You might also like
- Composite FEMDocument14 pagesComposite FEMbookdigitNo ratings yet
- Puck Failure CriteriaDocument80 pagesPuck Failure CriteriaMateusz Duda100% (1)
- An Overview of Burst, Buckling, Durability and Corrosion Analysis of Lightweight FRP Composite Pipes and Their ApplicabilityDocument28 pagesAn Overview of Burst, Buckling, Durability and Corrosion Analysis of Lightweight FRP Composite Pipes and Their ApplicabilitysamanehNo ratings yet
- 2 - LS-DYNA For SSI Oct 2010Document44 pages2 - LS-DYNA For SSI Oct 2010naderi123No ratings yet
- NT Developments in Eca Methods For PipelinesDocument16 pagesNT Developments in Eca Methods For Pipelineskatfy1No ratings yet
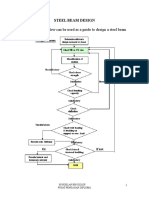
- Steel Beam DesignDocument27 pagesSteel Beam DesignSyazwi Akram Ab RazakNo ratings yet
- 300+ TOP STRENGTH of Materials Multiple Choice Questions and AnswersDocument35 pages300+ TOP STRENGTH of Materials Multiple Choice Questions and Answersfemin kkNo ratings yet
- Wrapped Thick Cylinder Under Pressure and Thermal LoadingDocument5 pagesWrapped Thick Cylinder Under Pressure and Thermal LoadingDan WolfNo ratings yet
- Mechanics of Materials: TorsionDocument25 pagesMechanics of Materials: TorsionenochnancyNo ratings yet
- Code Aster Capabilities PDFDocument36 pagesCode Aster Capabilities PDFsb1966No ratings yet
- 02 Comminution TheoryDocument28 pages02 Comminution TheoryPham tony1604No ratings yet
- Finite Element Simulation of Low Velocity Impact Damage in Composite LaminatesDocument6 pagesFinite Element Simulation of Low Velocity Impact Damage in Composite LaminatesRodrigo MaiaNo ratings yet
- 2019 Fundamentals in Adhesive Bonding Design For PDFDocument10 pages2019 Fundamentals in Adhesive Bonding Design For PDFHamza HussainNo ratings yet
- Graphite Vademecum E-HDocument27 pagesGraphite Vademecum E-Hdroessaert_stijnNo ratings yet
- HOneycomb Core Materials 14 04731 v2Document20 pagesHOneycomb Core Materials 14 04731 v2Senthil KumarNo ratings yet
- A216872 PDFDocument336 pagesA216872 PDFHİLMİKISANo ratings yet
- Finite Element Simulation of A Detachable Wing Box in Composite Materials For Small AircraftDocument16 pagesFinite Element Simulation of A Detachable Wing Box in Composite Materials For Small AircraftIsaías Chamorro CruzNo ratings yet
- Rheology Fundamentals A.Ya - Malkin, ChemTec 1994Document331 pagesRheology Fundamentals A.Ya - Malkin, ChemTec 1994api-3760863100% (4)
- Review of Methodologies For Composite Material Modelling Incorporating FailureDocument17 pagesReview of Methodologies For Composite Material Modelling Incorporating FailureSCRIBDNo ratings yet
- The Challenge Applying Composite Repair in Offshore EnvironmentDocument13 pagesThe Challenge Applying Composite Repair in Offshore Environmenttengku_SNo ratings yet
- Channel Partner Training CatalogueDocument44 pagesChannel Partner Training CatalogueMohamedJaberKutkutMjkNo ratings yet
- Progressive Failure Analysis of Composite Materials Using The PucDocument87 pagesProgressive Failure Analysis of Composite Materials Using The PucMansingh YadavNo ratings yet
- Supporting in Engineering Validating/Justifying Solution Against EasingDocument4 pagesSupporting in Engineering Validating/Justifying Solution Against EasingahmedaliyuNo ratings yet
- F2183Document4 pagesF2183Gustavo SuarezNo ratings yet
- 8206 PDFDocument74 pages8206 PDFbahabahabahaNo ratings yet
- Limit Analysi of Reinforced Concrete SlabsDocument122 pagesLimit Analysi of Reinforced Concrete Slabssebastian9033100% (1)
- F-111 Honeycomb RepairDocument73 pagesF-111 Honeycomb RepairBechir FoudhailiNo ratings yet
