Professional Documents
Culture Documents
Caracterizacion Uniones Atornilladas-Univ Sevilla
Uploaded by
armandogavinoCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Caracterizacion Uniones Atornilladas-Univ Sevilla
Uploaded by
armandogavinoCopyright:
Available Formats
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
ndice
1
Introduccin y objetivos .................................................................................................... 6
Fundamentos tericos ....................................................................................................... 7
2.1
2.1.1
Presentacin de las uniones atornilladas ............................................................ 7
2.1.2
Par de apriete, autorretencin y rendimiento .................................................... 9
2.1.3
Dimensionados de tornillos sujetos a cargas estticas ...................................... 18
2.1.4
Comportamiento de uniones pretensadas antes fuerzas separadoras .............. 27
2.2
Teora de extensometra .......................................................................................... 33
2.2.1
Fundamentos de extensometra....................................................................... 33
2.2.2
Aparatos de medida. El puente de Wheatstone................................................ 38
Diseo de la unin atornillada para la prctica ................................................................ 40
3.1
Diseo de los elementos mecnicos......................................................................... 40
3.1.1
Elementos de unin ......................................................................................... 40
3.1.2
Piezas unidas y mtodo de aplicacin de la fuerza separadora ......................... 41
3.1.3
Utillaje de conexin de la unin atornillada a la mquina de traccin ............... 47
3.1.4
Montaje completo ........................................................................................... 49
3.2
Teora de las uniones atornilladas .............................................................................. 7
Circuito extensomtrico........................................................................................... 50
Clculo del comportamiento de la unin atornillada........................................................ 52
4.1
Calculo del par de apriete para una tensin determinada ........................................ 52
4.2
Modelos tericos de los elementos de la unin atornillada. ..................................... 55
4.2.1
Modelo para la rigidez del tornillo.................................................................... 55
4.2.2
Modelo para la rigidez de las piezas unidas ...................................................... 57
4.2.3
Modelo de esfuerzos en la unin atornillada ante una fuerza separadora ........ 58
4.2.4
Otros modelos para la rigidez de las piezas unidas ........................................... 64
4.3
Modelos de elementos finitos para la rigidez de los elementos. ............................... 65
4.3.1
Clculo de la rigidez del tornillo mediante los desplazamientos del MEF .......... 69
4.3.2
Clculo de la rigidez de los casquillos mediante los desplazamientos del MEF .. 70
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Guin de las prcticas para el alumno ............................................................................. 73
5.1
5.1.1
Clculos previos a la primera parte de la prctica ............................................. 73
5.1.2
Calibracin del circuito extensomtrico............................................................ 73
5.1.3
Ensayo de Par de apriete-Fuerza de apriete. .................................................... 74
5.2
Primera parte de la prctica ..................................................................................... 73
Segunda parte de la prctica .................................................................................... 75
5.2.1
Clculos previos a la segunda parte de la prctica ............................................ 75
5.2.2
Calibracin del circuito extensomtrico............................................................ 76
5.2.3
Ensayo de la unin atornillada ante una fuerza separadora. ............................. 76
5.2.4
Comparacin de los resultados tericos y los obtenidos en los ensayos. .......... 78
Caracterizacin experimental de la unin atornillada ...................................................... 79
6.1
Calibracin del circuito extensomtrico ................................................................... 79
6.2
Ensayo de Par de apriete-Fuerza de apriete. ............................................................ 81
6.2.1
Par aplicado sin ninguna lubricacin................................................................. 82
6.2.2
Par aplicado con lubricacin en las superficies ................................................. 82
6.2.3
Par aplicado con lubricacin en la rosca ........................................................... 83
6.2.4
Par aplicado con lubricacin en la rosca y en las superficies de contacto .......... 84
6.2.5
Estimacin de los coeficientes de rozamiento .................................................. 85
6.2.6
Conclusiones .................................................................................................... 86
6.3
Ensayos de aplicacin de distintas fuerzas separadoras a la unin pretensada ......... 86
6.3.1
Fuerza separadora aplicada en la zona exterior ................................................ 86
6.3.2
Fuerza separadora aplicada en la zona media................................................... 91
6.3.3
Fuerza separadora aplicada en la zona interior................................................. 95
6.3.4
Conclusiones .................................................................................................... 98
Agradecimientos ................................................................................................................... 101
Bibliografa ........................................................................................................................... 102
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
ndice de figuras
Figura 1: Tipos de cabezas de tornillo ........................................................................................ 8
Figura 2: Rosca cuadrada .......................................................................................................... 9
Figura 3: Estudio del apriete .................................................................................................... 10
Figura 4: Desarrollo del filete del tornillo ................................................................................ 10
Figura 5: Sistema de fuerzas en el desarrollo del filete ............................................................ 11
Figura 6: Sistema de fuerzas en el desarrollo del filete en el sentido contrario ........................ 12
Figura 7: Fuerza normal en la rosca triangular ......................................................................... 13
Figura 8: Contacto entre tuerca y piezas unidas ...................................................................... 14
Figura 9: Rendimiento en funcin del ngulo de la hlice (semingulo del filete = 14,5)...... 15
Figura 10: Comparacin con el rendimiento de husillo de bolas .............................................. 16
Figura 11: Distribucin de carga para distintos nmero de filetes ............................................ 18
Figura 12: Raz del filete en el paso de rosca ........................................................................... 25
Figura 13: Distintas zonas de aplicacin de la fuerza separadora ............................................. 27
Figura 14: Tornillo con una serie de casquillos ......................................................................... 28
Figura 15: Diagrama Fuerza-deformacin del tornillo y las piezas unidas ................................. 31
Figura 16: Diagrama Fuerza-deformacin del conjunto ........................................................... 31
Figura 17: Distribucin del esfuerzo en forma de cono ............................................................ 32
Figura 18: Fuerza separadora en una unin estanca ................................................................ 32
Figura 19: Banda adherida en la direccin de la carga ............................................................. 35
Figura 20: Puente de Wheatstone ........................................................................................... 38
Figura 21: Aplicacin de la fuerza separadora con casquillos diferentes .................................. 42
Figura 22: Aplicacin de la fuerza separadora con casquillos insertados .................................. 42
Figura 23: Aplicacin de la fuerza separadora con casquillos reordenados .............................. 43
Figura 24: Casquillo roscado.................................................................................................... 43
Figura 25: Posibles montajes de la unin atornillada ............................................................... 44
Figura 26: Casquillos centrados con dos varillas ...................................................................... 45
Figura 27: Secciones del conjunto de casquillos....................................................................... 45
Figura 28: Chapa fija tornillo ................................................................................................... 46
Figura 29: Unin atornillada .................................................................................................... 46
Figura 30: Seccin del conjunto vstago y rtula axial ............................................................. 47
Figura 31: Seccin del tubo roscado ........................................................................................ 48
Figura 32: Casquillo para la rtula ........................................................................................... 48
Figura 33: Distintos montajes posibles .................................................................................... 49
Figura 34: Conjunto real fabricado .......................................................................................... 49
Figura 35: Disposicin para medir deformaciones axiles en flexin compuesta ........................ 50
Figura 36: Montaje de medio puente ...................................................................................... 51
Figura 37: Divisin del tornillo en cilindros simples.................................................................. 56
Figura 38: Parmetros necesario para el clculo de rigidez de las piezas unidas ...................... 57
Figura 39: Modelo de distribucin de esfuerzos en los casquillos ............................................ 57
Figura 40: Montaje para aplicar la fuerza separadora desde la zona exterior ........................... 59
Figura 41: Actuacin de la fuerza separadora en los casquillos exteriores................................ 60
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Figura 42: Montaje para aplicar la fuerza separadora desde la zona intermedia ...................... 61
Figura 43: Actuacin de la fuerza separadora en los casquillos intermedios ............................ 61
Figura 44: Montaje para aplicar la fuerza separadora desde la zona interior ........................... 62
Figura 45: Actuacin de la fuerza separadora en los casquillos interiores ................................ 62
Figura 46: Piezas para el modelo de elementos finitos ............................................................ 65
Figura 47: Seccin del modelo de elementos finitos ................................................................ 66
Figura 48: Modelado del apriete mediante una presin constante .......................................... 66
Figura 49: Condiciones de contorno del modelo de elementos finitos ..................................... 67
Figura 50: Malla del modelo de elementos finitos ................................................................... 67
Figura 51: Tensin equivalente de Von Mises .......................................................................... 68
Figura 52: Tensin en la direccin axial ................................................................................... 68
Figura 53: Desplazamientos en la direccin axial ..................................................................... 68
Figura 54: Cara del tornillo en el extremo de la tuerca ............................................................ 69
Figura 55: Cara del tornillo en el extremo de la cabeza ............................................................ 69
Figura 56: Aristas del tornillo en el extremo de la tuerca y cabeza ........................................... 70
Figura 57: Caras del casquillo en contacto con la tuerca y la cabeza del tornillo .................. 71
Figura 58: Aristas del casquillo en contacto con la tuerca y la cabeza del tornillo ............... 71
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
ndice de tablas
Tabla 1: Coeficiente de rozamiento para roscas cuadradas...................................................... 17
Tabla 2: Relacin entre el valor nominal del lmite elstico y el valor de la resistencia a la
traccin (ISO 898-1) ................................................................................................................ 19
Tabla 3: Caractersticas mecnicas y fsicas de los pernos, tornillos y bulones (ISO 898-1) ....... 20
Tabla 4: Cargas de prueba para tornillos. Rosca mtrica ISO de paso grueso (ISO 898-1) ......... 21
Tabla 5: Cargas de prueba para tornillos. Rosca mtrica ISO de paso fino (ISO 898-1) .............. 21
Tabla 6: Cargas de prueba para tuercas. Rosca mtrica ISO de paso grueso (ISO 898-2) .......... 22
Tabla 7: Cargas de prueba para tuercas. Rosca mtrica ISO de paso fino (ISO 898-6) ............... 22
Tabla 8: Sistema de designacin para tuercas con alturas nominales 0.8D (ISO 898-2) .......... 23
Tabla 9: Presin de contacto segura para cierto rango de velocidad ........................................ 26
Tabla 10: Lmite Fuerza (N) en el apriete para no superar la tensin admisible ........................ 53
Tabla 11: Coeficientes de rozamiento para diversos estados superficiales y de lubricacin...... 53
Tabla 12: Par de apriete (Nm) para alcanzar 11120N de fuerza de apriete en funcin de los
coeficientes de rozamiento ..................................................................................................... 54
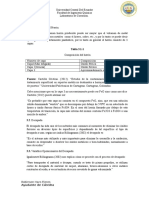
Tabla 13: Fuerzas en la unin atornillada ante distintas fuerzas separadoras........................... 63
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
1 Introduccin y objetivos
Dentro de las uniones mecnicas desmontables, las uniones atornilladas son las ms
importantes, por su bajo coste y facilidad para el montaje y desmontaje de las mismas. Debido
a ello, se encuentran prcticamente en todas las mquinas y estructuras.
Por el frecuente uso de las uniones atornilladas en la ingeniera mecnica, es preciso que los
alumnos de ingeniera aprendan las bases terico-prcticas necesarias para la correcta
utilizacin de dichas uniones.
Este proyecto tiene como finalidad el diseo de un ensayo prctico de una unin atornillada,
tanto del utillaje necesario para su realizacin, como del guin que indicar los parmetros a
ensayar y a medir. La prctica servir como complemento de las bases tericas obtenidas en
las asignaturas donde se estudian las uniones atornilladas.
El ensayo diseado permitir a los alumnos observar los parmetros principales que definen
una unin atornillada, como por ejemplo la relacin entre el par aplicado y la traccin de
apriete que aparece en la unin. Adems, tambin les permitir caracterizar el
comportamiento de la unin atornillada ante distintas fuerzas que intentan separar las piezas
unidas, y observar los distintos comportamientos que experimenta la unin atornillada
dependiendo de donde se apliquen dichas fuerzas separadoras.
Finalmente se comparar los distintos modelos tericos estudiados en clase con el
comportamiento real de la unin atornillada, que se obtendr como resultado al efectuar la
prctica.
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
2 Fundamentos tericos
En este captulo se recogern los fundamentos tericos necesarios para la comprensin del
proyecto.
Primero se describir la teora del funcionamiento de las uniones atornilladas, y
posteriormente la bases de extensometra necesarias para el desarrollo experimental del
ensayo de la unin atornillada.
2.1 Teora de las uniones atornilladas
En este apartado se har una introduccin sobre las uniones atornilladas, y se describirn
conceptos tan importantes como la relacin existente entre el par de apriete aplicado a la
unin y la traccin-compresin que se induce al aplicarla.
Finalmente, se ver el efecto que tiene sobre la unin una fuerza que intenta separar las piezas
unidas.
2.1.1
Presentacin de las uniones atornilladas
Entre todos los elementos de mquinas el tornillo es el ms frecuentemente empleado.
Aunque su utilizacin ms habitual e importante es como elemento de fijacin entre piezas
desmontables, tiene tambin otras aplicaciones. Entre ellas tambin destacan la utilizacin
como transmisor de fuerzas para producir grandes esfuerzos longitudinales mediante
pequeos fuerzas perifricas (prensa de husillo, tornillo de banco, etc.) y como transmisor de
movimientos, por ejemplo en los husillos gua.
Otras aplicaciones de los tornillos pueden ser en elementos de medida (micrmetros), para
reajustar fugas y desgastes, para obturacin de orificios (tapones), etc. En otras ocasiones, al
mismo tiempo que se utiliza como elemento de fijacin, sirve tambin para el sellado de una
cmara conteniendo lquidos o gas.
Debido a su gran utilizacin, estos elementos estn sometidos a una extensa normalizacin.
Existen diversos tipos de rosca normalizados. Entre las roscas para elementos de fijacin, los
tipos ms conocidos en Europa son mtrica, mtrica fina, la Whitworth y Whitworth fina.
Existen otros muchos tipos, como la redondeada, que tiene un perfil con radios amplios para
disminuir las concentraciones de tensiones, la rosca unificada, normalizada en Estados Unidos,
rosca para chapa, rosca cortante, etc. Para la transmisin de fuerzas y movimientos se utilizan
distintos tipos de rosca, siendo las ms conocidas, la rosca trapecial y la rosca en diente de
sierra.
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
En cuanto a los tornillos de fijacin existen muy diversos tipos normalizados, dependiendo de
la rosca utilizada, las dimensiones, la forma de la cabeza, la forma de la caa, etc. Como
ejemplo pueden verse algunos tipos de tornillos con distintas formas de cabeza, como se
muestra en la siguiente figura.
Figura 1: Tipos de cabezas de tornillo
Cabezas: hexagonal (a), redonda o alomada (b), cilndrica (d, g), avellanada (c, e, f);
combinadas con distintos sistemas de apriete: hexagonal (a) o cuadrada para llave
inglesa, ranura o entalla (b, c, d) y Phillips (f) para destornillador, agujero hexagonal
(e) para llave Allen, moleteado (g) para apriete manual.
En cuanto a las tuercas sucede algo parecido, existen muy diversos tipos normalizados, no
solo por sus dimensiones, sino tambin por su forma, con lo que se cubren las necesidades
ms variadas.
Entre las ventajas que pueden indicarse de las uniones atornilladas son la posibilidad de
montaje y desmontaje, adems de la amplia gama de elementos normalizados que pueden
utilizarse para condiciones de trabajo muy diversas. Otra ventaja importante es la fiabilidad de
las uniones por la facilidad de fabricacin y control de las caractersticas de resistencia y
tolerancias.
Aunque las uniones atornilladas son muy seguras, a la hora de definir el tipo de tornillo que
debe ser utilizado, existen una serie de factores que son importantes y que pueden hacer
peligrar la unin en caso de no ser tenidos en cuenta. Entre estos factores pueden incluirse:
El desconocimiento de las fuerzas exteriores exactas que van a producirse.
Los problemas que puedan presentarse si no se aprietan adecuadamente. Los tornillos
de pequeo dimetro pueden romperse fcilmente por apretarlos ms de lo debido.
En muchos casos, para controlar este apriete se usan llaves dinamomtricas, que
miden el par aplicado, o arandelas con posibilidad de medir la presin, etc.
La posibilidad de que la cabeza o la tuerca no apoyen en toda la superficie, lo que hara
aparecer tensiones adicionales de flexin. Para solucionar este problema, en algunos
casos pueden usarse arandelas especiales cuyo espesor no es constante.
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
La posibilidad de aflojamiento de la unin, bien sea por sacudidas que puede
resolverse con tuercas o arandelas especiales que impiden el giro, o por dilataciones
trmicas que hacen perder apriete al tornillo.
Posibles apariciones de choques o cargas variables que puedan daar el tornillo de
diversas formas.
Otro factor a considerar, que influir en el material a utilizar en la fabricacin de los
tornillos, son los posibles ataques electrolticos al unir pieza de distintos materiales y el
ambiente exterior, que puede producir la oxidacin.
Por ltimo, para decidir sobre el tipo de tornillo a emplear deben analizarse otros
factores como son la frecuencia de montaje y desmontaje, la posibilidad de usar un
tipo de cabeza u otro en funcin de la facilidad de montaje, lugar de aplicacin,
espesor de la piezas a unir, etc.
2.1.2
Par de apriete, autorretencin y rendimiento
El mtodo tradicionalmente empleado para determinar la tensin a que est sometido un
tornillo es mediante la comprobacin del par aplicado en el apriete, aunque no es el mtodo
ms preciso. Para esto suele emplearse una llave dinamomtrica, que no es ms que una llave
con un elemento deformable, que permite conocer el par aplicado como funcin de la
deformacin del elemento.
Para el estudio de la tensin en funcin del apriete, se comenzar estudiando el caso de una
rosca de perfil cuadrado, con un paso p, un dimetro medio dm y un ngulo de hlice (Figura
2), que mediante el giro intenta hacer subir una pieza roscada que opone una fuerza F (Figura
3).
