You might also like
- HR Om11 ch01Document65 pagesHR Om11 ch01tbmariNo ratings yet
- Guide to Integration TechniquesDocument96 pagesGuide to Integration TechniquestbmariNo ratings yet
- Failure-Rates VESSEL LPG !!!!Document106 pagesFailure-Rates VESSEL LPG !!!!serb329082100% (5)
- FMEADocument23 pagesFMEAtbmariNo ratings yet
- Engg ZC242-L6Document50 pagesEngg ZC242-L6tbmariNo ratings yet
- ASEE ETD Narang FinalDocument8 pagesASEE ETD Narang FinaltbmariNo ratings yet
- Project Outline EvaluationDocument5 pagesProject Outline EvaluationtbmariNo ratings yet
- IntegrationDocument12 pagesIntegrationdestiny188No ratings yet
- Atmelqualityhandbook PDFDocument35 pagesAtmelqualityhandbook PDFtbmariNo ratings yet
- Et ZC362-L1Document46 pagesEt ZC362-L1tbmariNo ratings yet
- Engg ZC242-L4Document48 pagesEngg ZC242-L4tbmariNo ratings yet
- Engg ZC242-L2Document40 pagesEngg ZC242-L2tbmariNo ratings yet
- Envhper00427 0043Document30 pagesEnvhper00427 0043tbmariNo ratings yet
- Engg ZC242-L7Document55 pagesEngg ZC242-L7tbmariNo ratings yet
- Photochemical Smog: - What It Means For UsDocument7 pagesPhotochemical Smog: - What It Means For UstbmariNo ratings yet
- Engg ZC242-L1Document41 pagesEngg ZC242-L1tbmariNo ratings yet
- The Strain Gage Pressure TransducerDocument7 pagesThe Strain Gage Pressure TransducertbmariNo ratings yet
- Engg ZC242-L2Document40 pagesEngg ZC242-L2tbmariNo ratings yet
- Workshop 20Document63 pagesWorkshop 20tbmariNo ratings yet
- MM 150214 Solution - DoDocument8 pagesMM 150214 Solution - Dotbmari100% (1)
- Eee-III-electrical and Electronicmeasurements and Instrume (10ee35) - NotesDocument81 pagesEee-III-electrical and Electronicmeasurements and Instrume (10ee35) - Notessanjay_songraNo ratings yet
- AME 20231 SolutionsDocument78 pagesAME 20231 SolutionsÖzlem YılmazNo ratings yet
- IntByParts PDFDocument7 pagesIntByParts PDFNyonk Benyalo Al QoyimNo ratings yet
- MM 06022010 SolutionDocument5 pagesMM 06022010 SolutiontbmariNo ratings yet
- Phase DiagramDocument5 pagesPhase DiagramtbmariNo ratings yet
- 716-10 Linear Programming IDocument18 pages716-10 Linear Programming ILyes NasriNo ratings yet
- Aaoczc111 2006 S2 ComDocument1 pageAaoczc111 2006 S2 ComtbmariNo ratings yet
- PropertiesDocument8 pagesPropertiestbmariNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Carbon Fiber As A Recent Material Used in ConstructionDocument9 pagesCarbon Fiber As A Recent Material Used in ConstructionPiyush Sharma100% (2)
- York Has A Long History of Being An Industry Leader 1615758076Document11 pagesYork Has A Long History of Being An Industry Leader 1615758076Elias Garcia JerezNo ratings yet
- CdS-Sb2S3 Heterojunction Thin Film Solar Cells With Thermally Evaporated AbsorberDocument8 pagesCdS-Sb2S3 Heterojunction Thin Film Solar Cells With Thermally Evaporated AbsorberNITHYAPREMININo ratings yet
- Climate AnalysisDocument23 pagesClimate AnalysisDIVYANo ratings yet