- Design Guide For Steel-Concrete Composite Columns With High Strength MaterialsDocument59 pagesDesign Guide For Steel-Concrete Composite Columns With High Strength MaterialsGrey ShapeNo ratings yet
- Composites Part B: Zhonggang Wang TDocument11 pagesComposites Part B: Zhonggang Wang TAkash PrajapatiNo ratings yet
- I Can Do Financial PlanningDocument143 pagesI Can Do Financial PlanningAbhinay KumarNo ratings yet
- Williamsons PluGDocument3 pagesWilliamsons PluGSARATH KRISHNAKUMARNo ratings yet
- Analysis of Multi Layered Filament Wound Composite Pipes Under Internal PressureDocument9 pagesAnalysis of Multi Layered Filament Wound Composite Pipes Under Internal Pressurenhung_33No ratings yet
- ANSYS Remote Solve Manager Tutorials r170Document102 pagesANSYS Remote Solve Manager Tutorials r170HoaNo ratings yet
- WP Fatigue Life Prediction in Composite MaterialsDocument11 pagesWP Fatigue Life Prediction in Composite Materialsessa527No ratings yet
- Inertia Relief in Linear Static Analysis: in This Webinar: Presented byDocument16 pagesInertia Relief in Linear Static Analysis: in This Webinar: Presented byMatteoNo ratings yet
- Ansys Lug and Pin Stress AnalysesDocument30 pagesAnsys Lug and Pin Stress AnalysesAmm WillulNo ratings yet
- Extension of The Uniform Material Law For High Strength Steels by Sinan Korkmaz PDFDocument74 pagesExtension of The Uniform Material Law For High Strength Steels by Sinan Korkmaz PDFHemant MishraNo ratings yet
- Autodyn New FeaturesDocument68 pagesAutodyn New Featurespushkarajsherkar100% (1)
- HP Catalog 1976 PDFDocument580 pagesHP Catalog 1976 PDFrommelgasparNo ratings yet
- Ls-Dyna Fatigue 2016Document11 pagesLs-Dyna Fatigue 2016huangyun99No ratings yet
- Final Version PHD Thesis Yosr AlloucheDocument248 pagesFinal Version PHD Thesis Yosr AllouchejabesaNo ratings yet
- Reduced size test models for FEA checklist debuggingDocument26 pagesReduced size test models for FEA checklist debuggingharshaankalkoti0% (1)
- 10 1 1 117Document9 pages10 1 1 117kasreedharNo ratings yet
- Assignment 3 - Aerospace Structures PDFDocument4 pagesAssignment 3 - Aerospace Structures PDFssvivekanandhNo ratings yet
- ASTM Terminologia de Materiales CompuestosDocument5 pagesASTM Terminologia de Materiales Compuestosanon_102611416No ratings yet
- Measurement TechnicsDocument41 pagesMeasurement Technicsulys1922No ratings yet
- Guide For Recommended Practices To Perform Crack Tip Opening Displacement Tests in High Strength Low Alloy SteelsDocument13 pagesGuide For Recommended Practices To Perform Crack Tip Opening Displacement Tests in High Strength Low Alloy SteelsluizaacjNo ratings yet
- Advanced Nonlinear Materials: Section 4Document116 pagesAdvanced Nonlinear Materials: Section 4hakan demirNo ratings yet
- Fatigue PolymersDocument1 pageFatigue PolymersglihkrNo ratings yet
- Effect of Crack Orientation On Fracture Behaviour of Wire + ArcDocument9 pagesEffect of Crack Orientation On Fracture Behaviour of Wire + ArcviverefeliceNo ratings yet
- A Review of T-Stress and Its Effects in Fracture MechanicsDocument24 pagesA Review of T-Stress and Its Effects in Fracture MechanicsMarilene Lobato100% (1)
- GRI DurlonTechnicalHandbookDocument30 pagesGRI DurlonTechnicalHandbookFrank RamirezNo ratings yet
- Accelerating FeaDocument36 pagesAccelerating Feasreeuma1987No ratings yet
- Failure Analysis of Fibre Reinforced Composite Laminates: 1. Use of The Program 1.1 1.1.1 General NotesDocument47 pagesFailure Analysis of Fibre Reinforced Composite Laminates: 1. Use of The Program 1.1 1.1.1 General Notesjunjie yiNo ratings yet
- Simcenter 3D 2020.1 - Structures - What's NewDocument27 pagesSimcenter 3D 2020.1 - Structures - What's NewThanakorn VichiensamuthNo ratings yet