Figura 2: Rosca cuadrada
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Figura 3: Estudio del apriete
Considerando un filete desarrollado (Figura 4), se obtendra un plano inclinado en una longitud
igual a la de una circunferencia cuyo dimetro se el dimetro medio y un ngulo (Figura 5).
Figura 4: Desarrollo del filete del tornillo
10
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Figura 5: Sistema de fuerzas en el desarrollo del filete
El sistema de fuerzas que se produce sobre dicho plano al intentar subir la pieza es el indicado
en la figura anterior. La pieza opondr una resistencia hacia abajo. Al mismo tiempo, para
vencer el rozamiento y la componente horizontal de la fuerza , la pieza ejercer otra fuerza
hacia la derecha, que ser la fuerza que debe aplicarle al plano para que haga subir la carga.
Planteando el equilibrio de fuerzas se obtiene:
Eliminando
entre las ecuaciones y despejando , queda:
Teniendo en cuenta que
puede expresarse:
es igual a la tangente del ngulo de rozamiento
Dado que la fuerza se aplica en el dimetro medio de la rosca (
aplicar para vencer esa fuerza ser:
, la ecuacin (2)
), el par que habr que
Si en vez de subir la pieza se pretende bajar, el sistema de fuerza que aparece en el plano
inclinado equivalente ser el de la Figura 6, ya que bajar la pieza equivale a mover dicho plano
hacia la derecha.
11
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Figura 6: Sistema de fuerzas en el desarrollo del filete en el sentido contrario
En este caso, las ecuaciones de equilibrio de fuerzas sern:
Eliminando
igual que en el caso anterior, queda:
Con lo que el par necesario ser:
En esta ecuacin se puede comprobar que el par necesario para bajar la pieza ser negativo si
es mayor que . Es decir, que la pieza bajara sola, sin necesidad de aplicacin de par alguno
, independientemente de la magnitud de . Si
se produce la
autorretencin, es decir para mover la pieza en cualquier sentido habr que aplicar
necesariamente un par en el sentido de giro correspondiente.
Si en vez de tener el tornillo rosca cuadrada la tiene trapecial o con filete triangular (Figura 7),
con ngulo de filete
, la fuerza normal a la superficie, en vez de ser ser
. Dicha
variacin solo influir en las ecuaciones de equilibrio en un aumento de las fuerzas de
rozamiento, que sern ahora
. La otra componente ser la fuerza normal al eje del
tornillo y dirigida hacia l, por tanto se equilibrar con la producida en el punto del tornillo
diametralmente opuesto.
12
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Figura 7: Fuerza normal en la rosca triangular
Para determinar el par necesario para subir y bajar la pieza indicada anteriormente, solo habr
que sustituir en las ecuaciones (2) y (6) el valor de por otro valor
.
Si se hace:
Las ecuaciones (4) y (7) quedarn:
Dado que ser mayor que en este caso se producir autorretencin para ngulos mayores
de que si la rosca fuera cuadrada.
El anlisis realizado de los pares necesarios para subir y bajar una pieza cualquiera mediante
un tornillo de transmisin de potencia es igual al que puede hacerse con objeto de conocer el
par que debe aplicarse para apretar o aflojar un tornillo de fijacin, ya que los sistemas de
fuerzas producidas son los mismos.
Para el clculo del par total necesario para producir un movimiento o fuerza en uno u otro
sentido, habr que sumarle el par producido por el apoyo axial del tornillo (en el caso de
transmisin de potencia) o por la cabeza del tornillo sobre la pieza (en el caso de fijaciones)
(Figura 8).
13
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Figura 8: Contacto entre tuerca y piezas unidas
Suponiendo una distribucin uniforme de presiones en la superficie de contacto y que esta es
una corona circular, el par necesario ser:
Normalmente, dado que el anillo de contacto es de pequeo espesor puede utilizarse como
buena aproximacin, la consideracin de que toda la fuerza se ejerce sobre el dimetro medio
de dicho anillo. En ese caso el par torsor para vencer el rozamiento indicado ser:
El par total para apretar un tornillo a una tensin F, o para producir una fuerza F con uno de
transmisin de potencia, ser:
Un dato importante en los tornillos para transmitir movimiento o fuerza el rendimiento. Este
es igual al cociente entre el par necesario y el que hara falta si el rozamiento fuera nulo.
Considerando solo el rozamiento en la rosca, en el caso de querer producir una traslacin a
partir de un giro, este ser:
14
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Si quiere obtenerse una rotacin a partir de un desplazamiento equivalente al caso de bajada
de la pieza este ser:
En el caso de la ecuacin (14), si se tiene en cuenta el rozamiento en el apoyo del tornillo, la
ecuacin se convierte en:
Rendimiento en funcin del ngulo de la hlice (semingulo del filete Beta=14,5
100
Coef. roz. 0,15
Coef. roz. 0,1
90
80
Rendimiento (%)
70
60
50
40
30
20
10
10
20
30
40
50
ngulo de la hlice (alfa)
60
70
80
90
Figura 9: Rendimiento en funcin del ngulo de la hlice (semingulo del filete = 14,5)
En la Figura 9 se muestra un grfico de variacin del rendimiento del rendimiento en funcin
del ngulo de la hlice ( ) para el caso de la ecuacin (14), en un tornillo trapecial con un
ngulo
. En este grfico se puede comprobar que el rendimiento mximo se produce
para ngulos medios. De las ecuaciones del rendimiento, se deduce tambin que el
rendimiento ser mayor a medida que disminuye , ya que hace disminuir el valor de hacia
.
Para ello debe intentarse que dicho ngulo sea pequeo. Las roscas cuadradas seran las de
mejor rendimiento pero tiene el inconveniente de la dificultad de fabricacin y de ajuste a
medida que se va produciendo el desgaste.
15
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
100
Tornillo y tuerca con canales para bolas
Tornillo y tuercas con coef. roz. 0,1
90
80
Rendimiento (%)
70
60
50
40
30
20
10
4
ngulo de la hlice (alfa)
Figura 10: Comparacin con el rendimiento de husillo de bolas
Para conseguir buenos rendimientos pueden usarse tornillos y tuercas cuyos filetes son unos
canales para la rodadura de bolas que transmiten el movimiento. En este caso los valores de
son pequesimos, y el rendimiento aumenta enormemente como puede verse en la Figura 10,
donde se muestra la curva de variacin del rendimiento para este tipo de tornillos comparada
con la curva anterior.
En el caso de los tornillos de fijacin, en los que no es importante el rendimiento y si la
autorretencin, para evitar que se aflojen, los ngulos son mayores, como puede verse en
las roscas normalizadas.
El problema principal para determinar el par de apriete de un tornillos de fijacin o el par
necesario para transmitir una fuerza en un tornillo de potencia, es la determinacin del
coeficiente de rozamiento. Este coeficiente depender de los materiales en contacto, del
acabado superficial, del engrase de las superficies en contacto, etc.
Normalmente, en los tornillos de fijacin se considera un coeficiente de rozamiento, tanto
para la cabeza como para la rosca, entre 0,12 y 0,2 para los de acero. Estos valores como ya se
ha dicho, dependen del grado de acabado, lubricacin y precisin de la rosca. Para otros
materiales estos valores son algo distintos, y pueden usarse como referencia los valores
recomendados para tornillos de potencia. En el caso de estos ltimos, aunque los valores del
coeficiente de rozamiento dependen de los mismos factores que se han indicado, tanto la
calidad superficial como las condiciones de servicio estn mucho ms controladas.
Existen tablas que indican valores aproximados de en funcin de las condiciones de servicio,
estado superficial y superficies en contacto. En la Tabla 1 se muestra una tabla con valores de
para el contacto entre tornillos y tuerca, y entre el soporte y collar de empuje. Los valores se
indican para el arranque y para giro a rgimen.
16
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Coeficiente de rozamiento para roscas cuadradas, Acme y tipo nacional americano y para
collares de empuje
Tornillo de acero y tuerca de bronce o hierro
Rozamiento del collar de empuje
fundido
Coeficiente
Coeficiente de
medio de
rozamiento 2
Condiciones
Material
rozamiento en
Arranque Rgimen
rgimen 1
Materiales y ejecucin de alta
calidad en las mejores
condiciones de
funcionamiento
Materiales y ejecucin de
calidad media y condiciones
medias de trabajo
0,103
Acero dulce sobre
hierro fundido
0,17
0,121
Acero endurecido
sobre hierro fundido
0,147
0,092
Acero dulce sobre
bronce
0,101
0,084
Acero endurecido
sobre bronce
0,081
0,063
0,126
Ejecucin pobre y
movimiento muy lento y poco
frecuente con engrase
0,154
indiferente o superficies
recin mecanizadas
Coeficiente medio de rozamiento de arranque
a rgimen, 1,376
Tabla 1: Coeficiente de rozamiento para roscas cuadradas
17
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
2.1.3
Dimensionados de tornillos sujetos a cargas estticas
Los tornillos sometidos a cargas estticas tienen dos zonas principales de rotura, que son las
que deben comprobarse para el dimensionado. La rotura ms frecuente se produce en la zona
sometida a traccin, inmediata al final de la tuerca. En esta zona existen grandes
concentraciones de tensin debido a la forma de los filetes y a la irregular distribucin de carga
a lo largo de la parte roscada.
100
100
90
60
80
70
60
50
50
51
52
6 filetes
40
29
50
40
26
4 filetes
26
25
30
5 filetes
19
10
0
7
6,5
2 filetes
12
12,5
20
3 filetes
14
2 filetes
3,5
2,5
1 filete
4 filetes
6 filetes
Figura 11: Distribucin de carga para distintos nmero de filetes
En la Figura 11 se muestra una distribucin de carga entre los filetes de rosca para una tuerca
con distinto nmero de filetes. Esta distribucin irregular es debida a que mediante las fuerzas
el tornillo (sometido a traccin) se alarga, sin embargo la tuerca se acorta (compresin), por lo
que el paso de rosca se hace distinto uno de otro. Por esta razn tienden a cargarse
nicamente los primeros filetes.
18
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Esta irregular distribucin tiene una gran importancia en el caso de cargas variables. Pero,
cuando las cargas son estticas su influencia es mucho menor, ya que la deformacin plstica
de los primeros filetes, hace que el resto de ellos adquieran ms carga, con lo que se
uniformiza ms la distribucin.
Adems de la comprobacin de las tensiones en la caa, debe estudiarse tambin el posible
dao de la rosca en la parte de la unin, debido al desgaste producido por la presin entre
filetes del tronillo y la tuerca o debido a la tensin cortante en la raz de los filetes.
En el caso de los tornillos de fijacin normalizadas no hay que realizar ninguna comprobacin
por estar indicadas en las normas las tensiones que pueden soportar mediante la carga de
prueba. Esta carga de prueba es la carga mxima que pueden soportar los tornillos sin sufrir
deformacin permanente (prcticamente). En las mismas normas tambin se indican los
distintos materiales de que deben estar hechos los tornillos, estando estos clasificados por
clases de resistencia. Cada una de estas clases corresponde a una resistencia del material,
indicndose tambin la clase de resistencia que debe tener la tuerca unida al tornillo
correspondiente.
En las tablas 3, 4 y 5 se muestran las clases de resistencia normalizadas que fueron creadas por
la norma DIN para los tornillos y tuercas y posteriormente adoptadas por la norma ISO. Las
tablas 6 y 7 muestran las clases de resistencia de las tuerzas que deben acoplarse con las
distintas clases de tornillos.
El dimensionado de la unin debe hacerse teniendo en cuenta la resistencia del tornillo que es
el elemento ms dbil, si la tuerca se selecciona de acuerdo con la tabla 8.
Las denominaciones de las clases de resistencia se hacen en funcin de las caractersticas del
material del tornillo o tuerca. As el nmero que se indica antes del punto (por ejemplo el 5
para la clase 5.6), indican el 1/100 de la resistencia a la traccin nominal Rm,nom, en
megapascales (vase el nmero 1 de la Tabla 3), y la cifra situada detrs del punto ( .6 en el
ejemplo anterior) indica 10 veces la relacin entre el valor nominal del lmite elstico (lmite
elstico inferior), ReL,nom, o el valor nominal del lmite elstico convencional al 0,2%, Rp0,2,nom, o
el valor nominal del lmite elstico convencional al 0,0048 d, Rpf,nom (vanse los nmeros 2 a 4
de la Tabla 3), y el valor nominal de la resistencia a la traccin, Rm,nom, tal y como se especifica
en la Tabla 2 (relacin del lmite elstico).
Tabla 2: Relacin entre el valor nominal del lmite elstico y el valor de la resistencia a la traccin (ISO 898-1)
Ejemplo: Un elemento de fijacin de valor nominal de resistencia a la traccin
Rm,nom =800 MPa y con una relacin del lmite elstico de 0,8 tiene la designacin de clase
de calidad 8.8.
19
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Tabla 3: Caractersticas mecnicas y fsicas de los pernos, tornillos y bulones (ISO 898-1)
20
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Tabla 4: Cargas de prueba para tornillos. Rosca mtrica ISO de paso grueso (ISO 898-1)
Tabla 5: Cargas de prueba para tornillos. Rosca mtrica ISO de paso fino (ISO 898-1)
21
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Tabla 6: Cargas de prueba para tuercas. Rosca mtrica ISO de paso grueso (ISO 898-2)
Tabla 7: Cargas de prueba para tuercas. Rosca mtrica ISO de paso fino (ISO 898-6)
22
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Tabla 8: Sistema de designacin para tuercas con alturas nominales 0.8D (ISO 898-2)
En los casos de empleo de elementos normalizados, sometidos a cargas estticas, cada tornillo
puede apretarse de forma que soporte una tensin entre el 75 y el 90 % de la tensin de
prueba.
En el caso de tornillos sin normalizar debe comprobarse que no se va a producir fallos por
ninguna de las causas indicadas anteriormente. Si est sometido a un esfuerzo de traccin F, la
comprobacin de resistencia de la caa, se har partiendo de una seccin resistente algo
mayor que la del ncleo, ya que los filetes tienen cierto efecto resistente. Esta seccin ( )
suele tomarse igual a la de un cilindro de dimetro igual a:
Donde
es el dimetro del ncleo, y
es el dimetro medio de la rosca.
De acuerdo con esto, debe cumplirse que:
donde
ser un valor 0.60.8 del lmite elstico. Si el tornillo est sometido a la fuerza
debido a un par de apriete aplicado, durante el apriete estar sometido a la fuerza axial y a
un par torsor como el expresado por la ecuacin (9), que producir una tensin cortante:
23
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Con lo que la tensin equivalente para el diseo puede ser:
que deber ser menor de
Teniendo en cuenta que una vez apretado, el par T puede desaparecer bien porque se d un
pequeo giro en sentido contrario para eliminarlo o porque el rozamiento entre la cabeza y la
superficie de la pieza lo permita, en muchos casos puede no considerarse el efecto del par
torsor cuya influencia ser nicamente durante el apriete, instante en que puede llegarse al
lmite elstico sin excesivo problema. Si el par persiste despus del apriete, su influencia debe
considerarse ya que, en tornillos normalizado, considerando
, el valor de
puede
ser aproximadamente
. Estos mismos efectos deben considerarse en el caso de
tornillos normalizados, donde se ha indicado que
puede llegar hasta el 70-90% de la
tensin de prueba.
La comprobacin de la rosca a cortante se realiza determinando las tensiones en la raz de los
filetes. Considerando una distribucin uniforme de carga, la tensin en la rosca del tornillo
puede expresarse:
y en la tuerca:
Donde H es la altura roscada y es la proporcin de dicha altura que corresponde a la raz del
filete (Figura 12). Adems deber considerarse otro coeficiente que tendr en cuenta la no
uniformidad de la distribucin de fuerzas entre los filetes. Coeficiente
que es
aproximadamente 0,55 y que ir en el denominador de las ecuaciones anteriores. Dicho
coeficiente puede ser mayor si se adoptan medidas para mejorar la distribucin de fuerzas
entre los filetes.
24
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Figura 12: Raz del filete en el paso de rosca
De la misma forma puede comprobarse la presin superficial, que puede expresarse
(considerando uniformemente distribuida) (ver Figura 12):
Cuyo valor en la rosca mtrica es aproximadamente 0,32 de la tensin a que est sometido el
tornillo por efecto de la fuerza . El valor real ser mayor debido a la no uniformidad de
distribucin de la fuerza entre los filetes.
En el caso de tornillos de transmisin de fuerzas, la comprobacin de resistencia del tornillo a
los efectos de la fuerza de traccin y del par torsor se hace de igual forma que se ha indicado
antes, pero considerando como seccin resistente la seccin del ncleo. Es decir:
Debido a la importancia de la concentracin de tensiones debe usarse un coeficiente de 3 a 4,
es decir
debe ser 1/3 o 1/4 del lmite elstico del material.
Para la comprobacin a fuerzas de compresin, si el tornillo es suficientemente largo, debe
comprobarse a pandeo de igual forma que se hace con cualquier viga sometida a compresin.
En este caso, el coeficiente de seguridad a emplear no tiene en cuenta las concentraciones de
tensin (por no ser importante su efecto en compresin). En cualquier caso habr que aplicar
un coeficiente de seguridad a pandeo que puede oscilar entre 2.5 y 4, que depender de la
exactitud de los clculos y del conocimiento exacto de las fuerzas que se pueden producir.
Una comprobacin muy importante que debe hacerse en este tipo de tornillos es la presin
superficial a que estn sometidos los filetes, ya que el desgaste es el principal fallo de estos
elementos. El nmero de filetes que componen la rosca se elegir con objeto de conseguir que
la presin no pase unos lmites determinados. Para el clculo del nmero de filetes, se supone
en muchos casos una distribucin uniforme de la fuerza entre ellas, pero se limita la presin
mxima de acuerdo con unas recomendaciones, en funcin de la velocidad lineal del
deslizamiento, y de los materiales en contacto. En la Tabla 9 se indican algunos de estos
valores recomendados de .
