicos que se montan y
desmontan con relativa frecuencia, puesto que la
forma cnica del vstago facilita el centrado de
las piezas.
Tiene una conicidad de 1:50. El alojamiento
cnico del pasador se debe mecanizar una vez
ensambladas las piezas.
DESIGNACIN: Pasador cnico 10 x 60 DIN1
Importancia y evolucin de los elementos de
unin
PASADOR CNICO CON ESPIGA ROSCADA
Se utiliza all donde la extraccin de un pasador
cnico normal resultara complicada. Tiene una
conicidad de 1:50. Al apretar la tuerca auxiliar, el
pasador se extrae con facilidad.
DESIGNACION: Pasador cnico con espiga
roscada 10 x 80 DIN7977
Importancia y evolucin de los elementos de
unin
PASADOR AJUSTADO CON CABEZA
Es un elemento de unin empleado en articulaciones que tienen habitualmente juego en el cojinete. Se
asegura por medio de arandelas y pasadores de aletas o bien va provisto de extremo roscado.
DESIGNACION: Pasador ajustado con cabeza 20h11 x 40 DIN1438
PASADORES ESTRIADOS
Estos tienen 3 entalladuras longitudinales, las
cuales se desplazan 120 al rededor de la
periferia. De acuerdo a la diferente configuracin
de las entalladuras se emplean diferentes tipos de
acabado.
Importancia y evolucin de los elementos de
unin
Los pasadores estriados se golpean en
perforaciones sencillas, sin frotacin, el
asentamiento fijo resulta a travs de la
deformacin elstica de los refuerzos de las
entalladuras. Estos pueden ser empleados hasta
20 veces.
Pasadores estriados:
1- pasador
2- pasador
3 -pasador
4 -pasador
5 -pasador
estriado cilndrico
estriado cnico
estriado elstico
cilndrico estriado central
estriado con espiga cilndrica
PASADOR DE ALETAS
Est formado por un alambre de seccin
semicircular plegado sobre s mismo y
permitiendo un ojal que acta de tope y facilita su
extraccin. Una vez introducido en su alojamiento
Importancia y evolucin de los elementos de
unin
se doblan en sentido opuesto sus extremos
produciendo su fijacin.
Pasadores de alambre
Pasadores de Fijacin radial:
Pasador estriado
Pasador moleteado
Pasador elstico
Pasadores de liberacin rpida:
Pasadores push-pull
Pasadores de cierre positivo
cuas mecnicas
Son piezas de acero que reposan parcialmente
sobre una encajadura del eje llamada caja de
cua, y que penetran el resto de su longitud
dentro de un alojamiento del cubo llamada
cuera. Ejemplos muy claros de cua son:
hachas, cinceles y clavos aunque, en general,
cualquier herramienta afilada, como el cuchillo o
el filo de las tijeras, puede actuar como una
cua.
. Tipos de cuas
Importancia y evolucin de los elementos de
unin
Las cuas se fabrican de acero fundido con una
resistencia a la traccin de unos 700 MPa. Estas
deben tener una resistencia y tenacidad
mayores a las de las piezas de maquinas que
van a unir, de tal forma que no se deformen en
el encunado.
Cuas encastradas
Son cuerpos estirados longitudinalmente,
seccionalmente de ngulos rectos con una
superficie posterior inclinada y una superficie
frontal recta o redondeada.
La inclinacin tiene la relacin 1: 100, esto
significa:
Sobre una longitud de 100 mm varia la altura de
la cua 1 mm.
- Las cuas encastradas de frente circular se
denominan como cuas embutidas - stas se
encajan en una ranura de eje de ajuste exacto,
sobre la cual se deslizar luego el buje. Su
aplicacin se lleva a cabo cuando no se tiene
espacio a disposicin para el acunado y
expulsin de la cua.
- Las cuas encastradas de frente recto se
denominan como cuas cnicas - stas se
Importancia y evolucin de los elementos de
unin
sientan en una ranura de un eje sobresaliente y
luego se encunan en las piezas montadas de la
mquina. Su aplicacin se lleva a cabo cuando
no existe espacio a los dos lados para el
acunado y la expulsin.
- Las cuas cnicas, cuyo lado mas grueso se
aument atravs de una saliente, se denominan
como cuas de nariz. Se emplean cuando el
acunado y la expulsin solamente es posible por
un lado.