- 3 DYNAmore InfoComposites DIGIMAT LieboldDocument54 pages3 DYNAmore InfoComposites DIGIMAT LieboldOat GT100% (1)
- Kurt Miller Tod Dalrymple: Rubber Material Curve Fitting With Abaqus/CaeDocument34 pagesKurt Miller Tod Dalrymple: Rubber Material Curve Fitting With Abaqus/CaePallab Jyoti DasNo ratings yet
- Introduction to Nonlinear Analysis in ANSYSDocument11 pagesIntroduction to Nonlinear Analysis in ANSYSkiran129No ratings yet
- Week 17 STI52 TNT Converting Pressures To Nodal Forces PDFDocument4 pagesWeek 17 STI52 TNT Converting Pressures To Nodal Forces PDFMiguel F SalamancaNo ratings yet
- Biaxial cyclic deformation behaviour of steelsDocument14 pagesBiaxial cyclic deformation behaviour of steelsDavid C Houser100% (1)
- Fracture Specimen Stree AnalysisDocument15 pagesFracture Specimen Stree AnalysisGaurav PundirNo ratings yet
- ZukasDocument33 pagesZukasahmadomar89No ratings yet
- Blast Event Simulation For A Structure Subjected To A Landmine ExplosionDocument8 pagesBlast Event Simulation For A Structure Subjected To A Landmine ExplosionaishurenjsNo ratings yet
- 2017 Keynote Isheng PDFDocument93 pages2017 Keynote Isheng PDFsdyyds2004100% (1)
- Pablo Castillo R PDFDocument127 pagesPablo Castillo R PDFkhazarhayatNo ratings yet
- AdvFem Meshfree 2016classDocument282 pagesAdvFem Meshfree 2016classzack100% (1)
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- Wilhelmy 1Document15 pagesWilhelmy 1klomps_jrNo ratings yet
- Wilhelmy 2Document15 pagesWilhelmy 2klomps_jrNo ratings yet
- WierszyckiDocument6 pagesWierszyckiklomps_jrNo ratings yet
- WinklerDocument17 pagesWinklerklomps_jrNo ratings yet
- Yong ShimDocument10 pagesYong Shimklomps_jrNo ratings yet
- WilkensonDocument11 pagesWilkensonklomps_jrNo ratings yet
- YangDocument12 pagesYangklomps_jrNo ratings yet
- YangDocument12 pagesYangklomps_jrNo ratings yet
- Zama RippaDocument8 pagesZama Rippaklomps_jrNo ratings yet
- Wind Loading of A Paraboloidal Antenna Dish Supported On A Telescopic Extendable Mast byDocument7 pagesWind Loading of A Paraboloidal Antenna Dish Supported On A Telescopic Extendable Mast byklomps_jrNo ratings yet
- WoyakDocument15 pagesWoyakklomps_jrNo ratings yet
- WuDocument13 pagesWuklomps_jrNo ratings yet
- Predicting Buckling For Medical Device-Catheter Interaction During ImplantDocument3 pagesPredicting Buckling For Medical Device-Catheter Interaction During Implantklomps_jrNo ratings yet
- X-FEM For Abaqus (XFA) Toolkit For Automated Crack Onset and Growth SimulationsDocument15 pagesX-FEM For Abaqus (XFA) Toolkit For Automated Crack Onset and Growth Simulationsklomps_jrNo ratings yet
- Shoji AUC2008Document14 pagesShoji AUC2008klomps_jrNo ratings yet
- Ramesh Auc2008Document17 pagesRamesh Auc2008klomps_jrNo ratings yet
- Wentzel Auc2008Document7 pagesWentzel Auc2008klomps_jrNo ratings yet
- Ucak Auc2008Document13 pagesUcak Auc2008klomps_jrNo ratings yet
- Optimization Module For Abaqus/CAE Based On Genetic AlgorithmDocument18 pagesOptimization Module For Abaqus/CAE Based On Genetic Algorithmklomps_jrNo ratings yet
- Montgomery Auc2008Document20 pagesMontgomery Auc2008klomps_jrNo ratings yet
- Creep Modelling of Polyolefins Using Artificial Neural NetworksDocument15 pagesCreep Modelling of Polyolefins Using Artificial Neural Networksklomps_jrNo ratings yet
- Wilmer AUC2008Document14 pagesWilmer AUC2008klomps_jrNo ratings yet
- Thiruppukuzhi AUC2008Document16 pagesThiruppukuzhi AUC2008klomps_jrNo ratings yet
- Zhong AUC2008Document15 pagesZhong AUC2008klomps_jrNo ratings yet
- Nonlinear Buckling Analysis using Riks MethodDocument9 pagesNonlinear Buckling Analysis using Riks Methodklomps_jrNo ratings yet