25
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Tornillo
Acero
Acero
Acero
Acero
Tuerca
Presin de contacto segura (psi)
Bronce
2500-3500
Bronce
1600-2500
Hierro fundido
1800-2500
Bronce
800-1400
Hierro fundido
600-1000
Bronce
150-240
Rango de velocidad (fpm)
Baja velocidad
<10
<8
20-40
20-40
50
Tabla 9: Presin de contacto segura para cierto rango de velocidad
El nmero de hilos de la rosca se determinar por tanto:
En cualquier caso debe intentarse que la distribucin de presiones en los distintos hilos sea lo
ms uniforme posible.
La comprobacin de resistencia a cortante de los hilos de rosca no suele ser necesario por ser
ms restrictiva la limitacin de la presin superficial. Si esta comprobacin fuera necesaria,
puede hacerse de la misma forma que en los tornillos de fijacin.
Con objeto de evitar el posible desgaste a que est sometido el collar de apoyo del tornillo
sobre el soporte, debe limitarse la presin mxima entre las superficies de apoyo. Esta presin
mxima admisible depende en gran medida de la velocidad relativa de las partes en contacto.
Normalmente este valor se limita indicando un valor mximo permisible del producto pv,
donde p es la presin media y v es la velocidad lineal en el dimetro medio de la zona de
contacto. Un valor de pv recomendado como mximo en muchas ocasiones es 40000 Kg/cms.
Este valor puede variar, principalmente depende de los materiales en contacto.
Finalmente, una comprobacin muy importante que debe hacerse en este tipo de tornillos es a
la rigidez. En tornillos que requieran una determinada precisin en la transmisin del
movimiento debe comprobarse que las deformaciones axiles, debidas a la fuerza de traccin o
compresin, de giro, debida al par torsor, y de flexin, debidas al peso o cualquier fuerza
lateral, no excedan unas determinados valores que hagan perder precisin. Estos tres tipos de
deformaciones pueden tener un efecto aditivo, de forma que sus efectos en cuanto a precisin
se sumen, llegando a ser importante su influencia. Si las fuerzas laterales llegan a ser
importantes por cualquier razn, habr que incluir su efecto en las tensiones a que est
sometido el tornillo para el clculo de las dimensiones necesarias.
26
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
2.1.4
Comportamiento de uniones pretensadas antes fuerzas separadoras
La mayora de las uniones atornilladas en las mquinas se realizan aplicando un tensado previo
de los tornillos, de forma que los elementos queden sometidos a una tensin determinada,
que impida que los elementos se separen cuando se aplique una fuerza de trabajo que tienda
a separarlos. Esto es especialmente importante en los casos de uniones que deban mantener
una estanqueidad. Se realizan tambin uniones con tensado previo cuando se desea impedir el
deslizamiento entre elementos unidos. Deslizamiento que se impide debido a las fuerzas de
rozamiento producidas por la tensin existente en las uniones que van a estar sometidas a
cargas variables. Tambin se aplica dicho tensado previo, debido a que se mejora la resistencia
de los tornillos en fuerzas de este tipo.
En el caso de uniones sometidas a fuerzas de traccin, la tensin previa de los tornillos debe
ser tal que impida la separacin de las partes o que mantenga una presin mnima entre las
partes unidas. Al mismo tiempo debe conseguirse que al aplicarse las fuerzas de trabajo, no
aumente la tensin del tornillo, de forma que se llegue a la deformacin permanente del
mismo.
Figura 13: Distintas zonas de aplicacin de la fuerza separadora
Un factor importante a considerar es la forma de aplicacin de la carga de trabajo. As, en la
Figura 13 se muestran dos formas distintas de una tapa de un cilindro sometido a presin
interna. En el caso a), debido a la distribucin de las fuerzas, puede considerarse que esta se
27
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
aplica sobre la parte de la unin cercana a la cabeza del tornillos. En b) puede considerarse que
se aplica la fuerza de trabajo en la zona de unin de las partes. Como se ver a continuacin,
los efectos sern distintos en uno y otro caso.
Figura 14: Tornillo con una serie de casquillos
Supongamos un tornillo que une una serie de casquillos, como se muestra en la Figura 14, y
que est apretado de forma que est sometido a una fuerza de traccin . Suponiendo que la
fuerza del tornillo se ejerce sobre toda la seccin de los casquillos ( ), y que los mdulos de
elasticidad son , , , y , se habr producido una variacin de longitud respecto a las
longitudes iniciales :
Llamando
a la rigidez de cada casquillo y
a la rigidez del tornillo:
Al apretar el tornillo se producirn unas variaciones de longitud de forma que
a
donde
pasar a
28
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Siendo
Si se aplica una fuerza adicional de traccin en las superficies
( ), los casquillos quedarn
sometidos a una fuerza menor que por lo que la se alargarn (al descomprimirse), mientras
que el tornillo tendr que alargarse tambin, de forma que aumenta su tensin. En cualquier
caso, el aumento de longitud de los casquillos y del tornillo deben ser los mismos. Por tanto las
fuerzas adicionales a que estarn sometidos los elementos sern tales que:
Por tanto de (31) obtenemos
Es decir el tornillo quedara sometido a una fuerza de traccin:
Y los casquillos a una de compresin:
Si en vez de aplicar la fuerza en la superficie
se aplica en la
, el nico efecto que se
producir ser disminuir la presin entre las piezas 2 y 3 en una cantidad , pero tanto el
tornillo como los casquillos seguirn sometidos a las mismas tensiones. Solo en caso de que
sea mayor que , dicha fuerza tendr efecto en el tornillo. Si esto ocurre las superficies de las
piezas 2 y 3 se separan y la tensin a que quedar sometido el tornillo ser .
Si se aplica una fuerza
en las superficies
, tanto el tornillo como los casquillos 1, 4 y 5
estarn sometidos a una fuerza mientras que los casquillos 2 y 3 lo estarn a una menor que
. Igual que ocurra en el primer caso, el aumento de longitud de todos los casquillos debe ser
igual al del tornillo. Por tanto:
29
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
donde
que puede expresarse:
de donde:
es decir, la tensin del tornillo y los casquillos 1,4 y 5 aumentar una cantidad
que quedar:
, de forma
Y la de los otros disminuir, quedando
De acuerdo con lo indicado anteriormente, se comprueba que, en una unin pretensada,
cuando se someten los elementos de la unin a una fuerza de separacin , la tensin del
tornillo no aumenta en la misma cantidad, sino en menor proporcin. El valor de este aumento
vendr influido por dos factores principalmente. Depender de la zona de la unin en que se
aplican las fuerzas, de forma que mientras ms cercana sea a la unin de los elementos, menor
ser el aumento de tensin en los tornillos. De acuerdo con esto, los tornillos de unin de la
figura 12a estarn sometidos a mayores fuerzas que los de la figura 12b. Sin embargo la
presin entre los elementos, una vez aplicada la carga, ser mayor en el caso a que en el b. El
aumento de tensin de los tornillos, tambin depende de la relacin entre la rigidez de los
elementos que disminuye esta. Al aumentar la rigidez de los tornillos aumenta la proporcin
de la carga que tiene que soportar este.
30
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Figura 15: Diagrama Fuerza-deformacin del tornillo y las piezas unidas
Figura 16: Diagrama Fuerza-deformacin del conjunto
Las variaciones de tensiones en unos y otros elementos pueden verse grficamente de una
forma muy sencilla, como se muestra en la Figura 15. Representando las rigideces de unos y
otros elementos cuando estn sometidos a la tensin inicial, se habrn producido unos
alargamientos
y
. Donde
es la suma de los acortamientos iniciales de los
casquillos exteriores a las zonas de aplicacin de las fuerzas adicionales y
es la suma de
los acortamientos iniciales de los elementos interiores. Cuando se aplica la fuerza P, se
producen nuevas variaciones de longitud de forma que
. Es decir los puntos y
se desplazan la misma cantidad hacia la derecha, hasta
y
de forma que
. As pueden obtenerse fcilmente los puntos
y
como se indica en la Figura 16.
Trazando las rectas con pendiente
y
, que se cortan en el punto , correspondiente
31
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
a , los puntos
es igual a .
se obtienen en la vertical del punto en que la distancia entre las rectas
Figura 17: Distribucin del esfuerzo en forma de cono
Hasta ahora se ha visto el caso terico con un tornillo y unos casquillos, que se suponen con
distribucin uniforme de tensin. En la realidad, si se tienen dos piezas unidas, como en la
Figura 17, no se conoce exactamente la distribucin de tensiones en ambas, y por tanto su
rigidez. Para determinar la rigidez se supone que los esfuerzos se transmiten por conos con
ngulos
. La base menor del tronco de cono se supone igual a una corona cuyo
dimetro exterior es igual a la distancia entre caras de la tuerca a la cabeza del tornillo. Para
simplificar los clculos de la rigidez, estos conos deformables se cambian por cilindros cuyo
dimetro exterior es el dimetro exterior medio del cono, y como interior el del taladro.
Figura 18: Fuerza separadora en una unin estanca
Todo lo indicado anteriormente tiene una gran importancia en el dimensionado a fatiga, y en
el estudio de la tensin previa que deben tener uniones estancas sometidas a una
determinada presin. Si se tiene un cilindro estanco que va a estar sometido a una presin que
distribuida entre los tornillos hace que le corresponda a cada uno una fuerza (Figura 18) y se
quiere que la fuerza mnima sobre la junta se una cantidad , habr que determinar el valor
de
El tornillo deber ser tensado inicialmente a una fuerza
, con objeto de que
al aplicarse la presin , quede una compresin remanente de la junta . Por otro lado, el
dimensionado del tornillo se har teniendo en cuanta que la mxima ser
.
Este apartado ser de gran importancia para poder calcular tericamente el comportamiento
de la unin atornillada que se disear.
32
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
2.2 Teora de extensometra
Para la realizacin de la parte experimental de la prctica, se necesita un mtodo para la
validacin de los modelos tericos y numricos que se utilizarn en este proyecto. Para ello se
medirn las deformaciones en el tornillo durante el apriete y tras la aplicacin de la fuerza
separadora a los casquillos mediante galgas extensomtricas.
2.2.1
Fundamentos de extensometra
En la extensometra se busca una relacin entre una magnitud ajena al problema del slido
deformable y la deformacin del slido, a travs de un principio fsico. Dependiendo del
principio, los sistemas histricamente usados se pueden clasificar de la siguiente manera:
-
Sistemas mecnicos.
Sistemas acsticos.
Sistemas pticos.
Sistema elctricos:
o De capacitancia.
o De inductancia.
o De resistencia.
Los de ms amplio uso, y sobre los que se utilizarn en este proyecto, son los sistemas
elctricos de resistencia. La extensometra hmica relaciona la variacin de la resistencia de un
conductor adosado al slido, con la deformacin que est soportando dicho slido.
Las bandas o galgas extensomtricas se adosan sobre una superficie de manera que se hacen
solidarias con ellas experimentando las mismas deformaciones. Evidentemente, el tamao y
rigidez de las bandas debe ser lo suficientemente pequeo para que no se vea alterado el
comportamiento del slido al que se adosan.
Adems se produce una informacin puntual, cada galga da un valor de deformacin en la
direccin en la que est orientada (aunque puede verse afectada por deformaciones en otra
direccin), por lo que hay que ser selectivo eligiendo cuidadosamente el punto y la direccin
donde se quiere medir la deformacin.
El fundamento de las bandas de resistencia es la variacin de la resistencia de un conductor
cuando cambia su longitud. La expresin de la resistencia de un hilo circular antes de aplicar la
carga es:
Donde la resistividad es una propiedad del material de que est fabricado el cable.
Si el hilo y el slido son solidarios, se experimentar un cambio en su longitud al aparecer un
estado tensional, si bien tambin pueden variar la seccin transversal y la resistividad:
33
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
y teniendo en cuenta que:
habiendo despreciado, coherentemente con el desarrollo anterior, el termino
ecuacin (42) queda teniendo en cuenta (43):
. Por tanto la
Admitiendo que el alargamiento y la contraccin transversal quedan relacionados a travs del
coeficiente de Poisson (como si se tratara de un estado monodimesional de tensiones):
donde
es el coeficiente de Poisson del hilo.
Por otro lado, Bridgman puso de manifiesto que el cambio unitario de resistividad era
proporcional al cambio de volumen del conductor, siendo la constante de proporcionalidad
una caracterstica del material:
Por lo que la variacin de resistencia, sustituyendo las ecuaciones (45) y (46) en (44) quedara:
Estando por tanto ligada la variacin de resistencia con la de longitud, de tal manera que la
medida de aquella conducira al conocimiento de sta, dado que la constante que las relaciona
es una caracterstica del material, recibiendo el nombre de constante de sensibilidad del metal
o aleacin a la deformacin.
Algunas variables asociadas al problema tiene limitados sus valores, por lo que la
representacin tan sencilla realizada con anterioridad no es de aplicacin industrial. En efecto
la resistencia a emplear debe ser lo suficientemente grande para que las pequeas variaciones
que sobre ella originarn las tensiones mecnicas en el slido al que est adosada la banda,
sean significativas frente a la resistencia del resto del circuito (cables y conexiones) debiendo
ser al mismo tiempo medibles sin que se tenga que requerir una alta precisin de los equipos
de medida. El circuito debe tambin ser diseado para que al paso de la corriente no se genere
calor que provocara variaciones de temperatura que afectaran al valor de la resistividad, de
tal manera que no se podra saber si la variacin de la resistencia es debida a la deformacin o
34
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
a la variacin de temperatura. Las resistencias normalmente usadas son superiores a los 100
ohmios. Si se utilizara un cable de 0,0025 mm de dimetro con una resistencia de 1000
ohmios/metro, ello requerira usar como banda extensomtrica un cable de 10 cm de longitud.
Debido a que las bandas tienen que ser de pequeo tamao no podemos usar conexiones
entre solido y cable a travs de una lnea, que es lo que sucede en el hilo redondo, por lo que
se utiliza bandas de lmina metlicas.
La seccin del hilo utilizada en bandas de lminas de metal hace que stas sean tambin
sensibles a la deformacin transversal. Con un desarrollo similar al del hilo redondo llegaremos
a que la variacin unitaria de resistencia de la lmina es:
siendo
la sensibilidad a deformacin longitudinal y
la sensibilidad a deformacin
transversal, ambas dependen del material de la lmina ya que son funcin de la constante de
Bridgman y el coeficiente de Poisson . La variacin unitaria de la resistencia tambin se
suele expresar de la forma:
siendo
, de nuevo una constante del material con el que se construye la lmina.
La dependencia de las dos deformaciones complica la determinacin de stas, dado que con
una banda extensomtrica no se podra determinar
y aunque se conocieran los valores
de
y o .
De cualquier forma, en las bandas se da un nico valor de sensibilidad , al que se denomina
factor de galga. El fabricante de la banda lo determina a travs de un ensayo en el que se
conoce el estado de tensiones y deformaciones del material. Un ensayo tpico es el de una
barra sometida a traccin:
Figura 19: Banda adherida en la direccin de la carga
35
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
La banda se adhiere en la direccin de la carga sobre una cara paralela a dicha carga (Figura
19). El valor de la deformacin que va a soportar la banda se conoce ya que existe una solucin
analtica del problema, es decir se conocen desplazamientos, deformaciones y tensiones en
funcin de la carga que est actuando. Para este problema se cumple si la banda est
suficientemente alejada de los extremos:
Siendo ahora el coeficiente de Poisson del slido tensionado. Por tanto, la variacin unitaria
de resistencia para este problema quedara, aplicando (49):
Dado que la variacin unitaria de resistencia se puede medir, el valor de la deformacin es
conocido para cualquier carga, puede determinarse el valor del factor de galga , que se
suministra como caracterstica de la banda.
Ahora bien, la banda se utilizar en campos de deformaciones que no tienen que estar
necesariamente asociados a campos unidireccionales de tensin. En tales casos, si se divide la
variacin unitaria de resistencia entre el factor de galga, lo que se est obteniendo es un valor
aproximado de , al que denominaremos valor medio
para diferenciarlo del real.
La relacin correcta entre la variacin unitaria de resistencia y el campo de deformaciones,
para un campo no unidireccional de tensiones es, como se ha visto anteriormente:
Luego la relacin entre la deformacin real y media ser:
Si se quiere estimar el error cometido al asignar a la deformacin real el valor de la medida:
Si la banda est colocada en la direccin , se pueden contemplar dos casos extremos del valor
del error que estarn asociados a situaciones de tensin unidireccional en el sentido
perpendicular a la banda respectivamente. Para el primer caso se cumplir:
Por lo que el error ser nulo (si para el material base es idntico al del material usado por el
fabricante para la calibracin), lo que era de esperar dado que este caso extremo corresponde
36
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
justamente a la situacin que el fabricante ha utilizado para calibrar la banda. Por el contrario,
el segundo caso es el que producir el mximo error. As, en este caso:
y el error ser:
Para unos valores habituales de (0,3) y
(0,006) el error tomara un valor pequeo (1,82 %).
En un estado tensional arbitrario, y pueden tomar valores cualesquiera, al ser variables
independientes. As, en situaciones en que sea mucho mayor que , el error puede llegar a
ser muy grande (en el lmite el error sera infinito para cualquier valor de si
, pero se
estara produciendo para un valor nulo de la deformacin). As, por ejemplo, para un caso
y
, el error para una banda orientada segn la direccin sera (con los
valores de y
anteriores) de un 60%, mientras que para una banda orientada segn la
direccin sera de 0,18%.
Por consiguiente, los errores grandes slo aparecen sobre deformaciones poco significativas
(en relacin al campo tensional total). En cualquier caso si se coloca una banda en una
direccin y no se conoce cualitativamente el campo tensional, no se puede saber si el error con
que se est midiendo es grande o pequeo. Por ello, es generalmente aconsejable, aunque
slo se est interesado en la deformacin en una direccin, el colocar una roseta para as
poder evaluar el error que se est cometiendo. Adems, disponer de dos medidas en
direcciones perpendiculares, permite evaluar los valores reales de las deformaciones en esas
dos direcciones. En efecto, si llamamos
y
a las deformaciones medidas por dos bandas
extensomtricas en direcciones perpendiculares:
las deformaciones reales
visto anteriormente, de:
quedan relacionadas con las medidas a travs, como se ha
Por lo que de este sistema de dos ecuaciones pueden obtenerse los valores de
37
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
2.2.2
Aparatos de medida. El puente de Wheatstone
Se utilizan dos circuitos elctricos, el potencimetro y el puente de Wheatstone, para convertir
la variacin unitaria de resistencia que se produce en la banda en una seal de voltaje que
puede ser registrada. A continuacin describiremos este ltimo.
