You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Honda Gx120 Gx160Document45 pagesHonda Gx120 Gx160Miguel OrtizNo ratings yet
- Product 16V2000G63 TBDocument29 pagesProduct 16V2000G63 TBAlberto F. Apablaza MezaNo ratings yet
- 10-I C Engines PPT PDFDocument67 pages10-I C Engines PPT PDFS.m. ChandrashekarNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Pipesim User Guide PDFDocument786 pagesPipesim User Guide PDFsang3011No ratings yet
- Naffco Diesel Tank For Fire Protection DetailsDocument2 pagesNaffco Diesel Tank For Fire Protection DetailsRdb Haxor100% (1)
- Rolls-Royce M250-C20R SERIES OPERATION AND MAINTENANCE 73-20-02Document20 pagesRolls-Royce M250-C20R SERIES OPERATION AND MAINTENANCE 73-20-02anony8103No ratings yet
- Boiler and Steam SystemDocument33 pagesBoiler and Steam SystemDr. Akepati Sivarami Reddy100% (4)
- CarbonZAPP 2015 Product BrochureDocument56 pagesCarbonZAPP 2015 Product BrochureMarkulin i sin jdoo100% (1)
- Technical Specification Sheet: SAG KUPANG Modification ListDocument21 pagesTechnical Specification Sheet: SAG KUPANG Modification ListJoko DewotoNo ratings yet
- D 3613Document4 pagesD 3613osminmaganaNo ratings yet
- Recomm2015 2016Document2 pagesRecomm2015 2016ibnu.asad984No ratings yet
- p24 Course Description Welding Technology Courseplan 2016Document3 pagesp24 Course Description Welding Technology Courseplan 2016ibnu.asad984No ratings yet
- 2016 Timetabling CalendarDocument1 page2016 Timetabling Calendaribnu.asad984No ratings yet
- 2016 Liturgical Calendar: Liturgy OfficeDocument8 pages2016 Liturgical Calendar: Liturgy Officeibnu.asad984No ratings yet
- Appendix C - Welding Specification For Fabrication of Piping SystemsDocument33 pagesAppendix C - Welding Specification For Fabrication of Piping Systemsibnu.asad9840% (1)
- Welding Application Spring 2016Document10 pagesWelding Application Spring 2016ibnu.asad984No ratings yet
- School Calendar: Queensland State SchoolsDocument1 pageSchool Calendar: Queensland State Schoolsibnu.asad984No ratings yet
- 2016 Liturgical Calendar: Liturgy OfficeDocument8 pages2016 Liturgical Calendar: Liturgy Officeibnu.asad984No ratings yet
- House Calendar for January 2016Document12 pagesHouse Calendar for January 2016ibnu.asad984No ratings yet
- Welded Excutive SummDocument36 pagesWelded Excutive Summibnu.asad984No ratings yet
- Fab-Welding Supervisors and Inspector Dates and InformationDocument2 pagesFab-Welding Supervisors and Inspector Dates and Informationibnu.asad984No ratings yet
- 16 17 Dept Flow Charts v2 0Document17 pages16 17 Dept Flow Charts v2 0ibnu.asad984No ratings yet
- February 2016: Sun Mon Tue Wed Thu Fri SatDocument1 pageFebruary 2016: Sun Mon Tue Wed Thu Fri SatWilly ChandraNo ratings yet
- 13 BridgeDocument25 pages13 Bridgeibnu.asad984No ratings yet
- WeldDocument2 pagesWeldibnu.asad984No ratings yet
- 1221 Hot Gas and Extrusion Welding Jan 2016Document2 pages1221 Hot Gas and Extrusion Welding Jan 2016ibnu.asad984No ratings yet
- WeldingDocument4 pagesWeldingibnu.asad984No ratings yet
- 2016 Training Materials CatalogDocument24 pages2016 Training Materials Catalogibnu.asad984No ratings yet