- Las chavetas de disco tambin pueden cumplir
la funcin de una cua encastrada, ya que
atravs de su soporte giratorio en la ranura del
eje se pueden ajustar ellas mismas al apriete de
una ranura de buje inclinada. Las chavetas de
disco empleadas como cua se denominan
tambin como cuas de disco.
Importancia y evolucin de los elementos de
unin
Figura 2 - Cunas encastradas
1 cua embutida, 2 cua cnica. 3 cua de
nariz, 4 chaveta de disco
Cuas cncavas y cuas planas
Son cuerpos extendidos longitudinalmente, de
seccin rectangular con una superficie posterior
inclinada para alturas reducidas de la chaveta,
las cuales se emplean solamente para la
transmisin de fuerzas de rotacin pequeas.
Para estas cuas no es necesario elaborar una
ranura de eje:
Importancia y evolucin de los elementos de
unin
- En la cua cncava la superficie vientre est
elaborada de acuerdo a la curvatura del rea
superficial de envoltura del eje de tal forma que
se ajuste al eje.
- Un buen asentamiento de la cua plana sobre
el eje es posible solamente cuando se ha
aplanado el eje en la superficie de asentamiento
al ancho de la cua.
Figura 3 - Cua cncava y cua plana
Cuas tangenciales:
Son dos cuerpos correspondientes de seccin
rectangular, con una de sus superficies
inclinada, la relacin de inclinacin es de 1: 60
hasta 1: 100.
Las cuas tangenciales se emplean cuando se
deben transmitir fuerzas de rotacin muy
grandes en los dos sentidos. Estas se encunan
unas a otras con las superficies inclinadas en las
ranuras de ejes y de bujes elaboradas con
inclinacin, para ello se instalan siempre dos
Importancia y evolucin de los elementos de
unin
pares de cuas con un ngulo de 120 a la
periferia del eje, para obtener una unin exacta.
Figura 4 - Cunas tangenciales
Casquillos cnicos
Estos son cuerpos troncocnicos con conos
interiores y exteriores que se emplean para unir
piezas de maquinas directamente. Se emplean
principalmente en los husillos de mquinas
donde se colocan herramientas con vstago
cnico. Para soltar la unin se encunan chavetas
transversales en agujeros largos laterales en el
casquillo cnico.
Un tipo especial de casquillo cnico es el
casquillo que se emplea como elemento
intermedio en uniones de piezas de mquinas.
Los casquillos de tensor sujecin se instalan
sobre ejes, donde se van a montar rodamientos,
ruedas dentadas o elementos constructivos
semejantes.
Su tensin anular uniforme, originada atravs
de una relacin de inclinacin de 1: 10 hasta 1:
Importancia y evolucin de los elementos de
unin
20, consigue una marcha circular exacta. Se
fijan con tuercas.
Figura 5 - Casquillos cnicos y casquillos
tensores
Pasadores cnicos
Son cuerpos troncocnicos con una relacin
cnica de 1:50. En las uniones con chavetas
longitudinales se denominan tambin como
cuas redondas.
Estas se emplean en uniones que se elaboran
muy simplemente, que se sueltan raro vez y
solamente deben transmitir fuerzas de rotacin
pequeas, por ej: palancas sobre ejes.
Las perforaciones se escarian como en las
uniones de pasadores cnicos con escariadores
cnicos.
Para soltar la unin se debe mandrilar el
pasador cnico.
Importancia y evolucin de los elementos de
unin
Figura 6 - Pasador cnico
Cuas transversales
Son cuerpos rectangulares con una o dos
superficies inclinadas, cuyos bordes estn
redondeados.
Estas se emplean para asegurar espigas y
bielas, con el fin de transmitir movimientos
longitudinales (hacia all y hacia ac). Las cuas
transversales tienen una relacin de inclinacin
de 1:10 hasta 1:40 y se aseguran
frecuentemente contra un autosoltamiento.
Debido a que la elaboracin de las ranuras exige
un gasto elevado, se emplean solamente
cuando se deben transmitir fuerzas axiales
grandes.
Para la transmisin de fuerzas pequeas, los
pasadores cnicos pueden tomar esta funcin,
ya que esta unin es mas fcil de realizar.