El puente de Wheatstone consta de cuatro resistencias y una fuente de tensin
disposicin que se indica en la siguiente figura:
, con la
Figura 20: Puente de Wheatstone
La tensin de salida , se mide entre los nodos 1 y 4 del circuito, y viene dado por la diferencia
entre los voltajes de las resistencias
y :
aunque suele expresarse de la siguiente manera:
El puente est equilibrado,
, si:
Dado que al menos una resistencia indicadas en la disposicin del puente corresponder a una
banda extensomtrica, cuya resistencia inicial puede ser diferente (aunque fuera siempre la
misma, la resistencia del circuito de conexin siempre variar de un montaje a otro), el puente
38
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
va dorado de un dispositivo para equilibrarlo inicialmente (normalmente el dispositivo consiste
en una resistencia variable en paralelo entre 3-4 y 4-2).
Si una vez equilibrado, las resistencias del puente experimentan una variacin, pasando a valer
,
,
,
, la diferencia de potencial entre los puntos 1 y 4
valdr ahora:
Por consiguiente, las variaciones en las resistencias afectan a la diferencia de potencial, cuya
variacin puede ser fcilmente medida. Las disposiciones ms usualmente utilizadas son
aquellas en que se utiliza una (montaje en cuarto de puente) o dos (montaje en medio puente)
de las resistencias del puente.
En la prctica las resistencias
, y las variaciones de resistencia en el metal de la galga
-3
son muy pequeas, del orden de 10 . Por tanto, es normal el uso de la siguiente aproximacin
que proporciona resultados suficientemente precisos para las necesidades prcticas, en lugar
de la ecuacin anterior:
El montaje del cuarto de puente, si
y en el lugar de
colocamos una banda, al
aplicar las fuerzas sobre el slido deformable solamente variar la resistencia , por lo que
obtendremos la siguiente relacin:
Por lo que la deformacin de la banda ser:
Si sustituimos dos bandas en lugar de dos resistencias del puente, el montaje obtenido se
denomina de medio puente. Como se ver ms adelante, se utilizar un montaje de medio
puente para la realizacin de medidas.
39
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
3 Diseo de la unin atornillada para la prctica
En este apartado se describir como se ha llevado a cabo el diseo y la seleccin de los
distintos elementos de la unin atornillada (tornillo, casquillos), as como el sistema para
aplicar la fuerza separadora a la unin atornillada. Finalmente se describir el circuito
extensomtrico empleado.
3.1 Diseo de los elementos mecnicos
Como se dijo en el apartado de Introduccin y objetivos, el objetivo de este proyecto
consiste en el diseo de todos los elementos necesarios para la realizacin prctica de un
ensayo sobre uniones atornilladas.
Empezaremos por la unin atornillada en s, que deber estar compuesta por los elementos de
unin y las piezas que queremos unir. Posteriormente se hablar del mtodo elegido para
aplicar distintas fuerzas separadoras.
3.1.1
Elementos de unin
Primero se tiene que decidir qu tipo de elementos van a realizar la unin, entre las tres
opciones posibles:
Mediante un tornillo y una tuerca
Mediante un esparrago y un par de tuercas
Mediante un tornillo (o esparrago y tuerca) y una pieza con un taladro roscado
Nuestra decisin va a estar condicionada por los instrumentos de medida que se van a utilizar.
Si se observa un ensayo de traccin, uno de los parmetros fcilmente medible en este tipo de
ensayo es la deformacin que sufre el slido al estirarse, y dicha medida se obtiene a travs de
extensmetros o de galgas extensomtricas.
En una unin atornillada, la caa del tornillo (o esparrago) queda traccionada (y las piezas
unidas comprimidas) tras aplicar el par de apriete, pudindose medir la deformacin que sufre
la caa con los mismos instrumentos que en un ensayo de traccin. Como el tornillo ir alojado
en el interior de las piezas a unir, no podremos utilizar como instrumento de medida de la
deformacin un extensmetro por sus dimensiones. Por ello, se ha optado por la utilizacin de
galgas extensomtricas, ya que sus dimensiones son mucho ms reducidas y se podrn adherir
a la caa rebajada del tornillo (o esparrago) para introducirlas en el taladro de las piezas a unir.
Las galgas extensomtricas necesitan de cables para ser unidos al circuito de medida, por lo
que las piezas unidas debern tener un orificio para poder pasar dichos cables.
Volviendo a la eleccin del tipo de elementos a emplear, constar de dos elementos roscados
(las nombradas en los tres puntos del primer prrafo) que durante el apriete tendrn que
40
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
hacerse girar uno sobre otro, siendo lo ms fcil mantener uno fijo y aplicar el par de apriete
sobre el otro. Como el tornillo o esparrago estar unido a los cables de las galgas, si este
elemento tiene que girar en el apriete, los cables se enrollarn sobre l pudindose daar las
conexiones con las galgas, por lo que es mejor que este elemento permanezca fijo. Para esto la
mejor la mejor opcin es la pareja tornillo-tuerca, ya que podremos fijar el tornillo fcilmente
agarrando la cabeza. Si la cabeza del tornillo es de tipo hexagonal se podr fijar con una
mordaza durante el apriete. Y la tuerca deber ser tambin hexagonal (DIN 934) para que se
pueda apretar con la llave dinamomtrica disponible en el laboratorio.
Para seleccionar un mtrico del tornillo adecuado se tiene que tener en cuenta que vamos a
rebajar una zona de la caa para alojar las galgas. El dimetro rebajado tiene que ser suficiente
para que no plastifique durante la realizacin del ensayo, pero tampoco puede ser excesivo, ya
que el dimetro de las piezas a unir aumentara y el conjunto se hara pesado y difcil de
manejar.
Se ha elegido un tamao de tornillo mtrico 16, ya que la caa se podr rebajar hasta los 10
mm para alojar las galgas y seguir teniendo suficiente seccin resistente. Consultando con
suministradores de tornillos, las clases de calidad que disponen para los tornillos de cabeza
hexagonal son la 6.8, 8.8 y 12.8. Si se escoge la calidad media 8.8 para el tornillo, este podr
aguantar una fuerza de traccin pura de unos 50 KN.
En los tornillos de cabeza hexagonal comerciales, se pueden encontrar tornillo con la caa
roscada completamente o parcialmente (DIN 933 o 931). En nuestro caso, se ha optado por el
tornillo con la rosca parcial ya que se rebajar una parte de la zona no roscada, y solo
necesitamos rosca en el extremo del tornillo para roscar la tuerca. La longitud final del mismo
deber ser algo mayor que la suma de las longitudes de las piezas unidas, ms la arandela y
tuerca. El catalogo comercial ofrece mltiples longitudes por lo que es fcil seleccionar la
adecuada posteriormente.
El paso de rosca deber ser el menor posible para poder controlar ms fcilmente el apriete,
as no variar mucho el apriete introducido al girar poco ngulo la llave, facilitando con ello la
realizacin de la prctica. Para el mtrico elegido, el paso ms pequeo que disponen los
distribuidores es de 1,5.
Como se ha comentado, cuando se decidan la longitud de las piezas a unir se podr definir
completamente la longitud del tornillo y la situacin adecuada de la zona rebajada.
3.1.2
Piezas unidas y mtodo de aplicacin de la fuerza separadora
Por su sencillez geomtrica, se elegirn como piezas unidas unos casquillos cilndricos con un
taladro para alojar al tornillo en la direccin del eje de cilindro.
Para poder desarrollar la prctica las piezas unidas tendrn que prestar una serie de funciones.
La principal ser la de permitir la aplicacin de fuerzas separadoras en distintas zonas de la
unin, que vayan desde el caso ideal que sera separar desde los extremos en contacto con la
cabeza del tornillo y la tuerca, hasta el caso opuesto que sera aplicar la fuerza separadora en
41
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
el centro de las piezas unidas. Tambin sera conveniente que en la prctica se pudiera
observar un caso intermedio entre los dos anteriores.
Para que se pueda causar una separacin entre las piezas unidas al aplicarse la fuerza
separadora, deber de haber un mnimo de dos casquillos para que dicha separacin se
produzca en la cara de contacto entre ellos.
Para poder aplicarle una fuerza separadora a los casquillos en distintas zonas existen varias
alternativas de diseo. La forma ms sencilla sera construir varios juegos de casquillos a unir
con el sistema de agarre para aplicar la fuerza separadora a distintas alturas del casquillo
(Figura 21), aunque el problema que presenta esta opcin es el coste de construir mltiples
juegos de casquillos diferentes.
Figura 21: Aplicacin de la fuerza separadora con casquillos diferentes
Otra posibilidad sera tener un par de casquillos en los que aplicar la fuerza separadora,
despus de ensayarlos y se podra insertar uno o varios casquillos intermedios y realizar un
nuevo ensayo en estas condiciones (Figura 22). Esta opcin es ms econmica pero no solo se
cambia la zona de aplicacin de la fuerza separadora, sino la geometra completa de la unin.
Adems se necesita un tornillo ms largo, que en el montaje con menos casquillos sobresaldra
demasiado, o tener varios tornillos de distintas longitudes.
Figura 22: Aplicacin de la fuerza separadora con casquillos insertados
42
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
La ltima opcin y por la que se ha optado, es construir un par de casquillos en los que aplicar
la fuerza separadora, y dos pares ms de geometra similar, para que al ensayarlos siempre
haya el mismo nmero de casquillos y por lo tanto similar geometra de las piezas unidas,
aunque se podr modificar la zona de aplicacin de la fuerza separadora colocando los
casquillos en los que aplicar la fuerza separadora en distintas posiciones, desde que se
encuentren en los extremos de la unin hasta en la zona ms interior (Figura 23). Esta opcin
es ms econmica que la primera, ya que podremos realizar los tres ensayos con un nico
juego de casquillos, y mejor que la segunda ya que mantendremos la misma longitud de
tornillo en los distintos montajes.
Figura 23: Aplicacin de la fuerza separadora con casquillos reordenados
Hay distintos mtodos para conseguir aplicar la fuerza separadora a uno de los casquillos. La
idea es poder transmitir la fuerza que proporcionar la mquina de ensayos de traccin
disponible en el laboratorio a uno de los casquillos mediante un elemento de unin. Lo ideal es
que esta unin pueda ser desmontable, as se facilita el apriete de los casquillos. De entre los
mtodos de unin desmontables se ha elegido la unin roscada, por lo que incluiremos una
rosca exterior al casquillo que vamos a transmitir la fuerza casquillos (Figura 24), de esta forma
los casquillos roscados tendrn unas dimensiones similares a los otros casquillos.
Figura 24: Casquillo roscado
43
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Para transmitir la fuerza lo roscaremos al utillaje que nos servir de conexin con las mordazas
de la mquina, y que se ver en el siguiente apartado. Para facilitar el roscado a dicho utillaje
se moletearn la superficie exterior de los casquillos roscados
Al montar el conjunto de casquillos, colocando los casquillos roscados en distintas posiciones
aplicaremos la fuerza separadora en una parte de la unin o en otra (ver Figura 25). En el
siguiente apartado veremos el conjunto que conecta los casquillos con las mordazas de la
mquina.
Figura 25: Posibles montajes de la unin atornillada
Para facilitar la correcta alineacin de los casquillo durante el apriete hay que incluir sistema
de centraje. En piezas de grandes el centraje se realiza mediante un par de taladros ciegos
correctamente posicionados en ambas piezas a centrar y colocando pasadores en dicho
taladros y que fijan la posicin de una pieza sobre otra. Pero en nuestro caso, al tener seis
casquillos a centrarse uno respecto a otro deberamos realiza un gran nmero de taladros
ciegos (cuatro por casquillo) y muy bien posicionados lo que incrementara el coste de
fabricacin. Los casquillos cilndricos tendrn 20 mm de altura, por lo que una mejor solucin
para nuestro caso sera un par de taladros que atraviesen completamente el casquillo y que
conecten con el siguiente casquillo, y como elemento centrador en lugar de usar mltiples
pasadores utilizaremos dos varillas que atraviesen todos los casquillos (ver Figura 26).
44
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Figura 26: Casquillos centrados con dos varillas
Tambin hay que tener en cuenta que los casquillos que queden en el centro de la unin
debern permitir la salida de los cables que conectan con las galgas del tornillo. La mejor
solucin es que los casquillos que tengan que colocarse en el centro de la unin incluyan
medio taladro que al unirse al casquillo contiguo formen un orificio que conecte el taladro
central (que aloja al tornillo) con el exterior (Figura 27).
Figura 27: Secciones del conjunto de casquillos
45
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Adems para evitar el giro del tornillo respecto a los casquillos que puedan daar los cables de
conexin con las galgas, se utilizar una chapa doblada que abrace la cabeza del tornillo y que
estar fija a los casquillos porque tambin posee los agujeros de centraje (ver figura).
Figura 28: Chapa fija tornillo
Destacar tambin que las caras de los casquillos deben ser perfectamente paralelas, para que
al montarse en los distintos montajes no se pierda la forma cilndrica del conjunto aunque se
vare el orden de los casquillos. Dichas caras debern estar bien pulidas para que se produzca
un buen contacto de una cara con otra. Adems se hizo hincapi en la correcta posicin de los
taladros pasantes para la correcta alineacin del conjunto.
Durante la fabricacin del conjunto no se encontraron las varillas de centraje adecuadas al
pequeo tamao, ya que no eran lo suficientemente rectas y distorsionaban la forma del
conjunto. Finalmente se opto por cortar unas varillas roscadas comerciales que si tenan el
adecuado tamao y rectitud, aadindose la posibilidad de utilizar en los extremos unas
pequeas tuercas que haran de tope para que las varillas no se salieran de su sitio durante la
prctica.
Figura 29: Unin atornillada
46
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
3.1.3
Utillaje de conexin de la unin atornillada a la mquina de traccin
Como ya se ha comentado en el apartado anterior, se necesitaran una serie de piezas que
sirvan de conexin entre los casquillos roscados y las mordazas de la mquina de ensayo de
traccin. Por un extremo deber tener una rosca interior para agarrar el casquillo roscado (y el
suficiente espacio para alojar los dems casquillos si los casquillos roscados se encuentran en
medio de la unin), y por otro un vstago para poder agarrarlo con las mordazas de la mquina
(que deber ser de un dimetro adecuado para las mordazas).
Hacer esta conexin de una sola pieza mecanizada conlleva varios problemas. Primero, debido
a que ambos extremos tienen dimensiones muy diferentes, lo que comportara un elevado
coste de mecanizado, que supondra partir de una gran cantidad de material para mecanizar
por un lado el vstago y por el otro el alojamiento hueco y la rosca. Esto se soluciona
fabricando como mnimo dos piezas distintas y posteriormente unirlas para ahorrar en
mecanizado.
Adems, al ser un agarre rgido, difcilmente quedaran los dos vstagos extremos alineados
con el eje del tornillo, lo que introducira un momento flector en la unin atornillada. Si
unimos el vstago a una rtula axial, podremos paliar el efecto del desalineamiento, ya que no
se transmitir flector a los elementos de la unin, sino un pequeo esfuerzo cortante que ser
despreciable comparado con la fuerza de traccin axial que transmitiremos. El vstago deber
tener un tope que apoye bien sobre la rotula axial para transmitir correctamente los esfuerzos
(ver Figura 30), adems un buen ajuste para que quede fijo al casquillo semiesfrico de la
rtula.
Figura 30: Seccin del conjunto vstago y rtula axial
Por el otro lado, la pieza roscada que se una al casquillo deber contener en un extremo un
hueco en su interior lo suficientemente grande para contener los casquillos y lo que sobresalga
del tornillo cuando la fuerza separadora se quiera aplicar en la zona central de la unin. Como
elemento de unin entre ambos extremos se utilizar un tubo con unas roscas interiores en
sus extremos.
47
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Figura 31: Seccin del tubo roscado
Finalmente para conectar las rtulas y el tubo roscado se utilizar un casquillo con un taladro
para alojar el vstago y una zona rebajada para alojar la rtula axial junto con el vstago. A su
vez que tendr una rosca exterior para poder unirla al tubo roscado.
Figura 32: Casquillo para la rtula
Todas estas rocas tambin tienen un paso de 1,5 para que haya el suficiente nmero de filetes
en menor longitud. Con esto la distribucin de esfuerzos en las roscas ser la correcta, sin
sobrecargar los primeros filetes.
Al igual que en el casquillo roscado, se ha moleteado el exterior de los casquillos y una banda
en la zona intermedia de los tubos para facilitar su enrosque. Por ltimo, se ha mecanizado
una hendidura en el vstago para colocar un anillo elstico que evita que el conjunto de
vstago y rotula se salga de su sitio.
48
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
3.1.4
Montaje completo
Por ltimo mostramos varias imgenes del modelo del conjunto con los posibles montajes de
la unin atornillada ms el sistema de agarre (Figura 33)
Figura 33: Distintos montajes posibles
Y tambin una imagen del conjunto completo fabricado:
Figura 34: Conjunto real fabricado
49
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
3.2 Circuito extensomtrico
En nuestro ensayo se quiere medir la fuerza axial a la que estar sometido el tornillo durante el
apriete y posteriormente tras aplicar una fuerza separadora al conjunto. Se podr obtener
dicha fuerza conociendo la deformacin axial del tornillo obtenida a travs de un montaje de
medio puente.
Se necesita un montaje que nos permita eliminar los efectos producidos por la flexin que
podamos inducir en el sistema debido a una falta de alineacin de las cargas de traccin, o por
falta de paralelismo de las caras donde se apoyan la cabeza del tornillo y la tuerca.