- Winkler Auc2008Document15 pagesWinkler Auc2008klomps_jrNo ratings yet
- Xie Auc2008Document13 pagesXie Auc2008klomps_jrNo ratings yet
- Taggart AUC2008Document15 pagesTaggart AUC2008klomps_jrNo ratings yet
- Song Auc2008Document15 pagesSong Auc2008klomps_jrNo ratings yet
- Fyfe Design Manual Rev 9 (2011-01-13)Document74 pagesFyfe Design Manual Rev 9 (2011-01-13)César GuevaraNo ratings yet
- GFHGHGDocument24 pagesGFHGHGTefo SethNo ratings yet
- Types of SectionsDocument15 pagesTypes of Sectionsprabhu81No ratings yet
- Test Method ReviewDocument171 pagesTest Method Reviewsunny171083_90123592No ratings yet
- Nonlinear FE Analysis of The Ultimate Behavior of Steel Castellated Beams PDFDocument14 pagesNonlinear FE Analysis of The Ultimate Behavior of Steel Castellated Beams PDFNoviantyHePheiFangNo ratings yet
- 11 Glava Eksperimentalna Karakterizacija Kompozita KNJIGA ODLICNA-Experimental Characterization of Advanced Composite Materials, Fourth EditionDocument11 pages11 Glava Eksperimentalna Karakterizacija Kompozita KNJIGA ODLICNA-Experimental Characterization of Advanced Composite Materials, Fourth EditionDragan AdamovicNo ratings yet
- (Gazetas and Dakoulas 1992) - Seismic Analysis and Design of Rockfill Dams - SOA PDFDocument35 pages(Gazetas and Dakoulas 1992) - Seismic Analysis and Design of Rockfill Dams - SOA PDFDaniel Felipe Ruiz RestrepoNo ratings yet
- Shear Force Refers To The Force Acting Along On A Surface. Basically, The Force Forms NoDocument4 pagesShear Force Refers To The Force Acting Along On A Surface. Basically, The Force Forms Nodolar buhaNo ratings yet
- Strain, Force, and PressureDocument22 pagesStrain, Force, and PressureOnur Deniz NarinNo ratings yet
- MATERIALSandMECHANICSmanual CycleiDocument28 pagesMATERIALSandMECHANICSmanual CycleiSrichandNo ratings yet
- Objective Lab1Document27 pagesObjective Lab1Karthik MuniandyNo ratings yet
- Smat Quiz QuestionnairreDocument12 pagesSmat Quiz QuestionnairreGielyn DiwaNo ratings yet
- A. C. Palmer, Undrained Plane - Strain Expansion of A Cylindrical Cavity in Clay. A Simple Interpretation of The Pressuremeter TestDocument21 pagesA. C. Palmer, Undrained Plane - Strain Expansion of A Cylindrical Cavity in Clay. A Simple Interpretation of The Pressuremeter TestEnrique BarragánNo ratings yet
- Plastic Yield LodeDocument9 pagesPlastic Yield LodesengozkNo ratings yet
- Assessing Damaged Pipelines Transporti - 2022 - Journal of Pipeline Science andDocument7 pagesAssessing Damaged Pipelines Transporti - 2022 - Journal of Pipeline Science anddr theosNo ratings yet
- Fluid-Structure Interaction Analysis of A Peristaltic PumpDocument4 pagesFluid-Structure Interaction Analysis of A Peristaltic PumpSheikh ShoaibNo ratings yet
- Civil and Mechnical Finalkey PDFDocument15 pagesCivil and Mechnical Finalkey PDFNAVEEN BUDDARAPUNo ratings yet
- Hot Finished Hollow Sections Dimensions and SpecificationsDocument2 pagesHot Finished Hollow Sections Dimensions and Specifications_jessecaNo ratings yet
- Flexural-Torsional Buckling of Compression Members PDFDocument33 pagesFlexural-Torsional Buckling of Compression Members PDFYirga Bezabeh100% (1)
- How Will It Deform When I Compress An Elliptical Ring Along Its Long AxisDocument2 pagesHow Will It Deform When I Compress An Elliptical Ring Along Its Long AxisbrunoNo ratings yet
- AnwanaDocument16 pagesAnwanaHiongyiiNo ratings yet
- Materiel ModellingDocument14 pagesMateriel ModellingGanesh KumarNo ratings yet
- Lesson Plan: Einstein Academy of Technology and ManagementDocument4 pagesLesson Plan: Einstein Academy of Technology and ManagementJITENDRA BISWALNo ratings yet