Importancia y evolucin de los elementos de
unin
Figura 7 - Cua transversal
1 con una superficie inclinada
2 con dos superficies inclinadas
Cuas de ajuste
Son cuerpos rectangulares con una o dos
superficies inclinadas y una perforacin roscada
pasante en sentido longitudinal.
Las cuas de ajuste no transmiten ninguna
fuerza de rotacin sino que se emplean
solamente para ajustar el juego en soportes
divididos y guas.
Su sentido de montaje es transversal al eje de la
barra. Con el fin de alcanzar un gran efecto de
ajuste con un recorrido de ajuste pequeo en
sentido longitudinal, se elabora la inclinacin de
las superficies posteriores con la relacin 1:5
hasta 1:10.
Importancia y evolucin de los elementos de
unin
importancia
Se utilizan para fijar al eje partes de maquinas,
maquinas, tales como engranes, poleas,
manubrios o brazos de cigeal etc. De tal
forma que el movimiento de la pieza se
transmita al eje o viceversa. Otro de sus usos
es el de seguridad, debido a que su tamao se
calcula de tal manera que si se presenta una
sobre carga, la cua se deformar o romper, de
tal manera que esto no le suceda al eje.
Chavetas
Se denomina chaveta a una pieza de seccin rectangular o cuadrada
que se inserta entre dos elementos que deben ser solidarios entre s
para evitar que se produzcan deslizamientos de una pieza sobre la otra.
El hueco que se mecaniza en las piezas acopladas para insertar las
chavetas se llama canal chavetero. La chaveta tiene que estar muy bien
ajustada y carecer de juego que pudiese desgastarla o romperla por
cizallamiento.
Importancia y evolucin de los elementos de
unin
Las chavetas pueden ser de 2 tipos
Segn que trabajen por rozamiento o cortadura.
Chaveta por rozamiento
La cara superior de las mismas posee una ligera inclinacin (1:100) para
que puedan acuarse entre el eje y el cubo. En las caras superior, en
contacto con el cubo, e inferior, en contacto con el eje, se crean, por
efecto de la tensin inicial a que se somete la unin, unas fuerzas de
rozamiento capaces de evitar rotaciones relativas entre ambos
elementos.
Chaveta por cortadura
las chavetas transmiten el momento de torsin al entrar en contacto
sus flancos con las caras laterales de las respectivas cavidades del eje y
del cubo, mientras que, en las caras superior e inferior de aqullas,
existe cierto juego. En este caso, no existe tensin inicial en la unin.
Importancia
Elemento mecnico, normalmente de acero, que, introducido en una
cavidad practicada parte en un eje y parte en un cubo, permite la
transmisin de un momento de torsin entre ambos, obteniendo al
mismo tiempo, una unin desmontable. Las chavetas suelen emplearse
para la unin de ruedas dentadas, poleas y volantes con sus respectivos
ejes.
You might also like
- Lecture 11. Resortes-Parte 1Document6 pagesLecture 11. Resortes-Parte 1Dany ValverdeNo ratings yet
- Uniones RemachadasDocument7 pagesUniones RemachadasAntony Antonio Peralta0% (1)
- Tipos de limadora y sus característicasDocument8 pagesTipos de limadora y sus característicasalejo1212No ratings yet
- Economía de La FundiciónDocument2 pagesEconomía de La Fundiciónalex oliveraNo ratings yet
- 3 5 PDFDocument6 pages3 5 PDFHugo VázquezNo ratings yet
- EL TORNILLO NomenclaturaDocument9 pagesEL TORNILLO NomenclaturaAnonymous WXh3gWj6Mt0% (1)
- Tipos de Afilado de Buriles.Document3 pagesTipos de Afilado de Buriles.MichelDominguez60% (5)