El hecho de que las variaciones de resistencia situadas en las diagonales del puente (la parejas
de resistencias
y ,o
y ) tengan aportaciones de medidas con signo el mismo signo
en la expresin de la variacin de la diferencia de potencial, permite obtener informacin no
directamente obtenible con una sola banda. As si nuestro tornillo est sometido a axil y
flector, si se est interesado en encontrar la deformacin debida al axil exclusivamente, se
puede conseguir colocando dos bandas en lados opuestos del tornillo ambas en la direccin
longitudinal del tornillo:
Figura 35: Disposicin para medir deformaciones axiles en flexin compuesta
Dado que el axil y el flector provocan las deformaciones que se indican en dicha figura, la
deformacin total de las bandas superior e inferior ser, en este caso:
Si se conecta la banda superior como resistencia 1 y la inferior como resistencia 3
obtendremos un circuito de medio puente como el de la siguiente figura:
50
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Figura 36: Montaje de medio puente
Estas bandas 1 y 3 sufrirn unas variaciones de resistencia debido las deformaciones por el axil
y el flector de la siguiente forma:
Por lo que la medida del puente ser:
Si se han colocado bandas iguales:
Por lo que finalmente la deformacin debida al flector ser:
Conociendo las deformaciones axiales es fcil relacionarlo con la tensin axial mediante el
mdulo de elasticidad del material del tornillo:
Finalmente se puede saber la fuerza axial a la que est sometida el tornillo si se conoce el rea
de la seccin del tornillo en donde estn colocadas las bandas:
Aunque con esta relacin se puede conocer tericamente la relacin entre la fuerza axial del
tornillo y la tensin a la salida del puente, lo mejor es realizar una calibracin de las bandas del
tornillo, aplicando una fuerza de traccin conocida al sistema con la mquina de traccin en un
montaje en el que el tornillo no tenga apriete previo.
51
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
4 Clculo del comportamiento de la unin atornillada
Como ya se ha visto en la teora, la relacin del par de apriete con la fuerza a la que quedan
unidas las piezas depende de varios parmetros: geometra del tornillo, rozamiento en la rosca
y rozamiento entre las superficies en contacto entre tuerca y pieza unidas.
Tambin se ha visto que el comportamiento de la unin atornillada antes una fuerza que
intente separar las piezas depende de la rigidez de los elementos de la unin y del lugar donde
se aplica dicha fuerza separadora.
En este apartado se realizarn los clculos necesarios para predecir el comportamiento de la
unin atornillada en el apriete y tras aplicar la fuerza separadora.
4.1 Calculo del par de apriete para una tensin determinada
Se aplicar la ecuacin (20) vista en el apartado 2.1.3, que da la tensin equivalente del tornillo
durante el apriete:
Esta deber ser menor que la tensin admisible
elstico
(640 MPa para tornillos clase 8.8).
que tendr un valor 0.6 a 0.8 el lmite
es la fuerza de traccin que aparece en el tornillo (y que se puede medir con el circuito
extensomtrico) y no es todo el torsor aplicado por la llave dinamomtrica ( ), ya que la
parte del torsor para vencer el rozamiento de las superficies de contacto entre tuerca y piezas
unidas, no se transmite al tornillo. El torsor transmitido al tornillo ser:
o lo que es lo mismo, expresado directamente en funcin del rozamiento modificado por la
rosca triangular del filete y del paso de rosca:
Sustituyendo en la ecuacin (20):
52
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Por lo que en el apriete, la fuerza que aparece en el tornillo para no superar la tensin
admisible deber ser:
En nuestro caso se tomar como seccin resistente del tornillo la zona rebajada con =10mm.
En la siguiente tabla se representa lo valores que obtendremos de (expresada en Newtons)
para distintos
(del 0,6 al 0,8 del lmite elstico) y el intervalo de valores posibles del
rozamiento.
Fraccin
del
0,8
0,75
0,7
0,65
0,6
\
512
480
448
416
384
0,08
0,0924
0,1
0,1155
0,12
0,1386
0,14
0,1617
0,16
0,1848
0,18
0,2078
0,2
0,2309
27014
25326
23637
21949
20260
24075
22570
21066
19561
18056
21569
20221
18873
17525
16177
19452
18236
17020
15804
14589
17660
16557
15453
14349
13245
16138
15130
14121
13112
12104
14836
13909
12981
12054
11127
Tabla 10: Lmite Fuerza (N) en el apriete para no superar la tensin admisible
En el peor de los casos (rozamiento en la rosca no lubricada
), se tiene que controlar
(con las medidas que proporciona el circuito de extensometra calibrado) que no se superen
los 11127 N de fuerza durante el apriete.
Es difcil estimar tericamente el par necesario para conseguir esta fuerza de apriete, ya que
depende de dos rozamientos ( en la rosca y
en la superficie de contacto entre tuerca y
piezas) que son difciles de conocer a priori.
Para ello, se puede consultar en la bibliografa valores orientativos del rozamiento, como los
que se recogen en la siguiente tabla:
Estados superficiales
Tornillo
Tuerca
Fosfatado
Sin recubrimiento
Cincado galvnico
Sin recubrimiento
Cadmiado galvnico
Sin recubrimiento
Cincado galvnico
Cincado galvnico
Cadmiado galvnico Cadmiado galvnico
Estados de lubricacin
No lubricado
Con aceite Con pasta MoS2
0,14 a 0,21
0,14 a 0,17
0,10 a 0,12
0,12 a 0,18
0,12 a 0,17
0,08 a 0,12
0,08 a 0,11
0,14 a 0,19
0,12 a 0,17
0,14 a 0,15
0,08 a 0,12
Tabla 11: Coeficientes de rozamiento para diversos estados superficiales y de lubricacin
53
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Se calcular el par aplicado necesaria a partir de la ecuacin 13:
Como al principio no se conocen exactamente los valores del rozamiento ni en la rosca ni entre
las superficies de contacto de la tuerca, se ha de garantizar que con el par aplicado no se
superen los valores de fuerza en el apriete
.
La siguiente tabla muestra el par necesario para obtener este valor de fuerza de apriete para
distintos valores del coeficiente de rozamiento en la rosca y entre las superficies de contacto
de la tuerca :
\
0,08
0,1
0,12
0,14
0,16
0,18
0,2
0,08
0,0924
0,1
0,1155
0,12
0,1386
0,14
0,1617
0,16
0,1848
0,18
0,2078
0,2
0,2309
19,42
21,73
24,04
26,35
28,66
30,97
33,28
21,31
23,62
25,93
28,24
30,55
32,86
35,17
23,21
25,51
27,82
30,13
32,44
34,75
37,06
25,10
27,41
29,72
32,03
34,34
36,65
38,95
27,00
29,31
31,62
33,93
36,23
38,54
40,85
28,90
31,21
33,52
35,83
38,14
40,44
42,75
30,80
33,11
35,42
37,73
40,04
42,35
44,66
Tabla 12: Par de apriete (Nm) para alcanzar 11120N de fuerza de apriete en funcin de los coeficientes de
rozamiento
Para estar del lado de la seguridad, no se debe superar los 19,42 Nm en el primer apriete
aplicado si no se conocen exactamente los coeficientes de rozamiento. Este clculo es muy
conservador, ya que la fuerza lmite mnima (que no se quiere superar para no llegar al 60% del
lmite elstico) se obtuvo con el coeficiente de rozamiento ms alto (
), y el caso ms
desfavorable para llegar a esta fuerza se da con los coeficientes de rozamiento ms bajos
(
), cosa que no puede suceder en la realidad ya que ambas condiciones no se
pueden dar simultneamente.
Con una serie de ensayos dando un apriete conocido y midiendo la fuerza de apriete obtenida
se podrn aproximar los valores de rozamiento en la unin atornillada, como se ver en los
resultados del ensayo.
54
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
4.2 Modelos tericos de los elementos de la unin atornillada.
Aunque los elementos de la unin estarn sometidos a un complejo campo de tensiones y
deformaciones, nos centraremos en la direccin principal en la que se producen, que coincide
con la direccin axial del tornillo. Los parmetros que se describirn a continuacin se refieren
a dicha direccin principal.
Se define como constante de rigidez de un elemento deformado elsticamente la relacin
entre la fuerza y el alargamiento ocasionado:
Segn la ley de Hooke, el mdulo de elasticidad , relaciona la tensin , y la deformacin
unitaria :
Siendo la tensin la relacin entre la fuerza y superficie, y la deformacin unitaria la relacin
entre alargamiento y longitud inicial.
Por tanto:
A continuacin se expondrn los modelos monodimensionales utilizados para calcular la
rigidez axial de los elementos de la unin, que ser necesaria para poder predecir su
comportamiento tras el apriete y ante la aplicacin de la fuerza separadora.
4.2.1
Modelo para la rigidez del tornillo
Generalmente el tornillo no tiene un rea constante a lo largo de toda su longitud, as que se
modelar el tornillo como la suma de rigideces de una serie de cilindros de distintas reas y
longitudes.
55
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
En nuestro caso hay tres secciones diferenciadas:
: rea de la longitud no roscada del tornillo (
).
: rea de la longitud de la zona rebajada del tornillo (
).
: rea equivalente de la longitud roscada (ver ecuacin 17,
).
Figura 37: Divisin del tornillo en cilindros simples
Adems aportan rigidez al tornillo una parte de la cabeza del mismo y una parte de la zona
roscada dentro de la tuerca. Se considera que ambas tienen una longitud
que se
aaden a la longitud no roscada que est en contacto con la cabeza y a la longitud roscada en
contacto con la tuerca (ver Figura 37).
La rigidez de los cilindros en serie se obtiene como:
Teniendo en cuenta las distintas longitudes de los cilindros (
y
) y el mdulo de elasticidad del acero
rigidez total del tornillo ser:
,
, la
56
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
4.2.2
Modelo para la rigidez de las piezas unidas
Para el clculo de rigidez del conjunto de casquillos cilndricos, no se puede suponer una
distribucin uniforme de tensin, ya que el dimetro exterior de los mismos es mayor que el
dimetro de cabeza del tornillo. (
, ver Figura 38).
Figura 38: Parmetros necesario para el clculo de rigidez de las piezas unidas
Como ya se vio en la teora, en estos casos no se conoce exactamente la distribucin de
tensiones, y por tanto su rigidez. Para determinar la rigidez se supone que los esfuerzos se
transmiten por troncos de conos con ngulos
(ver Figura 39).
Figura 39: Modelo de distribucin de esfuerzos en los casquillos
Se realizar el clculo de la rigidez mediante la suma de infinitas rebanadas de espesor
diferencial, cuya rigidez ser:
Por lo que la rigidez total viene dada por la siguiente integral:
57
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Los parmetros necesarios para calcular esta integral son los que aparecan en la Figura 38:
ngulo del tronco de cono:
Dimetro exterior de los casquillos:
Dimetro del agujero de los casquillos:
Dimetro entre casquillo y cabeza o tuerca:
Longitud total de los casquillos:
Mdulo de elasticidad de las piezas:
Teniendo en cuenta que dimetro exterior vara a lo largo de los casquillos:
siendo
los puntos donde hay los
cambios de tronco de cono a cilindro (ver Figura 39).
El rea de la rebanada infinitesimal ser:
Y finalmente se calcula la inversa de la rigidez de las piezas como la suma de las integrales:
Por lo que la rigidez de las piezas unidas ser:
4.2.3
Modelo de esfuerzos en la unin atornillada ante una fuerza separadora
Como se vio en la apartado 2.1.4 de la teora, en una unin pretensada con una fuerza inicial
se produce una nueva distribucin de esfuerzos, tanto en el tornillo ( ) como en las piezas
unidas ( ), al someterla a una fuerza separadora :
58
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Esta distribucin depende del lugar donde se aplica la fuerza separadora, ya que una parte de
las piezas unidas se descomprimirn (denominamos
a la rigidez equivalente de esta zona
descomprimida) y la otra parte se recomprimirn ms la piezas unidas, a la vez que se
traccion aun ms es tornillo (denominamos
a la rigidez equivalente de la suma en serie
de esta zona recomprimida ms la rigidez del tornillo).
En el caso ideal en el que la fuerza separadora se aplica en los extremos de la unin
descomprimiendo todos los casquillos unidos,
coincida con la rigidez de las piezas unidas
y
coincide con la rigidez del tornillo
ya que no hay ninguna parte de los casquillos
recomprimidos.
Si inicialmente se tiene la unin pretensada con una fuerza inicial
y aplicamos
una fuerza separadora
(las rigideces del tornillo y las piezas unidas, son las
calculadas en los apartados anteriores
y
), en el
caso ideal la nueva fuerza a la que quedara sometido el tornillo ser:
y en las piezas unidas:
En nuestro caso no podremos ensayar esta situacin ideal, ya que habra que aplicar la fuerza
separadora directamente a la cabeza del tornillo y a la tuerca. El utillaje diseado permite la
aplicacin la fuerza separadora a travs de la zona roscada de los casquillos. Como se vio, el
diseo permite aplicar la fuerza separadoras en tres posiciones distintas, dependiendo del
montaje de casquillos que se haya realizado. El montaje que ms se asemeja a la situacin
ideal es cuando se estira del conjunto desde los casquillos en contacto con la cabeza del
tornillo y con la tuerca (ver Figura 40).
Figura 40: Montaje para aplicar la fuerza separadora desde la zona exterior
El casquillo roscado tiene un paso 1,5 y una longitud roscada de 10 mm por lo que poseen algo
ms de 6 filetes. Como se explico en la teora los esfuerzos se transmiten en los primeros
filetes de la rosca, por lo que se plantear la siguiente hiptesis simplificadora, supondremos
que la fuerza separadora acta en un plano despus del tercer filete (a unos 5 mm del
comienzo de la rosca) y se utilizar esto para conocer que parte de los casquillos se
descomprimen y cual se recomprimen. En la siguiente figura muestra grficamente que parte
de la rigidez
se descomprime (en azul) y dar
, y que parte se recomprime (en
rojo) y se sumara a
para calcular
59
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Figura 41: Actuacin de la fuerza separadora en los casquillos exteriores
Es fcil calcular estas rigideces con la integral que se defini en el apartado anterior:
Finalmente se calcula la fuerza a la que quedarn sometido el tornillo y las piezas unidas en
esta disposicin, teniendo en cuenta las condiciones de pretensado y fuerza separadora
anterior (
y
):
60
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
De la misma forma se pueden calcular las fuerzas para el montaje en que la fuerza separadora
se aplica desde los casquillos en el intermedio (ver Figura 42).
Figura 42: Montaje para aplicar la fuerza separadora desde la zona intermedia
Como se ha intercambiado la posicin de dos casquillos que tienen espesor 20 mm, se
considera que la divisin entre la zona recomprimida y descomprimida de los casquillos se
mueve 20 mm hacia el interior como se muestra en la Figura 43, el cambio de zonas quedar a
25 mm del borde exterior.
Figura 43: Actuacin de la fuerza separadora en los casquillos intermedios
De nuevo se calcula la rigidez equivalente
figura anterior):
y la rigidez equivalente
de la zona descomprimida (en azul en la
suma del tornillo y la zona recomprimida de los casquillos (en
rojo en la figura anterior):
61
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
A continuacin se calcula la fuerza a la que quedaran sometidos el tornillo y las piezas unidas
en este montaje intermedio, teniendo en cuenta las condiciones de pretensado y fuerza
separadora, comunes para todos los montajes (
y
):
Y por ltimo se calculan las fuerzas para el montaje en el que se aplica la fuerza separadora
desde los casquillos interiores (ver Figura 44):
Figura 44: Montaje para aplicar la fuerza separadora desde la zona interior
Ahora los casquillos roscados que aplican la fuerza separadora se encuentra en la zona ms
interior posible, la zona descomprimida se desplaza de nuevo otros 20 mm hacia el interior,
ahora el cambio de zona descomprimida a recomprimida quedar a 45 mm del borde exterior.
Se pueden ver las distintas zonas en la siguiente figura:
Figura 45: Actuacin de la fuerza separadora en los casquillos interiores
62
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Otra vez se calcula la nueva rigidez equivalente
la figura):
y la rigidez equivalente
de la zona descomprimida (en azul en
suma del tornillo y la zona recomprimida de los casquillos (en
rojo):
Y finalmente se calculan la fuerza a la que quedaran sometida el tornillo y las piezas unidas en
este montaje, donde la fuerza separadora se aplica de en la zona ms interior posible,
teniendo las condiciones de pretensado y fuerza separadora, comunes para todos los montajes
(
y
):
Como resumen, en la siguiente tabla se muestran los resultados tericos del caso ideal y los
tres montajes que se pueden realizar en la prctica:
;
Aplicacin de la Fuerza separadora:
En el caso Ideal
En el montaje exterior
En el montaje intermedio
En el montaje interior
Rigideces
211,83
204,96
195,92
192,26
Fuerzas resultantes
1812,6
2541,7
5942,7
14052,3
12,25
11,95
11,52
11,33
2,25
1,95
1,52
1,33
Tabla 13: Fuerzas en la unin atornillada ante distintas fuerzas separadoras
63
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
4.2.4
Otros modelos para la rigidez de las piezas unidas
Hay distintos mtodos alternativos que permiten calcular la rigidez de las piezas unidas.
Rasmussen, a partir de clculos efectuados sobre un modelo de elementos finitos, propuso
una formulacin general para calcular el rea equivalente de un cilindro, dada por la siguiente
expresin:
Los parmetros necesarios para poder utilizar la expresin anterior son los vistos en el
apartado anterior. Siendo conocidos estos (
,
,
y
) y el mdulo de elasticidad de las piezas
el rea equivalente:
, se puede calcular
Finalmente se puede calcular la rigidez de las piezas unidas como:
Vemos que es similar a la rigidez calculada en el apartado anterior (
).
64
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
4.3 Modelos de elementos finitos para la rigidez de los elementos.
En este apartado se va a realizar un modelo de elementos finitos (MEF) para obtener las
rigideces de los elementos de la unin a travs de los desplazamientos producidos en dicho
modelo.