- MC2034 Weld Rods - v4Document2 pagesMC2034 Weld Rods - v4ibnu.asad984No ratings yet
- Tws School CatalogDocument76 pagesTws School Catalogibnu.asad984No ratings yet
- MC2034 Weld Rods - v4Document2 pagesMC2034 Weld Rods - v4ibnu.asad984No ratings yet
- 2015 Programs Book List PricesDocument13 pages2015 Programs Book List Pricesibnu.asad984No ratings yet
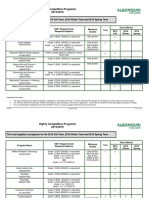
- Highly Competitive Programs Chart 2015-2016Document3 pagesHighly Competitive Programs Chart 2015-2016ibnu.asad984No ratings yet
- CCC 2015 2016 Fee ChartDocument5 pagesCCC 2015 2016 Fee Chartibnu.asad984No ratings yet
- AWS Weld Symbol ChartDocument1 pageAWS Weld Symbol ChartExsan OthmanNo ratings yet
- Competitive Programs For CanadaDocument41 pagesCompetitive Programs For Canadaferoz_bilalNo ratings yet
- New Technologies 112515Document29 pagesNew Technologies 112515ibnu.asad984No ratings yet
- Gs 16 1 Distributed Ledger TechnologyDocument88 pagesGs 16 1 Distributed Ledger Technologyibnu.asad984No ratings yet
- FIEA Events 2016 One Page FlyerDocument1 pageFIEA Events 2016 One Page Flyeribnu.asad984No ratings yet
- h2020 wp1617 Fet - enDocument41 pagesh2020 wp1617 Fet - enibnu.asad984No ratings yet
- PetroEd Catalog 2013Document51 pagesPetroEd Catalog 2013Citra FerdyanNo ratings yet
- Methane vs Propane as Fuel Sources: A ComparisonDocument11 pagesMethane vs Propane as Fuel Sources: A Comparisonjubatus.libroNo ratings yet
- Uses of GoldDocument5 pagesUses of GoldAtel WaaftekherNo ratings yet
- Fyp TurbochargerDocument5 pagesFyp TurbochargerEngr Jahanzaib KhanNo ratings yet
- Metals and Non Metals Chapter PropertiesDocument222 pagesMetals and Non Metals Chapter PropertiesPhani Kumar AllamrajuNo ratings yet
- Green algae Botryococcus braunii's potential as biofuel sourceDocument4 pagesGreen algae Botryococcus braunii's potential as biofuel sourceericconchamunozNo ratings yet
- Saep 1160Document12 pagesSaep 1160Santosh KumarNo ratings yet
- Cummins Generator 1600kvaDocument3 pagesCummins Generator 1600kvamuqtar4u100% (1)
- Aggreko - Chevron Supplier For CabindaDocument8 pagesAggreko - Chevron Supplier For CabindaLuiz EduardoNo ratings yet
- Nwuav Nw44-Efi DSDocument2 pagesNwuav Nw44-Efi DSJose Pardellas100% (1)
- Pump DataDocument2 pagesPump DataHector CachoNo ratings yet
- III (ForDocument6 pagesIII (ForChristine Yaco DetoitoNo ratings yet
- enDocument2 pagesenMahmoud Reda ElSherifNo ratings yet
- Complete combustion and automatic ignition for biogas systemsDocument4 pagesComplete combustion and automatic ignition for biogas systemsErin BradyNo ratings yet
- GasketsDocument34 pagesGasketsAslam AsiffNo ratings yet
- Pramac Group's Power Engineering Division and Product RangeDocument27 pagesPramac Group's Power Engineering Division and Product Range07939312No ratings yet
- 01 D155 IntroductionDocument22 pages01 D155 IntroductionMichael DavenportNo ratings yet
- Gr2 Wk13 Food Is Our Fuel PDFDocument2 pagesGr2 Wk13 Food Is Our Fuel PDFedangasiNo ratings yet
- Auburn Tune Up 14pagesDocument14 pagesAuburn Tune Up 14pagesjorge Angel LopeNo ratings yet
- Modern Auto EnginesDocument2 pagesModern Auto EnginesNameNo ratings yet