- Ensambles TemporalesDocument5 pagesEnsambles TemporalesJuan MontañoNo ratings yet
- Proceso de Desprendimiento de VirutaDocument9 pagesProceso de Desprendimiento de VirutaSalva RONo ratings yet
- Tipos de llamas en la soldadura a gasDocument3 pagesTipos de llamas en la soldadura a gasCarlos Antonio Osorio0% (1)
- Novena SemanaDocument17 pagesNovena Semanadaniel ramosNo ratings yet
- Análisis de Fuerza de CorteDocument7 pagesAnálisis de Fuerza de CorteOsbaldo LeonNo ratings yet
- Resumen de Esfuerzo de VigasDocument7 pagesResumen de Esfuerzo de VigasJuan Fernando Arestegui HuillcaNo ratings yet
- FragilDocument5 pagesFragilEduardo HcNo ratings yet
- Practica2 Metrologia. Reglas y Compas.Document16 pagesPractica2 Metrologia. Reglas y Compas.Jose Del Carmen Toledo CruzNo ratings yet
- Soldadura Por InmersiónDocument3 pagesSoldadura Por InmersiónMarco100% (2)
- Aleación Del CromoDocument17 pagesAleación Del Cromobryan arnoldNo ratings yet
- Informe de Caracterización de Hierro FundidoDocument16 pagesInforme de Caracterización de Hierro FundidoAntony CoboNo ratings yet
- INFORME TorneadoDocument6 pagesINFORME Torneadorafael mendozaNo ratings yet
- Montaje de Piezas en El TornoDocument8 pagesMontaje de Piezas en El TornoCharly desantiagoNo ratings yet
- Tarea MaterialesDocument4 pagesTarea MaterialesCristhian CarrilloNo ratings yet
- Practica 1 DuctilidadDocument32 pagesPractica 1 Ductilidadiztak0% (2)
- Teoria de Oscilaciones de MotoresDocument3 pagesTeoria de Oscilaciones de MotoresZurizaday Linares100% (1)
- Clase 3. Eslabones, Juntas y DiagramasDocument29 pagesClase 3. Eslabones, Juntas y DiagramasRodneyNo ratings yet
- Análisis de armaduras para puente de maderaDocument3 pagesAnálisis de armaduras para puente de maderaZahair Ordoñez GonzalezNo ratings yet
- Oxidos CeramicosDocument20 pagesOxidos CeramicosArturo Ortiz0% (1)
- Ensayo de Correa en FriccionDocument8 pagesEnsayo de Correa en FriccionKeiler AlvaradoNo ratings yet
- Conclusiones - Pandeo PDFDocument1 pageConclusiones - Pandeo PDFEduardo Castillo100% (1)
- Torneado: Formas y OperacionesDocument9 pagesTorneado: Formas y OperacionesLuka Heinrich LevNo ratings yet
- Proceso de Manufactura Por Brochado, Mortajado y FresadoDocument45 pagesProceso de Manufactura Por Brochado, Mortajado y FresadoDavidAlfeiroRochaLiizarazo100% (1)
- Ejercicios Resistencia de MaterialesDocument5 pagesEjercicios Resistencia de MaterialesbrendaNo ratings yet
- Circulo de Mohr para DeformacionesDocument17 pagesCirculo de Mohr para DeformacionesAntony AntonyNo ratings yet
- Ensayo RectificadoDocument9 pagesEnsayo RectificadoAndrea SuarezNo ratings yet
- CAPITULO-30 LazoDocument6 pagesCAPITULO-30 Lazomichelle benavidesNo ratings yet
- Tipos de DeteriorosDocument6 pagesTipos de DeteriorosAdrian EsparzaNo ratings yet
- Cables de Transmision de Potencia Mecanica 2Document17 pagesCables de Transmision de Potencia Mecanica 2Daniela Olivo100% (1)
- I.1. Mesas MarmolDocument2 pagesI.1. Mesas MarmolKhanzadoNo ratings yet
- Cálculo de Los Circuitos Derivados Según La Nom-001-SedeDocument7 pagesCálculo de Los Circuitos Derivados Según La Nom-001-SedeNemecio CornejoNo ratings yet
- Clasificación Del Proceso de SoldaduraDocument4 pagesClasificación Del Proceso de SoldaduraalonsoNo ratings yet
- Insertos para TornosDocument6 pagesInsertos para TornosManderano Vargas Rene MiguelNo ratings yet
- Actuadores e Impulsores 1.7.2Document4 pagesActuadores e Impulsores 1.7.2Diego HernándezNo ratings yet