El programa SolidWorks, que se ha utilizado para el diseo de los elementos de la unin, da la
opcin de realizar un estudio de elementos finitos con la herramienta SolidWorks Simulation.
Primero se ha tenido que modelar los elementos de la unin:
Casquillos: Se utilizar un nico casquillo con longitud igual a las suma de los seis
casquillos de 20 mm, con un dimetro exterior de 53,5 mm y un orificio interior para
alojar al tornillo de 17,5 mm. Al ser un modelo simplificado, no se han incluido los
orificios de las varillas centradoras ni los orificios para la salida de cables.
Tornillo: Se ha modelado el tornillo M16 con todas las secciones y longitudes
correspondientes a la real, salvo la parte de la rosca que se ha modelado como un
cilindro de dimetro igual al dimetro medio entre el dimetro del ncleo y el
dimetro medio de la rosca (como se vio en la teora en la ecuacin 17), y de longitud
la parte que queda fuera de la tuerca ms
.
Tuerca: Igual que el real salvo que en lugar de de rosca tiene un orificio que coincide
con el dimetro del cilindro que modela la parte roscada del tornillo.
Se especifica al programa que todas las piezas son de acero aleado con lmite elstico
.
A continuacin se muestran imgenes con el modelo utilizado y su seccin:
Figura 46: Piezas para el modelo de elementos finitos
65
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Figura 47: Seccin del modelo de elementos finitos
Para modelar el apriete inicial en las piezas de 11,2 KN, se introduce una presin constante
que traccione el tornillo en la superficie sealada en la siguiente figura:
Figura 48: Modelado del apriete mediante una presin constante
El valor de la presin en esta superficie ser:
Como condicin de contorno se fija la cara de la tuerca para tener una referencia de
desplazamiento cero, e impedimos los desplazamientos en la direccin angular en un punto
del tornillo y del casquillo para evitar el giro de los mismos:
66
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Figura 49: Condiciones de contorno del modelo de elementos finitos
Se ha mallado con la malla ms fina que permite el programa:
Figura 50: Malla del modelo de elementos finitos
67
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Se resuelve y los resultados que se obtienen para una seccin que pasa por el eje del cilindro
son los siguientes:
Tensin equivalente de Von Mises:
Figura 51: Tensin equivalente de Von Mises
Tensin en la direccin axial (eje x):
Figura 52: Tensin en la direccin axial
Desplazamientos en la direccin axial (eje x):
Figura 53: Desplazamientos en la direccin axial
68
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
4.3.1
Clculo de la rigidez del tornillo mediante los desplazamientos del MEF
Debido a la geometra cilndrica del modelo, se observarn los desplazamientos en la direccin
del eje del cilindro (direccin x del modelo) obtenidos al resolver el problema. El programa
permite obtener los valores de desplazamientos de una serie de nodos, lo que implica que se
pueden conocer el valor medio de los desplazamientos de ciertos lugares geomtricos de
inters, como pueden ser las aristas y caras de las piezas del modelo.
Se obtienen los siguientes desplazamientos medios en las caras del tornillo:
Desplazamientos medio en la cara del tornillo en el extremo de la tuerca:
Figura 54: Cara del tornillo en el extremo de la tuerca
Desplazamientos en la cara del tornillo en el extremo de la cabeza:
Figura 55: Cara del tornillo en el extremo de la cabeza
69
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Se calculara la rigidez del tornillo como la fuerza que se ha aplicado al tornillo (
)
entre la diferencia de los desplazamientos medios de las caras de los dos extremos del tornillo:
Se puede realizar el mismo proceso pero en lugar de utilizar las caras de los extremos se
utilizan solo el desplazamiento medio de las aristas:
Figura 56: Aristas del tornillo en el extremo de la tuerca y cabeza
Como se puede observar, los desplazamientos en la arista y la cara del tornillo en el
extremo de la puesta coinciden, ya que la presin que introdujimos era constante en toda
la cara.
Se calcula la rigidez de una forma similar a la anterior:
Se puede comprobar que ambos valores son muy similares a los calculados tericamente
en el apartado 4.2.1 (
).
4.3.2
Clculo de la rigidez de los casquillos mediante los desplazamientos del MEF
Del mismo modo que en el apartado anterior se calculaban la rigidez del tornillo mediante
el valor medio de los desplazamientos en las caras y aristas de los extremos del tornillo, en
este apartado se calcularn la rigidez de los casquillos mediante los desplazamientos de
70
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
las caras en contacto con la tuerca y la cabeza del tornillo, y tambin de la arista interior de
dichas caras (Figura 57 y Figura 58).
De los resultados del MEF se obtienen los siguientes desplazamientos en el modelo del
casquillo:
Desplazamientos medio de la parte de la cara del casquillo en contacto con la tuerca:
Desplazamientos en la cara del tornillo en el extremo de la cabeza:
Figura 57: Caras del casquillo en contacto con la tuerca y la cabeza del tornillo
Se calcular la rigidez del casquillo como la fuerza que se ha aplicado a la unin (
entre la diferencia de los desplazamientos medios de las caras anteriores:
De un modo similar, se puede utilizar solo el desplazamiento medio de las aristas interior de
estas caras (Figura 58) para calcular la rigidez:
Figura 58: Aristas del casquillo en contacto con la tuerca y la cabeza del tornillo
71
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Se calcula la rigidez como:
Como se puede comprobar, el valor de la rigidez calculada en las caras (
) est entre los valores calculados tericamente por la rigidez de los
troncos de conos (apartado 4.2.2:
) y la obtenida por el mtodo
de Rasmunssen (apartado 4.2.4:
). La rigidez calculada
entre las aristas interiores (
) es la menor de todas, ya que los
desplazamiento producidos en el borde del orificio, son los ms amplios que se producen
en todo el casquillo.
72
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
5 Guin de las prcticas para el alumno
En este apartado se describirn los principales puntos que deber contener el guin de
prcticas que realicen los alumnos en el ensayo de la unin atornillada.
5.1 Primera parte de la prctica
En esta primera parte de la prctica se busca que el alumno asimile los conceptos vistos en
teora. Principalmente la relacin que existe entre par aplicado a la unin atornillada y la
fuerza de apriete que aparece en esta, y tambin para que sepan calcular la tensin que
aparece durante el apriete, para que esta no se supere el lmite elstico del tornillo.
5.1.1
Clculos previos a la primera parte de la prctica
El enunciado de la prctica se debe incluir una descripcin de la unin atornillada, que
contenga las caractersticas y dimensiones de los elementos de la misma (tornillo y casquillos
principalmente), as como una descripcin de los distintos montajes de casquillos posibles para
obtener distintas formas de aplicacin de fuerza que separen los elementos de la unin.
Conocidos los datos geomtricos de la unin y que los coeficientes de rozamiento pueden
tomar valores entre 0.08 y 0.2, debern calcular:
1. Fuerza que aparece en el tornillo durante el apriete para no superar el 60% del lmite
elstico en el caso ms desfavorable.
2. El par de apriete para alcanzar la fuerza de apriete obtenida en el apartado anterior
en funcin de los coeficientes de rozamientos.
5.1.2
Calibracin del circuito extensomtrico
Como se ha visto, hay una relacin lineal entre la fuerza a traccin a la que sometemos el
tornillo ( ) y la tensin de salida del puente ( ) de modo que se cumple:
Como puede que no se conozcan todos los parmetros exactamente, lo mejor es calibrar el
puente para obtener una relacin lineal del tipo:
donde
debe tomar un valor prximo a
se debe a la fuerza inducida por peso del
conjunto suspendido.
73
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Se montar el conjunto de casquillos y tornillo en la mquina de ensayos a traccin, pero sin
apretar el tornillo para no introducir una fuerza de apriete inicial en el tornillo.
Se debern realizar tres series de 10 medidas, incrementado la carga hasta una carga mxima
de traccin prxima al 40% del lmite elstico. Se elige este lmite tan bajo para tener un alto
coeficiente de seguridad, ya que aparte de la traccin, en el ensayo se tendrn otros factores
que pueden provocar plastificacin, como la concentracin de tensiones por el rebaje del
tornillo, o el efecto del torsor.
El valor mximo al que se llegar, siendo el dimetro rebajado del tornillo 10mm y clase de
resistencia 8.8 ser:
Nuestros valores de carga sern:
Medida
1 2 3 4 5 6 7 8 9 10
Carga (KN) 0 2 4 8 10 12 14 16 18 20
Convendr elegir cuidadosamente la tensin de alimentacin del puente ( ), para que se
obtengan unos valores de salida de tensin entre 0 y 10 voltios para no saturar el equipo.
Se realizaran las tres series de medida, registrando los valores de salida de tensin del puente
con cada carga, y con los dichos datos, se obtener la relacin lineal de la fuerza de traccin en
el tornillo con el voltaje de salida:
5.1.3
Ensayo de Par de apriete-Fuerza de apriete.
Como se ha visto en teora la relacin Par de apriete-Fuerza de apriete cumple la siguiente
ecuacin:
A priori no se pueden conocer con esta ecuacin que fuerza aparecer en la unin al aplicar
un par determinado con la llave dinamomtrica, ya que no se conocen exactamente los
coeficientes de rozamiento en la rosca ( ) y en la superficie de contacto entre tuerca y piezas
unidas ( ), as que para obtener el valor de estos coeficientes realizaremos una serie de
ensayos con distintos estados de lubricacin.
74
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
1. Aplicar cinco veces un par
y cinco veces un par
lubricacin en la rosca y sin lubricacin en la superficie de contacto
piezas.
2. Aplicar cinco veces un par
y cinco veces un par
lubricacin en la rosca y con lubricacin en la superficie de contacto
piezas.
3. Aplicar cinco veces un par
y cinco veces un par
lubricacin en la rosca y sin lubricacin en la superficie de contacto
piezas.
4. Aplicar cinco veces un par
y cinco veces un par
lubricacin en la rosca y con lubricacin en la superficie de contacto
piezas.
, sin
entre tuerca y
, sin
entre tuerca y
, con
entre tuerca y
, con
entre tuerca y
Dependiendo del tiempo para la realizacin de la prctica se puede hacer una o dos series de
cada cinco medidas.
Con los resultados calcular
5.2 Segunda parte de la prctica
En esta parte de la prctica se aplicaran una serie de fuerzas separadoras sobre la unin
pretensada, para los tres distintos montajes de la unin atornillada que harn que la fuerza
separadora acte en distintas zonas de la unin.
5.2.1
Clculos previos a la segunda parte de la prctica
Conocidos los datos geomtricos de la unin, y las distintas formas de aplicar una fuerza
separadora a los elementos unidos, se debern calcular:
1. Rigidez del tornillo.
2. Rigidez del conjunto casquillos de la unin.
3. Calcular la fuerza que aparece en el tornillo y en el conjunto de casquillos, si a una
unin pretensada con una fuerza se le somete a una fuerza separadora , que
acta en:
a. Los casquillos exteriores de la unin.
b. Los casquillos intermedios de la unin.
c. Los casquillos interiores de la unin.
75
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
5.2.2
Calibracin del circuito extensomtrico
Si esta segunda parte de la prctica se realiza en una sesin diferente a la primera parte de la
prctica, habr que recalibrar el circuito extensomtrico.
Se procede de la misma forma expuesta en el apartado 5.1.2, para obtener de nuevo una
relacin lineal entre la fuerza a traccin a la que sometemos el tornillo ( ) y la tensin de
salida del puente ( ), del tipo:
5.2.3
Ensayo de la unin atornillada ante una fuerza separadora.
En este apartado de la prctica, se ensayar el comportamiento de la unin atornillada ante
una fuerza separadora aplicada en distintas zonas de las piezas unidas.
Se comenzar por el montaje que aplica la fuerza separadora desde los extremos de la unin.
Para ello se tendr que colocar los casquillos de manera que los casquillos roscados queden en
los extremos y en el centro los que tengan orificio para la salida de cables:
76
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Hay que tener cuidado al insertar el tornillo en los tres primeros casquillos, ya que debemos
pasarlo con los cables que salen de las galgas extensomtricas, despus situar los cables en el
hueco de los casquillos centrales para que al cerrarlo con el siguiente casquillo no sufran
daos.
Despus se dar un par de apriete
con la llave dinamomtrica, y se habr de
anotar el valor de tensin de salida que obtenemos para conocer qu fuerza de apriete se
producir en el tornillo.
Tras el apriete, se roscaran los tubos de conexin al casquillo de la rtula a los casquillos
roscados, teniendo cuidado con los cables que salen de los casquillos, y finalmente se roscarn
los casquillos con las rtulas. Entonces el conjunto estar listo para montarlo en la mquina de
ensayos de traccin. Cuando este colgado de la mordaza superior de la mquina se puede
poner la tensin de salida en cero para registrar incrementos de fuerza en el tornillo, o bien
mantener el valor que se haba alcanzado en el apriete para tener la traccin total alcanza en
el tornillo.
Se aplicar una traccin controlada, desde e incrementando
hasta llegar a los
.
Mientras se registraran los valores de tensin de salida. Estos irn aumentando linealmente
con un incremento en la tensin constante, dicho incremento cambiara de valor a una cierta
fuerza aplicada, lo que indicar la separacin de las piezas unidas.
Una vez descargado, se anotar el valor de la tensin de salida, ya que, el apriete inicial del
tornillo puede haber sufrido una variacin. Otra vez, se repite el mismo proceso de carga y
registro de los valores de tensin de salida.
Con esto se habr terminado con este montaje, y se tendra que repetir el proceso para los
otros dos montajes posibles. En ambos casos, habra que variar el orden de colocacin de los
casquillos, para que la fuerza de separacin acte en otra zona de la unin:
77
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Para que la fuerza separadora acte en la zona intermedia de la unin, los casquillos
deben estar montados en el orden que muestra la siguiente imagen.
Para que la fuerza separadora acte en la zona interna de la unin, los casquillos
roscados deben estar en la zona central de la unin como muestra la siguiente figura.
5.2.4
Comparacin de los resultados tericos y los obtenidos en los ensayos.
Finalmente los alumnos debern realizar un informe que incluya los clculos tericos
realizados para la prctica y compararlos con los valores obtenidos en los ensayos.
78
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
6 Caracterizacin experimental de la unin atornillada
En este apartado se recogern los resultados experimentales obtenidos del ensayo de la unin
atornillada.
6.1 Calibracin del circuito extensomtrico
Para caracterizar las medidas de las galgas del tornillo, se han realizado tres series de carga a la
unin sin apriete previo, de diez medidas en el intervalo de 0 a 20 KN.
Primera serie:
Carga (KN)
Tensin salida (V)
10
12
14
16
18
20
0,00 0,82 1,64 2,47 3,29 4,11 4,94 5,77 6,59 7,42 8,25
79
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
20000
18000
16000
Carga (N)
14000
12000
10000
8000
1 calibracin
6000
Lineal (1 calibracin)
4000
y = 2424,2x + 16,557
R = 1
2000
0
0
10
Tensin salida (V)
Segunda serie:
Carga (KN)
Tensin salida (V)
10
12
14
16
18
20
0,00 0,82 1,64 2,47 3,29 4,11 4,94 5,77 6,6 7,42 8,25
20000
18000
16000
Carga (N)
14000
12000
10000
8000
2 calibracin
6000
Lineal (2 calibracin)
4000
y = 2423,4x + 17,656
R = 1
2000
0
0
10
Tensin salida (V)
Tercera serie:
Carga (KN)
Tensin salida (V)
10
12
14
16
18
20
0,00 0,82 1,64 2,47 3,29 4,11 4,95 5,77 6,6 7,43 8,25
80
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
20000
18000
16000
Carga (N)
14000
12000
10000
8000
3 calibracin
6000
Lineal (3 calibracin)
4000
y = 2422,1x + 18,754
R = 1
2000
0
0
10
Tensin salida (V)
Finalmente la relacin lineal de la fuerza de traccin en el tornillo con el voltaje de salida del
puente, calculada utilizando todo los datos anteriores, resulta:
6.2 Ensayo de Par de apriete-Fuerza de apriete.
En este apartado se recogern los resultados los ensayos para caracterizar la relacin parfuerza, y con ello poder estimar los coeficientes de rozamiento de la unin atornillada.
Se han realizado dos series de medidas por cada condicin de lubricacin, cada una de cinco
aprietes de aproximadamente 15 Nm y cinco de 20 nm.
81
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
6.2.1
Par aplicado sin ninguna lubricacin
El apriete se realizo sin ningn tipo de lubricacin, ni en la rosca ni en las superficies de la
arandela de la tuerca.
Primera serie sin lubricacin:
Par aplicado (Nm)
Voltaje de salida (v)
Fuerza en el tornillo (N)
15,0 15,0 15,0 15,0 15,1 20,1 20,1 20,2 20,1 20,0
1,28 1,45 1,69 1,54 1,45 2,08 2,13 2,06 2,15 2,32
3119 3531 4113 3749 3531 5058 5179 5010 5228 5640
Segunda serie sin lubricacin:
Par aplicado (Nm)
Voltaje de salida (v)
Fuerza en el tornillo (N)
15,1 15,1 15,1 15,2
15 20,2
20 20,1 20,1 20,1
1,71 1,93 1,71 1,82 1,72
2,2 2,14 2,19 2,15 2,09
4161 4695 4161 4428 4186 5349 5203 5325 5228 5082
Apriete sin lubricacin
Fuerza en el tornillo (N)
6000
5500
5000
4500
Apriete sin lubricacin
4000
Lineal (Apriete sin
lubricacin)
3500
3000
10
15
20
y = 251,21x + 182,54
R = 0,779
Par aplicado (Nm)
6.2.2
Par aplicado con lubricacin en las superficies
El apriete se realizo con lubricacin en las superficies de la arandela de la tuerca, mediante la
aplicacin de una grasa multifuncional Renolit EP 2, disponible en el laboratorio. La rosca no
se lubric.