- Mechanical Engineering NotesDocument216 pagesMechanical Engineering NotesvelavansuNo ratings yet
- GALATIANSDocument2 pagesGALATIANSFuckyouuNo ratings yet
- AF-S DX Micro-NIKKOR 40mm f/2.8GDocument2 pagesAF-S DX Micro-NIKKOR 40mm f/2.8GbabooNo ratings yet
- Unit 3Document74 pagesUnit 3ronnie199288% (8)
- Shell All Chaps Annotated-1 PDFDocument337 pagesShell All Chaps Annotated-1 PDFabadittadesseNo ratings yet
- Chapter 9: Pile Foundations: Civil Engineering Department: Foundation Engineering (ECIV 4052)Document18 pagesChapter 9: Pile Foundations: Civil Engineering Department: Foundation Engineering (ECIV 4052)Niamul IslamNo ratings yet
- Approved Rates For Testing of Materials and Services: Effective From 1 January 2017 Rates Include 15% VATDocument4 pagesApproved Rates For Testing of Materials and Services: Effective From 1 January 2017 Rates Include 15% VATSaJedur RahmanNo ratings yet
- Natural DisastersDocument2 pagesNatural DisastersChue Sandi Woon SettNo ratings yet
- Greencon Catalogue 2018 PDFDocument16 pagesGreencon Catalogue 2018 PDFAfizshueNo ratings yet
- Mass & Weight 1 QP - 230820 - 162953Document10 pagesMass & Weight 1 QP - 230820 - 162953anjanamenonNo ratings yet
- Lecture 4 - Auditorium Design & Sound Reinforcement ManshaDocument24 pagesLecture 4 - Auditorium Design & Sound Reinforcement ManshaRahul NawaniNo ratings yet
- Pedot:pss/go Nanocomposite For Indoor Co2 SensorDocument9 pagesPedot:pss/go Nanocomposite For Indoor Co2 SensorIJAR JOURNALNo ratings yet
- Chemical Process Calculations: Autumn 2021Document23 pagesChemical Process Calculations: Autumn 2021Ujjwal AnandNo ratings yet
- PEG 400 Phase Behavior Homework #1Document3 pagesPEG 400 Phase Behavior Homework #1Reda Abdel Azim100% (1)
- Hasyim Muhammad Agiel-Cv3Document3 pagesHasyim Muhammad Agiel-Cv3Satria GinanjarNo ratings yet
- Fluid Mechanics SyllabusDocument4 pagesFluid Mechanics Syllabusjohn@gmail.com0% (1)
- Fabtek Case AnalysisDocument3 pagesFabtek Case AnalysisPreeti SoniNo ratings yet
- Manufacturing Operations GuideDocument4 pagesManufacturing Operations GuidetarasasankaNo ratings yet
- NAVAL ACADEMY OFFICERS TECHNICAL COURSEDocument15 pagesNAVAL ACADEMY OFFICERS TECHNICAL COURSEDinesh SilvaNo ratings yet
- 769S (1) PH D ThesisDocument196 pages769S (1) PH D ThesisEr Arivazhagan KuganathanNo ratings yet
- Intermolecular Forces and Liquids and Solids ExplainedDocument20 pagesIntermolecular Forces and Liquids and Solids ExplainedRalph EvidenteNo ratings yet
- 711-Copes Vulcan Vo II DesuperheaterDocument8 pages711-Copes Vulcan Vo II DesuperheaterWADENo ratings yet
- Caesar AdvancedDocument5 pagesCaesar AdvancedUrMil SoniNo ratings yet
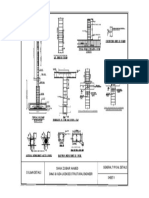
- Lapping and splicing details for reinforced concrete columnsDocument1 pageLapping and splicing details for reinforced concrete columnsVinod Masani100% (1)
- XRD NanomaterialsDocument107 pagesXRD NanomaterialsKiki Rezki LestariNo ratings yet
- Ce 701Document7 pagesCe 701Shadab Ansari JSNo ratings yet