- Hablar Sobre La Historia de Las Máquinas y Sus HerramientasDocument27 pagesHablar Sobre La Historia de Las Máquinas y Sus HerramientasEdward Segura AlcantaraNo ratings yet
- RECHAZADODocument8 pagesRECHAZADOAngel AvilezNo ratings yet
- 4.3. Corte Por HiloDocument4 pages4.3. Corte Por Hiloisael sanchez garciaNo ratings yet
- Fallas en CeramicosDocument6 pagesFallas en CeramicosCamilo Riaño LópezNo ratings yet
- Preguntas Materiales CompuestosDocument3 pagesPreguntas Materiales CompuestosTincho Gonzalez100% (1)
- Potencia en Maquinas Herramientas Grupo 6Document3 pagesPotencia en Maquinas Herramientas Grupo 6FLAVIO100% (1)
- CementitaDocument4 pagesCementitaJose Lezama PalominoNo ratings yet
- 3.1 Concepto MetalurgiaDocument2 pages3.1 Concepto MetalurgialuisfredNo ratings yet
- Recocido y Normalizado 1040 High MNDocument6 pagesRecocido y Normalizado 1040 High MNJose NiñoNo ratings yet
- Círculo de Mohr para momentos y productos de inerciaDocument22 pagesCírculo de Mohr para momentos y productos de inerciaJhon Segura Ramos Jhon100% (2)
- Procesos de soldadura por arco eléctricoDocument7 pagesProcesos de soldadura por arco eléctricoCarlos Osmar SotoNo ratings yet
- Informe 9 Labo 3Document8 pagesInforme 9 Labo 3Rodrigo SantomeNo ratings yet
- Roblón y remacheDocument33 pagesRoblón y remacheGabriel Poggi VarasNo ratings yet
- RoblonesDocument15 pagesRoblonesKaterin Stefany Funes BonillaNo ratings yet
- Tarea Numero 7Document3 pagesTarea Numero 7karitoNo ratings yet
- Uniones Por RemachesDocument4 pagesUniones Por RemachespoquimonNo ratings yet
- Uniones remachadas estructuralesDocument10 pagesUniones remachadas estructuralesPaulo Aparicio PortugalNo ratings yet
- Remaches ..Document28 pagesRemaches ..Jeancarlos Mendoza QuispeNo ratings yet
- Metodologia Aplicadas en Los Procesos de ManufacturaDocument8 pagesMetodologia Aplicadas en Los Procesos de ManufacturaRaul PuenteNo ratings yet
- Gestión mantenimiento empresaDocument30 pagesGestión mantenimiento empresaIsma Rivera100% (2)
- Gestión mantenimiento empresaDocument30 pagesGestión mantenimiento empresaIsma Rivera100% (2)
- 3230Document1 page3230Isma RiveraNo ratings yet
- Plano CadDocument1 pagePlano CadIsma RiveraNo ratings yet
- Lab de Auto Industrial N°2 SISTEMA DE ENFRIAMIENTODocument4 pagesLab de Auto Industrial N°2 SISTEMA DE ENFRIAMIENTOIsma RiveraNo ratings yet
- Máquinas EléctricasDocument457 pagesMáquinas Eléctricasgneaf100% (10)
- D AA 10 Manual Mantenimiento Preventivo Equipos Laboratorio IndustrialDocument13 pagesD AA 10 Manual Mantenimiento Preventivo Equipos Laboratorio IndustrialJovanny Marquez100% (1)
- Lab de Auto Industrial N°2 SISTEMA DE ENFRIAMIENTODocument4 pagesLab de Auto Industrial N°2 SISTEMA DE ENFRIAMIENTOIsma RiveraNo ratings yet
- BY Date SYM Revision: W1000 SERIESDocument1 pageBY Date SYM Revision: W1000 SERIESIsma RiveraNo ratings yet
- Máquinas EléctricasDocument457 pagesMáquinas Eléctricasgneaf100% (10)
- Ley1438-2011-Reforma Al Sistema de SaludDocument51 pagesLey1438-2011-Reforma Al Sistema de SaludGonzalo Bonilla RuizNo ratings yet
- Manual de ProcedimientosDocument130 pagesManual de ProcedimientosIsma RiveraNo ratings yet
- Trabajo Final de Termodinamica 2Document27 pagesTrabajo Final de Termodinamica 2Isma RiveraNo ratings yet
- Transmisión al husillo: Mando directo, mando reductor y caja de avancesDocument18 pagesTransmisión al husillo: Mando directo, mando reductor y caja de avancesbryanNo ratings yet