Primera serie con lubricacin en las superficies:
Par aplicado (Nm)
Voltaje de salida (v)
Fuerza en el tornillo (N)
15,0 15,0 15,3 15,1 15,3 20,0 20,1 20,0 20,1 20,0
1,87 1,71 1,76 1,88 1,71 2,31 2,31
2,4 2,47 2,51
4549 4161 4283 4573 4161 5615 5615 5833 6003 6100
82
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Segunda serie con lubricacin en las superficies:
Par aplicado (Nm)
Voltaje de salida (v)
Fuerza en el tornillo (N)
15,0 15,1 15,0 15,2 15,0 20,0 20,1 20,1 20,1 20,0
1,93 1,88 1,95 1,93 1,98 2,38 2,44 2,46 2,42 2,45
4695 4573 4743 4695 4816 5785 5930 5979 5882 5955
Superficies lubricadas
Fuerza en el tornillo (N)
6500
6000
5500
5000
Superficies lubricadas
4500
4000
Lineal (Superficies
lubricadas)
3500
3000
10
15
20
y = 270,26x + 447,61
R = 0,9149
Par aplicado (Nm)
6.2.3
Par aplicado con lubricacin en la rosca
El apriete se realizo sin lubricacin en las superficies de la arandela de la tuerca, por lo que se
procedi a su limpieza, ya que se encontraban engrasadas del ensayo anterior. La rosca se
lubric con la misma grasa utilizada en el ensayo anterior.
Primera serie con lubricacin en la rosca:
Par aplicado (Nm)
Voltaje de salida (v)
Fuerza en el tornillo (N)
15,0 15,1 15,0 15,1 15,2 20,0 20,3 20,1 20,1 21,6
1,89 1,69 1,84 1,98 1,73
2,2 2,34 2,51 2,35 2,47
4598 4113 4476 4816 4210 5349 5688 6100 5712 6003
Segunda serie con lubricacin en la rosca:
Par aplicado (Nm)
Voltaje de salida (v)
Fuerza en el tornillo (N)
16,1 17,0 15,0 15,0 15,1 20,0 20,7 20,1 20,0 20,0
1,82 1,94 1,69 1,66 1,69 2,42 2,21
2,2 2,42 2,25
4428 4719 4113 4040 4113 5882 5373 5349 5882 5470
83
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Rosca lubricada
Fuerza en el tornillo (N)
6500
6000
5500
5000
4500
Rosca lubricada
4000
Lineal (Rosca lubricada)
3500
3000
10
15
20
y = 262,51x + 342,46
R = 0,8697
Par aplicado (Nm)
6.2.4
Par aplicado con lubricacin en la rosca y en las superficies de contacto
Este ensayo se realizo con un engrasamiento tanto de las superficies de la arandela como de la
rosca del tornillo y tuerca.
Primera serie con lubricacin en la rosca y en las superficies de contacto:
Par aplicado (Nm)
Voltaje de salida (v)
Fuerza en el tornillo (N)
15,0 15,0 15,1 15,1 15,0 20,0 20,1 20,1 20,0 20,0
1,54 1,78 1,77 1,67 1,73 2,37 2,43 2,39 2,48 2,54
3749 4331 4307 4064 4210 5761 5906 5809 6027 6173
Segunda serie con lubricacin en la rosca y en las superficies de contacto:
Par aplicado (Nm)
Voltaje de salida (v)
Fuerza en el tornillo (N)
15,0 15,0 15,0 15,0 15,1 20,1 20,1 20,0 20,0 20,0
1,84 1,79 1,79 1,84 1,86 2,49 2,56
2,5 2,49 2,61
4476 4355 4355 4476 4525 6052 6221 6076 6052 6342
84
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Arandela y rosca lubricadas
Fuerza en el tornillo (N)
7000
6500
6000
5500
5000
Arandela y rosca
lubricadas
4500
Lineal (Arandela y rosca
lubricadas)
4000
3500
3000
10
15
20
y = 350,43x - 981,43
R = 0,9511
Par aplicado (Nm)
6.2.5
Estimacin de los coeficientes de rozamiento
Con los resultados obtenidos en los ensayos de par-fuerza de apriete se puede plantear un
sistema de cuatro ecuaciones y cuatro incgnitas, obteniendo una ecuacin por cada estado
de lubricacin:
1. Sin lubricacin:
2. Con lubricacin en las superficies
3. Con lubricacin en la rosca
4. Con lubricacin en la rosca y en las superficies de contacto
Donde la relacin
par-fuerza.
de cada estado se obtiene de la recta de regresin de los ensayos de
Haciendo uso de las relaciones:
85
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Se obtienen que los coeficientes de rozamiento son:
0,1583
0,1697
0,1432
0,1428
6.2.6
Conclusiones
Los coeficientes de rozamiento dependen del estado superficial y del estado de lubricacin de
la unin atornillada (como se recoge en la Tabla 11 de la teora). Aunque los intervalos de
rozamientos posibles son amplios, sus valores se encuentran comprendidos entre 0,08 a 0,21.
Es difcil dar un valor exacto del rozamiento de la unin atornillada aunque se conozcan el
estado superficial y el estado de lubricacin de la misma. Por eso es tan importante la
experiencia o la realizacin de ensayos para poder estimar mejor los valores del rozamiento.
Adems para una misma unin atornillada, hay una gran dispersin entre la fuerza de apriete
obtenida de un apriete a otro aunque se controle el par aplicado con una llave dinamomtrica,
como se ha podido comprobar en los ensayos, aunque con el uso de lubricacin se reduce en
cierta medida esta dispersin.
6.3 Ensayos de aplicacin de distintas fuerzas separadoras a la unin
pretensada
En estos ensayo se aplicar una fuerza separadora a la unin atornillada apretada con un par
determinado (
). El ensayo se repetir con las diferentes disposiciones de los casquillos
de la unin, para que la fuerza separadora pueda actuar sobre distintas zonas de la unin,
yendo desde la aplicacin en la zona ms cercana a la cabeza del tornillo y tuerca, hasta la
zona media.
Como estos ensayos se realizaron otro da, se procedi a calibrar de nuevo el sistema de
extensometra obtenindose la siguiente relacin:
6.3.1
Fuerza separadora aplicada en la zona exterior
En este ensayo los casquillos roscados se colocan de manera que queden en contacto con la
cabeza del tornillo en un extremo y con la arandela de la tuerca en el otro extremo.
86
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Se le aplico el par de
con la llave dinamomtrica obtenindose una tensin de salida
de
que corresponde a una fuerza de apriete de
.
1 Serie de carga con la fuerza aplicada en la zona exterior:
Tras el apriete se rosco al utillaje que permite montarlo en la mquina de traccin. Se monto
en la mquina de traccin y se puso en cero la seal de la tensin de salida, por lo que el
aparato de extensometra medir los incrementos de carga que sufre el tornillo. Y finalmente,
se le aplic un fuerza separadora con una carga desde a
, en incrementos de
por
carga, obtenindose las siguientes medidas:
F separadora (KN)
0
2
4
6
8
10
12
14
16
18
20
Tensin salida (V) 0,00 0,08 0,19 0,33 0,49 0,73 1,06 1,71 2,46 3,21 3,98
Que se traducen en los siguientes valores de fuerza en el tornillo:
F separadora (KN)
0
2
4
6
8
10
12
14
16
18
20
F tornillo (KN)
9,46 9,67 9,97 10,35 10,78 11,42 12,31 14,06 16,08 18,10 20,17
Como se vio en el apartado 4.2.3 Modelo de esfuerzos en la unin atornillada ante una fuerza
separadora, la fuerza a la que quedarn sometidos el tornillo (
) y las piezas unidas
(
), dependern del apriete inicial (
), de las rigideces equivalentes
del tornillo (
) y de las piezas unidas (
), y tambin de la fuerza separadora a la que est sometido la unin ( ),
relacionados mediante las siguientes expresiones:
Esta relacin se cumplir hasta un cierto valor de la fuerza separadora (
las piezas unidas se separan (
) en el que
):
87
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Una vez que se produce la separacin de las piezas, la fuerza a la que queda sometida el
tornillo es igual a la fuerza separadora ejercida sobre la unin.
Una vez descrito el modelo terico podemos compararlo con los resultados obtenidos del
ensayo:
Fuerza separadora zona exterior
22000
Fuerza tornillo (N)
20000
18000
16000
14000
Terico 1
12000
Experimental 1
10000
8000
6000
0
5000
10000
15000
20000
Fuerza separadora (N)
F separadora (KN)
0
2
4
6
8
10
12
14
16
18
20
F tornillo (KN)
9,46 9,67 9,97 10,35 10,78 11,42 12,31 14,06 16,08 18,10 20,17
Ft terica (KN)
9,46 9,61 9,76 9,91 10,05 10,20 12,00 14,00 16,00 18,00 20,00
Una vez que llegamos a los
una nueva serie de carga.
de carga separadora se descarga el montaje para empezar
2 Serie de carga con la fuerza aplicada en la zona exterior:
En este caso, cuando se vuelve a poner la fuerza separadora a cero, se registran valores
negativos en la tensin de salida del circuito extensiomtrico (
). Esto es debido a una
prdida de apriete en la unin, que se produce al volver a ponerse en contacto las superficies
de la piezas que se haban separado, por lo que el apriete del que partimos en esta serie ser
menor (
).
Como el apriete inicial es diferente, la separacin de las piezas se producir ante un valor de
fuerza separadora distinto, que se calcula del misma forma anterior:
A continuacin se presentan los valores de tensin registrados, los valores experimentales de
fuerza en el tornillo a los que equivalen, y los del modelo terico de fuerza en el tornillo:
88
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
F separadora (KN)
Tensin salida (V)
F tornillo (KN)
Ft terica (KN)
10
12
14
16
-0,65
7,71
7,71
-0,54
8,00
7,86
-0,44
8,27
8,01
-0,2
8,92
8,16
0,08
9,67
8,30
0,45
10,67
10,00
1,05
12,28
12,00
1,59
13,74
14,00
2,34
15,76
16,00
18
20
3,11 3,88
17,83 19,90
18,00 20,00
Finalmente comparamos grficamente los valores experimentales de fuerza obtenidos en esta
segunda serie de carga con el modelo terico:
Fuerza separadora zona exterior
22000
Fuerza tornillo (N)
20000
18000
16000
14000
12000
Terico 2
10000
Experimental 2
8000
6000
4000
0
5000
10000
15000
20000
Fuerza separadora (N)
3 Serie de carga con la fuerza aplicada en la zona exterior:
Se vuelve a descargar para proceder a una nueva serie de carga, y de nuevo queda un valor de
apriete distinto al anterior, ya que en la serie anterior tambin se produjo la separacin de las
piezas.
Se obtuvo una lectura de tensin de
, que equivale a una fuerza de apriete en el
tornillo
. Se vuelve a calcular la fuerza de separacin a la que se producir la
separacin de las piezas y como resultado se obtiene una fuerza
.
A continuacin se presentan los datos relevantes de esta tercera serie de carga, y la
comparacin grfica entre la fuerza en el tornillo experimental y terica :
F separadora (KN)
Tensin salida (V)
F tornillo (KN)
Ft terica (KN)
10
12
14
16
-0,73
7,49
7,49
-0,61
7,82
7,64
-0,46
8,22
7,79
-0,23
8,84
7,94
0,05
9,59
8,00
0,4
10,53
10,00
0,9
11,88
12,00
1,56
13,66
14,00
2,32
15,70
16,00
18
20
3,08 3,85
17,75 19,82
18,00 20,00
89
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Fuerza separadora zona exterior
22000
Fuerza tornillo (N)
20000
18000
16000
14000
12000
Terico 3
10000
Experimental 3
8000
6000
4000
0
5000
10000
15000
20000
Fuerza separadora (N)
Finalmente se representan grficamente los valores de la fuerza del tornillo experimental y
terica para las tres series de carga:
Fuerza separadora actuando en la zona
exterior
20000
Fuerza tornillo (N)
18000
16000
Terico 3
14000
Experimental 3
12000
Terico 2
10000
Experimental 2
8000
Terico 1
6000
Experimental 1
4000
0
5000
10000
15000
20000
Fuerza separadora (N)
90
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
6.3.2
Fuerza separadora aplicada en la zona media
En este apartado la metodologa de ensayo ser la misma que en el apartado anterior, pero en
este caso la fuerza separadora se aplicar en una zona distinta de la unin. Ahora los casquillos
roscados se colocan contiguos a los que quedan en contacto con la cabeza del tornillo y con la
arandela de la tuerca, como se muestra en la siguiente imagen:
Despus se le aplic a la tuerca el par de
con la llave dinamomtrica obtenindose
una tensin de salida de
que corresponde a una fuerza de apriete inicial
de
.
Como se vio en el apartado 4.2.3 Modelo de esfuerzos en la unin atornillada ante una fuerza
separadora, al cambiar la zona de aplicacin de la fuerza separadora, cambiaran las rigideces
equivalentes del tornillo (
) y de las piezas unidas (
), y por tanto la relacin terica de las fuerzas en el tornillo y las piezas
durante la aplicacin de la fuerza separadora ( ) antes de la separacin de las piezas:
Entonces con el apriete inicial
producir para una fuerza separadora (
, la separacin teorica de las piezas se
):
1 Serie de carga con la fuerza aplicada en la zona intermedia:
A continuacin se recogen los valores obtenidos durante la primera serie de carga, de la
tensin de salida tras la aplicacin de la fuerza separadora, as como su equivalente en fuerza
en el tornillo, y los valores de fuerza que debera obtenerse segn el modelo terico:
91
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
F separadora (KN)
Tensin salida (V)
F tornillo (KN)
Ft terica (KN)
10
12
14
16
18
20
0
0,07 0,16 0,26
0,4
0,58 0,91
1,6
2,35 3,12
3,9
9,81 10,00 10,24 10,51 10,88 11,37 12,26 14,12 16,14 18,21 20,31
9,81 9,87 9,94 10,00 10,06 10,13 12,00 14,00 16,00 18,00 20,00
Y la comparacin grfica entre modelo terico y los resultados experimentales:
Fuerza separadora zona media
22000
Fuerza tornillo (N)
20000
18000
16000
14000
Terico 1
12000
Experimental 1
10000
8000
6000
0
5000
10000
15000
20000
Fuerza separadora (N)
Como en el ensayo anterior, al descargar el sistema se produce una prdida de apriete, se
obtiene una lectura de tensin de
, que equivale a una fuerza de apriete en el tornillo
. Se calcula de nuevo la fuerza de separacin a la que se producir la
separacin de las piezas y como resultado se obtiene una fuerza
.
2 Serie de carga con la fuerza aplicada en la zona intermedia:
De nuevo se presentan los datos de esta segunda serie de carga, y la comparacin grfica entre
la fuerza en el tornillo experimental y terica :
F separadora (KN)
Tensin salida (V)
F tornillo (KN)
Ft terica (KN)
10
12
14
16
-1,3
6,31
6,31
-1,2
6,58
6,37
-1,07
6,93
6,44
-0,89
7,41
6,50
-0,57
8,27
8,00
0,02
9,86
10,00
0,78
11,91
12,00
1,54
13,95
14,00
2,31
16,03
16,00
18
20
3,08 3,89
18,10 20,28
18,00 20,00
92
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Fuerza separadora zona media
22000
Fuerza tornillo (N)
20000
18000
16000
14000
12000
Terico 2
10000
Experimental 2
8000
6000
4000
0
5000
10000
15000
20000
Fuerza separadora (N)
3 Serie de carga con la fuerza aplicada en la zona intermedia:
Por ltimo, en la descarga de esta serie se obtiene una lectura de tensin de
, que
equivale a una fuerza de apriete en el tornillo
. La fuerza de separacin a la
que se producir la separacin de las piezas para esta fuerza de apriete ser
.
A continuacin se presentan los datos de esta tercera serie de carga, y la comparacin grfica
entre la fuerza en el tornillo experimental y terica :
F separadora (KN)
Tensin salida (V)
F tornillo (KN)
Ft terica (KN)
10
12
14
16
18
20
-1,38
6,09
6,09
-1,27
6,39
6,16
-1,14
6,74
6,22
-0,95
7,25
6,28
-0,61
8,17
8,00
0,01
9,83
10,00
0,77
11,88
12,00
1,53
13,93
14,00
2,3
16,00
16,00
3,07
18,07
18,00
3,88
20,25
20,00
93
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Fuerza separadora zona media
22000
Fuerza tornillo (N)
20000
18000
16000
14000
12000
Terico 3
10000
Experimental 3
8000
6000
4000
0
5000
10000
15000
20000
Fuerza separadora (N)
Finalmente se representan grficamente los valores de la fuerza del tornillo experimental y
terica para las tres series de carga para la fuerza separadora actuando en la zona media:
Fuerza separadora actuando en la zona
media
20000
Fuerza tornillo (N)
18000
16000
Terico 3
14000
Experimental 3
12000
Terico 2
Experimental 2
10000
Terico 1
Experimental 1
8000
6000
0
5000
10000
15000
20000
Fuerza separadora (N)
94
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
6.3.3
Fuerza separadora aplicada en la zona interior
En esta ltima series de ensayos, la fuerza separadora se aplicar en una zona interior de la
unin. Para ello, los casquillos roscados se colocan en el centro quedando en contacto entre
ellos, como se muestra en la siguiente imagen:
Despus se le aplic a la tuerca el par de
con la llave dinamomtrica obtenindose
una tensin de salida de
que corresponde a una fuerza de apriete inicial
de
.
En esta serie tambin se ha cambiado la zona de aplicacin de la fuerza separadora, por lo que
para el modelo terico se usarn las rigideces equivalentes del tornillo (
) y de las piezas unidas (
) vistas en el apartado
4.2.3 para el caso de aplicacin de la fuerza separadora en la zona interior.
Para el apriete inicial
una fuerza separadora (
, la separacin terica de las piezas se producir para
):
1 Serie de carga con la fuerza aplicada en la zona exterior:
Tras la primera serie de carga, se han obtenido los siguientes valores de tensin de salida, de
los que podemos obtener la fuerza en el tornillo durante el ensayo, y compararlos con los
valores de fuerza que debera obtenerse segn el modelo terico:
F separadora (KN)
Tensin salida (V)
F tornillo (KN)
Ft terica (KN)
10
12
14
16
18
20
0
9,89
9,89
0,02
9,94
9,92
0,07
10,08
9,94
0,13
10,24
9,97
0,21
10,45
10,00
0,32
10,75
10,02
0,88
12,26
12,00
1,62
14,25
14,00
2,37
16,27
16,00
3,13
18,32
18,00
3,93
20,47
20,00
Se comparan grficamente los valores de fuerza en el tornillo del modelo terico y los
obtenidos experimentalmente:
95
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Fuerza separadora zona interior
22000
Fuerza tornillo (N)
20000
18000
16000
14000
12000
Terico 1
10000
Experimental 1
8000
6000
4000
0
5000
10000
15000
20000
Fuerza separadora (N)
Tras la primera serie de carga, se procedi a descargar el sistema, y como en los ensayos
anteriores tambin se produjo una prdida de apriete. Se obtuvo una lectura de tensin de
, por lo que el tornillo rebajo su fuerza de apriete hasta los
. Con este apriete la
fuerza separadora necesaria para separar las piezas ser:
.
2 Serie de carga con la fuerza aplicada en la zona exterior:
Se procedi a la segunda serie de carga, que proporcion los valores de tensin de salida
necesarios para la obtencin de los valores de fuerza en el tornillo. A continuacin se recogen
dichos valores y se comparan con el modelo terico de fuerza en el tornillo tras la aplicacin
de una fuerza separadora:
F separadora (KN)
Tensin salida (V)
F tornillo (KN)
Ft terica (KN)
10
12
14
16
18
20
-0,42
8,76
8,76
-0,38
8,87
8,78
-0,32
9,03
8,81
-0,25
9,22
8,84
-0,16
9,46
8,87
0,09
10,13
10,00
0,83
12,12
12,00
1,58
14,14
14,00
2,34
16,19
16,00
3,1
18,24
18,00
3,91
20,42
20,00
Y la comparacin grfica:
96
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Fuerza separadora zona interior
22000
Fuerza tornillo (N)
20000
18000
16000
14000
12000
Terico 2
10000
Experimental 2
8000
6000
4000
0
5000
10000
15000
20000
Fuerza separadora (N)
3 Serie de carga con la fuerza aplicada en la zona exterior:
Y por ltimo se procede a la descarga de la unin, antes de aplicar la tercera y ltima serie de
cargas. Se obtuvo una lectura de tensin de
, por lo que el tornillo la fuerza con la que
queda apretado el tornillo ser
. Con este apriete la fuerza separadora
necesaria para separar las piezas ser:
.
Se procedi a la tercera serie de carga, los valores obtenidos son los siguientes:
F separadora (KN)
Tensin salida (V)
F tornillo (KN)
Ft terica (KN)
10
12
14
16
18
20
-0,48
8,60
8,60
-0,43
8,73
8,62
-0,38
8,87
8,65
-0,31
9,05
8,68
-0,21
9,32
8,70
0,08
10,10
10,00
0,82
12,10
12,00
1,57
14,12
14,00
2,33
16,16
16,00
3,09
18,21
18,00
3,9
20,39
20,00
97
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Fuerza separadora zona interior
22000
Fuerza tornillo (N)
20000
18000
16000
14000
12000
Terico 3
10000
Experimental 3
8000
6000
4000
0
5000
10000
15000
20000
Fuerza separadora (N)
Finalmente se representan grficamente los valores de la fuerza del tornillo experimental y
terica para las tres series de carga para la fuerza separadora actuando en la zona interior:
Fuerza separadora actuando en la zona
interior
22000
Fuerza tornillo (N)
20000
18000
Terico 3
16000
Experimental 3
14000
Terico 2
12000
Experimental 2
10000
Terico 1
8000
Experimental 1
6000
5000
10000
15000
20000
Fuerza separadora (N)
6.3.4
Conclusiones
El modelo terico propone que la fuerza en el tornillo ( ) crecer linealmente con relacin a
las fuerza separadora aplicada a la unin atornillada ( ):
98
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
La pendiente de esta recta depende de los valores de rigidez equivalente del tornillo (
)y
las piezas unidas (
), podemos comprobar los valores del modelo terico de dicha
pendiente con la pendiente los primeros puntos de cada ensayo, como por ejemplo en la
primera serie de carga cuando la fuerza separadora se aplica en la zona exterior:
12000
y = 0,902x - 7628,8
R = 0,9874
Fuerza tornillo (N)
10000
8000
1 serie exterior
6000
Sin separacin
Separados
4000
y = 0,1481x - 40,388
R = 0,9853
2000
Lineal (Sin separacin)
Lineal (Separados)
0
0
-2000
5000
10000
15000
20000
Fuerza separadora (N)
En este primer ensayo, la pendiente de la recta cuando las piezas no se han separado sera
. Si calculamos dicha pendiente en las tres series donde la fuerza separadora se aplica
en la zona exterior, y hacemos la media de las tres series tenemos que el valor de la pendiente
es de
.
Tericamente la pendiente de la recta debera ser:
Podemos realizar esta comparacin en los tres distintos montajes, los resultados se recogen en
la siguiente tabla:
Pendiente
Aplicacin de la Fuerza separadora:
En el montaje exterior
En el montaje intermedio
En el montaje interior
Experimental Terico
0,1885
0,1638
0,0704
0,0746
0,0319
0,0135
Se puede comprobar que hay una menor pendiente cuando se aplica la fuerza separadora
desde la zona interior que desde la exterior, lo que conlleva que soporta menos fuerza
99
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
separadora antes de abrirse una que unin atornillada cuando se estira de la zona interior que
de la exterior (ya que se llega antes a que
, que ocurre al separarse )
Tambin se puede observar que las pendientes experimentales son mayores que las tericas,
lo que conlleva una posterior apertura de la unin en la realidad que en el modelo terico. Si
se calculara con este modelo la apertura de la unin, realmente soportara ms fuerza antes
que abrirse, por lo que se estara del lado de la seguridad. Aunque habra que tener la
precaucin de no apretar los tornillos en exceso, no dejndolos cerca de los valores de
plastificacin, ya que realmente los valores de carga alcanzados en el tornillo son un poco
mayores que los predichos por el modelo terico. En las grficas de los tres ensayos de fuerza
separadora se puede observar que los valores experimentales permanecen por encima de los
tericos, sobre todo en el caso en que la fuerza separadora se aplica en la zona exterior.
100
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Agradecimientos
Por ltimo, me gustara mostrar mis agradecimientos a las personas que me han ayudado en la
realizacin de este proyecto.
A mi tutor, Don Jaime Domnguez, por su soporte y ayuda durante la supervisin del proyecto.
Al personal del laboratorio de ingeniera mecnica, Jos Guareo por ayudarme con la
fabricacin de la unin atornillada y su utillaje, as como en la coordinacin y contacto con el
taller Susn que realiz el mecanizado. Tambin a Marta Martnez-Darve por su ayuda en la
realizacin de los ensayos.
Y finalmente al profesor Carlos Navarro, por permitirme asistir como oyente a las prcticas de
la asignatura Ampliacin de clculo, construccin y ensayo de mquinas.
101
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Bibliografa
Libros
Fenollosa Coral, J.(2009) Unions cargolades. Edicions UPC.
Niemann, G.(1973) Tratado terico-prctico de elementos de mquinas. Clculo, diseo y
construccin. Editorial Labor.
Pars, F. (2000) Teora de la elasticidad. Grupo de Elasticidad y Resistencia de Materiales.
Karl Hoffmann (1989) An introduction to measurements using strain gages. Hottinger Baldwin
Messtechnik GmbH.
Riba Romeva, C. (2008) Seleccin de materiales en el diseo de mquinas. Edicions UPC.
Normativa
UNE-EN ISO 898-1 (2010) Caractersticas mecnicas de los elementos de fijacin de acero al
carbono y acero aleado. Parte 1: Pernos, tornillos y bulones con clases de calidad especificadas.
Rosca de paso grueso y rosca de paso fino. AENOR
UNE-EN ISO 898-2 (2010) Caractersticas mecnicas de los elementos de fijacin de acero al
carbono y acero aleado. Parte 2: Tuercas con valores de carga de prueba especificados. Rosca
de paso grueso. AENOR
UNE-EN ISO 898-6 (2010) Caractersticas mecnicas de los elementos de fijacin de acero al
carbono y acero aleado. Parte 6: Tuercas con valores de carga de prueba especificados. Rosca
de paso fino. AENOR
UNE 17701 (2002) Rosca mtrica ISO para usos generales. Perfil bsico. AENOR
UNE 17704 (2002) Rosca mtrica ISO para usos generales. Medidas bsico. AENOR
UNE-EN ISO 16047 (2005) Elementos de fijacin. Ensayos de par y fuerza de apriete. AENOR
UNE-EN 14831 (2008) Elementos de fijacin. Rendimiento del apriete. Mtodo de ensayo de
par/ngulo simplificado. AENOR
VDI 2230 (1986) Systematic calculations of high duty bolted joints. Verein Deutscher
Ingenieure.
B5560 (1997) Assemblages par lments filets. AFNOR
102
CARACTERIZACIN EXPERIMENTAL DEL COMPORTAMIENTO
DE UNIONES ATORNILLADAS SOMETIDAS A TRACCIN
Artculos
Hagiwara, M., Mano, Y. Hamada, M., Nunogami, K., Ozeki, H., Ito, S. (2009) Development of a
New Testing Machine for Torque/Clamp Force Testing for Threaded Fasteners in Accordance
with ISO 16047. Journal of Advanced Mechanical Design, Systems, and Manufacturing, Vol 3,
n 4.
Otros
Domnguez Abascal, J. Apuntes de clase de teora de uniones atornilladas.
Fenollosa, J., Martnez, J., Veciana, J.M. (2010) Clcul de Mquines. Quadern CM1 Fallada,
unions, Hertz. Departament dEnginyeria Mecnica ETSEIB.
Prontuario ensidesa Tomo II, Manual para clculo de estructuras metlicas. Empresa nacional
siderrgica SA.
103
You might also like
- Tabla Comparacion MaterialesDocument7 pagesTabla Comparacion MaterialesarmandogavinoNo ratings yet
- Ácidos y bases: definiciones e índice de pHDocument6 pagesÁcidos y bases: definiciones e índice de pHCristian Tayro ZuñigaNo ratings yet
- A4 - Determinacion de RugosidadDocument13 pagesA4 - Determinacion de RugosidadLaza MecanizadosNo ratings yet
- La Nave-Tomas SalvadorDocument150 pagesLa Nave-Tomas Salvadorarmandogavino100% (1)
- GUIA Laboratorio Fabricando JabónDocument5 pagesGUIA Laboratorio Fabricando Jabónluzmoore100% (1)
- Dime Como Te Sientes y Te Dire Que Comes - Manual de Nutricion Celular - Es Scribd Com 227Document229 pagesDime Como Te Sientes y Te Dire Que Comes - Manual de Nutricion Celular - Es Scribd Com 227Jesus Contreras Conde100% (1)
- Clase 4 - Valoración Por PrecipitaciónDocument25 pagesClase 4 - Valoración Por PrecipitaciónLinda Gutierrez RiveraNo ratings yet
- Diagrama Mollier AguaDocument1 pageDiagrama Mollier AguaarmandogavinoNo ratings yet
- 30 - Conversion Table of HardnessDocument1 page30 - Conversion Table of HardnessWanasisYenantaNo ratings yet
- Puerto Caleta de Velez-Normas Gestion AmarresDocument5 pagesPuerto Caleta de Velez-Normas Gestion AmarresarmandogavinoNo ratings yet
- 30 - Conversion Table of HardnessDocument1 page30 - Conversion Table of HardnessWanasisYenantaNo ratings yet
- Pandeo ColumnasDocument2 pagesPandeo ColumnasarmandogavinoNo ratings yet
- Asco. Materiales Plasticos y Metales. Compatibilidad PDFDocument2 pagesAsco. Materiales Plasticos y Metales. Compatibilidad PDFJNo ratings yet
- Precios Plasticos 2001Document4 pagesPrecios Plasticos 2001armandogavinoNo ratings yet
- Ejemplo Estimacion Niveles RuidoDocument3 pagesEjemplo Estimacion Niveles RuidoarmandogavinoNo ratings yet
- Reparto Fuerzas Centrales en PernosDocument3 pagesReparto Fuerzas Centrales en PernosarmandogavinoNo ratings yet
- Propiedades Mecanicas PDFDocument37 pagesPropiedades Mecanicas PDFarmandogavinoNo ratings yet
- Propiedades MecanicasDocument5 pagesPropiedades MecanicasarmandogavinoNo ratings yet
- Ruido 1Document7 pagesRuido 1Carlos MartinesNo ratings yet
- Gota Dieta OffarmDocument3 pagesGota Dieta OffarmarmandogavinoNo ratings yet
- GPC - Gota13Document165 pagesGPC - Gota13Everyvan DqNo ratings yet
- Integrales Tabla CompletaDocument6 pagesIntegrales Tabla CompletaArias Miguel100% (2)
- LubricacionDocument19 pagesLubricacioned1969gar100% (3)
- Instrumentación geotécnica y estructuralDocument24 pagesInstrumentación geotécnica y estructuralSalvador Sobrecases MartíNo ratings yet
- Calculo de Momento Flector Equivalente A Una Fuerza Transversal Al Eje en Un Casquillo de Guiado.Document1 pageCalculo de Momento Flector Equivalente A Una Fuerza Transversal Al Eje en Un Casquillo de Guiado.armandogavinoNo ratings yet
- Mina BodovalleDocument8 pagesMina BodovallearmandogavinoNo ratings yet
- Momentos de Inercia y CentroidesDocument7 pagesMomentos de Inercia y CentroidesPaco CRNo ratings yet
- Apantallamientos AcusticosDocument3 pagesApantallamientos AcusticosarmandogavinoNo ratings yet
- Momentos de Inercia y CentroidesDocument7 pagesMomentos de Inercia y CentroidesPaco CRNo ratings yet
- Mortero Ignifugo PERLIFOCDocument3 pagesMortero Ignifugo PERLIFOCarmandogavinoNo ratings yet
- Tuberia CuadradaDocument20 pagesTuberia CuadradaJosé Luis PalizaNo ratings yet
- Corriente TrifasicaDocument4 pagesCorriente TrifasicaarmandogavinoNo ratings yet
- 5-Ambiente SonoroDocument0 pages5-Ambiente SonorojohannitartNo ratings yet
- EM02905CDocument0 pagesEM02905CMónica LedesmaNo ratings yet
- Msds Ursa TDXDocument8 pagesMsds Ursa TDXalexander9006160% (1)
- Compresores YapoDocument6 pagesCompresores YapoLuis MaytaNo ratings yet
- Bromuro de MetiloDocument3 pagesBromuro de MetiloDavid BernalNo ratings yet
- Procedimientos de corte mecanico y equiposDocument2 pagesProcedimientos de corte mecanico y equiposLibeth MHNo ratings yet
- Listado de AditivosDocument41 pagesListado de AditivosBrujazulaNo ratings yet
- VertederosDocument4 pagesVertederosErick Altamirano IrigoinNo ratings yet
- Cables y Alambres THHNDocument2 pagesCables y Alambres THHNPablo HernandezNo ratings yet
- HSEQ-PR-013 Corte y SoldaduraDocument7 pagesHSEQ-PR-013 Corte y SoldaduraMartin Ordoñez0% (1)
- Extracto R4 Ayuda en CancerDocument1 pageExtracto R4 Ayuda en CancerMiguel Angel Prieto AlvarezNo ratings yet
- CEE y Tabla PeriódicaDocument2 pagesCEE y Tabla Periódicaalemarket100% (1)
- Mecanica de Suelos Pucp PDFDocument133 pagesMecanica de Suelos Pucp PDFSalustiano Felipe Huayhua Castro100% (1)
- Clase Propiedades Físicas ABSDocument20 pagesClase Propiedades Físicas ABSJackeline Amador VillareviaNo ratings yet
- Destilación continua de vinos para obtener alcohol etílicoDocument26 pagesDestilación continua de vinos para obtener alcohol etílicolucerocaNo ratings yet
- Materiales de ImpresiónDocument12 pagesMateriales de ImpresiónCeci SchulzNo ratings yet
- Pgo LL Iia Explt Cap2 Rev02Document274 pagesPgo LL Iia Explt Cap2 Rev02Mauro NarvaezNo ratings yet
- Quimica Analitica ComplexDocument24 pagesQuimica Analitica ComplexGardner1983No ratings yet
- Pavimento de Macadam AsfálticoDocument25 pagesPavimento de Macadam Asfálticoadelfofas60% (5)
- Actividades Prácticas para La Introducción A La Bioquímica - UBA 2016Document60 pagesActividades Prácticas para La Introducción A La Bioquímica - UBA 2016Ignacio ValoresNo ratings yet
- Practica 1 Corrosion Decapado TeoriaDocument3 pagesPractica 1 Corrosion Decapado Teoriamiri-256No ratings yet
- Producto Final Fiq-302Document18 pagesProducto Final Fiq-302ElisaNo ratings yet
- Cartilla Diseño y Construccion de EstanquesDocument19 pagesCartilla Diseño y Construccion de EstanquesEdna Yazmin Suárez Mogollón100% (1)
- HDSM de GasolinaDocument19 pagesHDSM de GasolinaAndres19534No ratings yet
- Ficha - Tecnica - Color - Concrete PDFDocument2 pagesFicha - Tecnica - Color - Concrete PDFJuan JaramilloNo ratings yet
- QuimicaDocument3 pagesQuimicaALEJO GOMEZNo ratings yet
- Permanganato de PotasioDocument5 pagesPermanganato de PotasiodanielNo ratings yet
- Importancia Del Átomo de CarbonoDocument41 pagesImportancia Del Átomo de CarbonoAwita de CocoNo ratings yet