- 5a.-MAQUINAS-21 pmf1Document21 pages5a.-MAQUINAS-21 pmf1Isma RiveraNo ratings yet
- 5a.-MAQUINAS-21 pmf1Document21 pages5a.-MAQUINAS-21 pmf1Isma RiveraNo ratings yet
- Cálculo de elementos de máquinas I - Unión de planchas con remachesDocument14 pagesCálculo de elementos de máquinas I - Unión de planchas con remachesIsma RiveraNo ratings yet
- Equilibrio QuímicoDocument15 pagesEquilibrio QuímicoRosario Ramírez GutiérrezNo ratings yet
- Efecto JouleDocument4 pagesEfecto JouleWilson RodriguezNo ratings yet
- Iones Isotopos Cuadro PDFDocument9 pagesIones Isotopos Cuadro PDFNoa NatividadNo ratings yet
- Rayos X en La IndustriaDocument19 pagesRayos X en La IndustriaEdwing Rivas Ochoa100% (1)
- Espectroscopia RM principales aplicaciones clínicasDocument3 pagesEspectroscopia RM principales aplicaciones clínicasLeonardo GiraldoNo ratings yet
- Marion - Sobre La Ontología Gris de Descartes PDFDocument5 pagesMarion - Sobre La Ontología Gris de Descartes PDFFelipe RichardiosNo ratings yet
- Metodo de los minimos cuadradosDocument11 pagesMetodo de los minimos cuadradosKitoxx Bryan Barrueto Ipushima100% (1)
- Infiltración en EcologíaDocument21 pagesInfiltración en EcologíaLord KrepNo ratings yet
- Actividad Entregable 2 Calidad TotalDocument13 pagesActividad Entregable 2 Calidad TotalEL BRANDONNo ratings yet
- Los Cristales ArcturianosDocument10 pagesLos Cristales ArcturianosKarina SanchezNo ratings yet
- FT Cubierta Euro 5G RDocument2 pagesFT Cubierta Euro 5G Rht.monarqNo ratings yet
- Estudio de Cálculo de Capacidad de PistaDocument38 pagesEstudio de Cálculo de Capacidad de PistaMichael CastroNo ratings yet
- SP 05 Toaquiza LeonardoDocument4 pagesSP 05 Toaquiza LeonardoCristian RonaldoNo ratings yet
- Calentador Solar ScsDocument32 pagesCalentador Solar Scsjafv14100% (2)
- mcvv2 U2 Foro RogmDocument2 pagesmcvv2 U2 Foro Rogmros_galindoNo ratings yet
- Diseño Racional de PavimentosDocument11 pagesDiseño Racional de PavimentosDavid Fernando Bernal0% (1)
- Lista de CursosDocument3 pagesLista de CursosGustavo PariNo ratings yet
- Flotabilidad y EstabilidadDocument10 pagesFlotabilidad y Estabilidadluis yovera ramirezNo ratings yet
- QC-2885-15885-19 Esmeril Angular 1010W AG115E (Caminata)Document9 pagesQC-2885-15885-19 Esmeril Angular 1010W AG115E (Caminata)Anonymous F9xqI3No ratings yet
- Diseño de CimentacionesDocument14 pagesDiseño de Cimentacionesmarco antonio osorio clementeNo ratings yet
- Informe de FisicaDocument9 pagesInforme de FisicaJulio PatiñoNo ratings yet
- Cuestionario UnidoDocument7 pagesCuestionario UnidosabeeeeeeeNo ratings yet
- Estructura y Fundamentos Del Area de MatematicaDocument5 pagesEstructura y Fundamentos Del Area de MatematicajOSENo ratings yet
- Figura HumanaDocument30 pagesFigura HumanaAnonymous hTrN68100% (1)
- Talleres Estadistica, Milton FernandezDocument38 pagesTalleres Estadistica, Milton Fernandezmilton.fer40No ratings yet
- Filosofia Huna de HawaiDocument123 pagesFilosofia Huna de Hawaimilagro figarella100% (1)
- Solucionario Derivadas ParcialesDocument3 pagesSolucionario Derivadas Parcialesmiguel zamitizNo ratings yet
- Sabucedo Cap 6-El YoDocument5 pagesSabucedo Cap 6-El YoYuliana VictoriaNo ratings yet
- TC Ave1 2019Document16 pagesTC Ave1 2019Camila MarianaNo ratings yet
- NCh1239 2009 ÁridosDocument11 pagesNCh1239 2009 ÁridosAlejandra VásquezNo ratings yet